Изобретение касается обеспечения промышленной безопасности (ПБ) и диагностического вибромониторинга технического состояния динамического оборудования - насосов, компрессоров, вентиляторов и других агрегатов и машин, их сочетаний преимущественно в составе комплексных технологических установок, на опасных производственных объектах (ОПО) нефтяной, нефтегазоперерабатывающей и химической промышленности, энергетики, металлургии, добывающей промышленности и транспорте.
Федеральный закон №116 от 21.07.1997 (ред. от 07.03.2017) предписывает организовывать и осуществлять производственный контроль и создавать системы управления промышленной безопасностью, которые обеспечивают идентификацию риска аварий на ОПО (статья 11). С позиций предписываемого риск-ориентированного подхода к управлению ПБ рекомендуется проведение мониторинга степени опасности. Предусматриваются оценка риска аварии на ОПО и/или его составных частях и оценка эффективности систем управления ПБ. Руководство по безопасности «Методические основы по проведению анализа опасностей и оценки риска аварий на ОПО», приказ Ростехнадзора РФ от 11.04.2016 №144 (разделы III, IV) рекомендует критерии и нормы оценки риска для управления ПБ.
Минимизировать процессы отказов динамического оборудования ОПО путем риск-ориентированного подхода с обеспечением приемлемых рисков возможно только путем управления ПБ на основе методов и устройств компьютерной диагностики и вибромониторинга оборудования в процессе эксплуатации и ремонта.
В технике известны способы и системы, направленные на обеспечение безопасности и надежности эксплуатации промышленных систем и технологического оборудования ОПО, в том числе на управление ПБ.
В частности, известен способ обеспечения ПБ установок и агрегатов химических, нефтехимических и нефтеперерабатывающих производств в условиях их эксплуатации (Патент РФ №2582029) с распределением (ранжированием) оборудования установок в зависимости от их диагностируемого состояния. Недостатком способа является отсутствие оценки текущего состояния показателей ПБ в реальном времени на основе риск-ориентированного подхода.
В ГОСТ 32106-2013 определены критерии оценки вибрационного состояния динамического оборудования ОПО, установлены типовые зоны технического состояния по результатам мониторинга вибрации: «Допустимо», «Требует принятия мер», «Недопустимо».
ГОСТ Р 53564-2009 оговаривает принципы построения и структуру систем диагностического вибромониторинга оборудования ОПО, принцип интеграции в производственную систему ОПО, типичные неисправности оборудования, обнаруживаемые системами мониторинга.
Однако в указываемых ГОСТ не ставилась задача конечной оценки ПБ и отсутствуют указания по риск-ориентированному подходу к результатам диагностического мониторинга, что снижает достоверность и оперативность оценки ПБ.
Известен анализатор оценки риска, техногенной безопасности и прогнозируемого ресурса при использовании системы по назначению (Патент РФ 49306). В основе анализатора лежит равновероятностный способ получения информативных мер, характеризующих состояние сложной системы путем полунатурного моделирования исходной базы параметров риска, безопасности и ресурса, идентифицированных по условию закрытой фазе (проектирование) и открытой фазе (эксплуатация) сложной системы. Модель выполнена на энергонезависимой памяти, разделенной на две части - базовую часть и исходную рабочую часть, хранящей информацию о фактическом состоянии параметров системы. Блок математического расчета вычисляет информативные меры для закрытой и открытой фазы для базовой части модели, исходной рабочей части модели и для фактического состояния системы по параметрам риска, безопасности и ресурса и их соответствия (да-нет). При формировании массива модели включают инженерно-технические организационные параметры и (или) параметры внутрисистемных штатных воздействий, информационные меры количества информации по фазам жизненного цикла сложной системы.
Недостатком анализатора является высокая сложность и избыточность моделирования расчетов процесса предложенной оценки безопасности для целей вибромониторинга промышленной безопасности реального динамического оборудования ОПО. Отсутствуют конкретные информационно-управляющие связи с оборудованием, учитывая специфику и особенности вибрационного состояния динамического оборудования, что обуславливает недостаточную достоверность мониторинга его промышленной безопасности в реальном производстве, в особенности с учетом его непрерывного цикла.
Известен способ оценки технического состояния центробежного насосного агрегата по вибрации корпуса (Патент РФ 2068553), принятый за прототип, в котором вибропараметры измеряют в процессе эксплуатации агрегата одновременно по совокупности входящих в него элементов, строят с помощью системы компьютерного мониторинга тренды вибропараметров, используют параметры и тренды в качестве диагностических признаков, вводят в базу знаний пороговые значения признаков и их комбинации, обусловленные причинно-следственными связями между ними и элементами агрегата, по которым проводят комплексную оценку технического состояния агрегата.
