Изобретение относится к способу изготовления шипа для защиты от проскальзывания, при этом шип для защиты от проскальзывания выполнен в виде одной части или нескольких частей по меньшей мере из одной опорной части и одного изнашивающегося шипа.
Кроме того, изобретение относится к соответствующему шипу для защиты от проскальзывания.
Такой шип для защиты от проскальзывания известен, например, из DE 102009042720 А1. В публикации приведено описание шипа для защиты от проскальзывания для шины, содержащего опорную часть и удерживаемую на нем вставку, при этом опорная часть имеет фланцевый участок, к которому примыкает удерживающий участок, в котором сформировано гнездо, при этом вставка вставлена в гнездо и выступает головкой из гнезда.
Такие шипы для защиты от проскальзывания устанавливаются в распределенные по поверхности шин легковых или грузовых автомобилей гнезда так, что головка шипа для защиты от проскальзывания выступает из поверхности шины. При покрытом снегом или льдом дорожном полотне головки шипов для защиты от проскальзывания проникают в слой снега или льда и предотвращают тем самым проскальзывание шины. В других известных конструкциях шип для защиты от проскальзывания выполнен так, что он лишь при необходимости, например при соответствующей срезающей нагрузке шины при торможении, выступает из поверхности шины.
Шипы для защиты от проскальзывания могут быть выполнены, как показано в DE 102009042720 А1, в виде двух частей, но также в виде одной части или более чем двух частей. При этом отдельные части или конструктивные элементы шипа для защиты от проскальзывания подвергаются различным нагрузкам при работе. Для учета этих различных нагрузок различных частей и конструктивных элементов шипа для защиты от проскальзывания они изготавливаются из различных, согласованных с соответствующей нагрузкой материалов. Вставка со сформированной головкой, которая обеспечивает сцепление с дорожным полотном, подвергается, например, высоким механическим нагрузкам и силам истирания и обычно изготавливается из твердого материала, например из твердого сплава. Опорная часть служит для надежного удерживания вставки, а также крепления шипа для защиты от проскальзывания в гнезде шины. В хорошо деформируемом и легком варианте выполнения опорная часть изготавливается из алюминия, в механически нагружаемом варианте выполнения – из стали.
Изготовление вставки из твердого сплава осуществляется обычно методом порошкового прессования с последующими стадиями дополнительной обработки. На основании большой твердости вставки, стадии последующей обработки являются трудоемкими и дорогими. Опорная часть создается посредством обработки давлением, например, с помощью экструзии. В заключительном процессе изготовления вставка запрессовывается в гнездо опорной части.
Задачей изобретения является создание способа, который обеспечивает возможность экономичного изготовления штифтов для защиты от проскальзывания в большом количестве.
Кроме того, задачей изобретения является создание соответствующего шипа для защиты от проскальзывания.
Относящаяся к способу задача изобретения решена тем, что шип для защиты от проскальзывания, и/или опорную часть, и/или изнашиваемый штифт изготавливают методом порошкового литья под давлением (PIM = Powder Injection Moulding). С помощью порошкового литья под давлением можно изготавливать конструктивные элементы из различных материалов с различными, в частности, механическими свойствами. Таким образом, за счет подходящего выбора материалов и параметров процесса можно согласовывать свойства шипа для защиты от проскальзывания в различных зонах (изнашиваемый штифт, опорная часть) с соответствующими нагрузками. Тем самым можно с помощью одного и того же способа изготовления и по меньшей мере частично с помощью одних и тех же производственных установок изготавливать различные конструктивные элементы шипа для защиты от проскальзывания с различными свойствами, за счет чего повышается надежность процесса и снижается стоимость изготовления. Кроме того, способ порошкового литья под давлением обеспечивает возможность экономичного изготовления шипов для защиты от проскальзывания в большом количестве, поскольку при подходящем выполнении процесса может полностью или по меньшей мере максимально отпадать необходимость трудоемкой и, соответственно, дорогостоящей последующей обработки. Метод порошкового литья под давлением обеспечивает возможность изготовления имеющих сложную форму, тонкостенных конструктивных элементов. Поэтому можно изготавливать шипы для защиты от проскальзывания, которые также по геометрической форме оптимально согласованы с задачей и имеют одновременно небольшой вес.
Свойства шипа для защиты от проскальзывания относительно стоимости изготовления, срока службы и действия сцепления на скользком покрытии можно оптимизировать тем, что шип для защиты от проскальзывания, и/или опорную часть, и/или изнашиваемый штифт изготавливают методом литья под давлением керамического порошка (CIM = Ceramic Injection Moulding) или методом литья под давлением металлического порошка (MIM = Metal Injection Moulding). Методы CIM и MIM являются подгруппами метода PIM порошкового литья под давлением. Метод CIM обеспечивает возможность изготовления керамических спеченных конструктивных элементов, в то время как методом MIM изготавливаются спеченные металлические конструктивные элементы. Таким образом, методы обеспечивают возможность согласования свойств шипа для защиты от проскальзывания или конструктивных элементов шипа для защиты от проскальзывания в очень большом диапазоне свойств как металлических, так и керамических спеченных конструктивных элементов. За счет возможности реализации сложных геометрических форм конструктивных элементов, можно изготавливать как состоящие из одной части шипы для защиты от проскальзывания, так и изнашиваемые шипы и опорные части с оптимальной для выполнения их функций формами, которые не могут быть экономично реализованы с помощью используемых в настоящее время способов по меньшей мере для изготавливаемых из твердых сплавов конструктивных элементов.
