[Область техники]
[0001]Настоящее изобретение относится к способу нанесения краски, в частности, способ нанесения краски на объект с помощью системы струйной печати, и способ производства обоев.
[Уровень техники]
[0002] Для внутренних стен и потолков архитектурных сооружений широко используются отвечающие требованиям дизайна обои в виде листов. Обои обычно изготавливают из негорючей бумажной основы или нетканого волокна, для придания прилипания, невоспламеняемости и огнестойкости стеновым поверхностям, обои кроме того имеют слой смолы на поверхности для придания стойкости к царапинам и загрязнению. Слой смолы состоит, в основном, из поливинилхлоридной смолы, содержащей сложноэфирный масляный пластификатор. Кроме того слой смолы содержит вспенивающую добавку, которая придает гибкость при вспенивании. Широко известно, что путем тиснения можно придать слою смолы трехмерное отделку.
[0003] В последнее время было предпринято много попыток напечатать желаемое изображение на таком слое смолы с помощью системы струйной печати и нанести слой смолы на обои. Однако проблема для характеристик материала состоит в том, что винилхлорид очень плохо поглощает краску. Для решения этой проблемы в PTL 1 была предпринята попытка обеспечить краскоприемный слой на слое смолы, состоящем из винилхлорида, для ускорения проницаемости и фиксации краски.
[0004] Аналогичная попытка была предпринята в PTL 2 с использованием масляной краски. Масляная краска выгодно обеспечивает изображение высокой плотности, поскольку красящие вещества растворяются или диспергируются в ней с высокой концентрацией. Масляная краска имеет также великолепную влагостойкость и устойчивость к засорению сопла в струйной аппаратуре. Кроме того, имея превосходную влагостойкость и стойкость к озону, масляные краски широко используются для обоев, применяемых для крупноформатного поп-искусства, рекламы и экрана.
[0005] Поскольку главным компонентом является нелетучий масляный компонент, масляная краска имеет очень низкую проницаемость и поглощающую способность для слоя смолы. Для решения этой проблемы в PTL 2 предпринята попытка создать краскоприемный слой на основе масляной краски, состоящий главным образом, из сополимера винилхлорида-полиметилметакрилата (оргстекла), имеющего желаемую температуру стеклования на подложке, для увеличения количества трещин, появляющихся на поверхности готовых обоев, и кроме того для ускорения проникновения краски.
[0006] Относительно способа, описанного в PTL1, обеспечение краскоприемного слоя невыгодно делает процесс производства обоев более сложным и вследствие того более высокой стоимость продукции. Способ, описанный в PTL2, является таким же, как и описанный в PTL1, в том смысле, что обеспечивается краскоприемный слой для улучшения прикрепления краски. Однако эти способы не улучшают качество струйной печати на обоях, в состав которых входит мягкий винилхлорид, который является обычным и широко распространенным.
С точки зрения этой ситуации существует спрос на усовершенствованный способ струйной печати, которым может печатать высококачественные изображения на мягком винилхлориде с помощью краски, имеющей высокую проницаемость, для получения обоев простым способом.
[Перечисление ссылок]
[Патентная литература]
[0007] PTL1 Японская нерассмотренная патентная заявка номер публикации 2000-318038
PTL2 Японский патент номер 4897848
Сущность изобретения
Техническая проблема
[0008] Одной задачей настоящего изобретения является предоставление способа нанесения краски, использующего струйную печатную систему, которая может печатать высококачественные изображения на винилхлориде с помощью краски с высокой поглощающей способностью без какой-либо специальной обработки основы.
Решение проблемы
[0009] Согласно некоторым вариантам осуществления настоящего изобретения предлагается способ нанесения краски, который может обеспечить высококачественные изображения на объекте, с помощью краски с высокой поглощающей способностью. В этом способе для нанесения краски на объект ее подают к объекту струйным способом. Объект включает в себя материал-основу и гелевый слой, покрывающий материал-основу, а гелевый слой содержит винилхлоридную смолу и пластификатор. Краской является масляная краска. Когда кривая спада свободной индукции объекта, полученная импульсным методом ЯМР, разделяется на две кривые, полученные от твердого компонента и мягкого компонента соответственно, то кривая, полученная от твердого компонента составляет 35%-40% кривой спада свободной индукции, и кривая, полученная от мягкого компонента имеет время спин-спиновой релаксации от 35,0 до 45,0 мс, когда оно получено методом спинового эха Хана (Hahn).
[0010] Более полная оценка раскрытия изобретения и соответствующие его преимущества могут быть легко получены, поскольку это станет более понятным со ссылками на нижеследующее подробное описание, рассматриваемое в связи с прилагаемыми чертежами.
Краткое описание чертежей
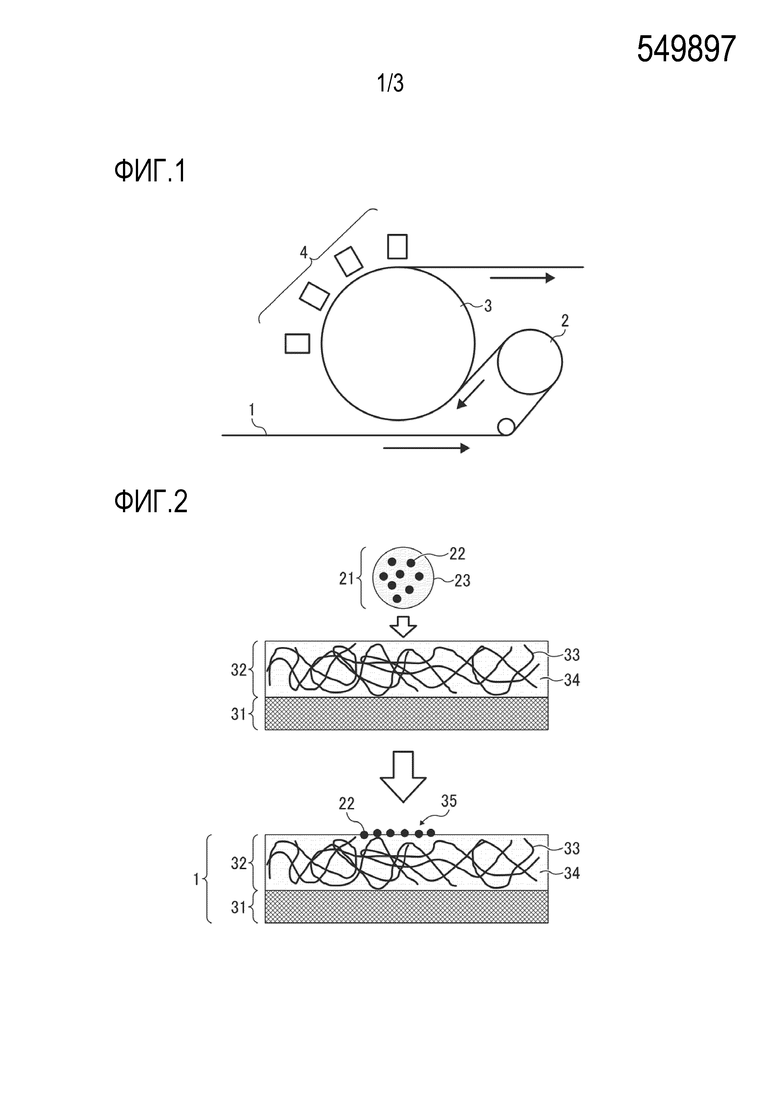
[0011][Фиг.1] Фиг.1 является схематичным видом устройства нанесения краски, используемого в системе струйной печати, согласно варианту осуществления данного изобретения.
