Область техники
Изобретение относится к способу сборки нескольких элементов.
Уровень техники
Многочисленные изделия получают путем сборки нескольких элементов, в частности, нескольких слоев или полотен. Это относится, в частности, к ремням, которые, как правило, получают, используя тепло для сборки двух цельных непрерывных полос, разделенных слоем армирующих волокон.
Независимо от применения различные элементы позиционируют относительно друг друга перед их скреплением. При этом могут возникнуть несколько проблем. Заблаговременно позиционированные элементы могут быть непреднамеренно сдвинуты либо перед сборкой, либо во время сборки, замедляя процесс изготовления или приводя к изготовлению дефектного изделия, которое необходимо выбраковывать. Хуже того, такой непреднамеренный сдвиг одного или нескольких элементов трудно обнаруживается во время изготовления и может приводить к угрозе для пользователя конечного изделия.
Для решения этих проблем и обеспечения более надежного позиционирования различных элементов перед и во время их сборки предлагалось использовать средства предварительной сборки, такие как струбцины и скобки. Однако такие средства трудно удалять, что в случае ошибки делает повторное позиционирование очень сложной задачей. Они также могут приводить к локальным зонам сдавливания изделия. Иногда также их невозможно извлечь, что приводит к оставлению посторонних предметов в конечном изделии.
В некоторых случаях предпринимались попытки использовать клеящие вещества при предварительной сборке, т.к. они менее интрузивны. Например, при изготовлении ремней известно нанесение клеящего состава на армирующий корд с целью удержания двух полос, наложенных на каждую из его сторон.
При использовании такого средства по-прежнему трудно скорректировать неправильное позиционирование составляющих. Такие клеящие составы трудно изготавливать, принимая во внимание стандарты и правила охраны окружающей среды, которые должны выполняться. Им также присущ недостаток быстрой потери клеящих свойств со временем или вследствие неправильного хранения.
Раскрытие изобретения
Таким образом, одной из задач настоящего изобретения является разработка способа, позволяющего устранить вышеупомянутые недостатки.
Указанная задача решается в способе, включающем в себя следующие этапы: обеспечивают наличие первого элемента, имеющего область зацепляющих элементов, в частности, крючков, и второго элемента, снабженного удерживающим средством, приспособленным для взаимодействия с зацепляющими элементами первого элемента с целью образования самофиксирующегося соединения; вводят первой и второй элементы в контакт друг с другом так, чтобы зацепляющие элементы первого элемента и удерживающее средство второго элемента образовывали самофиксирующееся соединение; и обрабатывают зону обработки самофиксирующегося соединения с целью деформирования зацепляющих элементов первого элемента и/или удерживающего средства второго элемента, так что первый и второй элементы окончательно скрепляются друг с другом, формируя тем самым собранную конструкцию.
В способе согласно изобретению первый и второй элементы перед окончательным скреплением друг с другом предварительно надежно позиционируются с помощью самофиксирующегося соединения, называемого «контактным замыканием» или «застежкой-липучкой». Под термином «самофиксирующееся соединение» в настоящем описании понимается соединение, которое позволяет первому и второму элементам неподвижно удерживаться относительно друг друга в по меньшей мере одном направлении, в частности, в тангенциальном направлении и/или в направлении, перпендикулярном поверхности соединения упомянутых элементов. При этом поверхность соединения может быть плоской, или изогнутой, или иметь любой другой требуемый профиль.
В таких условиях, в частности, когда самофиксирующееся соединение неподвижно удерживает вместе первый и второй элементы в направлении, перпендикулярном поверхности соединения этих элементов, оно может быть разъединено только путем приложения силы, значительно превышающей силу, которая прикладывается к двум элементам при их соединении друг с другом.
Таким образом, самофиксирующееся соединение дает возможность эффективно временно удерживать вместе по меньшей мере два элемента без усилия.
При необходимости можно легко отделить элементы друг от друга и позиционировать их повторно, гарантируя в то же время, что они останутся в требуемом положении к моменту их окончательного скрепления друг с другом.
Повторное позиционирование может также осуществляться без риска повреждения составляющих, а также без необходимости использования внешних инструментов или приспособлений.
Зацепляющий элемент может иметь любую форму, пригодную для взаимодействия с комплементарным удерживающим средством с целью формирования самофиксирующегося замыкания вышеупомянутого типа, которое может иметь вид папа-папа, папа-мама или быть гибридным.
Зацепляющий элемент может быть крючком. Под термином «крючок» в данном описании понимается элемент, способный зацепляться (в частности, за петлю или волокно), и прежде всего элемент, образованный стержнем и крючковатой частью, завершающей стержень и отходящей вбок от него. Таким образом, элемент в форме грибка, зубца, крючка с одним или двумя зацепляющими усиками или т.п. в контексте настоящего изобретения следует понимать как крючок.
Зацепляющий элемент может также иметь форму простого стержня.
Обычно такие элементы группируют вместе, образуя область. Под термином «область» понимается множество элементов, в частности, не менее 50, а более конкретно не менее 200, распределенных упорядочение или иным образом.
Размеры зацепляющих элементов и их количество на единицу площади (плотность области зацепляющих элементов) могут существенно варьироваться. Например, зацепляющие элементы могут иметь общую высоту, измеренную перпендикулярно поверхности основания, из которого они выступают, в диапазоне от 0,1 мм до 5 мм, предпочтительно от 0,5 мм до 1,5 мм. Предпочтительно, плотность области составляет от 1 элемента на квадратный сантиметр (см2) до 2000 элементов на см2, более предпочтительно - от 10 элементов на см2 до 1200 элементов на см2.
Удерживающее средство второго элемента может также иметь разнообразные формы.
Удерживающее средство может представлять собой область зацепляющих элементов или волокна. Под термином «волокно» следует понимать тонкий продолговатый, непрерывный или прерывистый элемент, прежде всего волокно или нить. Волокна могут быть собраны вместе, формируя нетканый материал. Волокна могут быть синтетическими (углеродное волокно, арамидное волокно, стекловолокно) или натуральными (лен).
Таким образом, второй элемент может содержать нетканый слой волокон, образующий удерживающее средство. Как вариант, второй элемент может также содержать тканый материал с петлями, образующими удерживающее средство.
Для окончательного соединения первого и второго элементов самофиксирующееся соединение обрабатывают в зоне обработки таким образом, чтобы деформировать те зацепляющие элементы первого элемента и/или то удерживающее средство второго элемента, которые расположены в зоне обработки.
Самофиксирующееся соединение может обрабатываться различными способами, которые могут использоваться по раздельности или в комбинации. К таким способам, например, относятся: воздействие на самофиксирующееся соединение давлением, вибрацией, трением или облучением и/или использование химической обработки с помощью по меньшей мере одного растворителя и/или тепловой обработки, например, ультразвукового нагрева (в частности, путем создания ультразвуковых колебаний с помощью сонотрода).
В одном из вариантов осуществления изобретения осуществляют такую обработку, что зацепляющие элементы или удерживающее средство после деформации образуют армирующее средство собранной конструкции.
Армирующее средство конструкции представляет собой средство, которое придает этой конструкции значительную часть (например, по меньшей мере 20%, предпочтительно по меньшей мере 30%, более предпочтительно по меньшей мере 50%) ее способности противостоять по меньшей мере одному виду воздействия, в частности, механическим напряжениям (например, напряжениям растяжения, сжатия, сдвига), или тепловому или химическому воздействию.
После деформации зацепляющие элементы или удерживающее средство могут сохранять форму, которая, как правило, не изменяется.
Выражение «как правило, не изменяется» означает, что форма, которая хотя и подвергается возможному изменению по сравнению с первоначальной формой либо в плане размеров, либо в плане структуры, тем не менее, остается такой, что механическое удерживающее свойство элемента сохраняется.
В данном контексте диаметр, длина или форма волокна может измениться, однако это волокно продолжает в целом представлять собой удерживающее средство, в частности волокно. Крючок или зубец может изменить свою форму и/или размеры (предпочтительно основные размеры элемента, в частности, его высота, ширина и/или толщина изменяются не более чем на 20%, более предпочтительно не более чем на 10%, еще более предпочтительно не более чем на 5% относительно первоначальных значений), в то же время в целом оставаясь зацепляющим элементом. Например, в деформированном состоянии крючок или зубец может стать стержнем.
Когда обработка представляет собой тепловую обработку, самофиксирующееся соединение подвергается воздействию рабочей температуры, превышающей температуру плавления либо зацепляющих элементов, либо удерживающего средства.
Различие между температурами плавления зацепляющих элементов и удерживающего средства может составлять не менее 5°С, предпочтительно не менее 10°С, а более предпочтительно - не менее 20°С.
Для некоторых изделий общей практикой является необходимость их армирования для улучшения способности противостоять механическим, тепловым и химическим воздействиям. Например, такое армирование может являться результатом включения в состав изделия армирующего средства. Способа согласно изобретению позволяет армировать изделие посредством внедрения в него армирующего средства, которое может иметь вид волокон или зацепляющих элементов.
Благодаря самофиксирующемуся соединению, первоначально созданному между первым и вторым элементами, армирующее средство удерживается в нужном положении как перед, так и во время обработки. В результате обеспечивается его надлежащее позиционирование в собранном конечном изделии, обеспечивая при этом хорошее армирование. Если армирующее средство представляет собой зацепляющие элементы, необходимо следить, например, за тем, чтобы эти элементы не наклонялись или не сгибались во время обработки, т.к. это снижало бы армирующий эффект. Если армирующее средство представляет собой волокна, необходимо следить, в частности, за тем, чтобы волокна не перемещались слишком далеко от элемента, который должна быть армирован, или чтобы волокна равномерно распределялись по этому элементу.
