Область техники, к которой относится изобретение
[0001]
Настоящее изобретение предлагает способ изготовления одноразового подгузника в форме нижнего белья и одноразовый подгузник в форме нижнего белья.
Уровень техники
[0002]
Что касается одноразового подгузника в форме нижнего белья, существует известный одноразовый подгузник в форме нижнего белья, включающий цилиндрический наружный корпус, который образуется посредством соединения передней стороны наружного корпуса и задней стороны наружного корпуса на обеих боковых сторонах; и внутренний корпус, который имеет переднюю часть, присоединенную к центральной области в направлении ширины передней стороны наружного корпуса, и заднюю часть, присоединенную к центральной области в направлении ширины задней стороны наружного корпуса, и проходит через промежностную часть пользователя, причем передняя сторона наружного корпуса и задняя сторона наружного корпуса не являются непрерывными, но разделяются (см., например, патентный документ 1). В подгузнике такого типа с разделенным пополам наружным корпусом передняя сторона наружного корпуса и задняя сторона наружного корпуса не являются непрерывными, но разделяются на стороне промежности, и это обеспечивает преимущество, которое заключается в том, что отсутствует необходимость изготовления отверстий для ног, через которые проходят ноги пользователя, или если такая необходимость присутствует, оказываются достаточными отверстия для ног, имеющие лишь небольшую площадь. То есть, поскольку вырезанные части (далее также называются термином «обрезки») выбрасываются в отходы, может уменьшаться потеря материала (далее также называются термином «потеря обрезков»).
[0003]
Что касается способа изготовления подгузников с разделенным пополам наружным корпусом, как правило, передняя сторона наружного корпуса и задняя сторона наружного корпуса отдельно изготавливаются из лентообразных непрерывных листовых материалов, и форма, проиллюстрированная на фиг. 1 патентного документа 1, также относится к категории подгузников, изготавливаемых данным способом. В этом случае обязательно должны быть созданы параллельные линия сборки для передней стороны наружного корпуса и линия сборки для задней стороны наружного корпуса, по которым параллельно перемещаются наружные корпуса, что делает производственное оборудование более громоздким и более сложным. Эта проблема может быть решена за счет того, что один лентообразный непрерывный листовой материал подается в машинном направлении, которое также называется термином «механическое направление» или «направление перемещения», причем боковое направление, перпендикулярное машинному направлению, называется термином «поперечное направление», растягивающиеся эластичные элементы помещаются на листовой материал, и листовой материал отгибается назад, покрывая растягивающиеся эластичные элементы, а затем листовой материал непрерывно разрезается в направлении, параллельном по отношению к машинному направлению, чтобы листовой материал разделялся на эластичный пояс передней стороны и эластичный пояс задней стороны, а затем пояса, отделенные друг от друга, перемещаются параллельно в направлении ширины, как описывается в параграфе 0037 патентного документа 1. Однако в этом случае на стадии сгибания назад листового материала широкий листовой материал складывается пополам. Для этого не только требуется более крупное сгибающее устройство (приспособление), но также возникает проблема того, что оказывается затруднительным аккуратное складывание листового материала без морщин. Кроме того, края талии на каждой из передней стороне наружного корпуса или на задней стороне наружного корпуса могут не образовывать складку на листовом материале (превосходная текстура без изгиба листового материала), но может ухудшаться текстура и внешний вид. Кроме того, как описывается в патентном документе 1, когда широкий листовой материал складывается пополам, края листового материала, вероятно, оказываются невыровненными, и это отсутствие выравнивания остается на краях талии подгузника, что способствует ухудшению текстуры и внешнего вида.
[0004]
Существует еще один известный способ изготовления передней стороны наружного корпуса и задней стороны наружного корпуса посредством прикрепления двух листовых материалов друг к другу посредством термоплавкого связующего вещества, а затем они разделяются пополам, как проиллюстрировано на фиг. 4 патентного документа 3. Согласно этому способу, когда два листовых материала соединяются посредством термоплавкого связующего вещества, некоторые несоединенные части образуются в концевых частях по той причине, что оказывается затруднительным соединение в поперечном направлении обоих концов листовых материалов и т. п. Однако, как описывается в патентном документе 3, за счет того, что один из листовых материалов является шире, чем другой в поперечном направлении, и растягивающиеся части отгибаются назад таким образом, что они соединяются на противоположной стороне, такие несоединенные части больше не остаются.
[0005]
Однако когда растягивающиеся части не сгибаются, в отличие от описания в патентном документе 3, в целях упрощения и снижения стоимости производства, несоединенные части, которые описываются выше, представляют собой расположенные на талии концевые части передней стороны наружного корпуса и задней стороны наружного корпуса. Соответственно, оказывается невозможным изготовление растягивающихся эластичных элементов в расположенных на талии концевых частях, и в результате этого становится недостаточным прилегание расположенных на талии концевых частей. Кроме того, в этом случае листовые материалы выступают в несоединенных частях расположенных на талии концевых частей, ухудшая внешний вид, и несоединенные части расположенных на талии концевых частей сгибаются внутрь, когда пользователь носит подгузник, что который может ухудшать прилегание подгузника.
Список цитируемой литературы
Патентная литература
[0006]
Патентный документ 1: японская патентная заявка № 2009-061045
Патентный документ 2: японская патентная заявка № 2009-160129
Патентный документ 3: японская патентная заявка № 2010-158590
Сущность изобретения
Техническая проблема
[0007]
Основная задача настоящего изобретения заключается в том, чтобы предложить простую конструкцию передней стороны наружного корпуса и задней стороны наружного корпуса без сгибания листовых материалов, чтобы предотвращалось ухудшение прилегания расположенных на талии концевых частей, и т. д.
Решение проблемы
[0008]
Настоящее изобретение, которое решает вышеупомянутые проблемы, заключается в следующем:
<Изобретение по пункту 1 формулы изобретения>
Способ изготовления одноразового подгузника в форме нижнего белья, включающего:
наружный корпус, который образуется посредством соединения обеих боковых частей передней стороны наружного корпуса и обеих боковых частей задней стороны наружного корпуса; и
внутренний корпус, который имеет переднюю часть, присоединенную к центральной области в направлении ширины передней стороны наружного корпуса, и заднюю часть, присоединенную к центральной области в направлении ширины задней стороны наружного корпуса, соответственно, и проходит через промежностную часть пользователя, причем передняя сторона наружного корпуса и задняя сторона наружного корпуса являются не непрерывными, но разделенными на стороне промежности, в котором
лентообразный непрерывный первый листовой материал поступает в направлении своей непрерывности,
растягивающиеся эластичные элементы, которые придают эластичность передней стороне наружного корпуса и задней стороне наружного корпуса, располагаются на первом листовом материале,
лентообразный непрерывный второй листовой материал поступает в направлении своей непрерывности на растягивающиеся эластичные элементы в первом листовом материале, чтобы поместить растягивающиеся эластичные элементы между первым листовым материалом и вторым листовым материалом, и перекрывающиеся области первого листового материала и второго листового материала не соединяются друг с другом в обеих концевых частях в поперечном направлении, но соединяются друг с другом в области между обеими концевыми частями, и образуется лентообразный непрерывный эластичный пояс,
эластичный пояс разрезается в своей средней точке в поперечном направлении в положении соединения первого листового материала и второго листового материала, и образуются парные разделенные эластичные пояса, и положения поперечного направления этих разделенных эластичных поясов являются обратными или разделенные эластичные пояса являются противоположными в вертикальном направлении соответственно, и
подгузник изготавливается таким образом, что один из парных разделенных эластичных поясов устанавливается как передняя сторона наружного корпуса, а другой устанавливается как задняя сторона наружного корпуса.
[0009]
(Действие и эффект)
Настоящее изобретение является таким же, как изобретение, описанное в патентном документе 3, в том, что первый листовой материал и второй листовой материал соединяются, а затем разделяются, и образуются эластичные пояса на передней стороне и задней стороне, но настоящее изобретение не включает сгибание листовых материалов. Когда листовые материалы не просто складываются, несоединенные части образуются в расположенных на талии концевых частях, что ухудшает прилегание расположенных на талии концевых частей, и возникают другие проблемы, которые описываются выше. Однако согласно настоящему изобретению, эластичный пояс разделяется в положении соединения первого листового материала и второго листового материала, и после разделение эластичного пояса положения в поперечном направлении разделенных эластичных поясов являются обратными, или разделенные эластичные пояса являются противоположными в вертикальном направлении. Соответственно, в изготовленном одноразовом подгузнике в форме нижнего белья, расположенные на талии края передней стороны наружного корпуса и задней стороны наружного корпуса составляют разрезанные края разделенных эластичных поясов, и первый листовой материал и второй листовой материал соединяются вплоть до краев. При этом несоединенные части эластичных поясов располагаются в концевых частях отверстий для ног на передней стороне наружного корпуса и задней стороне наружного корпуса.
[0010]
Соответственно, согласно настоящему изобретению, первый листовой материал и второй листовой материал могут соединяться друг с другом вплоть до краев талии передней стороны наружного корпуса и задней стороны наружного корпуса. Это делает возможным изготовление растягивающихся эластичных элементов в расположенных на талии концевых частях передней стороны наружного корпуса и задней стороны наружного корпуса, и в результате этого предотвращается ухудшение прилегания расположенных на талии концевых частей. Кроме того, по такой же причине оказывается возможным предотвращение ухудшения внешнего вида, вызываемого расположением листовых материалов в расположенных на талии концевых частях, и ухудшения прилегания, вызываемого сгибанием внутрь расположенных на талии концевых частей, когда пользователь носит подгузник. При этом в изготовленном одноразовом подгузнике в форме нижнего белья несоединенные части первого листового материала и второго листового материала располагаются в концевых частях отверстий для ног на передней стороне наружного корпуса и задней стороне наружного корпуса. Эти концевые части располагаются вокруг ног пользователя, и для них важно наличие способности прилегания и гибкости в ответ на значительные движения пользователя, в отличие от концевых частей на стороне талии. Соответственно, присутствие несоединенных частей, то есть, присутствие частей, не отвержденных посредством соединения, наоборот, является предпочтительным. Это делает возможным достижение эффекта предотвращения появления на теле пользователя сыпи и царапин вследствие контакта.
[0011]
<Изобретение по пункту 2 формулы изобретения>
Способ изготовления одноразового подгузника в форме нижнего белья по пункту 1, в котором первый листовой материал и второй листовой материал соединяются друг с другом посредством термоплавкого связующего вещества.
[0012]
(Действие и эффект)
Как описывается выше, когда первый листовой материал и второй листовой материал соединяются друг с другом посредством термоплавкого связующего вещества, оказывается затруднительным их соединение вплоть до обоих концов в поперечном направлении, и в результате этого неизбежно образуются несоединенные части в концевых частях. Соответственно, настоящее изобретение оказывается предпочтительным, в частности, в случае соединения первого листового материала и второго листового материала посредством использования термоплавкого связующего вещества.
[0013]
<Изобретение по пункту 3 формулы изобретения>
Способ изготовления одноразового подгузника в форме нижнего белья по пункту 1 или 2, в котором первый листовой материал и второй листовой материал являются одинаковыми по ширине в поперечном направлении.
[0014]
(Действие и эффект)
Когда первый листовой материал и второй листовой материал являются одинаковыми по ширине в поперечном направлении, оказывается затруднительным в частности, соединение вплоть до обоих концов в поперечном направлении. Соответственно, в этом случае настоящее изобретение оказывается особенно предпочтительным.
