Изобретения относятся к области полиграфической промышленности и могут быть использованы для контроля и учета технологических параметров (в частности, длины) бумажного полотна входного рулона на печатных фабриках (преимущественно объединения Гознак), который (т.е. входной рулон) предварительно формируется на бумажных фабриках и снабжается индивидуальным "паспортом рулона", функционально являющимся сравнительной информативной базой для каждого конкретного рулона, подлежащего технологической обработке (запечатыванию) с возможностью формирования "отчета по рулону".
Из уровня техники известен способ контроля и учета технологических параметров бумажного полотна входного рулона на печатной фабрике, согласно которому осуществляют обнаружение и распознавание контрольных меток, размещенных на незапечатываемом поле бумажного полотна по всей длине входного рулона с заданным шагом. Контрольные метки и шаг между ними функционально являются информативными признаками контролируемых технологических параметров. Регистрацию этих информативных признаков осуществляют с использованием блока оптико-электронных устройств. Упомянутый блок включает, по меньшей мере, средства подсветки, оптические средства считывания, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства согласно заданной программы (SU, №511232, B41F 33/00, 1976 или SU, №1014767, B41F 33/00, 1983 или RU, №2102242, B41F 5/04).
Из уровня техники также известна система для контроля и учета технологических параметров бумажного полотна входного рулона на печатной фабрике, включающая средства обнаружения, распознавания и считывания контрольных меток, размещенных на незапечатываемом поле бумажного полотна по всей длине входного рулона с заданным шагом. Контрольные метки и шаг между ними функционально являются информативными признаками, по меньшей мере, одного контролируемого технологического параметра. При этом упомянутые средства обнаружения, распознавания и регистрации информативных признаков выполнены в виде блока оптико-электронных устройств, который включает, по меньшей мере, средства подсветки, оптические средства считывания, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства посредством соответствующего программного обеспечения (SU, №511232, B41F 33/00, 1976 или SU, №1014767, B41F 33/00, 1983 или RU, №2102242, B41F 5/04).
К недостаткам данных известных из уровня техники способа контроля и учета технологических параметра бумажного (запечатываемого) полотна входного рулона, а также системы для его реализации следует отнести отсутствие возможности контроля действительной длины печатного полотна и технологического брака посредством сформированных на бумажном полотне выходного рулона информативных признаков (т.е. контрольных меток и шага между ними) ввиду отсутствия информации о величине шага между контрольными метками, а также кодовой информации о последовательности их расположения и количестве упомянутых меток.
В основу заявленных способа контроля и учета технологических параметров (действительной длины, технологического брака и т.п.) бумажного полотна входного рулона (сформированного в качестве выходного рулона на бумажной фабрике с учетом информативных данных индивидуального "паспорта рулона"), а также системы для его осуществления была положена задача обеспечения возможности высокоточного (т.е. не зависящего от изменения размеров полотна от влажности, температуры и усилия натяжения намотки/размотки и отходов в технологический брак участков бумажного полотна входного рулона) контроля действительной длины бумажного полотна (перед его разрезкой на листы) за счет маркировки незапечатываемого (свободного) в дальнейшем поля этого полотна систематизированной совокупностью контрольных меток с регламентируемым шагом, а также задача расширения функциональных возможностей за счет использования информационной базы (т.е. "паспорта рулона"), сформированной на бумажной фабрике для контроля ряда технологических параметров (в том числе, и длины) бумажного полотна ранее сформированного рулона применительно к печатной фабрике (т.е. при изготовлении конечной продукции в процессе запечатывания бумажного полотна с возможностью обеспечения контроля как его расхода на входе в машину рулонной печати, так и на выходе из нее с учетом технологического брака).
Поставленная техническая задача в отношении объекта изобретения "способ" решается посредством того, что в способе контроля и учета технологических параметров бумажного полотна входного рулона на печатной фабрике, согласно которому осуществляют обнаружение и распознавание контрольных меток, размещенных на незапечатываемом поле бумажного полотна по всей длине входного рулона с заданным шагом, которые (т.е. контрольная метка и шаг) функционально являются информативными признаками контролируемых технологических параметров, и регистрируют эти информативные признаки с использованием блока оптико-электронных устройств, который включает, по меньшей мере, средства подсветки, оптические средства считывания, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства согласно заданной программе, в соответствии с изобретением, в качестве, по меньшей мере, одного контролируемого технологического параметра выбирают длину печатного полотна входного рулона, который предварительно формируют на бумажной фабрике в качестве бумажного полотна выходного рулона с использованием контрольных меток, расположенных с шагом между ними постоянной величины, которую выбирают в зависимости от технологически допустимой погрешности в отношении действительной длины бумажного полотна упомянутого выходного рулона, регламентируемой его растяжением в процессе технологического цикла формирования этого рулона на бумажной фабрике; обнаружение, распознавание и регистрацию информативных признаков, по меньшей мере, одного контролируемого технологического параметра осуществляют дважды, причем идентичными средствами, а именно: на входе предварительно сформированного на бумажной фабрике полотна выходного рулона в технологическую зону машины рулонной печати, где обеспечивают запечатывание этого полотна, и на выходе из этой технологической зоны; запоминание считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства осуществляют с обеспечением неограниченного по времени ее сохранения и возможностью вывода на бумажные и/или электронные носители информации, которые функционально являются "отчетом по рулону" с заданной базой данных по печатному полотну входного рулона печатной фабрики, основанной на информации, сформированной и зарегистрированной на бумажной фабрике в качестве "паспорта рулона" в отношении данного полотна упомянутого входного рулона.
