Настоящее изобретение относится к шипу и способу изготовления шипа для пневматической шины транспортного средства, имеющему тело шипа из пластмассы, содержащей усилительные волокна, и расположенного в теле шипа и выступающего из тела шипа штифта шипа из твердого сплава, при этом тело шипа имеет основную часть и хвостовую часть, которая выступает в боковом направлении за пределы основной части тела.
Известно и общепринято, что пневматические шины транспортного средства оснащают шипами, чтобы в зимних условиях движения увеличивать силу, передаваемую от шины к покрытому снегом и/или льдом дорожному полотну. Шипы состоят из тела шипа и штифта шипа, который располагается в указанном тела шипа и выступает из него. В частности, тело шипа может быть изготовлено из разных материалов, причем при выборе материала обычно в расчет принимают выбирают малый вес тела шипа и низкую стоимость материала для тела шипа. В частности, тело шипа может быть изготовлено из пластмассы, которая содержит усилительные волокна, придающие готовому телу шипа высокую прочность. Такие тела шипа уже давно известны.
Шип упомянутого выше типа известен, например, из DE 2 111 682 A1. Во время производства шипа штифт шипа вводится в вырез уже произведенного тела шипа, при этом высота посаженной в тело шипа части штифта шипа соответствует самое большее половине высоты штифта. Для увеличения прочности пластмасса тела шипа может содержать добавленные в нее стекловолокна. Кроме того, в тело шипа встраивается проволока спиральной формы, которая окружает штифт шипа. Указанная проволока предназначена для непрерывного удержания штифта шипа, который входит глубже в тело шипа по мере износа последнего.
Шип, известный из DE 26 23 754 A, имеет штифт шипа, состоящий из карбида вольфрама, причем указанный штифт шипа имеет пилообразный профиль, а тело шипа состоит из металлического сплава. Тела шипа устанавливается на штифт шипа посредством деформации металлического сплава.
В WO 01/032449 A1 раскрыт шип, имеющий штифт шипа и тело шипа, которое имеет основную часть тела, по существу цилиндрическую центральную часть и хвостовую часть из пластмассы. Хвостовая часть, изготавливаемая посредством инжекционного формования, и центральная часть закрепляются во втулке, расположенной по существу под штифтом шипа, и штифт шипа после этого вжимается в основную часть тела. В готовом шипе штифт шипа выступает приблизительно до середины тела шипа.
Шип, известный из DE 1 529 988 A1, имеет штифт шипа, состоящий из твердого сплава, вокруг которого расположена опорная часть, состоящая из четырех ребер, которые проходят радиально наружу относительно оси шипа. Опорная часть в свою очередь окружена телом шипа и предназначена для поддержки и усиления тела шипа и штифта шипа так, что предотвращается движение шипа в протекторе вокруг оси шипа. Опорная часть предпочтительно состоит из пластмассы и образована инжекционным формованием вокруг штифта шипа.
Шип, который изготавливают посредством методов литья или прессования и который изготавливают из эпоксидной смолы с добавлением наполнителей, таких как песок и/или стекловолокна, известен из DE 2 165 744 A1. Шип, известный из DE 22 48 249 A1, имеет несколько штифтов шипа и тело шипа, состоящее из резины или пластмассы, причем указанное тело шипа формуют вокруг штифтов шипа прессованием во время производства шипа. В EP 0 037 576 B1 раскрыт шип, имеющий тело шипа, которое имеет керамическую основную часть и пластмассовую часть, окружающую указанную основную часть и одновременно образующую хвостовую часть. Еще один шип, имеющий пластмассовое тело и имеющий металлический штифт шипа, известен из US 3 747 659. На внутренней стороне пластмассового тела образована подобная резьбе структура, в которую пошагово вжимается штифт шипа во время езды в результате износа пластмассового тела шипа.
Поэтому в основном пытаются производить шипы с пластмассовыми телами. При этом тело шипа и штифт шипа обычно изготавливают отдельно друг от друга, и затем штифт шипа впрессовывают в углубление, которое образовано в тела шипа и которое сужается в направлении внутрь. Удерживающие усилия штифта шипа в теле шипа, следовательно, являются результатом только соединения с силовым замыканием, то есть посредством посадки с натягом. Указанная посадка с натягом может легко ослабевать в результате нагрузок, которые возникают во время езды, в частности в результате концентраций напряжения надрезом от штифта шипа в теле шипа, так что штифт шипа вырывается из тела шипа. Тела шипа, состоящие из пластмассы, кроме того демонстрируют значительно меньшую износостойкость, чем металлические тела шипа.
Поэтому настоящее изобретение имеет задачей предоставление просто выполненного шипа, который не имеет известных недостатков шипа с пластмассовым телом, в частности обладает высокое износостойкостью и надежно предотвращает возможные выпадения (потери) штифта шипа. Настоящее изобретение также имеет задачей предоставление способа, с помощью которого подобного рода шип может быть произведен простым и рациональным образом.