[0015]
<Изобретение по пункту 4 формулы изобретения>
Одноразовый подгузник в форме нижнего белья, включающий:
наружный корпус, который образуется посредством соединения обеих боковых частей передней стороны наружного корпуса и обеих боковых частей задней стороны наружного корпуса; и
внутренний корпус, который имеет переднюю часть, присоединенную к центральной области в направлении ширины передней стороны наружного корпуса, и заднюю часть, присоединенную к центральной области в направлении ширины задней стороны наружного корпуса, и проходит через промежностную часть пользователя, причем передняя сторона наружного корпуса и задняя сторона наружного корпуса являются не непрерывными, но разделенными на стороне промежности, причем:
передняя сторона наружного корпуса и задняя сторона наружного корпуса имеют первый листовой материал и второй листовой материал, которые проходят от своих краев на стороне талии до краев отверстий для ног, не складываясь, и растягивающиеся эластичные элементы, которые располагаются между первым листовым материалом и вторым листовым материалом,
в концевых частях на стороне отверстий для ног передней стороны наружного корпуса и задней стороны наружного корпуса растягивающиеся эластичные элементы не присутствуют между первым листовым материалом и вторым листовым материалом, и первый листовой материал и второй листовой материал не соединяются друг с другом, и
в концевых частях на стороне талии передней стороны наружного корпуса и задней стороны наружного корпуса растягивающиеся эластичные элементы присутствуют между первым листовым материалом и вторым листовым материалом, края на стороне талии первого листового материала и второго листового материала совпадают друг с другом, и первый листовой материал и второй листовой материал соединяются вплоть до краев на стороне талии.
[0016]
(Действие и эффект)
Изобретение по пункту 4 формулы изобретения обеспечивает такие же действие и эффект, как изобретение по пункту формулы изобретения 1. В частности, в одноразовом подгузнике в форме нижнего белья согласно настоящему изобретению первый листовой материал и второй листовой материал соединяются друг с другом вплоть до краев талии передней стороны наружного корпуса и задней стороны наружного корпуса. Это делает возможным присутствие растягивающихся эластичных элементов в расположенных на талии концевых частях передней стороны наружного корпуса и задней стороны наружного корпуса, и в результате этого предотвращается ухудшение прилегания расположенных на талии концевых частей. Кроме того, по такой же причине, оказывается возможным предотвращение ухудшения внешнего вида, вызываемого присутствием листовых материалов в расположенных на талии концевых частей, и ухудшения прилегания, вызываемого сгибанием внутрь расположенных на талии концевых частей, когда пользователь носит подгузник.
[0017]
При этом концевые части на стороне отверстий для ног передней стороны наружного корпуса и задней стороны наружного корпуса представляют собой несоединенные части. Эти концевые части располагаются вокруг ног пользователя, и оказывается важным присутствие у них способности прилегания и гибкости в ответ на значительные движения пользователя, в отличие от концевых частей на стороне талии. Соответственно, присутствие несоединенных частей, то есть, присутствие частей, не отвержденных посредством соединения, наоборот, является предпочтительным. Это делает возможным достижение эффекта предотвращения появления на теле пользователя сыпи и царапин вследствие контакта.
[0018]
<Изобретение по пункту 5 формулы изобретения>
Одноразовый подгузник в форме нижнего белья по пункту 4, в котором соединение осуществляется посредством термоплавкого связующего вещества.
[0019]
(Действие и эффект)
Изобретение по пункту формулы изобретения 5 обеспечивает такие же действие и эффект, как изобретение по пункту формулы изобретения 2.
Полезные эффекты изобретения
[0020]
Как описывается выше, согласно настоящему изобретению, оказывается возможным обеспечение преимущества простого изготовления передней стороны наружного корпуса и задней стороны наружного корпуса без сгибания листовых материалов, а также предотвращения ухудшения прилегания расположенных на талии концевых частей и других преимуществ.
Краткое описание чертежей
[0021]
Фиг. 1 (a) и 1(b) иллюстрируют схематические изображения последовательности производственных операций;
фиг. 2 (a)-2(c) иллюстрируют схематические изображения последовательности производственных операций;
фиг. 3 иллюстрирует вид сверху внутренней поверхности одноразового подгузника в форме нижнего белья в развернутом состоянии;
фиг. 4 иллюстрирует изображение поперечного сечения, проведенного вдоль линии 4-4 на фиг. 3;
фиг. 5 иллюстрирует вид спереди изделия в развернутом состоянии;
фиг. 6 иллюстрирует вид сзади изделия в развернутом состоянии;
фиг. 7 иллюстрирует изображение поперечного сечения, проведенного вдоль линии 7-7 на фиг. 5;
фиг. 8 иллюстрирует фотографию образца изделия, надетого на куклу-манекен;
фиг. 9 иллюстрирует фотографию образца изделия, надетого на куклу-манекен;
фиг. 10 иллюстрирует фотографию образца изделия, надетого на куклу-манекен; и
фиг. 11 иллюстрирует фотографию образца изделия, надетого на куклу-манекен.
Описание вариантов осуществления
[0022]
Далее будут подробно описаны варианты осуществления настоящего изобретения.
<Описание способа изготовления>
Фиг. 1 и 2 иллюстрируют примерную последовательность производственных операций, которую составляют, в основном, стадия изготовления эластичного пояса 501, стадия разрезания упругих и эластичных элементов 502, стадия разделения эластичного пояса и изменения конфигурации 503, стадия прикрепления внутреннего корпуса 504, стадия соединения боковых частей 505 и стадия отрезания 506. более конкретно, фиг. 1(a) иллюстрирует пример стадии сборки наружного корпуса на основной линии сборки, и фиг. 1(b) иллюстрирует еще один пример. Вид сверху на фиг. 2(a) иллюстрирует стадию прикрепления внутреннего корпуса и последующие стадии на основной линии сборки, вид сверху на фиг. 2(b) иллюстрирует линию сборки внутренний корпус, и вид спереди на фиг. 2(c) иллюстрирует основную линию сборки и линию сборки внутреннего корпуса.
[0023]
Сначала, на стадии изготовления эластичного пояса 501 на основной линии сборки, поступают первый листовой материал 12S и второй листовой материал 12H, имеющие ширину передней стороны наружного корпуса и задней стороны наружного корпуса, соответственно. В то время как первый листовой материал 12S и второй листовой материал 12H поступают в направлении непрерывности, и термоплавкое связующее вещество наносится, по меньшей мере, на одну из противоположных поверхностей первого листового материала 12S и второго листового материала 12H. После этого, в то время как первый листовой материал 12S и второй листовой материал 12H присоединяются друг к другу, многочисленные продолговатые растягивающиеся эластичные элементы 15-19 непрерывно помещаются между первым листовым материалом 12S и вторым листовым материалом 12H с интервалами в поперечном направлении в состоянии растяжения в машинном направлении. Растягивающиеся эластичные элементы 15-19 прикрепляются посредством термоплавкого связующего вещества 70 к первому листовому материалу 12S и второму листовому материалу 12H, и образуется лентообразный непрерывный эластичный пояс 12. Вместо продолговатых растягивающихся эластичных элементов 15-19 листообразные или сеткообразные растягивающиеся эластичные элементы могут присутствовать частично или полностью в области многочисленных продолговатых растягивающихся эластичных элементов 15-19.
[0024]
Обычно во время прикрепления первого листового материала 12S и второго листового материала 12H, в области перекрывания первого листового материала 12S и второго листового материала 12H, обе концевые части в поперечном направлении определяются как несоединенные части 80, в которых первый листовой материал 12S и второй листовой материал 12H прерывисто соединяются в машинном направлении, и область между несоединенными частями в поперечном направлении устанавливается как соединенная часть 81, в которой первый листовой материал 12S и второй листовой материал 12H соединяются непрерывным или прерывистым образом в машинном направлении и соединяются непрерывным или прерывистым образом в поперечном направлении посредством термоплавкого связующего вещества. Ширина в поперечном направлении несоединенных частей 80 может устанавливаться произвольным образом, но она желательно устанавливается в интервале, составляющем приблизительно от 3 до 50 мм и предпочтительнее от 5 до 15 мм. Причина этого будет описана далее.
[0025]
Способ нанесения термоплавкого связующего вещества для образования соединенной части 81 может определяться соответствующим образом согласно рисунку соединения. Например, чтобы наносить термоплавкое связующее вещество почти на всю соединенную часть 81, могут предпочтительно использоваться такие способы нанесения покрытия на поверхность, как нанесение поливом, щелевое нанесение и распылительное нанесение, или способы периодического нанесения, такие как спиральное нанесение, нанесение с вершины и трафаретное нанесение (рельефный способ или переводной способ). Для нанесения связующего вещества, образующего рисунок из вертикальных полосок, в котором связующее вещество периодически наносится в машинном направлении, или точечный рисунок, в котором связующее вещество периодически наносится в машинном направлении и в поперечном направлении, причем трафаретный способ нанесения или точечный способ нанесения является предпочтительным. Для нанесения связующего вещества, образующего рисунок из поперечных полосок, в котором связующее вещество периодически наносится только в поперечном направлении, оказывается предпочтительным такой способ нанесения, как шариковое нанесение, щелевое нанесение или распылительное нанесение.
[0026]
Когда первый листовой материал 12S и второй листовой материал 12H соединяются посредством использования термоплавкого связующего вещества 70, оказывается затруднительным их соединение вплоть до обоих концов в поперечном направлении, и несоединенные части 80 неизбежно образуются в концевых частях, как описывается выше. Соответственно, настоящее изобретение оказывается предпочтительным, в частности, в том случае, когда соединяются первый листовой материал 12S и второй листовой материал 12H посредством использования термоплавкого связующего вещества 70. Вместо термоплавкого связующего вещества 70 первый листовой материал 12S и второй листовой материал 12H могут соединяться с применением способов соединения, включая сварку листовых материалов, такую как ультразвуковая сварка или термическая сварка.
[0027]
Растягивающиеся эластичные элементы 15-19 могут прикрепляться к первому листовому материалу 12S и ко второму листовому материалу 12H средствами для соединения первого листового материала 12S и второго листового материала 12H. В качестве дополнения или в качестве альтернативы, первый листовой материал 12S и второй листовой материал 12H могут прикрепляться посредством заданного термоплавкого связующего вещества 70. В этом случае термоплавкое связующее вещество 70 может наноситься на наружные периферические поверхности растягивающихся эластичных элементов 15-19 (посредством использования гребенчатого пистолета или сопла для герметичной упаковки), или термоплавкое связующее вещество 70 может наноситься, по меньшей мере, на один материал из первого листового материала 12S и второго листового материала 12H в тех положениях, где должны прикрепляться растягивающиеся эластичные элементы 15-19. В частности, оказывается желательным, что концевые части растягивающихся эластичных элементов 15-19 в конечном изделии соединяются и скрепляются посредством нанесения термоплавкого связующего вещества 70 на первый листовой материал 12S и второй листовой материал 12H.
[0028]
После этого на стадии разрезания упругих и эластичных элементов 502, растягивающиеся эластичные элементы 15 и 19, расположенные в части CT образованного перекрывания эластичным поясом внутреннего корпуса 200, разрезаются посредством режущего устройства, такого как горячий штамп, таким образом, что никакое растягивающее усилие растягивающихся эластичных элементов 15 и 19 не действует на часть CT. стадия разрезания 502 может осуществляться в случае необходимости и может отсутствовать.
[0029]
После этого на стадии разделения эластичного пояса и изменения конфигурации 503 изготовленный эластичный пояс 12 разрезается в продольном направлении режущим устройством в положении границы между передней стороной и задней стороной в своей средней точке в поперечном направлении (между растягивающиеся эластичными элементами 18 и 19 передней стороны и растягивающимися эластичными элементами 15-17 задней стороны) и в положении соединения SL первого листового материала 12S и второго листового материала 12H, и образуются парные разделенные эластичные пояса 12f и 12b. Как правило, положения поперечного направления разделенных эластичных поясов 12f и 12b являются обратными, как проиллюстрировано на фиг. 1(a), или разделенные эластичные пояса 12f и 12b являются противоположными в вертикальном направлении, как проиллюстрировано на фиг. 1(b), таким образом, что центральные края в поперечном направлении разделенных эластичных поясов 12f и 12b располагаются снаружи в поперечном направлении, и их наружные края в поперечном направлении располагаются на центральной стороне в поперечном направлении. В этом состоянии разделенные эластичные пояса 12f и 12b поступают на стадию прикрепления внутреннего корпуса 504.
