Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу формирования поверхностного покрытия, например, обоев или напольного покрытия, к устройству для формирования поверхностного покрытия, и к поверхностному покрытию.
Уровень техники
[0002] Обои широко применяются в зданиях для создания желательной отделки и внешнего вида стен. Подобным образом, напольные покрытия, сформированные листообразным материалом, могут быть использованы для получения поверхностей пола с желательной отделкой и внешним видом. Эти поверхностные покрытия обычно включают листообразную подложку, чтобы обеспечить прочность и создать надлежащую поверхность для наклеивания на поверхность, такую как стена или пол. Поверхностное покрытие также включает слой, образованный из смолы, которая обеспечивает сопротивление царапанию и устойчивость к образованию пятен, и также влияет на внешний вид поверхностного покрытия. Как правило, слой смолы включает смолу на основе поливинилхлорида, содержащую пластификатор на основе сложноэфирного масла и пенообразователь. Слой смолы обычно наносится на подложку в виде влажной покровной дисперсии, которая затем подвергается тепловой обработке для по меньшей мере частичного гелеобразования компонентов слоя смолы так, что может быть сформирован стабильный и прочный слой смолы, который пригоден для последующих технологических стадий, таких как вспенивание, напечатание и трехмерное декорирование, как описывается ниже. Полученный слой смолы обычно описывается как полугелевый, предгелевый или золь-гелевый слой. Обычно будет предусматриваться последующая стадия дополнительного нагревания для преобразования этого слоя в полностью гелевый слой. Как часть способа изготовления поверхностного покрытия, может быть использован пенообразователь для вспенивания слоя смолы, чтобы обеспечить расширение и тиснение поверхностного покрытия для создания декоративного эффекта. Вспененный слой смолы, полученный этим путем, также имеет толщину, и в слое смолы может быть выполнено трехмерное декорирование. Это может быть достигнуто средствами механического тиснения или химическими средствами.
[0003] Во многих случаях на обои наносится декоративный рисунок. Это может быть достигнуто напечатанием рисунка на поверхности слоя смолы. Хотя в течение многих лет применялись традиционные способы печати, недавно привлекло интерес напечатание рисунка на слое смолы с использованием управляемого компьютером печатного устройства, такого как струйный принтер. Патентный документ JP 4897848 В раскрывает способ струйной печати при изготовлении обоев, в котором используются чернила на масляной основе. Чернила на масляной основе привлекательны потому, что они могут создавать изображения с высокой плотностью, и поскольку они имеют хорошую устойчивость против засорения машины для струйной печати.
Сущность изобретения
Техническая проблема
[0004] В попытках получения обоев напечатанием рисунка на слое смолы с использованием струйного принтера было обнаружено, что слой смолы, обычно винилхлоридной, плохо абсорбирует чернила для струйной печати. Это может приводить к плохому качеству изображения и плохой стойкости изображения. Иногда изображение может быть легко счищено.
[0005] Соответственно этому, цель настоящей заявки состоит в создании способа формирования поверхностного покрытия, устройства для формирования поверхностного покрытия, и поверхностного покрытия, которые могут преодолевать обрисованные выше проблемы. В частности, желательно улучшить абсорбцию печатной краски, нанесенной в процессе струйной печати, и стойкость изображения, сформированного в процессе струйной печати.
Разрешение проблемы
[0006] Авторы настоящего изобретения обнаружили, что, в отличие от нормальной практики, рисунок может быть напечатан непосредственно на слой жидкой смолы, включающем дисперсию смолы в жидкостном носителе, перед тем, как дисперсия подвергается фазовому превращению из жидкого в твердое состояние, например, перед ее гелеобразованием или отверждением описываемым выше способом. Неожиданно это обусловило превосходное смачивание печатной краской слоя жидкой смолы, приводя к улучшенным равномерности изображения и оптической плотности. Кроме того, свежее жидкостное покрытие имеет очень однородную поверхностную энергию, и поэтому создает равномерную поверхность для маловязкой печатной краски для струйной печати. Это не только имеет результатом хорошее смачивание, но, что более важно, обеспечивает равномерное смачивание по всей подложке, и поэтому превосходную цветовую однородность, в особенности в областях цветовых блоков.
[0007] Кроме того, настоящее изобретение предоставляет дополнительное преимущество в том, что оно позволяет наносить изображение непосредственно на слой жидкой смолы без необходимости в любой специальной предварительной обработке, в подслое или воспринимающем печатную краску слое, для чего требуются специальные химические составы для систем создания изображений способом струйной печати.
[0008] Готовое поверхностное покрытие найдено имеющим превосходную стойкость изображения. Было выявлено, что могут быть улучшены устойчивость к истиранию и растеканию печатной краски для струйной печати на слое смолы.
[0009] Без намерения вдаваться в теорию, представляется, что для систем бесконтактной печати, где образующая рисунок композиция, такая как жидкие чернила, наносится на твердую поверхность, на качество конечной печати и устойчивость к истиранию влияют несколько факторов. На характеристики растекания (расплывания точек) влияет поверхностное натяжение чернил и поверхностное натяжение подложки, скорость испарения жидкостного носителя чернил, и скорость поглощения чернил подложкой. На характеристики устойчивости к истиранию (фиксирования) влияют адгезия красящего вещества к подложке и положение красящего вещества относительно поверхности подложки. Как представляется, настоящее изобретение позволяет обеспечить полное или частичное поглощение красящего вещества слоем жидкой смолы так, что сокращается или устраняется опасность механического стирания ее с поверхности в готовом поверхностном покрытии. Нанесение рисунка на слой жидкой смолы перед подверганием ее фазовому превращению из жидкого в твердое состояние подразумевается влияющим на условия поверхностной энергии для благоприятного воздействия на поведение образующей рисунок композиции в плане улучшения эффектов растекания.
[0010] Соответственно этому, в первом аспекте настоящее изобретение представляет способ формирования поверхностного покрытия, включающий стадии:
[0011] подачи исходного для поверхностного покрытия материала, содержащего:
подложку и слой жидкой смолы, включающий смолу, диспергированную в жидкостном носителе, причем слой жидкой смолы способен подвергаться фазовому превращению из жидкого в твердое состояние;
[0012] нанесения рисунка на слой жидкой смолы способом струйной печати, и
нагревания, приводящего к тому, что слой жидкой смолы с созданным на слое жидкой смолы рисунком претерпевает фазовое превращение из жидкого в твердое состояние, с получением тем самым поверхностного покрытия.
[0013] В дополнительном аспекте настоящее изобретение представляет устройство для формирования поверхностного покрытия, включающее: блок подачи исходного для поверхностного покрытия материала, причем исходный для поверхностного покрытия материал содержит подложку и слой жидкой смолы, причем слой смолы включает смолу, диспергированную в жидкостном носителе, причем слой жидкости способен претерпевать фазовое превращение из жидкого в твердое состояние; струйный принтер для нанесения образующего рисунок материала с образованием предварительно определенного рисунка на слой жидкой смолы, сформированный на подложке; и устройство для подвергания слоя жидкой смолы с созданным на нем рисунком фазовому превращению из жидкого в твердое состояние, с получением тем самым поверхностного покрытия.
[0014] В дополнительном аспекте настоящее изобретение представляет поверхностное покрытие, получаемое способом согласно изобретению.
