Область техники
Изобретение относится к анализу и обработке цифровых изображений, конкретно видеоконтроля качества повтора идентичных объектов на основе скоростных алгоритмов сравнения плоских периодических структур рулонного полотна.
Уровень техники
При производстве продукции очень важным является организовать сквозной контроль качества на всех этапах производства, что уменьшает ее себестоимость и повышает конкурентоспособность. Много видов продукции на основе подложки из бумажного полотна или нетканых материалов производится практически на всех этапах производства в рулонном виде. Очень важно своевременно обнаружить брак и устранить причину его появления. Для решения задачи по обнаружению брака в виде дефектов светлых и темных пятен используют системы он-лайн видеоконтроля качества. Типовые системы видеоконтроля включают в себя подсветки на просвет и отражение, сканирующие устройства в виде CCD-линейных или матричных камер, вычислители, устройства оповещения и отображения информации. Видеоконтроль качества рулонной продукции осуществляют на высоких скоростях до 1000 м/мин., что требует скоростной обработки большого объема видеоинформации, поступающей со сканирующих устройств. Рулонная продукция в виде защищенного бумажного полотна со сплошным водяным знаком, запечатанного трафаретной или офсетной печатью бумажного полотна, металлизированного нетканого полотна с нанесенным голографическим рисунком или диметаллизированным текстом имеет свойство периодичности.
В патентной заявке ФРГ DE 102010053759 (A1) Method for automatically checking periodic structures of e.g. twisted wire, involves providing image area larger such that periods of structures of commodities are detected, and determining parameters of commodities by evaluation unit (МПК G01B 11/04; G01B 11/10; G01B 11/24; G01N 21/89, опубликована 2012-06-14) описан способ, представляющий аппаратную реализацию выделения элементов периодической структуры с фазовой синхронизацией с помощью дополнительной камеры (управляющей затвором основной).
При этом объекты могут являться не периодическими, а идентичными повторяющимися через различные промежутки времени, следовательно, нет возможности использования скорости движения плоского образца для управления затвором основной камеры при контроле идентичных объектов, если не привязываться к фазе, значит, изначально использование зафазированного эталонного образца при автоматическом контроле качества. Данный патент представляет аппаратный метод выделения повторяющегося изображения объекта (с фазовой синхронизацией с помощью дополнительной камеры) для дальнейшего контроля качества (каким методом не указано), для предлагаемого способа он не только избыточен аппаратно, но и вреден, так, как изначально основная камера должна захватывать фрагмент изображения больше длины периода для 100% контроля, что, и подчеркнуто в описании патентной заявки, а в предлагаемом способе основным критерием контроля качества является длина периода, с отсутствием необходимости в фазовой синхронизации с объектом контроля.
В патентной заявке США US2015036915 (A1) Inspection method (МПК G06T7/00, опубликована 2015-02-05), как и в патентной заявке США US2009129682 (A1) Method and system for the optical inspection of a periodic structure (МПК G06K 9/62, опубликована 2009-05-21) - для контроля качества текущего периодического фрагмента изображения используется эталонное изображение (целостный объект).
Но в заявке US 2015036915 (А1) отсутствует понятие периодичности, а есть работа с регулярными повторяющимися изображениями объектов. Также предложены способы условно быстрого позиционирования на объект по «реперным» точкам (здесь нет новизны), а остальное все сходно со способом в патентной заявке США US 2009129682 (А1), включая и недостатки относительно нового предлагаемого способа.
В патентной заявке США US 2009129682 Method and system for the optical inspection of a periodic structure сделан упор на опорный образец, которым может выступать как эталонный или как взятый из текущего изображения (что ближе к предлагаемому способу, особенно опорный образец ближнего расположения).
Первым недостатком способа из патентной заявки США US 2009129682 можно считать то, что опорный образец должен быть безупречным (значит, предварительно подготовленным оператором или системой контроля - а это дополнительное время, вычислительные ресурсы, понижение автоматизма контроля и т.д.), а если опорный образец взять просто из текущего изображения без подготовки, то есть вероятность попадания на дефектный опорный образец.
Второй недостаток (очень существенный) - для каждой проверки выделенных областей, необходимой для опорного образца, определяется фазовый угол для точного наложения изображения (хотя бы один раз, в начале проверки для последовательно расположенных инспекционных участков), а это для точного позиционирования, как минимум корреляционные алгоритмы, что также требует дополнительного времени и ресурсов.
Третий недостаток - при длинных последовательно расположенных инспекционных участках, из-за малейшего отличия размеров опорного образца от текущих при последовательном наложении образцов произойдет набег фазы или ошибочное, особенно начальное для последовательно расположенных инспекционных участков, фазовое позиционирование опорного образца (например, из-за большого дефекта) приведет к поточному браку рулонной продукции.
Также общий недостаток использования эталонных образцов при контроле рулонной продукции заключается в том, что материал рулона полотна - бумага, лавсан, ткань и т.п. при колебаниях натяжения полотна, температуры, влажности может немного менять свои размеры, а следовательно, и форму фрагментов изображений, и при точном контроле по эталонному образцу можно получить выбраковку годной, ошибочно забракованной продукции.
К предлагаемому способу ближе всего в качестве прототипа подходит изобретение в РСТ-заявке WO 03052674 (МПК G06T 7/00; G06T 7/40; G09G 3/00; G02F 1/13; (IPC 1-7): G06K 9/00, опубл. 2003-06-26) Method for optically detecting local defects in a periodic structure - способ оптического определения локальных дефектов в периодической структуре (или по сути сходства с предлагаемым изобретением: способ видеоконтроля качества повтора квазиидентичных объектов плоской структуры, периодической по длине), содержащий обнаружение дефектов в указанной периодической структуре с квазипостоянным периодом длины повтора указанных объектов по 2-м перпендикулярным осям - х, у, одна из которых совпадает с направлением движения указанной периодической структуры относительно зоны сканирования оптического блока видеосистемы, переводящей оптические данные периодической структуры в цифровую форму и далее в режиме реального времени он-лайн процедуру вычитания величин параметра интенсивности или яркости элементов изображений объектов, отстоящих друг от друга на длину периода и относящихся к изображениям указанных объектов в соседних периодах, по любой из 2-х указанных осей с использованием предопределенного порога допуска различий указанных величин параметра интенсивности или яркости для принятия решения о наличии или отсутствии дефекта объекта.