[Фиг.2] Фиг.2 является схематичной иллюстрацией положения, где масляная краска воздействует на объект, и красящее вещество в масляной краске фиксируется на объекте.
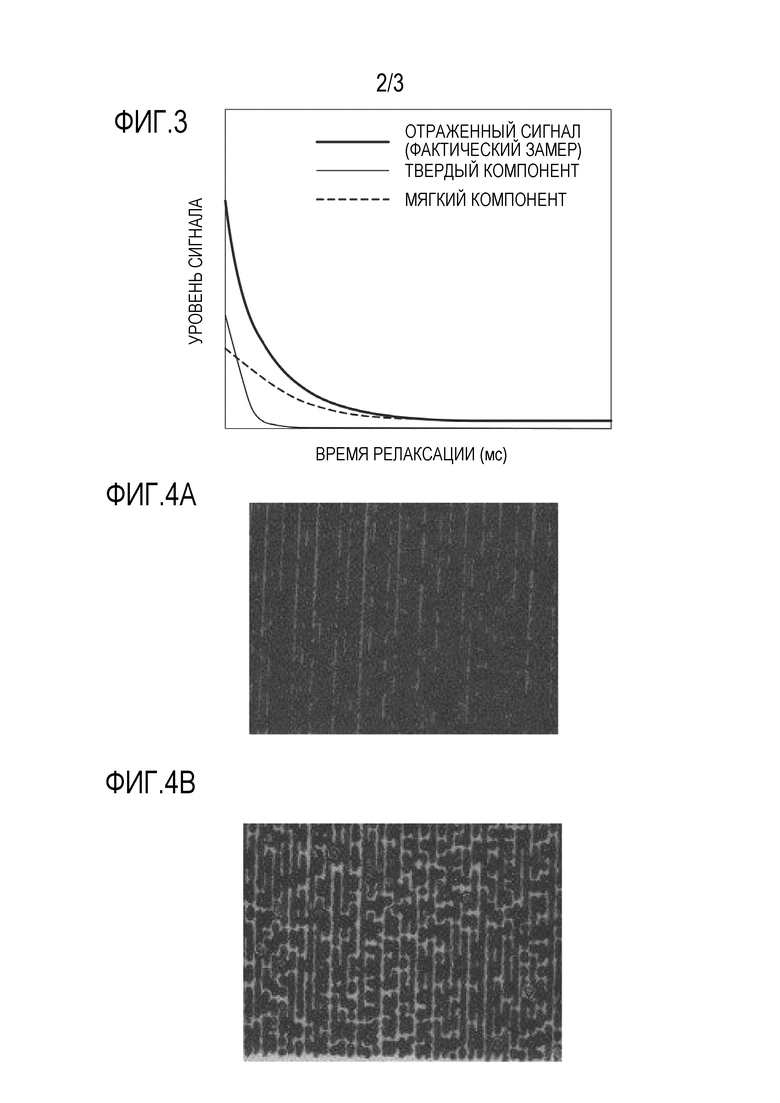
[Фиг.3] Фиг.3 является графиком, показывающим кривую спада (эхо сигнал) и две кривые релаксации, соответствующие твердому и мягкому компонентам, полученные путем разложения кривой спада.
[Фиг.4А] Фиг.4А является фотографией, представляющей оценку А, исходя из критериев оценки кроющей способности в твердом изображении.
[Фиг.4В] Фиг.4В является фотографией, представляющей оценку В, исходя из критериев оценки кроющей способности в твердом изображении.
