Группа изобретений относится к роторам компрессоров авиационных газотурбинных двигателей пятого поколения с рабочими колесами компрессоров, изготовленными с использованием технологии «блиск».
Термины «Полублиск», «Двойной Полублиск», и «Тройной Полублиск» введены авторами настоящего предложения и поэтому в заголовке взяты в кавычки. Термин «Полублиск» авторами присвоен рабочему колесу одной ступени компрессора, изготовленного с использованием технологии «блиск», у которого только половина рабочих лопаток выполнена за одно целое с диском рабочего колеса. Соответственно термины «Двойной Полублиск», и «Тройной Полублиск» присвоены авторами рабочим колесам с двумя и тремя ступенями ротора компрессора, у которых только половина рабочих лопаток каждой ступени выполнена за одно целое с колесом.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения. Возникновение этих повреждений во многом определяется уровнем вибрационных напряжений в лопатках во всем диапазоне режимов эксплуатации двигателя. Одним из важнейших факторов, снижающих уровень этих напряжений, является демпфирующая способность лопаток, которая определяется энергией, рассеянной в обтекающем газовом потоке (аэродемпфирование), в материале, и у авиадвигателей в старом «классическом» исполнении за счет конструкционного демпфирования в замковом соединении, и в контакте бандажных или антивибрационных полок для ступеней с этими полками.
Демпфирование в материале этих лопаток мало, конструкционное демпфирование в замке лопатки типа «ласточкин хвост» далеко от оптимальных значений и практически убывает до нуля на крейсерском и максимальном режимах двигателя (см. Скубачевский Г.С. Авиационные газотурбинные двигатели. Конструкция и расчет деталей. - М, Машиностроение. 1965. - 451 с., фиг. 7. 31), а аэродинамическое демпфирование резко падает на нерасчетных режимах (см. Шорр Б.Ф., Мельникова Г.В., Серебряков Н.Н. «Разработка технологий демпфирования колебаний рабочих лопаток турбин ТВД», ТО №13496, 2009).
Конструкционное демпфирование в антивибрационных и бандажных полках рабочих лопаток при должном подборе натяга по контактирующим полкам может эффективно гасить колебания лопаток (см. Старцев Н.И. Конструкция и проектирование авиационных и газотурбинных двигателей и приводов энергетических установок. Книга первая. Основы проектирования ГТД. Конструктивные схемы. Компрессоры. Турбины. Двигатель. 2018. - 399 с., см. стр. 336.).
Рабочие лопатки КНД и рабочие лопатки первых ступеней КВД авиационных ГТД изготавливают из титанового сплава.
Как известно, (см. Антифрикционные свойства титана и его сплавов. Интернет.Studret.com>310821/tehnika/…svoystva titana splavov) титан и его сплавы, независимо от типа и системы их легирования, подвержены высокому износу, обусловленному адгезией - переносом металлических частиц с одной поверхности на другую, подвержены фреттинг - износу и фреттинг - коррозии..
Поэтому повышение износоустойчивости контактных поверхностей полок титановых рабочих лопаток компрессоров остается актуальной задачей.
Повышение износостойкости титановых сплавов можно получить (см. Повышение износостойкости технического титана ВТ1 - 0 и сплава ВТ - 6 / Б.П. Гриценко [и др.]. Интернет.https://cyberleninka.ru/article/n/povyshenie-iznosostoykosti-tehnicheski-chistogo-titana-vt1-0-i-splava-vt-6) путем азотирования, цементации, борирования. Но создаваемые поверхностные слои получаются очень хрупкими. Высокие температуры и большое время обработок приводят к росту зерна и снижению прочностных свойств.
В настоящее время эта проблема более менее успешно решается тремя путями:
• наплавлением на контактные поверхности полок износоустойчивого покрытия см., например, Повышение износостойкости титана аргонодуговой наплавкой / Б.П. Прилуцкий [и др.]. Интернет., https://patonpublishinshouse.com/as/pdf/2012/pdfartides/01/5.pdf, где приведены результаты комплексных исследований по созданию нового наплавочного материала - титановой присадочной порошковой проволоки, оболочка которой выполнена из титана, а сердцевина содержит также частицы кремния и углерода. Показано, что наплавленный металл повышает триботехнические поверхностные характеристики титана ВТ - 1 в 10 раз, и Упрочнение и защита деталей двигателей / Ю. Елисеев, С. Сакальский. Интернет.https://aviapanorama/su/1998/08/uprochnenie-i-zashita-detalej-dvigatelej/, где описана технология повышения износостойкости лопаток компрессора, применяемая на ММПП «Салют», заключающаяся в напайке на бандажные полки износостойкого материала ВТН - 1, состоящего из твердых частиц карбида вольфрама и припоя ВПр - 16 на титановой основе в качестве связки. Для реализации этого процесса на предприятии спроектирована специальная установка, включающая вакуумную камеру, высокочастотное устройство и вакуумную систему. Она обеспечивает при толщине напаянного слоя 0,2÷0,5 мм равномерное распределение частиц карбида вольфрама. В результате напайка композиционного материала ВТН - 1 на бандажные полки лопаток в несколько раз увеличивает срок их работы.
• Применением вакуумно-плазменной технологии высоких энергий (ВПТВЭ), разработанной в ВИАМе (см. Упрочнение и защита деталей двигателей / Ю. Елисеев, С. Сакальский). Эта технология позволяет наносить покрытия из многокомпонентных (металлических и неметаллических материалов) для зашиты поверхностей деталей. В этом процессе исходный материал переводится в плазменное состояние с энергией частиц 10-100 эВ. Плазма фокусируется в поток и ускоряется в направлении от катода к аноду, и, попадая на поверхность детали, она конденсируется, образуя покрытие. Процесс экологически чистый, обладает высокой стабильностью и повторяемостью.
Процесс (ВПТВЭ) обеспечивает:
возможность управления энергией частиц плазмы, взаимодействующей с поверхностью;
возможность получения беспористых покрытий на поверхностях со сложной геометрией;
высокие значения коэффициента использования плазмы;
высокую воспроизводимость параметров наносимого слоя (толщины, состава);
возможность профилирования толщины наносимого слоя;
нанесение покрытия на окончательно готовое изделие;
качественное покрытие с минимальным контролем в условиях серийного производства.
В ВИАМ разработана установка, позволяющая наносить покрытия одновременно на 24 лопатки.
• Закреплением на контактных поверхностях бандажных полок титановых рабочих лопаток компрессора припаиванием индукционной пайкой накладок из износоустойчивого материала (см. Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (ГТД) / В.А. Гейкин, И.В. Орехов [и др.]. Интернет.www.findPatent.ru/patent.ru/patent/262/2627558.html).
Накладки изготавливают из материала группы ВК фрагментированными со сквозными проточками шириной не более 0,3 мм, а их фиксацию на бандажных полках осуществляют индукционной напайкой припоем ВПр16 толщиной слоя 110±20 мкм, наносимого на всю поверхность, к которой припаивается накладка, при температуре 940°С в течении 5÷8 с.
Этими же способами осуществляют ремонт лопаток с изношенными контактными поверхностями (восстановление изношенных контактных поверхностей бандажных полок и торцовых поверхностей пера лопатки) с добавлением в некоторых случаях нескольких технологических операций (см. Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (ГТД) / В.А. Гейкин, И.В. Орехов [и др.]).
Возможность осуществления указанного ремонта лопаток является одной из многих важнейших эксплуатационных характеристик двигателя, обеспечивающих большой ресурс работы двигателя (200÷2000 часов).
Задача совершенствования технологии изготовления пазов в дисках под замки компрессорных и турбинных лопаток остается актуальной и в настоящее время (см. Технология производства, современное оборудование / А.И, Бажанов. Интернет.Engine.aviaport.ru/issues/68/page10.html). Одним из основных способов изготовления этих пазов является протягивание, для чего приходиться изготавливать специальный инструмент - протяжку. Недостатки этого способа - низкая производительность (низкая скорость протягивания 0,5÷4 м/мин), большое время на смену блоков протяжек. В настоящее время считается перспективным для изготовления пазов применение электроэрозионной обработки. Преимущества этого способа - нет такого сложного инструмента как протяжка, позволяет получать поверхность с шероховатостью 0,3 мкм, а толщина измененного слоя при этом не превышает 5 мкм, наличие оборудования, достаточно высокая производительность.
Известны конструкции моноколес (блисков) компрессоров авиационных ГТД пятого поколения, изготовленных по технологии «блиск», у которых лопатки выполнены за одно целое с диском. Так у двигателя EJ - 200 ротор компрессора состоит из 7 блисков, считая вентиляторный блиск с широкохордыми лопатками. Несколько блисков имеет двигатель BLR - 700, моноколеса первой и второй ступеней ротора КВД двигателя SaM 146 выполнены в виде блисков (см. Компрессоры авиационных ГТД. Интернет.avia-simply.ru/kompressori-aviadonnih-gtd).
Такие конструкции прочнее сборных дисков. В них меньше концентраторов напряжений, например, таких, которые неизбежно присутствуют при креплении лопаток с помощью замков «ласточкин хвост». Кроме того, масса всей конструкции меньше (до 25%). Качество поверхности и ее обтекаемость гораздо лучше и меньше гидравлические потери, за счет чего увеличение КПД ступени достигает 8%.
У блисков имеются и существенные недостатки. Так в случае повреждения одной лопатки заменяется весь блиск, а это неизбежно влечет за собой разборку всего двигателя. У известных реальных конструкций блисков отсутствует конструкционное демпфирование, гасящее колебания их лопаток.
Зарубежные производители ГТД для изготовления блисков используют три базовых модели (см. Производство моноколес и крыльчаток газотурбинных двигателей. Интернет.chiefengineer.ru/tehnologi-metaloobrabotky/tehnologi-obrabotky-metalla/proizvodstvo-monokolyos-i-krylchatok-gazoturbinnyh-dvigateley/):
• фрезерование лопаток в монолитной заготовке;
• электрохимическая прошивка межлопаточных каналов после их предварительного фрезерования в монолитной заготовке;
• сварка лопаток с диском способом линейной сварки трением.
В отечественной технологии для изготовления блисков из титанового сплава традиционным способом является фрезерование межлопаточных пазов, предварительно прорезанных абразивной струйной резкой. После фрезерования ручные доводочные работы не выполняются. В качестве финишной обработки используется виброполирование.
ЭХО является эффективным способом серийного производства блисков средних и малых размеров. Достоинствами этого способа является стабильность и отсутствие износа электродов. При этом некоторую сложность при использовании этого способа составляет то, что геометрическую форму электродов приходиться подбирать опытным путем. Перед чистовой ЭХО пазы между лопатками могут быть получены фрезерованием или абразивной струйной резкой.
Заметим, что в настоящее время налажено серийное производство моноколес диаметром 650 мм с 40 лопатками с хордой 72 мм и высотой 100 мм, из титанового сплава Ti - 6Al - 4V. ЭХО выполняется после чернового фрезерования. Время обработки одной лопатки - 5 мин.