Краткое описание чертежей
[0015] Настоящая заявка будет дополнительно описана только в порядке примера со ссылкой на сопроводительные чертежи, в которых:
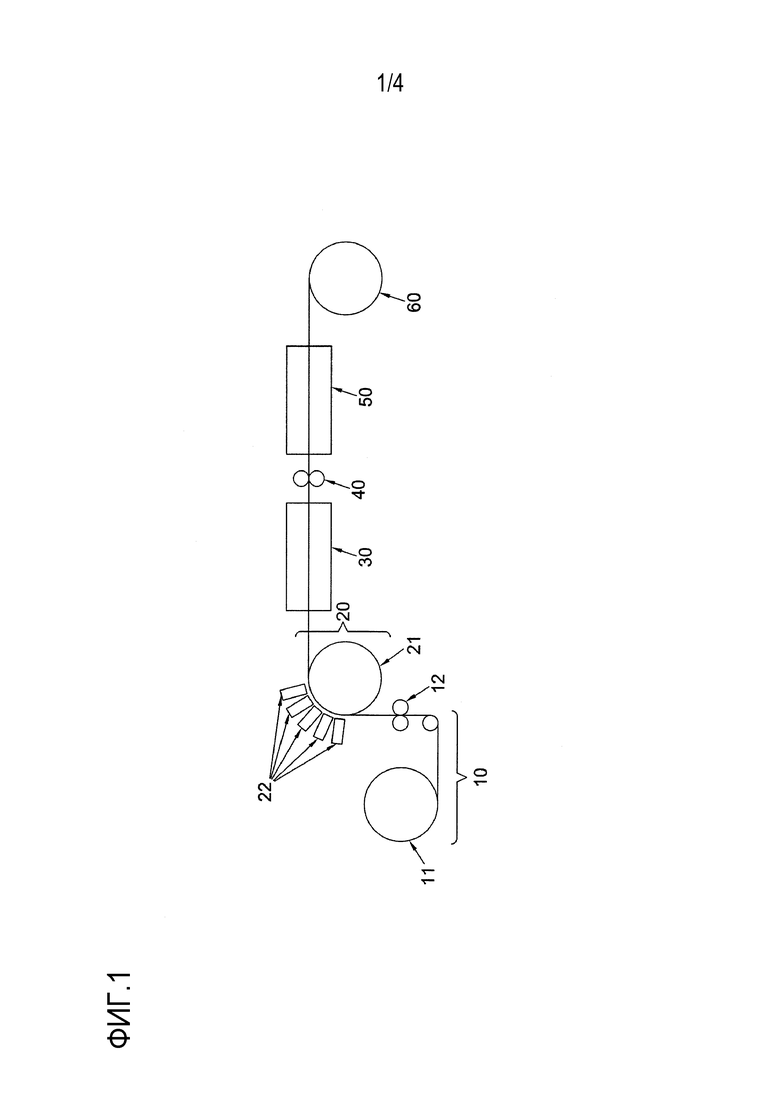
[0016] [фиг. 1] Фиг. 1 представляет схематический вид устройства для формирования поверхностного покрытия согласно одному варианту осуществления настоящего изобретения.
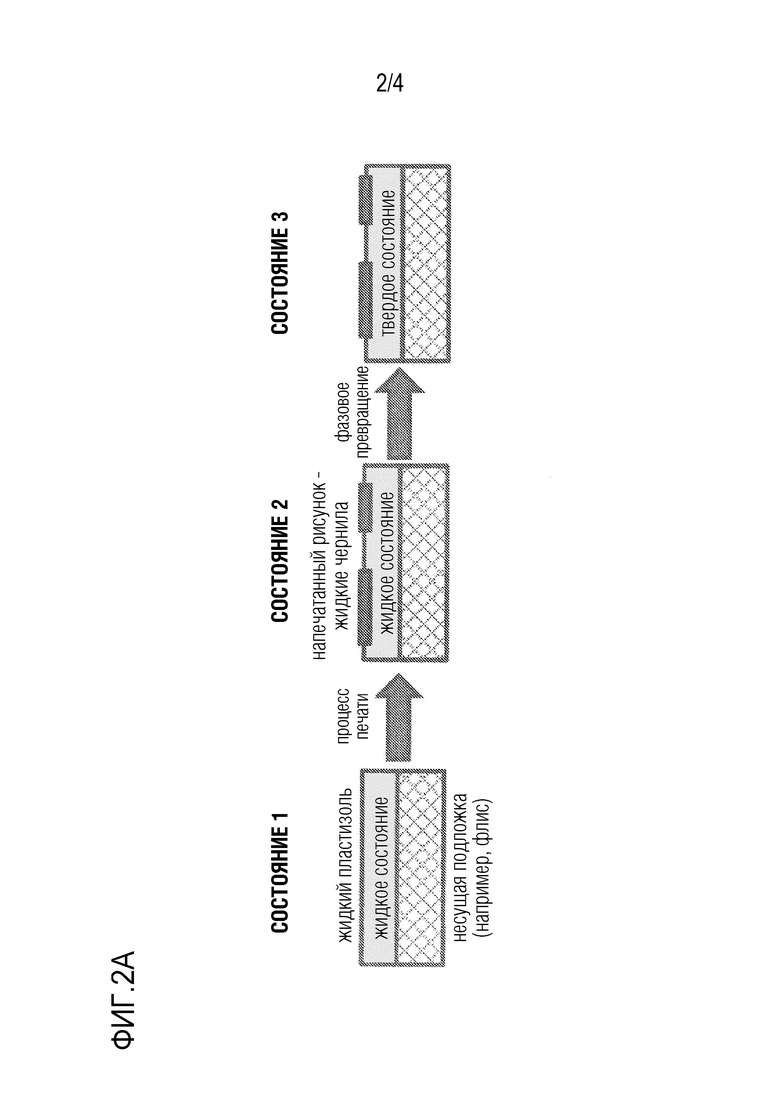
[0017] [фиг. 2А] Фиг. 2А схематически изображает пример способа формирования поверхностного покрытия согласно настоящему изобретению.
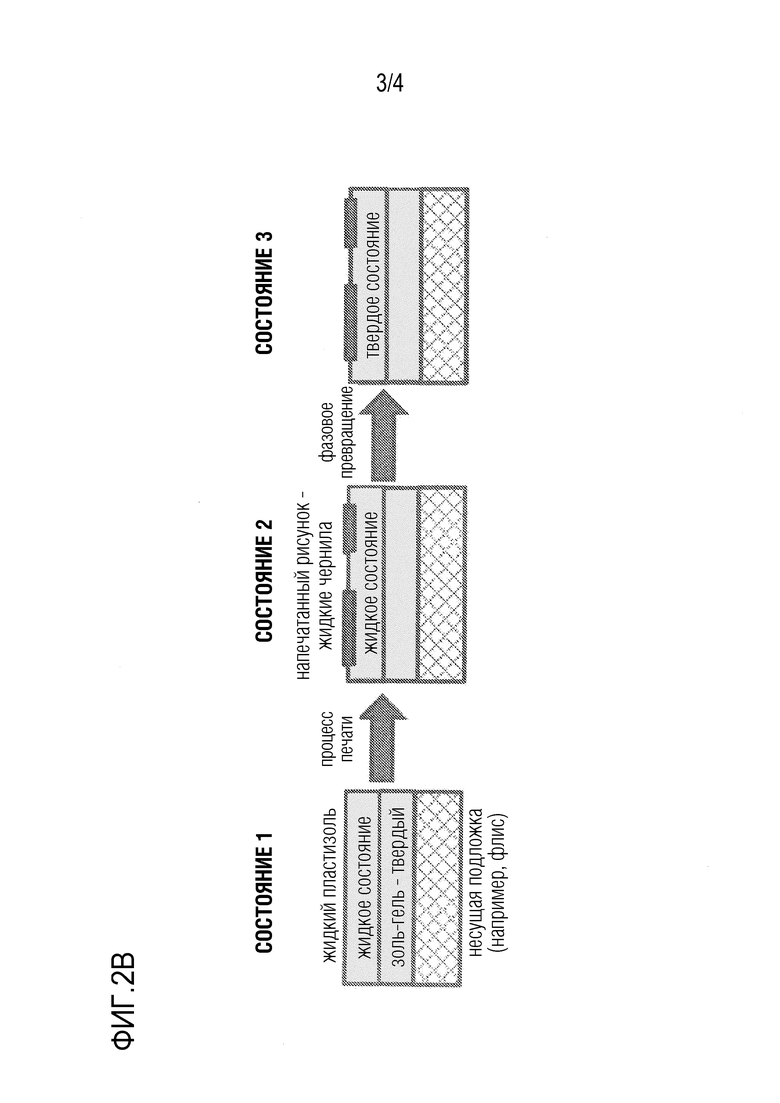
[0018] [фиг. 2В] Фиг. 2В схематически изображает пример способа формирования поверхностного покрытия согласно настоящему изобретению.