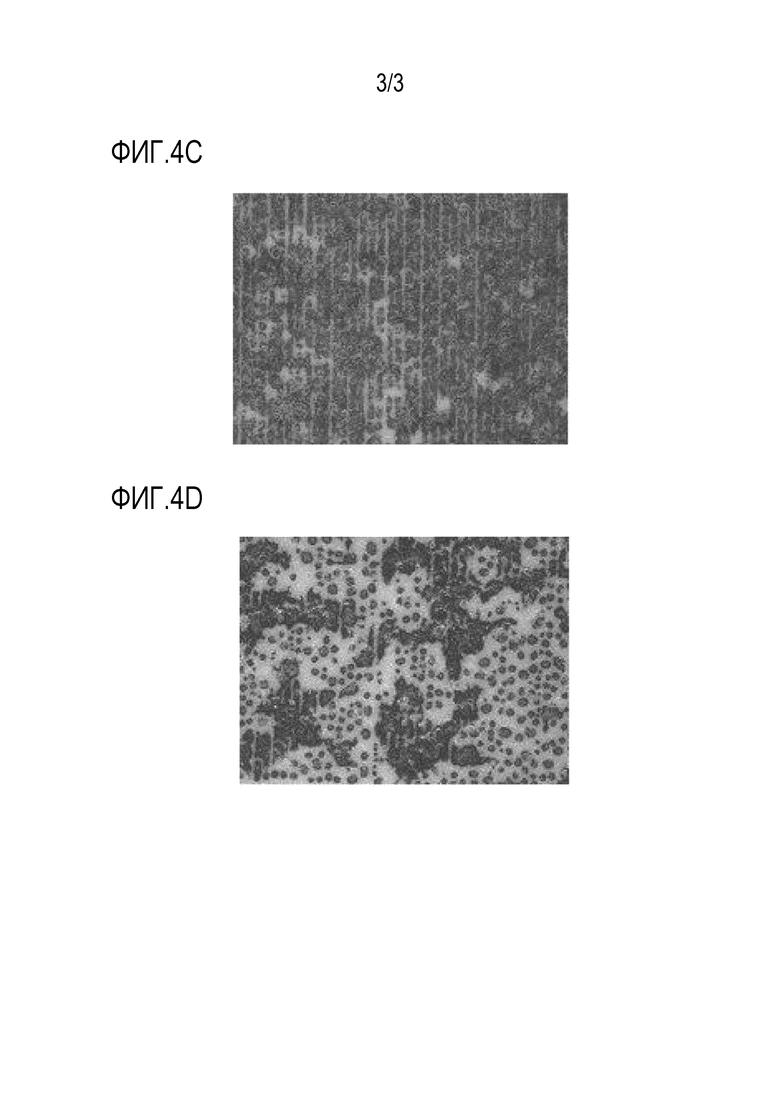
[Фиг.4С] Фиг.4С является фотографией, представляющей оценку С исходя из критериев оценки кроющей способности в твердом изображении.
[Фиг.4D] Фиг.4D является фотографией, представляющей оценку D исходя из критериев оценки кроющей способности в твердом изображении.
[0012] Сопровождающие чертежи предназначены для изображения вариантов осуществления данного изобретения и не должны быть интерпретированы для ограничения его области. Сопровождающие чертежи не должны быть интерпретированы как вычерчиваемые в масштабе, до тех пор, пока это ясно не обозначено.
Описание вариантов осуществления
[0013] Варианты осуществления данного изобретения далее описаны подробно со ссылкой на сопровождающие чертежи. В описании вариантов осуществления, проиллюстрированных на чертежах, специальную терминологию используют для ясности. Тем не менее, раскрытие этой заявки на изобретение не предназначено для ограничения выбранной специальной терминологии и следует понимать, что каждый определенный элемент включает все технические эквиваленты, который работают аналогичным образом и достигают аналогичного результата.
Для простоты один и тот же ссылочный номер будет указывать идентичные составляющие элементы, такие как части и материалы, обладающие одними и теми же функциями, а их чрезмерное описание пропускают, если не установлено иначе.
[0014] Объект
Объект включает материал-основу, который может быть плоским материалом, состоящим из бумаги или нетканого материала (флизелина) или стереоскопическим материалом. На, по меньшей мере, одной поверхности плоского материала или поверхности стереоскопического материала обеспечивают гелевый слой, включающий винилхлоридную смолу и пластификатор. Дополнительно гелевый слой может включать нагреваемую вспенивающую добавку. Когда объектом являются обои, нагреваемую вспенивающую добавку используют предпочтительно. Далее описания будут сделаны с иллюстративным примером, в котором объектом являются обои. Однако объект не ограничен обоями и может быть архитектурным материалом, включающим напольное покрытие.
[0015] Когда объектом являются обои, материал-основа не ограничивается конкретным материалом, при условии, что он демонстрирует соответствующую механическую прочность и теплостойкость при использовании в качестве обоев. Например, предпочтительно используют бумагу и нетканый материал, которые обычно используют для обоев. Более конкретно можно использовать натуральную бумагу, пластмассовую пленку, синтетическую бумагу, нетканый материал, ткань, дерево и тонкую металлическую пленку, исходя из целей использования.
[0016] Если требуется влагостойкость, материал-основу предпочтительно выбирают из пластмассовой пленки, листа синтетической бумаги, сделанной из синтетического волокна или листа нетканого материала.
Конкретные примеры пластмассовой пленки включают, но не ограничены, полиэфирной пленкой, полипропиленовой пленкой, полиэтиленовой пленкой, ламинированной подложкой нейлона, винила, и/или акриловыми пленками или листами.
[0017] Пластмассовая пленка предпочтительно подвергается одноосному или двуосному вытягиванию для улучшения ее прочности.
Конкретные примеры листа из нетканого материала включают лист, созданный путем раскладки полиэтиленовых волокон шаблоном в виде листа и скрепления полиэтиленовых волокон с помощью тепла и давления.
[0018] Гелевый слой, образованный на поверхности материала-основы, включает винилхлоридную смолу и пластификатор.
Гелевый слой формируют на материале-основе с помощью покрытия винилхлоридной смолой, с возможностью вводить в состав пластификатор.
Винилхлоридная смола является универсальной смолой, обладающей превосходными физическими и химическими свойствами. Более дешевая по сравнению с другими смолами, винилхлоридная смола широко применяется в различных областях для мягких, полутвердых и твердых смол. Обычно для продукта на основе мягкой винилхлоридной смолы используется гелевый слой, в котором 100 частей по массе винилхлоридной смолы набухают и сольватируются от 30 до 100 массовыми частями пластификатора.
[0019] Гелевый слой может содержать наполнитель, диспергирующее вещество, антивспениватель, добавку, препятствующую слипанию, тиксотропную добавку и/или вспенивающую добавку.
Вспенивающей добавкой может быть неорганическая вспенивающая добавка, органическая вспенивающая добавка, микрокапсульная вспенивающая добавка или их комбинация. Конкретные примеры органической вспенивающей добавки включают, но не ограничены азодикарбонамидом (ADCA), азобисизобутиронитрилом (AIBN), p,p'-оксибензолсульфонилгидразидом (OBSH) и динитрозопентаметилентетрамином (DPT).
Конкретные примеры неорганической вспенивающей добавки включают, но не ограничены неорганическими карбонатами, например, гидрокарбонатом натрия.