Недостатком данного способа следует считать, с позиции ПБ, ее косвенную оценку по совокупности установленных диагностических признаков в виде вибропараметров, характеризующих зоны технического состояния динамического оборудования, отсутствие в реальном времени оценки единого интегрального показателя ПБ.
Проведенный анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностью признаков, тождественных всем признакам заявленного технического решения, отсутствуют.
Ни один из аналогов не обеспечивает в реальном времени прямую количественную оценку единого интегрального критерия ПБ динамического оборудования с позиций регламентированного риск-ориентированного подхода. Это обстоятельство не позволяет обеспечить оптимальный уровень оперативности и достоверности вибромониторинга ПБ динамического оборудования ОПО, в том числе для надзорных органов. На этом основании можно сделать вывод о соответствии заявленного технического решения критериям новизны и промышленной применимости.
Результат поиска известных технических решений в данной и смежной областях техники показали, что отличительные признаки заявленного способа и его реализации не следуют явным образом из уровня техники, представленных аналогов и прототипов. Из уровня техники также не выявлена известность существенных признаков, предусматриваемых в заявленном изобретении и достижение указанного технического результата. В этой связи, заявленное изобретение соответствует условию патентоспособности «изобретательский уровень».
Техническим результатом заявленного способа является обеспечение высоких показателей оперативности и достоверности мониторинга ПБ динамического оборудования за счет прямой количественной оценки единого интегрированного показателя ПБ на основе риск-ориентированного подхода.
Технический результат в способе вибромониторинга промышленной безопасности динамического оборудования опасных производственных объектов, заключающемся в том, что с помощью системы компьютерного диагностического мониторинга измеряют параметры вибрации одновременно в информативных точках, входящих в состав динамического оборудования механизмов и элементов, принимают измеренные параметры вибрации, например виброускорения, в качестве значений диагностических признаков, формируют базу знаний, например, в табличной форме с измеренными и заданными предельными и критическими значениями диагностических признаков, по которым выявляют типовые зоны технического состояния динамического оборудования «Допустимо» («Д»), «Требует принятия мер» («ТПМ»), «Недопустимо» («НДП»), сопоставляют их величины и по результатам сравнения судят о промышленной безопасности динамического оборудования, достигается тем, что определяют для каждой зоны технического состояния оборудования - «Д», «ТПМ», «НДП», показатели интенсивности его отказов и время текущей наработки, вычисляют значения вероятности безотказной работы оборудования Р из выражения:

где: λД, λТПМ, λНДП - показатели интенсивности отказов оборудования соответственно в технических состояниях «Д», «ТПМ», «НДП»;
tД, tТПМ, tНДП - текущее время наработки оборудования соответственно в технических состояниях «Д», «ТПМ», «НДП»;
принимают полученные значения вероятности безотказной работы как составляющей технологической компоненты риска эксплуатации оборудования и визуализируют их в качестве прямого интегрального показателя промышленной безопасности эксплуатации оборудования в диапазоне от 0 до 1 или от 0 до 100 процентов, количественно оценивают по результатам сравнения с установленными в базе знаний предельными и критическими значениями принятого показателя промышленной безопасности оборудования в реальном времени.
Технический результат достигается также тем, что накапливают в процессе эксплуатации каждого вида динамического оборудования статистические данные значений межремонтной наработки оборудования с моментов пуска в эксплуатацию до моментов останова на техническое обслуживание или ремонт в каждой зоне технического состояния «Д», «ТПМ», «НДП», находят величины интенсивности отказов оборудования из выражения:

где λЗТС - интенсивность отказов оборудования в соответствующей зоне технического состояния - «Д», «ТПМ», «НДП»;
tЗТС - суммарная наработка оборудования с учетом работы во всех зонах технического состояния - «Д», «ТПМ», «НДП»;
осредняют полученное значение интенсивности отказов, например, в форме оценки математических ожиданий или медиан полученных значений, вводят осредненные значения в базу знаний, в которой выделяют предельные и критические значения вероятности безотказной работы оборудования для каждой зоны технического состояния оборудования и их сочетаний «Д+ТПМ», «Д+ТПМ+НПД».
Технический результат достигается также тем, что накопление статистических данных ведут непрерывно, с помощью системы компьютерного диагностического мониторинга, в течение всего периода времени производственной эксплуатации динамического оборудования.