Способ согласно изобретению может также использоваться для изготовления композитного элемента, в котором удерживающее средство одного элемента формирует армирующее средство, а удерживающее средство другого элемента образует матрицу, в которую встроено упомянутое армирующее средство.
Зона обработки может представлять собой сплошную линию.
Например, зона обработки продолжается в длину по меньшей мере на 1 см, предпочтительно по меньшей мере на 3 см.
Возможно также выполнение зоны обработки прерывистой, в частности, зона обработки может представлять собой набор пятен.
Предпочтительно зона обработки охватывает не менее 50%, более предпочтительно не менее 80%, в частности, 95% общей протяженности самофиксирующегося соединения.
Предпочтительно зона обработки охватывает все самофиксирующееся соединение. Еще более предпочтительно она охватывает всю площадь поверхности области зацепляющих элементов и/или удерживающего средства.
Самофиксирующееся соединение может охватывать не менее 50%, предпочтительно не менее 80%, в частности, не менее 95% протяженности зоны контакта между первой и второй составляющими.
В одном из примеров первый и второй элементы могут обрабатываться за пределами самофиксирующегося соединения. В частности, элементы могут обрабатываться целиком.
Зацепляющие элементы и/или средство удержания могут выполняться из композитного или полимерного материала, пригодного для плавления по меньшей мере один раз, в частности, могут выполняться из термопластичного материала, полимера, который может вулканизироваться или пост-вулканизироваться.
Например, зацепляющие элементы и/или удерживающее средство могут выполняться из полиэтилена, полипропилена или некоторых других олефиновых гомополимеров или сополимеров, таких как этилены или альфа олефины, предлагаемые на рынке под названиями Affinity®, Engage® или Exact®, или полукристаллических полиолефинов, предлагаемых на рынке под названиями Vistamaxx® или Versify®, или эластомерных термопластичных масс, предлагаемых на рынке под названиями  , Sofprene® или Thermolast®; полиуретанов типа сложного эфира, простого эфира или поликарбоната, в частности, сложных эфиров, таких как полиэтилентерефталат (PET), полибутилентерефталат (РВТ), полиметилентерефталат (РТТ), PET сополимер (PETG), полиэпсилон-капролактон (PCL), полиоксипропиленовая кислота (PLA), сополимеры на основе сложных эфиров, такие как Hytrel® и Arnitel®; полиамидов (РА), например, таких как РА6, РА6.6, РА11 и РА12, сополимеров на полиамидной основе, таких как Pebax® и Vestamid®, гомополимеры или сополимеры полиоксиметилена (РОМ) и смесей, содержащих по меньшей мере один из вышеупомянутых полимеров.
, Sofprene® или Thermolast®; полиуретанов типа сложного эфира, простого эфира или поликарбоната, в частности, сложных эфиров, таких как полиэтилентерефталат (PET), полибутилентерефталат (РВТ), полиметилентерефталат (РТТ), PET сополимер (PETG), полиэпсилон-капролактон (PCL), полиоксипропиленовая кислота (PLA), сополимеры на основе сложных эфиров, такие как Hytrel® и Arnitel®; полиамидов (РА), например, таких как РА6, РА6.6, РА11 и РА12, сополимеров на полиамидной основе, таких как Pebax® и Vestamid®, гомополимеры или сополимеры полиоксиметилена (РОМ) и смесей, содержащих по меньшей мере один из вышеупомянутых полимеров.
Зацепляющие элементы и/или удерживающее средство могут включать в себя металлические частицы, которые, как правило, внедрены в образующий их термопластичный материал. Такие металлические частицы обеспечивают, в частности, более быстрый и более равномерный местный нагрев самофиксирующегося соединения во время тепловой обработки, улучшая тем самым обработку, например, посредством индукционного нагрева.
Способ согласно изобретению может также использоваться для сборки более чем двух элементов. В одном из вариантов осуществления изобретения способ предусматривает наличие третьего элемента, содержащего область зацепляющих элементов, способных взаимодействовать с удерживающим средством второго элемента для обеспечения самофиксирующегося соединения. Такой способ включает введение в контакт второго и третьего элементов, так что второй элемент располагается между первым и третьим элементами, а зацепляющие элементы третьего элемента и удерживающее средство второго элемента образуют второе самофиксирующееся соединение; и обработку зоны обработки второго самофиксирующегося соединения с целью деформации зацепляющих элементов третьего элемента и/или удерживающего средства второго элемента, в результате чего второй и третий элементы окончательно скрепляются друг с другом.
Предпочтительно самофиксирующиеся соединения между вторым элементом и первым и третьим элементами обрабатывают одновременно в процессе одного этапа обработки.
В одном из конкретных вариантов осуществления изобретения перед обработкой зацепляющие элементы первого элемента и зацепляющие элементы третьего элемента приводятся во взаимодействие с удерживающим средством второго элемента, лежащего между упомянутыми зацепляющими элементами.
Элементы могут собираться вместе непрерывно на производственной линии.
В этом случае, например, первый и второй элементы формируют соответствующие продольно проходящие полоски, при этом первый и второй элементы непрерывно накладываются (линейно) в продольном направлении в по меньшей мере одной контактной зоне, где зацепляющий элемент первого элемента и удерживающее средство второго элемента образуют самофиксирующееся соединение, и это самофиксирующееся соединение обрабатывают непрерывно (линейно) в продольном направлении в по меньшей мере одной зоне обработки. Зона обработки может быть непрерывной или прерывистой. Например, обработка может осуществляться с помощью колеса, имеющего непрерывный контакт (если зона обработки содержит по меньшей мере одну непрерывную полосу) или точечный контакт (если зона обработки содержит несколько отдельных зон, разнесенных в продольном направлении).
Способ согласно настоящему изобретению может находить различные применения, например, в области гигиены.
В одном из примеров применения способ может использоваться для изготовления носителей крючков для памперсов.
В таком случае, в частности, первый элемент имеет область крючков, а второй элемент представляет собой нетканый материал, при этом первый и второй элементы накладываются друг на друга в по меньшей мере одной зоне контакта, в которой крючки первого элемента и волокна второго элемента создают самофиксирующееся соединение, одновременно сохраняя с противоположных сторон зоны контакта как свободный участок первого элемента, имеющей крючки, так и свободный участок второго элемента, при этом самофиксирующееся соединение обрабатывают с целью скрепления первого и второго элементов.
Следует отметить, что термин «свободный участок элемента» используется для обозначения участка, который не находится в контакте с другим элементом, будь то первый или второй элемент, и который имеет удерживающее средство, обычно (но не обязательно) в работоспособном состоянии, т.е. остающееся пригодным для взаимодействия с другим средством с целью формирования самофиксирующегося соединения.
Во втором примере применения способ может использоваться для армирования основы, в частности, полотна или композитного элемента с помощью по меньшей мере одного армирующего элемента типа глазка в месте расположения отверстия в упомянутой основе. В таком случае армирующая вставка обычно представляет собой первый элемент, а основа обычно представляет собой второй элемент.
Термин «место расположения отверстия» используется для обозначения места, где в основе имеется отверстие или планируется сделать отверстие.
Изобретении также относится к конструкции, содержащей по меньшей мере один первый слой, включающий в себя удерживающее средство для самофиксирующегося соединения, и по меньшей мере один второй слой, взаимодействующий с первым слоем в пределах по меньшей мере одной зоны сборки и связанный с удерживающим средством, постоянно скрепляя их друг с другом.
Удерживающее средство может содержать волокна, в частности, упомянутый слой может представлять собой тканое или нетканое полотно.
В другом примере удерживающее средство представляет собой зацепляющие элементы, в частности, крючки. Например, первый слой представляет собой основу, имеющую по меньшей мере одну сторону с областью выступающих из нее зацепляющих элементов.
В одном из примеров конструкция может представлять собой носитель крючков для памперсов. Такой носитель крючков содержит основной слой с множеством крючков и слой волокон, как правило, нетканых, которые соединены вместе в зоне сборки.
В еще одном примере конструкция содержит основу и армирующую вставку со сквозным отверстием, которая прикреплена к основе в месте расположения отверстия в этой основе.
Как правило, отверстие во вставке расположено лицевой стороной к месту расположения отверстия в основе.
Основа может представлять собой полотно, в частности, парусину, например, образованную слоем нетканого материала, или же композитный элемент, например, внутреннюю панель облицовки автомобиля.
В настоящем описании рассмотрены некоторые варианты осуществления изобретения, однако если это не оговорено особо, особенности, описанные в связи с любым из вариантов осуществления изобретения, могут использоваться в любых других вариантах осуществления изобретения.
Изобретение и его преимущества станут более понятными из дальнейшего подробного описания различных вариантов его осуществления со ссылками на чертежи.