Линейная сварка трением применяется для изготовления блисков с лопатками большого размера. Каждая лопатка приваривается отдельно.
Заметим также, что в настоящее время затруднительно отыскать пример успешного практического применения в серийно выпускаемой турбомашине четвертого поколения специальных демпфирующих устройств рабочих лопаток, хотя актуальность решения этой задачи нисколько не снизилась с течением времени, а только возросла с появлением блисков, рабочих колес с креплением лопаток в кольцевых профилированных канавках, вентиляторов с пустотелыми широкохордыми лопатками.
Поэтому задача создания блисков компрессоров и вентиляторов для ГТД пятого поколения с эффективным конструкционным демпфированием колебаний их лопаток является актуальной задачей.
В настоящее время таких разработок очень мало. Нам известно только две таких разработки.
Так известен демпфер блиска ГТД (см. Нихамкин М.Ш., Балакирев А.А., Воронов Л.В. Методика оценки эффективности кольцевых демпферов в блисках ГТД / М.Ш. Нихамкин, А.А. Балакирев, Л.В. Воронов. Авиационная и ракетно-космическая техника. 2012. С. 21-26 и Laxalde D., Thouverez F., Gilbert С. Experimental and numerical investigation of friction rings damping of blisks. ASME, Berlin, Germany. GT 2008 - 50862), выполненный в виде упругого разрезного кольца, вставленного с натягом в кольцевую канавку, выполненную на внутренней поверхности обода диска блиска. Несомненными достоинствами этого демпфера являются простота и технологичность его конструкции. Однако в работе (см. Ротор компрессора авиационного газотурбинного двигателя со спаркой блисков…. И.Д. Эскин, А.И. Ермаков, Е.А. Гаршин. Интернет.www.findPatent.ru/patent/266/2665789.html) показана неэффективность и некорректность этого предложения с точки зрения элементарных закономерностей конструкционного демпфирования.
В этой работе также предложены конструкции спарки двух блисков и спарки блиска с колесом с замковым креплением лопаток с конструкционным демпфированием рабочих лопаток блисков, у которых демпферы выполнены в виде фрагмента пера лопатки блиска, у ее задней кромки. Каждый фрагмент закреплен во фланце второго колеса с возможностью радиального смещения, как твердого тела, и прижат центробежной силой и упругим элементом - гофром гофрированного кольцевого пакета, размещенного в кольцевой канавке фланца второго колеса спарки, к контактной площадке пера лопатки блиска. Контактные площадки фрагмента и пера лопатки блиска, по которым при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением фрагмента и лопатки, покрыты износостойким материалом.
При должном подборе параметров предложенных в этой работе конструкций за счет конструкционного демпфирования на их контактных площадках может рассеиваться количество энергии, достаточное для эффективного гашения колебаний лопаток блиска.
К числу достоинств этих конструкций также принадлежат:
• расчетность конструкции, требуемые параметры конструкции могут быть определены расчетным подбором;
• возможность ремонта изношенных лопаток блиска, фрагментов и лент гофрированного пакета рассмотренными выше способами (возможность восстановления изношенных контактных поверхностей этих деталей);
• совместимость с другими конструкторскими решениями, улучшающими упругофрикционные характеристики (УФХ) блисков (например, с изложенными ниже).
Хотя, по нашему мнению, это конструкторское решение может оказаться целесообразным и полезным во многих практических случаях оно далеко от полного решения проблемы эффективного гашения колебаний рабочих лопаток блисков. Заметим, что появление каждого нового полезного решения этой проблемы еще долго будет оставаться актуальным.
Поэтому для получения результатов решения проблемы эффективного гашения колебаний рабочих лопаток блисков ставится задача создания конструкции моноколеса ротора компрессора низкого давления, изготавливаемого из титанового сплава с использованием технологии «блиск» с УФХ, эффективно гасящими колебания рабочих лопаток моноколеса, и при этом сохраняющего полностью или, по крайней мере, в целесообразном объеме положительные качества блисков, обладающего высокой ремонтопригодностью (позволяющего известными способами, описанными выше восстанавливать изношенные поверхности контактных площадок лопаток моноколеса).
Моноколесо компрессора (см. Производство моноколес и крыльчаток газотурбинных двигателей. Интернет.chiefengineer.ru/tehnologi-metaloobrabotky/tehnologi-obrabotky-metalla/proizvodstvo-monokolyos-i-krylchatok-gazoturbinnyh-dvigateley/) из титанового сплава, выполненное целиком по технологии «блиск», содежащее тело, диск, выполненный за одно целое с телом лопатки или диск с длинными лопатками, закрепленными на нем сваркой, наиболее близко по технической сущности к предлагаемому и принято за прототип.
Поставленная задача решается тем, что предлагается моноколесо осевого компрессора, изготовленное с использованием технологии «блиск», содержащее тело, диск, выполненный за одно целое с телом лопатки, согласно изобретению, за одно целое с телом моноколеса выполнены диск или диски и только половина лопаток, расположенных с окружным шагом, равным двум окружным шагам расположения лопаток моноколеса, а вторая половина лопаток закреплена на ободе моноколеса с помощью замков «ласточкин хвост», лопатки ступени или любой из ступеней моноколеса выполнены либо с бандажными антивибрационными полками, выполненными либо на верхней части пера лопатки, либо на ее верхнем торце, либо без полок, лопатки с замком «ласточкин хвост» установлены на моноколесо с натягом по контактным площадкам бандажных полок лопаток, причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса, на контактные площадки бандажных полок либо наплавлен слой износостойкого материала, либо к ним припаяны накладки из износостойкого материала, геометрическая форма полок и их размеры определены из условия обеспечения сборки моноколеса, заданного диапазона взаимных упругих проскальзываний соседних лопаток по контактным площадкам их полок и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку или полки лопатки, или бандажные антивибрационные полки, расположенные на верхней части пера лопатки, выполнены с контактными площадками, параллельными продольной оси замка лопатки, а само моноколесо выполнено в виде «Полублиска» или «Двойного Полублиска», или «Тройного Полублиска», и моноколесо - «Полублиск» выполнено с половиной лопаток одной ступени, выполненных за одно целое с диском, моноколесо - «Двойной Полублиск» выполнено с половиной лопаток двух ступеней, выполненных за одно целое с диском, моноколесо - «Тройной Полублиск» выполнено с половиной лопаток трех ступеней, выполненных за одно целое с диском, и у моноколеса - «Двойной Полублиск» продольные оси пазов под замки лопаток обеих ступеней, вместе с лопатками, выполненными за одно целое с моноколесом, образующими межлопаточный канал на колесе, лежат на одной оси, а у моноколеса - «Тройной Полублиск» продольные оси таких же пазов, но уже трех ступеней, лежат на одной оси, и эти пазы изготавливаются одновременно протягиванием, и при неодинаковых параметрах пазов у разных ступеней моноколеса предварительную обработку пазов моноколеса выполняют протягиванием протяжкой с параметрами для получения пазов последней ступени колеса, а финишную доработку пазов остальных ступеней или ступени моноколеса, а также в случае, когда число лопаток у ступеней моноколеса различно и продольные оси пазов под замки лопаток не лежат на одной прямой, черновую обработку этих пазов выполняют фрезерованием, а финишную их доработку выполняют электроэрозионной обработкой, или изготовление этих пазов выполняют электроэрозионной обработкой.
Под эффективным гашением колебаний здесь понимается такое гашение колебаний, при котором величина амплитуды максимального главного напряжения в лопатках на каждой из опасных форм колебаний равна или немного отличается от минимального значения этого параметра на каждой из этих опасных форм и при этом обеспечивается прочность и усталостная прочность лопаток и хороший ресурс их работы и всего моноколеса. Зависимость амплитуды безразмерного максимального изгибного напряжения от безразмерной жесткости σmax*(С*) у каждой собственной формы колебаний системы с распределенными параметрами с сосредоточенным конструкционным демпфированием имеет минимум. Здесь применительно к рассматриваемой системе σmax*=σmax/σт и σmax - амплитуда максимального главного напряжения в лопатках на рассматриваемой форме колебаний лопатки, σт - предел текучести материала моноколеса (лопатки), С*=С/Ср и С - среднециклическая жесткость лопатки на рассматриваемой форме колебаний в составе рассматриваемой системы, определяемая как тангенс угла наклона диагонали, соединяющей вершины петли гистерезиса, построенной в координатах равнодействующая внешних сил, действующих на лопатку, - максимальная деформация лопатки на рассматриваемой форме колебаний, Ср - жесткость лопатки на рассматриваемой форме колебаний в составе рассматриваемой системы для заданной амплитуды внешней нагрузки при отсутствии сил сухого трения на контактных площадках бандажных полок. Среднециклическая жесткость лопатки зависит от множества параметров системы (эти зависимости рассматривать не будем), в том числе от удельных сил сухого трения на контактных площадках бандажных полок, которые прямо пропорциональны коэффициенту трения μ и удельной сдавливающей нагрузке р на этих контактных площадках, которая зависит, в свою очередь, от величины натяга  в мм по контактным площадкам бандажных полок. Следовательно, имеется величина натяга , при которой достигается минимальное значение амплитуды главного напряжения (минимальное значение амплитуды максимального безразмерного главного напряжения σmax*) в лопатке (в наиболее напряженной лопатке) на рассматриваемой опасной форме колебаний системы «моноколесо - лопатки». Эта величина натяга может быть определена экспериментально или экспериментально виртуальным способом.
в мм по контактным площадкам бандажных полок. Следовательно, имеется величина натяга , при которой достигается минимальное значение амплитуды главного напряжения (минимальное значение амплитуды максимального безразмерного главного напряжения σmax*) в лопатке (в наиболее напряженной лопатке) на рассматриваемой опасной форме колебаний системы «моноколесо - лопатки». Эта величина натяга может быть определена экспериментально или экспериментально виртуальным способом.