К первому недостатку прототипа при контроле рулонной продукции можно отнести определение опорного образца для текущего периода по медиане (средней величине) интенсивности или яркости квазиидентичных фрагментов предыдущих периодов, что не позволяет мелкие (меньше длины периода) обнаруженные дефекты классифицировать по типу (темное или светлое пятно, непропечатка или помарка, дефект металлизации или деметализации), а также понижает защищенность контроля от случайных помех, так как осуществляется выбраковка только «по входу» в дефект.
Ко второму недостатку способа прототипа при контроле рулонной продукции можно отнести отсутствие автоматической адаптации длины периода при вытяжке/усадке полотна в процессе производства, что может периодически приводить к выбраковке годной продукции.
Раскрытие изобретения
Предлагаемый способ лишен всех этих недостатков прототипа и аналогов, а именно:
- не используется фазовое позиционирование, а задается только длина периода (повторяющееся расстояние между двумя одинаковыми последовательными фрагментами периодического изображения) и при сравнении каждый текущий фрагмент изображения является опорным образцом для последующего;
- учитывается то свойство, что каждый фрагмент периодического изображения при сравнении контролируется два раза, как текущий и опорный, при появлении дефекта он повторится дважды с разными знаками: при сравнении текущего фрагмента с предыдущим одного знака - «вход» (вхождение) в дефект, а - с последующим инверсного (противоположного) - «выход» из дефекта. Следовательно, по изменению знаков можно определить место дефекта и тип (светлое или темное пятно). Также данное свойство понижает уровень случайного шумового фактора от флаттера полотна, так, как требуется наличие знака выхода из дефекта (а появление разовых дефектов игнорируется);
- предлагаемый способ адаптируется к набегу фазы периодического изображения из-за наличия погрешности между длиной заданного и текущего периодов изображения.
Первая задача предлагаемого способа - упрощение процедуры контроля качества периодических квазиидентичных плоских объектов (преимущественно печатных образов) рулонного полотна при сохранении приемлемых высоких показателей надежности контроля и возможности определения типа и местоположения дефекта с учетом особенностей высокоточной и мелкой печати на рулонном полотне и высокой скорости движения полотна относительно зоны сканирования оптического блока видеосистемы, что требует высокоскоростных алгоритмов он-лайн обработки больших массивов цифровых данных дискретизированных изображений периодических объектов.
Вторая задача предлагаемого способа - учет возможных колебаний величины периода повтора печатных образов из-за возможной вытяжки/усадки полотна.
Технический результат - существенное улучшение автоматизированных систем видеоконтроля качества запечатанного полотна с значительно более надежным и менее затратным обнаружением дефектов на ранней стадии, снижение нагрузки на персонал, что в конечном итоге способствует уменьшению технологических отходов при производстве и сокращению времени готовности конечного продукта, а значит и к уменьшению его себестоимости и повышения качества.
Главным в решении поставленной задачи стал критерий периодичности повторения элементов (фрагментов) изображения. То есть, изображение можно воспринимать как воображаемую сетку с периодами по взаимно перпендикулярным осям х и у с множеством сходных изображений, находящихся в ячейках данной сетки.
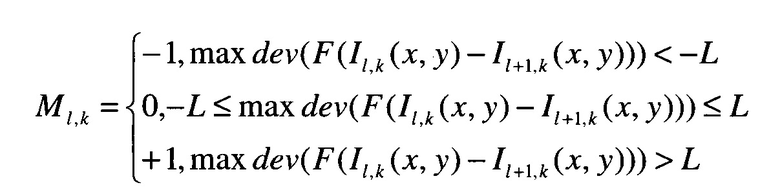
Предлагаемый способ видеоконтроля качества повтора квазиидентичных объектов плоской структуры, периодической по длине, содержит обнаружение дефектов в указанной периодической структуре с квазипостоянным периодом длины повтора указанных объектов по 2-м перпендикулярным осям х, у, одна из которых совпадает с направлением движения указанной периодической структуры относительно зоны сканирования оптического блока видеосистемы, переводящей оптические данные периодической структуры в цифровую форму и далее в режиме реального времени он-лайн процедуру вычитания величин параметра интенсивности или яркости элементов изображений объектов, отстоящих друг от друга на длину периода и относящихся к изображениям указанных объектов в соседних периодах, по любой из 2-х указанных осей с использованием предопределенного порога допуска различий указанных величин параметра интенсивности или яркости для принятия решения о наличии или отсутствии дефекта объекта. При этом каждому контролируемому элементу изображения объекта на периоде с условным матричным номером двумерных индексов l, k указанной периодической структуры присваивают биполярное бинаризованное значение (-1; 0; +1) параметра определения дефекта Мl,k, определяемое по следующим математическим формулам:
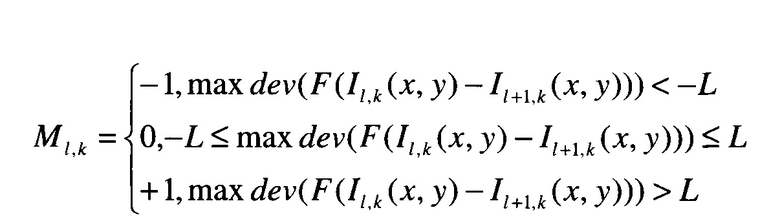
где L - порог бинаризации по максимальному отклонению разности уровней интенсивности или яркости элементов изображений объектов периодической структуры, max dev - максимальное отклонение значений разности элементов изображений объектов в соседних периодах, F - двухмерный линейный оператор фильтрации результатов разности значений элементов изображений объектов в соседних периодах размерностью, задаваемой в настройках системы, как площадь минимально допустимого дефекта, Il,k(х, у) - уровень интенсивности или яркости элемента изображения объекта на текущем периоде с условным матричным номером l, k и расположенным в координатной плоскости х, у воображаемой периодической сетки, Il,k+1(x, y) - уровень интенсивности или яркости соответствующего, отстоящего на период, сравниваемого элемента изображения объекта с условным матричным номером l,k+1 и расположенного в координатной плоскости х, у воображаемой периодической сетки в соседнем периоде. При сравнении каждый элемент изображения текущего объекта является опорным образцом для соответствующего элемента изображения последующего объекта; каждый элемент изображения объекта при сравнении контролируют два раза как текущий и как опорный и при появлении дефект повторится дважды в ненулевых значениях параметра определения дефекта Мl,k с разными знаками: при сравнении элемента изображения объекта текущего периода с соответствующим элементом изображения объекта предыдущего периода одного знака, а с элементом изображения объекта последующего периода - противоположного знака. Вследствие чего по комбинациям изменений знаков ненулевых значений параметра определения дефекта Мl,k определяют тип дефекта: светлое или темное пятно на объекте и местоположение дефекта.