[0030]
В данном примере между разделением эластичного пояса 12 и стадией прикрепления внутреннего корпуса 504 пространство в поперечном направлении между разделенными эластичными поясами 12f и 12b может устанавливаться в положение прикрепления к внутреннему корпусу 200, описанному далее, согласно полной длине подгузника, по мере необходимости. Однако когда поперечное направление пространство между разделенными эластичными поясами 12f и 12b соответствует положению прикрепления к внутреннему корпусу 200 без осуществления регулирования такого положения, регулирование положения может отсутствовать, чтобы сохранялось пространство в поперечном направлении. Кроме того, между разделением эластичного пояса 12 и стадией прикрепления внутреннего корпуса 504 концевые части разделенных эластичных поясов 12f и 12b, которые превращаются в отверстия для ног, могут разрезаться по мере необходимости по кривой линии вдоль ног.
[0031]
Как становится понятным из описания стадии разделения эластичного пояса и изменения конфигурации 503 в способе изготовления, положения разрезов находятся на стороне талии, и оба конца в поперечном направлении находятся на стороне отверстий для ног, потому что изменяются конфигурации разделенных эластичных поясов 12f и 12b. В соответствии с этим, растягивающиеся эластичные элементы 17 и 18 на расположенной на талии части прикрепляются на стороне положения разрезов в своей средней точке в поперечном направлении, и растягивающиеся эластичные элементы 15 и 19 на расположенной ниже талии части прикрепляются к обеим концевым частям в поперечном направлении, в отличие от положений согласно традиционному способу изготовления.
[0032]
Следующие стадии могут осуществляться согласно общеизвестному способу. В частности, в примере проиллюстрированный на фиг. 2, на линии для изготовления внутреннего корпуса 200, поступает непрерывный лентообразный непроницаемый для жидкостей лист 11, абсорбирующий материал 56 и проницаемый для жидкостей верхний лист 30 укладываются в данной последовательности на непроницаемый для жидкостей лист 11, и обе стороны верхнего листа 30 обертываются на обратную сторону непроницаемого для жидкостей листа 11 и прикрепляются посредством термоплавкого связующего вещества или аналогичным способом. После этого лентообразные трехмерные сборчатые пояса 60, в которых эластичные элементы 63 прикрепляются к концевые частям со стороны центра в поперечном направлении основного материала, в состоянии растяжения в машинном направлении поступают на обе стороны листа в поперечном направлении (перпендикулярном линии направлении). Наружные боковые части в поперечном направлении трехмерных сборчатых поясов 60 обертываются к обратной стороне листа 11 за пределами обернутой части верхнего листа и прикрепляются посредством термоплавкого связующего вещества или аналогичным способом. Центральные боковые части в поперечном направлении прикрепляются посредством термоплавкого связующего вещества или аналогичным способом к боковым частям верхнего листа 30 на обе концевые части в машинном направлении передней стороны части в качестве индивидуальных внутренних элементов. После этого непрерывный лентообразный наружный корпус для внутреннего корпуса 12M поступает на обратную сторону непроницаемого для жидкостей листа 11 и трехмерных сборчатых поясов 60 посредством валика для прикрепления наружного корпуса к внутреннему корпусу 606 и прикрепляется к ним непрерывным образом посредством термоплавкого связующего вещества или аналогичным способом. После этого лист разрезается с интервалами в машинном направлении посредством отрезающего внутренний корпус устройства 603, и образуются индивидуальные внутренние элементы 200. Внутренние элементы 200 поворачиваются таким образом, что переднезаднее направление оказывается параллельным по отношению к поперечному направлению, и они поступают на стадию прикрепления внутреннего корпуса 504.
[0033]
На стадии прикрепления внутреннего корпуса 504 внутренний корпус 200, поступающий с линии для изготовления внутреннего корпуса, прикрепляется с интервалами в машинном направлении к парным непрерывным лентообразным разделенным эластичным поясам, которые последовательно проходят с интервалами в поперечном направлении, посредством термоплавкого связующего вещества или аналогичным способом.
[0034]
После этого на следующей стадии соединения боковых частей 505 парные разделенные эластичные пояса складываются таким образом, чтобы перекрывать одну сторону и другую сторону в поперечном направлении, подвергаются процессу соединения с заданными интервалами в машинном направлении посредством соединительного устройства 604, такого как термосварочное устройство, и соединяются друг с другом в частях 12A как обе боковые части в направлении ширины индивидуального подгузника DP. После этого на конечной стадии отрезания 506 лист разрезается посредством отрезающего подгузник устройства 605 с заданными интервалами в машинном направлении вдоль границы между индивидуальными подгузниками (расположенными между соединенной частью 12A одного из прилегающих подгузников и соединенной частью 12A другого подгузника), и в результате этого получаются индивидуальные подгузники.
[0035]
Согласно вышеупомянутому способу изготовления, эластичный пояс 12 разделяется в положении соединения SL между первым листовым материалом 12S и вторым листовым материалом 12H, и после разделения положения поперечного направления разделенных эластичных поясов 12f и 12b являются обратными, или разделенные эластичные пояса 12f и 12b являются противоположными в вертикальном направлении. Соответственно, в изготовленном одноразовом подгузнике в форме нижнего белья края талии передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B образуются из разрезанных краев разделенных эластичных поясов 12f и 12b, и первый листовой материал 12S и второй листовой материал 12H соединяются друг с другом вплоть до краев. При этом несоединенные части 80 эластичного пояса 12 располагаются у концевых частей отверстий для ног передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B.
[0036]
Соответственно, первый листовой материал 12S и второй листовой материал 12H может соединяться вплоть до краев талии передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B, что делает возможным помещение растягивающихся эластичных элементов 17 и 18 на расположенные на талии концевые части передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B и предотвращение ухудшения прилегания расположенных на талии концевых частей, как проиллюстрировано на фиг. 8 и 9. Кроме того, по такой же причине, оказывается возможным предотвращение ухудшения внешнего вида, вызываемого расположением первого листового материала 12S и второго листового материала 12H на расположенных на талии концевых частях, и ухудшения прилегания, вызываемого сгибанием внутрь расположенных на талии концевых частей когда пользователь носит подгузник, как проиллюстрировано на фиг. 8 и 9. При этом в изготовленном одноразовом подгузнике в форме нижнего белья несоединенные части 80 первого листового материала 12S и второго листового материала 12H располагаются в концевых частях отверстий для ног на передней стороне наружного корпуса 12F и задней стороне наружного корпуса 12B, как проиллюстрировано на фиг. 8 и 9. Эти концевые части располагаются вокруг ног пользователя и имеют значение для обеспечения способности прилегания и гибкости в ответ на значительные движения пользователя, в отличие от концевых частей на стороне талии. Соответственно, присутствие несоединенных частей 80, то есть присутствие частей, не отвержденных посредством соединения, наоборот, является предпочтительным. Это делает возможным достижение эффекта предотвращения появления на теле пользователя сыпи и царапин вследствие контакта.
[0037]
С другой стороны, когда конфигурации разделенных эластичных поясов 12f и 12b не изменяются, несоединенные части 80 находятся в расположенных на талии концевых частях передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B, как проиллюстрировано на фиг. 10 и 11. Соответственно, оказывается невозможным помещение растягивающихся эластичных элементов 17 и 18 в расположенных на талии концевых частях, и в результате этого получается недостаточное прилегание расположенных на талии концевых частей. Кроме того, в этом случае, первый листовой материал 12S и второй листовой материал 12H находятся в несоединенных частях расположенных на талии концевых частей, что ухудшает внешний вид, и несоединенные части 80 расположенных на талии концевых частей сгибаются внутрь, когда пользователь носит подгузник, что может ухудшать прилегание подгузника, как проиллюстрировано на фиг. 11.
[0038]
<Описание одноразового подгузника в форме нижнего белья>
Далее будут описаны конструкция и материалы подгузника, который производится вышеупомянутым способом изготовления. Таким образом, одноразовый подгузник в форме нижнего белья, который проиллюстрирован на фиг. 3-7, производится вышеупомянутым способом изготовления. Одноразовый подгузник в форме нижнего белья имеет переднюю сторону наружного корпуса 12F, которая покрывает переднюю сторону талии пользователя, и заднюю сторону наружного корпуса 12B, которая покрывает заднюю сторону талия пользователя. Оба боковых края в направлении ширины передней стороны наружного корпуса 12F и оба боковых края в направлении ширины задней стороны наружного корпуса 12B свариваются и соединяются друг с другом посредством термической сварки, ультразвуковой сварки или аналогичным способом по всем частям вертикального перекрывания двух наружных корпусов, и образуется цилиндрическая часть талии. Условный номер 12A обозначает боковые герметизированные части, где свариваются и соединяются два наружных корпуса 12F и 12B. Как в проиллюстрированном примере, когда задняя сторона наружного корпуса 12B проходит вниз на расстоянии от боковых герметизированных частей 12A, вертикальная область задней стороны наружного корпуса 12B, включая эту растягивающуюся часть, как единое целое, может подвергаться термической сварке или аналогичной обработке.
[0039]
Кроме того, внутренний корпус 200 проходит от центральный части в направлении ширины на внутренней поверхности передней стороны наружного корпуса 12F до центральной части в направлении ширины на внутренней поверхности задней стороны наружного корпуса 12B в расположенной на талии части. Передняя сторона наружного корпуса 12F и задняя сторона наружного корпуса 12B не являются непрерывными, но отделяются друг от друга на стороне промежности. Разделяющее их расстояние может составлять приблизительно от 150 до 250 мм в окрестностях обоих боковых краев в направлении ширины внутреннего корпуса 200.
[0040]
Верхнее отверстие расположенной на талии части представляет собой отверстие для талии, через которое проходит талия пользователя. Части на обеих сторонах в направлении ширины внутреннего корпуса 200, окруженные нижним краем 12e расположенной на талии части и боковыми краями внутреннего корпуса 200, представляют собой отверстия для ног. В развернутом состоянии после отслаивания боковых герметизированных частей 12A подгузник имеет форму, которая проиллюстрирована на фиг. 3. Внутренний корпус 200 проходит и покрывает пространство от задней стороны через промежностную часть до передней стороны. Внутренний корпус 200 принимает выделения, а также абсорбирует и удерживает влагу. Расположенная на талии часть поддерживает внутренний корпус 200 на теле пользователя.
[0041]
(Наружный корпус)
Передняя сторона наружного корпуса 12F и задняя сторона наружного корпуса 12B образуются, когда скрепляются первый листовой материал 12S (состоящий из листового материала 12Z) и второй листовой материал 12H (состоящий из наружной части в поперечном направлении трехмерных сборок 60), которые проходят от краев на стороне талии к краям на стороне отверстий для ног, что также проиллюстрировано на фиг. 7. Хотя отсутствует ограничение в отношении материала для слоев, нетканое полотно оказывается предпочтительным. Отсутствует конкретное ограничение в отношении исходных волокон для нетканого полотна. Например, исходные волокна могут представлять собой синтетические волокна, основу которых составляют олефины, такие как полиэтилен и полипропилен, сложные полиэфиры или полиамиды, восстановленные волокна, такие как вискоза или медноаммиачный шелк, натуральные волокна их хлопка или аналогичного материала, смешанные волокна или композитные волокна, содержащие вышеупомянутые волокна двух или более типов. Нетканое полотно может быть изготовлено любым способом обработки. Например, нетканое полотно может представлять собой гидросплетенное нетканое полотно, фильерное нетканое полотно, фильерное-раздувное из расплава-фильерное нетканое полотно, раздувное из расплава нетканое полотно, иглопробивное нетканое полотно, термически соединенное нетканое полотно, аэродинамически сплетенное нетканое полотно, точечно-соединенное нетканое полотно или аналогичное полотно. В частности, фильерное нетканое полотно и фильерное-раздувное из расплава-фильерное нетканое полотно являются предпочтительными, благодаря своей превосходной прочности и адгезии по отношению к упругим элементам. В том случае, когда используется нетканое полотно, его поверхностная плотность составляет предпочтительно приблизительно от 10 до 40 г/м2 и предпочтительнее приблизительно от 10 до 22 г/м2.