По нашему мнению, этот способ можно упростить, если в качестве «настройки» системы использовать вместо величины С*=С/Ср величину  где Р - амплитудное значение сил, действующих на лопатку, Т - обобщенная сила трения, определяемая как половина отрезка, отсекаемого на оси ординат нагрузочным и разгрузочным процессами петли гистерезиса, построенной в вышеуказанных координатах, полностью расслоенного устройства (процессами, когда лопатка деформируется с проскальзыванием по всей поверхности контакта бандажных полок). У систем с распределенными параметрами и с сосредоточенным конструкционным демпфированием зависимость σmax*(β), построенная при относительной жесткости
где Р - амплитудное значение сил, действующих на лопатку, Т - обобщенная сила трения, определяемая как половина отрезка, отсекаемого на оси ординат нагрузочным и разгрузочным процессами петли гистерезиса, построенной в вышеуказанных координатах, полностью расслоенного устройства (процессами, когда лопатка деформируется с проскальзыванием по всей поверхности контакта бандажных полок). У систем с распределенными параметрами и с сосредоточенным конструкционным демпфированием зависимость σmax*(β), построенная при относительной жесткости  где С0 - жесткость нерасслоенной системы (жесткость лопатки при ее деформации при отсутствии взаимных проскальзываний на контактных поверхностях бандажных полок) у любой собственной формы колебаний имеет минимум (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей. Дис. к.т.н. Приложение. КуАИ. Куйбышев. 1973. - 315 с.). В этом случае способ расчета может быть упрощен за счет более простой зависимости обобщенной силы трения Т от удельных сил трения по сравнению с зависимостью среднециклической жесткости С от этих сил. Но в некоторых случаях минимальное значение σmax* может лежать вблизи ветви зависимости σmax*(β), где незначительное изменение параметра β, например, за счет случайного изменения коэффициента трения μ, приводит к недопустимому росту величины σmax* (величины амплитуды главного максимального напряжения лопатки σmax). В этом случае, как уже выше указано, в качестве оптимальной «настройки» системы выбирается такое значение параметра β=βопт, при котором величина амплитуды максимального главного напряжения в лопатках на каждой из опасных форм колебаний немного отличается от минимального значения этого параметра на каждой из этих опасных форм. У зависимости σmax*(β) диапазон значений параметра β, обеспечивающих выполнение условия σmax*<σд*, где σд* - допустимое безразмерное напряжение в лопатке, достаточно широк, и за счет этого при должном подборе параметра βопт обеспечивается прочность и усталостная прочность лопаток и хороший ресурс их работы и всего моноколеса.
где С0 - жесткость нерасслоенной системы (жесткость лопатки при ее деформации при отсутствии взаимных проскальзываний на контактных поверхностях бандажных полок) у любой собственной формы колебаний имеет минимум (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей. Дис. к.т.н. Приложение. КуАИ. Куйбышев. 1973. - 315 с.). В этом случае способ расчета может быть упрощен за счет более простой зависимости обобщенной силы трения Т от удельных сил трения по сравнению с зависимостью среднециклической жесткости С от этих сил. Но в некоторых случаях минимальное значение σmax* может лежать вблизи ветви зависимости σmax*(β), где незначительное изменение параметра β, например, за счет случайного изменения коэффициента трения μ, приводит к недопустимому росту величины σmax* (величины амплитуды главного максимального напряжения лопатки σmax). В этом случае, как уже выше указано, в качестве оптимальной «настройки» системы выбирается такое значение параметра β=βопт, при котором величина амплитуды максимального главного напряжения в лопатках на каждой из опасных форм колебаний немного отличается от минимального значения этого параметра на каждой из этих опасных форм. У зависимости σmax*(β) диапазон значений параметра β, обеспечивающих выполнение условия σmax*<σд*, где σд* - допустимое безразмерное напряжение в лопатке, достаточно широк, и за счет этого при должном подборе параметра βопт обеспечивается прочность и усталостная прочность лопаток и хороший ресурс их работы и всего моноколеса.
Эскиным И.Д. (см. патент RU 2665789 С2) разработаны рекомендации для методологии расчетного исследования колебаний фрагмента рабочего колеса с лопатками, выполненного по технологии «блиск», с сосредоточенным конструкционным демпфированием, которые могут быть полезны для расчетного подбора вышеуказанной величины натяга по антивибрационным полкам лопаток.
Нам не удалось найти работу с описанием блиска компрессора ГТД с лопатками с бандажными антивибрационными полками. Поэтому не только оригинальные особенности конструкций бандажных полок, примененных в нашем предложении, но и сам факт применения этих полок описан в отличительной части первого п. формулы изобретения.
Заготовки моноколес изготавливаются литьем по выплавляемым моделям или способом порошковой металлургии. Диски в отдельных случаях могут быть приварены, при этом должно контролироваться качество и напряженное состояние сварного шва, и произведена термообработка для снятия объемных напряжений в шве.
В два раза увеличенное межлопаточное пространство в заготовке позволяет изготавливать заготовки моноколес с лопатками двух и даже трех ступеней, упрощает применяемую при изготовлении моноколеса технологию «блиск», обеспечивает наплавление износостойкого материала на контактные площадки полок лопаток или закрепление на них припаиванием накладок из износостойкого материала.
Закрепление половины лопаток в моноколесе с помощью замков «ласточкин хвост» позволяет создать требуемую величину натяга на контактных площадках полок лопаток и обеспечивает возможность ремонта моноколес - восстановление описанными выше способами изношенных контактных поверхностей лопаток.
Выбор такой геометрической формы полок лопаток, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, обеспечивает уравновешивание воздействия этих составляющих на лопатки с замковым креплением газовыми силами, действующими на лопатку со стороны большего давления ступени.
Кроме того, предлагается моноколесо, выполненое в виде «Двойного Полублиска», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными на верхнем торце пера лопатки или на верхней части пера лопатки, а вторая с лопатками без бандажных полок, или в виде «Тройного Полублиска», у которого первая и вторая ступени выполнены с лопатками с бандажными полками, расположенными на верхнем торце пера лопатки, а третья ступень -с лопатками без бандажных полок, или же в виде «Тройного Полублиска», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными на верхней части пера лопатки, а вторая и третья ступени выполнены без бандажных полок, или первая ступень выполнена с бандажными полками, расположенными на верхнем торце пера лопатки, а вторая и третья ступень - с лопатками без бандажных полок.
Известен ротор КНД ТРДД SaM 146 (см. Киселев Ю.В. Двигатель SaM 146. Устройство основных узлов / Ю.В. Киселев, Д.Ю. Киселев. - Электронное учебное пособие. СГАУ, Самара, 2012 г.), скрепленный с ротором вентилятора, представляющий собой единое рабочее колесо с тремя ступенями, выполненное в виде, изготовленной из титанового сплава пустотелой бочки с тремя кольцевыми приливами на ее внутренней и внешней поверхностях, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки из титанового сплава, выполненные с платформами у замковой части. Платформы лопаток плотно прилегают друг к другу, и четыре лопатки на каждой из ступеней имеют специальные вырезы в платформе, в которых закреплены два замка, чем обеспечивается надежная фиксация лопаток в тангенциальном направлении.
Ротор КНД ТРДД SaM 146 по технической сущности наиболее близок к предлагаемому ротору компрессора низкого давления авиационного газотурбинного двигателя и принят за прототип.
Ставится задача разработки в качестве примера использования предлагаемых «Полублисков» в конструкции КНД ГТД.
Поставленная задача решается тем, что предлагается ротор компрессора низкого давления авиационного газотурбинного двигателя, содержащий единое рабочее колесо с тремя ступенями, выполненное в виде изготовленной из титанового сплава пустотелой бочки с тремя кольцевыми приливами на ее внутренней и внешней поверхностях, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки из титанового сплава, выполненные с платформами у замковой части, плотно прилегающими друг к другу, причем четыре диаметрально расположенные лопатки на каждой из ступеней имеют вырезы в платформе, в которых закреплены два замка, чем обеспечивается надежная фиксация лопаток в тангенциальном направлении, согласно изобретению, первые две или три ступени ротора выполнены в виде моноколеса по п. 2 формулы изобретения, или в виде моноколеса барабанно-дисковой конструкции - «Двойного Полублиска», изготовленного из титанового сплава, у которого лопатки обеих ступеней выполнены с бандажными антивибрационными полками, расположенными на верхних торцах лопаток, лопатки с замком «ласточкин хвост» установлены на моноколесо с натягом по контактным площадкам бандажных полок лопаток, причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса, на контактные площадки бандажных полок либо наплавлен слой износостойкого материала, либо к ним припаяны накладки из износостойкого материала, геометрическая форма полок и их размеры определены из условия обеспечения сборки моноколеса, заданного диапазона взаимных упругих проскальзываний соседних лопаток по контактным площадкам их полок и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку лопатки, и ступени ротора с третьей по пятую выполнены в виде изготовленного из титанового сплава моноколеса барабанно-дисковой конструкции - «Тройного Полублиска», у которого лопатки всех трех ступеней выполнены без бандажных полок, и пустотелая бочка с закрепленными на ней лопатками с платформами трех последних ступеней компрессора и эти моноколеса сцентрированы и герметично скреплены друг с другом по фланцевым стыкам с помощью болтов, шайб и самоконтрящихся гаек, причем головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек, а к фланцу на переднем диске «Двойного Полублиска» и к фланцу, выполненному на свободном торце пустотелой бочки, с помощью болтов с частично срезанными головками, шайб и самоконтрящихся гаек закреплены ступицы из титанового сплава с закрепленными на них стальными шипами для установки компрессора в подшипниках его опор.
