Изобретение относится к термообработке, а именно к отжигу сплавов системы Al-Si-Ge с высоким содержанием германия.
Для низкотемпературной пайки алюминиевых сплавов широко применяются припои на основе алюминия, легированного германием и кремнием (Al-Si-Ge), с температурой плавления 425-490. Это самые легкоплавкие припои на основе алюминия. Припои Al-Si-Ge обладают высокой жидкотекучестью, обеспечивают получение качественных коррозионностойких соединений из деформируемых алюминиевых сплавов. При этом существенным недостатком таких сплавов является их низкая пластичность при содержании германия более 13% [«Обзоры по электронной технике» Серия 7. Технология, организация производства и оборудование, вып.14 (1066), Н.П. Литвиненко, Ю.Д. Чистяков, "Пайка алюминия и его сплавов в электронной технике", 1984, стр. 18-22].
В работе [«Разработка припоев системы Al-Si-Ge для повышения прочности паяных конструкций из алюминиевых сплавов», автор Степанов Владимир Валерьевич, Диссертация на соискание ученой степени кандидата технических наук, Москва 2006, стр. 76], описано, что проведение высокотемпературного отжига при температуре на 5-10°С выше температуры солидус справа сплава-припоя Al-8Si-12Ge увеличивает технологичность при прокатке (в 2-3 раза) за счет более полного растворения грубых эвтектических фаз. Однако, сплав обладает недостаточными показателями пластичности, что не позволяет обеспечить получение припоя в виде тонких листов или фольги. При этом указанный припой обладает низким содержанием германия (12%), а повышение содержания германия приведет к еще большему снижению пластичности.
Известен способ получения припоя для пайки алюминиевых сплавов [«Припой для пайки алюминиевых сплавов и способ его получения» RU2297907 опубликовано 27.04.2007, МПК B23K 35/28], включающий отливку слитка и его прокатку. Перед прокаткой слиток припоя подвергают диффузионному отжигу при температуре на 5-10°С выше температуры солидуса в течение 5-24 ч.
Недостатком указанного способа является низкая пластичность изготавливаемого сплава системы Al-Si-Ge при высоком содержании германия (более 13%), не позволяющая проводить механическую обработку припоя, в том числе изготовление заготовок сложной формы.
Наиболее близким по технической сущности является «Способ пайки деталей из алюминия и его сплавов» [RU 244350 опубликовано 27.02.2012, МПК B23K 1/19], включающий нагрев деталей до температуры пайки, выдержку при температуре пайки, охлаждение и последующую термообработку. Охлаждение спаянных деталей осуществляют до комнатной температуры, а при термообработке спаянные детали нагревают до температуры на 5-40°С выше температуры неравновесного солидуса применяемого припоя, выдерживают при этой температуре в течение 10-100 мин., а затем охлаждают до комнатной температуры.
Недостатком указанного способа является невозможность повысить пластичность сплава системы Al-Si-Ge с высоким содержанием германия (более 13%), чтобы проводить механическую обработку сплава, в том числе изготовление заготовок сложной формы.
Техническим результатом предлагаемого изобретения является повышение пластичности сплава системы Al-Si-Ge с высоким содержанием германия (более 13%).
Технической проблемой решаемой предлагаемым изобретением является достижение возможности изготовления из сплава системы Al-Si-Ge с высоким содержанием германия (более 13%) заготовок сложной формы.
Сущность изобретения заключается в том, что осуществляют нагрев сплава, выдержку при температуре нагрева, охлаждение до комнатной температуры.
Новым в заявляемом способе является то, что нагрев сплава осуществляют до температуры в интервале 370°С±10°С, выдержку сплава при температуре нагрева осуществляют 10-15 минут, а после охлаждения на воздухе до комнатной температуры, сплав выдерживают не менее 30 минут.
Осуществление изобретения.