В соответствии с особенно предпочтительным вариантом выполнения изобретения может быть предусмотрено, что
- изнашиваемый штифт изготавливают методом MIM и опорную часть - методом MIM, или
- изнашиваемый штифт изготавливают методом MIM, а опорную часть - методом CIM, или
- изнашиваемый штифт изготавливают методом MIM, а опорную часть - методом процесса литья под давлением пластмассы, или
- изнашиваемый штифт изготавливают методом MIM, а опорную часть - методом обработки давлением из алюминия или стали, или
- изнашиваемый штифт изготавливают методом CIM, а опорную часть - методом MIM, или
- изнашиваемый штифт изготавливают методом CIM и опорную часть - методом CIM, или
- изнашиваемый штифт изготавливают методом CIM, а опорную часть - методом литья под давлением пластмассы, или
- изнашиваемый штифт изготавливают методом CIM, а опорную часть - методом обработки давлением из алюминия или стали, или
- изнашиваемый штифт изготавливают методом порошкового прессования, а опорную часть - методом MIM, или
- изнашиваемый штифт изготавливают методом порошкового прессования, а опорную часть - методом CIM, или
- изнашиваемый штифт изготавливают методом порошкового прессования, а опорную часть - методом литья под давлением пластмассы.
Если изнашиваемый штифт и опорную часть изготавливают с помощью одинакового метода (CIM или MIM), то можно изготавливать состоящие из одной части шипы для защиты от проскальзывания с возможно различными свойствами в различных зонах шипа для защиты от проскальзывания. Возможность изготовления состоящего из одной части шипа для защиты от проскальзывания может быть ограничена, когда изнашиваемый штифт выполняют методом MIM в виде шипа из твердого сплава.
За счет подходящего комбинирования изготовленных с помощью различных способов изнашиваемых штифтов и опорных частей можно шип для защиты от проскальзывания согласовывать с различными областями применения. Так, изготовленный методом MIM изнашиваемый штифт рекомендуется, в частности, для использования в шине для легковых автомобилей, в то время как использование в шине грузового автомобиля может быть рекомендовано лишь с ограничениями. В противоположность этому, если изнашиваемый штифт изготовлен методом MIM, а опорная часть - методом CIM или в виде пластмассового конструктивного элемента с помощью литья под давлением пластмассы, то шип для защиты от проскальзывания пригоден для обоих применений.
Если изнашиваемый штифт изготовлен с помощью метода CIM в виде керамического спеченного элемента, то его можно применять в комбинации как с изготовленной методом MIM, методом CIM, так и с изготовленной способом литья под давлением пластмассы опорной частью для шин легковых и грузовых автомобилей во всех зонах.
Также в комбинации с обычными, изготовленными из алюминия опорными частями можно без ограничений применять шипы для защиты от проскальзывания с изготовленными как методом MIM, так и методом CIM изнашиваемыми штифтами для шин легковых и грузовых автомобилей. Если же опорная часть выполнена из стали, то использование в комбинации с изготовленным методом MIM изнашиваемым штифтом возможно лишь с ограничениями для шин легковых автомобилей.
Если изнашиваемый штифт изготовлен с помощью обычного метода (порошкового прессования) в виде металлического штифта из твердого сплава, то комбинация с изготовленной методом MIM опорной частью приводит к возможному ограничению при использовании в шинах легковых автомобилей. Однако шины грузовых автомобилей можно снабжать такими шипами для защиты от проскальзывания для всех нагрузок. В комбинации с изготовленной методом CIM или с изготовленной методом литья под давлением пластмассы опорной части можно применять обычные штифты из твердых сплавов для шин как грузовых, так и легковых автомобилей.
К изнашиваемым штифтам предъявляются высокие требования относительно механической допустимой нагрузки и прочности на истирание. Поэтому может быть предусмотрено, что изнашиваемый штифт изготавливается методом MIM в виде конструктивного элемента из твердого сплава или что изнашиваемый штифт изготавливается методом CIM в виде спеченного керамического конструктивного элемента, в частности в виде спеченного керамического конструктивного элемента из группы материалов: оксиды, нитриды, карбиды или ферриты. Как из твердого сплава, так и из спеченной керамики можно изготавливать очень твердые изнашиваемые штифты, что приводит, соответственно, к очень длительному ожидаемому сроку службы изнашиваемых штифтов. Если изнашиваемый штифт выполнен в виде изготовленного методом MIM конструктивного элемента из твердого сплава, то в комбинации с изготовленной методом CIM опорной частью или обычной алюминиевой опорной частью возможно не ограниченное использование в шинах как легковых, так и грузовых автомобилей. В комбинации с изготовленной методом MIM опорной частью или обычной стальной опорной частью возможно не ограниченное использование лишь в шинах грузовых автомобилей. Спеченные керамики являются плохими проводниками тепла. Поэтому изготовленные в виде спеченного керамического конструктивного элемента изнашиваемые штифты обеспечивают дополнительное преимущество небольшого ввода тепла с механически сильно нагружаемого изнашиваемого штифта в резину шины.