Предлагаемые конструкции моноколес и КНД поясняются иллюстрациями:
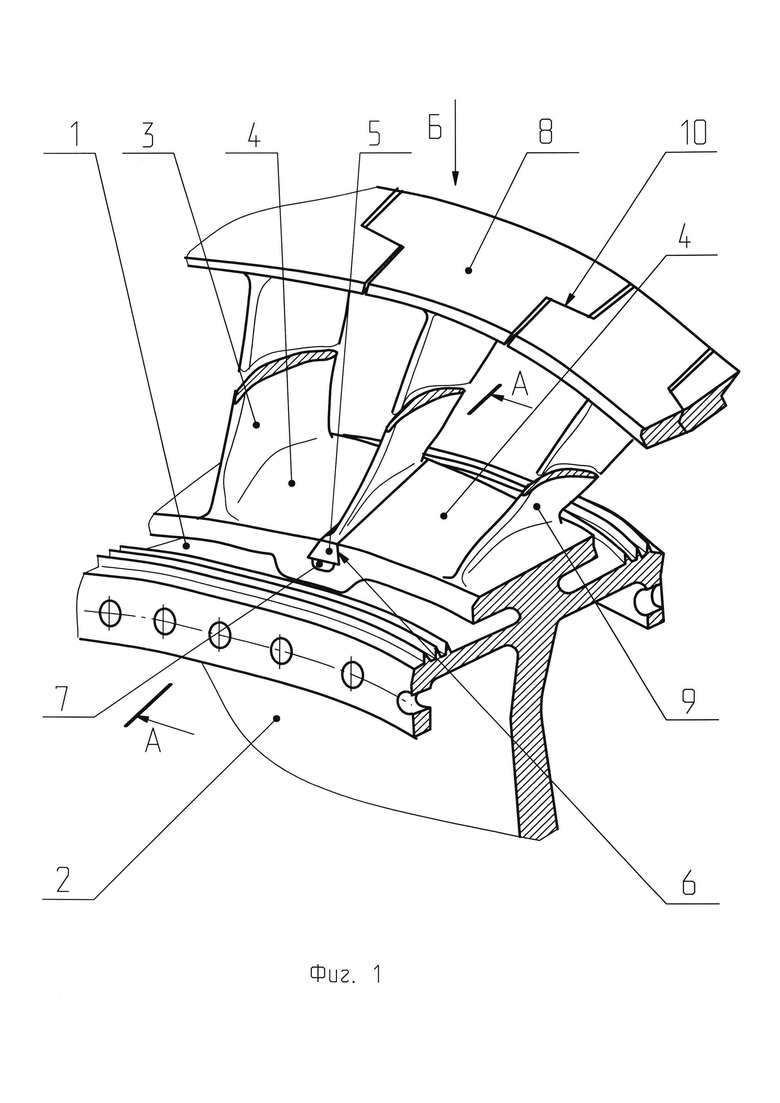
на фиг. 1 изображен фрагмент моноколеса - «Полублиск»;
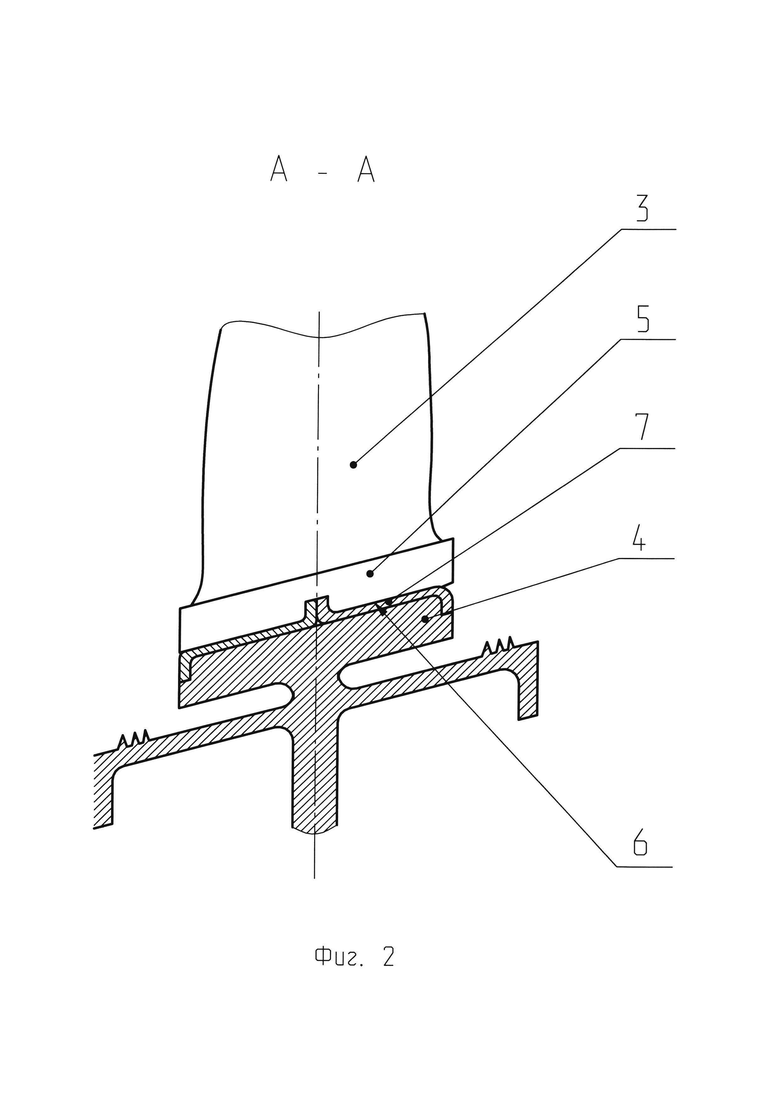
на фиг. 2 изображен разрез по А-А на фиг. 1;
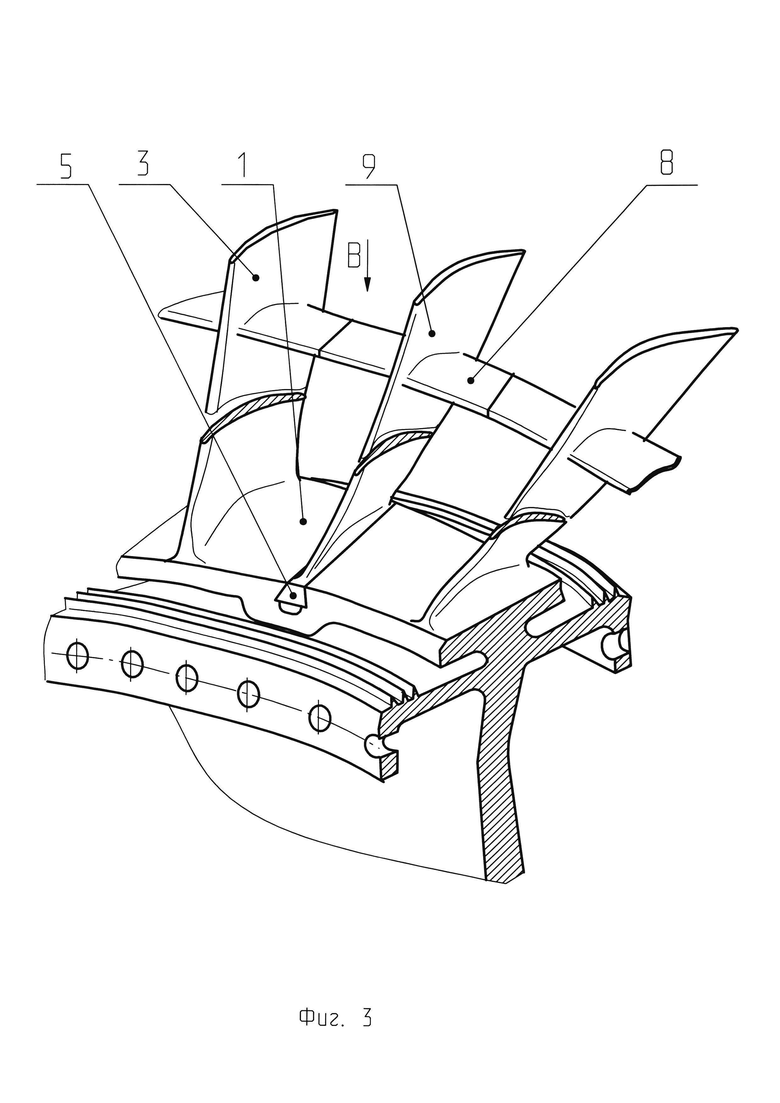
на фиг. 3 изображен фрагмент моноколеса - «Полублиск» с бандажными полками, выполненными на верхней части пера лопатки;
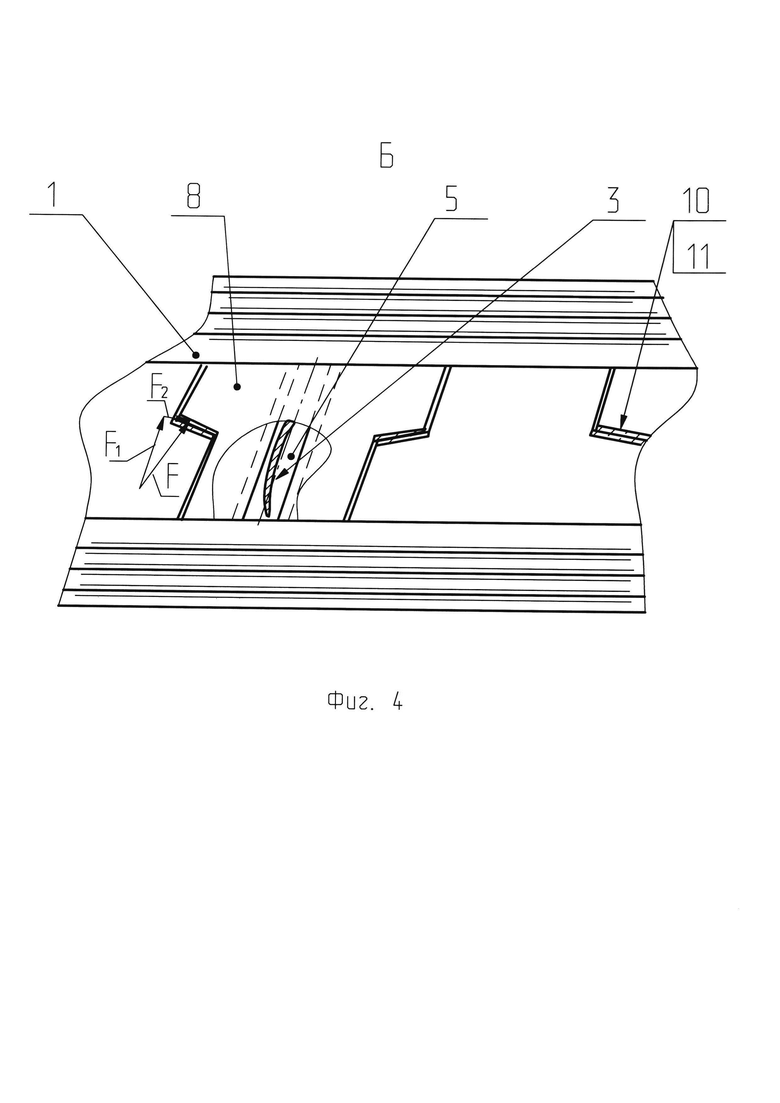
на фиг. 4 изображен вид по стр. Б на фиг. 1, вариант с наплавлением на контактные площадки бандажных полок лопаток слоя из износостойкого материла, F - сила, обусловленная натягом, действующая на контактную площадку полки лопатки с замковым креплением, F1 - составляющая этой силы, действующая в направлении продольной оси замка лопатки, F2 - составляющая этой силы, действующая в направлении, перпендикулярном продольной оси замка;