Оптимально в базе данных "отчета по рулону" отображают, по меньшей мере, следующую информацию по упомянутому полотну входного рулона до его разрезки на листы: название рулона, дату и время формирования "отчета по рулону"; номера контрольных меток начала и окончания рулона, а также дату и время их формирования по входному и выходному полотну; общее количество контрольных меток в рулоне по входному и выходному полотну; общую длину рулона по входному и выходному полотну; недостающие фрагменты контрольных меток по входному и выходному полотну (т.е. расстояния между метками, вышедшие за пределы технологического допуска в отрицательную сторону); избыточные фрагменты контрольных меток по входному и выходному полотну (т.е. расстояния между метками, вышедшие за пределы технологического допуска в положительную сторону); количество контрольных меток, отошедшее в технологический брак; общую длину печатного полотна, отошедшую в технологический брак; фрагменты длины печатного полотна по контрольным меткам, отошедшие в технологический брак.
Целесообразно в качестве контрольных меток используют преимущественно цифровые коды с элементами, указывающими направление считывания, размещенными рядом с каждым кодом, при этом упомянутые элементы выполняют, например, в виде стрелок заданного направления.
Поставленная техническая задача в отношении объекта изобретения "устройство" решается посредством того, что система для контроля и учета технологических параметров бумажного полотна входного рулона на печатной фабрике, включающая средства обнаружения, распознавания и считывания контрольных меток, размещенных на незапечатываемом поле бумажного полотна по всей длине входного рулона с заданным шагом, которые (т.е. контрольная метка и шаг) функционально являются информативными признаками, по меньшей мере, одного контролируемого технологического параметра, при этом упомянутые средства обнаружения, распознавания и регистрации информативных признаков выполнены в виде блока оптико-электронных устройств, который включает, по меньшей мере, средства подсветки, оптические средства считывания, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства посредством соответствующего программного обеспечения, согласно изобретению снабжена вторым блоком оптико-электронных устройств, функционально и конструктивно идентичным первому блоку, один из упомянутых блоков установлен на входе бумажного полотна, сформированного на бумажной фабрике, в технологическую зону машины рулонной печати, а второй - на выходе из этой технологической зоны, при этом каждый из блоков коммутационно связан с собственным электронно-вычислительным устройством; перед каждым из упомянутых блоков, по ходу движения бумажного полотна в машине рулонной печати, установлен датчик скорости упомянутого полотна, коммутационно связанный с соответствующим электронно-вычислительным устройством, программное обеспечение одного из которых создано с возможностью независимого формирования заданной базы данных по входному, а другого - по выходному полотну текущего полотна в машине рулонной печати, а также с возможностью неограниченного по времени сохранения этой информации в блоках памяти электронно-вычислительных устройств и вывода ее на бумажные и/или электронные носители информации, которые функционально являются "отчетом по рулону", при этом в качестве входного рулона бумажного полотна для машины рулонной печати использован рулон, предварительно укомплектованный на бумажной фабрике регистрируемыми информативными признаками, при этом информативные признаки в виде контрольных меток расположены с шагом постоянной величины, выбранной в зависимости от технологически допустимой погрешности в отношении действительной длины бумажного полотна выходного рулона, регламентируемой его растяжением в процессе технологического цикла формирования этого рулона на бумажной фабрике.
Разумно, если система обеспечена рабочим местом оператора, которое содержит клавиатуру, монитор и принтер, коммутационно связанные с каждым из вышеупомянутых электронно-вычислительных устройств.
Изобретения поясняются графическими материалами.
Фиг.1 - структурная схема организации контроля и учета длины бумажного полотна на бумажной фабрике с последующим использованием данных "паспорта рулона" на печатной фабрике (с соответствующей инсталляцией физико-технических средств для реализации поставленной задачи).