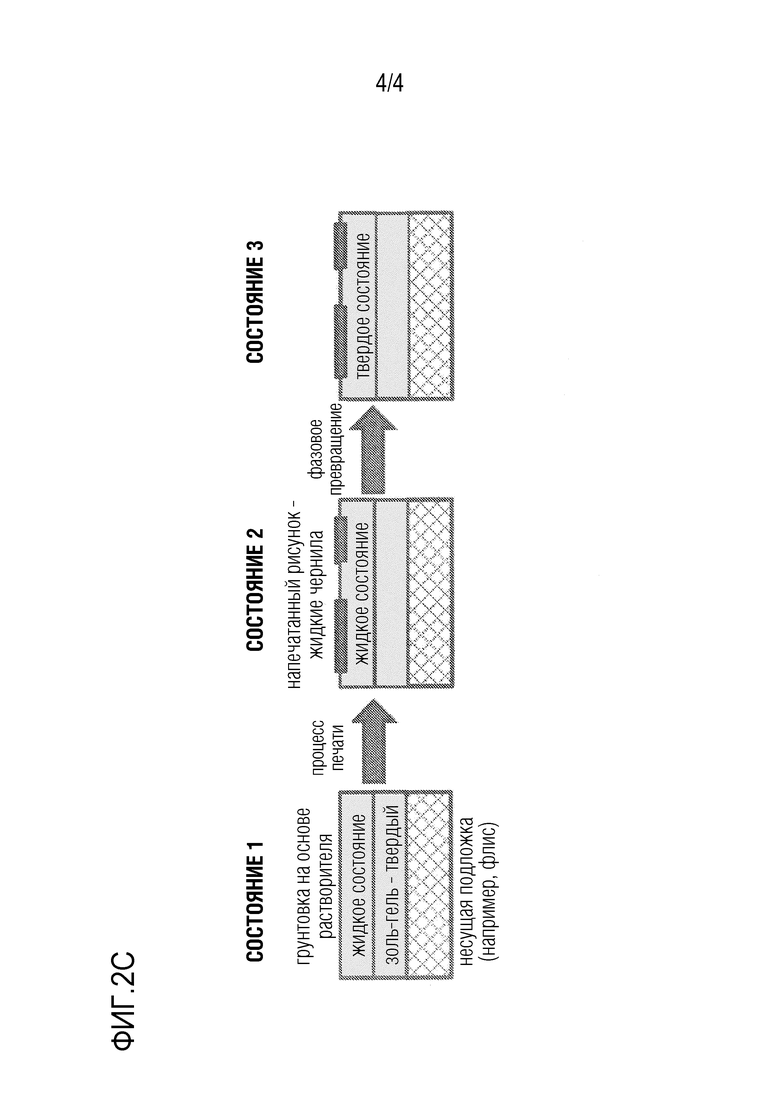
[0019] [фиг. 2С] Фиг. 2С схематически изображает пример способа формирования поверхностного покрытия согласно настоящему изобретению.
Описание вариантов осуществления изобретения
[0020] Ниже будут дополнительно описаны необязательные и предпочтительные признаки настоящего изобретения.
[0021] Согласно настоящему изобретению, рисунок наносится на слой жидкой смолы, который способен претерпевать фазовое превращение из жидкого в твердое состояние, например, в результате гелеобразования или отверждения, перед тем, как слой жидкой смолы подвергается фазовому превращению. В традиционных способах слой смолы подвергался бы гелеобразованию до нанесения рисунка. Под «жидкостью» подразумевается, что материал, из которого формируется слой, может соответствовать форме содержащего его контейнера. Является ли материал жидким или твердым, можно испытать следующим образом. 50 мл образца материала помещают в контейнер со съемной крышкой. Поверхность образца деформируют отбором порции с удалением 5 мл образца шпателем. Образец оставляют на 6 часов. Если деформированный участок не приходит опять в первоначальное состояние, то это гель, если возвращается в исходное состояние, то это жидкость (золь). Материал, из которого формируется слой, предпочтительно представляет собой жидкость при температуре, при которой рисунок наносится на слой жидкой смолы, предпочтительно при 25°С.
[0022] Исходный для поверхностного покрытия материал предпочтительно не подвергается любой обработке для отверждения или гелеобразования после нанесения слоя жидкой смолы и перед нанесением рисунка. В частности, предпочтительно не нагревать его до температуры, которая равна или является большей, чем температура стеклования смолы в слое жидкой смолы, после нанесения слоя жидкой смолы и перед нанесением рисунка. В случае, что используется смола на основе поливинилхлорида, не следует нагревать ее до температуры, которая равняется или является большей, чем 81°С, после нанесения слоя жидкой смолы и перед нанесением рисунка.
[0023] Также возможно, что исходный для поверхностного покрытия материал может быть подвергнут обработке для частичного отверждения или гелеобразования после нанесения слоя жидкой смолы и перед нанесением рисунка, причем обработка для частичного отверждения или гелеобразования проводится так, что слой жидкой смолы остается жидким.
[0024] Как будет более подробно описано ниже, слой жидкой смолы предпочтительно включает такую смолу, как винилхлоридная смола, с жидкостным носителем, таким как жидкий пластификатор и, необязательно, другие компоненты. Опять же, как будет более подробно описано ниже, рисунок, который формируется, может включать видимый рисунок, образованный печатной краской, или же он может включать рисунок композиции для химического тиснения, или оба из них. Настоящее изобретение включает стадию, в которой слой жидкой смолы подвергается фазовому превращению из жидкого в твердое состояние. Настоящее изобретение предпочтительно включает стадию нагревания исходного для поверхностного покрытия материала. Стадия нагревания может проводиться для гелеобразования или отверждения слоя жидкой смолы с нанесенным рисунком. Там, где смола включает вспениваемый слой, нагревание предпочтительно проводится при температуре, которая в то же время будет обеспечивать протекание вспенивания, как будет дополнительно описано ниже.
[0025] Получаемое согласно изобретению поверхностное покрытие может включать любое пригодное поверхностное покрытие, но предпочтительно представляет собой обои или материал напольного покрытия. Поверхностное покрытие согласно настоящему изобретению включает подложку и слой смолы, сформированный на подложке.
[0026] Подложка может представлять собой любую традиционную подложку. Как правило, она представляет собой плоскую подложку, например, плоский листообразный материал. Она может быть сформирована из бумаги, нетканого материала, пластика, древесины, металла, или комбинаций этих материалов. Конкретные примеры могут быть выбраны из бумаги из натуральной целлюлозы, пластиковой пленки, синтетической бумаги, нетканого материала, флиса, ткани, древесины, полуотвержденных обоев (в которых слой твердой смолы присутствует в форме полугеля), полностью отвержденных обоев, металлического листа, и тонкой металлической фольги, или любой комбинации этих материалов. В предпочтительном варианте исполнения подложка включает бумагу с подкладкой из флиса.
[0027] Подложка предпочтительно выбирается из пластиковой пленки, листа синтетической бумаги, выполненной из синтетического волокна, или листа нетканого материала, если требуется водостойкость. Конкретные примеры пластиковой пленки включают, не ограничиваются этим, сложнополиэфирную пленку, полипропиленовую пленку, полиэтиленовую пленку, и многослойный материал из нейлоновых, винилоновых и/или акриловых пленок или листов. Пластиковая пленка предпочтительно подвергается моноаксиальной или биаксиальной вытяжке для повышения ее прочности. Конкретные примеры листового нетканого материала включают лист, сформированный распределением полиэтиленовых волокон в листообразной конфигурации и связывания полиэтиленовых волокон воздействием нагревания и давления.