[0042]
Чтобы улучшалось прилегание вокруг талия пользователя, продолговатые растягивающиеся эластичные элементы 15-19, представляющие собой каучуковые нити или аналогичные предметы, помещаются в заданном состоянии растяжения и прикрепляются посредством термоплавкого связующего вещества или аналогичным способом между первым листовым материалом 12S и вторым листовым материалом 12H в двух наружных корпусах 12F 12B. Продолговатые растягивающиеся эластичные элементы 15-19 могут быть изготовлены из синтетического каучука или натурального каучука. Первый листовой материал 12S и второй листовой материал 12H в наружных корпусах 12F и 12B могут присоединяться друг к другу, и продолговатые растягивающиеся эластичные элементы 15-19 могут располагаться и прикрепляться между первым листовым материалом 12S и вторым листовым материалом 12H посредством термоплавкого связующего вещества, термической сварки или ультразвукового соединения.
[0043]
Более конкретно, задняя сторона наружного корпуса 12B имеет основную часть корпуса 13, которая занимает такую же вертикальную область, как боковые герметизированные части, посредством сварки группы части 12A и растягивающейся части 14, которая проходит вниз от основной части корпуса 13. Растягивающаяся часть 14 имеет центральную часть 14M в направлении ширины, которая перекрывает внутренний корпус 200 и покрывает части 14C, проходящие от обеих сторон центральной части 14M в направлении ширины.
[0044]
Форма растягивающейся части 14 может определяться произвольным образом. Растягивающаяся часть 14 имеет прямоугольную форму в проиллюстрированном примере на фиг. 3-7. Однако разрезание боковых краев отверстий для ног в растягивающейся части 14 согласно криволинейной форме вдоль ног придает подгузнику благоприятный внешний вид как в состоянии изделия, так и в состоянии ношения.
[0045]
Размеры растягивающейся части 14 могут определяться произвольным образом. Однако оказывается предпочтительным, что длина в направлении ширины покровных частей 14C (максимальное разделяющее расстояние между нижними краями 12e покровных частей 14C и боковыми краями внутреннего корпуса 200 в направлении ширины) составляет от 80 до 160 мм, и длина в вертикальном направлении (длина растяжения) покровных частей 14C составляет от 30 до 80 мм. В случае изготовления нижние края 12e покровных частей 14C, которые имеют криволинейную форму, как согласно второму и третьему вариантам осуществления, которые описываются далее, когда площадь квадрата, который определяют наибольшая часть в направлении ширины и наибольшая часть в вертикальном направлении растягивающейся части 14, обозначается как S, площадь растягивающейся части 14 соответствующим образом устанавливается в интервале от 20 до 80%, в частности, приблизительно от 40 до 60% по отношению к S.
[0046]
Основная часть корпуса 13 может концептуально разделяться в вертикальном направлении на расположенную на талии часть W и расположенную ниже талии часть U под расположенной на талии частью W. Как правило, когда существуют границы в основной части корпуса 13 с изменениями растягивающего и сжимающего напряжения в направлении ширины (например, изменения толщины или коэффициента растяжения растягивающихся эластичных элементов), часть, расположенная ближе к отверстию для талии WO, чем граница, ближайшая к отверстию для талии WO, представляет собой расположенную на талии часть W. Когда границы отсутствуют, часть, расположенная ближе к отверстию для талии WO, чем абсорбирующий материал 56 или внутренний корпус 200, представляет собой расположенную на талии часть W. Хотя покрытие расположенной на талии части W изменяется в зависимости от размера изделия, как правило, длина в вертикальном направлении расположенной на талии части W может составлять от 15 до 80 мм, и длина в вертикальном направлении расположенной ниже талии часть U может составлять от 35 до 220 мм.
[0047]
В верхней концевой части (расположенной на талии части) W основной части корпуса 13 многочисленные растягивающиеся эластичные элементы 17 задней стороны расположенной на талии части непрерывным образом прикрепляются между первым листовым материалом 12S и вторым листовым материалом 12H на протяжении всей ширины с вертикальными интервалами в состоянии растяжения в направлении ширины с заданным коэффициентом растяжения. Один или несколько растягивающихся эластичных элементов 17 задней стороны расположенной на талии части, находятся в области, прилегающей к расположенной ниже талии части U основной части корпуса 13, могут перекрывать внутренний корпус 200 или могут находиться только на обеих сторонах в направлении ширины от центральной части в направлении ширины, перекрывая внутренний корпус 200. В качестве растягивающихся эластичных элементов 17 задней стороны талии приблизительно от 3 до 22 каучуковые нити, у которых линейная плотность составляет приблизительно от 300 до 1240 дтекс, в частности, приблизительно от 470 до 940 дтекс, предпочтительно прикрепляются с интервалами, составляющими от 4 до 12 мм, и с коэффициентом растяжения, составляющим приблизительно от 150 до 400%, в частности, приблизительно от 220 до 320%. Растягивающиеся эластичные элементы 17 задней стороны расположенной на талии части не обязательно должны быть одинаковыми по линейной плотности или коэффициенту растяжения. Например, значения линейной плотности и коэффициента растяжения растягивающихся эластичных элементов могут различаться для верхней и нижней сторон задней стороны расположенной на талии части.
[0048]
В расположенной ниже талии части U основной части корпуса 13 многочисленные растягивающиеся эластичные элементы 15 расположенной ниже талии части непрерывным образом прикрепляются на протяжении всей ширины между первым листовым материалом 12S и вторым листовым материалом 12H на верхней стороне и на обеих сторонах в направлении ширины от центральной части в направлении ширины, перекрывая внутренний корпус 200 с вертикальными интервалами в состоянии растяжения вдоль направления ширины с заданным коэффициентом растяжения. В качестве растягивающихся эластичных элементов 15 расположенной ниже талии части приблизительно от 5 до 30 каучуковых нитей, у которых линейная плотность составляет от 300 до 1240 дтекс, в частности, приблизительно от 470 до 940 дтекс, предпочтительно прикрепляются с интервалами, составляющими от 1 до 15 мм, в частности, от 3 до 8 мм, и с коэффициентом растяжения, составляющим приблизительно от 200 до 350%, в частности, приблизительно от 240 до 300%.
[0049]
Кроме того, в растягивающейся части 14, многочисленные растягивающиеся эластичные элементы 16 растягивающейся части непрерывным образом прикрепляются на протяжении всей ширины (по меньшей мере, на протяжении всей покровной части 14C) между первым листовым материалом 12S и вторым листовым материалом 12H с обеих сторон в направлении ширины по отношению к центральной части в направлении ширины, перекрывая внутренний корпус 200 с вертикальными интервалами в состоянии растяжения вдоль направления ширины с заданным коэффициентом растяжения. В качестве растягивающихся эластичных элементов 16 растягивающейся части приблизительно от 2 до 10 каучуковых нитей, у которых линейная плотность составляет приблизительно от 300 до 1240 дтекс, в частности, приблизительно от 470 до 940 дтекс, предпочтительно прикрепляются с интервалами, составляющими от 5 до 40 мм, в частности, от 5 до 20 мм, и с коэффициентом растяжения, составляющим от 150 до 300%, в частности, от 180 до 260%.
[0050]
При этом передняя сторона наружного корпуса 12F состоит из основной части корпуса (которая занимает такой же интервал по вертикали, как боковые герметизированные части 12A, состоящие из группы части сварки), в основном, таким же образом, как основная часть корпуса 13 задней стороны наружного корпуса 12B. Передняя сторона наружного корпуса 12F имеет прямоугольную форму, которая проходит вдоль талии, и в ней отсутствует растягивающаяся часть 14, как на задней стороне наружного корпуса 12B.
[0051]
В частности, из верхней концевой части (расположенной на талии части) W и расположенной ниже талии части U передней стороны наружного корпуса (основной части корпуса) 12F в расположенной на талии части W многочисленные растягивающиеся эластичные элементы 18 передней стороны расположенной на талии части непрерывным образом прикрепленный на протяжении всей ширины между первым листовым материалом 12S и вторым листовым материалом 12H с вертикальными интервалами в состоянии растяжения в направлении ширины с заданным коэффициентом растяжения. Растягивающиеся эластичные элементы 18 передней стороны расположенной на талии части предпочтительно максимально приближаются к растягивающимся эластичным элементам 17 задней стороны расположенной на талии части по числу, толщине, коэффициенту растяжения, интервалу и вертикальному расположению, насколько это возможно, но они могут различаться. Когда они различаются, разность чисел составляет 6 или менее и предпочтительно 3 или менее, разность значений толщины составляет 450 дтекс или менее и предпочтительно 300 дтекс или менее, разность коэффициентов растяжения составляет 100% или менее и предпочтительно 40% или менее, и разность интервалов составляет 10 мм или менее и предпочтительно 5 мм или менее.
[0052]
В расположенной ниже талии части U передней стороны наружного корпуса 12F (основная часть корпуса) многочисленные растягивающиеся эластичные элементы 19 расположенной ниже талии части непрерывным образом прикрепляются на протяжении всей ширины между первым листовым материалом 12S и вторым листовым материалом 12H на верхней стороне и по обеим сторонам в направлении ширины относительно центральной части в направлении ширины, перекрывая внутренний корпус 200 с вертикальными интервалами в состоянии растяжения вдоль направления ширины с заданным коэффициентом растяжения. Область вертикального расположения растягивающихся эластичных элементов 19 расположенной ниже талии части может представлять собой только часть нижней части, но предпочтительно представляет собой практически всю область, в которой действует их растягивающее усилие.
[0053]
Растягивающиеся эластичные элементы 19 расположенной ниже талии части предпочтительно максимально приближаются к растягивающимся эластичным элементам 15 расположенной ниже талии части по числу, толщине, коэффициенту растяжения, интервалу и вертикальному расположению, насколько это возможно, но они могут различаться. Когда они различаются, разность чисел составляет 10 или менее и предпочтительно 5 или менее, разность значений толщины составляет 450 дтекс или менее и предпочтительно 300 дтекс или менее, разность коэффициентов растяжения составляет 100% или менее и предпочтительно 40% или менее, и разность интервалов составляет 10 мм или менее и предпочтительно 5 мм или менее.
[0054]
Передняя сторона наружного корпуса 12F, которая проиллюстрирована на чертеже, состоит только из части, занимающей такой же вертикальный интервал, как боковые герметизированные части 12A. В качестве альтернативы, как в случае задней стороны, передняя сторона наружного корпуса 12F может состоять из основной части корпуса 13, занимающей такой же вертикальный интервал, как боковые герметизированные части 12A, и растягивающейся части 14, проходящей вниз от основной части корпуса 13 (см. второй и третий варианты осуществления, которые описываются ниже). Соответственно, передняя сторона наружного корпуса 12F может по своей форме соответствовать окружающим ноги частям, прилегая к промежности пользователя. В этом случае, площадь и длина в переднезаднем направлении растягивающейся части 14 составляют предпочтительно от 10 до 80% и предпочтительнее от 20 до 50% площади и длины в переднезаднем направлении растягивающейся части 14. Чрезмерно большая растягивающаяся часть 14, вероятно, не могла бы обеспечивать соответствующее прилегание.