[0020] Конкретные примеры наполнителя включают, но не ограничены гидроксидом алюминия, гидроксидом магния, гидроксидом бария, карбонатом кальция, карбонатом магния, сульфатом кальция, сульфатом бария, гидратом закиси железа, основным карбонатом цинка, основным карбонатом свинца, кремнистым песком, глиной, тальком, диоксидом кремния, диоксидом титана и силикатом магния. Среди этих материалов карбонат кальция, карбонат магния, гидроксид алюминия и гидроксид магния являются предпочтительными.
[0021] Гелевый слой содержит пластификатор. Конкретные примеры пластификатора включают, но не ограничены фталатными пластификаторами, такими как динонилфталат (DNP), диоктилфталат (DOP), дидецилфталат (DDP) диизодецилфталат (DIDP), диизононилфталат (DINP), дитридецилфталат (DTDP) и n-гексил-n-децилфталат (NHDP); фосфатными пластификаторами, такими как три-2-этилгексилфосфат (TOP); пластификаторами на основе эфира адипиновой кислоты, такими как дидециладипинат (DDA) и диизодециладипинат (DIDA), пластификаторами на основе тримеллитата, такими как триоктилтримеллитат (TOTM) и три(n-октил-n-)децилтримеллитат (нонил DTM); пластификаторами на основе полиэфира; эпоксидными пластификаторами, пластификаторами на основе себацинатов; пластификаторами на основе азелаинатов, пластификаторами на основе цитратов; пластификаторами на основе гликолятов; пластификаторами на основе рицинолеатов, пластификаторами на основе малеатов; пластификаторами на основе фумаратов; пластификаторами на основе пиромеллитатов и пластификаторами на основе итаконатов.
[0022] Пластификатор включается в состав и вводится в гелевый слой во время желатинизации, поскольку пластификатор имеет возможность существовать вместе с винилхлоридной смолой в то время, когда винилхлоридную смолу наносят на материал-основу. Описанным выше образом получают объект, обладающий высоким сродством к масляной краске.
[0023] Масляная краска
Для способа нанесения краски согласно варианту осуществления данного изобретения используют масляную краску.
Масляная краска содержит масляный компонент и красящее вещество. Масляная краска дополнительно может содержать связующее смолы при необходимости.
Предпочтительно масляный компонент состоит, в основном, из сложноэфирного синтетического масла. Сложноэфирное синтетическое масло составляет 30% по массе или больше, предпочтительно от 50% до 90% по массы масляной краски, с целью сохранить прочность фиксирования краски для изображения, полученного способом печати. Помимо этого масляная краска содержит 5% по массе или меньше воды.
Такую масляную краску, состоящую, в основном, из сложноэфирного синтетического масла можно надежно наносить на содержащий пластификатор гелевый слой с помощью нагрева без предоставления какого-либо специального краскоприемного слоя, полученного струйным распылением, предоставляя тем самым изображение высокого качества.
[0024] Конкретные примеры сложноэфирного масла включают, но не ограничены, сложными эфирами фталевой кислоты, например, дибутилфталатом, дикаприлфталатом, диизодецилфталатом, диоктилфталатом (DOP), диизононилфталатом, бутил-2-этилгексил фталатом и ди-2-этилгексил фталатом, сложными эфирами адипиновой кислоты, такими как диоктил адипинат (диэтилоктил адипинат DOA) и диизононил адипинат (DINA), сложными эфирами себациновой кислоты, такими как дибутилсебацинат и диизононилсебацинат, сложными эфирами азелаинатовой кислоты, такими как дибутилазелаинат, диоктилазелаинат, и диизононилазелаинат, сложными эфирами лауриловой кислоты, такими как метиллаурат, этиллаурат и изобутиллаурат; сложными эфирами миристиновой кислоты, такими как изорпопилмиристат, изоцетилмиристат и октилдодецилмиристат, сложными эфирами пальмитиновой кислоты, такие как изопропилпальмитат и октилпальмитат; сложными эфирами октановой кислоты, такими как цетилоктаноат, октилоктаноат (этилгексил этилгексаноат OOE) и изононилоктаноат; и сложные эфиры изононановой кислоты, такие как этилгексилизононат и изононил изононаноат.
[0025] Среди таких материалов сложные эфиры адипиновой кислоты, такие как диоктил адипинат и диизононил адипинат, и сложные эфиры октановой кислоты, такие как октилоктаноат используются предпочтительно для струйных систем получения изображения.
[0026] Конкретные примеры красящего вещества, входящие в состав масляной краски, включают, но не ограничены, сажей; пигментами, такими как азо пигменты, фталоцианиновые пигменты, нитрозо пигменты, нитро пигменты, пигменты растворимого кубового красителя, пигменты протравного красителя, пигменты основного красителя, пигменты кислотного красителя и пигменты натурального красителя; жирорастворимые красители, такие как диазокрасители и антрахиноновые красители. Каждый из этих красителей и пигментов можно использовать по отдельности или в комбинации с другими.
[0027] Предпочтительно масляной краской является краска на основе пигмента. Краски на основе пигмента являются выигрышными тем, что маловероятно, что пигмент проникает в объект, маловероятно, что краска повреждается при нагреве в процессе нагревания при вспенивании и маловероятно, что плотность готового изображения снижается.
[0028] Предпочтительно масляная краска имеет потери при нагреве меньше, чем 20% от массе при нагревании при 150°С в течение 1 часа. Если потери при нагреве меньше, чем 20% по массе, краска не будет подвергаться изменению физического параметра за счет улетучивания летучих компонентов, тем самым надежно обеспечивая высокое качество изображения в струйной печати.
[0029] Далее описывают способ нанесения краски согласно варианту осуществления настоящего изобретения, используя иллюстративный пример получения обоев.
Обои включают объект и слой краски. Объект включает материал-основу и гелевый слой, перекрывающий материал-основу. Гелевый слой включает в себя винилхлоридную смолу и пластификатор. Слой краски образуют на гелиевом слое объекта. Способ получения обоев может включать в себя процесс, допускающий вспенивание вспенивающей добавки, содержащейся в гелевом слое. Альтернативно способ может не включать в себя этот процесс вспенивания вспенивающей добавки, в случае, когда вспенивающая добавка не входит в состав гелевого слоя.