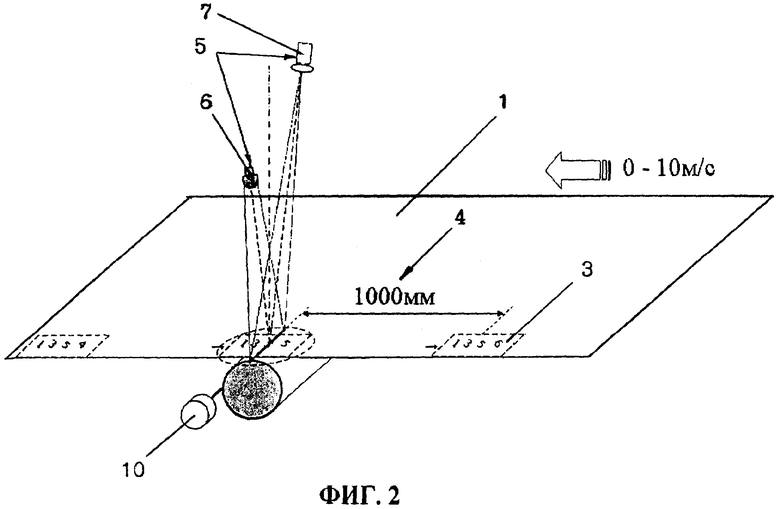
Фиг.2 - демонстрационная схема устройства считывания меток и контроля расстояния (шага) между ними.
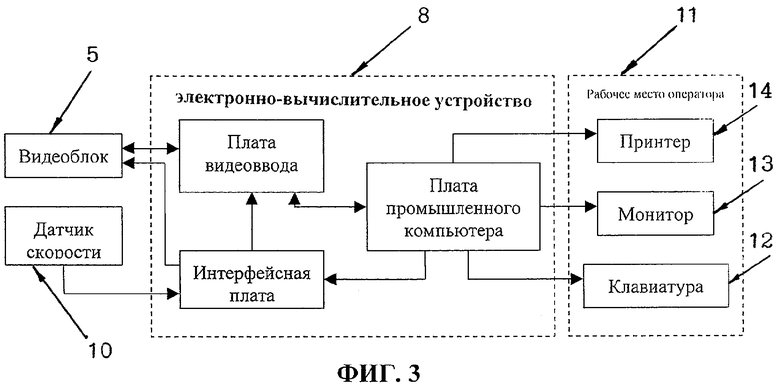
Фиг.3 - структурная схема устройства управления, обработки и отображения информации.
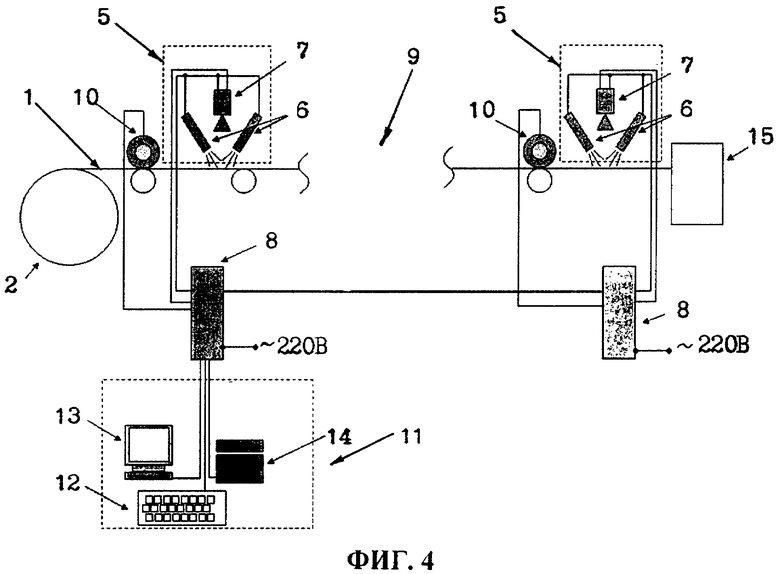
Фиг.4 - структурная схема заявленной системы применительно к машинам рулонной печати на печатных фабриках.
