Изобретение относится к области диагностики повреждения деталей машин без разборки в процессе функционирования и может быть использовано для определения технического состояния машинных агрегатов и обеспечения их безопасной, ресурсосберегающей эксплуатации.
Известен способ (RU 2013756 C1 «Способ прогнозирования технического состояния подшипников качения», 30.05.1994), заключающийся в измерении вибрации наружного корпуса механизма при замедляющемся вращении вала агрегата на выбеге. На первом этапе путем проведения ряда экспериментов строят различные зависимости изменения среднего значения амплитуд вибросигналов от наработки подшипников при различных степенях выкрашивания - формируют диагностические модели. На втором этапе диагностики выполняют измерения среднего значения амплитуд вибросигналов на контролируемом механизме, на месте его эксплуатации, получают зависимости изменения от наработки и сопоставляют результат с диагностическими моделями. По совпадению результатов оценивают остаточный ресурс подшипника. Недостатком известного способа является необходимость предварительного разгона вала до скорости, при которой частоты, возбуждаемые элементами подшипника, превышают резонансную частоту наружного корпуса контролируемого механизма, последующего отключения привода и проведение измерений при замедляющемся вращении вала агрегата, то есть данный способ не применим при диагностике агрегатов, участвующих в непрерывных технологических процессах, и для постановки диагноза всегда необходимо проводить сравнение эксплуатационных зависимостей с полученными ранее экспериментальными зависимостями, что говорит о низкой достоверности способа, так как в случае расхождения эксплуатационных зависимостей от экспериментальных заключение о состоянии подшипника вынесено не будет.
Известен способ диагностики подшипников качения (SU 1719953 A1 «Способ контроля подшипника роторной системы», 15.03.1992), включающий измерение вибрации по окружности корпуса подшипника и определения места на корпусе, в котором величина среднеквадратичного отклонения амплитуды вибрации наибольшая. В этом месте измеряют интервалы времени между положительными выбросами амплитуды вибрации, превышающими три величины среднеквадратического отклонения, находят усредненный интервал времени, и среднеквадратическое отклонение интервалов времени между выбросами за период времени кратный периоду вращения тел качения в подшипнике. Определяют коэффициент вариации между измеренными интервалами времени, а наличие и количество дефектов подшипника определяют по величине интервала времени между выбросами амплитуды вибрации и коэффициенту вариации, сравнивая с экспериментальными эталонными зависимостями. Недостатком этого известного способа является то, что на месте эксплуатации агрегата в производстве, как правило, нет возможности произвести замеры вибрации по окружности корпуса подшипника машины, что делает невозможным применение данного способа на практике.
Наиболее близким по совокупности существенных признаков, принятым за прототип, является способ (RU 2068553 C1 «Способ оценки технического состояния центробежного насосного агрегата по вибрации корпуса», 27.10.1996) оценки технического состояния центробежного насосного агрегата по вибрации корпуса, путем измерения вибропараметров в отдельных частотных полосах с последующим построением трендов их изменения во времени и оценки по ним технического состояния агрегата. Недостатком известного способа является то, что при построении трендов амплитуд вибропараметров во времени на интервале жизненного цикла агрегата длительностью часы, сутки, месяцы, а иногда и годы не выделяют скачкообразные процессы роста амплитуд вибропараметров и не выполняют диагностику агрегата на основе анализа зафиксированных выбросов вследствие того, что измерения проводят с низкой частотой и продолжительностью, которые не позволяют обнаруживать и зафиксировать эти выбросы.
Установлено, что рост трещины, выход ее на поверхность и отслаивание частиц поверхности трения качения/скольжения в металле идет стадийно (Владимиров И.В. Физическая природа разрушения металлов. Москва, Металлургия, 1984, с.8, 22, 269). Работа деталей в машинах и механизмах связана с циклическим изменением приложенных к ним нагрузок, что в свою очередь приводит к циклическому изменению их напряженно-деформированного состояния. Развитие трещин в деталях машин носит усталостный характер, при этом в самом материале при постоянных нагрузках-разгрузках возникают петли упругопластического деформирования - гистерезис, что обеспечивает деталям определенную вязкость разрушения, то есть постепенное разрушение по мере накопления повреждения деталей (Расчет на прочность деталей машин. Справочник / Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б./ Москва, Машиностроение, 1993, с.36). В связи с тем, что любая машина не является идеальной, то есть в ее конструкции присутствуют различные зазоры, перекосы, дисбалансы, при этом все эти неидеальности отражаются, в частности, на работе деталей подшипника качения, основного типового узла любой машины. Они работают в условиях постоянного циклического изменения нагрузок и процессы зарождения и развития дефектов в местах передачи нагрузок на внутреннем и наружном кольце, телах качения и местных неоднородностях металла деталей в основном носят усталостный характер. В случаях, когда материал подшипника не сохраняет свойства упругопластического деформирования, случайным образом происходит накопление энергии дислокаций при возникающих циклических нагрузках в деталях подшипника, что способствует ослаблению и последующему разрыву межатомных связей, приводящему к зарождению и развитию трещин, их росту с последующим выходом на поверхность в местах контакта деталей с дальнейшим отслаиванием и/или выкрашиванием металла. Это и приводит к скачкообразному изменению уровня вибрации наружного корпуса машины, которое можно наблюдать и записывать тренд изменения вибропараметра на соответствующем интервале времени, на протяжении жизненного цикла машины.
Задачей предлагаемого способа диагностики повреждения деталей машин является повышение достоверности обнаружения деградации деталей машин путем регистрации на ранних стадиях развития дефектов амплитуд выбросов вибрации, по наличию которых делается заключение о наличии в машине процесса усталостного разрушения ее деталей и информирование персонала уже на ранних стадиях развития дефектов о необходимости выполнения подготовки ремонтно-восстановительных работ и усиления контроля за эксплуатацией машины.