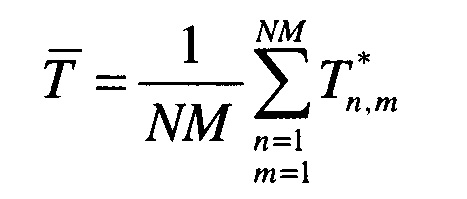
С учетом возможных допустимых малых колебаний величины периода повтора указанных квазиидентичных объектов из-за возможной вытяжки/усадки рулонного полотна введена непрерывная фоновая коррекция величины заданного периода в диапазоне значений Т±Δ, для чего используется для быстрых он-лайн вычислений линейная автокорреляционная формула вида:

где  - вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений Т±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-тых пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-тых пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза. При этом текущая рабочая длина периода
- вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений Т±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-тых пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-тых пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза. При этом текущая рабочая длина периода  определяется усреднением текущей серии вычислений периода
определяется усреднением текущей серии вычислений периода  по формуле:
по формуле:
где величины значений N и М определяются допустимой ошибкой между вычисленной и реальной длиной периода повтора объектов.
Способ реализован в аппаратно-программной системе видеоконтроля рулонной печати. Аппаратная часть системы включает: - оптический сканирующий блок, состоящий из CCD-линейных камер и подсветок на просвет и отражение; - сервер; - рабочее место оператора. Программная часть системы включает: - алгоритмы управления периферией и настройки системы; - алгоритмы формирования единого изображения по всей ширине полотна; - алгоритмы обработки цифрового изображения. При этом в указанной системе при обнаружении отклонений или дефектов, превышающих