Технический результат достигается также тем, что текущий принятый показатель промышленной безопасности динамического оборудования принимают по наименьшему значению показателя промышленной безопасности, выявленному для типовых агрегатов и механизмов, входящих в состав каждого вида динамического оборудования, и относящихся к 1 и 2 категории опасности.
Технический результат достигается также тем, что в способе используют текущий показатель промышленной безопасности динамического оборудования при необходимости оценки экономического риска эксплуатации динамического оборудования RЭ, например, по формуле

где ППБ - показатель промышленной безопасности эксплуатации динамического оборудования, равный Р из формулы (1);
LЭ - предельный суммарный уровень потерь от аварии, простоя и ремонта оборудования, в рублях.
Технический результат достигается также тем, что система для осуществления способа дополнительно содержит блок идентификации показателя промышленной безопасности динамического оборудования, вход которого связан с блоком формирования диагностических признаков, а выход - с базой знаний.
Анализ отличительных признаков предложенного способа и системы мониторинга ПБ динамического оборудования ОПО, и обеспечиваемых ими технических результатов выявил, что:
- вычисление для каждой зоны технического состояния - «Д», «ТПМ», «НДП» значений вероятности безотказной работы оборудования по формуле (1) и представление вычисленных значений как составляющих технологических компонент риска эксплуатации оборудования позволяет использовать их в качестве прямого интегрального показателя ПБ оборудования в реальном времени в диапазоне от 0 до 1 или от 0 до 100 процентов.
- сравнение текущего показателя ПБ с установленными в базе знаний предельными и критическими значениями показателя ПБ оборудования обеспечивает прямую интегральную оценку состояния ПБ в каждый момент текущей наработки оборудования;
- накопление в процессе эксплуатации каждого вида динамического оборудования статистики межремонтной наработки оборудования в каждой зоне технического состояния оборудования, вычисление по формуле (2) величин интенсивности его отказов, с последующим осреднением величин и их вводом в базу осуществляет градацию предельных и критических значений вероятности безотказной работы для каждой зоны технического состояния и что особенно характерно для эксплуатации их сочетаний «Д+ТПМ», «Д+ТПМ+НПД»;
- непрерывное накопление статистических данных с помощью систем компьютерного диагностического мониторинга в течение всего периода эксплуатации оборудования на ОПО позволяет повысить достоверность прямого контроля ПБ;
- выявление для типовых агрегатов и механизмов, действующих в составе диагностируемого оборудования наименьшего значения текущего показателя промышленной безопасности, по которой принимают значение показателя ПБ гарантировано обеспечивает достоверную оценку состояния его ПБ;
- возможность использования текущего показателя ПБ динамического оборудования при необходимости оценки экономического риска эксплуатации динамического оборудования, например, по формуле (3), расширяет промышленно-экономическую зону использования изобретения;
- включение в состав системы для осуществления способа дополнительного блока идентификации технологической компоненты рисков эксплуатации, вход которого связан с блоком формирования диагностических признаков, а выход - с базой знаний, способствует эффективному использованию типовой структурной схемы для решения новых задач, поставленных в изобретении.
Таким образом, предложенная совокупность отличительных признаков, обеспечивающая полученный результат, представляется новой на существующем этапе развития науки и техники и превосходит существующий мировой уровень. Изобретение соответствует изобретательскому уровню, поскольку достигаемый результат определяется не только суммой отличительных признаков, но и результатом их тесного взаимодействия.
Сущность способа поясняется чертежами на фиг. 1-8.
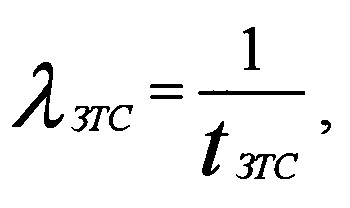
На фиг. 1 показан полуторагодовой тренд параметра виброускорения (средних квадратических значений) центробежного насосного агрегата (ЦНА) на примере переднего подшипника двигателя на основе обработки статистических данных из системы автоматического мониторинга ЦНА нефтеперерабатывающего производства, (в диапазоне мощностей от 30 до 600 кВт).
На фиг. 2 в таблице представлена общая описательная статистика значений показателей интенсивности отказов λ*10-3 двигателя ЦНА в составе технологической установки за полуторагодовую эксплуатацию. В качестве диагностического признака использовалось виброускорение ai, определяющее зоны технического состояния насоса («Д» «ТПМ» «НДП» и их комбинаций). В таблице приведены количество исследуемых насосов (N), минимальные (Мин), максимальные (Макс) и среднеарифметические (Ср) значения, а также значения медианы (Мед), перцентиля (80% от Макс.) и среднеквадратического отклонения (СКО).