За счет этого свойства опорной части можно согласовывать с соответствующими требованиями и применениями, посредством изготовления опорной части из твердого сплава, или цветного металла, или из легкого металла, или посредством изготовления опорной части методом CIM в виде спеченного керамического конструктивного элемента из группы материалов: оксиды, нитриды, карбиды или ферриты, или посредством изготовления опорной части методом литья под давлением из пластмассы. Таким образом, опорная часть может быть изготовлена как податливой, так и твердой. Также как изготовленные из спеченной керамики изнашиваемые штифты, изготовленные также из спеченной керамики опорные части обеспечивают на основании их плохой теплопроводности преимущество небольшого ввода тепла в резину шины. То же относится к изготовленным из пластмассы опорным частям, при этом изготовление из пластмассы является особенно экономичным, поскольку для этого не требуется процесс спекания.
Также при больших силах вращения при использовании в шине изнашиваемый штифт не должен освобождаться из опорной части. Поэтому может быть предусмотрено, что в процессе порошкового литья под давлением изнашиваемый штифт деформируется опорной частью и за счет этого образуется поднутрение или же что в процессе литья под давлением пластмассы изнашиваемый штифт деформируется опорной частью и за счет этого образуется поднутрение. Образуемое за счет этого геометрическое замыкание надежно предотвращает освобождение изнашиваемого штифта из опорной части.
Прочное соединение между опорной частью и изнашиваемым штифтом может быть создано дополнительно за счет того, что опорная часть и изнашиваемый штифт соединяются за счет соединения спеканием. Для этого изготовленный методом PIM изнашиваемый штифт и также изготовленная методом PIM опорная часть сначала соединяются друг с другом в виде исходных частей. Затем во время процесса спекания образуется стойкое прочное соединение между изнашиваемым штифтом и опорной частью. Соединение можно осуществлять в зависимости от выбранных материалов, а также геометрии конструктивных элементов в виде силового замыкания, геометрического замыкания или замыкания по материалу. При этом существенное значение имеют применяемые материалы, а также коэффициенты усадки материалов при спекании. Если, например, изнашиваемый штифт деформируется опорной частью, так что образуется поднутрение, то при большей усадке изнашиваемого штифта относительно опорной части создается лишь обусловленное геометрическим замыканием соединение между опорной частью и изнашиваемым штифтом. Таким образом, изнашиваемый штифт может удерживаться, например, с заданной подвижностью в опорной части. Силовое замыкание и/или замыкание по материалу может быть достигнуто, когда изнашиваемый штифт и опорная часть имеют по меньшей мере приблизительно одинаковые характеристики усадки или когда изнашиваемый штифт имеет несколько меньшую усадку, чем опорная часть. Предпочтительно перед стыковкой спеканием на пограничную поверхность между опорной частью и изнашиваемым штифтом можно наносить дополнительное связующее средство. В качестве альтернативного решения, можно также методом соединять обычные металлические конструктивные элементы во время процесса спекания с изготовленным методом PIM конструктивным элементом. Так, например, готовый изнашиваемый штифт из твердого сплава можно соединять с изготовленной методом MIM или CIM опорной частью или обычную, изготовленную из металла, например из алюминия или стали, опорную часть можно соединять с изготовленным методом PIM изнашиваемым штифтом. В этом случае также необходимо учитывать характеристики расширения обычно изготовленных конструктивных элементов и характеристики усадки изготовленных методом PIM конструктивных элементов.
В состоящем из одной части шипе для защиты от проскальзывания, однако также внутри изнашиваемого штифта или опорной части, может быть предпочтительным, когда различные зоны соответствующего конструктивного элемента изготовлены из различных материалов. Так, например, предпочтительно, когда сильно нагружаемая на истирание головка изнашиваемого штифта или наружный слой головки изготовлены из твердого сплава, в то время как хвостовик изнашиваемого штифта изготовлен из более податливого металла. Соответственно, может быть предпочтительным, когда различные зоны выполненного из одной части шипа для защиты от проскальзывания или опорной части изготовлены из различных материалов с согласованными свойствами. Такой конструктивный элемент может быть изготовлен за счет того, что в процессе порошкового литья под давлением инжектируются различные материалы для изготовления состоящего из одной части шипа для защиты от проскальзывания, или изнашиваемого штифта, или опорной части. При этом во время одной стадии процесса порошкового литья под давлением в литейную форму инжектируются различные материалы (Feedstock) и в последующем процессе спекания прочно соединяются друг с другом.
