Изобретение относится к сварке, в частности к устройствам для контроля концентричности покрытия электродов для дуговой сварки.
Известно устройство для контроля концентричности покрытий электродов для дуговой сварки, содержащее датчик, измерительные катушки, сердечники которых расположены перпендикулярно центральной оси калибрующей втулки [1].
Недостатком данного устройства является то, что оно может использоваться для контроля электродов только со стержнями из магнитных сталей.
Известно устройство для контроля концентричности покрытия электродов для дуговой сварки со стержнями из любых марок металлов [2]. Оно является наиболее близким но технической сущности и достигаемым результатам к заявленному изобретению. Устройство состоит из электронного блока, стрелочного индикатора, первичного преобразователя, калибрующего механизма, включающего в себя корпус, подвижную каретку с вклеенным в нее первичным преобразователем, колпачок, сменную оправку, возвратную пружину, рычаг, прижимную пружину, опору и клавишу.
Недостатком данного устройства является неточность калибровки за счет люфта микрометрической резьбы колпачка и отсутствие контроля изменения величины перемещения первичного преобразователя.
Задача изобретения - создание устройства для контроля концентричности покрытия электродов со стержнями из любых марок металлов и повышение точности измерения.
Для решения указанной задачи механизм калибровки выполнен в виде подвижной каретки с вмонтированным в нее первичным преобразователем, коромысла, один конец которого опирается на первичный преобразователь, а второй конец опирается на стрелочный индикатор часового типа, за счет которого обеспечивается контроль за величиной хода первичного преобразователя, что гарантирует повышенную точность калибровки, рычага, который установлен с возможностью непосредственного взаимодействия с подвижной кареткой для ее перемещения.
Схема устройства приведена на чертеже.
Калибровка устройства осуществляется изменением расстояния между первичным преобразователем и стержнем контролируемого электрода путем перемещения подвижной каретки на заданную величину.
В исходном положении подвижная каретка 1 под действием возвратной пружины 2 прижата ко дну гильзы 3. При нажатии на кнопку 4 усилие через пружину 5 передается на рычаг 6, который перемещает подвижную каретку вниз. Подвижная каретка в свою очередь давит на коромысло 7. Коромысло через опору 8, встроенную в индикаторную гильзу 9, передает величину перемещения на стрелочный индикатор часового типа 10.
Пределы калибровки измерительного прибора устанавливаются при помощи регулировочного винта 11 по шкале стрелочного индикатора часового типа. Цифровой индикатор электронного блока при помощи ручки "Чувствительность" устанавливается на то же значение, что и индикатор часового типа.
Контроль концентричности покрытия электродов осуществляется следующим образом.
Контролируемый электрод 12 помещается на оправку 13 и ему придается вращательное движение.
При эксцентрично нанесенном покрытии стержень электрода описывает окружность, вследствие чего изменяется расстояние до первичного преобразователя. Величина этого изменения соответствует разности толщин нанесенного покрытия.
Связь между электронным блоком и первичным преобразователем осуществляется следующим образом: при вращении электрода в оправке 13 в первичном преобразователе возникает изменение электрического потенциала пропорционально эксцентриситету электрода. Этот электрический сигнал обрабатывается электронным блоком и превращается в визуальную информацию (стрелочную или цифровую).
Электронный блок может иметь любое исполнение, но основная особенность, заключается в том, что он калибруется в соответствии с показаниями индикатора часового типа.
Таким образом обеспечивается измерение разнотолщинности покрытия электродов для дуговой сварки (включая и сырые электроды) неразрушающим покрытие способом.
Применение данного устройства позволяет значительно повысить точность измерения концентричности покрытия электродов для дуговой сварки, а за счет применения индикатора часового типа, который проходит государственную метрологическую поверку, прибор, в котором будет использовано данное изобретение, будет метрологически обеспечен.
Источники информации
1. Авторское свидетельство СССР 254689, кл. В 23 К 35/40, 1968 г.
2. Авторское свидетельство СССР 707733, кл. В 23 К 35/40, 1976 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Преобразователь для контроля концентричности покрытия сварочных электродов | 1978 |
|
SU700313A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для неразрушающего контроля поверхности электропроводящих объектов | 1989 |
|
SU1682903A1 |
| Головка электродообмазочного пресса | 1976 |
|
SU740452A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ИЗМЕРИТЕЛЬНОГО УСИЛИЯ И ПОГРЕШНОСТИ ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК | 2018 |
|
RU2687891C1 |
| Тренажер сварщика | 1981 |
|
SU980124A1 |
| Тренажер для обучения электросварке | 1979 |
|
SU862172A1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ НА ИЗНОС | 1991 |
|
RU2020459C1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
Изобретение используется для проверки электродов со стержнями из металлов всех марок. Технический результат - повышение точности измерений. Сущность изобретения заключается в том, что данное устройство состоит из корпуса, электронного блока, механизма калибровки с рычагом и подвижной кареткой, первичного преобразователя, коромысла. Рычаг установлен с возможностью непосредственного взаимодействия с подвижной кареткой для ее перемещения. Для контроля изменения величины перемещения первичного преобразователя введен индикатор часового типа. Применение данного устройства позволяет значительно повысить точность измерения концентричности покрытия электродов, в том числе сырых, неразрушающим покрытие способом. 1 ил.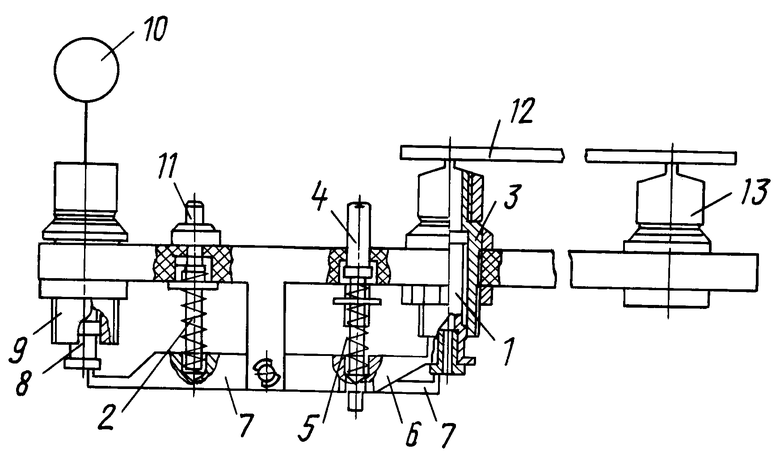
Устройство для контроля концентричности покрытия электродов для дуговой сварки, содержащее корпус с электронным блоком, механизм калибровки с рычагом и подвижной кареткой, первичный преобразователь, соединенный с электронным блоком, отличающееся тем, что оно снабжено индикатором для контроля перемещения первичного преобразователя, коромыслом, соединяющим первичный преобразователь и индикатор часового типа, причем рычаг установлен с возможностью непосредственного взаимодействия с подвижной кареткой для ее перемещения.
| Устройство для контроля концентричности покрытия электродов для дуговой сварки | 1976 |
|
SU707733A1 |
| Устройство для контроля неконцентричности диэлектрического покрытия на круглой металлической основе | 1982 |
|
SU1179098A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| DE 1623279 В2, 01.04.1976 | |||
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ | 2007 |
|
RU2342720C1 |