На фиг. 3 в таблице отражены доверительные интервалы среднего значения минимума (Ср-Мин), максимума (Ср-Макс) и медианы (Мед-Мин, Мед-Макс), (с вероятностью Р=0,95) показателей интенсивности отказов в соответствии с таблицей на фиг. 2 для различных технических состояний, их комбинаций, количества исследуемых насосов.
На фиг. 4 даны статистически установленные результирующие нормы λ для исходной статистики для групп агрегатов, разбитых на три группы агрегатов (от 30 до 600 кВт).
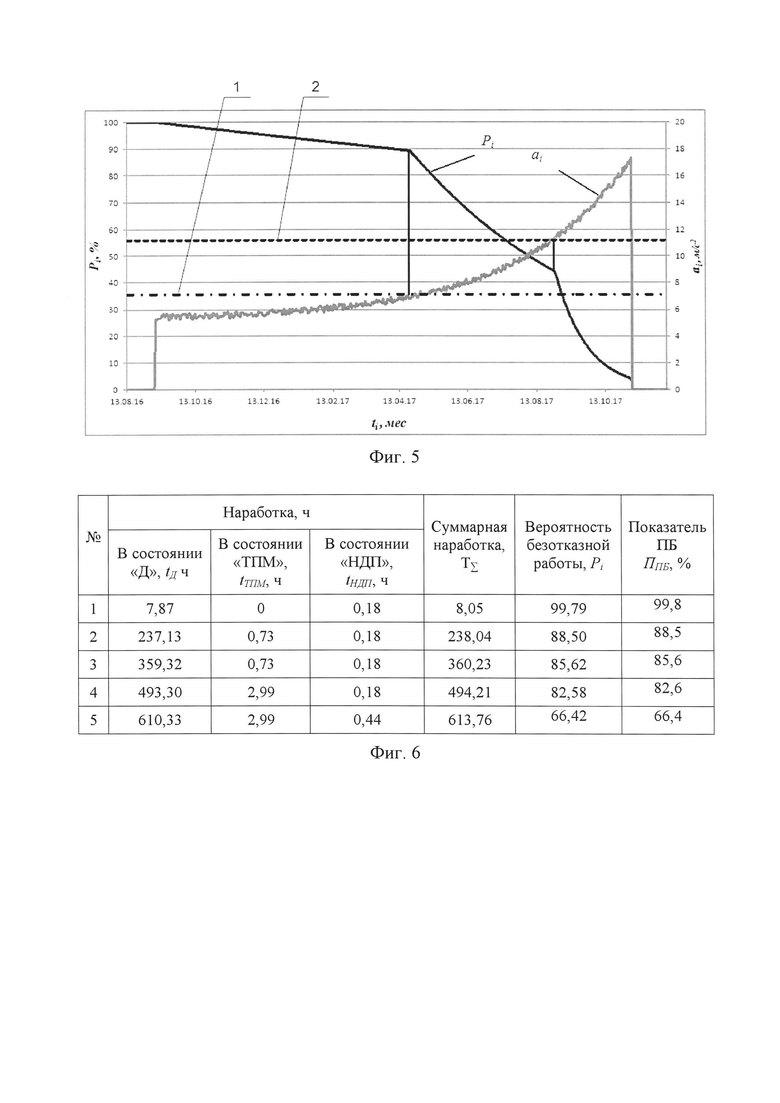
На фиг. 5 приведен график годового тренда ЦНА по признакам виброускорения ai (измеренные значения) и вероятности безотказной работы Pi (расчетные значения).
На фиг. 6 представлены данные временных параметров по расшифровке тренда с расчетным округленным показателем ПБ.