Поставленная задача решается согласно настоящему изобретению посредством шипа, в котором штифт шипа проходит в теле шипа по существу до уровня хвостовой части и имеет хвостовки штифта с по меньшей мере одним крепежным элементом, который расширяет радиально внутренний концевой участок стержня штифта, при этом усилительные волокна в центральной области хвостовой части ориентированы преимущественно и по существу перпендикулярно штифту шипа, а в основной части тела расположены преимущественно в случайной ориентации (не ориентированно).
Что касается способа, то поставленная задача решается согласно настоящему изобретению тем, что штифт шипа, который имеет по меньшей мере один образованный на его радиально внутреннем концевом участке и выступающий за штифт шипа крепежный элемент, позиционируют в формовочной полости литейной формы, образованной в соответствии с подлежащим изготовлению телом шипа, причем штифт шипа, позиционированный в закрытой литейной форме, проходит по существу до формирующей хвостовую часть области формовочной полости, причем затем жидкий пластмассовый материал, содержащий усилительные волокна, впрыскивают по существу перпендикулярно штифту шипа в краевой середине образующей хвостовую часть области формовочной полости, причем пластмассовый материал протекает ламинарно через область формовочной полости, которая образует хвостовую часть, и по существу турбулентно через область формовочной полости, которая образует основную часть тела, и заполняет эти области.
Шипы согласно настоящему изобретению, следовательно, имеют, по меньшей мере на внутреннем концевом участке своего штифта шипа, по меньшей мере один крепежный элемент, который полностью окружен телом шипа, изготовленным из усиленной волокном пластмассы. Поскольку крепежный элемент локально увеличивает диаметр штифта шипа, то штифт шипа и тело шипа соединяются друг с другом посредством длительно действующего (имеющего большой срок службы) геометрического замыкания. Таким образом, гарантируется особо прочная посадка штифта шипа в теле шипа, так что предотвращается вырывание штифта шипа из тела шипа даже при интенсивной нагрузке. Усилительные волокна, которые в центральной области хвостовой части ориентированы преимущественно перпендикулярно штифту шипа, придают хвостовой части максимальную прочность на сжатие относительно статических и динамических осевых усилий (сжимающих усилий), которые воздействуют на нее во время езды. Расположенные в значительной степени не ориентированно волокна в основной части тела придают ей изотропные, то есть не зависимые от направления, свойства материала, так что ударные и срезающие нагрузки, которые воздействуют на основную часть тела с разных направлений во время езды, поглощаются оптимальным образом. Шипы согласно настоящему изобретению, следовательно, являются усиленными соответственно потребностям и оптимальным образом.
С помощью способа согласно настоящему изобретению можно производить такие шипы особо простым и рациональным образом. Здесь важным является то, что все тело шипа производят путем впрыскивания пластмассового материала, содержащего усилительные волокна, так что указанное тело шипа изготавливают «в одном единственном процессе литья», а также в его окончательной форме непосредственно вокруг штифта шипа. Таким образом, штифт шипа и тело шипа соединены друг с другом с геометрическим замыканием. Указанный по меньшей мере один крепежный элемент штифта шипа и специально выбранная точка впрыска пластмассового материала порождают запланированные завихрения в текущей вокруг штифта шипа пластмассе, так что указанная пластмасса течет турбулентно вокруг штифта шипа, а усилительные волокна в последующей основной части тела располагаются не ориентированно (случайное) и придают готовому телу шипа желаемые характеристики, уже описанные выше. В области под штифтом шипа пластмассовый материал протекает ламинарно, так что волокна в готовой хвостовой части ориентированы по существу перпендикулярно, соответственно, под острыми углами относительно штифта шипа.
Имеется множество возможностей образования крепежных элементов на стержне штифта, которые вместе со специально ориентированными усилительным волокнами гарантируют особо прочную посадку штифта шипа. Выполнение и расположение крепежных элементов также играют роль в способе изготовления заявленных шипов, чтобы содействовать особой ориентации усилительных волокон.
Согласно одному признаку настоящего изобретения простым образом возможно образование нескольких крепежных элементов на стержне штифта. Предпочтительным является выполнение, в котором предусмотрен по меньшей мере один крепежный элемент, который окружает, соответственно, охватывает хвостовки штифта.
Особым преимуществом здесь является вариант, в котором предусмотрен по меньшей мере один крепежный элемент, который окружает хвостик штифта и который конически расширяется по своей протяженности вдоль стержня штифта. Для хорошего геометрического замыкания штифта шипа в теле шипа здесь достаточно, чтобы конически расширяющийся крепежный элемент имел высоту от 10% до 15% высоты штифта.
В одном очень простом варианте настоящего изобретения по меньшей мере один конически расширяющийся крепежный элемент предусмотрен на стержне штифта, этот крепежный элемент образован в виде усеченного конуса. Здесь предпочтительно, чтобы конически расширяющийся крепежный элемент указанного типа был предусмотрен на внутреннем концевом участке стержня штифта, причем расширение происходит в частности в направлении внутреннего конца стержня штифта. В альтернативном варианте осуществления настоящего изобретения несколько крепежных элементов, образованных в виде выступов, предусмотрены на внутреннем концевом участке стержня штифта. Варианты осуществления с крепежными элементами, образованными на внутреннем концевом участке стержня штифта, являются благоприятными для особо крепкой посадки штифта шипа.