Относящаяся к шипу для защиты от проскальзывания задача изобретения решена тем, что шип для защиты от проскальзывания, и/или опорная часть, и/или изнашиваемый штифт выполнены в виде отлитой под давлением из порошка части. За счет этого обеспечиваются уже указанные применительно к способу преимущества простого и экономичного изготовления при одновременно согласованных материалах и геометрических формах различных зон или конструктивных элементов шипа для защиты от проскальзывания.
Ниже приводится более подробное пояснение изобретения на основании примера выполнения со ссылками на прилагаемые чертежи, на которых изображено:
Фиг. 1 - состоящий из двух частей шип для защиты от проскальзывания, согласно одному возможному варианту выполнения, в изометрической проекции;
Фиг. 2 - матрица с различными областями применения различно изготовленных шипов для защиты от проскальзывания.
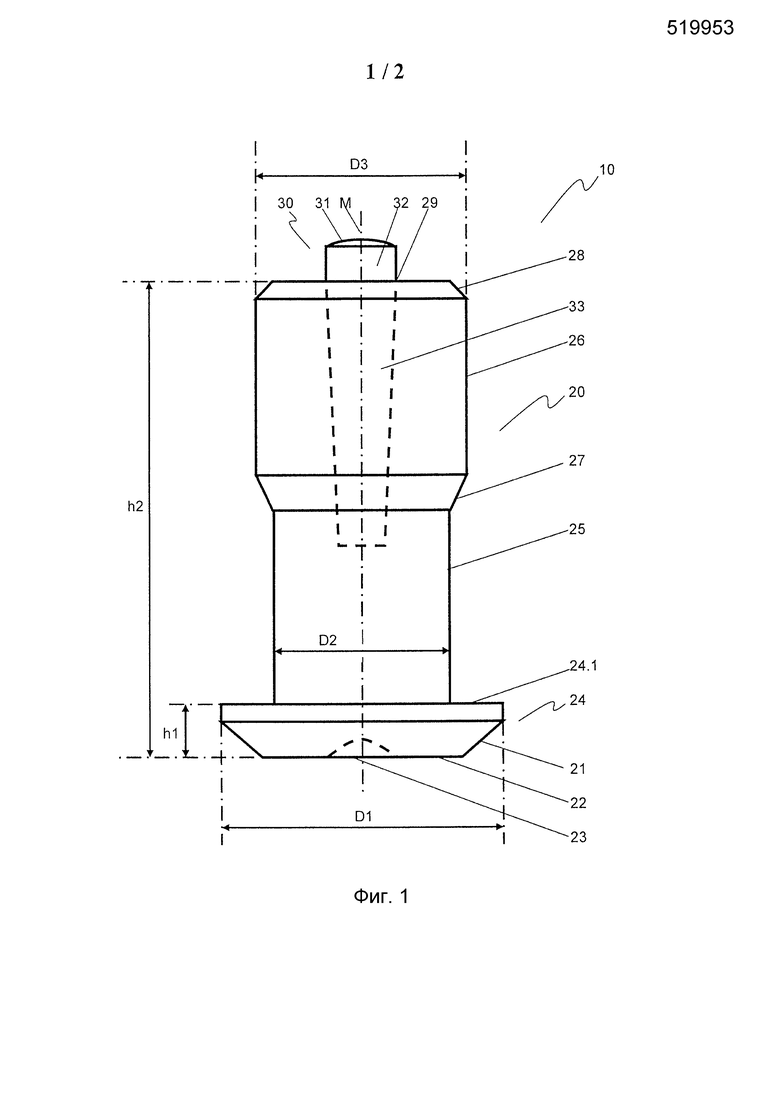
На фиг. 1 показан в изометрической проекции состоящий из двух частей шип для защиты от проскальзывания, согласно одному возможному варианту выполнения.
Опорная часть 20 выполнена ротационно-симметричной вокруг средней продольной оси М. Она имеет выполненный в виде крепежной ножки фланцевый участок 24, который образует нижнюю плоскую опорную поверхность 22, в которой выполнено углубление 23 для уменьшения веса.
К опорной поверхности 22 примыкает под углом окружная наклонная поверхность 21. Наклонная поверхность 21 переходит через участок округления в кольцеобразное плечо 24.1, которое ориентировано перпендикулярно средней продольной оси М шипа 10 для защиты от проскальзывания.