Технический результат достигается тем, что в способе диагностики повреждения деталей машин, например подшипников качения, измеряют вибрацию в информативных точках корпуса машины в характерной полосе частот с помощью системы компьютерного мониторинга, контролируют тренд изменения вибрации во времени, сравнивают его с критическими границами и по результатам сравнения определяют техническое состояние деталей и машины, при этом селектируют скачкообразные изменения (выбросы) вибрации в течение жизненного цикла машины и деградации состояния деталей из-за их повреждения, устанавливают период измерения вибрации существенно меньше, например, на порядок, длительности выбросов вибрации, обусловленных повреждением деталей, запоминают амплитуды выбросов (An), превышающих установленный уровень, например, на 20% от текущего плавного значения тренда вибрации, при этом принимают начальный уровень повреждения деталей машины по амплитуде первого выброса вибрации (A1), контролируют отношение амплитуды последующих выбросов вибрации к амплитуде первого выброса вибрации (An/A1) и/или измеряют относительные приращения амплитуды (An/An-1) каждого последующего выброса вибрации (An) к амплитуде каждого предыдущего выброса вибрации (An-1), строят тренды контролируемых амплитуд выбросов (An), их указанных отношений (An/A1) и приращений (An/An-1), сравнивают с критическими границами и по результатам сравнения судят о состоянии, стадиях и степени повреждения деталей машин.
Технический результат достигается также тем, что устанавливают критические границы, например, первую границу «Требует принятия мер» (ТПМ) на превышение текущих значений соответствующих трендов относительной амплитуды выбросов вибрации (An/A1) и/или относительного приращения амплитуд выбросов вибрации (An/An-1) на величину 25% и для границы «Недопустимо» (НДП) для эксплуатации на величину 50%.
Анализ отличительных признаков показал, что:
- селектирование скачкообразных изменений (выбросов) вибрации в течение жизненного цикла машины и деградации состояния деталей из-за их повреждения позволяет обнаруживать выбросы амплитуд вибрации и запоминать их как стадии повреждения деталей машины;
- установка периода измерений вибрации существенно меньше, например, на порядок, длительности выбросов вибрации, обусловленных повреждением деталей машины, позволяет гарантированно обнаруживать и запоминать амплитуды выбросов вибрации, соответствующих стадиям повреждения, деградации деталей машины;
- запоминание амплитуды выбросов (An), превышающих установленный уровень, например, на 20% от текущего плавного значения тренда вибрации, позволяет выполнить построение тренда амплитуд выбросов вибрации;
- принятие начального уровня повреждения деталей машины по амплитуде первого выброса вибрации (A1) позволяет установить контрольную точку, относительно которой учитывать степень повреждения деталей машин в течение всего жизненного цикла машины и отслеживать деградацию деталей машины;
- контроль отношения амплитуды последующих выбросов вибрации к амплитуде первого выброса вибрации (An/A1) позволяет судить о степени повреждения деталей машины относительно начального уровня, проводить долговременную диагностику при длительной эксплуатации, исключив погрешности, обусловленные различным исходным техническим состоянием деталей машины, находящейся в эксплуатации;
- измерение относительного приращения амплитуды (An/An-1) каждого последующего выброса вибрации (An) к амплитуде каждого предыдущего выброса вибрации (An-1) позволяет судить о степени повреждения деталей машины от стадии к стадии, проводить оперативную диагностику на интервале между двумя соседними выбросами, исключив погрешности, обусловленные различным исходным техническим состоянием деталей машины, находящейся в эксплуатации;
- построение трендов контролируемых амплитуд выбросов (An), их указанных отношений (An/A1) и приращений (An/An-1) позволяет визуализировать процесс стадийной деградации деталей машины в процессе ее эксплуатации в непрерывном технологическом процессе;
- проведение сравнения с критическими границами позволяет отслеживать степень опасности повреждения деталей машины и своевременно информировать технологический персонал о необходимости принятия мер;
- выдача заключения о состоянии, стадиях и степени повреждения деталей машин позволяет технологическому персоналу своевременно получать информацию о повреждении деталей машины и принимать меры обеспечения надежной, безаварийной эксплуатации машин непрерывных технологических производств, например в нефтепереработке и нефтехимии;
- критические границы устанавливаются, например, первая граница «Требует принятия мер» на превышение текущих значений соответствующих трендов относительной амплитуды выбросов вибрации (An/A1) и/или относительного приращения амплитуд выбросов вибрации (An/An-1) на величину 25% и для границы «Недопустимо» для эксплуатации на величину 50%, что позволяет отслеживать степень опасности повреждения деталей машины относительно начального уровня и относительно предыдущей стадии повреждения деталей машины, предупреждать персонал о необходимости принятия мер обеспечения надежной, безаварийной эксплуатации машин непрерывных технологических производств.
Таким образом, предложенная совокупность отличительных признаков, обеспечивающая полученный положительный результат, представляется новой на данном этапе развития науки и техники и превосходит существующий мировой уровень. Изобретение соответствует изобретательскому уровню, поскольку достигаемый результат определяется не только совокупностью отличительных признаков, но и результатом их тесного взаимодействия между собой.