Далее описывается способ производства обоев для случая, в котором вспенивающая добавка входит в состав гелевого слоя.
Способ производства обоев включает: процесс нанесения краски для формирования после этого изображения, в котором краску подают струйным способом к гелевому слою для формирования изображения на нем; процесс вспенивания, в котором обои имеют возможность вспениваться; и процесс тиснения, в котором на поверхности обоев формируется выпукло-вогнутый рисунок.
Способ может дополнительно включать процесс получения объекта, в котором для получения обоев гелевый слой формируют на материале-основе до процесса нанесения краски. Каждый из этих процессов может быть выполнен по отдельности или ряд процессов может быть выполнен последовательно.
[0030] Процесс получения объекта
Объект получают путем формирования гелевого слоя на материале-основе. Материалы гелевого слоя, включающие винилхлоридную смолу, пластификатор и вспенивающую добавку, наносят на материал-основу известными способами нанесения, такими как способ нанесения с помощью ножевого устройства, способ, нанесения с помощью сопла, способ нанесения с помощью щелевой фильеры (die coating method), способ нанесения с помощью направляющего бортика (lip coating method), способ нанесения покрытия инструментом в форме запятой (comma coating method) способ нанесения покрытия гравированным цилиндром (gravure coating method), способ нанесения покрытия барабанным фильтром, способ нанесения покрытия реверсивным валиком.
[0031] После того, как материалы гелевого слоя наносят на материал-основу, винилхлоридную смолу нагревают для превращения в гель. Таким образом, формируют гелевый слой, содержащий пластификатор.
Температура гелеобразования находится предпочтительно в диапазоне от 150°С до 190°С. Когда температура гелеобразования выше чем 190°С то, поскольку гелеобразование продолжается, существует вероятность того, что на поверхности гелевого слоя образуются многочисленные канавки и поглощающая способность краски гелевого слоя ухудшается, тем самым значительно снижая качество струйной печати. Когда температура гелеобразования ниже 150°С гелеобразование проходит незначительно. В результате напечатанное изображение легко расплывается или становится трудно получить желаемую плотность изображения.
[0032] Процесс нанесения краски
Фиг.1 является схематичным видом устройства нанесения краски, использующего систему струйной печати согласно варианту осуществления данного изобретения. Объект 1, состоящий из материала-основы и гелевого слоя на нем, получается описанным выше способом получения объекта. Объект 1 предварительно подогревают с помощью барабана 2 предварительного подогрева и затем передают к струйному устройству 4 подачи при нагревании с помощью нагревательного барабана 3 для поддержания постоянной температуры. Под воздействием капель краски, подаваемых струйным устройством 4 подачи на объект 1, создают желаемое изображение на объекте 1.
[0033] Изобретатели настоящего изобретения обнаружили, что если кривая спада свободной индукции объекта, полученная импульсным методом ЯМР, разделяется на две кривые, произведенные от твердого компонента и мягкого компонента соответственно, то кривая, полученная от твердого компонента составляет 35%-40% кривой спада свободной индукции и кривая, полученная от мягкого компонента имеет время спин-спиновой релаксации, полученное методом спинового эха Хана, от 35 до 45мс, то объект обеспечивает как смачиваемость/растекаемость, так и поглощающую способность для капель краски, предоставляя тем самым изображение с высокой плотностью изображения и меньшей размытостью краски.
[0034] Объект должен быть предназначен для работы с масляной краской для быстрого поглощения краски. В этом отношении следует принять во внимание режим потока (подвижность молекул) пластификатора в гелевом слое объекта. Когда время спин-спиновой релаксации, полученное методом спинового эха Хана, по отношению к кривой, полученной от мягкого компонента с помощью импульсного метода ЯМР, составляет больше 45мс, смачиваемость/растекаемость масляной краски может ухудшаться, снижая тем самым плотность изображения и/или кроющую способность твердого изображения.
[0035] Причина состоит в том, что в то время как подвижность молекул пластификатора в гелевом слое улучшается, предотвращается смачиваемость/растекаемости краски в поперечном направлении, в то время как поглощение краски, нанесенной на гелевый слой, ускоряется. Когда время спин-спиновой релаксации составляет меньше 30мс, поглощающая способность нанесенной на объект краски значительно ухудшается, вызывая тем самым цветовую расплывчатость между двумя цветами. В экстремальных случаях соседние капли краски могут собираться и отталкиватся друг от друга, тем самым значительно ухудшая плотность изображения. Это связано с тем, что молекулярный поток пластификатора является недостаточным и нанесенная краска остается на поверхности объекта в течение длительного периода времени.
Фиг.2 является схематичной иллюстрацией положения, когда масляная краска 21 воздействует на объект, и красящее вещество 22 в масляной краске фиксируется на объекте. Например, масляная краска 21, содержащая красящее вещество 22 и масляный компонент 23 (например, сложноэфирное масло) воздействует на гелевый слой 32, образованный на материале-основе 31 объекта 1 и красящее вещество 22 формирует изображение 35 на поверхности гелевого слоя 32.
[0036] Согласно с некоторыми вариантами осуществления настоящего изобретения объект, имеющий время спин-спиновой релаксации в описываемом выше диапазоне, дает возможность краске, нанесенной на него, демонстрировать для объекта хорошую поглощающую способность и смачиваемость/растекаемость. Тем самым обеспечивается изображение, имеющее великолепную плотность изображения и кроющую способность твердого изображения без цветовой расплывчивости между двумя цветами.
[0037] При спин-спиновой релаксации время, полученное методом спинового эха Хана относительно кривой, полученной от мягкого компонента объекта с помощью импульсного метода ЯМР, регулируется путем управления состоянием геля пластификатора. В частности, время спин-спиновой релаксации регулируется, путем изменения температуры нагрева и времени нагрева во время формирования гелевого слоя на материале-основе, или температуры объекта во время, когда масляная краска соприкасается с объектом в процессе струйной печати.
[0038] Импульсный метод ЯМР
Измерения, основанные на импульсном методе ЯМР, могут быть выполнены в соответствии со следующей процедурой.