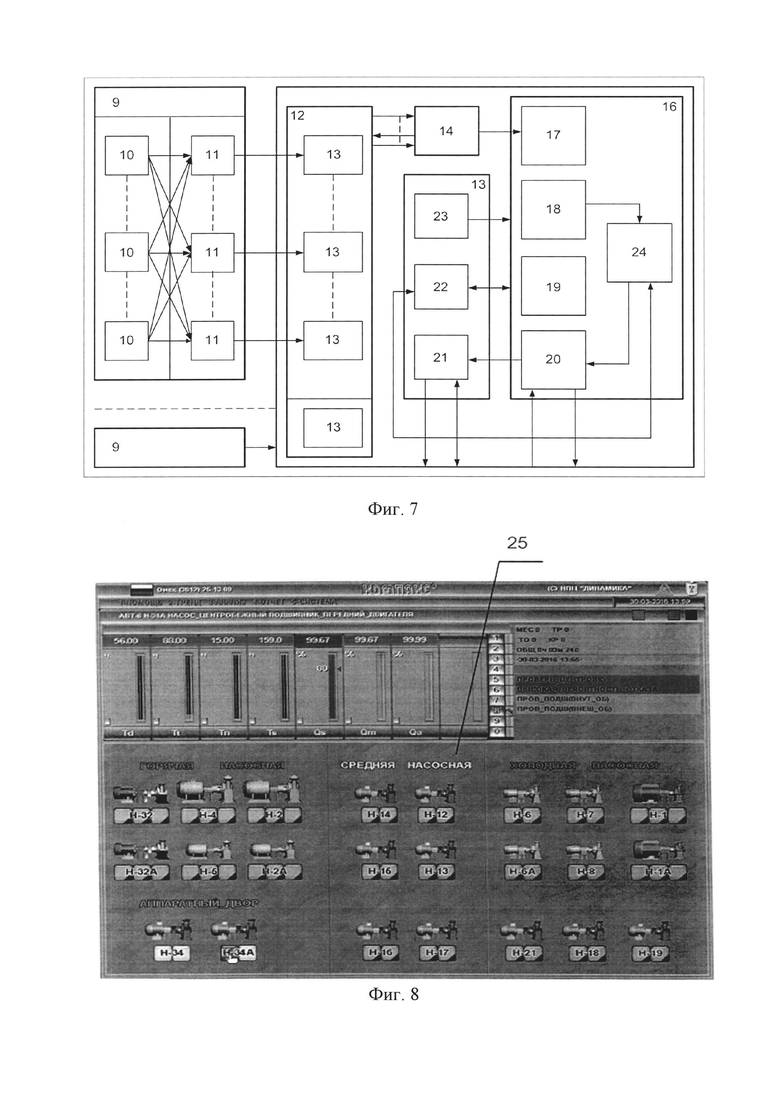
На фиг. 7 изображена структурная схема системы компьютерного мониторинга для реализации способа.
На фиг. 8 показан интерфейс экрана системы компьютерного мониторинга технического состояния оборудования с представлением диагностической информации в виде столбиковых указателей измеряемых параметров, схематическим отображением диагностируемого оборудования и выдачей предписаний экспертной системы по ближайшим неотложным действиям для обслуживающего персонала.
Способ реализуется с помощью автоматической системы компьютерного диагностического мониторинга (фиг. 7) путем следующих последовательных действий.
Измеряют параметры вибрации динамического оборудования, в качестве диагностических признаков, в частности, виброускорения ai для типовых критичных для технического состояния механизмов, например, подшипников, входящих в состав оборудования, в их наиболее чувствительных точках.
Фиксируют значения виброускорения ai и текущее время наработки оборудования ti (в границах «Пуск» - «Останов» на техническое обслуживание или ремонт). Определяют по виброускорению ai и установленным граничным значениям в базе знаний (БЗ) текущую типовую зону технического состояния «Д», «ТПМ» и «НДП».
Процесс иллюстрирует фиг. 1, на которой представлен полуторагодовой тренд изменения вибропараметра ai, и установлены пороговые значения, соответствующие состояниям «ТПМ» 1 и «НДП» 2.
Из тренда видно, что в моменты времени 3, 5 происходили остановки агрегата (оборудования) с высокими значениями ai, а затем в моменты времени 4, 6 агрегат пускали в работу в состоянии «Д». В промежутках времени 3-4 и 5-6, очевидно, происходил ремонт агрегата, в результате которого его состояние улучшилось. В промежутке времени 7-8 осуществлялся останов на корректировку технологического режима агрегата. Значения текущих наработок в различных состояниях в данном случае определяются как время нахождения параметра вибрации ai в состояниях «Д», «ТПМ» и «НДП» в промежутке между ремонтами.
По исходным трендам для каждого агрегата в каждой анализируемой группе определены средние значения наработок между ремонтами в различных состояниях tЗТС и соответствующие значения интенсивности отказов λЗТС по выражению (2).
По значениям текущих наработок ti находят среднее значение наработки tc по выражению

где n - число текущих наработок узла агрегата в анализируемом тренде.