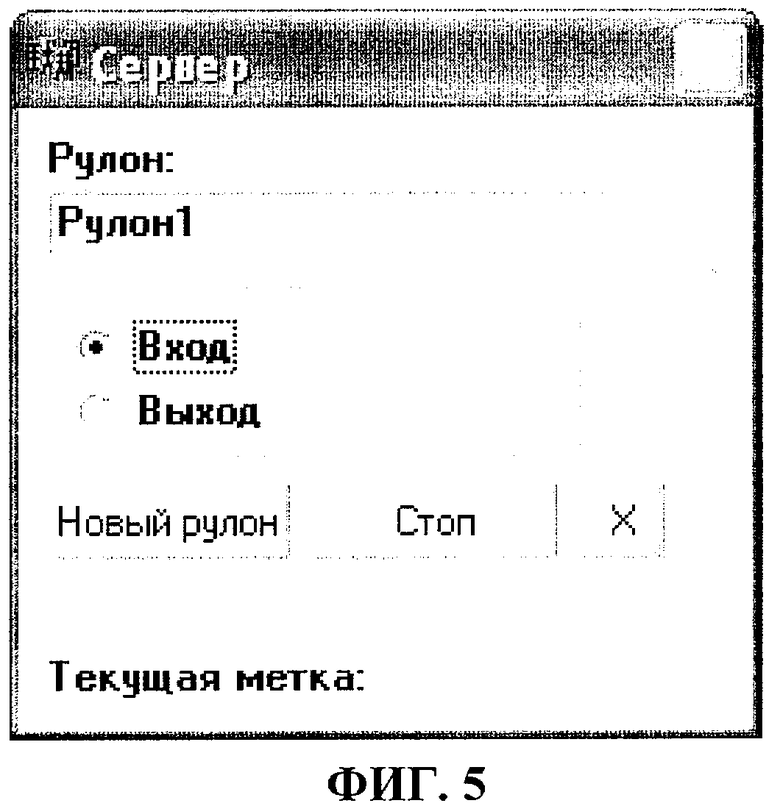
Фиг.5 - серверная часть программного обеспечения (серверное приложение).
Так как бумажное полотно при формировании выходного рулона на бумажной фабрике изменяет свои размеры в зависимости от влажности и натяжения намотки/размотки, то задача измерения действительной длины бумажного полотна в рулоне с большой точностью становится практически неразрешимой с помощью известных из уровня техники способов и устройств (средств) для их реализации. Поэтому для контроля и учета длины бумажного полотна во входном рулоне на печатной фабрике были разработаны следующая структура технологического процесса учета и контроля соответствующих технологических параметров бумажного полотна упомянутого рулона и система для его реализации применительно к печатным фабрикам (преимущественно объединения Гознак) т.е., с целью инсталляции сформированной и зарегистрированной на бумажной фабрике информации по рулону ("паспорту рулона") применительно к процессам контроля и учета сформированного на бумажной фабрике полотна на печатной фабрике.
Способ контроля и учета технологических параметров бумажного полотна 1 входного рулона 2 на печатной фабрике заключается в следующем. Изначально осуществляют обнаружение и распознавание контрольных меток 3, размещенных на незапечатываемом поле бумажного полотна 1 по всей длине входного рулона 2 с заданным шагом 4, которые (т.е. контрольная метка 3 и шаг 4) функционально являются информативными признаками контролируемых технологических параметров. Регистрируют эти информативные признаки с использованием блока 5 оптико-электронных устройств. Данный блок включает, по меньшей мере, средства 6 подсветки, оптические средства 7 считывания, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства 8 согласно заданной программе. В качестве, по меньшей мере, одного контролируемого технологического параметра выбирают длину печатного полотна 1 входного рулона 1, который предварительно формируют на бумажной фабрике в качестве бумажного полотна 1 выходного рулона с использованием контрольных меток 3, расположенных с шагом 4 между ними постоянной величины. Величину шага 4 выбирают в зависимости от технологически допустимой погрешности в отношении действительной длины бумажного полотна 1 упомянутого выходного рулона, регламентируемой его растяжением в процессе технологического цикла формирования этого рулона на бумажной фабрике. Обнаружение, распознавание и регистрацию информативных признаков, по меньшей мере, одного контролируемого технологического параметра осуществляют дважды. А именно: на входе предварительно сформированного на бумажной фабрике полотна 1 выходного рулона в технологическую зону 9 машины рулонной печати, где обеспечивают запечатывание этого полотна 1, и на выходе из этой технологической зоны 9. Запоминание считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства 8 осуществляют с обеспечением неограниченного по времени ее сохранения и возможностью вывода на бумажные и/или электронные носители информации, которые функционально являются "отчетом по рулону" с заданной базой данных по печатному полотну 1 входного рулона 2 печатной фабрики, основанной на информации, сформированной и зарегистрированной на бумажной фабрике в качестве "паспорта рулона" в отношении данного полотна 1 упомянутого входного рулона 2.