В другом варианте осуществления согласно настоящему изобретению стержень штифта имеет несколько крепежных элементов, которые представляют собой возвышения и углубления, образованные на наружной стороне стержня штифта, окружающие его и предусмотренные с чередованием, и в частности имеющие идентичные размеры. Таким образом, стержень штифта снабжен своего рода ребристой наружной поверхностью, соответственно, подобной гофру структурированием. При этом предпочтительным является вариант осуществления, в котором расстояние, измеренное поперечно относительно протяженности стержня штифта, между самой нижней точкой углублений и самой высокой точкой возвышений, составляет от 0,2 мм до 0,5 мм.
Тело шипа, изготовленное посредством процесса инжекционного формования, может быть изготовлен из реактопласта или термопласта. Для изготовления подходят несколько обычных реактопластов и термопластов.
В качестве усилительных волокон тело шипа может согласно изобретению содержать органические усилительные волокна, в частности арамидные волокна, углеродные волокна, полиэфирные волокна, нейлоновые волокна, полиэтиленовые волокна или плексигласовые волокна, или же неорганические усилительные волокна, такие как, например, базальтовые волокна, борные волокна, стеклянные волокна, керамические волокна или кремниевые волокна. Волокна всех типов могут также быть использованы в комбинации друг с другом.
Для увеличения прочности на сжатие тела шипа последний может дополнительно содержать пластинчатые или сферические тела наполнителя или вещества наполнителя, например, минеральные вещества наполнителя, такие как слюда, Al2O3 или волластонит.
Дополнительные признаки, преимущества и особенности настоящего изобретения теперь будут описаны более подробно на основании графических материалов, которые схематически показывают варианты осуществления настоящего изобретения. При этом показано:
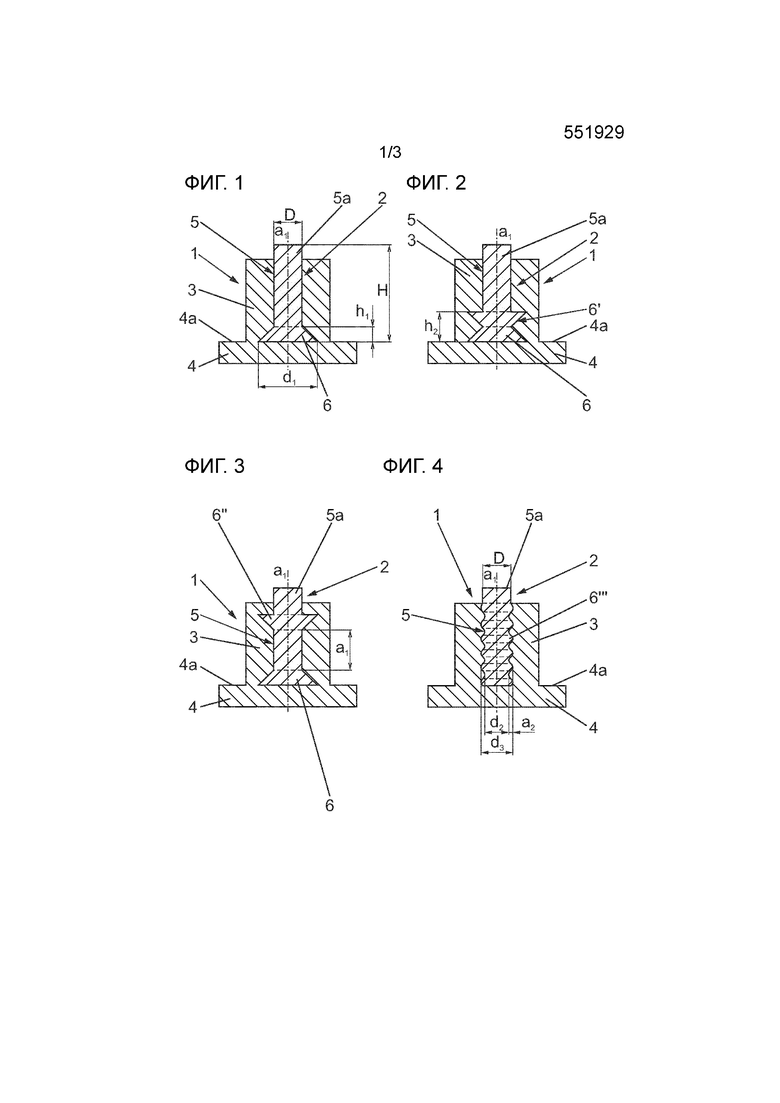
фиг.1-4 – соответственно схематические поперечные сечения вариантов осуществления шипа согласно настоящему изобретению,
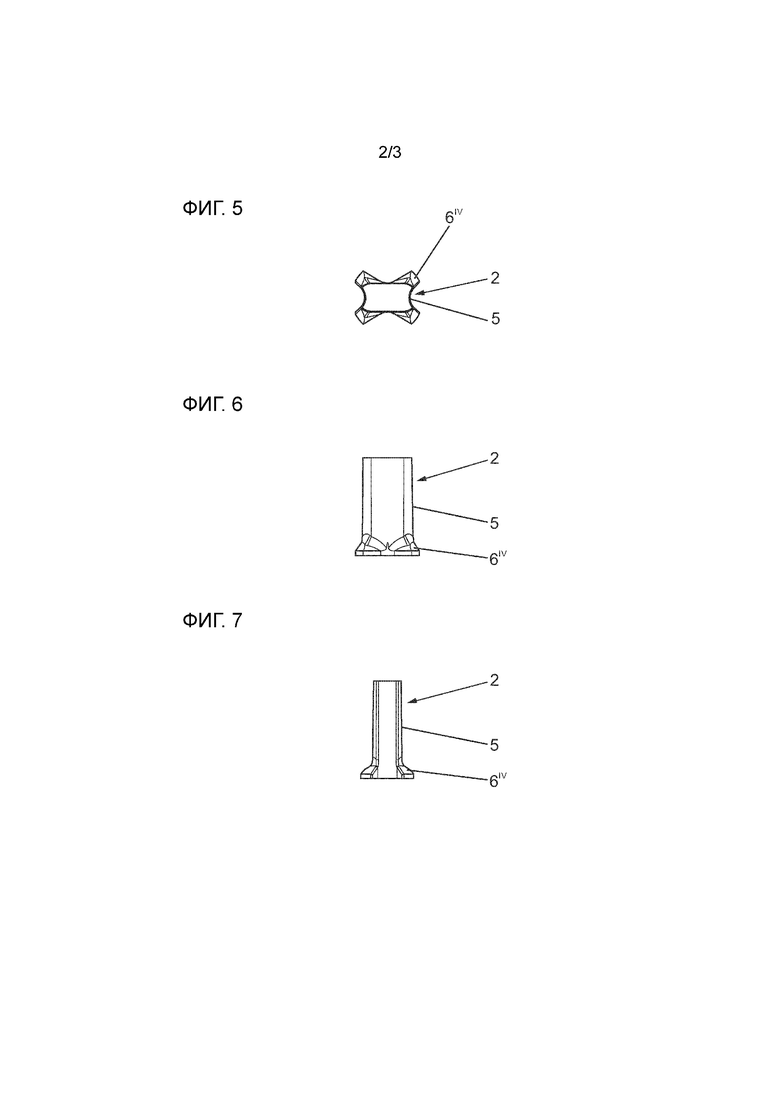
фиг.5-7 – виды одного варианта осуществления штифта шипа,
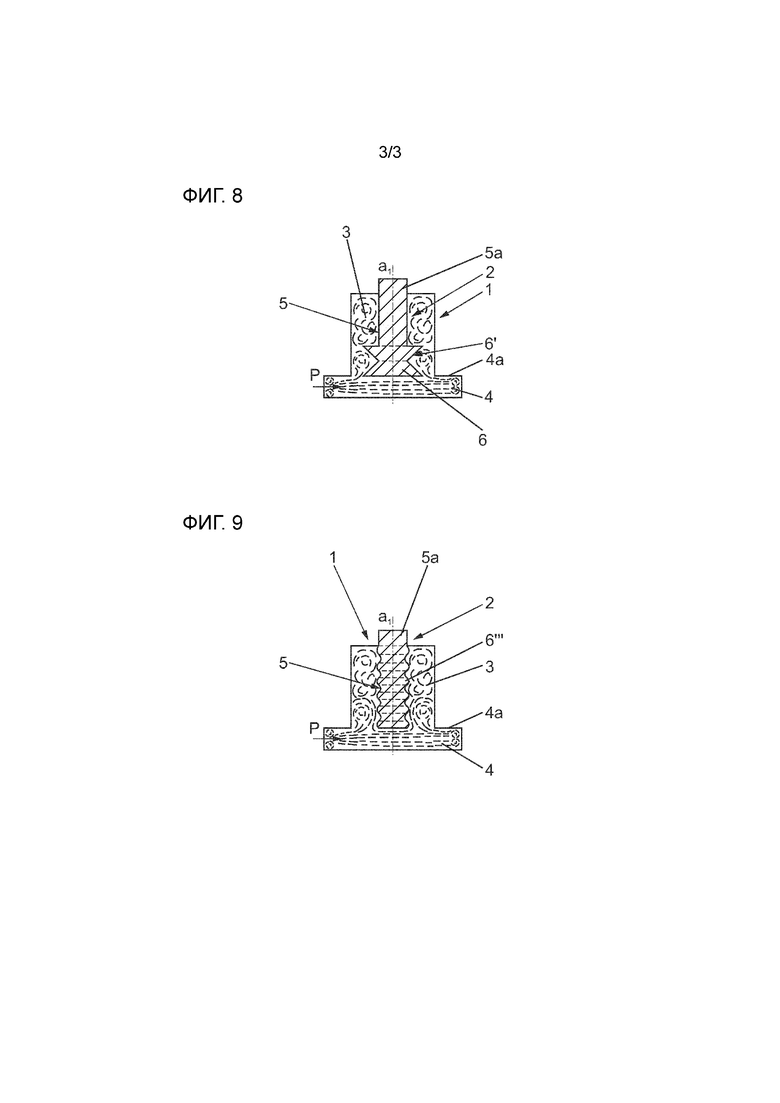
фиг.8 – схематический вид поперечного сечения шипа согласно фиг.2 во время его изготовления, и
фиг.9 – схематический вид поперечного сечения шипа согласно фиг.4 во время его изготовления.