[0055]
При этом, когда растягивающиеся эластичные элементы 15, 16 и 19 присутствуют только на обеих сторонах в направлении ширины относительно центральной части в направлении ширины, перекрывая внутренний корпус 200, как в проиллюстрированной конфигурации, внутренний корпус 200 и наружные корпуса 12F и 12B предпочтительно являются менее склонными к отделению друг от друга. Эта конфигурация может представлять собой конфигурацию, в которой растягивающиеся эластичные элементы присутствуют только на обеих сторонах в направлении ширины, или она может представлять собой конфигурацию, в которой присутствуют растягивающиеся эластичные элементы, пересекающие внутреннего корпус 200 с одной стороны до другой стороны в направлении ширины, но растягивающиеся эластичные элементы разрезаются в центральной части в направлении ширины, перекрывая внутренний корпус 200 таким образом, что не действует никакое растягивающее усилие (что является практически эквивалентным отсутствию растягивающихся эластичных элементов). В качестве альтернативы, могут присутствовать некоторые или все из растягивающихся эластичных элементов 15, 16 и 19, которые пересекают внутренний корпус 200 от одной стороны до другой стороны в направлении ширины таким образом, что их растягивающее усилие действует на всю основную часть корпуса 13 и растягивающуюся часть 14 в направлении ширины.
[0056]
(Соединение листовых материалов в наружных корпусах)
Как правило, концевые части на стороне отверстий для ног передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B не содержат растягивающихся эластичные элементы 15-19 между первым листовым материалом 12S и вторым листовым материалом 12H, но представляют собой несоединенные части 80, в которых первый листовой материал 12S и второй листовой материал 12H не соединяются друг с другом. Кроме того, концевые части на стороне талии передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B содержат растягивающиеся эластичные элементы 17 и 18 между первым листовым материалом 12S и вторым листовым материалом 12H и представляют собой соединенные части 81, в которых выравниваются края на стороне талии первого листового материала 12S и второго листового материала 12H, и первый листовой материал 12S и второй листовой материал 12H соединяются друг с другом вплоть до краев на стороне талии. Несоединенные части 80 в концевых частях на стороне отверстий для ног и соединенные части 81 в концевых частях на стороне талии, соответственно, соответствуют несоединенным частям 80 и соединенным частям 81, которые образуются на стадии образования эластичного пояса 12 в описанном выше способе изготовления.
[0057]
Соединенные части 81 желательно присутствуют на протяжении всех частей передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B, за исключением концевых частей на стороне отверстий для ног, которые представляют собой несоединенные части 80. Однако соединенные части 81 могут присутствовать только в концевых частях на стороне талии, а другие части могут не соединяться. Например, как описывается выше в отношении способа изготовления, соединенные части 81 могут присутствовать непрерывным или прерывистым образом в машинном направлении и непрерывным или прерывистым образом в поперечном направлении. В примере, проиллюстрированном на фиг. 3, расположенные точечным образом части передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B представляют собой соединенные части 81, а расположенные неточечным образом части представляют собой несоединенные части 80.
[0058]
В данном одноразовом подгузнике в форме нижнего белья первый листовой материал 12S и второй листовой материал 12H соединяются вплоть до краев талии передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B. Это делает возможным присутствие растягивающихся эластичных элементов 17 и 18 в расположенных на талии концевых частях передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B, а также может предотвращаться ухудшения прилегания расположенных на талии концевых частей, как проиллюстрировано на фиг. 8 и 9. Кроме того, по такой же причине, оказывается возможным предотвращение ухудшения внешнего вида, вызываемого присутствием первого листового материала 12S и второго листового материала 12H в расположенных на талии концевых частях и ухудшения прилегания, вызываемого сгибанием внутрь расположенных на талии концевых частей, когда пользователь носит подгузник, как проиллюстрировано на фиг. 8 и 9. При этом концевые части на стороне отверстий для ног передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B представляют собой несоединенные части 80, как проиллюстрировано на фиг. 8 и 9. Эти концевые части располагаются вокруг ног пользователя и имеют большое значение для наличия способности прилегания и гибкости в ответ на значительные движения пользователя, в отличие от концевых частей на стороне талии. Соответственно, присутствие несоединенных частей 80, то есть присутствие частей, не отвержденных посредством соединения, наоборот, является предпочтительным. Это делает возможным достижение эффекта предотвращения появления на теле пользователя сыпи и царапин вследствие контакта.
[0059]
Ширина (размер в переднезаднем направлении) несоединенных частей 80 (концевые части на стороне отверстий для ног) может определяться произвольным образом. Большая ширина несоединенных частей 80 оказывается желательной с точки зрения усиления эффекта предотвращения сыпи и царапин на ногах пользователя в результате контакт. Однако ширина несоединенных частей 80 желательно составляет приблизительно от 3 до 50 мм, потому что несоединенные части 80, у которых ширина составляет более чем 50 мм, в подгузнике для взрослых, у которых, как правило, ноги имеют большую толщину, и в результате большого интервала движений подгузник может складываться внутрь, что ухудшает его прилегание. Кроме того, ширина несоединенных частей 80 составляет предпочтительнее от 5 до 15 мм в случае подгузника для младенцев и детей, у которых, как правило, ноги имеют меньшую толщину, и интервал движений является не таким большим.
[0060]
При этом, когда несоединенные части 80 присутствуют в расположенных на талии концевых частях передней стороны наружного корпуса 12F и задней стороны наружного корпуса 12B, растягивающиеся эластичные элементы 17 и 18 не могут присутствовать в расположенных на талии концевых частях, как проиллюстрировано на фиг. 10 и 11, и в результате этого прилегание расположенных на талии концевых частей становится недостаточным. Кроме того, в этом случае первый листовой материал 12S и второй листовой материал 12H выступают в несоединенных частях расположенных на талии концевых частей, что ухудшает внешний вид, и несоединенные части 80 расположенных на талии концевых частей сгибаются внутрь, когда пользователь носит подгузник, как проиллюстрировано на фиг. 11, что может ухудшать прилегание подгузника.
[0061]
(Внутренний корпус)
Внутренний корпус 200 является прямоугольным в проиллюстрированном примере, но он может иметь произвольную форму. Как проиллюстрировано на фиг. 4, внутренний корпус 200 включает верхний лист 30 на стороне тела, непроницаемый для жидкостей лист 11, и абсорбирующий элемент 50, расположенный между верхним листом 30 и непроницаемым для жидкостей листом 11. Наружный корпус для внутреннего корпуса 12M располагается на обратной стороне непроницаемого для жидкостей листа 11, покрывая обратную поверхность внутреннего корпуса 200. Кроме того, чтобы предотвращалось вытекание выделений с обеих сторон внутреннего корпуса 200, трехмерные сборки 60, выступающие по направлению к телу пользователя, присутствуют на обеих сторонах внутреннего корпуса 200. Хотя это не проиллюстрировано на чертежах, компоненты внутреннего корпуса 200 могут прикрепляться друг к другу соответствующим образом посредством сплошного, шарикового или спирального нанесение термоплавкого связующего вещества или аналогичного материала.
[0062]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкостей и может представлять собой, например, пористое или непористое нетканое полотно или пористый лист из пластического материала. Не существует конкретного ограничения в отношении исходных волокон для нетканого полотна. Например, исходные волокна могут представлять собой синтетические волокна, основу которых составляют олефины, такие как полиэтилен и полипропилен, сложные полиэфиры или полиамиды, восстановленные волокна, такие как вискоза или медноаммиачный шелк, натуральные волокна их хлопка или аналогичного материала, смешанные волокна или композитные волокна, содержащие вышеупомянутые волокна двух или более типов. Нетканое полотно может быть изготовлено любым способом обработки. Например, нетканое полотно может представлять собой гидросплетенное нетканое полотно, фильерное нетканое полотно, фильерное-раздувное из расплава-фильерное нетканое полотно, раздувное из расплава нетканое полотно, иглопробивное нетканое полотно, термически соединенное нетканое полотно, аэродинамически сплетенное нетканое полотно, точечно-соединенное нетканое полотно или аналогичное полотно. В отношении свойств гибкости и драпируемости, предпочтительными являются фильерное и гидросплетенное полотно. С точки зрения объемистости и мягкости, предпочтительными являются аэродинамическое сплетение, точечное соединение и термическое соединение.
[0063]
Верхний лист 30 может представлять собой однослойный лист или многослойный лист, получаемый посредством прикрепления двух или более листов друг к другу. Аналогичным образом, верхний лист 30 может состоять из одного листа или двух или более листов в направлении плоскости.
[0064]
(Промежуточный лист)
Чтобы жидкость, которая проходит через верхний лист 30, быстро перемещалась в абсорбирующий материал, может присутствовать промежуточный лист (также называемый термином «второй лист»), который имеет более высокую скорость проникновения жидкости, чем верхний лист 30. Промежуточный лист может не только быстро перемещать жидкость в абсорбирующий материал, улучшая абсорбционные характеристики абсорбирующего материала, но также предотвращать явление «обратного течения» абсорбированной жидкости из абсорбирующего материала, что сохраняет верхний лист 30 в сухом состоянии в любое время. Промежуточный лист может и отсутствовать.
[0065]
Материал для промежуточного листа может представлять собой такой же материал, как материал для верхнего листа 30, такой как гидросплетенное, фильерное, фильерное-раздувное из расплава-фильерное или целлюлозное нетканое полотно, смесь целлюлозы и вискозы, точечно-соединенная бумага или крепированная бумага. Среди этих материалов нетканое полотно является предпочтительным вследствие своей превосходной проницаемости по отношению к жидкостям. В частности, аэродинамически сплетенное нетканое полотно является предпочтительным вследствие своей объемистости. Содержащие сердцевину и оболочку композитные волокна предпочтительно используются для аэродинамически сплетенного нетканого полотна. Полимер для использования в качестве сердцевины может представлять собой полипропилен (PP), но предпочтительно он представляет собой сложный полиэфир (PET) вследствие его высокой жесткости. Поверхностная плотность составляет предпочтительно от 20 до 80 г/м2 и предпочтительнее от 25 до 60 г/м2. Линейная плотность исходных волокон для нетканого полотна составляет предпочтительно от 2,2 до 10 дтекс. Чтобы изготовить нетканое полотно, имеющее высокую объемистость, в качестве некоторых или всех исходных волокон предпочтительно используются эксцентрические волокна без внутренней сердцевины, полые волокна или эксцентрические и полые волокна.
[0066]
Желательный промежуточный лист имеет меньшую ширину, чем абсорбирующий материал 56, и располагается в центре абсорбирующего материала 56, но может присутствовать на протяжении всей ширины абсорбирующего материала 56. Продольный размер промежуточного листа может быть таким же, как длина абсорбирующего материала 56, или он может находиться в пределах имеющего меньшую длину интервала, занимающего центральное положение в области для приема жидкости.
[0067]
(Непроницаемый для жидкостей лист)
Не существует конкретного ограничения в отношении материала непроницаемого для жидкостей листа 11. Например, в качестве материала непроницаемого для жидкостей листа 11 может присутствовать пленочный материал (водонепроницаемая пленка), которую составляет олефиновый полимер, такой как полиэтилен или полипропилен, многослойный лист, содержащий нетканое полотно, в котором нетканое полотно наслаивается на полиэтиленовый лист, лист нетканого полотна, в котором водонепроницаемый лист обеспечивает практическую непроницаемость для жидкостей (в этом случае водонепроницаемый лист и нетканое полотно составляют непроницаемый для жидкостей лист), или аналогичный материал. Как и следовало ожидать, с точки зрения предотвращения затхлости, могут использоваться и другие непроницаемые для жидкостей и влагопроницаемые материалы, которые используются в последние годы. Лист, содержащий непроницаемый для жидкостей и влагопроницаемый материал, может представлять собой микропористый лист, который получается посредством плавления и перемешивания неорганического наполнителя с олефиновым полимером, таким как, например, полиэтилен, полипропилен или подобный полимер, и в результате этого образуется лист, а затем этот лист подвергается одноосному или двуосному растяжению. Кроме того, непроницаемый для жидкостей лист 11 может представлять собой лист нетканого полотна, которое составляют волокна, имеющие линейную плотность на микроуровне, или может он может представлять собой непроницаемый для жидкостей лист, который образуется, без использования водонепроницаемой пленки, посредством усиления свойств непротекаемости за счет уменьшения размера воздушных зазоров между волокнами под действием нагревания или давления или в результате нанесения на лист полимера, обладающего высокой влагопоглощающей способностью, гидрофобного полимера или водоотталкивающего вещества.