[0028] Блок подачи исходного для поверхностного покрытия материала предпочтительно включает рулонный разматыватель или любое другое подходящее устройство.
[0029] В предпочтительном варианте исполнения способа согласно настоящему изобретению стадия подачи исходного для поверхностного покрытия материала включает первую стадию подачи подложки и вторую стадию нанесения слоя жидкой смолы на подложку. Это является особенно предпочтительным, так как было найдено, что исходный для поверхностного покрытия материал в форме слоя неотвержденной или маловязкой жидкой смолы особенно чувствителен к повреждению. Предпочтительным является нанесение рисунка по возможности скорее после того, как слой жидкой смолы был нанесен на подложку, предпочтительно не дольше, чем через один час после этого, и более предпочтительно не более, чем спустя 30 минут после этого. Для нанесения слоя жидкой смолы на подложку может быть использован любой подходящий способ. Например, может быть применен способ нанесения покрытия с использованием трафаретной печати.
[0030] Подобным образом, устройство согласно настоящему изобретению предпочтительно включает устройство для нанесения жидкой смолы, чтобы наносить слой жидкой смолы на подложку.
[0031] Слой жидкой смолы согласно настоящему изобретению включает смолу, диспергированную в жидкостном носителе, причем слой жидкой смолы способен претерпевать фазовое превращение из жидкого в твердое состояние, например, в результате гелеобразования или отверждения с жидкостным носителем. Смола предпочтительно способна претерпевать гелеобразование или отверждение с жидкостным носителем, когда смола и жидкостный носитель нагреваются до предварительно определенной температуры. Предварительно определенная температура предпочтительно является равной или более высокой, чем температура стеклования смолы. Надлежащим образом температура составляет около 100-220°С, предпочтительно 120-200°С, более предпочтительно 140-160°С, соответственно около 150°С.
[0032] В других вариантах исполнения слой жидкой смолы может быть способен претерпевать фазовое превращение из жидкого в твердое состояние, например, при испарении растворителя, или в результате химического отверждения, например, сшивания. Фазовое превращение может быть вызвано нагреванием, воздействием излучения (например, видимого света или ультрафиолетового излучения), или любого другого подходящего средства, или их комбинацией. Фазовое превращение предпочтительно включает переход от золя в гель. Такие системы (в частности, системы на основе поливинилхлоридной (PVC) и акриловой смолы) широко применяются в изготовлении поверхностных покрытий, таких как обои.
[0033] Слой жидкой смолы содержит смолу и жидкостный носитель, и, необязательно, другие компоненты, выбранные из пенообразователя, ускорителя вспенивания, наполнителя, диспергатора, пеногасителя, антиадгезива, и загустителя. Пригодные составы раскрыты, например, в патентном документе US3321413.
[0034] Смола может представлять собой любую смолу, но предпочтительно виниловую смолу, акриловую смолу или сополимер акриловой смолы, предпочтительно виниловую смолу, и наиболее предпочтительно поливинилхлорид. Предпочтительно используется поливинилхлорид благодаря его хорошим химическим и физическим свойствам и низкой стоимости.
[0035] Слой жидкой смолы предпочтительно наносится в виде жидкой композиции, которая содержит смесь смолы и жидкостного носителя, и, необязательно, другие компоненты, как изложено выше. Соответственно, где смола представляет собой поливинилхлорид, жидкий слой наносится в форме, известной как «ПВХ-паста». Она может быть приобретена на рынке, например, под торговой маркой PS1652 Expandable PVC Plastisol. Смесь может быть в любой подходящей форме, например, эмульсии или суспензии дисперсного твердого материала в жидкости. В предпочтительном варианте исполнения жидкая композиция содержит смолу в порошкообразной форме, диспергированную в жидкостном носителе.
[0036] Смола предпочтительно присутствует в жидкостном носителе в количестве 100 частей по весу смолы на 30-100 частей по весу жидкостного носителя.
[0037] Конкретные примеры наполнителя включают, но без ограничения этим, гидроксид алюминия, гидроксид магния, гидроксид бария, карбонат кальция, карбонат магния, сульфат кальция, сульфат бария, гидроксид железа(II), основный карбонат цинка, основный карбонат свинца, кремнеземный песок, глину, тальк, кремнезем, диоксид титана и силикат магния. Среди этих материалов предпочтительны карбонат кальция, карбонат магния, гидроксид алюминия и гидроксид магния.
[0038] Жидкостный носитель предпочтительно включает сложноэфирное масло. Жидкостный носитель предпочтительно содержит жидкий пластификатор. Конкретные примеры пластификатора включают, но не ограничиваются этим, пластификаторы на основе сложных эфиров, такие как пластификатор на фталатной основе, такой как дибутилфталат, динонилфталат (DNP), диоктилфталат (DOP), додецилфталат (DDP), диизодецилфталат (DIDP), диизононилфталат (DINP), дитридецилфталат (DTDP), и н-гексил-н-децилфталат (NHDP); пластификатор на фосфатной основе, такой как три-2-этилгексилфосфат (TOP); пластификатор на основе адипинатов, такой как дидециладипинат (DDA), диоктиладипинат (диэтилгексиладипинат: DOA), диизонониладипинат (DINA) и диизодециладипинат (DIDA); пластификатор на основе тримеллитатов, такой как триоктилтримеллитат (TOTM), и три-н-октил-н-децилтримеллитат (нонил DTM); пластификатор на основе сложных полиэфиров; пластификатор на эпоксидной основе; пластификатор на основе себацинатов; пластификатор на основе азелаинатов; пластификатор на основе цитратов, такой как ацетилтрибутилцитрат (ATBC); пластификатор на основе гликолятов; пластификатор на основе рицинолятов; пластификатор на основе малеинатов; пластификатор на основе фумаратов; бензоатные пластификаторы; пластификатор на основе пиромеллитатов, и пластификатор на основе итаконатов. Предпочтительно применяется диизононилфталат (DINP).
[0039] Вязкость жидкостного носителя предпочтительно варьирует в диапазоне от 5 до 30 мПа·сек, более предпочтительно от 8 до 18 мПа·сек, наиболее предпочтительно от 10 до 12 мПа·сек при 45°С. Вязкость предпочтительно измеряется с использованием программируемого реометра Брукфильда DV-III Ultra.
[0040] Другие варианты исполнения композиции жидкой смолы включают композицию смолы на основе растворителя, например, такую, в которой смола растворена или диспергирована в летучем органическом растворителе. Однако предпочтительно, чтобы композиция жидкой смолы включала менее 1% по весу, и более предпочтительно менее 0,1% по весу соединения в качестве летучего органического растворителя. Соединение в качестве летучего органического растворителя предпочтительно является таким, как определяется директивой EU Directive 1999/13/EC (Директива по выбросам растворителей), органическим соединением, имеющим давление паров 0,01 кПа или более при температуре 293,15 К. Желательно сокращать количество используемого соединения в качестве летучего органического растворителя по соображениям защиты окружающей среды и охраны здоровья. Авторы настоящего изобретения обнаружили, что могут быть получены композиции, которые имеют мало соединений как летучих органических растворителей или не содержат их, и которые могут быть использованы в способе согласно изобретению.
[0041] Композиция жидкой смолы предпочтительно является неводной. Содержание воды в композиции жидкой смолы предпочтительно составляет менее 1% по весу, более предпочтительно менее 0,1 весового процента.
[0042] Назначение пенообразователя состоит в создании эффекта вспенивания в поверхностном покрытии. Пенообразователь соответствующим образом приспособлен для исполнения вспенивающего действия в поверхностном покрытии при нагревании, например, когда нагревается до температуры вспенивания, которая может быть в диапазоне 200-210°С. Пенообразователь может представлять собой неорганический пенообразователь или органический пенообразователь. Конкретные примеры органического пенообразователя включают, но не ограничиваются этим, азодикарбонамид (ADCA), азобисизобутиронитрил (AIBN), пара,пара'-оксибисбензолсульфонгидразид (OBSH) и динитрозопентаметилентетрамин (DPT). Предпочтительно применяется азодикарбонамид.