Статистическая обработка полученных по выражениям (2) и (4) массивов показателей λ осуществлялись с использованием, например, пакета программ RStudio, в результате которой были получены λ в различных состояниях и по различным группам агрегатов. После исключения промахов определялось число отброшенных значений для контроля целостности выборки, затем рассчитывалась статистика распределений λ всех комбинаций факторов (признаков, состояний, группы машин). По полученной выборке определялись минимальные (Мин), максимальные (Макс) и среднеарифметические (Ср) значения, а также значения медианы (Мед), перцентиля (80% от Макс.) и среднеквадратические отклонения (СКО). Указанная описательная статистика представлена в таблице на фиг. 2.
На фиг. 3 дана таблица с доверительными интервалами λ при тех же условиях.
Результирующие статистические нормы для групп агрегатов №№1, 2 и 3, и их технических состояний представлены в таблице на фиг. 4.
По полученным статистическим данным интенсивности отказов с большей выборкой λi вычисляют в реальном времени вероятность безотказной работы узла оборудования в процессе его наработки Рi для текущего времени по формуле (1).
Примеры расчета представлены на фиг. 5 в виде графика годового тренда ЦНА технологической установки нефтеперерабатывающего производства. Установлены пороговые значения, соответствующие состояниям «ТПМ» 1 и «НДП» 2. Как видно, при превышении значением виброускорения ai порога «ТПМ» 1 наблюдается первый этап снижения вероятности безотказной работы Рi, а при превышении порога «НДП» 2 - второй, еще более резкий.
Соответствующие тренду табличные данные отображены на фиг. 6. В связи с тем, что вероятность безотказной работы оборудования Рi характеризует технологическую компоненту риска эксплуатации оборудования в этой связи Рi определяет интегральный показатель ПБ эксплуатации оборудования ППБ, (диапазон от 1 до 0) в последней колонке таблицы на фиг. 6 даны округленные значения показателя ПБ в текущем времени.
Рассматриваемый способ реализуется с помощью предлагаемой системы компьютерного мониторинга (фиг. 7).
Объект мониторинга представляет собой совокупность агрегатов 9, каждый из которых содержит до m механизмов 10, подлежащих диагностированию. К таким механизмам относят те, которые ограничивают надежность и ресурс агрегатов и участков ОПО в целом и относящимся к 1 и 2 категории опасности.
Исследуемые в механизмах 10 вибрации через каналы распространения 11 поступают в систему мониторинга 12 и воспринимаются вибродатчиками 13 разного типа.
С помощью блока согласования 14 информационные сигналы от датчиков поступают в тракт управления 15 и тракт распознавания 16. Анализатор сигналов 17 и блок формирования диагностических признаков 18 осуществляют преобразование массива входных сигналов в массив диагностических признаков, связанных с техническим состоянием проверяемых узлов, например, виброускорения ai, посредством алгоритмов цифровой обработки сигналов.
Блок принятия решения 19 на основании входного массива диагностических признаков и эксплуатационных данных в т.ч. предельных и критических, хранящихся в тракте управления 15, определяет техническое состояние диагностируемых объектов и выдает требуемую диагностическую информацию и/или предписания по приведению объекта в нормальное состояние «Д».
Блок отображения и регистрации 20 доводит информацию о состоянии оборудования до персонала с использованием различных каналов: визуального (на экране монитора системы - фиг. 8), звукового (голосового сообщения), печати (распечатки протокола на принтере).
Посредством блока сетевых интерфейсов 21 информация о состоянии оборудования передается заинтересованным производственным службам по выделенным линиям локальной сети (Ethernet-каналам), каналам последовательной передачи данных, радиоканалам с использованием модемов.
Информационная база знаний (в совокупности с базой данных) 22 содержит:
- данные конфигурации диагностируемого оборудования, статистических значений диагностических признаков, статистической информации по межремонтной наработке оборудования в каждой зоне технического состояния «Д», «ТПМ». «НДП» (по мере накопления статистики), трендов, журналов и других данных, необходимых для осуществления диагностического мониторинга оборудования в течение всего периода эксплуатации;
- знания, необходимые для работы экспертной системы и принятия решений по текущей оценке технического состояния оборудования.
Блок управления и синхронизации 23 осуществляет общее управление всей системой мониторинга по определенному алгоритму и/или набору адаптивных алгоритмов.
Дополнительно введенный в систему мониторинга 12 блок идентификации показателя ПБ 24 своим входом связан с блоком формирования диагностических признаков 16, а выходом - с базой знаний 22.