[0068]
Кроме того, на внутреннюю или наружную поверхность непроницаемого для жидкостей листа 11 может наноситься печатное или цветное изображение. Кроме того, содержащий печатное или цветное изображение лист может приклеиваться к наружной поверхности непроницаемого для жидкостей листа 11 как элемент, отделенный от наружного корпуса для внутреннего корпуса 12M. Кроме того, внутри непроницаемого для жидкостей листа 11 может присутствовать индикатор выделений, который изменяет свой цвет в результате абсорбции жидкости.
[0069]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, которые проходят на всем протяжении вдоль обеих сторон внутреннего корпуса 200 в переднезаднем направлении. Трехмерные сборки 60 выполнены с возможностью предотвращения перемещения мочи или жидкого стула в поперечном направлении по верхнему листу 30, что препятствует вытеканию жидкости в поперечном направлении. Согласно данному варианту осуществления, трехмерные сборки 60 выступают на сторонах внутреннего корпуса 200. Каждая из трехмерных сборок 60 выступает наклонно к центральной части в направлении ширины в основной части и выступает наклонно наружу в направлении ширины от промежуточной части к переднему краю.
[0070]
Более конкретно, каждая из трехмерных сборки 60 изготавливается таким образом, что лентообразный лист сборки 62, имеющий такую же длину, как размер в переднезаднем направлении внутреннего корпуса 200, сгибается назад и перекрывается в направлении ширины, и многочисленные продолговатые растягивающиеся эластичные элементы 63 прикрепляются к листу в согнутой части и в ее окрестностях с интервалами в направлении ширины в состоянии растягивания в продольном направлении. Основные части, противоположные верхушечным частям (концевые части, противоположные согнутым частям листа в направлении ширины) трехмерных сборок 60, присутствуют как соединенные части 65, прикрепленные к обратной поверхности боковых краевых частей внутреннего корпуса 200, а части, которые не представляют собой соединенные части 65, присутствуют как выступающие части 66 (согнутые боковые части), выступающие от соединенных частей 65. Проиллюстрированный пример представляет собой трехмерные сборки типа линейного контакта, в которых выступающие части 66 не сгибаются наружу в направлении ширины. В качестве альтернативы, трехмерные сборки 60 могут представлять собой трехмерные сборки типа поверхностного контакта, которые состоят из основных боковых частей, причем выступающие части 66 выступают в направлении центра ширины, и верхушечных боковых частей, которые сгибаются наружу в направлении ширины от верхушки основной боковой части. Кроме того, обе концевые части 67 в переднезаднем направлении выступающих частей 66 определяются как выпадающие части 67, которые прикрепляются в выпадающем состоянии к боковой поверхности верхнего листа 30 посредством термоплавкого связующего вещества или термической сварки, средняя часть в переднезаднем направлении между выпадающими частями 67 устанавливается как неприкрепленная свободная часть, и продолговатые растягивающиеся эластичные элементы 63 прикрепляются к свободной части в растянутом состоянии в переднезаднем направлении.
[0071]
Лист сборки 62 может предпочтительно изготавливаться посредством осуществления гидрофобизирующей обработки кремнийорганическим или аналогичным веществом, которое наносится по мере необходимости на гибкое нетканое полотно, имеющее превосходную однородность и маскирующую характеристику, такое как фильерное нетканое полотно (SS, SSS или аналогичное), фильерное-раздувное из расплава-фильерное нетканое полотно (SMS, SSMMS или аналогичное) и раздувное из расплава нетканое полотно. Поверхностная плотность полотна предпочтительно составляет приблизительно от 10 до 30 г/м2. Продолговатые растягивающиеся эластичные элементы 63 могут представлять собой каучуковые нити или аналогичные материалы. В случае использования полиуретановых каучуковых нитей типа Spandex линейная плотность этих нитей составляет предпочтительно от 470 до 1240 дтекс и предпочтительнее от 620 до 940 дтекс. Коэффициент растяжения нитей во время прикрепления составляет предпочтительно от 150 до 350% и предпочтительнее от 200 до 300%.
[0072]
Число продолговатых растягивающихся эластичных элементов 63, которые присутствуют в свободных частях трехмерных сборок 60, составляет предпочтительно от 2 до 6 и более конкретно от 3 до 5. Их разделяют расстояние 60d, которое выбирается соответствующим образом и составляет от 3 до 10 мм. Согласно данной конфигурации, подгузник, вероятно, касается кожи на поверхности структуры из продолговатых растягивающихся эластичных элементов 63. Продолговатые растягивающиеся эластичные элементы 63 могут располагаться не только в краевых частях, но также в основных частях.
[0073]
Соединенные части 65 трехмерных сборок 60 могут прикрепляться к соответствующим элементам, образующим внутренний корпус 200, таким как верхний лист 30, непроницаемый для жидкостей лист 11 и абсорбирующий элемент 50.
[0074]
В трехмерных сборках 60, имеющих такую конфигурацию, сжимающее усилие продолговатых растягивающихся эластичных элементов 63 своим действием приближает обе концевые части в переднезаднем направлении друг к другу. Обе концевые части выступов 66 в переднезаднем направлении прикрепляются таким образом, что они не поднимаются, в то время как средние части между обоими концами выступов 66 представляют собой неприкрепленные свободные части. Соответственно, только свободные части поднимаются, касаясь тела пользователя, как проиллюстрировано на фиг. 4. В частности, когда соединенные части 65 располагаются на обратной поверхности внутреннего корпуса 200, трехмерные сборки 60 поднимаются и открываются наружу в направлении ширины в промежностной части и ее окрестности. Соответственно, трехмерные сборки 60 приводятся в поверхностный контакт вокруг ног и обеспечивают улучшенное прилегание.
[0075]
В отличие от проиллюстрированной формы, трехмерные сборки могут присутствовать в двойном количестве, образуя два ряда, на каждой из правой и левой сторон внутреннего корпуса 200.
[0076]
(Абсорбирующий элемент)
Абсорбирующий элемент 50 содержит абсорбирующий материал 56 и оберточный лист 58, который обертывает, по меньшей мере, заднюю поверхность и боковые поверхности абсорбирующего материала 56. Оберточный лист 58 может отсутствовать.
[0077]
(Абсорбирующий материал)
Абсорбирующий материал 56 может быть изготовлен из волокнистой конструкции. Эта волокнистая конструкция может содержать распушенные целлюлозные волокна или собранные короткие волокна, такие как синтетические волокна, или волокнистая конструкция получается посредством распушения жгутов (пучков волокон), состоящих из синтетических волокон, содержащих, например, ацетат целлюлозы, если это необходимо. Поверхностная плотность распушенной целлюлозы или собранных коротких волокон может составлять приблизительно от 100 до 300 г/м2, и поверхностная плотность волокнистой конструкции может составлять, например, приблизительно от 30 до 120 г/м2. Линейная плотность синтетических волокон составляет, например, от 1 до 16 дтекс, предпочтительно от 1 до 10 дтекс и предпочтительнее от 1 до 5 дтекс. В случае волокнистой конструкции волокна могут представлять собой негофрированные волокна, но предпочтительно они представляют собой гофрированные волокна. Число изгибов в гофрированных волокнах может составлять, например, приблизительно от 5 до 75 на дюйм (от 2 до 30 на 1 см), предпочтительно приблизительно от 10 до 50 на дюйм (от 4 до 20 на 1 см) и предпочтительнее приблизительно от 15 до 50 на дюйм (от 6 до 20 на 1 см). Во многих случаях гофрированные волокна являются равномерно гофрированными. Имеющие высокую абсорбционную способность полимерные частицы предпочтительно диспергируются и удерживаются в абсорбирующем материале 56.
[0078]
Абсорбирующий материал 56 может иметь прямоугольную форму, но предпочтительно он имеет форму песочных часов, которую составляют передняя концевая часть 56F, задняя концевая часть 56B и суженная часть 56N, которая располагается между передней концевой частью 56F и задней концевой частью 56B и имеет меньшую ширину, чем две концевые части, как проиллюстрировано на фиг. 3, что позволяет абсорбирующему материалу 56 и трехмерным сборкам 60 лучше прилегать по краям вокруг ног.
[0079]
Размеры суженной части 56N могут определяться произвольным образом. Наименьшая ширина суженной части 56N предпочтительно составляет от 0,55 до 0,70 по отношению к полной ширине абсорбирующего материала 56. Размер в переднезаднем направлении суженной части 56N предпочтительно составляет приблизительно от 25 до 50% по отношению к полной длине абсорбирующего материала 56.
[0080]
(Имеющие высокую абсорбционную способность полимерные частицы)
Имеющие высокую абсорбционную способность полимерные частицы включают так называемые «частицы» и «порошок». Диаметр имеющих высокую абсорбционную способность полимерных частиц может быть таким же, как диаметр обычных частиц, которые предназначаются для использования в абсорбирующем изделии данного типа, и составляет желательно 1000 мкм или менее, в частности, от 150 до 400 мкм. Не существует определенного ограничения в отношении материала для имеющих высокую абсорбционную способность полимерных частиц, но данный материал предпочтительно имеет водопоглощающую способность, составляющую 40 г/г или более. Основу имеющих высокую абсорбционную способность полимерных частиц могут составлять крахмал, целлюлоза или синтетический полимер. Имеющие высокую абсорбционную способность полимерные частицы может составлять крахмал-акрилатный привитый сополимер, продукт омыления сополимера крахмала и акрилонитрила, продукт сшивания натриевой соли кабоксиметилцеллюлозы, акрилатный полимер или аналогичное вещество. Имеющие высокую абсорбционную способность полимерные частицы предпочтительно используются в обычной тонкодисперсной форме, но могут использоваться и в другой форме.
[0081]
Продолжительность водопоглощения имеющих высокую абсорбционную способность полимерных частиц предпочтительно составляет 40 секунд или менее. Когда продолжительность водопоглощения составляет более чем 40 секунд, абсорбированная жидкость с большей вероятностью вытекает обратно из абсорбирующего материала 56 за пределы абсорбирующего материала 56, и создается так называемое «обратное течение».
[0082]
Поверхностная плотность имеющих высокую абсорбционную способность полимерных частиц может определяться соответствующим образом в зависимости от требуемого объема поглощаемой жидкости при использовании абсорбирующего материала 56. Таким образом, хотя это не является абсолютным требованием, поверхностная плотность может составлять от 50 до 350 г/м2. Когда поверхностная плотность полимера составляет менее чем 50 г/м2, оказывается затруднительным обеспечение объема абсорбции. Когда поверхностная плотность полимера превышает 350 г/м2, эффект становится насыщенным.
[0083]
Если это необходимо, у имеющих высокую абсорбционную способность полимерных частиц может регулироваться плотность диспергирования или величина диспергирования в направлении плоскости абсорбирующего материала 56. Например, величина диспергирования имеющих высокую абсорбционную способность полимерных частиц может быть больше в области выделений, чем в других областях. Что касается различий полов, плотность (величина) диспергирования имеющих высокую абсорбционную способность полимерных частиц может увеличиваться на передней стороне изделий для мужчин и может увеличиваться в центральной части изделий для женщин. Кроме того, абсорбирующий материал 56 в полимере может локально отсутствовать (например, в отдельных точках) в направлении плоскости.
[0084]
(Оберточный лист)
В том случае, когда используется оберточный лист 58, материал для оберточного листа 58 может представлять собой бумажный материал, такой как тонкая бумага и крепированная бумага, нетканое полотно, содержащее полиэтилен многослойное нетканое полотно, пористый лист или аналогичный материал. Однако листовой материал желательно выполняется с возможностью удерживания имеющих высокую абсорбционную способность полимерных частиц. В том случае, когда используется нетканое полотно вместо крепированной бумаги, оказывается предпочтительным, в частности, гидрофильное фильерное/раздувное из расплава/раздувное из расплава/фильерное нетканое полотно (SMMS), и соответствующий материал может представлять собой полипропилен, полиэтилен/полипропилен или аналогичный материал. Поверхностная плотность материала составляет желательно от 5 до 40 г/м2, в частности, от 10 до 30 г/м2.