[0043] Назначение ускорителя состоит в снижении температуры, при которой происходит процесс вспенивания. Например, с ускорителем вспенивающее действие может проявляться при более низкой температуре вспенивания, которая может быть в диапазоне 150-160°С. Ускоритель может быть выбран из соединений кадмия, свинца и цинка, таких как стеараты, октоаты, нафтенаты и бензоаты, которые снижают температуры разложения азодикарбонамида.
[0044] Согласно изобретению, в стадии подачи смола диспергирована в жидкостном носителе, но она не является уже отвержденной или преобразованной в гель с жидкостным носителем до значительной степени. Жидкостный носитель предпочтительно может образовывать гель со смолой при нагревании, как обсуждалось выше.
[0045] Между стадией нанесения слоя жидкой смолы на подложку и стадией создания рисунка на слое жидкой смолы предпочтительно нет стадии обработки, которая обусловливала бы такое действие, что слой жидкой смолы претерпевал бы фазовое превращение из жидкого в твердое состояние.
[0046] Согласно настоящему изобретению, рисунок формируется на слое жидкой смолы способом струйной печати.
[0047] Рисунок соответственно может включать видимое изображение. Дополнительно или альтернативно, он может включать рисунок из подавляющей вспенивание композиции, наносимой, чтобы обеспечить возможность придания слою жидкой смолы трехмерной текстуры в последующей стадии вспенивания. Подавляющая вспенивание композиция также может создавать видимый рисунок. Если наносится подавляющая вспенивание композиция, то предпочтительно она представляет собой неводную подавляющую вспенивание композицию.
[0048] Под «неводной» подразумевается, что вода не используется в качестве растворителя. Содержание воды в подавляющей вспенивание композиции предпочтительно составляет менее 1% по весу, более предпочтительно менее 0,1 весового процента. Состав подавляющей вспенивание композиции будет дополнительно подробно описан ниже.
[0049] Могут быть применены любые пригодные устройство и способ для струйной печати. Например, может быть использован широкоформатный цветной принтер для латексных чернил RICOH Pro 4130 (торговая марка).
[0050] В предпочтительном варианте исполнения исходный для поверхностного покрытия материал подается в виде непрерывного листа. Кроме того, предпочтительно, чтобы устройство струйной печати включало барабан, причем ось вращения барабана была бы ориентирована под прямым углом к направлению подачи листообразного исходного для поверхностного покрытия материала, причем листообразный исходный для поверхностного покрытия материал наматывался бы вокруг барабана. Барабан предпочтительно имеет относительно большой диаметр, предпочтительно в диапазоне 0,1-2 метра, более предпочтительно 0,5-1,5 метра, и предпочтительно около 1 метра в диаметре. По меньшей мере одна печатающая головка струйного принтера устанавливается по соседству с барабаном для нанесения образующей рисунок композиции на исходный для поверхностного покрытия материал в то время, как исходный для поверхностного покрытия материал находится на наружной периферической поверхности барабана. Скорость подачи исходного для поверхностного покрытия материала предпочтительно составляет от 50 до 100 метров в минуту, предпочтительно 70 метров в минуту.
[0051] В альтернативном варианте исполнения, устройство струйной печати включает многочисленные барабаны, по меньшей мере одну печатающую головку струйного принтера, размещенную смежной по меньшей мере с одним барабаном. Барабаны предпочтительно монтируются так, что их оси параллельны друг другу. Оси предпочтительно находятся на изогнутой поверхности так, что исходный для поверхностного покрытия материал может натягиваться вокруг барабанов.
[0052] Исходный для поверхностного покрытия материал может быть нагрет тогда, когда нанесен рисунок. Он может быть нагрет до температуры в диапазоне 25-100°С. Нагревание исходного для поверхностного покрытия материала может содействовать проникновению образующей рисунок композиции в слой жидкой смолы и тем самым стимулировать эффект пропитки или подавления вспенивания. Исходный для поверхностного покрытия материал предпочтительно не должен нагреваться до температуры, которая является более высокой или равной температуре, при которой происходит вспенивание, чтобы предотвратить преждевременное вспенивание слоя смолы.
[0053] Однако дополнительное преимущество настоящего изобретения состоит в том, что было найдено, что нет необходимости в нагревании исходного для поверхностного покрытия материала, когда нанесен рисунок, или температура, до которой он нагревается, может выбираться по другим технологическим параметрам, таким как вязкость образующего рисунок материала.
[0054] Подавляющая вспенивание композиция включает подавляющий вспенивание материал. Подавляющий вспенивание материал представляет собой материал, который эффективно препятствует вспениванию способного вспениваться слоя. Состав подавляющего вспенивание материала будет зависеть от применяемого вспениваемого слоя. Например, подавляющий вспенивание материал может быть таким, как указано в патентном документе US 5712018.
[0055] Если применяется, подавляющая вспенивание композиция может действовать любым подходящим путем. Например, она может действовать так, что замедляет самое реакцию вспенивания так, что реакция вспенивания не будет протекать при температуре вспенивания или более низкой температуре вспенивания. Пригодные ингибиторы для замедления реакции вспенивания раскрыты в патентном документе US 3293094.
[0056] В альтернативном варианте, ингибитор вспенивания может действовать так, что подавляет действие ускорителя. В частности, ингибитор вспенивания предпочтительно ингибирует ускоритель так, что вспенивание не происходит при более низкой температуре вспенивания. Например, если температура вспенивания составляет величину в диапазоне 150-160°С, ингибитор вспенивания может предотвращать действие ускорителя в этом температурном диапазоне.
[0057] Ингибитор вспенивания, который действует путем дезактивации ускорителя вспенивания, соответственно выбирается из производных бензотриазола, производных толилтриазола, N,N'-дифенилоксамида, N,N-дибензоилгидразина, N-салицилаль-N'-(салицилоил)гидразида, N,N'-бис(салицилоил)гидразида, N,N'-бис(3,5-ди-трет-бутил-4-гидроксифенилпропионил)гидразина, 3-N-салицилоиламино-1,2,4-триазола, бис(N'-салицилоил)гидразида декаметилендикарбоновой кислоты, бис-(бензилиден)оксалилдигидразида и оксанилида. Предпочтительно он выбирается из производных бензотриазола и производных толилтриазола, например, N,N-бис(2-этилгексил)-4-метил-1H-бензотриазол-1-метиламина.
[0058] Подавляющая вспенивание композиция включает ингибитор вспенивания, и соответственно может содержать другие компоненты, выбираемые из разбавителя, такого как пластификатор, или масляного компонента и окрашивающей добавки.
[0059] В особенности предпочтительно, что по меньшей мере часть пластификатора должна быть такой же, как пластификатор, или быть совместимой с пластификатором, если он присутствует, в слое жидкой смолы исходного для поверхностного покрытия материала. Как было найдено, это усиливает проникновение подавляющего вспенивание материала во вспениваемый слой, чем улучшается эффект ингибирования вспенивания. Предпочтительно по меньшей мере 30% по весу пластификатора являются такими же, как пластификатор, который присутствует в слое жидкой смолы исходного для поверхностного покрытия материала, более предпочтительно по меньшей мере 50% по весу, и наиболее предпочтительно свыше 75% по весу.
[0060] Конкретные примеры пластификатора или масляного компонента включают сложные эфиры фталевой кислоты, такие как дибутилфталат, диоктилфталат (DOP); сложные эфиры адипиновой кислоты, такие как диоктиладипинат (диэтилгексиладипинат; DOA), бензоатный пластификатор и диизонониладипинат (DINA). Предпочтительно применяется диоктиладипинат.