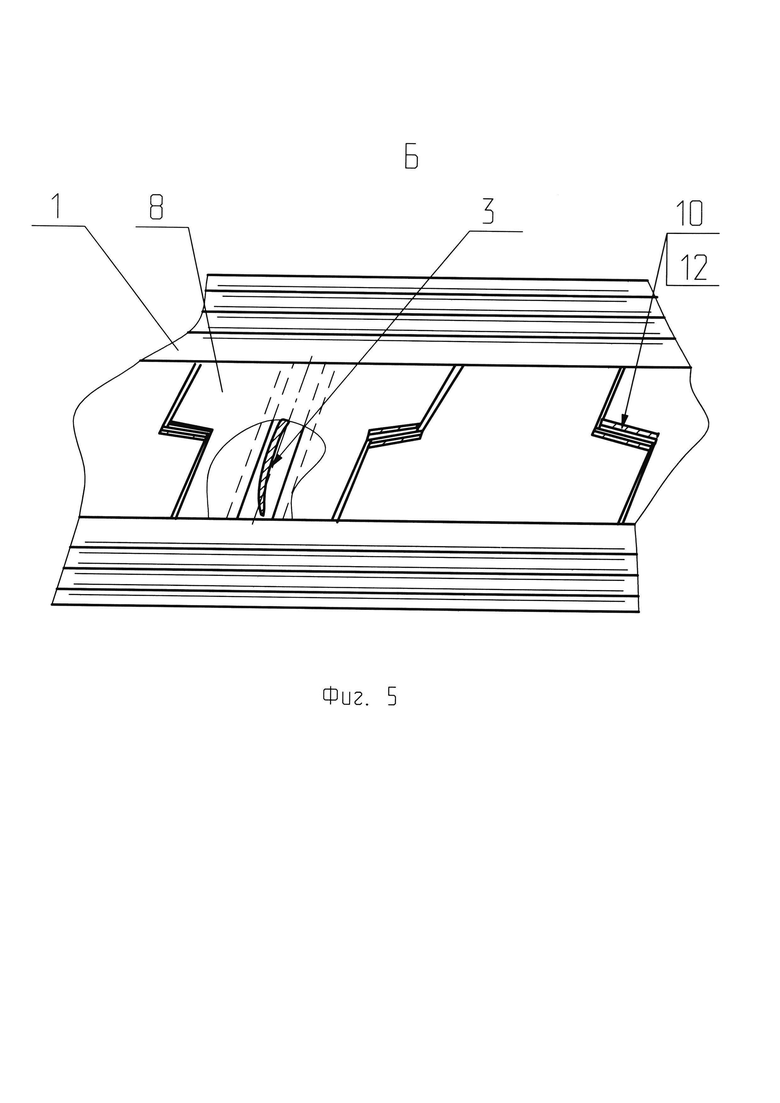
на фиг. 5 изображен вид по стр. Б на фиг. 1, вариант с закреплением пайкой накладок на контактных площадках бандажных полок;
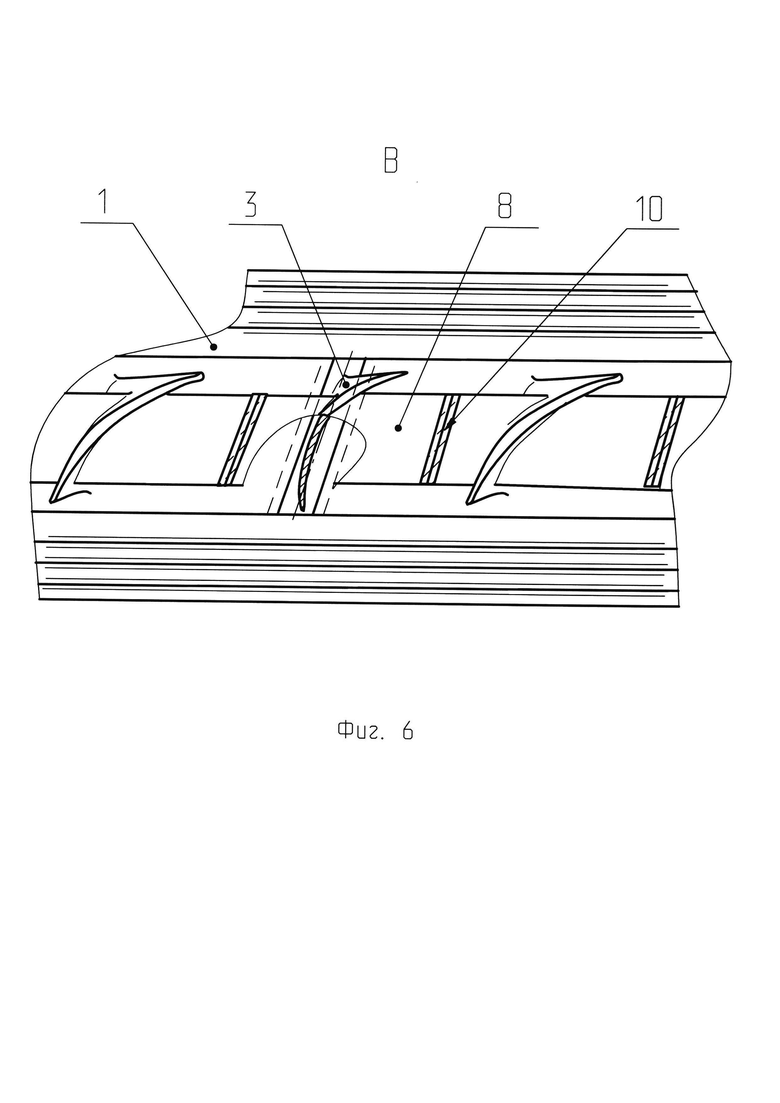
на фиг. 6 изображен вид по стр. В на фиг. 3;
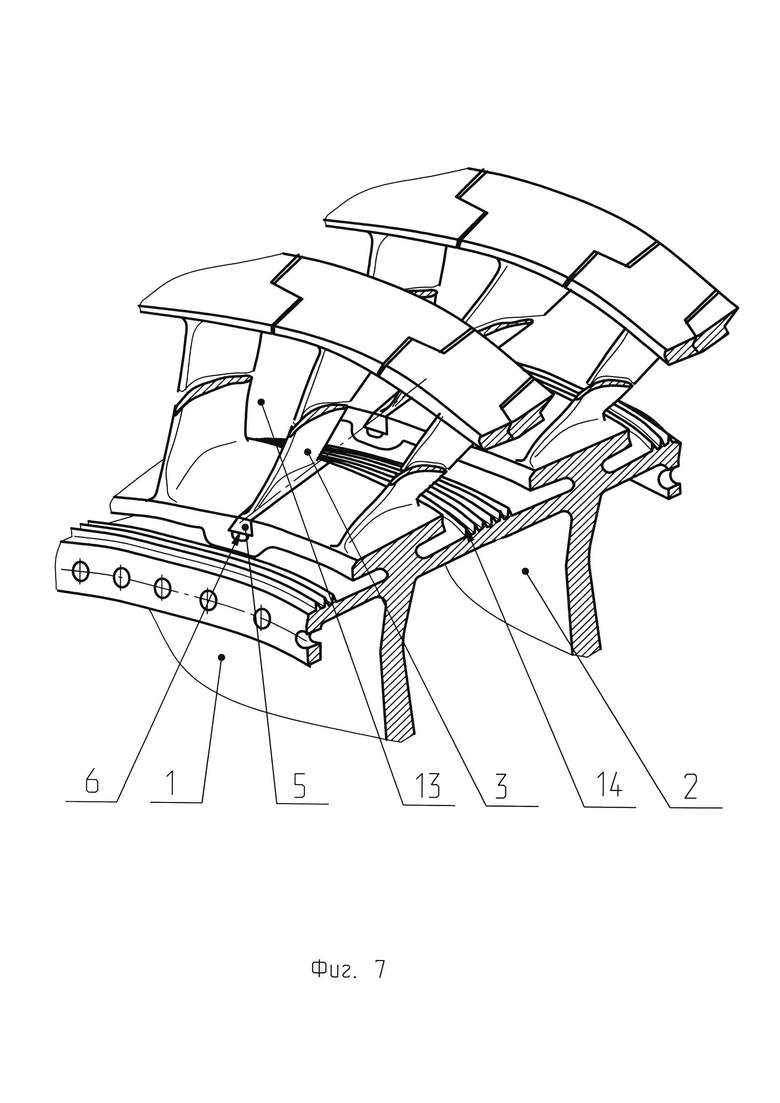
на фиг. 7 изображен фрагмент моноколеса - «Двойной Полублиск» с бандажными полками, выполненными на верхнем торце лопаток;
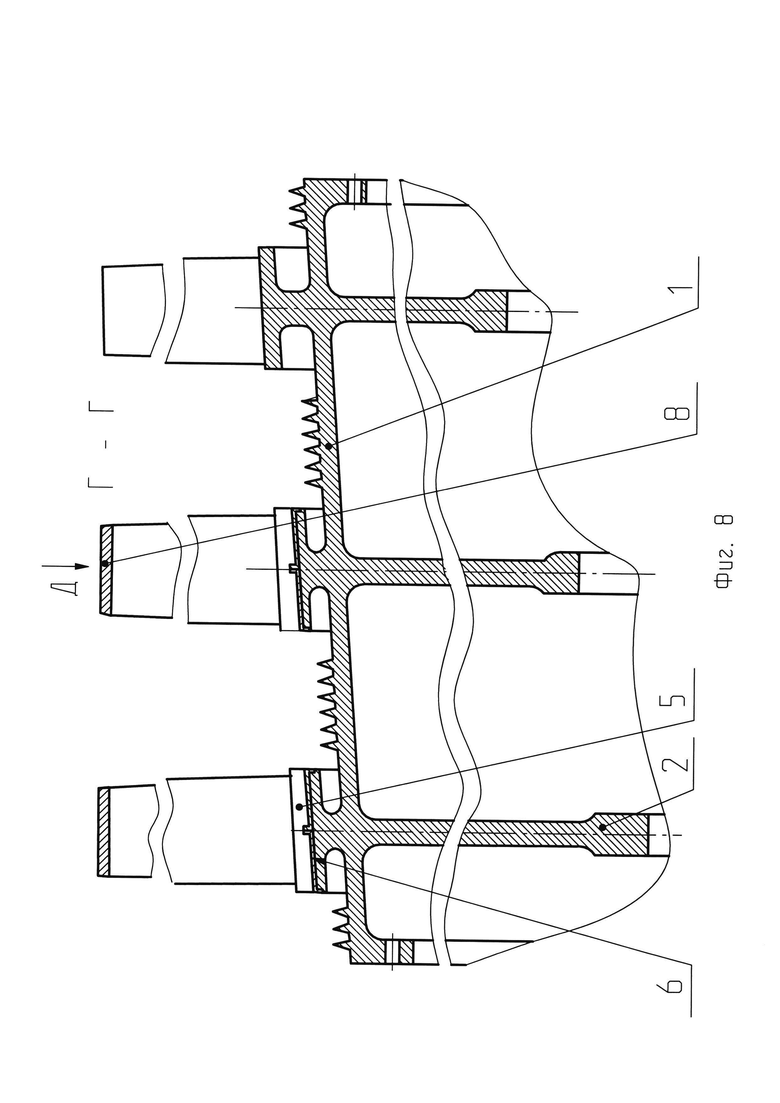
на фиг. 8 изображен фрагмент моноколеса - «Тройной Полублиск», у которого первая и вторая ступени выполнены с лопатками с бандажными полками, расположенными на ее верхнем торце, а третья ступень - с лопатками без бандажных полок в разрезе по Г-Г на фиг. 9;
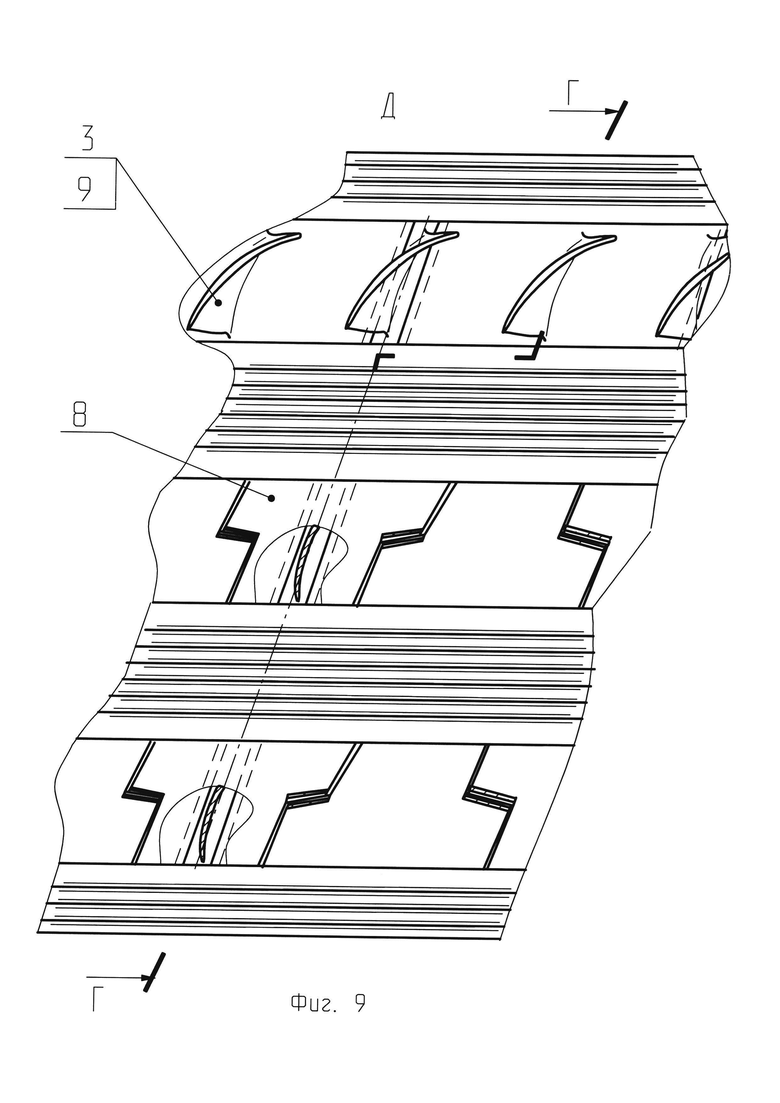
на фиг. 9 изображен вид по стр. Д на фиг. 8;