заданные допуски, сервер выдает команду на маркирование дефектного участка полотна и сигнализирует об обнаруженном дефекте; видеоинформацию об обнаруженных в процессе контроля технологических отклонениях и дефектах отражают на мониторе рабочего места оператора в виде трендов и фрагментов изображений брака, а также регистрируют в базе данных на сервере для дальнейшей статистической обработки. Также периодически или по запросу на рабочее место оператора поступают стоп-кадры изображения просветных и зеркальных характеристик полотна, отображаясь на мониторе оператора для анализа с помощью электронного инструментария: линейки, измерительной рамки, окна масштабирования, аналогового среза и интерактивной настройки технологических параметров контроля.
Перечень чертежей
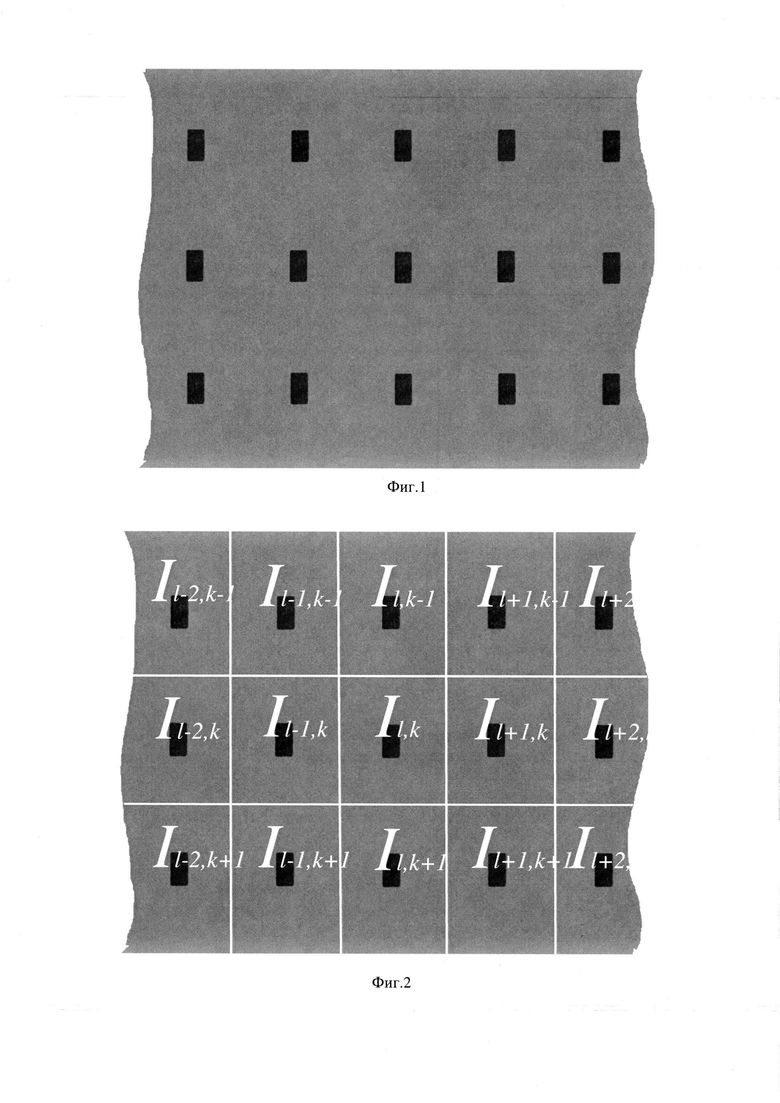
Фиг. 1 - изображение фрагмента запечатанного бумажного полотна с простейшим печатным образом, выполненным на машине трафаретной печати;
Фиг. 2 - изображение фрагмента запечатанного бумажного полотна с воображаемой периодической сеткой по взаимно перпендикулярным осям x и y с множеством квазиидентичных изображений, находящихся в ячейках данной сетки;
Фиг. 3 - три фрагмента изображений запечатанного полотна (1, 2, 3) в фиксированные квазистатические промежутки времени t1<<t2<<t3;
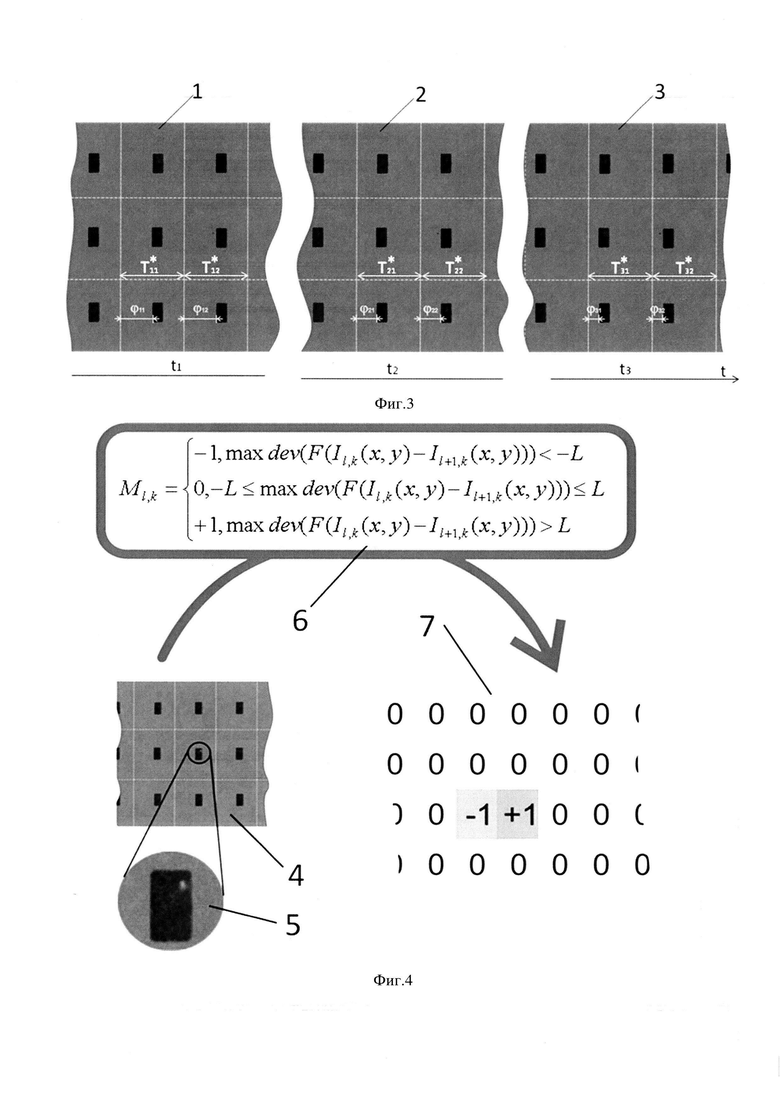
Фиг. 4 - фрагмент запечатанного бумажного полотна с увеличенным изображением печатного элемента, на котором присутствует дефект непропечатки в виде светлого пятна на темном фоне;
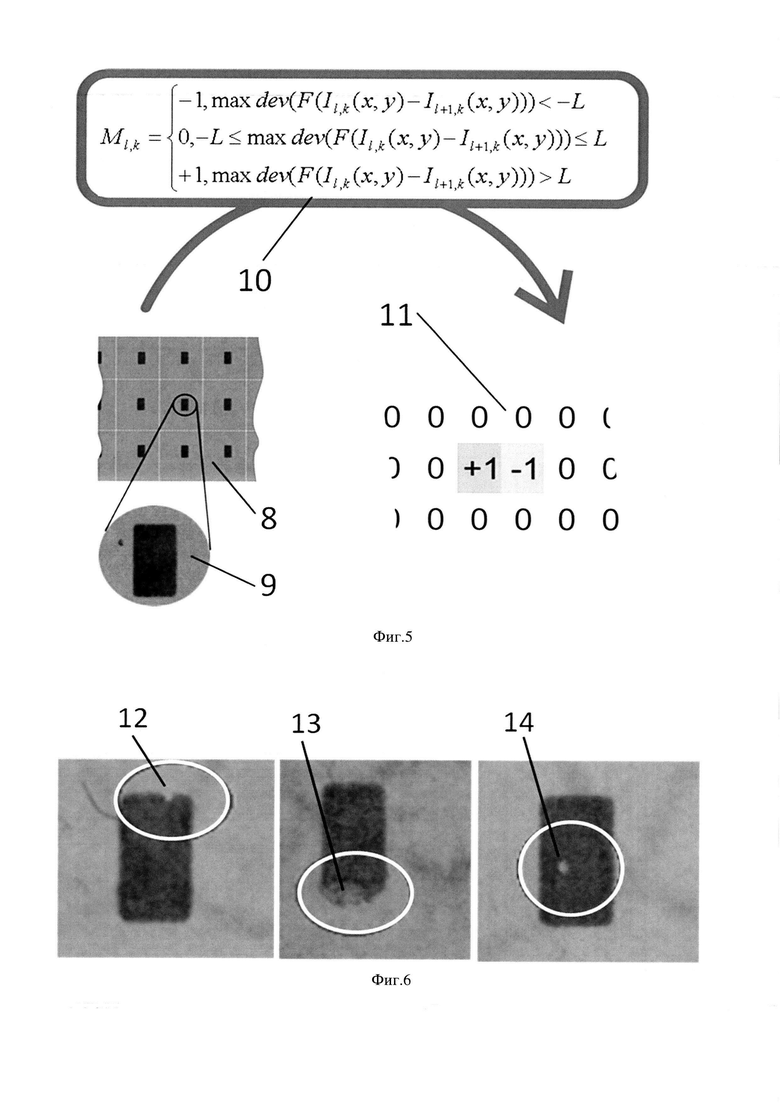
Фиг. 5 - фрагмент запечатанного бумажного полотна с увеличенным изображением печатного элемента, в зоне которого присутствует дефект красочной помарки в виде темного пятна на светлом фоне.