[0061] Содержание подавляющего вспенивание материала в подавляющей вспенивание композиции предпочтительно варьирует в диапазоне от 5% до 100% по весу. Если содержание составляет менее 5% по весу, эффект ингибирования вспенивания скорее всего не будет достаточным. Содержание подавляющего вспенивание материала предпочтительно варьирует в диапазоне от 5% до 70%, более предпочтительно от 20% до 50%. Сокращением количества подавляющего вспенивание материала может быть снижена вязкость. Количество разбавителя предпочтительно составляет величину в диапазоне 0-95% по весу, предпочтительно 30-95% по весу, более предпочтительно 50-80% по весу. Увеличение количества разбавителя, такого как пластификатор или масляный компонент, может снижать вязкость.
[0062] Вязкость подавляющей вспенивание композиции предпочтительно варьирует в диапазоне от 5 до 30 мПа·сек, более предпочтительно от 8 до 18 мПа·сек, наиболее предпочтительно от 10 до 12 мПа·сек, при 45°С. Вязкость предпочтительно измеряется с использованием программируемого реометра Брукфильда DV-III Ultra.
[0063] Печатающая головка струйного принтера для нанесения подавляющей вспенивание композиции может быть нагреваемой для регулирования вязкости. Например, она может быть нагреваемой до температуры в диапазоне от 30°С до 60°С, наиболее предпочтительно около 45°С.
[0064] Рисунок предпочтительно наносится с использованием по меньшей мере двух красок. В соответствии с обычными способами струйной печати, сначала наносится первая цветная печатная краска, и затем наносится по меньшей мере одна вторая цветная печатная краска.
[0065] Как было найдено, настоящее изобретение проявляет особенно благоприятные эффекты относительно приводки различных цветовых оттенков. В традиционной струйной печати на твердой подложке первая цветная краска высушивается до некоторой степени перед нанесением второй цветной краски. Например, может быть использовано УФ-фиксирование печатных красок. Затем, если желательно напечатание цветового оттенка сочетанием двух цветов, должна быть очень хорошей приводка первого нанесения и второго нанесения так, чтобы на готовом изделии был виден один цветовой оттенок. Однако в настоящем изобретении чернильная капля, нанесенная первой, остается жидкой во время нанесения второй. Тогда было найдено, что может происходить хорошее смешение двух цветных красок, поскольку чернила являются жидкими. В свою очередь, было найдено, что для этого может потребоваться меньшая точность приводки.
[0066] Например, может быть применена полноцветная струйная печать. Могут быть использованы стандартные печатающие головки с черным, голубым, пурпурным и желтым цветом. В варианте исполнения, в котором исходный для поверхностного покрытия материал подается вокруг барабана, по меньшей мере одна струйная печатающая головка для формирования видимого изображения предпочтительно устанавливается рядом с барабаном. В варианте исполнения, в котором исходный для поверхностного покрытия материал подается вокруг многочисленных барабанов, по меньшей мере одна струйная печатающая головка для формирования видимого изображения предпочтительно размещается по меньшей мере рядом с некоторыми из барабанов.
[0067] Струйная печатающая головка для нанесения ингибитора вспенивания размещается ниже по потоку относительно по меньшей мере одной струйной печатающей головки для создания видимого изображения. Это было найдено обеспечивающим повышенную плотность изображения, чем если бы видимое изображение наносилось после подавляющей вспенивание композиции.
[0068] Кроме того, способ согласно настоящему изобретению включает стадию нагревания слоя жидкой смолы после нанесения рисунка. Подобным образом, устройство может включать вспенивающее устройство для нагревания исходного для поверхностного покрытия материала после нанесения образующей рисунок композиции. Соответственно этому, вспенивание достигается нагреванием вспениваемого слоя. Он предпочтительно нагревается до температуры в диапазоне 150-250°С, предпочтительно 180-220°С, и наиболее предпочтительно около 200°С. Может быть использовано любое стандартное вспенивающее устройство. В стадии нагревания образуется гель, включающий жидкостный носитель и смолу, и, предпочтительно, в то же время происходит вспенивание. Найдено, что этим путем нанесенный рисунок проявляет превосходную плотность и стойкость изображения.
[0069] Где видимый рисунок формируется с использованием чернил для струйной печати, предпочтительно применяется печатная краска на масляной основе.
[0070] Печатная краска на масляной основе предпочтительно содержит носитель, такой как масляный компонент, и окрашивающую добавку. Печатная краска на масляной основе необязательно может включать связующую смолу.
[0071] Масляный компонент предпочтительно состоит главным образом из сложноэфирного масла.
[0072] Конкретные примеры сложноэфирного масла включают, но не ограничиваются этим, сложные эфиры фталевой кислоты, такие как дибутилфталат, дикаприлфталат, диизодецилфталат, диоктилфталат (DOP), диизононилфталат, бутил-2-этилгексилфталат и ди-2-этилгексилфталат; сложные эфиры адипиновой кислоты, такие как диоктиладипинат (диэтилгексиладипинат: DOA) и диизонониладипинат (DINA); сложные эфиры себациновой кислоты, такие как дибутилсебацинат, диоктилсебацинат и диизононилсебацинат; сложные эфиры лимонной кислоты, такие как ацетилтрибутилцитрат (ATBC); сложные эфиры азелаиновой кислоты, такие как дибутилазелаинат, диоктилазелаинат и диизононилазелаинат; сложные эфиры лауриновой кислоты, такие как метиллаурат, этиллаурат и изобутиллаурат; сложные эфиры миристиновой кислоты, такие как изопропилмиристинат, изоцетилмиристинат и октилдодецилмиристинат; сложные эфиры пальмитиновой кислоты, такие как изопропилпальмитат и октилпальмитат; сложные эфиры октановой кислоты, такие как цетилоктаноат, октилоктаноат (этилгексилэтилгексаноат: OOE), и изононилоктаноат; и сложные эфиры изононановой кислоты, такие как этилгексилизононаноат и изононилизононаноат.
[0073] Вязкость масляного компонента предпочтительно варьирует в диапазоне от 5 до 30 мПа·сек, более предпочтительно от 8 до 18 мПа·сек, наиболее предпочтительно от 10 до 12 мПа·сек при 45°С. Вязкость предпочтительно измеряется с использованием программируемого реометра Брукфильда DV-III Ultra.
[0074] В особенности предпочтительно, что по меньшей мере часть масляного компонента должна быть такой же, как пластификатор, или быть совместимой с пластификатором, если он присутствует, в слое жидкой смолы исходного для поверхностного покрытия материала.
[0075] Среди этих материалов для систем создания изображений способом струйной печати предпочтительно применяются сложные эфиры адипиновой кислоты, такие как диоктиладипинат и диизонониладипинат, и сложные эфиры октановой кислоты, такие как октилоктаноат.
[0076] Предпочтительно, чтобы чернила для струйной печати включали менее 1% по весу, и более предпочтительно менее 0,1% по весу, соединения в качестве летучего органического растворителя. Соединение в качестве летучего органического растворителя предпочтительно является таким, как определяется директивой EU Directive 1999/13/EC (Директива по выбросам растворителей), органическим соединением, имеющим давление паров 0,01 кПа или более при температуре 293,15 К. Желательно сокращать количество используемого соединения в качестве летучего органического растворителя по соображениям защиты окружающей среды и охраны здоровья. Авторы настоящего изобретения обнаружили, что могут быть получены композиции, которые являются неводными, и которые имеют мало соединений как летучих органических растворителей или не содержат их, и которые могут быть использованы в способе согласно изобретению.
[0077] Композиция чернил для струйной печати предпочтительно является неводной. Содержание воды в композиции жидкой смолы предпочтительно составляет менее 1% по весу, более предпочтительно менее 0,1 весового процента.