Сущность изобретения поясняется рисунками, где на:
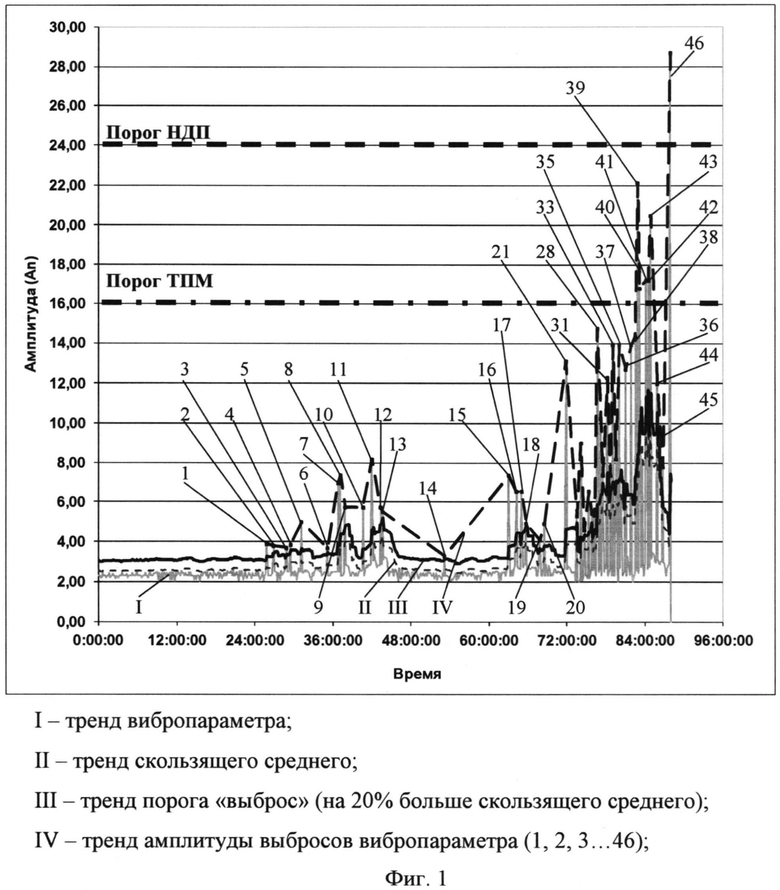
фиг.1 показаны общие тренды изменения вибрации во времени (I), скользящего среднего (II), порога «выброс» (III), амплитуд выбросов (IV) за четверо суток (96 часов);
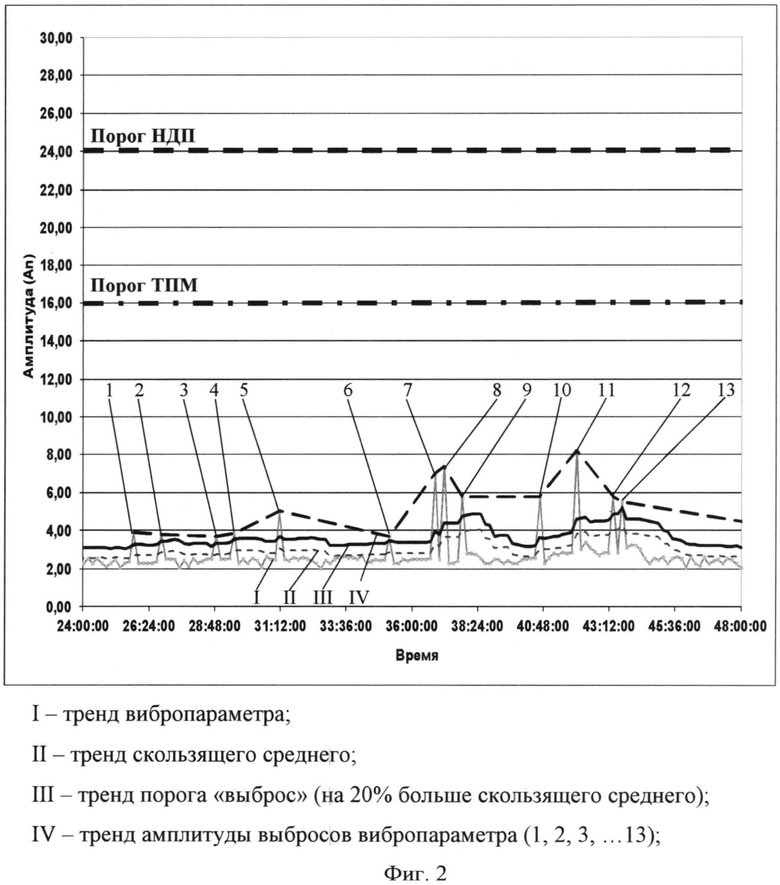
фиг.2 показаны подробные тренды изменения вибрации во времени, скользящего среднего, порога «выброс», амплитуд выбросов на интервале времени 24:00:00-48:00:00 (24 часа) в начальный период повреждения подшипника, зарождения дефекта;
фиг.3 показаны подробные тренды изменения вибрации во времени, скользящего среднего, порога «выброс», амплитуд выбросов на интервале времени 70:48:00-88:00:00 (17 часов 12 минут) в конечный период повреждения подшипника и остановки машины;
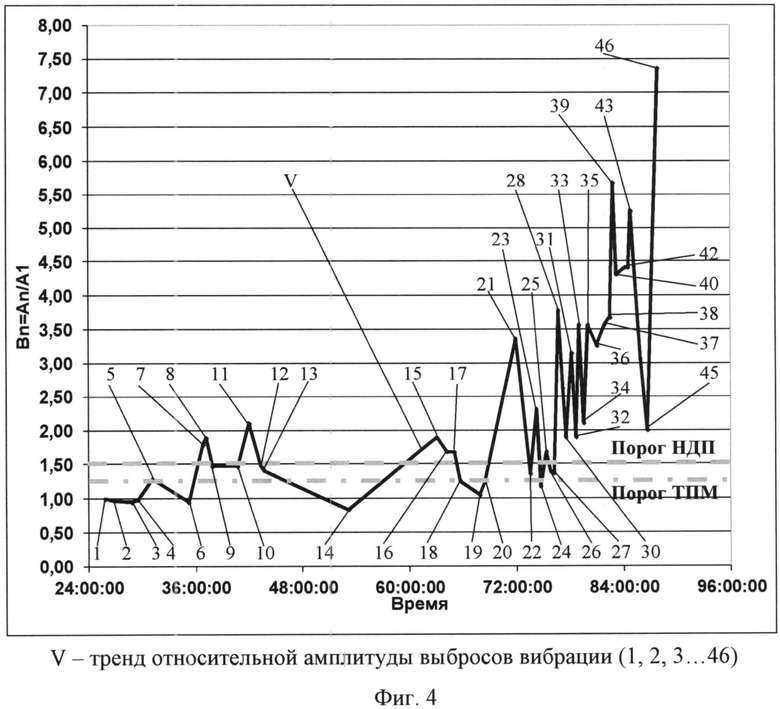
фиг.4 показан общий тренд относительной амплитуды выбросов вибрации (An/A1) - отношения амплитуд последующих выбросов вибрации (An) к амплитуде первого выброса вибрации (A1) за трое суток на интервале времени 24:00:00-96:00:00 (72 часа);
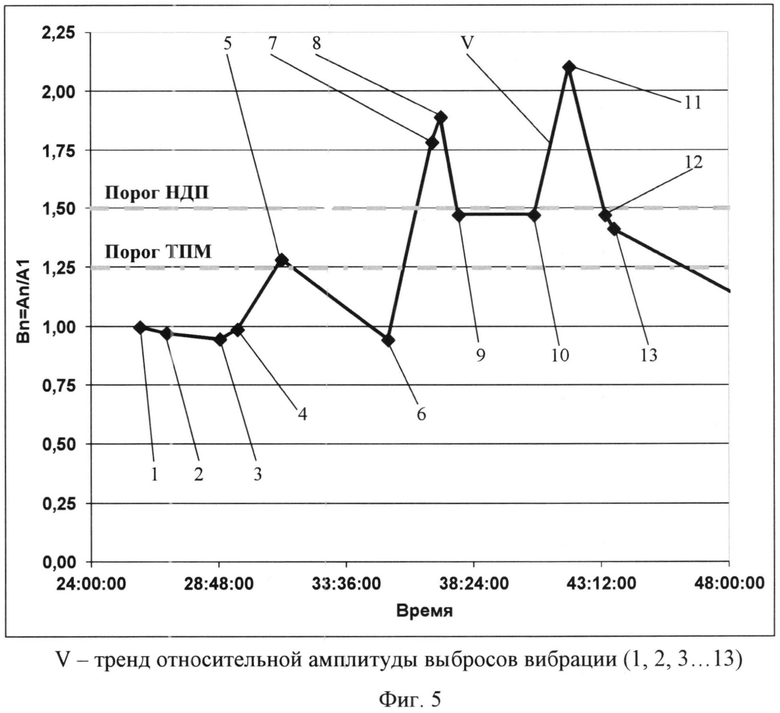
фиг.5 показан подробный тренд относительной амплитуды выбросов вибрации (An/A1) - отношения амплитуд последующих выбросов вибрации (An) к амплитуде первого выброса вибрации (A1) на интервале времени 24:00:00-48:00:00 (24 часа) в начальный период повреждения подшипника, зарождения дефекта;
фиг.6 показан общий тренд относительного приращения амплитуды выбросов вибрации (An/An-1) - отношения амплитуд последующего выброса вибрации (An) к амплитуде предыдущего выброса вибрации (An-1) за трое суток на интервале времени 24:00:00-96:00:00 (72 часа);
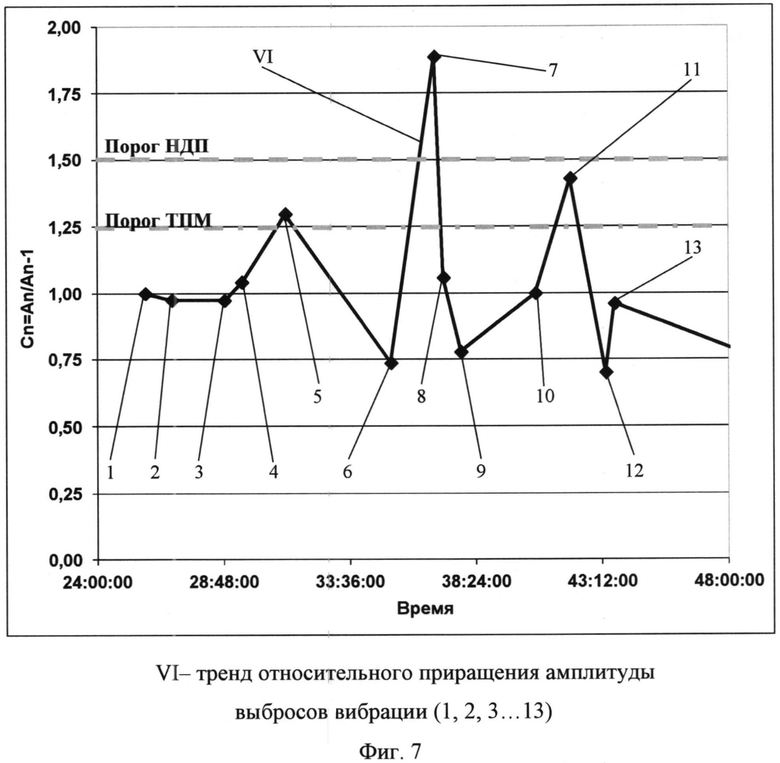