Фиг. 6 - фотографии с отбраковкой отдельных фрагментов изображений печатных образов (зоны дефектов выделены округлостями);
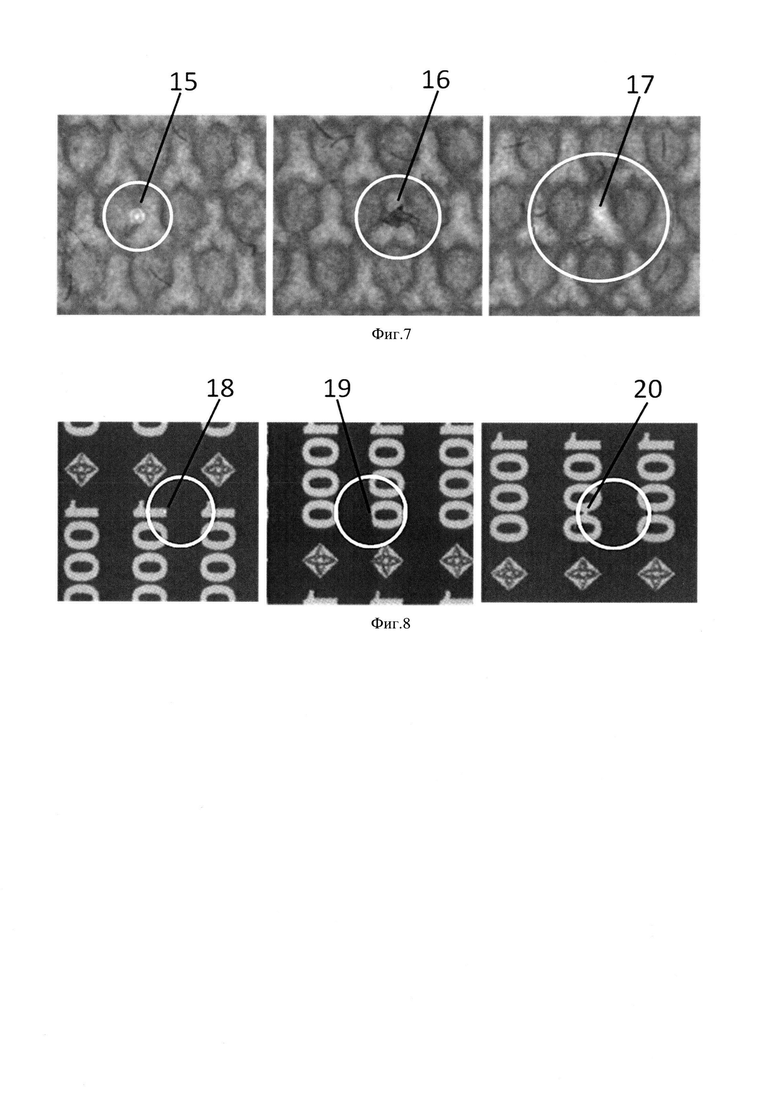
Фиг. 7 - фотографии с отбраковкой отдельных фрагментов изображений сплошного водяного знака (зоны дефектов выделены кругами);
Фиг. 8 - фотографии с отбраковкой отдельных фрагментов изображений защитных металлизированных нитей на лавсановой основе с деметаллизированным текстом (зоны дефектов выделены кругами).
Осуществление изобретения
Данный способ дал возможность создать скоростные алгоритмы он-лайн контроля качества сложных «печатных» образов при «рулонной печати» (под «рулонной печатью» подразумевается: печать на бумажном полотне, производство бумажного полотна со сплошным водяным знаком, деметаллизация изображений на металлизированном лавсановом полотне). Данный способ контроля также хорошо себя зарекомендовал в поиске дефектов при производстве промышленного бумажного полотна (так как это полотно - без рисунка, то в настройках задавался условный период повторения изображения, который должен иметь длину не менее минимальных размеров предполагаемых дефектов). Данный способ контроля также можно применить при контроле качества производства: тканей, проката стального листа, стекла.
Аппаратная часть аппаратно-программного комплекса системы в себя включает: - блок CCD-линейных камер; - блок подсветок на просвет и отражение; - серверный блок; - рабочее место оператора со следующими основными техническими параметрами контроля: - разрешение от 0,1 мм; - скорость до 600 м/мин; - скорость формирования потока данных до 1 ГБ/с.
Программная часть в себя включает: - алгоритмы управления периферией и настройки системы; - алгоритмы формирования единого изображения по всей ширине бумажного полотна; - алгоритмы обработки изображения. Самыми критичными в разработке программной части являются алгоритмы обработки изображения, так как от них напрямую зависит качество и скорость контроля системой бумажного полотна.
Функционирование системы заключается в следующем: видеоинформация, поступающая с CCD-линейных камер, строчная развертка которых синхронизируется датчиком движения полотна, обрабатывается сервером, который на основе полученных данных формирует кадр изображения просветных и зеркальных характеристик полотна и выполняет контроль технологических параметров и дефектов полотна. При обнаружении технологических отклонений или дефектов, превышающих заданные допуски, сервер выдает команду на маркирование дефектного участка полотна и сигнализирует оператору об обнаруженном дефекте. Видеоинформация об обнаруженных в процессе анализа технологических отклонениях и дефектах передается на рабочее место оператора и отражается на мониторе, а также регистрируются в базе данных на сервере для дальнейшей статистической обработки. Также периодически или по запросу на рабочее место оператора поступают стоп-кадры изображения просветных и зеркальных характеристик полотна, отображаясь на мониторе оператора с наложением шаблона и измерением текущих отклонений, которые показываются на мониторе виде трендов.
Пример видеоконтроля качества бумажного полотна с простейшим печатным образом, выполненным на машине трафаретной печати, - на фиг. 1 представлен фрагмент такого запечатанного бумажного полотна со следующими технологическими допусками:
- правильность формы прямоугольников ±0,3 мм;
- непропечатки ±0,2×0,2 мм;
- периодичность повторения элементов ±0,2 мм;
- колебание амплитуды контраста ±10%;
- красочные пятна на незапечатанном полотне ±0,6×0,6 мм.
Главным в решении поставленной задачи стал критерий периодичности повторения элементов изображения. То есть, изображение можно воспринимать как сетку с периодами по x и по y с множеством сходных изображений, находящихся в ячейках данной сетки (см. фиг. 2). Соблюдение периодичности касается только направления, по которому осуществляется сравнение периодических фрагментов изображения.
Естественно полагать, что сходность изображений, находящихся в смежных ячейках сетки, будет сохраняться при плавном изменении фазового угла положения печатных элементов относительно данной сетки ϕ11>ϕ21>ϕ31, при этом ϕ11≈ϕ12, ϕ21≈ϕ22, ϕ31≈ϕ32 (см. фиг. 3), что исключает необходимость синхронизации фазового угла текущего периода контроля с периодом повторения печатных образов.