на фиг. 10 изображен фрагмент моноколеса - «Двойной Полублиск», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными на верхнем торце пера лопатки, а вторая с лопатками без бандажных полок;
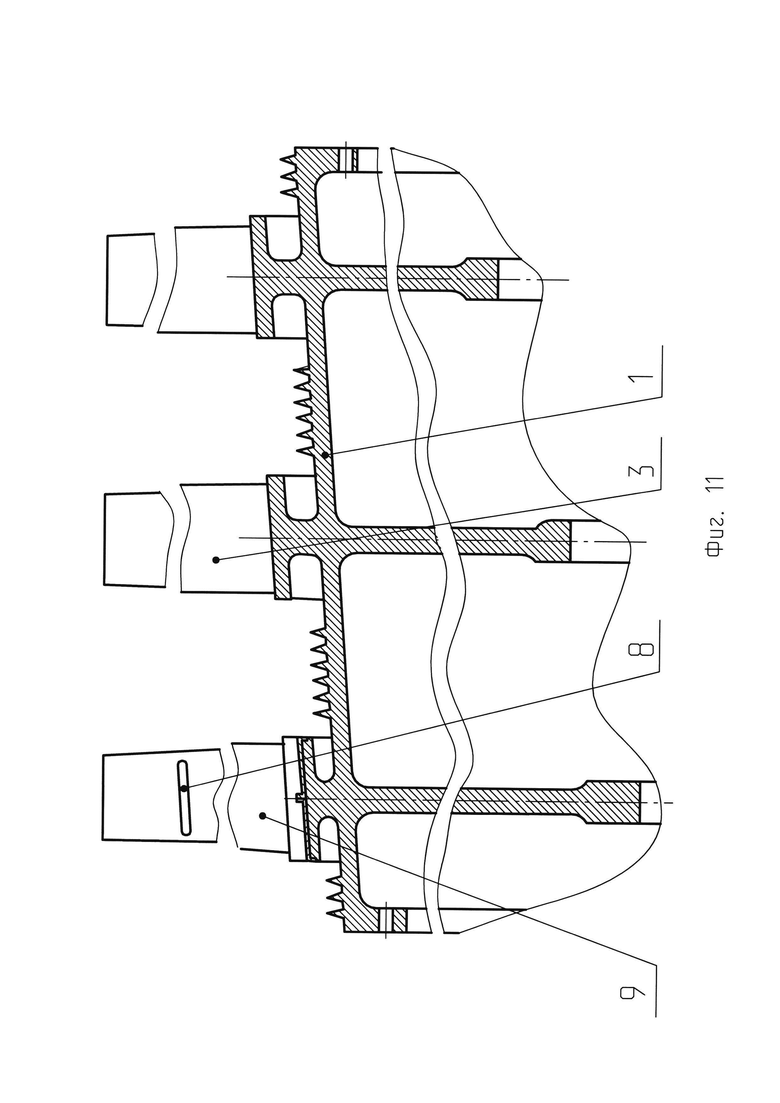
на фиг. 11 изображен в продольном разрезе фрагмент моноколеса - «Тройной Полублиск», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными в верхней части пера лопатки, а вторая и третья ступени - с лопатками без бандажных полок;
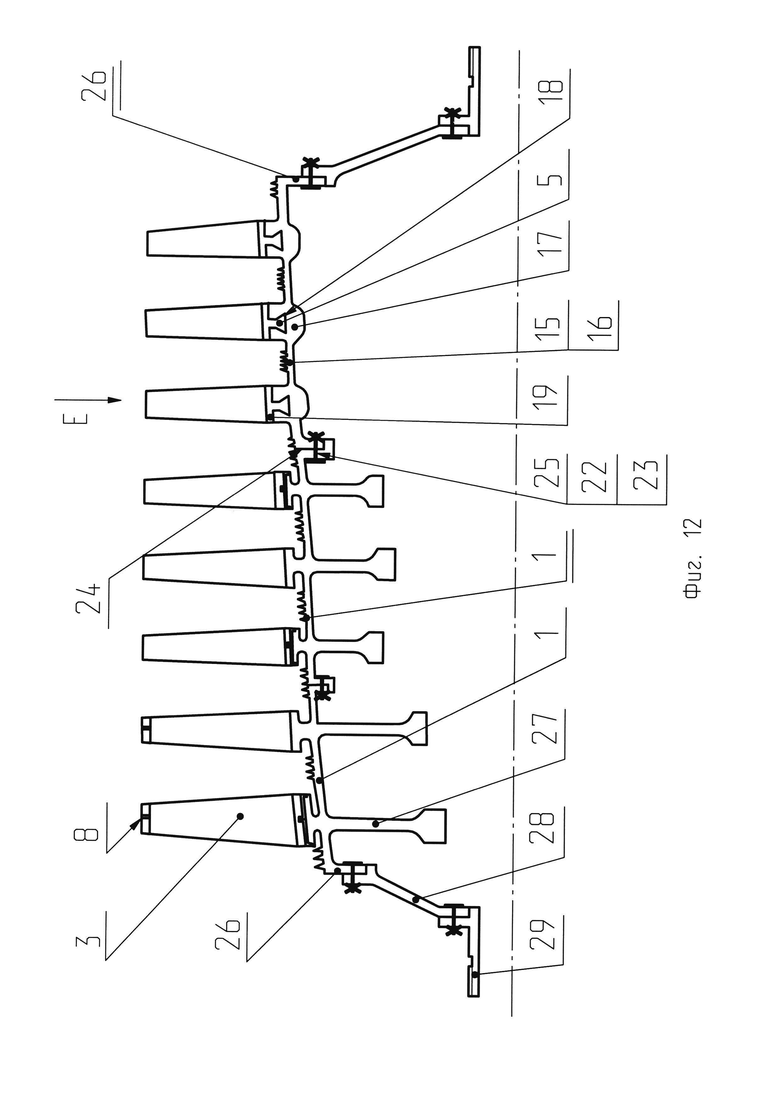
на фиг. 12 схематично изображен ротор компрессора низкого давления авиационного газотурбинного двигателя в продольном разрезе;
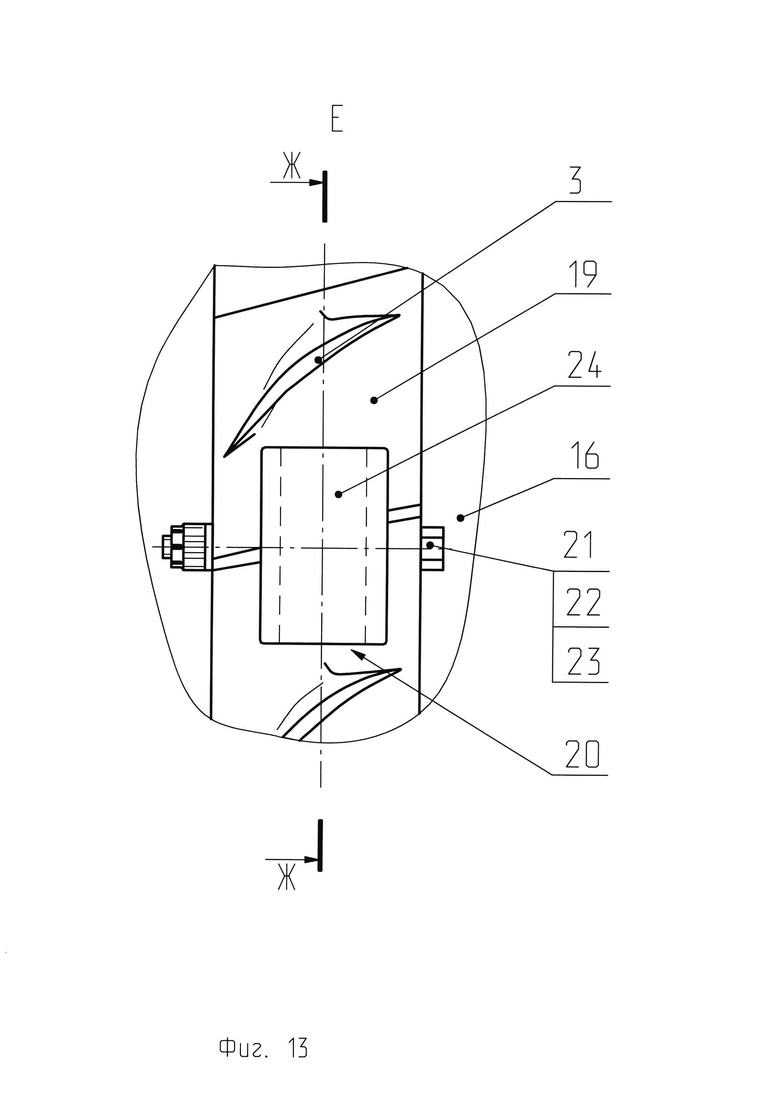
на фиг. 13 изображен вид по стр. Е на фиг. 12;
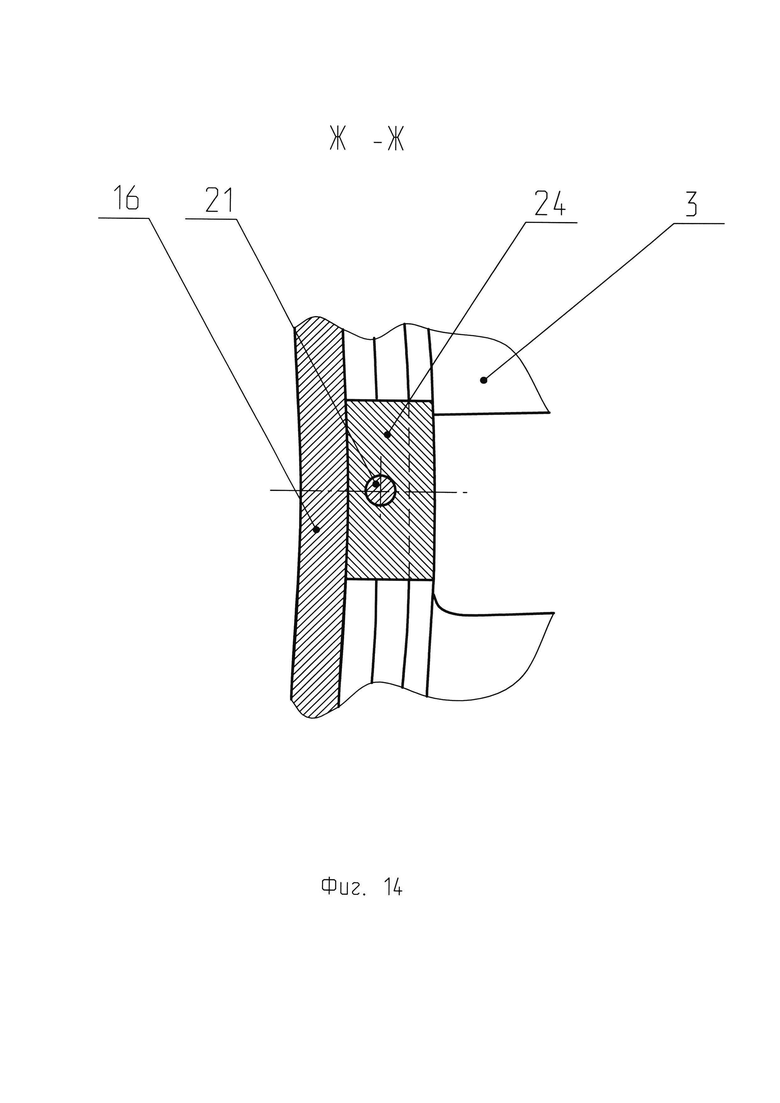
на фиг. 14 изображен разрез по Ж-Ж на фиг. 13.