фиг.7 показан подробный тренды относительного приращения амплитуды выбросов вибрации (An/An-1) - отношения амплитуд последующего выброса вибрации (An) к амплитуде предыдущего выброса вибрации (An-1) на интервале времени 24:00:00-48:00:00 (24 часа) в начальный период повреждения подшипника, зарождения дефекта.
Сущность способа заключается в измерении вибрации в информативных точках корпуса машины в информативной полосе частот, например 2-10000 Гц в процессе эксплуатации машины на протяжении всего жизненного цикла машины, от начала эксплуатации исправной машины до останова с целью ремонта, и далее с помощью системы компьютерного мониторинга для оценки повреждений, предупреждения аварий и контроля технического состояния. Система мониторинга в автоматическом режиме регистрирует, сохраняет измеренные параметры вибрации в базе данных и производит построение трендов изменения вибрации во времени и сравнивает ее значения с критическими границами (Фиг.1, 2, 3, Поз.I).
При этом устанавливают период измерения вибрации существенно меньше, например, на порядок, длительности выбросов вибрации, обусловленных повреждением деталей машины, что позволяет гарантированно обнаруживать и запоминать амплитуды выбросов вибрации соответствующих стадиям повреждения, деградации деталей машины (Фиг.1, 2, 3, Поз.1, 2, 3, … 46).
Для автоматизации процесса обнаружения выбросов система компьютерного мониторинга при каждом измерении выполняет сравнение измеренного значения амплитуды вибрации с установленным порогом, при превышении которого полученное измеренное значение амплитуды вибрации, система записывает как выброс (Фиг.1, 2, 3, Поз.1, 2, 3, … 46). Порог определения выброса устанавливается в системе, например, на превышение 20% от текущего плавного значения тренда вибрации (Фиг.1, 2, 3, Поз.III).