Вариант термообработки сплава, на примере припоя СТЕМЕТ 1502 (29.5 Macc. % Ge и 3.9 Macc. % Si). Припой выполнен в виде ленты обладающей низкой пластичностью, не позволяющей применять к нему механическую обработку. Термообработка осуществляется следующим образом. Припой выдерживают при температуре 360°С 10 минут в печи. Затем извлекают припой из печи и производят охлаждение на воздухе до комнатной температуры. После охлаждения припой выдерживают при комнатной температуре 30 минут. После выдержки припой пригоден к механической обработке, а именно изготовлению заготовок различной формы под пайку, например к штамповке шайб или изготовлению скруток.
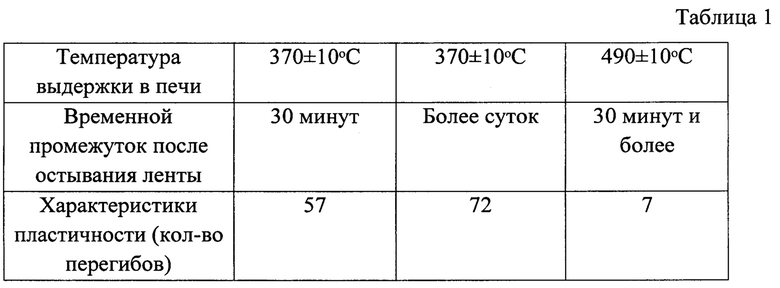
Механические испытания припоя СТЕМЕТ 1502 после термообработки показали, что его пластичность значительно возрастает. Испытания проводились путем перегиба ленты припоя. Образец испытуемой ленты с размерами 25×5 мм (Д×Ш) закрепляли между двумя валками ∅2 мм, путем прижатия последних к плоской поверхности и друг к другу, так чтобы длинный край был перпендикулярен положению валков. Ленту перегибали с прижимом попеременно к каждому из валков с подсчетом количества перегибов. При этом контролировалось количество перегибов, после которого происходило разрушение ленты припоя в месте перегиба. Количество перегибов в зависимости от временных и температурных параметров приведены в таблице 1.
Таким образом, применение заявляемого способа термообработки позволяет повысить пластичность и соответственно обеспечить механическую обработку сплава системы Al-Si-Ge для изготовления деталей сложной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2443520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2443522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2013 |
|
RU2541249C2 |
| Способ высокотемпературной пайки деталей из алюминиевых термоупрочняемых сплавов | 2017 |
|
RU2675326C1 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ТВЕРДЫХ ПРИПОЕВ АЛЮМИНИЕВЫХ ЭВТЕКТИЧЕСКИХ СПЛАВОВ | 2014 |
|
RU2559619C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2005 |
|
RU2302932C2 |
Изобретение относится к термообработке, а именно к отжигу сплавов системы Al-Si-Ge с высоким содержанием германия, более 13 %, для получения последующей механической обработкой заготовок сложной формы. Способ заключается в том, что осуществляют нагрев сплава до температуры в интервале 370°С±10°С, выдержку при температуре нагрева в течение 10-15 минут, охлаждение на воздухе до комнатной температуры, а после охлаждения на воздухе до комнатной температуры сплав выдерживают не менее 30 минут при комнатной температуре перед последующей механической обработкой. Техническим результатом изобретения является повышение пластичности сплава системы Al-Si-Ge с высоким содержанием германия. 1 табл.
Способ термообработки сплава системы Al-Si-Ge, включающий нагрев сплава, выдержку при температуре нагрева и охлаждение до комнатной температуры, отличающийся тем, что нагрев сплава осуществляют до температуры в интервале 370°С±10°С, выдержку сплава при температуре нагрева осуществляют в течение 10-15 минут, а после охлаждения на воздухе до комнатной температуры сплав выдерживают при комнатной температуре не менее 30 минут перед последующей механической обработкой.
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| US 20030010411 A1, 16.01.2003 | |||
| CN 102862002 B, 17.06.2015 | |||
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2441736C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2443522C1 |