Краткое описание чертежей
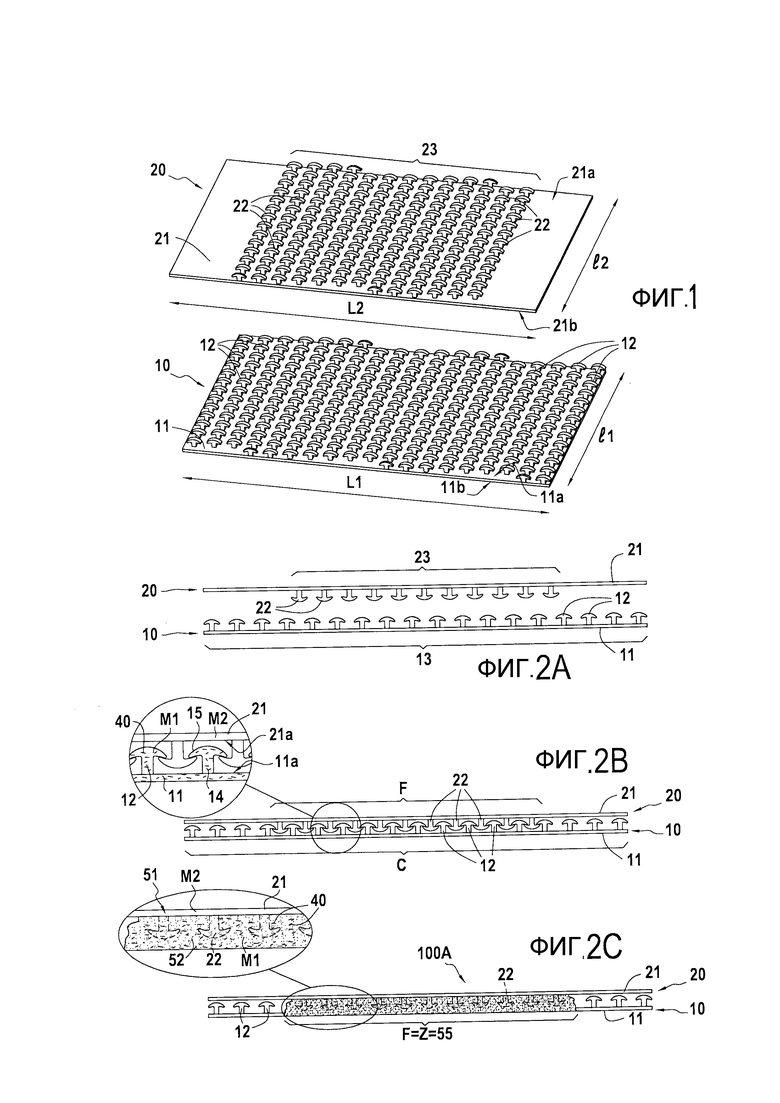
На фиг. 1 показаны два элемента, которые необходимо собрать вместе способом, соответствующим первому варианту осуществления изобретения, вид в перспективе;
на фиг. 2А - два показанных на фиг. 1 элемента до ввода их в контакт, вид сбоку;
на фиг. 2В - два показанных на фиг. 1 элемента соединенных вместе самофиксирующимся соединением, вид сбоку;
на фиг. 2С - конструкция, полученная в результате окончательной сборки показанных на фиг. 1 первого и второго элементов, вид сбоку;
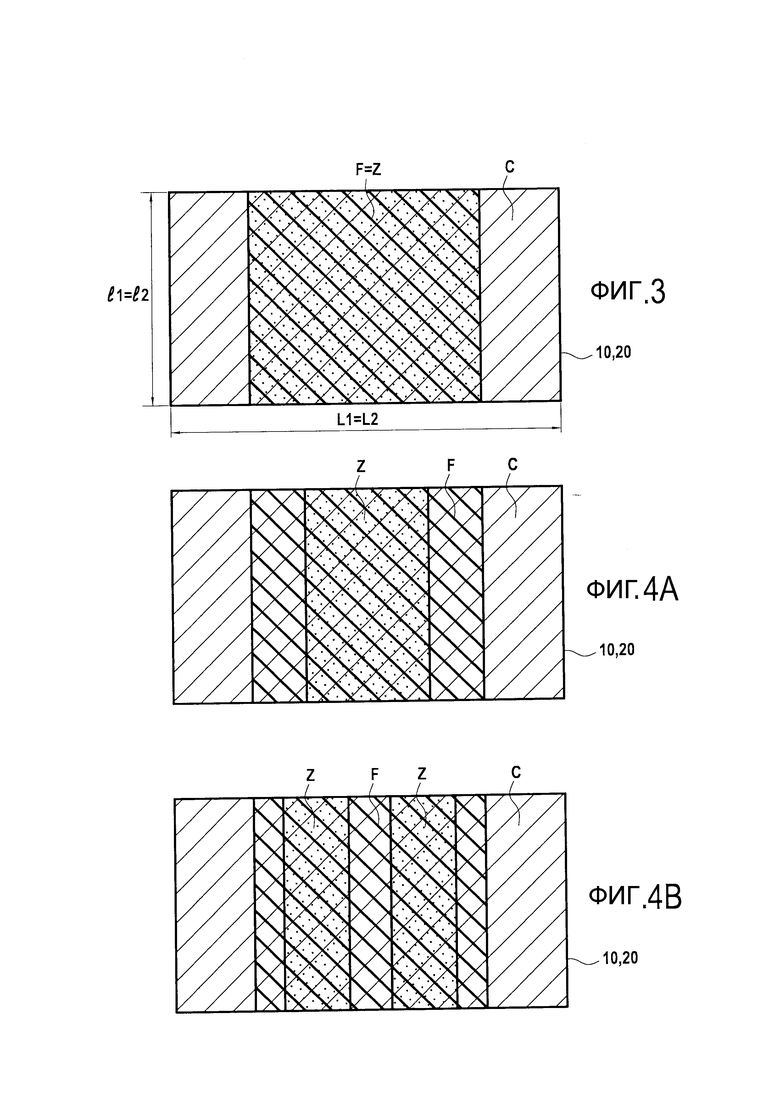
на фиг. 3 схематично показана зона обработки показанного на фиг. 2В самофиксирующегося соединения;
на фиг. 4А-4С - варианты распределения зон обработки показанного на фиг. 2В самофиксирующегося соединения;
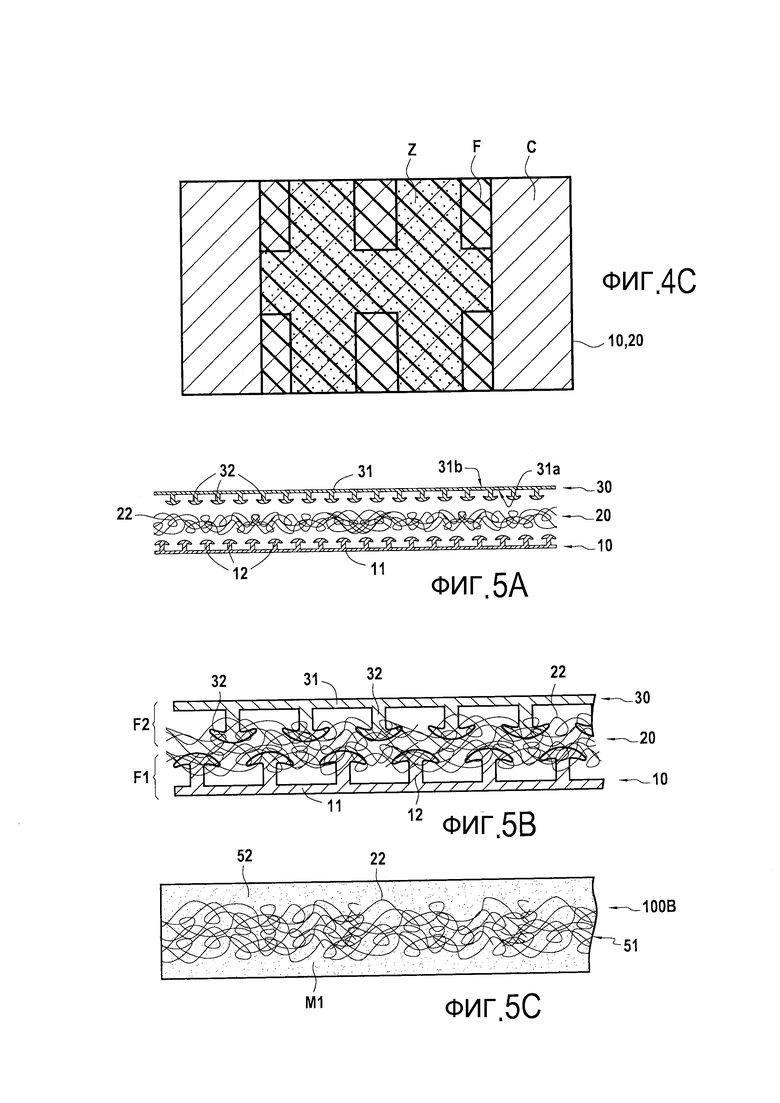
на фиг. 5А - три элемента, которые необходимо собрать вместе способом, соответствующим второму варианту осуществления изобретения, вид в поперечном сечении;
на фиг. 5В - три показанных на фиг. 5А элемента, соединенных вместе самофиксирующимся соединением, вид в поперечном сечении;
на фиг. 5С - конструкция, полученная в результате окончательной сборки показанных на фиг. 5А трех элементов, вид в поперечном сечении;