В следующем описании такие выражения, как верх, низ, внутри, снаружи, вертикальный, горизонтальный и т.п., относятся к положению отдельных компонентов шипа, как показано на чертежах.
Каждый шип, показанный на фиг.1-4, имеет тело 1 шипа, состоящее из усиленной волокном пластмассы, и штифт 2 шипа, который встроен в указанное тело шипа и который предпочтительно состоит из твердого сплава. Тело 1 шипа составлен из основной части 3 тела и хвостовой части 4, причем, в показанных упрощенных примерных вариантах осуществления, каждая из указанных частей 3, 4 относительно оси a1 шипа имеет вращательно симметричную геометрию и выполнена цилиндрической. Хвостовая часть 4 имеет больший диаметр, чем основная часть 3 тела и имеет верхнюю, соответственно, радиально наружную ограничивающую поверхность 4a, которая окружает основную часть 3 тела. Основная часть 3 тела и хвостовая часть 4 могут также представлять собой части, не являющиеся вращательно симметричными, например, удлиненными или овальными в поперечном сечении. Тела шипов, которые являются удлиненными на виде сверху, известны, например, из WO 2012/107305 A1.
Штифт 2 шипа, показанный на всех чертежах, имеет стержень 5 штифта и выступает хвостовым участком 5a за тело 1 шипа. За исключением областей, где штифт 2 шипа оснащен крепежными элементами 6, 6', 6'', 6''', 6IV, указанный штифт шипа может иметь круглое поперечное сечение с предпочтительно постоянным диаметром D, составляющим, например, от 2,0 мм до 2,4 мм. Штифт 2 шипа проходит в основной части 3 тела по существу от уровня радиально наружной ограничивающей поверхности 4a хвостовой части 4 вверх. Штифт 2 шипа может дополнительно иметь не вращательно симметричный стержень 5 штифта. Штифты шипов, соответственно, стержни штифтов, которые являются удлиненными на виде сверху, известны, например, из WO 2015/139860 A1.
В варианте, показанном на фиг.1, стержень 5 штифта содержит образованный на его внутреннем концевом участке, предпочтительно имеющий форму усеченного конуса крепежный элемент 6, который конически расширяет стержень 5 штифта к его радиально внутреннему концу. Крепежный элемент 6 имеет высоту h1, составляющую от 10% до 15% высоты H штифта, и поверхность основания указанного крепежного элемента, расположенная на уровне радиально наружной ограничивающей поверхности 4a хвостовой части 4, имеет диаметр d1 > D, равный приблизительно 3,0 мм.
Штифт 2 шипа варианта на фиг.2 имеет на своем радиально внутреннем концевом участке крепежный элемент 6' в форме двух усеченных конусов, высота h2 которого составляет от 20% до 30% высоты H штифта. Крепежный элемент 6' состоит, например, из двух частей 6 в форме усеченного конуса, предпочтительно соответствующей конструкции и с торцевыми поверхностями, лежащими друг на друге, диаметр указанных верхних поверхностей соответствует диаметру D стержня 5 штифта. Каждая из двух частей 6 предпочтительно спроектирована соответственно аналогично крепежному элементу 6, представленному на фиг.1.
В варианте, показанном на фиг.3, стержень 5 штифта содержит два имеющих форму усеченного конуса крепежных элемента 6'', которые расположены на расстоянии a2 друг от друга. Расстояние a2 составляет, например, от 20% до 35% высоты H штифта. Два крепежных элемента 6'' предпочтительно ориентированы так, что их «боковые поверхности» обращены друг у другу, и каждый из них может быть спроектирован соответственно показанному на фиг.1 крепежному элементу 6 в форме усеченного конуса.
На фиг.4 показан шип со штифтом 2 шипа, в котором участок стержня 5 штифта, расположенный в теле 1 шипа, имеет крепежные элементы 6''', которые представляют собой возвышения и углубления, которые образованы на наружной стороне стержня 5 штифта, выполнены скругленными, расположены с чередованием и образованы под прямыми углами относительно протяженности стержня 5 штифта, и которые в одном предпочтительном варианте осуществления образуют дуги окружности, которые примыкают друг к другу в продольном сечении стержня 5 штифта. Указанные дуги окружности могут иметь равные или разные радиусы. Альтернативно наружная сторона стержня 5 штифта может иметь структуру типа зигзага или зубцов пилы. В самой нижней точке углублений диаметр d2 штифта 2 шипа немного меньше, чем диаметр D стержня 5 штифта, а в наивысших точках возвышений каждый крепежный элемент 6''' имеет диаметр d3, немного превышающий диаметр D стержня 5 штифта. Расстояние a2, измеренное поперечно относительно протяженности стержня 5 штифта между самой нижней точкой углублений и самой высокой точкой возвышений, составляет от 0,2 мм до 0,5 мм.