Сам фланцевый участок 24 выполнен в форме усеченного конуса и имеет максимальный первый диаметр D1 (например, ≥7,5 мм, в данном случае 8,2 мм). В зоне плеча 24.1 на фланцевом участке 24 сформирован удерживающий участок 25. Удерживающий участок 25 имеет цилиндрическую среднюю зону со вторым диаметром D2 (например, в диапазоне между 5,0 и 5,6 мм, в данном случае 5,4 мм). На свободном конце опорной части 20 удерживающий участок 25 образует утолщенный концевой участок 26 с третьим диаметром D3, при этом средняя зона переходит через проходящий наклонно относительно средней продольной оси М опорный участок 27 в концевой участок 26. Концевой участок 26 заканчивается окружной фаской 28. Третий диаметр D3 составляет между 5,9 мм и 6,7 мм, предпочтительно между 6,1 мм и 6,5 мм, особенно предпочтительно 6,3 мм. Общая продольная длина (h2) опорной части 20 в осевом направлении лежит в диапазоне межу 8,0 мм и 12 мм. Высота (h1) фланцевого участка 24 составляет между 1,0 мм и 2,2 мм.
В опорной части 20 выполнено гнездо 29, в котором закреплен изнашиваемый штифт 30 в виде вставки. Он имеет хвостовик 33, на котором сформирована головка 32. Головка 32 завершается выпукло изогнутым завершающим участком 31.
Изнашиваемый штифт 30 выступает своей головкой 32 из гнезда 29 в диапазоне между 1,0 мм и 1,4 мм. На стороне хвостовика 33 он закреплен в гнезде 29 на длине удерживания.
Согласно изобретению, изнашиваемый штифт 30 изготовлен методом порошкового литья под давлением (PIM = Powder Injection Moulding). Опорная часть 20 изготовлена, согласно изобретению, методом порошкового литья под давлением или способом литья под давлением пластмассы.
В показанном примере выполнения опорная часть 20 изготовлена методом литья под давлением металлического порошка (MIM = Metal Injection Moulding). В качестве альтернативного решения, изготовленная методом MIM опорная часть может быть также изготовлена из низколегированной стали, из высоколегированной стали, из твердого сплава, из цветного металла или из другого легкого металла.
Изнашиваемый штифт в примере выполнения методом литья под давлением керамического порошка (CIM = Ceramic Injection Moulding) изготовлен в виде спеченной керамики. Спеченные керамики имеют очень высокую твердость, за счет чего изнашиваемый штифт 30 имеет высокую нагружаемость. При этом спеченные керамики могут быть предусмотрены из группы материалов: оксиды, нитриды, карбиды и ферриты. В качестве альтернативного решения возможно также применение спеченных керамик с долей стекла.
В показанном примере выполнения изнашиваемый штифт 30 удерживается в гнезде 29 опорной части 20 с помощью силового замыкания. Для этого хвостовик 33 изнашиваемого штифта 30 имеет конически сужающуюся форму, с помощью которой обеспечивается возможность прессовой посадки в гнезде 29 опорной части 20. В качестве альтернативного решения, хвостовик 33 изнашиваемого штифта 30 может иметь также контуры с изменяющимися так диаметрами, что в соединении с опорной частью 20 образуются затылованные участки. Примером такого контура является окружающая хвостовик 33 канавка или утолщение на некоторых участках хвостовика 33. Такой изнашиваемый штифт 30 можно, например, закладывать при изготовлении опорной части 20 в литейную форму и в последующем процессе литья под давлением порошка или процесса литья под давлением пластмассы для изготовления опорной части 20 заделывать в нее. За счет полученного таким образом поднутрения изнашиваемый штифт 30 удерживается в опорной части 20 за счет геометрического замыкания. Дополнительно к геометрическому замыканию, может обеспечиваться за счет контакта изнашиваемого штифта 30 с опорной частью 20 силовое замыкание.
За счет изготовления методом литья под давлением шипа 10 для защиты от проскальзывания или отдельных компонентов шипа 10 можно достигать высокой точности конструктивных элементов. Таким образом, можно отказаться или по меньшей мере значительно уменьшить требующие больших затрат стадии последующей обработки, в частности, для изготовленных из твердых сплавов конструктивных элементов.
Методы MIM, CIM и литья под давлением пластмассы обеспечивают возможность изготовления конструктивных элементов с небольшим весом и с очень сложными формами. Так, можно изготавливать без дополнительных затрат или дополнительных стадий процесса, например, очень тонкостенные, но тем не менее выдерживающие нагрузки опорные части 20 и изнашиваемые штифты 30 с изменяющимися вдоль длины хвостовика 33 контурами для создания геометрического замыкания. Другим существенным преимуществом является возможность согласования применяемых материалов с предъявляемыми к шипу 10 для защиты от проскальзывания требованиями.
Методом MIM и CIM можно изготавливать многокомпонентным способом сложные конструктивные элементы за один проход. Так, например, в одном рабочем процессе можно изготавливать опорную часть 20 из стойкого к износу керамического материала, а изнашиваемый штифт 30 - из согласованного с требованиями износа керамического материала.
Кроме того, можно работать со вставными частями и, например, заливать изнашиваемый штифт 30.