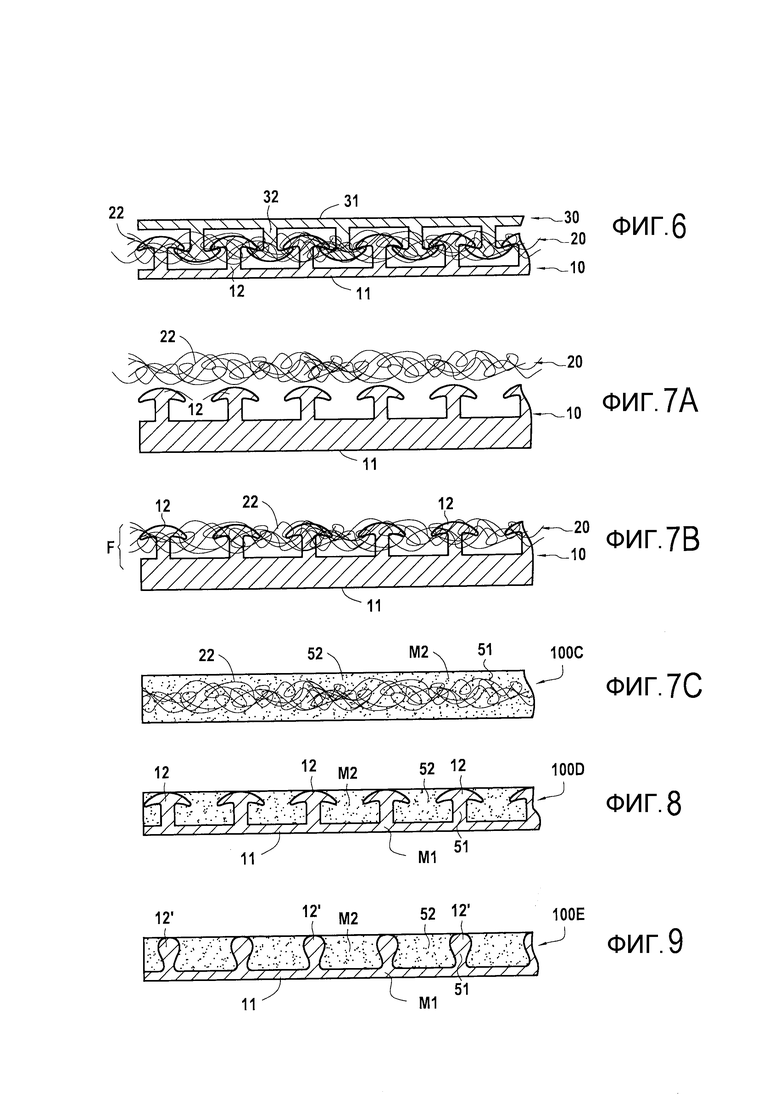
на фиг. 6 - другая реализация способа по второму варианту осуществления изобретения;
на фиг. 7А-7С - последовательные этапы осуществления способа по третьему варианту осуществления изобретения;
на фиг. 8 - первая модификация способа по третьему варианту осуществления изобретения;
на фиг. 9 - вторая модификация способа по третьему варианту осуществления изобретения;
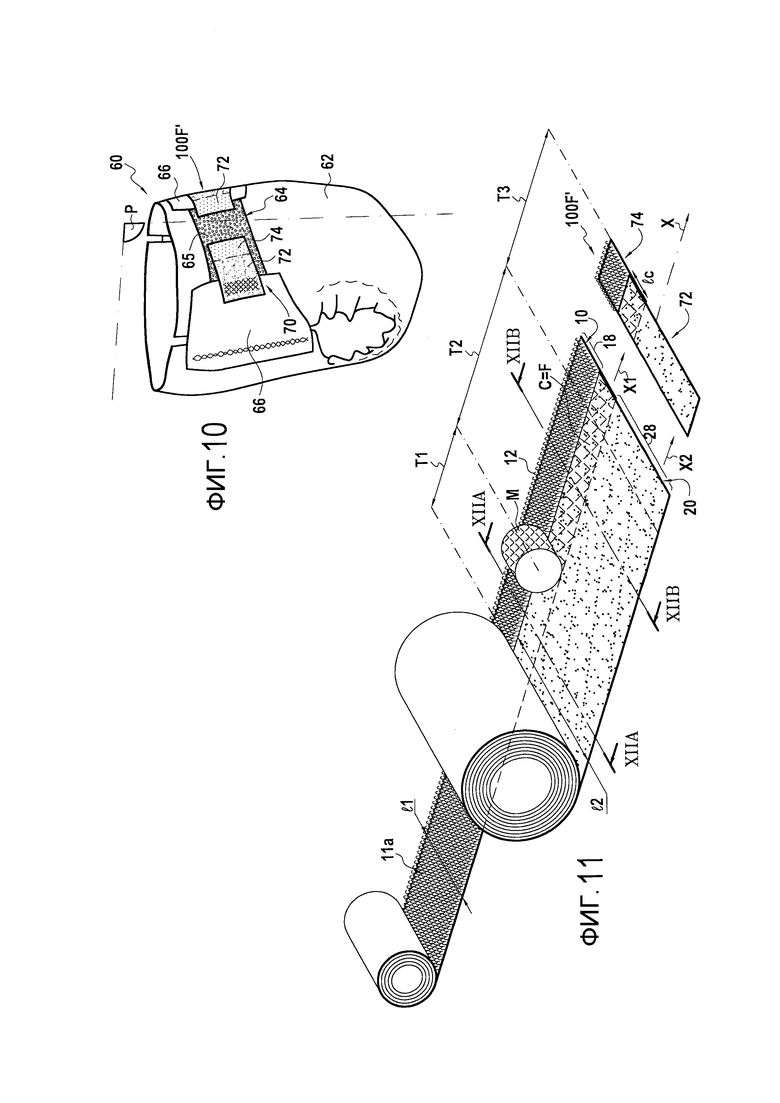
на фиг. 10 - общий вид общеизвестных памперсов;
на фиг. 11 - линия для изготовления носителей крючков для памперсов с использованием способа, соответствующего настоящему изобретению;
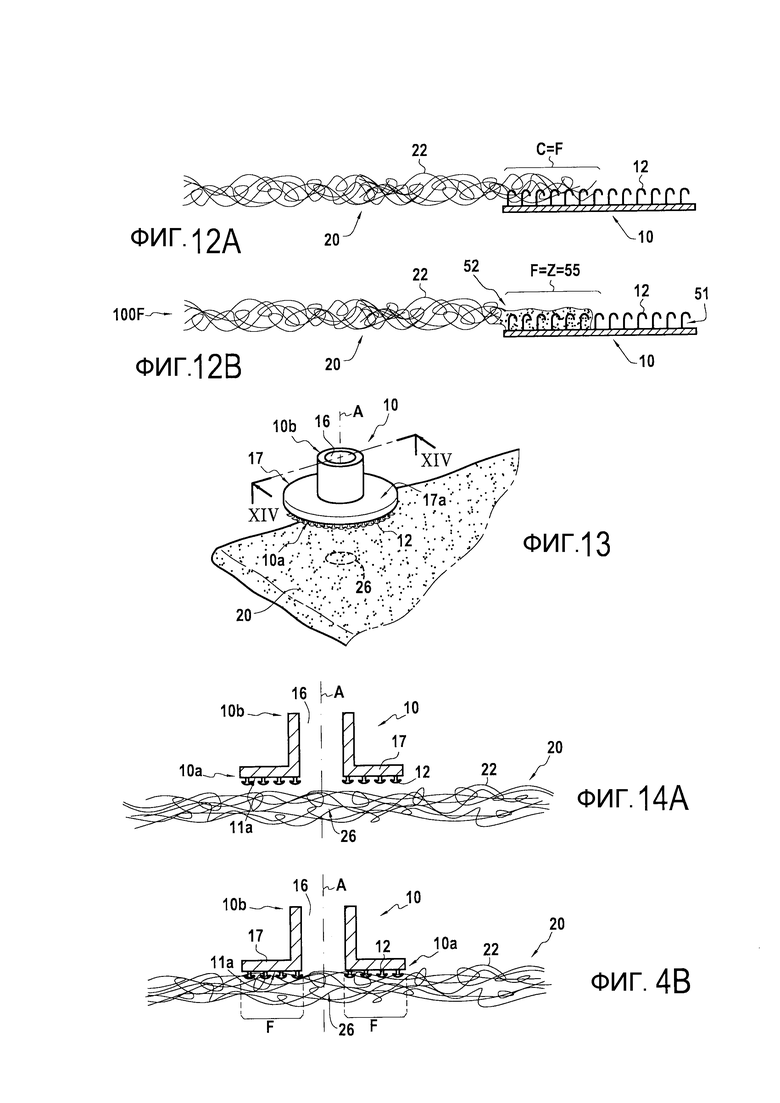
на фиг. 12А-12В - сечения по XIIA-XIIA и XIIB-XIIB на фиг. 11, соответственно;
на фиг. 13 - основа, которая подлежит локальному усилению посредством армирующей вставки;
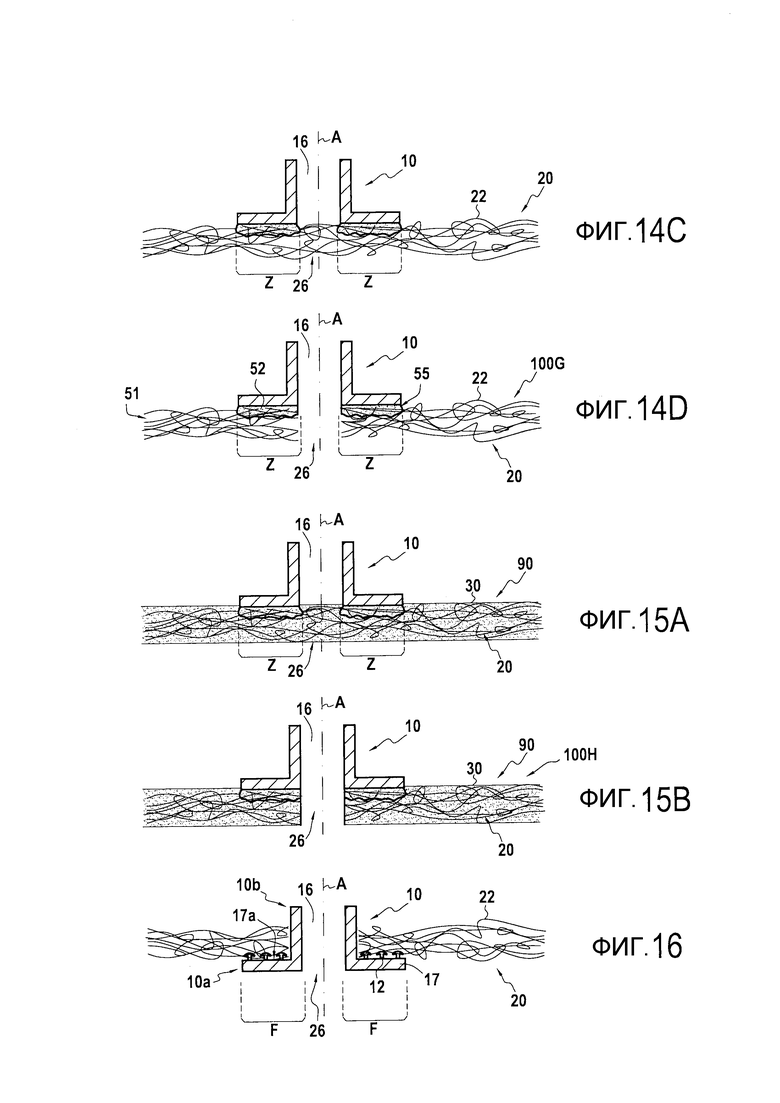
на фиг. 14A-14D - сечения по XIV-XIV на фиг. 13 на различных этапах сборки армирующей вставки;
на фиг. 15А-15В - один из вариантов осуществления способа сборки, показанного на фиг. 13 и 14A-14D;
на фиг. 16 - один из вариантов способа армирования, показанного на фиг. 13 и 14A-14D.