По записанным амплитудам выбросов (поз.1, 2, 3, … 46), стадиям деградации деталей машины, система выполняет построение тренда изменения амплитуд выбросов вибрации (Фиг.1, 2, 3, Поз.IV). При этом выполняется сравнение амплитуды выброса с установленными критическими границами - порогами ТПМ («Требует принятия мер») и НДП («Недопустимо») для эксплуатации измеряемого вибропараметра и по росту амплитуды выбросов судят о степени и стадиях повреждения деталей машин. При этом уже при появлении второго выброса (Фиг.1, 2, Поз.2), система мониторинга автоматически информирует персонал о наличии в машине процесса стадийного повреждения в деталях и необходимости усиления контроля за работой машины.
На фиг.1 выбросы позиций 39, 40, 41, 42, 43 превысили порог «Требует принятия мер», установленный согласно требованиям нормативной документации, например (ГОСТ Р 53565-2009. Мониторинг оборудования опасных производств. Вибрация центробежных насосных и компрессорных агрегатов. Москва «Стандартинформ», 2010, с.4) на уровне 16 м/с2, что показывает на необходимость выполнения плановой остановки агрегата и проведения ремонтных работ вследствие развития повреждения в деталях машины. Выброс позиции 46 превысил порог «Недопустимо», установленный согласно требованиям нормативной документации, например [6] на уровне 24 м/с2, что свидетельствует о стадии катастрофического повреждения, развития дефектов в деталях машины и необходимости немедленного прекращения эксплуатации машины и срочного выполнения ремонтных работ.
При появлении первого выброса вибрации устанавливают начальный уровень повреждения деталей машины по амплитуде выброса вибрации, устанавливают, так называемую контрольную точку, относительно которой определяется степень повреждения деталей машин, в течение всего жизненного цикла машины и отслеживать деградацию деталей машины (Фиг.1, Поз.1). По мере появления выбросов для отслеживания степени развития дефектов в деталях при длительной эксплуатации машины выполняется сравнение амплитуды вновь появившегося выброса вибрации с величиной первого выброса вибрации (Фиг.1, Поз.1). Это позволяет нам обеспечить проведение долговременной диагностики в течение всего жизненного цикла машины. Для этого определяют отношение амплитуды последующих выбросов вибрации (An) к амплитуде первого выброса вибрации (А1) и выполняют построение тренда относительной амплитуды выбросов вибрации (Bn=An/A1) (Фиг.4, 5). При этом устанавливают критические границы, например, первую границу «Требует принятия мер» на превышение относительной амплитудой выбросов вибрации (An/A1) на 25% и вторую границу «Недопустимо» для эксплуатации на 50% амплитуды первого выброса вибрации. Эти границы определены опытно-статистическим методом на основе многолетних экспериментальных исследований и производственной практики. Проводят сравнение изменения относительной амплитуды выбросов вибрации Bn (Фиг.4, 5) с критическими границами и делают заключение о стадиях и степени повреждения деталей машины относительно начального уровня повреждения деталей машины, таким образом технологический персонал своевременно получает информацию о повреждении деталей в течение всего жизненного цикла машины и принимает меры обеспечения надежной, безаварийной эксплуатации оборудования.
На фиг.4, 5 относительная амплитуда выбросов вибрации позиций 5, 9, 10, 12, 13, 18, 20, 22, 26, 27 превысила порог «Требует принятия мер». При записи системой мониторинга пятого выброса относительная амплитуда выбросов вибрации B5=A5/A1 превышает порог «Требует принятия мер» и персонал получает информацию от системы мониторинга о том, что степень повреждения деталей машины увеличилась более чем на 25% относительно установленного начального уровня повреждения деталей машины. Таким образом, за 56 часов 40 минут до остановки машины согласно принятым на настоящее время нормам, уже при появлении пятого выброса А5 (Фиг.1, 2, Поз.5) персонал проинформирован системой мониторинга о превышении относительной амплитудой выбросов вибрации В5 (Фиг.4, 5, Поз.5) порога «Требует принятия мер», и необходимости планирования ремонтных работ.
На фиг.4, 5 относительная амплитуда выбросов вибрации позиций 7, 8, 11, 15, 16, 17, 21, 23, 25, 28-46 превысила порог «Недопустимо» для эксплуатации. При записи системой мониторинга седьмого выброса относительная амплитуда выбросов вибрации B7=A7/A1 превышает порог «Недопустимо» для эксплуатации и персонал получает информацию от системы мониторинга о том, что степень повреждения деталей машины увеличилась более чем на 50% относительно установленного начального уровня повреждения деталей машин. Таким образом, за 51 час до остановки машины согласно принятым на настоящее время нормам, уже при появлении седьмого выброса А7 (Фиг.1, 2, Поз.7) персонал проинформирован системой мониторинга о превышении относительной амплитудой выбросов вибрации В7 (Фиг.4, 5, Поз.7) порога «Недопустимо» для эксплуатации и необходимости прекращения эксплуатации машины.
Применение в качестве диагностического признака отношения амплитуд последующих выбросов вибрации (An) к амплитуде первого выброса вибрации (A1) - относительной амплитуды выбросов вибрации (Bn=An/A1), позволяет повысить достоверность диагностирования повреждения деталей машин, обеспечить раннее предупреждение персонала о превышении начального уровня повреждения деталей машины на 25% при пятом выбросе А5 (Фиг.2, Поз.5) и о превышении начального уровня повреждения деталей машины на 50% при седьмом выбросе А7 (Фиг.2, Поз.7). Использование относительной амплитуды выбросов вибрации позволяет выполнять непрерывную долговременную диагностику деградации деталей машины с момента появления первого выброса. Применение предлагаемого способа позволяет обеспечить инвариантность для машин различных конструктивных исполнений, исключить погрешности, обусловленные различным исходным техническим состоянием деталей машины, находящейся в эксплуатации. Использование предлагаемого способа позволяет отслеживать рост дефектов в деталях машины, стадии деградации и степень их опасности на протяжении всего периода эксплуатации. Технологический персонал своевременно получает информацию о наличии в деталях машины процесса стадийной деградации и необходимости проведения организационных мер для обеспечения надежной, безаварийной эксплуатации машин непрерывных технологических производств.