Предлагаемое моноколесо 1 осевого компрессора (см. фиг. 1, 7 и 8) изготовлено из титанового сплава с использованием технологии «блиск». Диск 2 или диски 2 и только половина лопаток 3, расположенных с окружным шагом, равным двум окружным шагам расположения лопаток моноколеса, выполняются за одно целое с телом моноколеса 1, а вторая половина лопаток 3 крепится на ободе 4 моноколеса 1 с помощью замков «ласточкин хвост» 5 и зафиксированы от смещения в направлении продольной оси паза 6 вставками 7 (см. фиг. 2). лопатки 3 ступени или любой из ступеней моноколеса 1 выполнены с бандажными антивибрационными полками 8, выполненными либо на верхней части пера 9 лопатки (см. фиг. 3), либо на ее верхнем торце (см. фиг. 1), либо без полок. Лопатки 3 с замком «ласточкин хвост» 5 установлены на моноколесо 1 с натягом (см. фиг. 4) по контактным площадкам 10 бандажных полок 8 лопаток 3. Причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса. На контактные площадки 10 бандажных полок 8 либо наплавлен слой 11 износостойкого материала, например, напайка на бандажные полки 8 износостойкого материала ВТН - 1, состоящего из твердых частиц карбида вольфрама и припоя ВПр - 16 на титановой основе в качестве связки, либо к ним припаяны (см. фиг. 5) накладки 12 из износостойкого материала. Например, накладки 12 изготавливают из материала группы ВК фрагментированными со сквозными проточками шириной не более 0,3 мм, а их фиксацию на бандажных полках 8 осуществляют индукционной напайкой припоем ВПр 16 толщиной слоя 110±20 мкм, наносимого на всю поверхность, к которой припаивается накладка, при температуре 940°С в течении 5÷8 с. Геометрическая форма полок 8 и их размеры (см. фиг. 5 и 6) определены из условия обеспечения сборки моноколеса 1, заданного диапазона взаимных упругих проскальзываний соседних лопаток 3 по контактным площадкам 10 их полок 8 и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку 8 (см. фиг. 4) или полки 8 (см. фиг. 6) лопатки 3, или бандажные антивибрационные полки 8, расположенные на верхней части пера 9 лопатки 3, выполнены с контактными площадками 10, параллельными продольной оси замка лопатки 3, а само моноколесо 1 выполнено в виде «Полублиска», или «Двойного Полублиска», или «Тройного Полублиска». Моноколесо - « Полублиск» (см. фиг. 1) выполнено с половиной лопаток 3 одной ступени, выполненных за одно целое с диском. Моноколесо - «Двойной Полублиск» (см. фиг. 7) выполнено с половиной лопаток 3 двух ступеней, выполненных за одно целое с диском. Моноколесо - «Тройной Полублиск» (см. фиг. 8) выполнено с половиной лопаток 3 трех ступеней, выполненных за одно целое с диском. У моноколеса 1 - «Двойной Полублиск» продольные оси пазов 6 (см. фиг. 7) под замки 5 лопаток 3 обеих ступеней, вместе с лопатками 3, выполненными за одно целое с моноколесом 1, образующими межлопаточный канал 13 на колесе, лежат на одной оси, а у моноколеса 1 - «Тройной Полублиск» (см. фиг. 8) продольные оси таких же пазов 6, но уже трех ступеней, лежат также на одной оси (см. фиг. 9), и эти пазы 6 изготавливаются одновременно протягиванием. При неодинаковых параметрах пазов 6 у разных ступеней моноколеса 1 предварительную обработку пазов 6 моноколеса выполняют протягиванием протяжкой с параметрами для получения пазов 6 последней ступени колеса, а финишную доработку пазов 6 остальных ступеней или ступени моноколеса выполняют электроэрозионной обработкой. В случае, когда число лопаток 3 у ступеней моноколеса 1 различно и продольные оси пазов 6 под замки 5 лопаток 3 не лежат на одной прямой, черновую обработку этих пазов выполняют фрезерованием, а финишную их доработку выполняют электроэрозионной обработкой, или изготовление этих пазов выполняют электроэрозионной обработкой. На наружной поверхности моноколес (см. фиг. 7) между ступенями выполнены зубцы 14 лабиринтных уплотнений.
Предложено также моноколесо осевого компрессора, изготовленное с использованием технологии «блиск», отличающееся тем, что моноколесо 1 выполнено в виде «Двойного Полублиска», у которого первая ступень выполнена с лопатками 3 с бандажными полками 8, расположенными на верхнем торце пера 9 лопатки 3 (см. фиг. 10) или на верхней части пера лопатки (на фиг. не показано), а вторая с лопатками 3 без бандажных полок, или в виде «Тройного Полублиска» (см. фиг. 8 и 9), у которого первая и вторая ступени выполнены с лопатками 3 с бандажными полками 8, расположенными на верхнем торце пера 9 лопатки 3, а третья ступень - с лопатками 3 без бандажных полок, или же в виде «Тройного Полублиска» (см. фиг. 11), у которого первая ступень выполнена с лопатками с бандажными полками 8, расположенными на верхней части пера 9 лопатки 3, а вторая и третья ступени выполнены без бандажных полок, или первая ступень выполнена с бандажными полками, расположенными на верхнем торце пера лопатки (на фиг. не показано), а вторая и третья ступень -с лопатками без бандажных полок.
Предложен ротор компрессора низкого давления авиационного газотурбинного двигателя (см. фиг. 12), у которого первые три ступени ротора выполнены в виде моноколеса по п. 2, или в виде моноколеса 1 барабанно-дисковой конструкции - «Двойного Полублиска», изготовленного из титанового сплава, лопатки 3 обеих ступеней которого выполнены с бандажными антивибрационными полками 8, расположенными на верхних торцах лопаток. Лопатки 3 с замком «ласточкин хвост» 5 (см. фиг. 5 и 6) установлены на моноколесо 1 с натягом по контактным площадкам 10 бандажных полок 8 лопаток 3. Причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса. На контактные площадки 10 бандажных полок 8 либо наплавлен слой 11 (см. фиг. 4) износостойкого материала, либо к ним припаяны накладки 12 (см. фиг. 5) из износостойкого материала. Геометрическая форма полок 8 (см. фиг. 4, 5 и 6) и их размеры определены из условия обеспечения сборки моноколеса, заданного диапазона взаимных упругих проскальзываний соседних лопаток 3 по контактным площадкам 10 их полок 8 и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам 10 лопатки 3 с замковым креплением (см. фиг. 4), параллельные продольной оси замка 5 лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку 8 этой лопатки. Ступени ротора с третьей по пятую выполнены в виде изготовленного из титанового сплава моноколеса 1 (см. фиг. 12) барабанно-дисковой конструкции - «Тройного Полублиска», у которого лопатки 3 всех трех ступеней выполнены без бандажных полок. Ступени ротора с шестой по восьмую выполнены в виде изготовленного из титанового сплава единого рабочего колеса 15, выполненного в виде пустотелой бочки 16 с тремя кольцевыми приливами 17 на ее внутренней и наружной поверхностях, в которых выполнены кольцевые канавки 18 с поперечным сечением «ласточкин хвост», в которых своими замками 5 жестко закреплены рабочие лопатки 3 из титанового сплава, выполненные с платформами 19 у замковой части, плотно прилегающими друг к другу (см. фиг. 13). Причем четыре диаметрально расположенные лопатки 3 на каждой из ступеней имеют вырезы 20 в платформе 19, в которых с помощью болтов 21 шайб 22 и самоконтрящихся гаек 23 закреплены два замка 24 (см. фиг. 13 и 14), чем обеспечивается надежная фиксация лопаток 3 в тангенциальном направлении. Пустотелая бочка 16 с закрепленными на ней лопатками 3 с платформами трех последних ступеней компрессора и эти моноколеса 1 (см. фиг. 12) сцентрированы и герметично скреплены друг с другом по фланцевым стыкам 24 с помощью болтов 25, шайб 22 и самоконтрящихся гаек 23. Причем головки болтов 25 частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек. К фланцу 26 на переднем диске 27 «Двойного Полублиска» и к фланцу 26, выполненному на свободном торце пустотелой бочки 16, с помощью болтов с частично срезанными головками, шайб и самоконтрящихся гаек закреплены ступицы 28 из титанового сплава с закрепленными на них стальными шипами 29 для установки компрессора в подшипниках его опор.