Варианты осуществления изобретения
На фиг. 1-3 показано изготовление конструкции 100А (фиг. 2С) путем сборки вместе первого элемента 10 и второго элемента 20 в соответствии со способом по первому варианту осуществления изобретения.
Первый элемент 10 выполнен из первого термопластичного материала M1, который плавится при температуре Т1, в частности, из отверждаемого полимера, такого как полиэтилен, у которого температура Т1 равна 120°С. В конкретном примере, показанном на фиг. 1-3, первый материал M1 также содержит множество металлических частиц 40, которые выполняют функцию, которая будет более подробно описана ниже.
Как показано на фиг. 1, первый элемент содержит основание 11, ограниченное двумя поверхностями 11а и 11b, которые в данном примере имеют форму прямоугольника длиной L1 и шириной l1, являются по существу плоскими и параллельны друг другу.
Из одной их указанных поверхностей 11а (называемой далее «соединительной» поверхностью) выступает множество зацепляющих элементов 12, формируя область 13 зацепляющих элементов. Зацепляющие элементы 12 могут изготавливаться, например, путем литья под давлением одновременно с основанием 11. Таким образом, они образуют одно целое с основанием 11, т.е. образуют с ним одно целое без какого-либо перехода или разрыва непрерывности, в частности, на микроскопическом уровне в месте, где они соединяются с основанием 11.
В данном примере зацепляющие элементы 12 представляют собой крючки, каждый из которых имеет стержень 14, выступающий из соединительной поверхности в направлении, по существу перпендикулярном этой поверхности, и участок 15 захвата, завершающий упомянутый стержень 14 и имеющий два зацепляющих усика, проходящих вбок от стержня с каждой его стороны.
В данном примере область 13 зацепляющих элементов распространяется на всю ширину l1 и всю длину L1 основания 11. Естественно, упомянутое распределение может значительно отличаться в зависимости от предполагаемого применения. Зацепляющие элементы могут покрывать только часть поверхности первого элемента, из которой они выступают, например, 95% или даже меньше 5%.
Зацепляющие элементы 12 предпочтительно имеют одинаковую высоту, измеренную перпендикулярно поверхности 11а основания 11, составляющую от 0,1 мм до 5 мм, а их плотность лежит в диапазоне от 1 элемента на см2 до 2000 элементов на см2.
Второй элемент выполнен из второго термопластичного материала М2, который плавится при температуре Т2, более высокой, чем температура Т1, в частности, из полимера, такого как полиамид, у которого температура Т2 равна 260°С.
Второй элемент 20 представляет собой конструкцию, очень похожую на конструкцию первого элемента 10, вследствие чего подробно не описывается. Второй элемент 20 также одержит основание 21, ограниченное двумя поверхностями 21а и 21b, которые в данном примере являются по существу плоскими и имеют форму прямоугольника длиной L2 (идентичную в данном примере длине L1) и ширину l2 (идентичную в данном примере ширине l1).
Как показано на фиг. 1, второй элемент 20 имеет удерживающее средство 22, способное взаимодействовать с зацепляющими элементами 12 первого элемента 10.
В данном примере удерживающее средство 22 представляет собой зацепляющие элементы, комплементарные крючкам 12, и, в частности, они представляют собой крючки той же формы, образуя область 23 крючков.
Область 23 крючков второго элемента 20 в данном примере занимает только часть соединительной поверхности 21а, из которой оно выступает.
Во время сборки, как показано на фиг. 2А, первый и второй элементы 10 и 20 располагают таким образом, что их соответствующие соединительные поверхности 11а и 21а обращены навстречу друг другу.
Затем, как показано на фиг. 2В, первый и второй элементы 10 и 20 приводят в контакт друг с другом в требуемом относительном положении.
Зона контакта между первым и вторым элементами 10 и 20 обозначена на фиг. 2В и 3 позицией С. В данной зоне С контакта области 13 и 23 крючков первого и второго элементов 10 и 20 обращены навстречу друг другу по меньшей мере в ограниченной зоне, где они обеспечивают самофиксирующееся соединение, обозначенное позицией F, возникающее в результате взаимодействия зацепляющих элементов 12 и 22.
В таком состоянии самофиксирующееся соединение F удерживает первый и второй элементы 10 и 20 неподвижно друг относительно друга в направлении, перпендикулярном их соединительным поверхностям 11а и 21а, а также в направлениях, тангенциальных по отношению к этим поверхностям. Однако элементы 10 и 20 не фиксируются окончательно, и в случае необходимости можно легко разъединить их для повторного позиционирования.
Наконец, как показано на фиг. 2С, самофиксирующееся соединение F обрабатывают в зоне обработки (обозначенной позицией Z и показанной на фиг. 3 точками), соответствующей в данном примере всей зоне самофиксирующегося соединения F, чтобы окончательно скрепить первый элемент 10 со вторым элементом 20.
Описанный выше пример не носит ограничительного характера. В некоторых случаях зона Z обработки может находиться только в некоторой части самофиксирующегося соединения F. В показанном на фиг. 4А примере зона Z обработки представляет собой полоску, занимающую только часть длины самофиксирующегося соединения F, но непрерывно проходящую по всей ширине поперек первого и второго элементов 10 и 20. В показанных на фиг. 4В и 4С примерах зона Z обработки содержит несколько полос, проходящих параллельно друг другу или образующих решетку. В других вариантах зона обработки может также иметь форму множества пятен и т.п.
В показанных на фиг. 1-3 примерах зону Z обработки подвергают воздействию температуры Т, которая выше температуры Т1, но ниже температуры Т2, тем самым вызывая деформацию первого элемента в упомянутой зоне.
В данном примере металлические частицы 40, которые следует рассматривать как необязательный ингредиент, способствуют быстрому и равномерному повышению температуры первого элемента.
Как показано на фиг. 2С, основание 11 и крючки 12 первого элемента 10 плавятся, обволакивая крючки 22 второго элемента 20, которые остаются в неизменном виде (т.к. они не деформируются).
Чтобы гарантировать эффективность обработки и исключить деформацию крючков 22 второго элемента, разность температур плавления Т1 и Т2 материалов M1 и М2 первого и второго элементов должна быть не менее 5°С, предпочтительно не менее 10°С, а более предпочтительно - не менее 20°С.
Собранная в результате конструкция 100А представляет собой единый блок, содержащий первый слой 51, включающий в себя удерживающее средство для самофиксирующегося соединения, в частности, крючки 22, и второй слой 52, взаимодействующий с первым слоем 51 в пределах по меньшей мере зоны 55 сборки, и обволакивающий удерживающее средство 22, вследствие чего первый и второй слои 51 и 52 окончательно скрепляются друг с другом.
Таким образом, конструкция 100А представляет собой композитный элемент, имеющий матрицу, сформированную материалом второго слоя (возникающую в результате деформации первой составляющей), и армирующее средство, образованное зацепляющими элементами первого слоя 51, обеспечивающее, в частности, повышение прочности конструкции на сдвиг и растяжение.
Следует отметить, что температура плавления первого элемента может быть существенно выше температуры плавления второго элемента.
На фиг. 5А-5С показана конструкция 100В в соответствии со вторым вариантом осуществления изобретения. Эта конструкция получена посредством сборки первого элемента 10, второго элемента 20 и третьего элемента 30.