Также для определения опасности развития дефектов в деталях при постоянной эксплуатации машины по мере появления выбросов выполняют сравнение амплитуды вновь появившегося выброса вибрации с амплитудой предыдущего выброса вибрации, проводят оперативную диагностику деградации деталей машины от стадии к стадии повреждения деталей машины. Для этого оценивают относительные приращения амплитуд последующих выбросов вибрации (An) к амплитуде предыдущего выброса вибрации (An-1) и строят тренды относительного приращения амплитуд выбросов вибрации (Cn=An/An-1) (Фиг.6, 7). При этом устанавливают критические границы, например, первую границу «Требует принятия мер» на превышение относительного приращения амплитуды последующего выброса вибрации (An/An-1) на 25% и вторую границу «Недопустимо» для эксплуатации на 50% амплитуды предыдущего выброса вибрации. Эти границы определены опытно-статистическим методом на основе многолетних экспериментальных исследований и производственной практики. Проводят сравнение изменения относительного приращения амплитуд последующего выброса Cn (Фиг.6, 7) с критическими границами и делают заключение о стадиях и степени повреждения деталей машины относительно предыдущей стадии повреждения, таким образом технологический персонал своевременно получает информацию о повреждении деталей машины от стадии к стадии в течение всего жизненного цикла машины и принимает меры обеспечения надежной, безаварийной эксплуатации оборудования.
На фиг.6, 7 относительные приращения амплитуды выбросов вибрации позиций 5, 11, 25 превысили порог «Требует принятия мер» и персонал получил информацию от системы мониторинга о том, что степень повреждения деталей машины увеличилась более чем на 25% относительно предыдущего уровня повреждения деталей машин, записанного при появлении выбросов амплитуд вибрации позиций 4, 10, 24 соответственно. Таким образом, за 56 часов 40 минут до остановки машины согласно принятым на настоящее время нормам, уже при появлении пятого выброса A5 (Фиг.1, 2, Поз.5) персонал проинформирован системой мониторинга о превышении относительным приращением амплитуд выбросов вибрации С5 (Фиг.6, 7, Поз.5) порога «Требует принятия мер», необходимости планирования ремонтных работ и усиления контроля за работой машины.
На фиг.6 относительные приращения амплитуд выбросов вибрации С7, С15, С21, С23, C28, C31, C33, C35, C39, C46 превысили порог «Недопустимо» для эксплуатации. При фиксировании системой мониторинга седьмого выброса относительные приращения амплитуды выбросов вибрации C7=A7/A6 превышают порог «Недопустимо» для эксплуатации, и персонал получает информацию от системы мониторинга о том, что степень повреждения деталей машины увеличилась более чем на 50% относительно предыдущего уровня повреждения деталей машин, зафиксированного при предыдущем выбросе амплитуды вибрации позиции 6. Таким образом, за 51 час до остановки машины согласно принятым на настоящее время нормам, уже при появлении седьмого выброса А7 (Фиг.1, 2, Поз.7) персонал проинформирован системой мониторинга о превышении относительным приращением амплитуд выбросов вибрации С7 (Фиг.6, 7, Поз.7) порога «Недопустимо» для эксплуатации и необходимости прекращения эксплуатации машины.
Применение в качестве диагностического признака относительного приращения амплитуды последующего выброса вибрации (An) к амплитуде предыдущего выброса вибрации (An-1)-(Cn=An/An-1) позволяет повысить достоверность диагностирования развития стадийной деградации деталей машин, обеспечить ранее предупреждение персонала о наличии быстрой скорости деградации деталей еще при выбросе А5 (Фиг.2, Поз. 5) и катастрофической скорости деградации деталей при выбросе А7 (Фиг.2, Поз.7). Использование относительного приращения амплитуд выбросов вибрации позволяет отслеживать деградацию деталей машины от стадии к стадии, ее рост и опасность для работающего механизма на интервале между двумя соседними выбросами. Предлагаемый способ позволяет обеспечить инвариантность для машин различных конструктивных исполнений, исключить погрешности, обусловленные различным исходным техническим состоянием деталей машины, находящейся в эксплуатации. Предлагаемый способ позволяет отслеживать прирост дефектов в машине на протяжении периода эксплуатации агрегата между двумя соседними выбросами вибрации, от стадии к стадии деградации, обеспечить оперативную диагностику повреждения деталей машины. Технологический персонал своевременно получает информацию о наличие в деталях машины процесса стадийной деградации и необходимости проведения, организационных мер для обеспечения надежной, безаварийной эксплуатации машин непрерывных технологических производств.
Пример. Система компьютерного мониторинга для предупреждения аварий и контроля технического состояния обеспечивает постоянный контроль за работой динамического оборудования на опасных производствах нефтепереработки и нефтехимии. На каждую машину устанавливаются датчики вибрации на подшипниковые узлы для контроля вибропараметров и система мониторинга в автоматическом режиме проводит диагностику, анализ, визуализацию их технического состояния, а так же в автоматическом режиме выдает персоналу предупреждение в форме речевого сообщения и изменения цвета машины на экране монитор: «Желтый» - техническое состояние «Требует принятия мер», «Красный» - техническое состояние «Недопустимо». Все измеряемые параметры записываются в различные архивы, и система в автоматическом режиме выполняет их обработку.
На фиг.1 представлен четырехсуточный тренд изменения вибропараметра записанный с датчика, установленного на задний (полевой) подшипниковый узел электродвигателя BAO2-450LB-2. На тренде вибропараметра позиции I хорошо видно, что чуть более суток вибросостояние было практически неизменным, уровень виброускорения находился в районе 2,3 м/с2 и в 25:50:00, система мониторинга зафиксировала увеличение виброускорения до 3,9 м/с2. Система в автоматическом режиме выполнила сравнение вновь измеренного значения вибропараметра с пороговым значением определения выброса (Фиг.1, 2, Поз.III), установленного в системе на превышение 20% от текущего плавного значения тренда вибрации, при этом превышение вибропараметром самого порога составило 19% и соответственно данное увеличение записано системой мониторинга как первый выброс (Фиг.1, 2, Поз.1). Далее в 26:50:00 обнаружен системой мониторинга второй выброс (Фиг.1, 2, Поз.2) и так далее по мере появления выбросов производится их запись в базу данных и построение по ним тренда выбросов (Фиг.1, 2, 3, Поз.IV).