Любая система видеоконтроля имеет сканирующее устройство с предельным разрешением (размер пикселя), в данном примере 0,10 мм, следовательно, заданная длина периода (T) всегда будет отличаться от реальной (T*) с максимальной ошибкой Δ=T*-T в половину разрешения системы, в данном примере Δ=±0,05 мм, что с течением времени (t) будет приводить к набегу фазового угла, и исключать возможность применения для контроля качества эталонных образцов, которые требуют синхронизацию фазовых углов при сравнении, что может достигаться с помощью медленных двухмерных корреляционных алгоритмов. Но набегом фазового угла изображений, находящихся в смежных ячейках сетки, можно пренебречь, так как он не будет превышать ошибки между заданной (T) и реальной (T*) длиной периода, в данном примере Δ=±0,05 мм, а минимальный контролируемый размер дефекта в данном примере равен 0,2×0,2 мм. На фиг. 3 продемонстрировано три фрагмента (1, 2, 3) запечатанного полотна, в фиксированные квазистатические промежутки времени t1<<t2<<t3, изменение фазового угла положения печатных элементов относительно воображаемой периодической сетки при положительной ошибке (Δ) длины периода (T), на трех фрагментах изображения фазовые углы будут различны ϕ11>ϕ21>ϕ31, при этом углы смежных ячеек будут приблизительно равны на фрагменте 1: ϕ11≈ϕ12, на фрагменте 2: ϕ21≈ϕ22, на фрагменте 3: ϕ31≈ϕ32, в данном примере ошибка составляет Δ<0,05 мм, что исключает необходимость синхронизации фазового угла, текущего со смежным периодом контроля изображения.
При вытяжке/усадке бумажного полотна и нетканых материалов под воздействием, влажности, температуры, а также колебаниях натяжения полотна в производстве, длина реального периода повторения элементов изображения (T*) с течением времени колеблется вокруг заданного значения (T) с допустимой погрешностью ±Δ, следовательно при t1<<t2<<t3 длины периодов Т*11≠Т*21≠Т*31. Часто допустимая погрешность ±Δ превышает допустимый размер дефекта, для данного примера допустимая погрешность длины периода при вытяжке влажного бумажного полотна после запечатывания может достигать Δ=+0,4 мм, что в два раза превышает размер допустимого дефекта. В квазистатические промежутки времени смежные периоды приблизительно равны на фрагменте 1: Т*11≈Т*12, на фрагменте 2: Т*21≈Т*22, на фрагменте 3: Т*31≈Т*32. Для решения данной проблемы в способ видеоконтроля дополнительно введена непрерывная фоновая коррекция заданной длины периода (T) в диапазоне допустимой погрешности Δ, на основе быстрого линейного автокорреляционного алгоритма в соответствии с формулой.

Здесь  - вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений T±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-тых пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-тых пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза.
- вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений T±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-тых пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-тых пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза.
Текущую рабочую длину периода  определяют усреднением вычисленных значений
определяют усреднением вычисленных значений  по формуле:
по формуле:
Количество периодов N и линий среза М определяется допустимой погрешностью вычисления текущего периода  В примере при допустимой погрешности Δ=±0,05 мм N=M=3. Следовательно, используя данный метод фоновой коррекции, получим за промежуток времени t1:
В примере при допустимой погрешности Δ=±0,05 мм N=M=3. Следовательно, используя данный метод фоновой коррекции, получим за промежуток времени t1:  за промежуток времени t2:
за промежуток времени t2:  за промежуток времени t3:
за промежуток времени t3:  где
где  значения рабочей длины периода
значения рабочей длины периода  вычисленные за промежутки времени t1, t2, t3 соответственно.
вычисленные за промежутки времени t1, t2, t3 соответственно.
При непрерывном (попиксельном) вычитании изображений последующей ячейки периодической сетки из текущей с заданной фильтрацией, будем получать параметр определения дефекта - некую характеристическую функцию, которая от ячейки к ячейке повторяется с небольшими относительными колебаниями вокруг нулевого значения. При сравнении максимального отклонения получаемой характеристики с заданным порогом (±L) по формуле, каждой ячейке (Ml,k) воображаемой периодической сетки изображений будет присваиваться одно из следующих значений: -1; 0; +1:
Здесь: L - порог бинаризации по максимальному отклонению разности уровней интенсивности или яркости элементов изображений объектов периодической структуры, max dev - максимальное отклонение значений разности элементов изображений объектов в соседних периодах, F - двухмерный линейный оператор фильтрации результатов разности значений элементов изображений объектов в соседних периодах размерностью, задаваемой в настройках системы, как площадь минимально допустимого дефекта, Il,k(x, y) - уровень интенсивности или яркости элемента изображения объекта на текущем периоде с условным матричным номером l,k и расположенным в координатной плоскости х, у воображаемой периодической сетки, Il,k+1(x>y) - уровень интенсивности или яркости соответствующего, отстоящего на период, сравниваемого элемента изображения объекта с условным матричным номером l,k+1 и расположенного в координатной плоскости x, у воображаемой периодической сетки в соседнем периоде.
Получаемая непрерывная по длине полотна двухмерная матрица из значений -1; 0; +1, представленная на фиг. 4 и фиг. 5, построчно анализируется для выделения и классификации обнаруженных дефектов на элементах печатного образа, где непрерывная последовательность элементов со значениями (-1; +1) определяет дефект, как светлое пятно, а непрерывная последовательность элементов со значениями (+1; -1) определяет дефект, как темное пятно. Единичные значения последовательности -1 или +1 являются шумовым фактором.
На фиг. 4 изображен фрагмент запечатанного бумажного полотна 4 с увеличенным изображением печатного элемента 5, на котором присутствует дефект не пропечатки в виде светлого пятна на темном фоне. Этот фрагмент изображения запечатанного полотна преобразуется по формуле 6 в фрагмент двухмерной матрицы (М) 7 с элементами (Мl,k), где элементы со значениями (-1; +1) определяют дефект на печатном элементе, как -1 - «вход» в светлое пятно, а +1 - «выход» из светлого пятна.
На фиг. 5 изображен фрагмент запечатанного бумажного полотна 8 с увеличенным изображением печатного элемента 9, в зоне которого присутствует дефект красочной помарки в виде темного пятна на светлом фоне. По формуле 10 фрагмент изображения запечатанного полотна преобразуется в фрагмент матрицы (М) 11 с элементами (Мl,k), где значения (+1; -1) определяют дефект в зоне печатного элемента, как +1 - «вход» в темное пятно, а значение -1 «выход» из темного пятна.
Результаты контроля качества печатных образов данным способом в виде отбраковки системой отдельных фрагментов изображений (фиг. 6), где способ обнаруживает отклонения формы контролируемого элемента более ±0,3 мм (12, 13) и не пропечатки размером более 0,2 мм (14). При больших дефектах, превышающих период печатного элемента, дефект будет классифицироваться, как светлое или темное пятно, по смене знаков при «вхождении» в дефект и «выходе» из дефекта.