Высокочастотное магнитное поле в виде импульса прикладывают к объекту, помещенному в ампулу для ЯМР спектроскопии, используя импульсный ЯМР (спектрометр серии minispec mq, имеющийся у Bruker Corporation), и время, пока компоненты x и y не исчезнут при наклоне вектора намагничивания, т.е. время релаксации, измеряют для оценки подвижности молекул, составляющих объект.
[0039] (1) Образец
Объект в количестве 0,2г взвешивают в ампуле для ЯМР спектроскопии, имеющей диаметр 10 мм, и подогревают подогревателем в течение 15 минут при заданной температуре, эквивалентной температуре нагрева во время печати. Если образец один раз перегревается, а затем охлаждают до заданной температуры, состояние геля и свойства образца значительно отличаются от случая, в котором образец просто нагревается, чтобы иметь заданную температуру. Следовательно нагревание образца должно начинаться после того как подогреватель отрегулируют на заданную температуру.
[0040]
(2)Условия измерений
метод спинового эха Хана
Первый 90° импульс разделения: 0,01мс
Последний импульс разделения: 20мс
Количество наблюдений для аппроксимации: 40 точек
Суммарное количество: 32 раза
Температура: Эквивалентная температуре нагрева во время печати
[0041] (3)Вычисление времени спин-спиновой релаксации (t2)
Время (t2) спин-спиновой релаксации вычисляют из кривой спада, полученной методом спинового эха Хана при измерении импульсным ЯМР, с использованием экспоненциальной аппроксимации ORIGIN 8,5 (имеющегося у OriginLab Corporation). Известно, что время спин-спиновой релаксации становится короче в связи с тем, что молекулярная подвижность становится ниже, и что время спин-спиновой релаксации становится длиннее в связи с тем, что молекулярная подвижность становится выше.
[0042] (4)Вычисление времени спин-спиновой релаксации (tH, tS)
Кривая спада, полученная методом спинового эха Хана при измерении импульсным ЯМР, представляет наложение двух кривых релаксации, полученных каждая от твердого компонента, имеющего низкую молекулярную подвижность и мягкого компонента, имеющего высокую молекулярную подвижность.
Полученный эхо-сигнал можно разделить на две кривые релаксации, полученные от твердого и мягкого компонентов, используя биэкспоненциальное приближение ORIGIN 8,5 (имеющегося у OriginLab Corporation) и можно вычислить время спин-спиновой релаксации (tH, tS) соответствующих твердого и мягкого компонентов.
[0043] Фиг.3 является графиком, показывающим кривую спада и две кривые релаксации, соответствующие твердому и мягкому компонентам, полученные путем разложения кривой спада.
Жесткий компонент, имеющий низкую молекулярную подвижность, получается, как правило, из материала, имеющего высокую жесткость, и мягкий компонент, имеющий высокую молекулярную подвижность, получается, как правило, из материала, имеющего высокую мягкость.
Известно, что время спин-спиновой релаксации становится короче в связи с тем, что молекулярная подвижность становится ниже, и что время спин-спиновой релаксации становится длиннее в связи с тем, что молекулярная подвижность становится выше.
Соответственно одна из двух кривых релаксации, которая имеет более короткое время спин-спиновой релаксации соответствует жесткому компоненту, а другая кривая, которая имеет более длинное время спин-спиновой релаксации соответствует мягкому компоненту
[0044] Согласно некоторым вариантам осуществления настоящего изобретения при производстве обоев после того, как желаемое изображение было сформировано на объекте с помощью струйного принтера, можно выполнить процесс вспенивания, в котором объект с изображением на нем имеет возможность вспениваться, и процесс тиснения, в котором объекту, имеющему на нем изображение, придают выпукло-вогнутый рисунок.
[0045] Процесс вспенивания
В процессе вспенивания нагретой вспенивающой добавке, диспергированной в гелевом слое объекта, дают возможность вспениваться за счет нагревания объекта.
[0046] Процесс тиснения
В процессе тиснения на вспененном гелевом слое объекта формируют выпукло-вогнутый рисунок.
Выпукло-вогнутый рисунок можно формировать с помощью тиснения, химического тиснения, обработки цилиндрической сеткой для ротационной трафаретной печати или печати наращиванием, которые являются известными способами, используемыми, в основном, для придания выпукло-вогнутого рисунка обоям или декоративным материалам. Эти способы, т.е. тиснение, химическое тиснение, обработка цилиндрической сеткой для ротационной трафаретной печати или печать наращиванием используются предпочтительно.
[0047] Процесс тиснения можно выполнить с помощью охлажденного валика для тиснения после нагревания объекта, или с помощью нагретого валика для тиснения нагревая в то же время объект. Если объектом являются обои, глубина тиснения находится предпочтительно в диапазоне от 0,08 до 0,50мм. Если глубина тиснения составляет меньше 0,08 мм, стереоскопический эффект является слабым. Если глубина тиснения превышает 0,50мм, может ухудшаться стойкость к истиранию.
[0048] Другие процессы
Могут быть выполнены другие процессы, которые, в основном, используются в типичном способе производства обоев, при необходимости. Как пример можно выполнить обработку покрытия для придания устойчивости к царапанию.
В частности, если создают прозрачный защитный слой с помощью такой обработки покрытия, предотвращается липкость объекта и улучшается дизайна. Защитный слой предпочтительно может состоять из уретановой смолы, акриловой смолы (например, полиметиметакрилата) или фтористой смолы (поливинифторида, поливинилиденфторида, полиэтиленфторида). Эти процессы можно выполнить как до, так и после процесса получения обоев.
[Примеры]
[0049] Описав в общих чертах данное изобретение, можно получить дополнительно понимание с помощью ссылки на определенные конкретные примеры, которые предоставлены в документе далее только с целью иллюстрации и не предназначаются для ограничения.
[0050]Примеры создания объектов
Изготовление объектов 1-4
Пластификатор и стабилизатор в заданных количествах, приведенных в Табл.1, смешивали и перемешивали для приготовления жидкой смеси. Жидкую смесь дополнительно смешивали и перемешивали с эмульгированным-полимеризованным поливинилхлоридом (PSL, имеющимся у Kaneka Corporation), вспенивающей добавкой, карбонатом кальция и диоксидом титана в заданных количествах, приведенных в Таблице 1.