В базе данных "отчета по рулону" отображают, по меньшей мере, следующую информацию по упомянутому полотну 1 входного рулона 2 до его разрезки на листы: название рулона 2, дату и время формирования "отчета по рулону"; номера контрольных меток 3 начала и окончания рулона 2, а также дату и время их формирования по входному и выходному полотну 1; общее количество контрольных меток 3 в рулоне 2 по входному и выходному полотну 1; общую длину рулона 2 по входному и выходному полотну 1; недостающие фрагменты контрольных меток 3 по входному и выходному полотну 1 (т.е. расстояния между метками 3, вышедшие за пределы технологического допуска в отрицательную сторону); избыточные фрагменты контрольных меток 3 по входному и выходному полотну 1 (т.е. расстояния между метками 3, вышедшие за пределы технологического допуска в положительную сторону); количество контрольных меток 3, отошедшее в технологический брак; общую длину печатного полотна 1, отошедшую в технологический брак; фрагменты длины печатного полотна 1 по контрольным меткам 3, отошедшие в технологический брак.
В качестве контрольных меток 3 используют преимущественно цифровые коды с элементами, указывающими направление считывания, размещенными рядом с каждым кодом. Упомянутые элементы выполняют, например, в виде стрелок заданного направления.
Система для контроля и учета технологических параметров бумажного полотна 1 входного рулона 2 на печатной фабрике включает следующие взаимосвязанные между собой средства. Средства обнаружения, распознавания и считывания контрольных меток, размещенных на незапечатываемом поле бумажного полотна 1 по всей длине входного рулона 2 с заданным шагом 4. Контрольные метки 3 и шаг 4 между ними функционально являются информативными признаками, по меньшей мере, одного контролируемого технологического параметра. Упомянутые средства обнаружения, распознавания и регистрации информативных признаков выполнены в виде блока 5 оптико-электронных устройств. Данный блок 5 включает, по меньшей мере, средства 6 подсветки, оптические средства считывания 7, средства аналогово-цифрового преобразования, ввода и запоминания считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства 8 посредством соответствующего программного обеспечения. Система также снабжена вторым блоком 5 оптико-электронных устройств, функционально и конструктивно идентичным первому блоку 5. Один из упомянутых блоков 5 установлен на входе бумажного полотна, сформированного на бумажной фабрике, в технологическую зону 9 машины рулонной печати, а второй блок 5 - на выходе из этой технологической зоны 9. При этом каждый из блоков 5 коммутационно связан с собственным электронно-вычислительным устройством 8. Перед каждым из упомянутых блоков 5 (по ходу движения бумажного полотна 1 в машине рулонной печати) установлен датчик 10 скорости упомянутого полотна 1, коммутационно связанный с соответствующим электронно-вычислительным устройством 8. Программное обеспечение одного из упомянутых блоков 5 создано с возможностью независимого формирования заданной базы данных по входному, а другого блока 5 - по выходному полотну 1 текущего полотна 1 в машине рулонной печати, а также с возможностью неограниченного по времени сохранения этой информации в блоках памяти электронно-вычислительных устройств 8 и вывода ее на бумажные и/или электронные носители информации. Данные электронные носители информации функционально являются "отчетом по рулону". В качестве входного рулона 2 бумажного полотна 1 для машины рулонной печати использован рулон, предварительно укомплектованный на бумажной фабрике регистрируемыми информативными признаками. Эти информативные признаки в виде контрольных меток 3 расположены с шагом 4 постоянной величины. Величина шага 4 выбрана в зависимости от технологически допустимой погрешности в отношении действительной длины бумажного полотна 1 выходного рулона, регламентируемой его растяжением в процессе технологического цикла формирования этого рулона на бумажной фабрике.
Система может включать рабочее место 11 оператора, которое содержит клавиатуру 12, монитор 13 и принтер 14, коммутационно связанные с каждым из вышеупомянутых электронно-вычислительных устройств 8.
На печатных фабриках система осуществляет входной и выходной контроль технологических параметров (в частности, длины, технологического брака и т.п.) ранее сформированного рулона бумажного полотна 1 на бумажной фабрике с формированием "отчета по рулону".
На бумажной фабрике (при формировании рулона) промышленным каплеструйным принтером, например, через каждый метр осуществляется печатание контрольных меток 3 в поле маркировки (т.е. в незапечатываемой впоследствии на печатной фабрике области, как правило, расположенной по краю бумажного полотна 1) в виде цифровых кодов (например, девятизначного числа с инкрементом). Для указания направления возрастания нумерации кодовой информации, например, перед каждой контрольной меткой 3 печатается стрелка. После печатающего устройства устанавливается система контроля и учета нанесенных меток 3 и расстояний (шага 4) между ними. Так как между контрольными метками 3 расстояния небольшие, то изменением размеров полотна от влажности, температуры и натяжения намотки можно пренебречь и вести учет длины бумажного полотна 1 с большой точностью.