Как показано на фиг. 5А, первый элемент 10 аналогичен, в частности, первому элементу по фиг. 1, поэтому повторно он не описывается.
В данном варианте второй элемент 20 представляет собой слой нетканого материала, выполненный из термопластичного материала, который плавится при температуре Т2, большей температуры Т1. Удерживающее средство 22 второго элемента 20, которое приспособлено для взаимодействия с крючками 12 первого элемента 10, образовано спутанными волокнами, представляющими собой нетканый материал.
Нетканый материал изготавливают из множества связанных между собой волокон, которые формируют полотно. Волокна могут быть связаны друг с другом механически, химически или термически. В настоящее время известны три основных типа нетканых материалов: переведенный сухим способом нетканый материал (чесаный термосвязанный материал; термосвязанный материал, изготовленный путем суховоздушного формования; материал, полученный способом мокрой выкладки; материал, проницаемый для воздуха; чесаный иглопробивной материал и т.п.); сформованные мокрым способом нетканые материалы и сплавленные нетканые материалы (спанбонд; мельтблаун или их комбинации (SM, SMS, SMMS, SSMMS и т.д.); материал, полученный методом электроформования; сплавленная фибриллированная пленка; материал, сформованный из растворителя и т.п.).
Третий элемент 30 изготовлен из плавкого полимерного материала, который в данном примере аналогичен материалу M1, из которого изготовлен первый элемент 10. Конструкция третьего элемента 30 также аналогична конструкции первого элемента 10. Он также имеет основание 31, ограниченное двумя по существу плоскими и параллельными поверхностями 31а и 31b с множеством зацепляющих элементов 32, приспособленных для взаимодействия с удерживающим средством 22 второго элемента 20. В данном примере зацепляющие элементы 32 формируют поле 33 крючков, выступающих из одной из поверхностей 31а основания 31 (называемой далее «соединительной» поверхностью).
Во время сборки, как это показано на фиг. 5В, первый и второй элементы 10 и 20 вводят в контакт в требуемом положении. Волокна 22 второго элемента 20 взаимодействуют с крючками 12 первого элемента 10, образуя первое самофиксирующееся соединение F1.
Аналогично, в требуемом положении вводят в контакт второй и третий элементы 20 и 30. Волокна 22 второго элемента 20 взаимодействуют с крючками 12 третьего элемента 30, образуя второе самофиксирующееся соединение F2.
С помощью упомянутых самофиксирующихся соединений F1 и F2 все три элемента 10, 20 и 30 удерживаются в требуемом положении друг относительно друга. При неудачном позиционировании они могут быть легко отделены друг от друга и затем снова позиционированы, и это может быть сделано большое количество раз без повреждения элементов.
В данном примере три элемента 10, 20 и 30 окончательно собираются вместе посредством тепловой обработки, которая заключается в нагревании сборки до температуры Т, меньшей температуры Т2, но большей температуры Т1.
Под воздействием тепла первый и третий элементы 10 и 30 деформируются и соединяются между собой, обволакивая волокна 22 нетканого материала, которые сами по себе сохраняются по существу в неизменном состоянии, в результате чего первый, второй и третий элементы окончательно скрепляются друг с другом.
Как показано на фиг. 5С, полученная в результате собранная конструкция 100В представляет собой композитный узел, содержащий первый слой 51, имеющий удерживающее средство, которое задействовано в самофиксирующемся соединении, в частности, волокна 22, и второй слой 52, возникший в результате деформации первого и третьего элементов, взаимодействующих с первым слоем 51 в пределах по меньшей мере одной зоны сборки и обволакивающих удерживающее средство 22, в результате чего первый и второй слои 51 и 52 окончательно скрепляются друг с другом.
Волокна 22 образуют армирующее средство для собранной конструкции 100В, в частности, повышающее ее плотность и прочность на растяжение, а также предотвращающее разделение элементов 10 и 30. Как показано на фиг. 6, позиционирование трех составляющих 10, 20 и 30 может быть дополнительно подкреплено до проведения тепловой обработки посредством приведения крючков 12 первого элемента 10 во взаимодействие с крючками 32 третьего элемента 30.
Как можно видеть из вышеизложенного, способ согласно настоящему изобретению может успешно использоваться для формирования армированной конструкции. Третий вариант осуществления изобретения, предполагающий такое использование, представлен со ссылками на фиг. 7А-7С.
В данном варианте первый элемент 10, который необходимо армировать, выполнен из полимерного материала, плавящегося при температуре Т1 и по существу идентичного первому элементу, описанному выше со ссылкой, в частности, на фиг. 1.
Второй элемент 20, образованный слоем нетканого материала в виде спутанных волокон 22 (фиг. 7А), вводят в контакт с соединительной поверхностью 11а первого элемента 10, из которой выступают зацепляющие элементы 12, так что волокна 22 взаимодействуют с крючками 12 первого элемента 10, образуя самофиксирующееся соединение F.
Как показано на фиг. 7В, в таком положении слой нетканого материала удерживается неподвижно относительно первого элемента в направлениях, тангенциальных соединительной поверхности 11а и перпендикулярных ей.
После этого самофиксирующееся соединение F нагревают, например, с помощью сонотрода, генерирующего ультразвуковые колебания, до температуры Т, превышающей температуру Т1, но меньшей температуры Т2. В таком положении основание 11 и крючки 12 первого элемента плавятся и обволакивают волокна 22 нетканого материала, которые по существу остаются неизменными.
После этого, как показано на фиг. 7С, первый и второй элементы 10 и 20 представляют собой единую собранную конструкцию 100С сложной формы, содержащую слой, формирующий матрицу 52, которая получается в результате деформации первого элемента, обволакивающего удерживающее средство для самофиксирующегося соединения, в частности, волокна 22.
В первом примере реализации способа по третьему варианту осуществления изобретения, показанному на фиг. 8, первый элемент 10 выполнен из материала, плавящегося при температуре Т2, превышающей температуру Т1 плавления второго элемента 20.
Когда самофиксирующееся соединение F между двумя элементами подвергают воздействию промежуточной температуры, которая больше температуры Т1, но меньше температуры Т2, волокна 22 плавятся и обволакивают крючки 12, которые сами по себе остаются неизмененными.
После этого первый и второй элементы 10 и 20 представляют собой единую собранную конструкцию 100С сложной формы, содержащую слой, формирующий матрицу (которая получается в результате деформации второго элемента 20), армированную крючками 12 первого элемента 10.
Во втором примере реализации способа по третьему варианту осуществления изобретения, показанному на фиг. 9, самофиксирующееся соединение F нагревают до температуры, которая выше температуры плавления и первого, и второго элементов 10 и 20.
В этом случае под воздействием высокой температуры крючки 12 плавятся, сохраняя тем не менее в основном по существу цилиндрическую форму.
Волокна 22 тоже плавятся, обволакивая деформированные крючки 12'.
Способ согласно настоящему изобретению может быть широко использован в различных областях. Некоторые возможные примеры использования этого способа приведены ниже.
Например, способ согласно изобретению может успешно использоваться в области гигиены, в частности, для изготовления носителей крючков для застегивания памперсов.
Способ согласно изобретению может также использоваться в автомобильной или авиационной промышленности, в частности, для крепления отделки на дверях, потолочных панелей или покрытий.
На фиг. 10, 11, 12А и 12В показано конкретное применение способа согласно изобретению для изготовления носителей крючков для застегивания памперсов.
Памперс 60 показанного на фиг. 10 типа обычно содержит:
- основную часть или трусики 62, имеющую внутреннюю сторону, соприкасающуюся с кожей ребенка и обычно представляющую собой внутренний абсорбирующий участок, и внешнюю водонепроницаемую сторону;
- переднюю полосу 64, отцентрированную относительно плоскости Р симметрии памперса, закрепленную на передней части 62 трусиков и имеющую на своей внешней поверхности волокна 65, в частности, петли, которые предназначены для взаимодействия с самозацепляющимися крючками;
два клапана 66, как правило эластичных, закрепленных на заднем участке трусиков (с каждой стороны относительно плоскости Р симметрии памперсов 60); и
два носителя 100F' крючков, снабженных самозацепляющимися крючками, предназначенными для взаимодействия с петлями передней полосы, чтобы застегивать памперс 60 (как это показано на фиг. 10), при этом каждый носитель 100F' крючков крепится, соответственно, к одному из клапанов 66.
Как показано на фиг. 10, носитель 100F' крючков обычно имеет опорный участок 72, содержащий волокна (как правило, в нетканом материале), который крепится к клапанам 66 (как правило, посредством термосклеивания), и застегиваемый участок 74 с самозацепляющимися крючками 12 на лицевой стороне, которые предназначены для взаимодействия с образующими петли волокнами передней полосы 64 памперса 60, чтобы застегивать этот памперс.
Обычным образом эти два элемента 10 и 20 могут собираться путем прикрепления тыльной стороны ленты без крючков к нетканой ленте посредством термосклеивания или клея. Такие способы требуют точных и надежных направляющих для ленты для обеспечения надлежащего позиционирования перед термосклеиванием или склеиванием посредством клея. Кроме того, сила сцепления носителей крючков, получаемых таким способом, иногда недостаточна, что приводит к отклеиванию или отделению опорного или застегиваемого участков.
Способ согласно настоящему изобретению позволяет устранить эти проблемы.
На фиг. 11 показан способ, применяемый на линии изготовления носителя крючков.