Этот способ применим и для задачи контроля качества сплошного водяного знака, а именно, обнаружения дефектов слабого контраста, маскирующихся колебаниями амплитуды контраста сплошного водяного знака. Данный метод был адаптирован в систему видеоконтроля, где получены весьма хорошие результаты контроля качества сплошного водяного знака (фиг. 7), где обнаруживались дефекты в виде светлых (15) и темных (16) пятен и засветления (17), нарушающие регулярность периодического рисунка. Предлагаемый способ также автоматически адаптировался к монотонному изменению формы элементов сплошного водяного знака и винтовому искривлению формы сеточного цилиндра по длине образующей.
Данный способ был успешно применен также для контроля качества производства защитных металлизированных нитей на лавсановой основе с деметаллизированным текстом (фиг. 8), где способ реагирует на мельчайшие (от 0,1 мм) дефект полотна в деметализированной зоне в виде светлого пятна (18), нарушение деметализации (подрез текста 19) и образование деметализированной перемычки (20).
Таким образом, основными достоинствами предлагаемого способа видеоконтроля являются:
- высокая скорость работы;
- возможность обнаруживать мелкие дефекты на печатных образах сложной формы без использования эталонного образца;
- не требуется синхронизация фазового угла текущего периода контроля с периодом повторения изображения;
- адаптивность к монотонности изменения контраста и формы печатных образов при вытяжке/усадке полотна.
- простота настройки (задание длины периода повторения печатных образов и размеров контролируемых дефектов).
Исследования работы метода контроля в процессе эксплуатации систем подтвердили, что качество контроля периодических печатных образов данным способом ограничено только разрешением системы и точностью размеров предыдущего и последующего (соседних) повторяющихся печатных образов. Способ контроля осуществляет обработку полученного изображения и с методом получения изображения он не связан, однако, чем выше разрешение изображения, тем качественнее контроль.
Данный способ видеоконтроля представлен в реализации, которая обнаруживает все несоответствия (геометрические, амплитудные) сравнения предыдущего с последующим фрагментом изображения, а для реального контроля качества задаются допустимые технологические отклонения формы, контраста изображений, допустимые размеры дефектов в виде темных и светлых пятен (допустимые параметры задаются в настройках), что требует дополнительных алгоритмов фильтрации, сортировки и т.д., чтобы не браковать годную продукцию, соответствующую жестким требованиям технических условий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИЩЕННАЯ БУМАГА С ВОДЯНЫМ ЗНАКОМ (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2475578C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ (ВАРИАНТЫ), И ЦЕННЫЙ ДОКУМЕНТ НА ЕГО ОСНОВЕ | 2014 |
|
RU2557565C1 |
| МОБИЛЬНЫЙ КОНТРОЛЬНО-ВЫЧИСЛИТЕЛЬНЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС | 1995 |
|
RU2066645C1 |
| Устройство для обнаружения неоднородности тонкого объекта, имеющей резкие границы, и способ его применения | 2019 |
|
RU2721099C1 |
| ЗАЩИЩЕННЫЙ ЛИСТ ИЛИ ДОКУМЕНТ, ИМЕЮЩИЙ ОДИН ИЛИ НЕСКОЛЬКО УСИЛЕННЫХ ВОДЯНЫХ ЗНАКОВ | 2014 |
|
RU2680329C9 |
| СПОСОБ КОНТРОЛЯ И УЧЕТА ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ БУМАЖНОГО ПОЛОТНА ВХОДНОГО РУЛОНА НА ПЕЧАТНОЙ ФАБРИКЕ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314928C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ОЦЕНКИ РАЗРЕШАЮЩЕЙ СПОСОБНОСТИ АВИАЦИОННЫХ ОПТИКО- ЭЛЕКТРОННЫХ СИСТЕМ ДИСТАНЦИОННОГО ЗОНДИРОВАНИЯ В ВИДИМОМ И ИНФРАКРАСНОМ ДИАПАЗОНАХ ВОЛН И УНИВЕРСАЛЬНАЯ ПАССИВНАЯ МИРА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2293960C9 |
| ЗАЩИЩЕННЫЙ НОСИТЕЛЬ ИНФОРМАЦИИ, ОБЛАДАЮЩИЙ ОПТИЧЕСКИ ПЕРЕМЕННЫМ ЭФФЕКТОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОГО НОСИТЕЛЯ ИНФОРМАЦИИ | 2017 |
|
RU2651339C1 |
| Способ определения фактического состояния канала ствола артиллерийских орудий и устройство для его реализации | 2023 |
|
RU2828997C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ЗАЩИЩЕННОГО БУМАЖНОГО ПОЛОТНА В ПРОЦЕССЕ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2747463C1 |
Изобретение относится к анализу и обработке цифровых изображений, точнее видеоконтроля качества идентичных объектов. Технический результат заключается в улучшении качества контроля. Способ содержит обнаружение дефектов в указанной периодической структуре с квазипостоянным периодом длины повтора указанных объектов по 2-м перпендикулярным осям х, у, одна из которых совпадает с направлением движения указанной периодической структуры относительно зоны сканирования оптического блока видеосистемы, переводящей оптические данные периодической структуры в цифровую форму, и далее в режиме реального времени он-лайн процедуру вычитания величин параметра интенсивности или яркости элементов изображений объектов, отстоящих друг от друга на длину периода и относящихся к изображениям указанных объектов в соседних периодах, по любой из 2-х указанных осей с использованием предопределенного порога допуска различий указанных величин параметра интенсивности или яркости для принятия решения о наличии или отсутствии дефекта объекта. 2 з.п. ф-лы. 8 ил.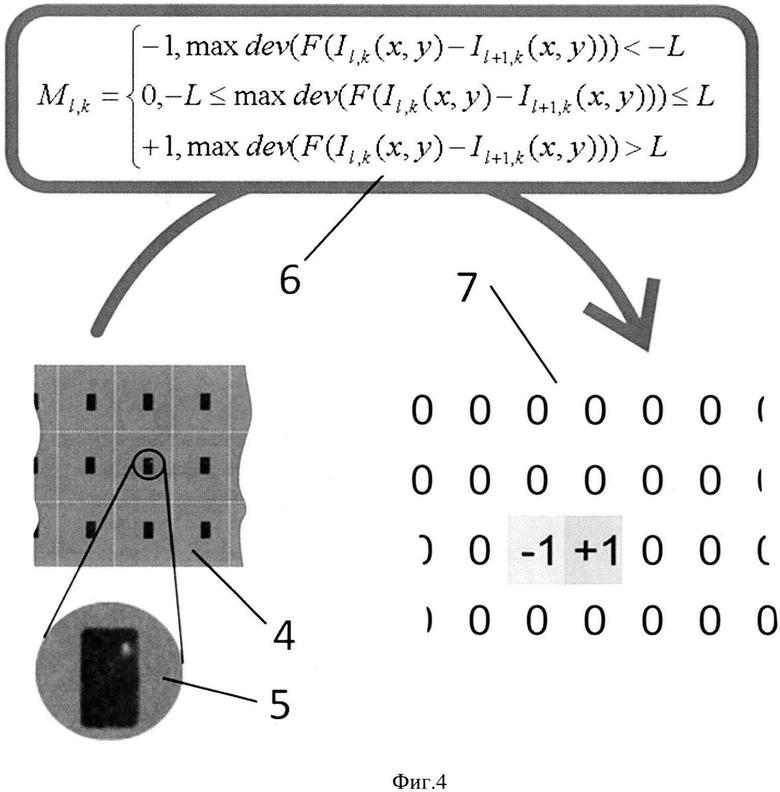