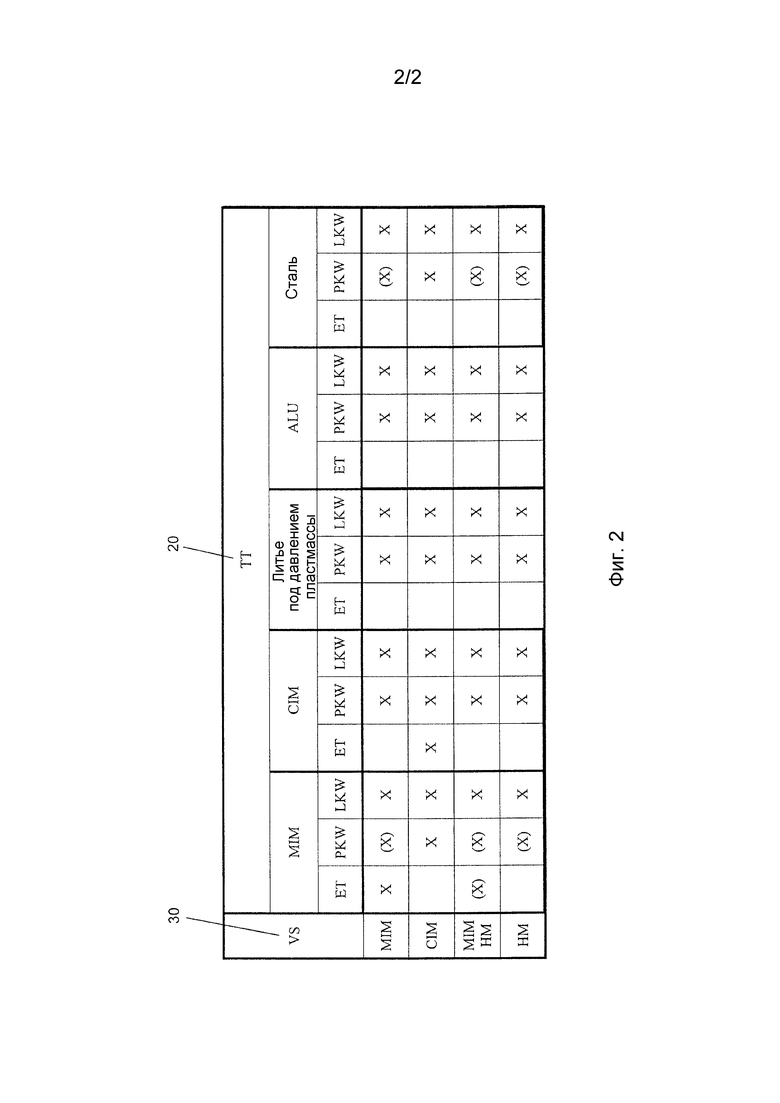
На фиг. 2 показана матрица с различными областями применения различно изготовленных шипов 10 для защиты от проскальзывания.
В матрице представлены изготовленные методом MIM литья под давлением металлического порошка, методом CIM литья под давлением керамического порошка, методом MIM НМ литья под давлением для твердых сплавов, а также с помощью обычного способа НМ прессования порошка из твердого сплава изнашиваемые штифты 30 VS относительно изготовленных методом MIM, CIM, литья под давлением пластмассы, соответственно, изготовленных обычным способом из алюминия (ALU) или стали опорных частей 20 ТТ. Различно изготовленные изнашиваемые штифты 30 VS приведены в первом столбце, опорные части 20 ТТ и соответствующие способы изготовления указаны в обеих верхних строках. В матрице показана возможность применения различной комбинации изготовленных с помощью указанных способов изнашиваемых штифтов 30 VS и опорных частей 20 ТТ. В соответствующих, обозначенных ЕТ столбцах указана возможность изготовления с помощью противопоставляемых способов состоящих из одной части шипов 10 для защиты от проскальзывания. В столбцах PKW и LKW указана возможность применения отдельных комбинаций для шин легковых и грузовых автомобилей. При этом Х указывает не ограниченную возможность применения, (Х) - ограниченную возможность применения комбинации для соответствующей области применения. Свободное поле указывает, что комбинация непригодна для применения.
Как показано в матрице, можно изготавливать состоящие из одной части шипы 10 для защиты от проскальзывания, когда для изнашиваемого штифта 30VS и опорной части 20 ТТ используется одинаковый способ порошкового литья под давлением (CIM или MIM). Однако изготовленный методом MIM НМ изнашиваемый штифт 30 можно лишь с ограничениями комбинировать с изготовленной методом MIM опорной частью 20 ТТ в состоящем из одной части шипе 10 для защиты от проскальзывания.