Первый элемент 10 в данном примере представляет собой застегивающую ленту шириной l1, проходящую в продольном направлении X1 и имеющую соединительную сторону 11а, покрытую в области 13 крючками, и второй элемент 20, образованный опорной лентой из нетканого материала шириной l2 и проходящей в продольном направлении Х2.
На первом этапе, обозначенном на фиг. 11 позицией Т1, первая и вторая ленты 10 и 20 расположены параллельно друг другу и непрерывно накладываются в продольном направлении X или направлении подачи в зоне С контакта шириной lc, т.е. опорная лента 20 покрывает часть соединительной стороны 11а застегивающей ленты 10.
В зоне С контакта крючки 12 застегивающей ленты 10 и волокна 22 опорной ленты 20 образуют самофиксирующееся соединение F. В данном примере соединение F проходит по всей длине зоны С контакта.
Две ленты 10 и 20 накладывают друг на друга таким образом, чтобы свободный участок 18 застегивающей ленты 10, несущей крючки 12, и свободный участок 28 опорной ленты 20 сохранялся на каждой стороне зоны С контакта.
На фиг. 12А показаны первый и второй элементы 10 и 20 в конце упомянутого первого этапа. Две ленты 10 и 20 удерживаются в требуемом положении друг относительно друга с помощью самофиксирующегося соединения F, при этом отсутствует необходимость в наличии дополнительных направляющих и удерживающих средств.
На втором этапе, обозначенным на фиг. 11 позицией Т2, самофиксирующееся соединение F непрерывно обрабатывается в направлении X подачи.
В данном примере зона Z обработки проходит по всей зоне С контакта, а обработка осуществляется с помощью колеса М, в частности, нагреваемого, прикладывающего давление к двум лентам 10 и 20, чтобы деформировать крючки 12 застегивающей ленты 10 и/или волокон 22 опорной ленты 20, чтобы скрепить их между собой.
Обработка может также осуществляться без применения тепла, используя только давление, или наоборот, применяя только тепло, в частности, дистанционно, или путем любым другим подходящим способом.
В зависимости от материалов, выбранных для формирования застегивающей ленты 10 и опорной ленты 20, и в зависимости от условий обработки (температуры, прикладываемого давления и т.д.), обработка может соответствовать любому из показанных и описанных выше примеров, в частности, описанных со ссылками на фиг. 7А-7С, 8 и 9, поэтому указанная обработка повторно не рассматриваются.
Однако для исключения повреждения крючков 12, расположенных на свободном участке застегивающей ленты 10 предпочтительным является способ, описанный со ссылкой на фиг. 8. Другими словами, застегивающая лента 10 выполнена из материала, который плавится при температуре Т2, превышающей температуру Т1 плавления опорной ленты 20. Самофиксирующееся соединение F, возникающее между лентами 10 и 20, обрабатывают при промежуточной температуре, которая выше температуры Т1, но ниже температуры Т2, так что волокна 22 плавятся и обволакивают крючки 12, которые сами по себе остаются в неизменном состоянии.
Полученная собранная конструкция 100F показана на фиг. 12В. Она имеет первый слой 51, образованный застегивающей лентой 10 и содержащий удерживающее средство для самофиксирующегося соединения (в частности, неизмененные крючки 12 застегивающей ленты 10), и второй слой 52, возникший в результате деформации опорной ленты 20 и обволакивающий удерживающее средство 12 в зоне 55 сборки, соответствующей зоне обработки, обеспечивая неразъемное и надежное крепление упомянутые слоев друг с другом.
На третьем этапе, обозначенным на фиг. 11 позицией Т3, собранную конструкцию 100F обрезают в направлении Y, которое по существу перпендикулярно направлению X подачи, тем самым формируя множество носителей 100F' крючков для памперсов.
Полученный таким образом носитель 100F' крючков эквивалентен вышеупомянутой собранной конструкции 100F, фрагментом которой он является. Такой носитель содержит:
- участок 74 застегивания (сформированный свободным участком 18 застегивающей ленты 10), имеющей по существу плоскую основу, ограниченную двумя основными сторонами, лицевой и тыльной, и крючки 12, выступающие из лицевой стороны этой основы;
опорный участок 72, выполненный из нетканого материала (сформированный свободным участком 28 опорной ленты), расположенный на лицевой стороне основы в плоскости, которая проходит через крючки 12; и
зону сборки, находящуюся между участком застегивания и опорным участком (в плоскости, проходящей как через нетканый материал, так и через крючки).
На фиг. 13-16 показано другое конкретное применение способа согласно настоящему изобретению для изготовления сборной конструкции, содержащей основу, в частности, полотно или композитный материал, армированный в месте расположения отверстия.
В полотне или парусине часто выполняют отверстия для средств крепления, таких как эластичная тесемка, амортизирующий трос и т.п.
Упомянутое полотно обычно армируют в районе расположения таких отверстий с помощью, как правило, кольцевых полых армирующих вставок типа «глазка». Такие глазки обычно крепятся с помощью клеммного соединения, что приводит к местной деформации полотна и, как следствие, к потере прочности.
В других применениях также имеется необходимость проделывания отверстий в композитных элементах для их крепления к опоре, что чревато риском локального повреждения или ослабления упомянутых элементов.
Способ согласно изобретению позволяет эффективно решить данную проблему.
На фиг. 13 показана первый элемент 10 в виде армирующей вставки и второй элемент 20 в виде полотна из волокон, в данном случае из нетканого материала.
Армирующая вставка 10 предназначена для крепления к полотну 20 в месте 26 для отверстия, как это схематично показано на фиг. 13, или, другими словами, в месте 26 полотна 20, которое уже имеет отверстие, или которое должно иметь отверстие (что является более частым случаем и описано в настоящем примере).
В показанном примере армирующая вставка 10 обычно имеет форму цилиндра с осью А, определяющей центр отверстия 16.
Армирующая вставка 10 имеет по меньшей мере одну соединительную поверхность 11а, по существу перпендикулярную основной оси А и имеющую область зацепляющих элементов 12, выступающих из нее и пригодных для взаимодействия с волокнами 22 полотна 20 с целью создания самофиксирующегося соединения F.
В показанном на фиг. 13 примере соединительная поверхность 11а представляет собой торцевую поверхность вставки 10.
Более конкретно, зацепляющие элементы 12 распределены по всей торцевой поверхности 11а.
Процесс монтажа армирующей вставки 10 на полотне 20 более подробно показан на фиг. 14А-14D.
На первом этапе, показанном на фиг. 14А и 14В, армирующую вставку 10 вводят в контакт с полотном 20 таким образом, что зацепляющие элементы 12, которые выступают из соединительной поверхности 11а, начинают взаимодействовать с волокнами 22 полотна 20, образуя самофиксирующееся соединение F. Отверстие 16 размещают по существу соосно с местом 26 для отверстия.
На втором этапе, показанном на фиг. 14С, самофиксирующееся соединение F подвергают обработке. В зависимости от материалов, выбранных для формирования полотна 20 и зацепляющих элементов 12 армирующей вставки 10, и в зависимости от условий обработки (температуры, прикладываемого давления и т.п.) обработка может соответствовать любому из показанных и описанных выше примеров, в частности, со ссылками на фиг. 7А-7С, 8 и 9.
В данном примере крючки 12 вставки 10 плавятся при обработке и обволакивают волокна 22 полотна 20, которые при этом сохраняются в неизменном виде. Собранная конструкция 100G, содержащая полотно 20, усиленное армирующей вставкой 10, показано на фиг. 14С. Она имеет первый слой 51, образованный полотном 20 с удерживающим средством для самофиксирующегося соединения (в частности, волокнами 22), и второй слой, получающийся в результате деформации крючков 12 вставки 10, обволакивающий удерживающее средство 22 в зоне 55 сборки.
Обычно на третьем этапе, показанном на фиг. 14D, полотно 20 протыкают в месте 26 для отверстия, по существу вдоль основной оси армирующей вставки 10.
Таким образом, полотно 20 оказывается армированным в районе 26 расположения отверстия, но без повреждения или деформирования полотна вокруг армирующей вставки 10. Более того, вставка 10 крепится надежным и необратимым способом, гарантирующим продолжительный срок службы сборки.
Тем не менее, приведенный пример не носит ограничительного характера.
Так, показанная на фиг. 16 вставка 10 имеет внешний фланец 17 на одном из своих торцевых концов, называемом нижним концом 10а, а ее соединительная поверхность, несущая зацепляющие элементы 12, является лицевой поверхностью упомянутого фланца 17, которая обращена в сторону ее верхнего конца 10b.
Как показано на чертеже, вставку вставляют в отверстие, которое уже выполнено в полотне 20, так что соединительная поверхность 17а вводится в контакт с полотном 20, обеспечивая образование самофиксирующегося соединения F для скрепления двух элементов.
Способ согласно настоящему изобретению может использоваться для изготовления композитного материала, армированного по меньшей мере одной армирующей вставкой.
В таком случае первоначальные этапы способа по существу идентичны этапам, описанным со ссылками на фиг. 13 и 14А-14С.
Для формирования композитного элемента на этапе, показанном на фиг. 15А, полотно 20 связывают с третьим элементом 30, в частности, с полимером. Например, полотно помещают в форму (не показана), соответствующую форме требуемого композитного элемента, и пропитывают его полимером 30. В результате полимер образует матрицу композитного материала с волокнами 22 полотна, представляющими собой армирующее средство. Собранная конструкция 100Н, включающая в себя композитный материал 90, усиленный армирующей вставкой 10, показана на фиг. 15А.