1. Способ видеоконтроля качества повтора квазиидентичных объектов плоской структуры, периодической по длине, содержащий обнаружение дефектов в указанной периодической структуре с квазипостоянным периодом длины повтора указанных объектов по 2-м перпендикулярным осям x и y, одна из которых совпадает с направлением движения указанной периодической структуры относительно зоны сканирования оптического блока видеосистемы, переводящей оптические данные периодической структуры в цифровую форму, и далее в режиме реального времени он-лайн процедуру вычитания величин параметра интенсивности или яркости элементов изображений объектов, отстоящих друг от друга на длину периода и относящихся к изображениям указанных объектов в соседних периодах, по любой из 2-х указанных осей с использованием предопределенного порога допуска различий указанных величин параметра интенсивности или яркости для принятия решения о наличии или отсутствии дефекта объекта, отличающийся тем, что каждому контролируемому элементу изображения объекта на периоде с условным матричным номером двумерных индексов 

где L - порог бинаризации по максимальному отклонению разности уровней интенсивности или яркости элементов изображений объектов периодической структуры, max dev - максимальное отклонение значений разности элементов изображений объектов в соседних периодах, F - двухмерный линейный оператор фильтрации результатов разности значений элементов изображений объектов в соседних периодах размерностью, задаваемой в настройках системы, как площадь минимально допустимого дефекта, Il,k(x, y) - уровень интенсивности или яркости элемента изображения объекта на текущем периоде с условным матричным номером 
2. Способ по п. 1, отличающийся тем, что с учетом возможных допустимых малых колебаний величины периода повтора указанных квазиидентичных объектов из-за возможного растяжения или усадки рулонного полотна введена непрерывная фоновая коррекция величины заданного периода Т в диапазоне значений Т±Δ, для чего используют для быстрых он-лайн вычислений линейную автокорреляционную формулу вида:

где  - вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений Т±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-х пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-х пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза; при этом текущую рабочую длину периода
- вычисленная n-я длина периода повтора объекта по m-линии среза по ширине рулонного полотна, J - смещение в пикселях вдоль m-линии среза при максимальном значении Rƒƒ(j) в диапазоне значений Т±Δ, Rƒƒ(j) - текущее значение автокорреляционной функции вдоль m-линии среза, Т - номинальная длина периода повтора объекта, предопределенная в исходных настройках системы контроля, Δ - допустимое отклонение периода повтора объектов, заданное в исходных настройках системы контроля, ƒi - линейная функция яркости i-х пикселей вдоль m-линии среза, ƒi+j - линейная функция яркости (i+j)-х пикселей вдоль m-линии среза, i - текущий пиксель дискретизации видеосистемы вдоль m-линии среза, j - текущее смещение в пикселях вдоль m-линии среза; при этом текущую рабочую длину периода  определяют усреднением текущей серии вычислений периода
определяют усреднением текущей серии вычислений периода  по формуле:
по формуле:
 ,
,
где величины значений N и М определяют допустимой ошибкой между вычисленной и реальной длиной периода повтора объектов.
3. Способ по п. 1 или 2, отличающийся тем, что реализован в аппаратно-программной системе видеоконтроля рулонной печати; аппаратная часть системы включает: оптический сканирующий блок, состоящий из CCD-линейных камер и подсветок на просвет и отражение; сервер; рабочее место оператора; программная часть системы включает: алгоритмы управления периферией и настройки системы; алгоритмы формирования единого изображения по всей ширине полотна; алгоритмы обработки цифрового изображения; при обнаружении отклонений или дефектов, превышающих заданные допуски, сервер выдает команду на маркирование дефектного участка полотна и сигнализирует об обнаруженном дефекте; видеоинформацию об обнаруженных в процессе контроля технологических отклонениях и дефектах отражают на мониторе рабочего места оператора в виде трендов и фрагментов изображений брака, а также регистрируют в базе данных на сервере для дальнейшей статистической обработки; также периодически или по запросу на рабочее место оператора поступают стоп-кадры изображения просветных и зеркальных характеристик полотна, отображаясь на мониторе оператора для интерактивной настройки технологических параметров контроля и анализа с помощью электронного инструментария: линейки, измерительной рамки, окна масштабирования, аналогового среза.
| ОБНАРУЖЕНИЕ БЛИКА В КАДРЕ ДАННЫХ ИЗОБРАЖЕНИЯ | 2014 |
|
RU2653461C2 |
| СПОСОБ И СИСТЕМА ПОДГОТОВКИ СОДЕРЖАЩИХ ТЕКСТ ИЗОБРАЖЕНИЙ К ОПТИЧЕСКОМУ РАСПОЗНАВАНИЮ СИМВОЛОВ | 2016 |
|
RU2628266C1 |
| СПОСОБ И СИСТЕМА ВСТРАИВАНИЯ И ИЗВЛЕЧЕНИЯ СКРЫТЫХ ДАННЫХ В ПЕЧАТАЕМЫХ ДОКУМЕНТАХ | 2010 |
|
RU2446464C2 |
| US 20150036915 A1, 05.02.2015 | |||
| US 20090129682 A1, 21.05.2009 | |||
| WO 2003052674 A1, 26.06.2003. | |||