После намотки рулона 1 с контрольными метками 3 на бумажной фабрике система в электронной и печатной форме формирует "паспорт рулона", в котором отображено количество контрольных меток 3 и расстояние (шаг 4) между ними.
Бумажный рулон 2 с индивидуальным "паспортом рулона" поступает на печатную фабрику. При печати на машине рулонной печати (на печатной фабрике) устанавливаются две системы контроля меток 3. Первая система - на входе бумажного полотна в машину, а вторая система - перед резкой (посредством отрезного аппарата 15) готовой продукции на листы. После прохождения входного рулона 2 через машину рулонной печати система формирует отчет о количестве контрольных меток 3 и расстояний (шага 4) между ними на входе и на выходе ("отчет по рулону"), а также выдает разницу между этими двумя показаниями (если таковая /т.е. разница/ имеется в связи с возможным технологическим браком).
Система построена на базе современных технических средств (аппаратных и программных) по модульному типу с целью последующего расширения ее функциональных возможностей.
Система обеспечивает круглосуточный режим работы.
Система оснащена устройствами защиты (на случай аварийного сбоя электропитания), самодиагностики и восстановления в случае сбоев или отказов по аппаратным и программным компонентам, а также обеспечивает сохранность данных в нештатных ситуациях.
При обнаружении отклонений от заданных параметров система имеет возможность сигнализировать об отклонении.
Система имеет стандартные внешние интерфейсы связи при необходимости управления внешними устройствами или получения от них необходимой информации.
К основным функциям системы контроля и учета длины полотна 1 во входном рулоне 2 относятся следующие функции:
- считывание контрольных меток 3 и расстояний (шага 4) между ними при подаче бумажного полотна 1 в технологическую зону 9 (зону печати) машины рулонной печати;
- считывание контрольных меток 3 и расстояний (шага 4) между ними перед выходом бумажного полотна 1 для резки на листы;
- формирование отчетов по входному и выходному полотну 1, а также технологическому браку.
Оптические средства 7 считывания контрольных меток 3 и контроля расстояния между ними создаются на базе скоростной линейной CCD-камеры со средствами 6 подсветки и датчиков 10 скорости.
CCD-камера электронной разверткой захватывает (с перекрытием) поле маркировки с разрешением 0,1 мм, а с помощью датчика 10 скорости формирует механическую развертку с шагом 0,1 мм по направлению движения полотна 1.
Из вышесказанного следует, что данное устройство производит непрерывную съемку поля маркировки полотна 1 с разрешением 0,1 мм и скоростью движения полотна до 10 м/с, что дает возможность программно распознавать цифровые контрольные метки 3 и измерять расстояния (шаг 4) между ними с точностью до 0,1 мм.
Базовыми элементами блока 5 (видеоблока) оптико-электронных устройств являются оптические средства 7 считывания в виде линейной CCD-камеры с объективом, а также два средства 6 линейной подсветки.
Электронно-вычислительное устройство 8 (т.е. устройство управления, обработки и отображения информации) создается на базе промышленного компьютера, специализированной платы видеоввода и интерфейсной платы. Структурная схема функционирования устройства 8 представлена на фиг.3.
Плата видеоввода принимает видеоинформацию с линейной CCD-камеры, а также осуществляет ее настройку и синхронизацию по импульсам, поступающим с интерфейсной платы. А также (из полученной видеоинформации с линейной CCD-камеры) плата видеоввода выделяет изображение поля маркировки и передает на плату промышленного компьютера.
Интерфейсная плата по сигналам с датчика скорости формирует импульсы синхронизации с шагом 0,1 мм по направлению движения полотна с выдачей на плату видеоввода, также она осуществляет управление оптическими средствами 6 подсветки в динамическом режиме работы.
Плата промышленного компьютера по принятому изображению поля маркировки осуществляет обнаружение и распознавание цифровых контрольных меток 3, а также измерение расстояния (шага 4) между ними с точностью до 0,1 мм. Кроме этого плата промышленного компьютера осуществляет настройку платы видеоввода и интерфейсной платы, а также обслуживает рабочее место 11 оператора.
Система состоит из следующих устройств:
- двух датчиков 10 скорости движения полотна 1;
- двух оптических средств 7 считывания, включающих линейную CCD-камеру и оптические средства 6 подсветки;
- двух промышленных компьютеров, включающих плату промышленного компьютера, плату видеоввода, интерфейсную плату и сетевую плату;
- рабочего места 11 оператора, состоящего из принтера 14, монитора 13 и клавиатуры 12.
Программное обеспечение системы применительно к печатным фабрикам работает под операционной системой Windows 2000xp и состоит из серверного и клиентского приложений.