На фиг.5-7 показаны виды штифта 2 шипа, стержень 5 которого выполнен продолговатым в поперечном сечении. Стержень 5 штифта имеет в поперечном сечении две взаимно противоположно расположенные стороны, которые обладают большей протяженностью, чем две другие противоположные стороны. На фиг.6 показан вид одной из более широких сторон, а на фиг.7 показан вид одной из более узких сторон штифта шипа. В показанном варианте осуществления также имеет место тот факт, что ограничивающие стенки стержня 5 штифта, которые согласованы с более узкими сторонами, выгнуты внутрь. На нижнем конце стержня 5 штифта четыре крепежных элемента 6IV выполнены в виде выступов, которые выступают из угловых областей стержня 5 штифта, предпочтительно так, что штифт 2 шипа имеет плоскую донную поверхность.
Для изготовления шипа согласно изобретению соответствующий штифт 2 шипа вставляют в формовочную полость литейной формы, образованную в соответствии с подлежащим изготовлению телом 1 шипа. Такие литейные формы выполняют из нескольких, в частности двух, частей формы, при этом штифты шипа в каждом случае удерживаются своим выступающим за тело 1 шипа хвостовым участком 5a на одной части формы. Штифт 2 шипа, расположенный в закрытой литейной форме, проходит по существу до уровня области формовочной полости, которая образует хвостовую часть 4.
Штифт 2 шипа заливают жидкой пластмассой, содержащей усилительные волокна, и указанная пластмасса в отвержденном состоянии образует тело 1 шипа. Подходящими пластмассами являются реактопласты или пластмассовые расплавы из термопластов. Следовательно, может быть использована, например, эпоксидная смола, смола ненасыщенных сложных эфиров, смола сложных виниловых эфиров, фенолформальдегидная смола, диаллилфталатная смола, метилакрилатная смола, полиуретан, аминовые смолы, меламиновая смола или мочевинная смола и, в качестве термопластичных материалов, -поливинилхлорид (PVC), полиэтилен (PE), полипропилен (PP), полиамид (PA), полиоксиметилен (POM), полиэтилентерефталат (PET), политетрафторэтилен (PTFE), поливинилиденфторид (PVDF), этиленхлортрифторэтилен (ECTFE), перфторалкоксиполимер (PFA), полифторэтилен пропилен (FEP), тетрафторэтилен-перфтор-метилвинилэфир (MFA), полиэфирэфиркетон (PEEK), полиэфиримид (PEI), полиэфирсульфон (PES), полисульфон (PSU), полифениленсульфид (PPS), поликарбонат (PC) или акрилонитрилбутадиенстирол (ABS). В качестве усилительных волокон предпочтительно используют органические усилительные волокна, такие как, в частности, арамидные волокна, углеродные волокна, полиэфирные волокна, нейлоновые волокна, полиэтиленовые волокна или плексигласовые волокна. Кроме того, также могут использоваться неорганические усилительные волокна, такие как, например, базальтовые волокна, борные волокна, стеклянные волокна, керамические волокна или кремниевые волокна, которые отличаются в частностью их высокой термостойкостью. Волокна представляют собой короткие волокна со средней длиной, составляющей, например, 0,5 мм.
Обычным является заполнение пластмассовой матрицы не только усилительными волокнами, упомянутыми выше, но также дополнительными телами наполнителя, которые имеют в несколько раз меньший порядок величины и состоят из разных веществ. Они включают, например, минеральные вещества наполнителя, такие как слюда, Al2O3 и волластонит, которые обычно применяют в форме пластинок и которые в плане своей ориентации во время образования поперечных связей или отверждения пластмассовой матрицы демонстрируют поведение, подобное усилительным волокнам. Однако, также могут применяться, в меньших долях, сферические усилительные тела, в целях увеличения прочности на сжатие, такие как, например, стеклянные шарики.
На фиг.8 показан процесс обливки, в качестве примера, показан для показанного на фиг.2 штифта 2 шипа. На фиг.9 показана иллюстрация, аналогичная фиг.8, со штифтом 2 шипа, спроектированным подобно тому, как представлено на фиг.4. Точка впрыска, расположенная в краевой середине образующей хвостовую часть 4 области формовочной полости и являющаяся точкой, в которой пластмассовый материал впрыскивается в формовочную полость, обозначена на каждой из фиг.8 и фиг.9 стрелкой P. Как также показывает стрелка P, пластмассовый материал впрыскивается по существу перпендикулярно относительно штифта 2 шипа. Линии потока, которые иллюстрируют течение пластмассового материала в формовочной полости, обозначены множеством коротких линий, которые после отверждения пластмассового материала соответствуют, по меньшей мере по существу, ориентации усилительных волокон в теле 1 готового шипа.
Благодаря специальной геометрии и положению крепежных элементов 6, 6', 6'', 6''', 6IV пластмассовый материал закручивается, когда втекает, так, что указанный пластмассовый материал течет турбулентно через область формовочной полости, которая образует основную часть 3 тела, из-за чего усилительные волокна, имеющиеся в пластмассе, в указанной области располагаются стохастически, то есть произвольным и не ориентированным образом. Через центральную область - по существу область под основной частью 3 тела - области формовочной полости, которая образует хвостовую часть 4, пластмассовый материал проходит по существу ламинарно, то есть без турбулентности, так, что большинство усилительных волокон выравниваются по существу перпендикулярно, или под острым углом, относительно штифта 2 шипа. Через радиально наружную краевую область образующей хвостовую часть 4 области формовочной полости пластмассовый материал протекает турбулентно, так что усилительные волокна в указанной краевой области располагаются по существу не ориентированно (случайным образом).