[0085]
Оберточный лист 58 может быть выполнен с возможностью обертывания всего абсорбирующего материала 56 или обертывания только задней поверхности и боковых поверхностей слоев в абсорбирующем материале 56. Кроме того, хотя это не проиллюстрировано на чертежах, оберточный лист 58 может быть выполнен с возможностью покрытия верхней поверхности и боковых поверхностей абсорбирующего материала 56 крепированной бумагой или нетканым полотном и покрытия нижней поверхности абсорбирующего материала 56 непроницаемым для жидкостей листом из полиэтилена или аналогичного материала, или он может быть выполнен с возможностью покрытия верхней поверхности абсорбирующего материала 56 крепированной бумагой или нетканым полотном и покрытия боковых поверхностей и нижней поверхности абсорбирующего материала 56 непроницаемым для жидкостей листом из полиэтилена или аналогичного материала (эти материалы представляют собой компоненты оберточного листа). По мере необходимости, оберточный лист 58 может быть выполнен с возможностью помещения абсорбирующего материала 56 между двумя (верхним и нижним) слоями оберточного листа 58 или расположения абсорбирующего материала 56 только на нижней поверхности оберточного листа 58.
[0086]
(Наружный корпус для внутреннего корпуса)
Наружный корпус для внутреннего корпуса 12M, который составляет наружную поверхность изделия, находится на задней поверхности внутреннего корпуса 200. Материал наружного корпуса для внутреннего корпуса 12M может быть таким же, как материал наружного корпуса (например, первый листовой материал 12S).
[0087]
Размер в переднезаднем направлении наружного корпуса для внутреннего корпуса 12M может быть таким же или составлять менее чем размер внутреннего корпуса 200. Ширина наружного корпуса для внутреннего корпуса 12M может быть такой же или отличаться от ширины внутреннего корпуса 200. В частности, когда ширина наружного корпуса для внутреннего корпуса 12M составляет менее чем ширина внутреннего корпуса 200, боковые края наружного корпуса для внутреннего корпуса 12M отделяются от боковых краев внутреннего корпуса 200 в сторону центра в направлении ширины, как проиллюстрировано на фиг. 4 до 6. Соответственно, даже когда происходит трение ног пользователя о боковые края внутреннего корпуса 200, боковые края наружного корпуса для внутреннего корпуса 12M не вступают в контакт с ногами и не вызывают раздражения кожи. Кроме того, когда наружный корпус для внутреннего корпуса 12M прилипает к внутреннему корпусу 200, внутренний корпус 200 затвердевает под действием адгезионного средства (например, связующего вещества). Однако когда боковые края наружного корпуса для внутреннего корпуса 12M отделяются от боковых краев внутреннего корпуса 200 в сторону центра в направлении ширины, боковые части внутреннего корпуса 200 не затвердевают, но могут вступать в мягкий контакт с ногами. В обычных случаях ширина наружного корпуса для внутреннего корпуса 12M желательно составляет приблизительно от 70 до 95% ширины внутреннего корпуса 200.
[0088]
<Описания терминов, используемых в настоящем документе>
Если в настоящем документе не определяются другие условия, термины, используемые в настоящем документе, имеют значения, которые описываются ниже.
- «Переднезаднее (вертикальное) направление» означает направление, которым соединяются передняя сторона (сторона живота) и задняя сторона (сторона спины), и «направление ширины» означает направление (направление справа налево), перпендикулярное по отношению к переднезаднему направлению. «Направление сверху вниз» означает направление, которое становится перпендикулярным по отношению к направлению талии, когда подгузник надет, то есть когда подгузник складывается пополам в промежностной части, таким образом, что передняя панель и задняя панель перекрываются с обеих сторон, другими словами, направление, которым соединяются отверстие для талии и промежностная часть.
- «Коэффициент растяжения» означает отношение длины в состоянии растяжения и длины в естественном состоянии, принимаемой за 100%.
- «Поверхностная плотность» измеряется, как описывается ниже. Исследуемый Образец или предмет предварительно высушивается и выдерживается в исследовательской лаборатории или в исследовательском устройстве в стандартном состоянии (исследования осуществляются в условиях температуры на уровне 20±5°C и относительной влажности, составляющей 65% или менее) до достижения постоянной массы. Предварительное высушивание означает выдерживание исследуемого образца или предмета до постоянной массы в условиях относительной влажности, составляющей от 10 до 25%, и температуры, не превышающей 50°C. Предварительное высушивание не является обязательным для волокон, у которых официальное влагопоглощение составляет 0,0%. Из исследуемого предмета, имеющего постоянную массу, вырезается образец, имеющий размеры 200 мм × 250 мм (±2 мм), с использованием пластинки для измерения поверхностной плотности (200 мм × 250 мм±2 мм). Измеряется масса образца, и результат измерения умножается на 20, чтобы вычислить поверхностную плотность в расчете на квадратный метр.
- «Толщина» автоматически измеряется с помощью автоматического толщиномера KES-G5 с программой для измерения ручного сжатия в условиях нагрузки 10 гс/см2 и площади сжатия 2 см2.
Промышленная применимость
[0089]
Настоящее изобретение может использоваться для одноразовых подгузников в форме нижнего белья и способа их изготовления согласно представленным выше примерам.
Список условных обозначений
[0090]
11 - Непроницаемый для жидкостей лист
12 - Эластичный пояс
12B - Задняя сторона наружного корпуса
12F - Передняя сторона наружного корпуса
12H - Второй листовой материал
12M - Наружный корпус для внутреннего корпуса
12S - Первый листовой материал
12f и 12b - Разделенные эластичные пояса
15-19 - Растягивающиеся эластичные элементы
30 - Верхний лист
50 - Абсорбирующий элемент
56 - Абсорбирующий материал
58 - Оберточный лист
60 - Трехмерная сборка
62 - Лист сборки
70 - Термоплавкое связующее вещество
80 - Несоединенная часть
81 - Соединенная часть
200 - Внутренний корпус
501 - Стадия изготовления эластичного пояса
502 - Стадия разрезания упругих и эластичных элементов
503 - Стадия разделения эластичного пояса и изменения конфигурации
504 - Стадия прикрепления внутреннего корпуса
505 - Стадия соединения боковых частей
506 - Стадия отрезания
603 - Отрезающее внутренний корпус устройство
604 - Соединительное устройство
605 - Отрезающее подгузник устройство
606 - Валик для прикрепления наружного корпуса к внутреннему корпусу
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТЯГИВАЮЩАЯСЯ СТРУКТУРА ДЛЯ АБСОРБИРУЮЩЕГО ИЗДЕЛИЯ И ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА НИЖНЕГО БЕЛЬЯ | 2016 |
|
RU2706413C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2022 |
|
RU2840943C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК-ТРУСЫ | 2018 |
|
RU2759980C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА И ОДНОРАЗОВЫЙ ПОДГУЗНИК С ИСПОЛЬЗОВАНИЕМ РАСТЯГИВАЮЩЕГОСЯ ЭЛАСТИЧНОГО ЭЛЕМЕНТА | 2015 |