В блоке 24 (программном) осуществляются вычисления формул (1), (2), (3) в процессе взаимодействия и обмена данными с блоками 18, 20, 22.
Выходные данные с предельными и критическими значениями показателя ПБ эксплуатации (в каждой зоне технического состояния узла) - значениями вероятности безотказной работы узлов оборудования передаются в базу знаний 22.
В тоже время из информационной базы знаний (в совокупности с базой данных) 22 в блок идентификации показателя ПБ 24 поступают результирующие нормативные данные интенсивности отказов λ для групп агрегатов (фиг. 4). Из блока 24 в блок отображения и регистрации 20 передается результирующая информация по показателю промышленной безопасности ППБ - фиг. 6. Показатель ППБ (в процентах) визуализируется на экране монитора блока 20 (фиг. 8, 25).
Таким образом, предложенный способ и система мониторинга промышленной безопасности динамического оборудования опасных производственных объектов обеспечивает повышение достоверности и оперативности производственного контроля и управления промышленной безопасности на основе риск-ориентированного подхода за счет прямой количественной оценки текущего состояния промышленной безопасности оборудования в реальном времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИСТАНЦИОННОГО КОНТРОЛЯ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ ОПАСНОГО ПРОИЗВОДСТВЕННОГО ОБЪЕКТА | 2019 |
|
RU2748282C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН ПО КОСВЕННЫМ ПРИЗНАКАМ | 2016 |
|
RU2610366C1 |
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ МАШИН | 2014 |
|
RU2540195C1 |
| Универсальная объектно-ориентированная мультиплатформенная система автоматической диагностики и мониторинга для управления состоянием и предупреждения аварий оборудования опасных производственных и транспортных объектов | 2019 |
|
RU2728167C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦЕНТРОБЕЖНОГО НАСОСНОГО АГРЕГАТА ПО ВИБРАЦИИ КОРПУСА | 1994 |
|
RU2068553C1 |
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ МАШИН | 2015 |
|
RU2606164C1 |
| СПОСОБ ДИАГНОСТИЧЕСКОГО МОНИТОРИНГА РОТОРНЫХ МЕХАНИЗМОВ | 2016 |
|
RU2646207C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН | 2016 |
|
RU2614948C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОРШНЕВЫХ МАШИН ПО СПЕКТРАЛЬНЫМ ИНВАРИАНТАМ | 2007 |
|
RU2337341C1 |
| СПОСОБ ИНТЕГРИРОВАННОГО МОНИТОРИНГА И ДИАГНОСТИКИ УПРАВЛЕНИЯ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИЕЙ ПАРКА ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2603294C2 |

Изобретение относится к области управления промышленной безопасностью (ПБ) динамического оборудования путем диагностического мониторинга (насосов, компрессоров, вентиляторов и других агрегатов и машин, их сочетаний преимущественно в составе комплексных технологических установок), например, на нефтеперерабатывающих и нефтегазохимических предприятиях. Способ основан на измерении параметров вибрации в качестве диагностических признаков, выявлении типовых зон технического состояния диагностируемого оборудования, например виброускорения, с помощью системы компьютерного диагностического мониторинга, формировании базы знаний на основе осреднения статистических данных вычисления интенсивности и вероятности отказов оборудования в зависимости от текущей и суммарной наработки оборудования в каждой типовой зоне технического состояния, принимают полученные значения вероятности безотказной работы как составляющей технологической компоненты риска эксплуатации оборудования и визуализируют их в качестве прямого интегрального показателя промышленной безопасности эксплуатации оборудования в диапазоне от 0 до 1 или от 0 до 100 процентов. Технический результат заключается в оперативном, в реальном времени, получении прямой количественной оценки промышленной безопасности, повышении достоверности производственного контроля управления ПБ с позиции риск-ориентированного подхода. 5 з.п. ф-лы, 8 ил. 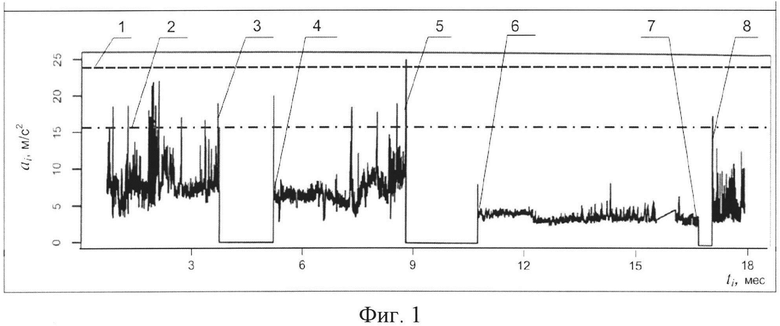