Полученную смесь наносили на поверхность бумажного листа, имеющего массу 80г/м2, с помощью устройства для нанесения покрытия в количестве 130г/м2. Лист бумаги с нанесенной на него смесью помещали в печь при заданной температуре нагрева в течение заданного времени нагрева, которые приведены каждый в Таблице 1, чтобы перевести золь поливинилхлорида в предгелевое состояние. Таким образом, изготовили образцы 1-4. В таблице 1 цифры обозначают массовое соотношение в частях.
[0051]
Таблица 1
(DOP)
(DINP)
поливинилхлорида
[0052] Измерение импульсным ЯМР
Объекты 1-4 подвергали измерению импульсным ЯМР следующим образом. Каждый из объектов 1-4 подвергали измерению времени спин-спиновой релаксации, полученному методом спинового эха Хана, относительно кривой, полученной от мягкого компонента объекта, с использованием импульсного ЯМР (спектрометр серии minispec mq, имеющийся у Bruker Corporation) при описанных ранее подробных условиях.
Время спин-спиновой релаксации, таким образом измеренное с помощью изменения времени нагрева, описывают в Таблице 2.
[0053]
Таблица 2
[0054]
Примеры получения краски
Изготовление красок 1-4
Краски 1-3 готовили, смешивая компоненты, перечисленные в Таблице 3 и подвергая смесь дисперсионной обработке с помощью диспенсера с шаровой мельницей. Краску 4 готовили с помощью перемешивания компонентов, перечисленных в Таблице 3, в течение 1 часа при нагревании их до 30°С.
В таблице 3 цифры обозначают массовые соотношения в частях.
[0055]
Таблица 3
[0056]
Пример 1
Объект закрепляли на горячей пластине с помощью термостойкой двусторонней клейкой ленты, и поверхность нагревали до 110°С. Струйный принтер IPSIO GX5500 (имеющийся у Ricon Co., LTD) модифицировали таким образом, что горячую пластину вводили в участок струйной печати. После заполнения краской 1, такое модифицированное устройство получения изображения давало возможность печатать твердое изображение с 600 точками на дюйм.
Полученное изображение подвергали оценкам (1) кроющей способности в твердом состоянии, (2) поглощающей способности краски и (3) плотности изображения следующим образом. Полученное изображение дополнительно подвергали процессу вспенивания, будучи нагретым при 210°С в течение 30 с, а затем процессу тиснения с использованием валика для тиснения. Рельефное изображение дополнительно подвергали оценке (4) изменения плотности изображения после тиснения.
Результаты оценки показаны в Таблице 4.
[0057]
(1) Кроющая способность в твердом состоянии
Полученное изображение увеличивали с помощью микроскопа (VHX, имеющегося у Keyence Corporation) с увеличением 450 раз, и фотографировали твердый участок изображения. Фотографию подвергали процессу бинаризации, используя программу Image J бесплатного программного обеспечения, для определения соотношения площади краски к фону объекта. Это соотношение определяли как ʺкроющую способностьʺ. Кроющую способность оценивали исходя из следующих критериев. Фотографии, представленные как оценки A-D, показаны на Фиг. 4A-4D соответственно.
Критерии оценки
A: кроющая способность составляла не менее 80%
B: кроющая способность составляла не менее 70% и менее 80%
C: кроющая способность составляла не менее 60% и менее 70%
D: кроющая способность составляла менее 60%
[0058]
(2) Поглощающая способность краски
Полученное изображение протирали 10 раз листом бумаги (Lumi Art Gloss 130г/м2), разрезанным на квадрат, имеющий длину каждой стороны 1,2мм. Протертое изображение осматривали под микроскопом и невооруженным глазом для определения степени размытости изображения.
Критерии оценки
A: Размытость изображения не наблюдали. Хорошо
B: Наблюдали легкую размытость изображения с помощью микроскопа, но она была менее заметна невооруженным глазом. Приемлемо.
C: Размытость изображения наблюдали невооруженным глазом.
D: Краска в жидком состоянии растекалась за протертый участок. Нельзя использовать на практике.
[0059]
(3) Плотность изображения
Твердый участок полученного изображения подвергали измерению плотности изображения с использованием цветного спектрофотометра/денситометра для измерения в отраженном свете (имеющегося у X-Rite)
A: Плотность изображения составляла не менее 1,2
B: Плотность изображения составляла не менее 1,0 и меньше 1,0
C: Плотность изображения составляла не менее 0,8 и меньше 1,0
D: Плотность изображения составляла меньше 0,8
[0060]
(4) Изменение плотности изображения после тиснения
Полученное изображение подвергали измерению плотности изображения с использованием цветного спектрофотометра/денситометра для измерения в отраженном свете (имеющегося у X-Rite) до и после обработки воздействия процессов вспенивания и тиснения. Изменение плотности изображения до и после процессов вспенивания и тиснения оценивали исходя из следующих критериев.
Критерии оценки
B: Изменение плотности изображения составляло менее 0,05
C: Изменение плотности изображения составляло не менее 0,05 и меньше 0,1
D: Изменение плотности изображения составляло меньше 0,1.