Сборка предлагаемых конструкций моноколес и КНД ясна из описания и иллюстраций и не описывается. Отметим только, что для удобства установки лопаток в пазы моноколеса по боковым сторонам замка «ласточкин хвост» имеется зазор в несколько микрон.
Работа осевого компрессора ГТД широко известна (см. Компрессоры авиационных ГТД. Интернет, avia-simply.ru/kompressori-aviadonnih-gtd) и тоже не описывается. Отметим только, что при должном расчетном подборе натяга по контактным площадкам полок лопаток кинетическая энергия колебаний интенсивно расходуется на работу сил сухого трения при взаимном упругом проскальзывании контактных площадок полок соседних лопаток, за счет чего эффективно гасятся их колебания.
Преимущества предлагаемых конструкций моноколес частично описаны выше. Продолжим описание преимуществ предлагаемых конструкций моноколес и ротора КНД.
За счет выполнения моноколеса с двумя или тремя ступенями уменьшается в составе компрессора с этими моноколесами количество фланцевых стыков с болтовым соединением. За счет этого улучшается массовая характеристика изделия и при прочих равных условиях массовая характеристика предлагаемого ротора КНД будет несильно отличаться от массовой характеристики ротора КНД с блисками вместо предлагаемых моноколес, из-за того, что число фланцевых стыков у ротора КНД с моноколесами будет меньше, так как число блисков в этом случае будет равно суммарному числу ступеней моноколес.
Оптимальные параметры предлагаемых моноколес могут быть определены расчетным подбором. Причем, по нашему мнению, расчетное исследование методом МКЭ с использованием редактора «Ansys» вынужденных колебаний системы «фрагмент моноколеса - пакет из 2-х, 4-х, 6-ти лопаток с бандажными полками» не чересчур трудоемко и может быть убедительным и полезным в использовании результатов расчетного исследования при проектировании предлагаемых моноколес.
Даже при массе, меньшей суммарной массы ободов «классических» колес тех же ступеней компрессора, выполненных с лопатками, с замками, закрепленными в пазах «ласточкин хвост», обод предлагаемых моноколес будет прочнее ободов каждого из этих колес из-за того, что в каждой ступени моноколеса в два раза меньше концентраторов напряжений (окружной шаг концентраторов напряжений в два раза больше, чем у «классического» колеса этой же ступени).
Коэффициент использования материала (КИМ) у предлагаемых моноколес лучше, чем у блисков этих же ступеней компрессора.
Выполнение моноколеса с бандажными полками, расположенными на верхнем торцах лопаток, уменьшает перетекание в радиальном зазоре по концам лопаток, за счет чего КПД ступени может вырасти на 1÷2% (см. Старцев Н.И. Конструкция и проектирование авиационных и газотурбинных двигателей и приводов энергетических установок. Книга первая. Основы проектирования ГТД. Конструктивные схемы. Компрессоры. Турбины. Двигатель. 2018. - 399 с.).
Все выше перечисленные преимущества предлагаемых моноколес, которые можно измерить количественно, суммируются у компрессора по числу предлагаемых моноколес в составе его конструкции, а неколичественные преимущества, например, описанная выше ремонтопригодность, становятся качествами всего изделия.
В заключение отметим универсальность этих предложений, предлагаемые моноколеса можно использовать и в КВД, и при очевидных изменениях в ТНД, у которых неохлаждаемые рабочие лопатки изготавливаются из одного и того же металла, что и диски, и даже при определенной переработке и дополнении эти идеи можно использовать и в ТВД газотурбинных двигателей.

Группа изобретений относится к моноколесу осевого компрессора и ротору компрессора низкого давления авиационного газотурбинного двигателя. Моноколесо выполнено в виде «Полублиска», или «Двойного Полублиска», или «Тройного Полублиска». Моноколесо - «Полублиск» выполнено с половиной лопаток одной ступени, выполненных за одно целое с диском. Моноколесо - «Двойной Полублиск» выполнено с половиной лопаток двух ступеней, выполненных за одно целое с диском. Моноколесо - «Тройной Полублиск» выполнено с половиной лопаток трех ступеней, выполненных за одно целое с диском. У моноколеса - «Двойной Полублиск» продольные оси пазов под замки лопаток обеих ступеней вместе с лопатками, выполненными за одно целое с моноколесом, образующими межлопаточный канал на колесе, лежат на одной оси. У моноколеса - «Тройной Полублиск» продольные оси таких же пазов, но уже трех ступеней, лежат на одной оси. Группа изобретений направлена на обеспечение эффективного гашения колебаний рабочих лопаток моноколеса, обладающего высокой ремонтопригодностью. 2 н. и 1 з.п. ф-лы, 14 ил.
1. Моноколесо осевого компрессора, изготовленное с использованием технологии «блиск», содержащее тело, диск, выполненный за одно целое с телом лопатки, отличающееся тем, что за одно целое с телом моноколеса выполнены диск или диски и только половина лопаток, расположенных с окружным шагом, равным двум окружным шагам расположения лопаток моноколеса, а вторая половина лопаток закреплена на ободе моноколеса с помощью замков «ласточкин хвост», лопатки ступени или любой из ступеней моноколеса выполнены либо с бандажными антивибрационными полками, выполненными либо на верхней части пера лопатки, либо на ее верхнем торце, либо без полок, лопатки с замком «ласточкин хвост» установлены на моноколесо с натягом по контактным площадкам бандажных полок лопаток, причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса, на контактные площадки бандажных полок либо наплавлен слой износостойкого материала, либо к ним припаяны накладки из износостойкого материала, геометрическая форма полок и их размеры определены из условия обеспечения сборки моноколеса, заданного диапазона взаимных упругих проскальзываний соседних лопаток по контактным площадкам их полок и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку или полки лопатки, или бандажные антивибрационные полки, расположенные на верхней части пера лопатки, выполнены с контактными площадками, параллельными продольной оси замка лопатки, а само моноколесо выполнено в виде «Полублиска», или «Двойного Полублиска», или «Тройного Полублиска», и моноколесо - «Полублиск» выполнено с половиной лопаток одной ступени, выполненных за одно целое с диском, моноколесо - «Двойной Полублиск» выполнено с половиной лопаток двух ступеней, выполненных за одно целое с диском, моноколесо - «Тройной Полублиск» выполнено с половиной лопаток трех ступеней, выполненных за одно целое с диском, и у моноколеса - «Двойной Полублиск» продольные оси пазов под замки лопаток обеих ступеней вместе с лопатками, выполненными за одно целое с моноколесом, образующими межлопаточный канал на колесе, лежат на одной оси, а у моноколеса - «Тройной Полублиск» продольные оси таких же пазов, но уже трех ступеней, лежат на одной оси, и эти пазы изготавливаются одновременно протягиванием, и при неодинаковых параметрах пазов у разных ступеней моноколеса предварительную обработку пазов моноколеса выполняют протягиванием протяжкой с параметрами для получения пазов последней ступени колеса, а финишную доработку пазов остальных ступеней или ступени моноколеса, а также в случае, когда число лопаток у ступеней моноколеса различно и продольные оси пазов под замки лопаток не лежат на одной прямой, черновую обработку этих пазов выполняют фрезерованием, а финишную их доработку выполняют электроэрозионной обработкой, или изготовление этих пазов выполняют электроэрозионной обработкой.
2. Моноколесо осевого компрессора по п. 1, отличающееся тем, что моноколесо выполнено в виде «Двойного Полублиска», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными на верхнем торце пера лопатки или на верхней части пера лопатки, а вторая с лопатками без бандажных полок, или в виде «Тройного Полублиска», у которого первая и вторая ступени выполнены с лопатками с бандажными полками, расположенными на верхнем торце пера лопатки, а третья ступень - с лопатками без бандажных полок, или же в виде «Тройного Полублиска», у которого первая ступень выполнена с лопатками с бандажными полками, расположенными на верхней части пера лопатки, а вторая и третья ступени выполнены без бандажных полок, или первая ступень выполнена с бандажными полками, расположенными на верхнем торце пера лопатки, а вторая и третья ступень - с лопатками без бандажных полок.
3. Ротор компрессора низкого давления авиационного газотурбинного двигателя, содержащий единое рабочее колесо с тремя ступенями, выполненное в виде изготовленной из титанового сплава пустотелой бочки с тремя кольцевыми приливами на ее внутренней и внешней поверхностях, в которых выполнены кольцевые канавки с поперечным сечением «ласточкин хвост», в которых своими замками жестко закреплены рабочие лопатки из титанового сплава, выполненные с платформами у замковой части, плотно прилегающими друг к другу, причем четыре диаметрально расположенные лопатки на каждой из ступеней имеют вырезы в платформе, в которых закреплены два замка, чем обеспечивается надежная фиксация лопаток в тангенциальном направлении, отличающийся тем, что первые две или три ступени ротора выполнены в виде моноколеса по п. 2, или в виде моноколеса барабанно-дисковой конструкции - «Двойного Полублиска», изготовленного из титанового сплава, у которого лопатки обеих ступеней выполнены с бандажными антивибрационными полками, расположенными на верхних торцах лопаток, лопатки с замком «ласточкин хвост» установлены на моноколесо с натягом по контактным площадкам бандажных полок лопаток, причем величина натяга определяется из условия обеспечения прочности лопаток и эффективности гашения колебаний лопаток моноколеса, на контактные площадки бандажных полок либо наплавлен слой износостойкого материала, либо к ним припаяны накладки из износостойкого материала, геометрическая форма полок и их размеры определены из условия обеспечения сборки моноколеса, заданного диапазона взаимных упругих проскальзываний соседних лопаток по контактным площадкам их полок и того, чтобы составляющие сил, обусловленных натягом по контактным площадкам лопатки с замковым креплением, параллельные продольной оси замка лопатки, были направлены по потоку газа в компрессоре, а две другие составляющие этих сил зажимали полку лопатки, и ступени ротора с третьей по пятую выполнены в виде изготовленного из титанового сплава моноколеса барабанно-дисковой конструкции - «Тройного Полублиска», у которого лопатки всех трех ступеней выполнены без бандажных полок, и пустотелая бочка с закрепленными на ней лопатками с платформами трех последних ступеней компрессора и эти моноколеса сцентрированы и герметично скреплены друг с другом по фланцевым стыкам с помощью болтов, шайб и самоконтрящихся гаек, причем головки болтов частично срезаны таким образом, чтобы не происходил проворот болтов при наворачивание на болты самоконтрящихся гаек, а к фланцу на переднем диске «Двойного Полублиска» и к фланцу, выполненному на свободном торце пустотелой бочки, с помощью болтов с частично срезанными головками, шайб и самоконтрящихся гаек закреплены ступицы из титанового сплава с закрепленными на них стальными шипами для установки компрессора в подшипниках его опор.