Серверное приложение инсталлируется на промышленном компьютере системы и выполняет следующие функции:
- запуск и остановку системы;
- настройку системы;
- контроль состояния системы;
- обнаружение и распознавание цифровых контрольных меток 3 и контроль расстояний (шага 4) между ними;
- формирование базы данных меток 3 по текущему рулону 1;
- включение сигнализации при нарушениях считывания цифровых контрольных меток 3.
Клиентское приложение может инсталлироваться как на промышленном компьютере системы, так и на других компьютерах и позволяет выполнять следующие функции:
- просмотр сформированных баз данных контрольных меток 3 и расстояний (шага 4) между ними;
- формирование "отчета по рулону".
До изготовления и испытания аппаратной части системы было проведено моделирование работы серверной и клиентской части программного обеспечения.
Серверная часть программного обеспечения моделировалась с помощью приложения, изображенного на фиг.5 Здесь задавалось название входного рулона 2, расстояние (шаг 4) между контрольными метками 3 и допуск на погрешность измерения.
В итоге моделирования серверным приложением были сформированы базы данных меток 3 по входу и выходу рулона 2, с имитацией разрыва полотна 1 нажатием кнопки "х".
С помощью клиентского приложения по базам данных были получены отчеты по конкретным рулонам 2.
В "отчете по рулону" отображаются следующие параметры:
- название рулона 2, дата и время формирования "отчета по рулону";
- номера контрольных меток 3 начала и окончания рулона 2, а также дата и время их формирования по входному и выходному полотну 1;
- общее количество контрольных меток 3 в рулоне 2 по входному и выходному бумажному полотну 1;
- общая длина рулона 2 по входному и выходному полотну 1;
- недостающие фрагменты контрольных меток 3 по входному и выходному полотну 1 (т.е. расстояния между метками 3, вышедшие за пределы допуска в отрицательную сторону);
- избыточные фрагменты контрольных меток 3 по входному и выходному полотну 1 (т.е. расстояния между метками 3, вышедшие за пределы допуска в положительную сторону);
- количество контрольных меток 3, отошедшее в технологический брак;
- общая длина полотна 1, отошедшая в технологический брак;
- фрагменты длины полотна 1 по меткам 3, отошедшие в технологический брак.
На данном этапе разработки:
- проведена разработка структуры системы контроля и учета длины бумажного полотна 1 в рулоне 2;
- осуществлены подбор и испытание каплеструйного промышленного принтера для печати цифровых меток 3 со скоростью до 300 м/мин;
- осуществлены разработка и испытание на реальных образцах нейросетевого модуля распознавания цифровых символов меток 3;
- проведена разработка и моделирования работы программного обеспечения клиентских и серверных приложений для систем бумажных и печатных фабрик;
- произведены разработка кинематических, оптических, принципиальных схем системы в целом, а также созданы и испытаны отдельные ее модули.
- разработана структурная схема организации контроля длины бумажного полотна 1 в рулоне 2 на бумажных и печатных фабриках объединения Гознака;
- произведены подбор и испытание промышленного каплеструйного принтера для маркировки бумажного полотна 1 в рулоне 2;
- разработаны структурная схема и алгоритмы, а также проведено моделирование работы системы контроля и учета длины бумажного полотна 1 в рулоне 2 на бумажных и печатных фабриках объединения Гознака;
- разработаны структурная схема и алгоритмы, а также проведено моделирование работы системы контроля и учета длины бумажного полотна в рулоне на печатных фабриках объединения Гознака;