Усилительные волокна, ориентированные в значительной степени перпендикулярно штифту 2 шипа в центральной области хвостовой части 4, придают хвостовой части 4 анизотропные, то есть зависимые от направления, свойства материала и обеспечивают максимальную прочность на сжатие в отношении статических и динамических осевых сил, воздействующих на шип.
На основную часть 3 тела с разных направлений воздействуют ударные и срезающие нагрузки, которые могут быть оптимально поглощены основной частью 3 тела благодаря усилительным волокнам, расположенным не ориентированно в основной части 3 тела, и связанным с ними изотропным, то есть независимым от направления, свойствам материала.
Благодаря этому особому выравниванию волокон шипы согласно изобретению являются усиленными соответственно требованиям.
Дополнительно возможно нанесение усилителей адгезии, например, содержащих соединения хрома, на наружную сторону штифта 2 шипа перед процессом литья, для того чтобы еще более улучшать удержание штифта 2 шипа в теле 1 шипа. Кроме того, тело 1 шипа может иметь какой-нибудь другой внешний контур, в частности внешний контур, который является традиционным для тел шипа.
Список номеров ссылочных позиций
1 Тело шипа
2 Штифт шипа
3 Основная часть тела
4 Хвостовая часть
4a Ограничивающая поверхность
5 Стержень штифта
5a Хвостовой участок
6, 6', 6'', 6''', 6IV Крепежный элемент
a1 Ось шипа
a2 Расстояние
D, d1, d2, d3 Диаметр
H Высота штифта
h1, h2 Высота
Шип для пневматической шины транспортного средства имеет тело (1) шипа из содержащей усилительные волокна пластмассы и штифт (2) шипа, который расположен в теле (1) шипа и который выступает из тела (1) шипа и состоит из твердого сплава. Тело (1) шипа имеет основную часть (3) тела и хвостовую часть (4), которая выступает за основную часть (3) тела. Штифт (2) шипа проходит в теле (1) шипа по существу до уровня хвостовой части (4) и имеет стержень (5) штифта с по меньшей мере одним крепежным элементом (6, 6', 6'', 6''', 6IV), который расширяет радиально внутренний концевой участок стержня (5) штифта. Усилительные волокна в центральной области хвостовой части (4) ориентированы преимущественно и по существу перпендикулярно штифту (2) шипа. Технический результат – повышение надежности крепления штифта в теле шипа при высокой износостойкости штифта. 2 н. и 15 з.п. ф-лы, 9 ил.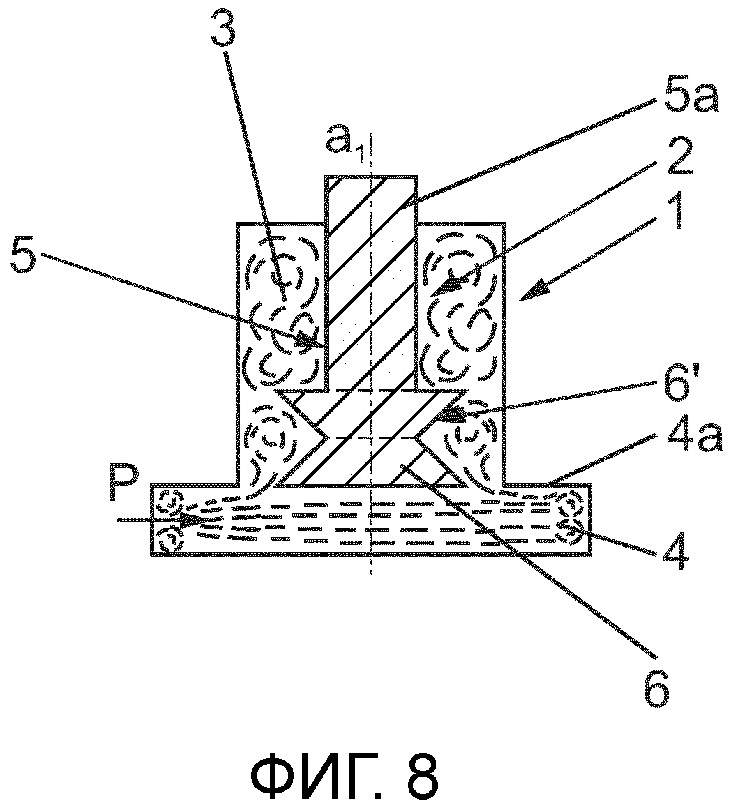
1. Шип для пневматической шины транспортного средства, имеющий тело (1) шипа из содержащей усилительные волокна пластмассы и расположенный в теле (1) шипа и выступающий из тела (1) шипа штифт (2) шипа из твердого сплава, при этом тело (1) шипа имеет основную часть (3) тела и хвостовую часть (4), которая выступает за основную часть (3) тела, отличающийся тем, что штифт (2) шипа проходит в теле (1) шипа по существу до уровня хвостовой части (4) и имеет стержень (5) штифта с по меньшей мере одним крепежным элементом (6, 6', 6'', 6''', 6IV), который расширяет радиально внутренний концевой участок стержня (5) штифта, при этом усилительные волокна в центральной области хвостовой части (4) ориентированы преимущественно и по существу перпендикулярно штифту (2) шипа, а в основной части (3) тела - расположены преимущественно не ориентированно.