На фиг.2 более детально показана часть тренда вибропараметра позиции I длительностью одни сутки, на интервале времени 24.00:00-48:00:00, на которой представлены записанные выбросы с 1 по 13 и построен тренд изменения амплитуд выбросов, поз.IV. При появлении второго выброса в 26:50:00 (Фиг.2, Поз.2), система мониторинга выдает экспертное предупреждение персоналу о протекании в деталях машины процесса стадийного повреждения деталей и необходимости усиления контроля за работой машины. Начиная со второго выброса (Фиг.2, Поз.2) система автоматически выполняет расчеты диагностических признаков относительной амплитуды выбросов вибрации (Bn=An/A1) и относительных приращений амплитуд выбросов вибрации (Cn=An/An-1) и производит построение их трендов по расчетным значениям точек Bn, Cn (Фиг.4, 5, 6, 7). При этом хорошо видно, что уже на пятом зафиксированном выбросе (Фиг.1, 2, Поз.5) в 31:10:00 диагностические параметры В5 и С5. (Фиг.4, 5, 6, 7, Поз.5) выходят в зону «Требует принятия мер», установленную на уровне 25% превышения текущих значений соответствующих трендов. Экспертная система в автоматическом режиме выдает персоналу информацию о превышении порога «Требует принятия мер» диагностическими признаками стадийного процесса повреждения деталей машины, как по состоянию долговременной диагностики - отношению амплитуд выбросов вибрации В5 (Фиг.4, 5, Поз.5), так и по результатам оперативной диагностики - относительному приращению амплитуд выбросов вибрации С5 (Фиг.6, 7, Поз.5). При этом персонал проинформирован с опережением практически на 52 часа (51 час 40 минут) о необходимости планирования ремонтных работ по сравнению с предупреждением выданным системой мониторинга при переходе в техническое состояние «Требует принятия мер» основного вибропараметра при 39 выбросе (Фиг.1, 2, Поз.I, 39) на основании действующих нормативов.
При седьмом выбросе (Фиг.1, 2, Поз.7) отношение амплитуд выбросов вибрации В7 и относительные приращения амплитуд выбросов вибрации С7. (Фиг.4, 5, 6, 7, Поз.7) выходят в зону «Недопустимо» для эксплуатации, установленную на уровне 50% превышения текущих значений соответствующих трендов. Экспертная система в автоматическом режиме выдает персоналу информацию о превышении порога «Недопустимо» для эксплуатации диагностическими признаками стадийного процесса повреждения деталей машины как по состоянию долговременной диагностики - отношение амплитуд выбросов вибрации В7 (Фиг.4, 5, Поз.7), так и по результатам оперативной диагностики - относительному приращению амплитуд выбросов вибрации С7 (Фиг.6, 7, Поз.7). При этом персонал проинформирован за 51 час до остановки машины на основании действующих нормативов, системой мониторинга о необходимости прекращения эксплуатации машины.
При проведении ремонтных работ по электродвигателю было зафиксировано разрушение заднего (полевого) подшипника типа «32317».
В рассматриваемом примере в течение 62 часов эксплуатации машины наблюдался процесс стадийной деградации деталей. Системой компьютерного мониторинга были записаны 46 выбросов вибропараметра от момента первого выброса до вывода машины из эксплуатации при превышении основным вибропараметром порога «Недопустимо» для эксплуатации согласно действующим нормам. При этом только выброс вибропараметра позиции 39 и последовавшие за ним выбросы позиций 40, 41, 42, 43 превысили порог «Требует принятия мер» согласно действующим нормам, следовательно, система мониторинга при использовании стандартного подхода к мониторингу технического состояния проинформировала персонал о необходимости планирования ремонтных работ только за 5 часов до остановки машины, а при выбросе вибропараметра позиции 46, работа машины была прекращена, так как был превышен порог «Недопустимо» для эксплуатации (Фиг.1, 3, Поз.I, 46) согласно действующих норм.
Применение данного способа к обеспечению контроля за изменением технического состояния машин, основанных на применении диагностических признаков относительной амплитуды выбросов вибрации (An/A1) и относительного приращения амплитуды выбросов вибрации (An/An-1), позволяет отслеживать зарождение, развитие и прирост дефектов в машине на протяжении всего периода ее эксплуатации.
Применение диагностического признака относительной амплитуды выбросов вибрации (An/A1) позволяет на длительном промежутке времени с момента появления первого выброса отслеживать стадии деградации деталей машины, следить за процессом изменения состояния деталей на каждой стадии относительно начального уровня, установленного при первом выбросе, и учитывать эти данные для обеспечения безопасной эксплуатации машины, проводить долговременную диагностику.
Применение диагностического признака относительного приращения амплитуды выбросов вибрации (An/An-1) позволяет на протяжении времени жизни агрегата с момента первого выброса отслеживать стадии деградации деталей машины от выброса к выбросу вибрации, следить за процессом изменения состояния деталей на каждой стадии относительно изменения на предыдущей стадии и учитывать эти данные для оперативного принятия решения и обеспечения безопасной эксплуатации машины, проводить оперативную диагностику.
По анализу трендов фиг.1, 2, 3, 4, 5, 6, 7 выполнено своевременное предупреждение персонала о наличии процесса усталостного разрушения при появлении второго выброса в 26:50:00 (Поз.2). Таким образом, уже за 61 час до остановки машины персонал предупрежден системой о наличии в машине процесса стадийного повреждения деталей и необходимости усиления контроля за ее работой. За 56 часов 40 минут до остановки машины, при появлении пятого выброса в 31:10:00 (Поз.5) диагностические признаки относительной амплитуды выбросов вибрации В5 (Фиг.4, 5, Поз.5) - долговременная диагностика, и относительного приращения амплитуд выбросов вибрации С5 (Фиг.6, 7, Поз.5) - оперативная диагностика, превысили порог «Требует принятия мер». Система мониторинга показала персоналу приближение процесса усталостного разрушения к критической отметке и что необходимо выполнять плановый вывод машины из эксплуатации и ремонтные работы. За 51 час до остановки машины при фиксации седьмого выброса в 36:50:00 (Поз.7) диагностические признаки относительной амплитуды выбросов вибрации В7 (Фиг.5, Поз.7) и относительного приращения амплитуд выбросов вибрации С7 (Фиг.7, Поз.7) превысили порог «Недопустимо» для эксплуатации. Система мониторинга предупредила персонал, что процесс усталостного разрушения превысил критическую отметку и необходимо выполнить немедленную остановку машины для предотвращения аварии.