[0061]
Пример 2
Процедуру Примера 1 повторяли за исключением изменения температуры нагрева от 110°С до 120°С для получения изображения Примера 2. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0062]
Пример 3
Процедуру Примера 1 повторяли за исключением изменения температуры нагрева от 110°С до 130°С для получения изображения Примера 3. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0063]
Пример 4
Процедуру Примера 1 повторяли за исключением замещения объекта 1 объектом 2 и изменения температуры нагрева от 110°С до 130°С для получения изображения Примера 4. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4
[0064]
Пример 5
Процедуру Примера 4 повторяли за исключением замещения краски 1 краской 2 для получения изображения Примера 5. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4
[0065]
Пример 6
Процедуру Примера 4 повторяли за исключением замещения краски 1 краской 3 для получения изображения Примера 6. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4
[0066]
Пример 7
Процедуру Примера 1 повторяли за исключением замены объекта 1 объектом 3 и изменения температуры нагрева от 110°С до 100°С для получения изображения Примера 7. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0067]
Пример 8
Процедуру Примера 1 повторяли за исключением замещения объекта 1 объектом 3 для получения изображения Примера 8. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0068]
Пример 9
Процедуру Примера 1 повторяли за исключением замещения объекта 1 объектом 4 и изменения температуры нагрева от 110°С до 130°С для получения изображения Примера 9. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0069]
Пример 10
Процедуру Примера 9 повторяли за исключением замещения краски 1 краской 2 для получения изображения Примера 10. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4
[0070]
Пример 11
Процедуру Примера 9 повторяли за исключением замещения краски 1 краской 3 для получения изображения Примера 11. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4
[0071]
Пример 12
Процедуру Примера 6 повторяли за исключением замещения краски 3 краской 4 для получения изображения Примера 12. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0072]
Пример 13
Процедуру Примера 11 повторяли за исключением замещения краски 3 краской 4 для получения изображения Примера 13. Изображение подвергали процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0073]
Сравнительный пример 1
Для получения изображения сравнительного примера 1 повторяют процедуру примера 1 за исключением изменения температуры нагрева от 110°С до 100°С. Изображение подвергают процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0074]
Сравнительный пример 2
Для получения изображения сравнительного примера 2 процедуру примера 1 повторяют за исключением замещения объекта 1 объектом 2 и изменения температуры нагрева со 110°С на 120°С. Изображение подвергают процессам вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0075]
Сравнительный пример 3
Для получения изображения сравнительного примера 3 процедуру сравнительного примера 2 повторяют за исключением замещения краски 1 краской 2. Изображение подвергают воздействию процессов вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0076]
Сравнительный пример 4
Для получения изображения сравнительного примера 4 процедуру сравнительного примера 2 повторяют за исключением замещения краски 1 краской 3. Изображение подвергают воздействию процессов вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0077]
Сравнительный пример 5
Для получения изображения сравнительного примера 5 процедуру примера 1 повторяют за исключением замещения объекта 1 объектом 3 и изменения температуры нагрева от 110°С до 120°С. Изображение подвергают воздействию процессов вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0078]
Сравнительный пример 6
Для получения изображения сравнительного примера 6 процедуру примера 1 повторяют за исключением замещения объекта 1 объектом 4 и изменения температуры нагрева от 110°С до 120°С. Изображение подвергают воздействию процессов вспенивания и тиснения. Результаты оценки показаны в Таблице 4.
[0079]
Таблица 4
плотности изображения после тиснения
пример 1
пример 2
пример 3
пример 4
пример 5
пример 6
Многочисленные дополнительные модификации и вариации возможны в свете приведенных выше знаний. Поэтому следует понимать, что в рамках области приведенных выше знаний настоящее раскрытие может быть осуществлено иначе, чем конкретно описано в данном документе. Для некоторых вариантов осуществления, описанных выше, будет очевидно, что то же самое можно варьировать разными способами. Такие изменения не должны рассматриваться как отступление от области настоящего раскрытия и прилагаемой формулы изобретения, и все такие модификации предназначены для включения в область настоящего раскрытия и прилагаемой формулы изобретения.
[Перечень ссылочных обозначений]
[0080]
1 объект
2 барабан предварительного нагрева
3 нагревательный барабан
4 струйное подающее устройство
21 масляная краска
22 красящее вещество
23 масляный компонент
31 материал-основа
32 гелевый слой
33 гелевая сетка
34 масляный компонент, содержащий пластификатор
35 изображение
Предложен способ нанесения краски. С помощью этого способа для нанесения краски на объект краску подают к объекту струйным способом. Объект включает в себя материал-основу и гелевый слой, перекрывающий материал-основу, и гелевый слой содержит винилхлоридную смолу и пластификатор. Краска является масляной краской. Когда кривая спада свободной индукции объекта, полученная импульсным методом ЯМР, разделяется на две кривые, полученные соответственно от твердого компонента и мягкого компонента, то кривая, полученная от твердого компонента, составляет от 35 до 40% кривой спада свободной индукции, и кривая, полученная от мягкого компонента, имеет время спин-спиновой релаксации от 35 до 45 мс, полученное методом спинового эха Хана. 4 н. и 3 з.п. ф-лы, 4 ил.
1. Способ нанесения краски, включающий:
подачу краски к объекту струйным способом для нанесения краски на объект,
при этом объект включает материал-основу и гелевый слой, перекрывающий материал-основу, причем гелевый слой содержит винилхлоридную смолу и пластификатор;
при этом краска является масляной краской, и
при том что, когда кривая спада свободной индукции объекта, полученная импульсным методом ЯМР, разделяется на две кривые, полученные соответственно от твердого компонента и мягкого компонента, кривая, полученная от твердого компонента, составляет от 35 до 40% кривой спада свободной индукции, и кривая, полученная от мягкого компонента, имеет время спин-спиновой релаксации от 35 до 45 мс, полученное методом спинового эха Хана.
2. Способ нанесения краски, включающий:
формирование гелевого слоя на материале-основе для создания объекта, причем гелевый слой содержит винилхлоридную смолу и пластификатор;
подачу масляной краски к объекту струйным способом для нанесения краски на объект;
при том что, когда кривая спада свободной индукции объекта, полученная импульсным методом ЯМР, разделяется на две кривые, полученные соответственно от твердого компонента и мягкого компонента, кривая, полученная от твердого компонента, составляет от 35 до 40% кривой спада свободной индукции, и кривая, полученная от мягкого компонента, имеет время спин-спиновой релаксации от 35 до 45 мс, полученное методом спинового эха Хана.
3. Способ по п.1 или 2, в котором масляная краска является пигментной краской.
4. Способ по п. 1 или 2, в котором объектом являются обои.
5. Способ по п.4, где гелевый слой содержит вспенивающую добавку.
6. Способ производства обоев, включающий:
получение обоев согласно способу по п.4; и
тиснение обоев для формирования на них выпукло-вогнутого рисунка.
7. Способ получения обоев, включающий:
получение обоев согласно способу по п.5;
нагревание обоев, чтобы иметь возможность вспенивающей добавке в гелевом слое вспениваться; и
тиснение обоев для формирования на них выпукло-вогнутого рисунка.
| US 2013201264 A1, 08.08.2013 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