[0078] Конкретные примеры окрашивающего вещества, содержащегося в чернилах на масляной основе, включают, но без ограничения этим, сажу, пигменты, такие как азопигменты, фталоцианиновые пигменты, нитрозопигменты, пигменты для кубового крашения, пигменты для протравного крашения, пигменты для основного крашения, пигменты для кислотного крашения и пигменты для крашения натуральными красками; и маслорастворимые красители, такие как диазокрасители и антрахиноновые красители. Каждый из этих красителей и пигментов может быть использован по отдельности или в комбинации с другими.
[0079] Чернила для струйной печати могут содержать другие известные компоненты. Например, они могут включать инициатор, чтобы стимулировать реакцию сшивания носителя. Например, может быть использован УФ- или термически активируемый инициатор.
[0080] Кроме того, настоящее изобретение необязательно включает стадию нанесения покрытия для нанесения подходящего покровного материала на исходный для поверхностного покрытия материал, чтобы создать дополнительный уровень защиты поверхности. Покровный материал может быть нанесен способом глубокой печати. Стадия нанесения покрытия может проводиться до или после нанесения изображения на слой жидкой смолы, или в то же время. Это может выполняться перед вспениванием или после вспенивания.
[0081] Покровный материал может представлять собой любой традиционный покровный материал. Покрытие предпочтительно представляет собой композицию на водной основе. Тогда водная природа может ограничить выпотевание рисунка, нанесенного на слой жидкой смолы, когда слой жидкой смолы и рисунок предпочтительно являются неводными или имеющими масляную основу, и несмешиваемыми с покровным материалом.
[0082] Устройство согласно настоящему изобретению соответственно включает устройство для создания покрытия способом глубокой печати для нанесения поверхностной отделки на исходный для поверхностного покрытия материал.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0083] Фигура 1 показывает устройство 1 согласно настоящему изобретению для формирования поверхностного покрытия. Устройство 1 включает блок 10 подачи исходного для поверхностного покрытия материала. Блок подачи исходного для поверхностного покрытия материала включает рулонный разматыватель 11 для подачи непрерывного листа или листообразной подложки. Листообразная подложка подается на блок 12 нанесения покрытия способом трафаретной печати, в котором на подложке формируется слой жидкой смолы согласно изобретению с образованием исходного для поверхностного покрытия материала. Кроме того, устройство включает станцию 20 струйной печати, включающую барабан 21 с диаметром около 1 метра. Вокруг барабана размещены печатающие головки 22 струйного принтера, включающие струйную печатающую головку для нанесения подавляющей вспенивание композиции и печатающие головки для желтых, черных, голубых и пурпурных чернил.
[0084] Устройство согласно настоящему изобретению включает печь 30 для предварительного гелеобразования/отверждения, в которой исходный для поверхностного покрытия материал нагревается до температуры в диапазоне 120-200°С, предпочтительно 150°С, чтобы провести частичное гелеобразование или отверждение слоя жидкой смолы так, что она претерпевает фазовое превращение из жидкого в твердое состояние. Также предусматривается устройство нанесения покрытия способом глубокой печати/вальцы 40 для нанесения поверхностной отделки на исходный для поверхностного покрытия материал. Кроме того, настоящее изобретение включает нагревательное устройство 50, в котором исходный для поверхностного покрытия материал нагревается до температуры в диапазоне 150-250°С, предпочтительно 200°С, для полного гелеобразования или отверждения слоя жидкой смолы, и активации пенообразователя. В нагревательном устройстве слой жидкой смолы одновременно претерпевает гелеобразование и вспенивание. Вспениваемый слой вспенивается, по меньшей мере частично, там, где не была нанесена подавляющая вспенивание композиция, так что получается трехмерно текстурированная поверхность. Наконец, готовое поверхностное покрытие наматывается на рулонный разматыватель 60 для хранения и дальнейшего транспортирования.
[0085] Фигуры 2А-2С схематически изображают три примерных способа формирования поверхностного покрытия согласно настоящему изобретению. В Фигуре 2А слой жидкой смолы (жидкий пластизоль, который представляет собой жидкий предгелевый слой), включающий смолу и жидкостный носитель, наносится на подложку с образованием исходного для поверхностного покрытия материала (состояние 1). Затем на слой жидкой смолы наносится рисунок, в то время как слой жидкой смолы все еще находится в жидком состоянии (состояние 2). Наконец, слой жидкой смолы подвергается воздействию для фазового превращения из жидкого в твердое состояние, например, гелеобразованием при нагревании, чтобы тем самым образовать поверхностное покрытие (состояние 3). В дополнительном варианте исполнения (не показан) вместо жидкого пластизоля в качестве слоя жидкой смолы может быть использована грунтовка на основе растворителя.
[0086] В Фигуре 2В на подложке создается твердый золь-гелевый слой. Затем на золь-гелевый слой наносится слой жидкой смолы (жидкий пластизоль), содержащий смолу и жидкостный носитель, с образованием исходного для поверхностного покрытия материала (состояние 1). Затем на слой жидкой смолы наносится рисунок, в то время как слой жидкой смолы все еще находится в жидком состоянии (состояние 2). Наконец, слой жидкой смолы подвергается воздействию для фазового превращения из жидкого в твердое состояние, например, гелеобразованием, чтобы тем самым образовать поверхностное покрытие (состояние 3).
[0087] В Фигуре 2С на подложке создается твердый золь-гелевый слой. Затем на золь-гелевый слой наносится слой жидкой смолы (грунтовка на основе растворителя), содержащий смолу и жидкостный носитель, с образованием исходного для поверхностного покрытия материала (состояние 1). Затем на слой жидкой смолы наносится рисунок, в то время как слой жидкой смолы все еще находится в жидком состоянии (состояние 2). Наконец, слой жидкой смолы подвергается воздействию для фазового превращения из жидкого в твердое состояние, например, гелеобразованием, чтобы тем самым образовать поверхностное покрытие (состояние 3).
Примеры
[0088] Пример 1
[0089] Устройство 1 для формирования поверхностного покрытия согласно настоящему изобретению было использовано для создания обоев, за исключением того, что не применялась струйная печатающая головка 22 для нанесения подавляющей вспенивание композиции.
[0090] Обои включали бумагу, имеющую флисовую подкладку. На бумагу с флисовой подкладкой была нанесена композиция слоя смолы из жидкого пластизоля, поставляемого фирмой Speciality Coatings Ltd. (Дарвен, Англия): PS1652 Expandable PVC Plastisol. Полученная жидкая покровная ПВХ-паста была нанесена напечатанием при 25°С.
[0091] Сравнительный Пример 1
[0092] Такой же струйный принтер, как использованный в Примере 1, был применен для напечатания изображения на стандартный исходный для поверхностного покрытия материал, включающий слой полуотвержденного твердого акрилового пластизоля.
Результаты испытания прочности на истирание на крокметре
[Таблица 1]
ID подразумевает плотность изображения. Это дает значение интенсивности цвета печати (более высокое значение является более интенсивным). Значение было измерено с использованием спектроденситометра X-Rite серии 500 (производства фирмы X-Rite).
Испытание на крокметре проводилось следующим образом:
- прибор: AATCC Crockmeter, модель CM1.
- ткань: «Crockmeter Squares» производства фирмы TESTFABRICS, INC. (США).
- измерение ID проводилось на покрытии до и после 10 циклов на ткани с использованием прибора Crockmeter. Испытание проводилось при температуре окружающей среды (20°С).
[0093] Можно видеть, что рисунок, напечатанный на слое жидкой смолы согласно настоящему изобретению, проявляет очень хорошую устойчивость к истиранию. Сравнительный Пример 1, представляющий стандартный способ, показал худшее сопротивление истиранию.
[0094] Настоящее изобретение было описано выше только в порядке примера, и модификации могут быть сделаны в пределах смысла изобретения. Изобретение распространяется на эквиваленты описанных признаков. Изобретение также заключается в любых индивидуальных признаках, описанных или подразумеваемых здесь, или показанных или подразумеваемых в чертежах, или любых комбинациях любых таких признаков, или при любом обобщении любых таких признаков или комбинации.