Полученный таким способом композитный материал 90 затем может быть пробит через вставку без риска повреждения, как это показано на фиг. 15В.
Как вариант, второй и третий элементы 20 и 30 могут быть также собраны способом, описанным со ссылками на фиг. 1-9.
Например, композитный элемент, армированный по меньшей мере одной вставкой в месте расположения отверстия, может быть изготовлен с использованием способа, описанного со ссылками на фиг. 5А-5С, при этом первый представляет собой вставку 10, второй элемент - полотно 20, а третий элемент 30 представляет собой основу с областью зацепляющих элементов, приспособленных для взаимодействия с волокнами полотна 20.
Первый и второй элементы образуют первое самофиксирующееся соединение на соединительной поверхности вставки.
Второй и третий элементы образуют второе самофиксирующееся соединение, которое предпочтительно проходит по всей области контакта.
Первое самофиксирующееся соединение может быть обработано первым, затем обрабатывают второе самофиксирующееся соединение, или наоборот. Также возможна одновременная обработка обоих самофиксирующихся соединений.
И, наконец, второй и третий элементы образуют композитный элемент, в котором армирующее средство образовано волокнами полотна, которые остались неизмененными. Первый элемент крепится к композитному элементу для его усиления в месте расположения отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2007 |
|
RU2409337C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В МАШИННОМ НАПРАВЛЕНИИ | 2002 |
|
RU2286759C2 |
| СЛОЖНОЕ ЗАСТЕЖЕЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗДЕЛИЙ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2318483C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ПОВТОРНО ЗАСТЕГИВАЮЩИМИСЯ БОКОВЫМИ ШВАМИ И ФУНКЦИЕЙ ПРОСТОЙ УТИЛИЗАЦИИ | 2007 |
|
RU2418570C2 |
| МЕХАНИЧЕСКАЯ ЛЕНТОЧНАЯ ЗАСТЕГИВАЮЩАЯ СИСТЕМА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2001 |
|
RU2269328C2 |
| УПАКОВАННЫЙ ПРЕДМЕТ ОДЕЖДЫ, ИМЕЮЩИЙ ЗАПРАВЛЯЕМЫЕ, ПОВТОРНО ЗАСТЕГИВАЕМЫЕ СОЕДИНЕНИЯ | 2002 |
|
RU2286755C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2002 |
|
RU2302848C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ РЕГУЛИРОВАНИЯ ПОЯСА | 2009 |
|
RU2490000C2 |
| ПРОВОДЯЩИЕ ПОЛОТНА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2523979C2 |
Изобретение относится к способу сборки элементов, в котором первый элемент (10) имеет область зацепляющих элементов (12) и второй элемент (20) снабжен удерживающим средством (22), приспособленным для взаимодействия с зацепляющими элементами (12) первого элемента (10) с целью создания самофиксирующегося соединения. Первый и второй элементы вводят в контакт таким образом, чтобы зацепляющие элементы (12) первого элемента и удерживающее средство (22) второго элемента образовывали самофиксирующееся соединение (F). Самофиксирующееся соединение в зоне его обработки обрабатывают с целью деформирования зацепляющих элементов (12) первого элемента (10) и/или удерживающего средства (22) второго элемента (20), в результате чего первый и второй элементы (10, 20) окончательно скрепляются друг с другом, тем самым формируя собранную конструкцию. 3 н. и 12 з.п. ф-лы, 29 ил. 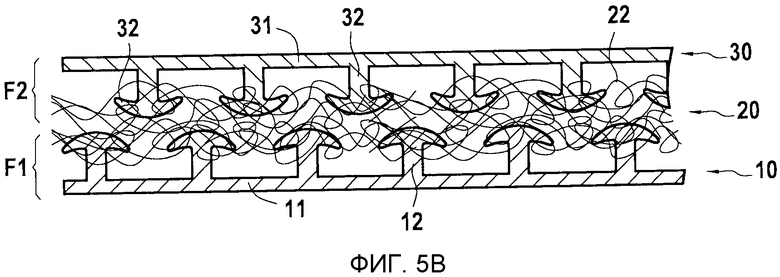
1. Способ, включающий в себя этапы, на которых:
обеспечивают наличие первого элемента (10), имеющего область (13) зацепляющих элементов (12), и второго элемента (20), снабженного удерживающим средством (22), приспособленным для взаимодействия с зацепляющими элементами (12) первого элемента (10) с целью образования самофиксирующегося соединения (F);
вводят первый и второй элементы в контакт друг с другом так, чтобы зацепляющие элементы (12) первого элемента и удерживающее средство (22) второго элемента образовывали самофиксирующееся соединение (F); и
обрабатывают зону (Z) обработки самофиксирующегося соединения (F) с целью деформирования зацепляющих элементов (12) первого элемента (10) и/или удерживающего средства (22) второго элемента (20), так что первый и второй элементы (10, 20) окончательно скрепляются друг с другом, формируя тем самым собранную конструкцию (100), при этом зацепляющие элементы (12) и/или удерживающее средство (22) выполнены из термопластичного материала, а плотность области (13) составляет от 1 до 2000 зацепляющих элементов (12) на см2.
2. Способ по п. 1, в котором обработку осуществляют так, что после деформации зацепляющие элементы (12) или удерживающее средство (22) образуют армирующее средство собранной конструкции (100).
3. Способ по п. 1, в котором обработку осуществляют так, что после деформации зацепляющие элементы (12) или удерживающее средство (22) сохраняют свою форму в основном неизменной.
4. Способ по п. 1, в котором зона (Z) обработки представляет собой сплошную линию.
5. Способ по п. 1, в котором зона (Z) обработки охватывает по меньшей мере 50%, предпочтительно 80% общей протяженности самофиксирующегося соединения.
6. Способ по п. 1, в котором удерживающее средство (22) содержит волокна.
7. Способ по п. 1, в котором обработка включает в себя приложение давления к самофиксирующемуся соединению (F).
8. Способ по п. 1, в котором обработка включает в себя тепловую обработку.
9. Способ по п. 1, включающий в себя этапы, на которых:
обеспечивают наличие третьего элемента (30), имеющего область (33) зацепляющих элементов (32), приспособленных для взаимодействия с удерживающим средством (22) второго элемента (20) с целью образования самофиксирующегося соединения, при этом зацепляющие элементы (12) и/или удерживающее средство (22) выполнены из термопластичного материала, а плотность области (13) составляет от 1 до 2000 зацепляющих элементов (12) на см2;
вводят второй и третий элементы (20, 30) в контакт друг с другом так, что второй элемент (20) располагается между первым и третьим элементами (10, 30), а зацепляющие элементы (32) третьего элемента (30) и удерживающее средство (22) второго элемента (20) образуют второе самофиксирующееся соединение (F2); и
обрабатывают зоны обработки указанного самофиксирующегося соединения (F2) с целью деформирования зацепляющих элементов (32) третьего элемента (30) и/или удерживающего средства (22) второго элемента (20), так что второй и третий элементы (20, 30) окончательно скрепляются друг с другом.
10. Способ по п. 9, в котором самофиксирующиеся соединения, образованные между вторым элементом (20) и первым и третьим элементами (10, 30) соответственно, обрабатывают одновременно в процессе единственного этапа обработки.
11. Способ по любому из пп. 9 или 10, в котором перед обработкой зацепляющие элементы (12) первого элемента (10) вводят во взаимодействие с зацепляющими элементами (32) третьего элемента (30), при этом удерживающее средство (22) второго элемента (20) располагают между упомянутыми зацепляющими элементами (12, 32).
12. Способ по п. 1, в котором первый и второй элементы (10, 20) формируют соответствующие продольно проходящие полоски, при этом первый и второй элементы (10, 20) непрерывно накладывают друг на друга в продольном направлении (Х) на протяжении по меньшей мере одной зоны (С) контакта, в которой зацепляющие элементы (12) первого элемента (10) и удерживающее средство (22) второго элемента (20) образуют самофиксирующееся соединение (F), которое непрерывно обрабатывают в продольном направлении (Х) в пределах по меньшей мере одной зоны (Z) обработки.
13. Конструкция (100), полученная в результате осуществления способа по п. 1.
14. Конструкция (100), содержащая по меньшей мере один первый слой (51), имеющий удерживающие средства (12, 22) из термопластичного материала для самофиксирующегося соединения (F), и по меньшей мере один второй слой (52), взаимодействующий с первым слоем (51) в пределах по меньшей мере одной зоны сборки и связанный с удерживающими средствами (12, 22), постоянно скрепляя первый и второй слои (51, 52) друг с другом, при этом область (13) зацепляющих элементов имеет плотность от 1 до 2000 зацепляющих элементов (12) на см2.
15. Конструкция (100) по п. 14, представляющая собой носитель крючков для памперсов или основу (20), усиленную по меньшей мере в одном месте (26) под отверстие по меньшей мере одной армирующей вставкой (10), имеющей сквозное отверстие (16).
| US 3935360 A, 27.01.1976 | |||
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ, ПО МЕНЬШЕЙ МЕРЕ, ОДИН ТЕРМОПЛАСТИЧНЫЙ КОМПОНЕНТ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СКРЕПЛЕНИЯ СЛОЕВ | 1999 |
|
RU2222304C2 |
| US 5798163 A, 25.08.1998 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНЦЕНТРИЧНОСТИ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ ДУГОВОЙ СВАРКИ | 2000 |
|
RU2201857C2 |