Для шин грузовых автомобилей можно использовать без ограничений все указанные комбинации (изнашиваемый штифт 30 VS, изготовленный методом MIM, CIM, MIM НМ, НМ, и опорная часть 20 ТТ, изготовленная методом MIM, CIM, литья под давлением пластмассы, с помощью обычных способов из алюминия или стали). Если изнашиваемый штифт 30 VS изготовлен методом CIM в виде спеченного керамического конструктивного элемента, то все комбинации со всеми указанными вариантами выполнения опорной части 20 ТТ можно использовать также для всех шин легковых автомобилей. Шип 10 для защиты от проскальзывания из изготовленного методом MIM изнашиваемого штифта 30 VS и изготовленной методом CIM, литья под давлением пластмассы или изготовления из алюминия опорной части 20 ТТ можно также без ограничений использовать в шинах легковых автомобилей. То же относится к шипу 10 для защиты от проскальзывания с изнашиваемым штифтом 30 VS, который изготовлен в виде конструктивного элемента из твердого сплава методом MIM (MIM НМ) или с помощью обычных способов из твердого сплава (НМ). В комбинации с опорной частью 20 ТТ, которая изготовлена методом MIM или с помощью обычного способа из стали, можно применять изготовленный методом MIM, MIM НМ или НМ изнашиваемый штифт 30 VS лишь с ограничениями для шин легковых автомобилей.
Матрица показывает, как посредством подходящего комбинирования различно изготовленных изнашиваемых штифтов 30 и опорных частей 20 можно согласовывать свойства шипа 10 для защиты от проскальзывания с нагрузкой при соответствующем применении. При этом можно за счет подходящего выбора применяемых материалов и способов изготовления, возможных при способах порошкового литья под давлением, оказывать положительное влияние на ожидаемый срок службы штифта 10 для защиты от проскальзывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ С СИЛОВЫМ И/ИЛИ ГЕОМЕТРИЧЕСКИМ ЗАМЫКАНИЕМ ДЕТАЛЕЙ | 2014 |
|
RU2621746C1 |
| Термопластичный гранулированный материал (фидсток) и способ его изготовления | 2019 |
|
RU2701228C1 |
| ЧЕТЫРЕХУГОЛЬНЫЙ ШИП И ШИНА С ТАКИМИ ШИПАМИ | 2007 |
|
RU2429141C2 |
| ШИНА С ЧЕТЫРЕХГРАННЫМИ ШИПАМИ | 2003 |
|
RU2319617C2 |
| ШИП ДЛЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ПРОИЗВОДСТВА ШИПА | 2017 |
|
RU2689082C1 |
| КРЕПЛЕНИЕ ШИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2481196C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1998 |
|
RU2175914C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ПОРОШКА СПЛАВА ТИТАНА | 2016 |
|
RU2711395C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1996 |
|
RU2111130C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2724526C1 |
Изобретение относится к автомобильной промышленности, в частности к способу изготовления шипа для защиты от проскальзывания, при этом шип для защиты от проскальзывания выполнен в виде одной части или нескольких частей по меньшей мере из одной опорной части и одного изнашиваемого штифта. При этом предусмотрено, что шип для защиты от проскальзывания, и/или опорная часть, и/или изнашиваемый штифт изготовлены методом порошкового литья под давлением (PIM = Powder Injection Moulding), причем в процессе порошкового литья под давлением изнашиваемый штифт деформируется опорной частью и за счет этого образуется поднутрение. Технический результат - обеспечение возможности экономичного изготовления больших количеств шипов для защиты от проскальзывания с согласованными с соответствующим применением свойствами. 2 н. и 7 з.п. ф-лы, 2 ил.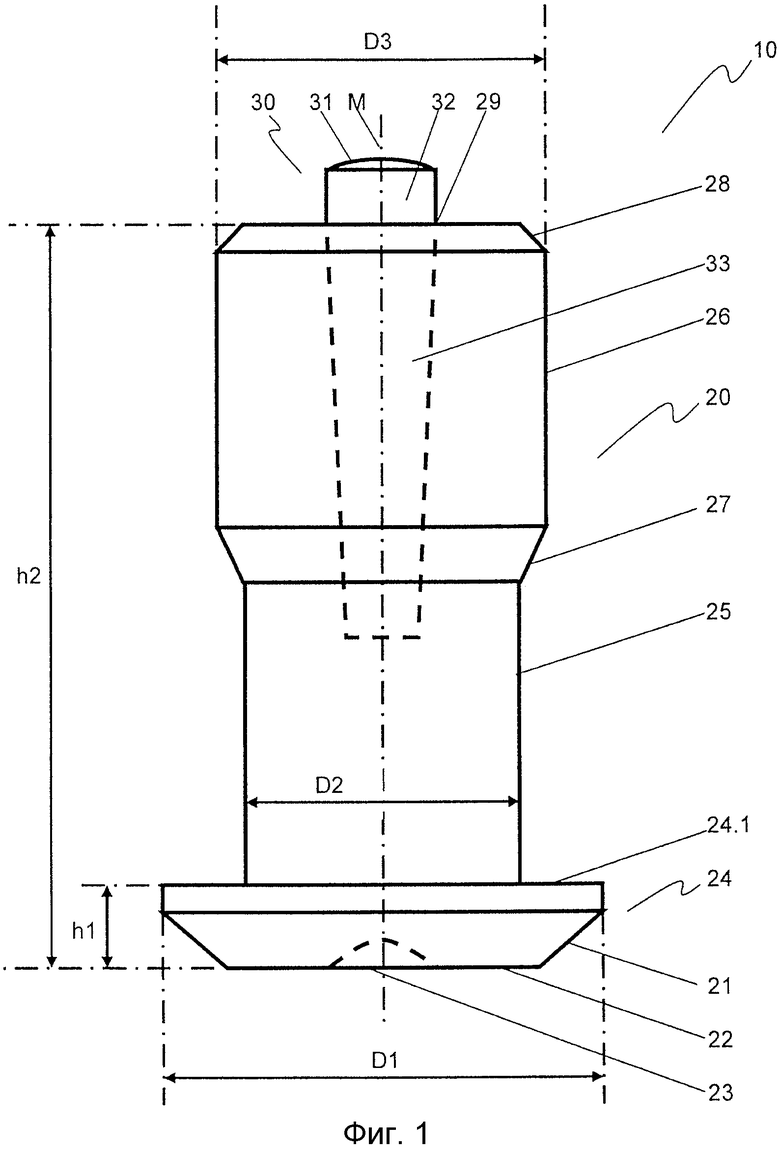