Таким образом, предлагаемый способ диагностики повреждения деталей машин, по сравнению с известными способами [1, 2] и способом-прототипом [3], позволяет существенно повысить достоверность диагностики в условиях промышленной эксплуатации машинных агрегатов путем обеспечения постоянного контроля за возникновением и развитием дефектов в деталях машин уже на стадии их зарождения и выдачи раннего предупреждения персоналу о необходимости планирования и проведения обслуживания при достижении порога «Требует принятия мер» и последующему выводу машины из эксплуатации и проведению ремонтных работ при достижении порога «Недопустимо» для эксплуатации. Использование данного изобретения позволяет обеспечить инвариантность для машин различного конструктивного исполнения, исключить погрешности, обусловленные различным исходным техническим состоянием деталей машины находящейся в эксплуатации. Предлагаемый способ позволяет отслеживать рост дефектов в машине на протяжении всего периода эксплуатации и заблаговременно информировать персонал о необходимости принятия мер по обеспечению ее безопасной эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЯ ДЕТАЛЕЙ МАШИН | 2015 |
|
RU2606164C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦЕНТРОБЕЖНОГО НАСОСНОГО АГРЕГАТА ПО ВИБРАЦИИ КОРПУСА | 1994 |
|
RU2068553C1 |
| СПОСОБ ДИАГНОСТИКИ И ПРОГНОЗИРОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН ПО ВИБРАЦИИ КОРПУСА | 1996 |
|
RU2103668C1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН ПО КОСВЕННЫМ ПРИЗНАКАМ | 2016 |
|
RU2610366C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН | 2016 |
|
RU2614948C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ДЛЯ ОБНАРУЖЕНИЯ ЗАРОЖДАЮЩИХСЯ ДЕФЕКТОВ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ | 2021 |
|
RU2783616C1 |
| Способ и система вибромониторинга промышленной безопасности динамического оборудования опасных производственных объектов | 2018 |
|
RU2687848C1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ И СКОРОСТИ РАЗВИТИЯ ЗАРОЖДАЮЩИХСЯ ДЕФЕКТОВ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ | 2022 |
|
RU2774697C1 |
| Способ вибродиагностики возникновения зарождающихся дефектов в отдельных узлах механизмов | 2021 |
|
RU2769919C1 |
| Способ вибродиагностики зарождающихся дефектов механизмов | 2018 |
|
RU2680640C1 |


Изобретение относится к области диагностики повреждения деталей машин в процессе их непрерывной эксплуатации и может быть использовано для определения технического состояния машинных агрегатов и обеспечения их безопасной, ресурсосберегающей эксплуатации. В способе диагностики измеряют уровень вибрации в информативных точках корпуса машины в информативной полосе частот, строят тренды изменения вибрации во времени, сравнивают полученные значения с критическими границами и по результатам сравнения судят о состоянии деталей машины. Наблюдают изменение тренда вибрации на протяжении всего жизненного цикла машины; селектируют скачкообразные изменения вибрации во времени; строят тренды амплитуд выбросов вибрации, их отношений и приращений; запоминают стадии повреждения деталей машины. Изобретение направлено на предотвращение аварий машин в условиях непрерывной эксплуатации путем повышения достоверности обнаружения деградации деталей машин за счет регистрации на ранних стадиях развития дефектов амплитуд выбросов вибрации, по наличию которых делается заключение о наличии в машине процесса усталостного разрушения ее деталей. 1 з.п. ф-лы, 7 ил.
1. Способ диагностики повреждения деталей машин, например подшипников качения, в котором измеряют вибрацию в информативных точках корпуса машины в характерной полосе частот с помощью системы компьютерного мониторинга, контролируют тренд изменения вибрации во времени, сравнивают его с критическими границами и по результатам сравнения определяют техническое состояние деталей и машины, отличающийся тем, что селектируют скачкообразные изменения (выбросы) вибрации в течение жизненного цикла машины и деградации состояния деталей из-за их повреждения, устанавливают период измерения вибрации существенно меньше, например, на порядок, длительности выбросов вибрации, обусловленных повреждением деталей, запоминают амплитуды выбросов (An), превышающих установленный уровень, например, на 20% от текущего плавного значения тренда вибрации, при этом принимают начальный уровень повреждения деталей машины по амплитуде первого выброса вибрации (A1), контролируют отношение амплитуды последующих выбросов вибрации к амплитуде первого выброса вибрации (An/A1) и/или измеряют относительные приращения амплитуды (An/An-1) каждого последующего выброса вибрации (An) к амплитуде каждого предыдущего выброса вибрации (An-1), строят тренды контролируемых амплитуд выбросов (An), их указанных отношений (An/A1) и приращений (An/An-1), сравнивают с критическими границами и по результатам сравнения судят о состоянии, стадиях и степени повреждения деталей машин.
2. Способ по п.1, отличающийся тем, что устанавливают критические границы, например, первую границу «Требует принятия мер» на превышение текущих значений соответствующих трендов относительной амплитуды выбросов вибрации (An/A1) и/или относительного приращения амплитуд выбросов вибрации (An/An-1) на величину 25% и для границы «Недопустимо» для эксплуатации на величину 50%.
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЦЕНТРОБЕЖНОГО НАСОСНОГО АГРЕГАТА ПО ВИБРАЦИИ КОРПУСА | 1994 |
|
RU2068553C1 |
| Способ контроля подшипника роторной системы | 1990 |
|
SU1719953A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОДШИПНИКОВ КАЧЕНИЯ | 1991 |
|
RU2013756C1 |
| JP 0004204021 A, 24.07.1992 | |||
| JP 0003204353 A, 05.09.1991 | |||