2. Шип по п. 1, отличающийся тем, что стержень (5) штифта имеет несколько крепежных элементов (6', 6'', 6''', 6IV).
3. Шип по п. 1 или 2, отличающийся тем, что по меньшей мере один крепежный элемент (6, 6', 6'', 6''') окружает стержень (5) штифта.
4. Шип по одному из пп. 1-3, отличающийся тем, что стержень (5) штифта имеет по меньшей мере один крепежный элемент (6, 6', 6''), который окружает стержень (5) штифта и который конически расширяется по своей протяженности вдоль стержня (5) штифта.
5. Шип по п. 4, отличающийся тем, что конически расширяющийся крепежный элемент (6, 6', 6'') имеет высоту (h1), составляющую от 10 до 15% высоты (Н) штифта.
6. Шип по п. 4 или 5, отличающийся тем, что конически расширяющийся крепежный элемент (6, 6', 6'') имеет форму усеченного конуса.
7. Шип по одному из пп. 4-6, отличающийся тем, что конически расширяющийся крепежный элемент (6) образован на внутреннем концевом участке стержня (5) штифта.
8. Шип по п. 1 или 2, отличающийся тем, что на внутреннем концевом участке стержня (5) штифта предусмотрено несколько крепежных элементов (6IV), выполненных как выступы.
9. Шип по одному из пп. 1-3, отличающийся тем, что стержень (5) штифта имеет несколько крепежных элементов (6'''), которые представляют собой возвышения и углубления, образованные на наружной стороне стержня (5) штифта, поперечно окружающие его и предусмотренные с чередованием и, в частности, имеющие идентичные размеры.
10. Шип по п. 9, отличающийся тем, что расстояние (а2), измеренное поперечно относительно протяженности стержня (5) штифта, между самой нижней точкой углублений и самой высокой точкой возвышений составляет от 0,2 до 0,5 мм.
11. Шип по одному из пп. 1-10, отличающийся тем, что центральная область хвостовой части (4), в которой усилительные волокна ориентированы преимущественно под прямыми углами относительно штифта (2) шипа, проходит по существу по области ниже основной части (3) тела.
12. Шип по одному из пп. 1-11, отличающийся тем, что тело (1) шипа изготовлено из реактопласта или термопласта.
13. Шип по одному из пп. 1-12, отличающийся тем, что в качестве усилительных волокон тело шипа содержит органические усилительные волокна, в частности арамидные волокна, углеродные волокна, полиэфирные волокна, нейлоновые волокна, полиэтиленовые волокна или плексигласовые волокна.
14. Шип по одному из пп. 1-13, отличающийся тем, что тело (1) шипа дополнительно содержит пластинчатые или сферические тела наполнителя или вещества наполнителя, например, минеральные вещества наполнителя, такие как слюда, Al2O3 или волластонит.
15. Шип по одному из пп. 1-13, отличающийся тем, что тело (1) шипа дополнительно содержит сферические усилительные тела, например, стеклянные шарики.
16. Способ изготовления шипа для пневматической шины транспортного средства, имеющего тело (1) шипа из содержащей усилительные волокна пластмассы и расположенный в теле (1) шипа и выступающий из тела (1) шипа штифт (2) шипа из твердого сплава, при этом тело (1) шипа имеет основную часть (3) тела и хвостовую часть (4), выступающую за основную часть (3) тела, отличающийся тем, что штифт (2) шипа, который имеет по меньшей мере один образованный на его радиально внутреннем концевом участке и выступающий вбок за штифт (2) шипа крепежный элемент (6, 6', 6'', 6'''), позиционируют в формовочной полости литейной формы, образованной в соответствии с подлежащим изготовлению телом (1) шипа,
причем позиционированный в закрытой литейной форме штифт (2) шипа проходит по существу до уровня образующей хвостовую часть (4) области формовочной полости,
причем затем содержащий усилительные волокна жидкий пластмассовый материал впрыскивают по существу перпендикулярно штифту (2) шипа в краевой середине образующей хвостовую часть (4) области формовочной полости, причем пластмассовый материал протекает ламинарно через образующую хвостовую часть (4) область формовочной полости и турбулентно через образующую основную часть (3) тела область формовочной полости и заполняет эти области.
17. Способ по п. 16, отличающийся тем, что жидкий пластмассовый материал представляет собой реактопласт или термопласт.
| УСТРОЙСТВО ДЛЯ ПРОМЫВАНИЯ ПОЛОСТИ ОРГАНИЗМА | 2000 |
|
RU2202373C2 |
| NL 2001198 C2, 21.07.2009 | |||
| US 2011290389 A1, 01.12.2011. | |||