Таким образом, заявленные изобретения могут найти широкое применение в области полиграфической промышленности и могут быть использованы для контроля действительной длины бумажного полотна в выходном рулоне, формируемом на бумажных фабриках, предназначенного для дальнейшего использования на печатных фабриках преимущественно объединения Гознак в качестве входного рулона 2 для машины рулонной печати.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАРКИРОВКИ И КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПАРАМЕТРА БУМАЖНОГО ПОЛОТНА ВЫХОДНОГО РУЛОНА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2314925C1 |
| СПОСОБ ЗАЩИТЫ ОТ ПОДДЕЛКИ И КОНТРОЛЯ ПОДЛИННОСТИ ЦЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2276409C2 |
| ЗАЩИТНАЯ МАГНИТНАЯ НИТЬ ДЛЯ ИНДЕНТИФИКАЦИИ ЦЕННЫХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЦЕННАЯ БУМАГА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2005 |
|
RU2292267C9 |
| СИСТЕМА КОНТРОЛЯ ПОДЛИННОСТИ ДЕТЕКТИРУЕМОГО ИЗДЕЛИЯ С РЕЗОНАНСНЫМ ЗАЩИТНЫМ СРЕДСТВОМ | 2005 |
|
RU2293372C1 |
| Способ контроля совмещения красок при печати | 1982 |
|
SU1044467A1 |
| СПОСОБ И СИСТЕМА ВСТРАИВАНИЯ И ИЗВЛЕЧЕНИЯ СКРЫТЫХ ДАННЫХ В ПЕЧАТАЕМЫХ ДОКУМЕНТАХ | 2010 |
|
RU2446464C2 |
| СПОСОБ ЗАЩИТЫ ЦЕННЫХ ДОКУМЕНТОВ ОТ ПОДДЕЛКИ | 1999 |
|
RU2151069C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРИВОДКИ КРАСОК В МНОГОКРАСОЧНОЙ ПЕЧАТНОЙ МАШИНЕ | 1991 |
|
RU2015029C1 |
| СПОСОБ КОНТРОЛЯ БУМАГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2514993C1 |
| СПОСОБ ВНЕДРЕНИЯ СКРЫТОГО ЦИФРОВОГО СООБЩЕНИЯ В ПЕЧАТАЕМЫЕ ДОКУМЕНТЫ И ИЗВЛЕЧЕНИЯ СООБЩЕНИЯ | 2010 |
|
RU2431192C1 |
Изобретения относятся к полиграфической промышленности и могут быть использованы для контроля технологических параметров бумажного полотна входного рулона на печатных фабриках, предварительно сформированного на бумажной фабрике. В способе в качестве контролируемого параметра выбирают длину полотна входного рулона, который укомплектован контрольными метками. Метки расположены с шагом постоянной величины, которую выбирают в зависимости от технологически допустимой погрешности в отношении длины полотна рулона, регламентируемой его растяжением в процессе технологического цикла формирования этого рулона на бумажной фабрике. Обнаружение, распознавание и регистрацию информативных признаков контролируемого параметра осуществляют дважды. А именно: на входе рулона в технологическую зону машины рулонной печати и на выходе из нее. Запоминание считанной и преобразованной информации в блоке памяти электронно-вычислительного устройства - ЭВУ осуществляют с обеспечением ее сохранения и возможностью вывода на носители информации, которые функционально являются "отчетом по рулону" с заданной базой данных, основанной на информации "паспорта рулона". Особенности системы заключаются в следующем. Она снабжена вторым блоком оптико-электронных устройств, функционально и конструктивно идентичным первому блоку. Один из блоков установлен на входе полотна в технологическую зону машины рулонной печати, а второй - на выходе из нее. Каждый из блоков коммутационно связан с собственным ЭВУ. Перед каждым из блоков установлен датчик скорости полотна, коммутационно связанный с соответствующим ЭВУ. Программное обеспечение одного из блоков создано с возможностью формирования базы данных по входному, а другого - по выходному полотну рулона и сохранения этой информации в блоках памяти и вывода ее на носители информации, которые функционально являются "отчетом по рулону". Обеспечивается возможность контроля технологических параметров полотна на входе и на выходе из машины рулонной печати, что повышает точность контроля. 2 н. и 3 з.п. ф-лы, 5 ил.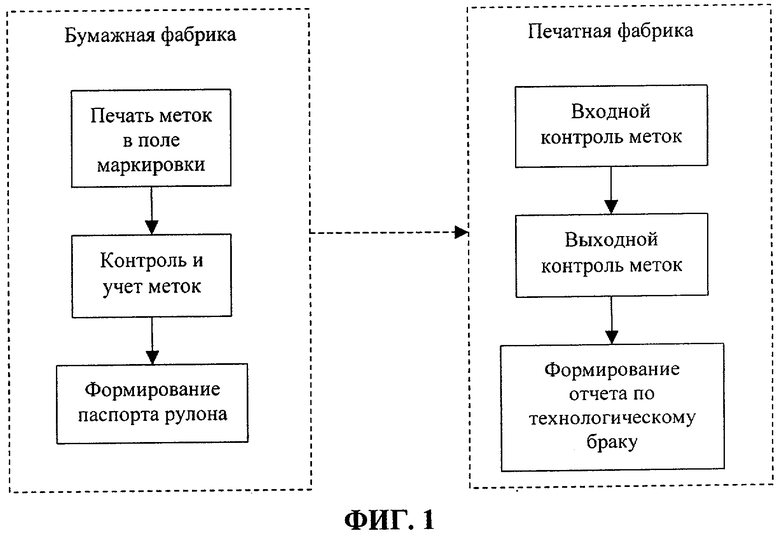
| Устройство для регулирования оптической плотности красочных полиграфических знаков к многокрасочным печатным машинам | 1981 |
|
SU1014767A1 |
| Способ контроля оптической плотности оттисков в процессе их запечатывания | 1974 |
|
SU511232A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Компрессорная установка | 1987 |
|
SU1481468A1 |