|
RU2673328C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК В ФОРМЕ НИЖНЕГО БЕЛЬЯ | 2015 |
|
RU2678391C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2730719C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2737305C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2723828C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2017 |
|
RU2731745C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2671060C2 |


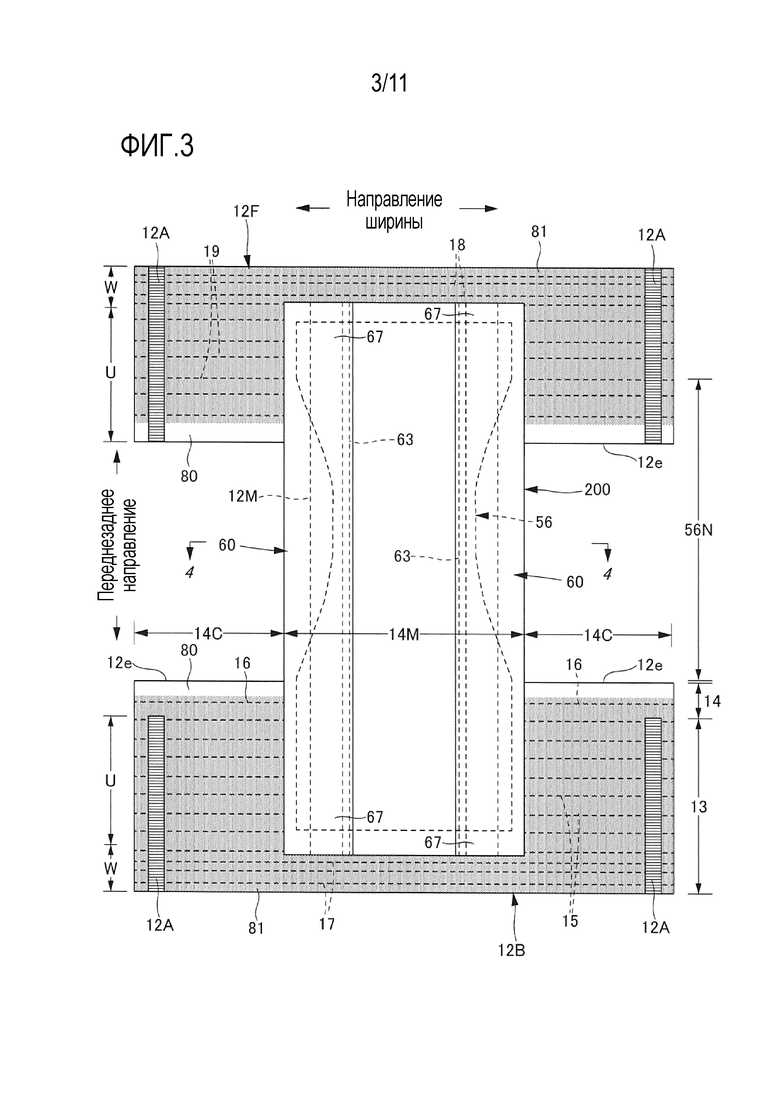


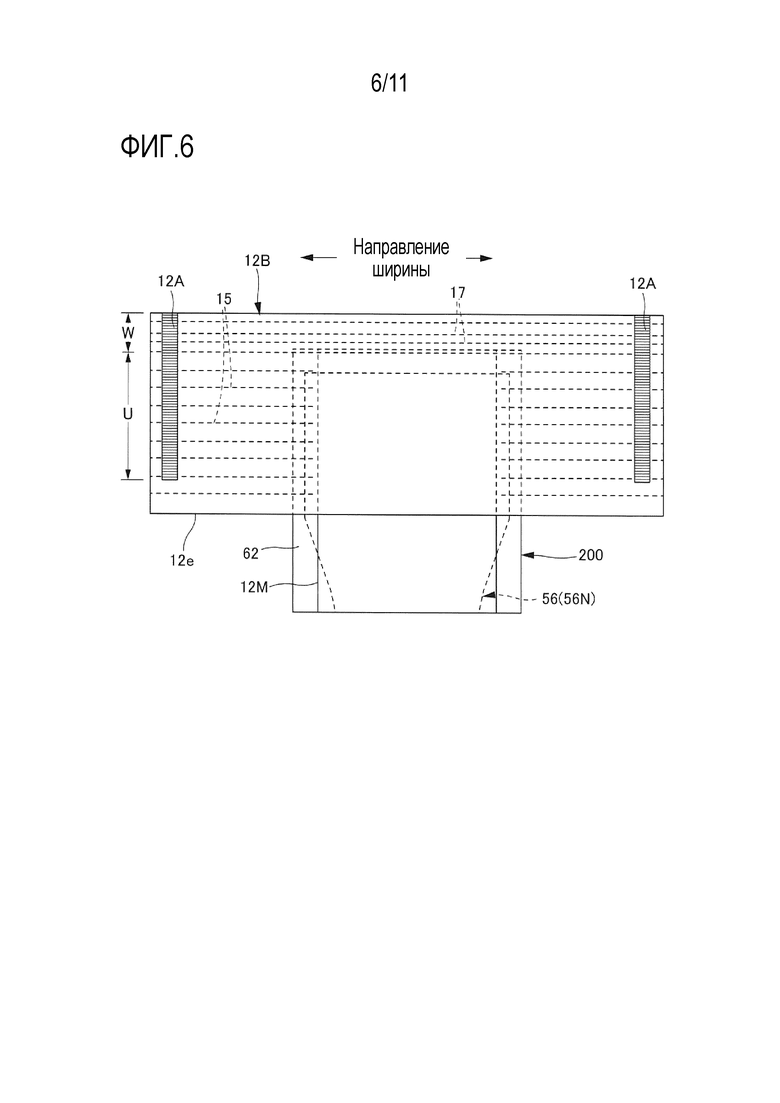

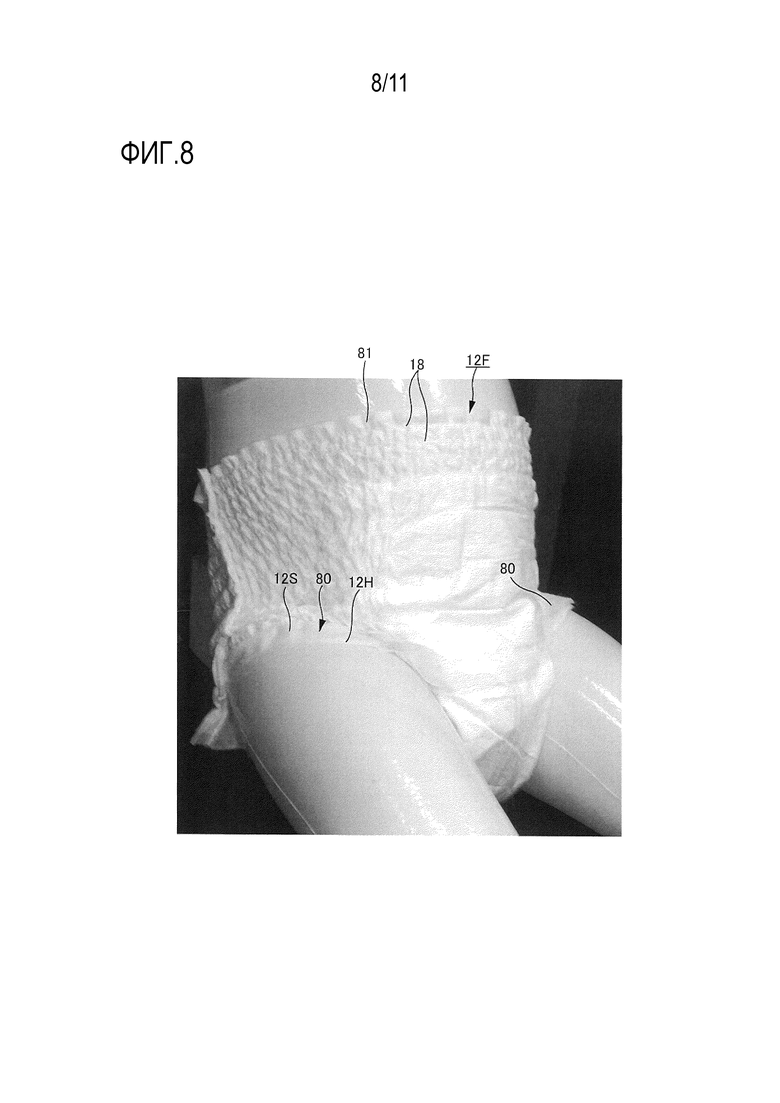
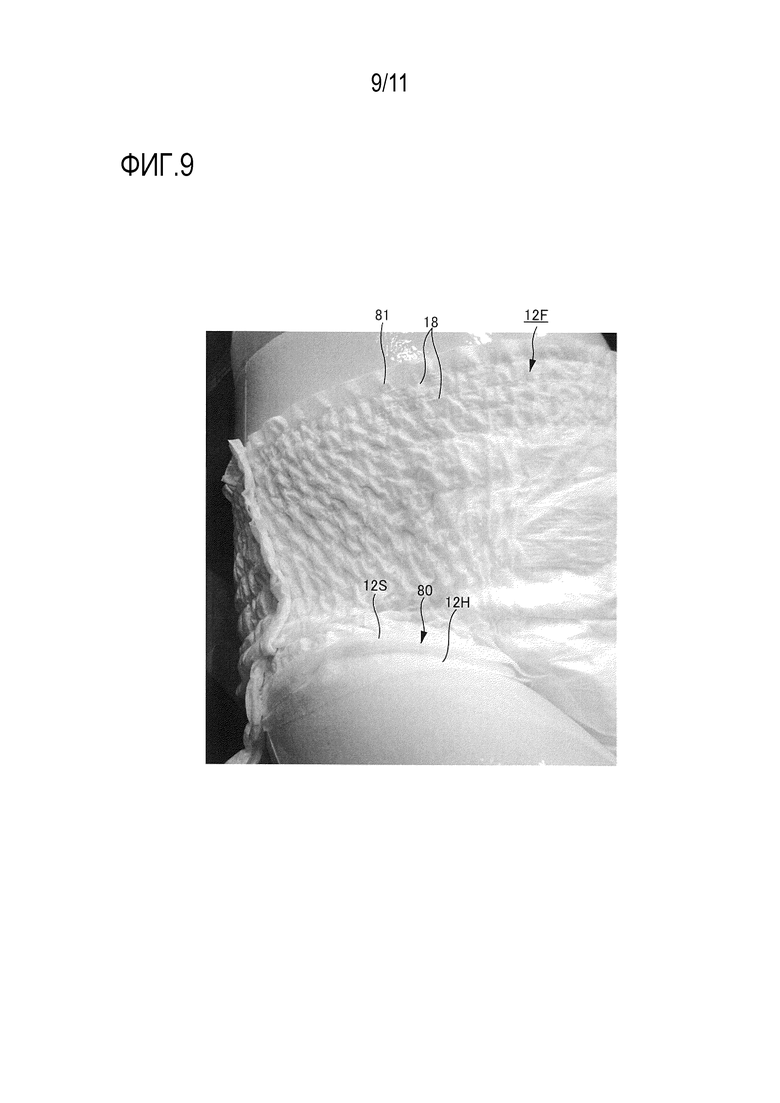


Растягивающиеся эластичные элементы (15-19) располагаются между первым листовым материалом (12S) и вторым листовым материалом (12H), и перекрывающиеся области первого листового материала (12S) и второго листового материала (12H) не соединяются друг с другом в обеих концевых частях в поперечном направлении, но соединяются друг с другом в области между обеими концевыми частями, в результате этого образуется лентообразный непрерывный эластичный пояс (12). Эластичный пояс (12) разрезается в своей средней точке в поперечном направлении между растягивающимися эластичными элементами (15-19) в положении соединения первого листового материала (12S) и второго листового материала (12H), и образуются парные разделенные эластичные пояса (12f и 12b). Положения поперечного направления этих разделенных эластичных поясов (12f и 12b) являются обратными или разделенные эластичные пояса (12f и 12b) являются противоположными в вертикальном направлении. Передняя сторона наружного корпуса (12F) и задняя сторона наружного корпуса (12B) образуются из парных разделенных эластичных поясов (12f и 12b). 2 н. и 1 з.п. ф-лы, 11 ил.
1. Способ изготовления одноразового подгузника в форме нижнего белья, включающего наружный корпус, образованный путем соединения обеих боковых частей передней стороны наружного корпуса и обеих боковых частей задней стороны наружного корпуса; и внутренний корпус, который имеет переднюю часть, присоединенную к центральной области в направлении ширины передней стороны наружного корпуса, и заднюю часть, присоединенную к центральной области в направлении ширины задней стороны наружного корпуса соответственно и проходящую через промежностную часть пользователя, причем передняя сторона наружного корпуса и задняя сторона наружного корпуса являются не непрерывными, но разделенными на стороне промежности, согласно которому
подают лентообразный непрерывный первый листовой материал в направлении своего продолжения,
располагают упругие и эластичные элементы, которые придают эластичность передней стороне наружного корпуса и задней стороне наружного корпуса, на первом листовом материале,
подают лентообразный непрерывный второй листовой материал в направлении своего продолжения на упругие и эластичные элементы в первом листовом материале, чтобы поместить упругие и эластичные элементы между первым листовым материалом и вторым листовым материалом, и перекрывающиеся области первого листового материала и второго листового материала не соединяют непрерывно друг с другом на концах в поперечном направлении CD так, чтобы формировать несоединенные части, продолжающиеся вдоль машинного направления (MD), причем первый материал и второй материал непрерывно соединяют вместе по всей области между несоединенными частями в поперечном направлении CD посредством термоплавкого связующего вещества с образованием лентообразного непрерывного эластичного пояса,
разрезают эластичный пояс в своей средней точке в поперечном направлении в положении соединения первого листового материала и второго листового материала с образованием пары разделенных эластичных поясов, причем положения поперечного направления этих разделенных эластичных поясов изменяют или разделенные эластичные пояса вертикально переворачивают в противоположном направлении соответственно, так что центральные края разделенных эластичных поясов в поперечном направлении располагаются снаружи в поперечном направлении и их наружные края в поперечном направлении располагаются на центральной стороне в поперечном направлении, и
изготавливают подгузник таким образом, что один из пары разделенных эластичных поясов устанавливают как переднюю сторону наружного корпуса, а другой устанавливают как заднюю сторону наружного корпуса и края талии передней стороны наружного корпуса и задней стороны наружного корпуса образованы из разрезанных краев разделенных эластичных поясов, причем первый листовой материал и второй листовой материал соединены друг с другом вплоть до краев и несоединенные части эластичного пояса располагаются в концевых частях отверстий для ног на передней стороне наружного корпуса и задней стороне наружного корпуса.
2. Способ по п. 1, согласно которому первый листовой материал и второй листовой материал являются одинаковыми по ширине в поперечном направлении.
3. Одноразовый подгузник в форме нижнего белья, содержащий:
наружный корпус, который образован путем соединения обеих боковых частей передней стороны наружного корпуса и обеих боковых частей задней стороны наружного корпуса; и
внутренний корпус, который имеет переднюю часть, присоединенную к центральной области в направлении ширины передней стороны наружного корпуса, и заднюю часть, присоединенную к центральной области в направлении ширины задней стороны наружного корпуса и проходящую через промежностную часть пользователя, причем передняя сторона наружного корпуса и задняя сторона наружного корпуса являются не непрерывными, но разделенными на стороне промежности, причем:
передняя сторона наружного корпуса и задняя сторона наружного корпуса имеют первый листовой материал и второй листовой материал, которые проходят от своих краев на стороне талии до краев отверстий для ног, не складываясь, причем первый листовой материал и второй листовой материал соединены друг с другом посредством термоплавкого связующего вещества, и
упругие и эластичные элементы, которые обеспечены между первым листовым материалом и вторым листовым материалом, причем
на концевых частях отверстий для ног передней стороны наружного корпуса и задней стороны наружного корпуса не обеспечены упругие и эластичные элементы и термоплавкое связующее вещество между первым листовым материалом и вторым листовым материалом, так что имеются несоединенные участки, в которых первый листовой материал и второй листовой материал не соединены друг с другом, и
в концевых частях на стороне талии передней стороны наружного корпуса и задней стороны наружного корпуса упругие и эластичные элементы обеспечены между первым листовым материалом и вторым листовым материалом, края на стороне талии первого листового материала и второго листового материала совпадают друг с другом на краях талии и первый листовой материал и второй листовой материал соединены вплоть до краев талии в переднезаднем направлении посредством термоплавкого связующего вещества.
| JP 2011115229 A, 16.06.2011 | |||
| JP 2007181543 A, 19.07.2007 | |||
| WO 2010074064 A1, 01.07.2010. |