1. Способ вибромониторинга промышленной безопасности динамического оборудования опасных производственных объектов, заключающийся в том, что с помощью системы компьютерного диагностического мониторинга измеряют параметры вибрации одновременно в информативных точках, входящих в состав динамического оборудования механизмов и элементов, принимают измеренные параметры вибрации, например виброускорения, в качестве значений диагностических признаков, формируют базу знаний, например, в табличной форме с измеренными и заданными предельными и критическими значениями диагностических признаков, по которым выявляют типовые зоны технического состояния динамического оборудования «Допустимо» («Д»), «Требует принятия мер» («ТПМ»), «Недопустимо» («НДП»), сопоставляют их величины и по результатам сравнения судят о промышленной безопасности динамического оборудования, отличающийся тем, что определяют для каждой зоны технического состояния оборудования - «Д», «ТПМ», «НДП», показатели интенсивности его отказов и время текущей наработки, вычисляют значения вероятности безотказной работы оборудования Р из выражения:

где: λД, λТПМ, λНДП - показатели интенсивности отказов оборудования соответственно в технических состояниях «Д», «ТПМ», «НДП»;
tД, tТПМ, tНДП - текущее время наработки оборудования соответственно в технических состояниях «Д», «ТПМ», «НДП»;
принимают полученные значения вероятности безотказной работы как составляющей технологической компоненты риска эксплуатации оборудования и визуализируют их в качестве прямого интегрального показателя промышленной безопасности эксплуатации оборудования в диапазоне от 0 до 1 или от 0 до 100 процентов, количественно оценивают по результатам сравнения с установленными в базе знаний предельными и критическими значениями принятого показателя промышленной безопасности оборудования в реальном времени.
2. Способ по п. 1, отличающийся тем, что накапливают в процессе эксплуатации каждого вида динамического оборудования статистические данные значений межремонтной наработки оборудования с моментов пуска в эксплуатацию до моментов останова на техническое обслуживание или ремонт в каждой зоне технического состояния «Д», «ТПМ», «НДП», находят величины интенсивности отказов оборудования из выражения:
где λЗТС - интенсивность отказов оборудования в соответствующей зоне технического состояния - «Д», «ТПМ», «НДП»;
tЗТС - суммарная наработка оборудования в соответствующей зоне технического состояния - «Д», «ТПМ», «НДП»;
осредняют полученное значение интенсивности отказов, например, в форме оценки математических ожиданий или медиан полученных значений, вводят осредненные значения в базу знаний, в которой выделяют предельные и критические значения вероятности безотказной работы оборудования для каждой зоны технического состояния оборудования и их сочетаний «Д+ТПМ», «Д+ТПМ+НПД».
3. Способ по п. 2, отличающийся тем, что накопление статистических данных ведут непрерывно с помощью системы компьютерного диагностического мониторинга в течение всего периода времени производственной эксплуатации динамического оборудования.
4. Способ по п. 1, отличающийся тем, что текущий принятый показатель промышленной безопасности динамического оборудования принимают по наименьшему значению показателя промышленной безопасности, выявленному для типовых агрегатов и механизмов, входящих в состав каждого вида динамического оборудования и относящихся к 1 и 2 категориям опасности.
5. Способ по п. 4, отличающийся тем, что используют текущий показатель промышленной безопасности динамического оборудования при необходимости оценки экономического риска эксплуатации динамического оборудования RЭ, например, по формуле

где ППБ - показатель промышленной безопасности эксплуатации динамического оборудования;
LЭ - предельный суммарный уровень потерь от аварии, простоя и ремонта оборудования в рублях.
6. Система для осуществления способа по п. 1, отличающаяся тем, что дополнительно содержит блок идентификации показателя промышленной безопасности динамического оборудования, вход которого связан с блоком формирования диагностических признаков, а выход - с базой знаний.
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦЕНТРОБЕЖНОГО НАСОСНОГО АГРЕГАТА ПО ВИБРАЦИИ КОРПУСА | 1994 |
|
RU2068553C1 |
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ МАШИН | 2014 |
|
RU2540195C1 |
| Астрономическая труба для совместного определения широты времени и азимута | 1933 |
|
SU49306A1 |
| БЕЗАЛКОГОЛЬНЫЙ НАПИТОК "ТИАКВА "КАСКАД" | 2002 |
|
RU2232529C2 |