1. Способ изготовления шипа (10) для защиты от проскальзывания, при этом шип (10) для защиты от проскальзывания выполняют в виде нескольких частей по меньшей мере из одной опорной части (20) и одного изнашиваемого штифта (30), отличающийся тем, что опорную часть (20) изготавливают методом порошкового литья под давлением (PIM = Powder Injection Moulding) и/или что изнашиваемый штифт (30) изготавливают в виде спеченного керамического конструктивного элемента методом литья под давлением керамического порошка (CIM = Ceramic Injection Moulding), причем в процессе порошкового литья под давлением изнашиваемый штифт (30) деформируется опорной частью (20), и за счет этого образуется поднутрение.
2. Способ по п.1, отличающийся тем, что опорную часть (20) или изнашиваемый штифт (30) изготавливают методом литья под давлением металлического порошка (MIM = Metal Injection Moulding).
3. Способ по п.1, отличающийся тем, что
• изнашиваемый штифт (30) изготавливают методом CIM, а опорную часть (20) - методом MIM, или
• изнашиваемый штифт (30) изготавливают методом CIM и опорную часть (20) - методом CIM, или
• изнашиваемый штифт (30) изготавливают методом CIM, а опорную часть (20) - методом литья под давлением пластмассы, или
• изнашиваемый штифт (30) изготавливают методом CIM, а опорную часть (20) - методом обработки давлением из алюминия или стали.
4. Способ по любому из пп.1-3, отличающийся тем, что изнашиваемый штифт (30) изготавливают методом CIM в виде спеченного керамического конструктивного элемента из группы материалов: оксиды, нитриды, карбиды или ферриты.
5. Способ по любому из пп.1-3, отличающийся тем, что опорную часть (20) изготавливают методом MIM из низколегированной стали, или из высоколегированной стали, или из твердого сплава, или цветного металла, или из легкого металла, или опорную часть (20) изготавливают методом CIM в виде спеченного керамического конструктивного элемента из группы материалов: оксиды, нитриды, карбиды или ферриты.
6. Способ по любому из пп.1-3, отличающийся тем, что опорную часть (20) и изнашиваемый штифт (30) соединяют за счет соединения спеканием.
7. Способ по любому из пп.1-3, отличающийся тем, что в процессе порошкового литья под давлением инжектируют различные материалы для изготовления изнашиваемого штифта (30) или опорной части (20).
8. Шип (10) для защиты от проскальзывания, при этом шип (10) для защиты от проскальзывания выполнен в виде нескольких частей по меньшей мере из одной опорной части (20) и одного изнашиваемого штифта (30), отличающийся тем, что опорная часть (20) выполнена в виде элемента, полученного порошковым литьем под давлением, и/или изнашиваемый штифт (30) выполнен в виде спеченного керамического конструктивного элемента, причем изнашиваемый штифт (30) деформирован опорной частью (20) в процессе порошкового литья под давлением, за счет чего образовано поднутрение.
9. Шип (10) для защиты от проскальзывания по п.8, отличающийся тем, что выполнен способом по любому из пп.1–7.
| ШИП | 1993 |
|
RU2043205C1 |
| WO 2012107305 A1, 16.08.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕОРГАНИЧЕСКОГО ПОРОШКООБРАЗНОГО МАТЕРИАЛА (ВАРИАНТЫ) И СВЯЗУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2169056C2 |
| М.Ю | |||
| Бальшин | |||
| Порошковая металлургия | |||
| М., ГНТ издат | |||
| машиностроительной литературы, 1948 г., стр.18-22 | |||
| В.С | |||
| Раковский | |||
| Спеченные материалы в технике | |||
| М., "Металлургия", 1978 г., стр.15-19. | |||