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка основывается и утверждает преимущество приоритета Европейской Приоритетной Заявки № 16204418.4, поданной 15 декабря 2016 года, полное содержание которой тем самым включено здесь ссылкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО ПОКРЫТИЯ И УСТРОЙСТВО И КОМПОЗИЦИЯ ДЛЯ ФОРМИРОВАНИЯ ПОВЕРХНОСТНОГО ПОКРЫТИЯ | 2017 |
|
RU2682344C1 |
| ПОВЕРХНОСТНОЕ ПОКРЫТИЕ С СЕЛЕКТИВНЫМ ТИСНЕНИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2310704C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2021 |
|
RU2830022C1 |
| Покрытие для полов, стен или потолков и способ получения покрытия | 2016 |
|
RU2683110C2 |
| ИЗБИРАТЕЛЬНО ТИСНЕНОЕ ПОВЕРХНОСТНОЕ ПОКРЫТИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2286883C2 |
| ПЕЧАТНЫЕ ДЕКОРАТИВНЫЕ ОБЛИЦОВОЧНЫЕ ПОКРЫТИЯ | 2016 |
|
RU2695841C1 |
| СПОСОБ НАНЕСЕНИЯ КРАСКИ И СПОСОБ ПРОИЗВОДСТВА ОБОЕВ | 2016 |
|
RU2685676C1 |
| Покрытие и способ получения покрытий | 2016 |
|
RU2673055C1 |
| ПЕЧАТНАЯ ПОДЛОЖКА И СПОСОБ ПЕЧАТИ НА ПОДЛОЖКЕ | 2019 |
|
RU2768204C1 |
| ПОКРЫТИЕ ДЛЯ ПОЛОВ | 1995 |
|
RU2143506C1 |
Настоящее изобретение относится к способу формирования поверхностного покрытия, например обоев или напольного покрытия, и к устройству для формирования поверхностного покрытия, в которое подается исходный для поверхностного покрытия материал, причем исходный для поверхностного покрытия материал включает подложку и слой смолы, содержащий смолу и жидкостный носитель, причем смола диспергирована в жидкостном носителе и способна к гелеобразованию или отверждению с жидкостным носителем. Затем на слой смолы наносится рисунок способом струйной печати, и исходный для поверхностного покрытия материал с образованным на слое смолы рисунком нагревается для гелеобразования или отверждения слоя смолы с получением тем самым поверхностного покрытия. Заявленный способ обеспечивает повышенное качество печати. 11 з.п. ф-лы, 4 ил.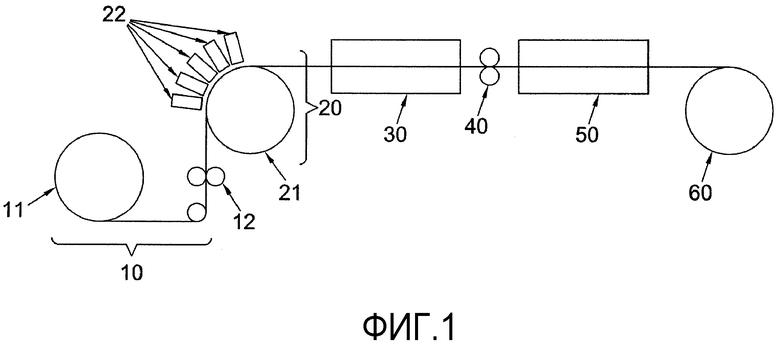
1. Способ формирования поверхностного покрытия, включающий стадии:
подачи исходного для поверхностного покрытия материала, содержащего:
подложку и слой жидкой смолы, включающий смолу, диспергированную в жидкостном носителе, причем слой жидкой смолы способен претерпевать фазовое превращение из жидкого в твердое состояние;
нанесения рисунка на слой жидкой смолы способом струйной печати, и
нагревания слоя жидкой смолы с созданным на слое жидкой смолы рисунком для осуществления фазового превращения из жидкого в твердое состояние для получения тем самым поверхностного покрытия, отличающийся тем, что
рисунок наносят при помощи образующей рисунок композиции на масляной основе, и композиция для образования рисунка на масляной основе содержит масляный компонент и по меньшей мере один из окрашивающего вещества и подавляющего вспенивание компонента,
слой жидкой смолы исходного для поверхностного покрытия материала содержит пластификатор, выбранный из группы, состоящей из пластификатора на фталатной основе, пластификатора на фосфатной основе, пластификатора на основе адипинатов, пластификатора на основе тримеллитатов, пластификатора на основе сложных полиэфиров, пластификатора на эпоксидной основе, пластификатора на основе себацинатов, пластификатора на основе азелаинатов, пластификатора на основе цитратов, пластификатора на основе гликолятов, пластификатора на основе рицинолятов, пластификатора на основе малеинатов, пластификатора на основе фумаратов, бензоатных пластификаторов; пластификаторов на основе пиромеллитатов и пластификаторов на основе итаконатов, и
масляный компонент выбирают из группы, состоящей из сложных эфиров фталевой кислоты, сложных эфиров адипиновой кислоты, сложных эфиров себациновой кислоты, сложных эфиров лимонной кислоты, сложных эфиров азелаиновой кислоты, сложных эфиров лауриновой кислоты, сложных эфиров миристиновой кислоты, сложных эфиров пальмитиновой кислоты, сложных эфиров октановой кислоты, и сложных эфиров изононановой кислоты.
2. Способ по п. 1, в котором стадия подачи исходного для поверхностного покрытия материала включает первую стадию подачи подложки и вторую стадию нанесения слоя жидкой смолы на подложку.
3. Способ по п. 1 или 2, в котором исходный для поверхностного покрытия материал не подвергается любой обработке для отверждения или гелеобразования после нанесения слоя жидкой смолы и до нанесения рисунка.
4. Способ по любому из пп. 1-3, в котором слой жидкой смолы наносится в виде жидкой композиции, которая содержит смесь смолы и жидкостного носителя.
5. Способ по любому из пп. 1-4, в котором рисунок наносится не дольше, чем через один час после того, и более предпочтительно не более, чем спустя 30 минут после того, как слой жидкой смолы нанесен на подложку.
6. Способ по любому из пп. 1-5, в котором слой жидкой смолы исходного для поверхностного покрытия материала включает смолу и жидкостный носитель и необязательно другие компоненты, выбранные из пенообразователя, ускорителя вспенивания, наполнителя, диспергатора, пеногасителя, антиадгезива и загустителя.
7. Способ по любому из пп. 1-6, в котором слой жидкой смолы исходного для поверхностного покрытия материала включает виниловую смолу, предпочтительно PVC, азодикарбонамид, диизононилфталат и стеарат цинка.
8. Способ по любому из пп. 1-6, в котором слой жидкой смолы исходного для поверхностного покрытия материала включает смолу на основе акрилового полимера или смолу на основе акрилового сополимера, азодикарбонамид, пластификатор и стеарат цинка.
9. Способ по любому из пп. 1-8, в котором рисунок включает по меньшей мере один из видимого рисунка и рисунка из подавляющей вспенивание композиции.
10. Способ по любому из пп. 1-9, в котором и пластификатор, и масляный компонент представляют собой сложноэфирные масла.
11. Способ по любому из пп. 1-10, в котором исходный для поверхностного покрытия материал не подвергается нагреванию во время нанесения рисунка.
12. Способ по любому из пп. 1-11, дополнительно включающий стадию нанесения покрытия для нанесения покровного материала на исходный для поверхностного покрытия материал для создания дополнительного уровня защиты поверхности.
| US 2016297223 A1, 13.10.2016 | |||
| US 3660187 A, 02.05.1972 | |||
| JP H10264501 A, 06.10.1998 | |||
| US 20130249996 A1, 26.09.2013 | |||
| US 2013201264 A1, 08.08.2013. |

