ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее описание изобретения относится в общем к теплоизоляционным контейнерам, включая стаканчики, для хранения горячих и холодных напитков и других потребляемых пищевых продуктов. Более конкретно, настоящее описание изобретения относится к теплоизоляционным контейнерам, причем контейнер или стаканчик выполнены с двухстенной конструкцией, и в которых воздушный зазор предусмотрен между отдельными стенками двухстенной конструкции.
УРОВЕНЬ ТЕХНИКИ
[0002] Компания Paper Machinery Corporation, Милуоки, штат Висконсин, США, является производителем машин для производства бумажных стаканчиков, использующихся для производства разнообразных стаканчиков и контейнеров. Типичная машина для стаканчиков для производства бумажных стаканчиков, например, включает в себя барабан, имеющий множество оправок, вокруг которых образуются контейнеры. Барабан последовательно поворачивает оправки во взаимодействии с множеством рабочих станций, где выполняется множество процедур для образования стаканчиков.
[0003] В иллюстративной процедуре, круглая заготовка дна вырезается на одной рабочей станции и прикрепляется к концу оправки посредством вакуума, применяемого через оправку. Во время этой процедуры, внешняя кромка заготовки дна загибается вниз. На следующей рабочей станции, заготовка боковой стенки оборачивается вокруг оправки. Заготовка боковой стенки нагревается и сваривается, используя шовный зажим, вдоль наложенного бокового шва, который проходит в общем в продольном направлении вдоль стороны стаканчика. Типично, лист картона или твердого пластика покрыт термопластиком, например полиэтиленом, так, что заготовки дна и боковой стенки могут нагреваться и свариваться друг с другом. В некоторых применениях, заготовка боковой стенки включает в себя фланец, проходящий за кромку заготовки боковой стенки, и этот фланец сгибается по кромке. На станции окончательного формирования дна, фланец прессуется на кромке с внутренней углубленной области дна стаканчика. Посредством нагревания полиэтилена и крепкого спрессовывания фланца боковой стенки и кромки заготовки дна друг с другом, образуется нижний шов, и стаканчик обеспечивается с крепкой нижней областью, имеющей углубленную область. Также могут иметь место другие рабочие станции, где выполняются различные другие дополнительные процедуры для образования стаканчиков. Например, одна станция может использоваться для обеспечения завитка на верхней части или крае стаканчика для обеспечения более функционального питьевого контейнера и лучшего внешнего вида.
[0004] Стаканчики и контейнеры, изготавливаемые в соответствии с вышеприведенной процедурой, типично не имеют возможности поддерживать напитки и пищевые продукты, хранимые в них, теплыми и, одновременно, защищать руку от неприятного ощущения вследствие удерживания горячей жидкости или материала. Аналогичным образом, такие стаканчики и контейнеры не имеют возможности теплоизолировать холодный напиток или продукты и защищать внешнюю часть холодного контейнера от конденсации влаги, которая может скапливаться на дне контейнера.
[0005] Множество стаканчиков и контейнеров было изготовлено с втулками, обертками или слоистыми материалами для обеспечения теплоизоляционного двухстенного стаканчика или контейнера с воздушным зазором между внутренней и внешней стенками для создания защиты при удерживании рукой дополнительно к сохранению тепла и холода напитка или пищевого продукта, содержащегося в нем.
[0006] При разработке настоящего описания изобретения, авторы изобретения обнаружили, что воздушный зазор, созданный между внутренней и внешней стенками контейнера, не всегда является одинаковым между ними. Например, было обнаружено, что, при нанесении обертки вокруг базового стаканчика или контейнера, воздушный зазор по существу исключается в области шва, образованного посредством наложения противоположных краев обертки. Это происходит вследствие механического сжатия, которое обычно выполняется вдоль длины бокового шва обертки. Такое отклонение приводит к образованию зоны вдоль шва обертки, которая делает контейнер или стаканчик некомфортным или неудобным для удерживания относительно остальной части поверхности удерживания контейнера или стаканчика.
[0007] Соответственно, остается потребность в обеспечении двухстенного теплоизоляционного контейнера, который преодолевает недостатки предыдущих конструкций и создает обернутый контейнер с одинаковым воздушным зазором между внутренней и внешней стенками контейнера для того, чтобы обеспечить комфорт пользователю обернутого контейнера по всей его внешней периферии. Кроме того, является желательным обеспечить способ и устройство для образования такого обернутого контейнера.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Настоящее описание изобретения относится к обернутому контейнеру, включающему в себя базовый контейнер, имеющий первый боковой шов на боковой стенке, проходящей вокруг продольной оси, для задания внутреннего объема, и дно, соединенное с боковой стенкой. Обертка располагается на боковой стенке основного контейнера. Обертка имеет второй боковой шов, выровненный в продольном направлении с первым боковым швом. Соединительные элементы располагаются между боковой стенкой базового контейнера и оберткой и соединяют боковую стенку базового контейнера и обертку друг с другом за исключением области вдоль выровненных первого и второго боковых швов, для задания одинакового промежутка, непрерывно проходящего между боковой стенкой и оберткой, образуя воздушный зазор между ними.
[0009] Настоящее описание изобретения также относится к способу изготовления обернутого контейнера, содержащий этапы, на которых: a) предоставляют базовый контейнер, имеющий первый боковой шов на боковой стенке, проходящей вокруг продольной оси для задания внутреннего объема, и дно, прикрепленное к боковой стенке; b) снабжают боковую стенку базового контейнера соединительными элементами вокруг внешней периферии боковой стенки за исключением области вдоль первого бокового шва; и с) предоставляют обертку, имеющую второй боковой шов на боковой стенке базового контейнера, таким образом, что первый боковой шов базового контейнера и второй боковой шов выровнены друг с другом, и таким образом, что обертка соединена посредством соединительных элементов с внешней периферией боковой стенки базового контейнера за исключением области вдоль первого бокового шва для образования обернутого контейнера, имеющего одинаковый промежуток, непрерывно проходящий между боковой стенкой базового контейнера и оберткой.
[0010] Настоящее описание изобретения дополнительно относится к устройству для изготовления обернутого контейнера, включающему в себя первое механизированное устройство, выполненное с возможностью обеспечения базового контейнера, имеющего боковую стенку и дно, соединенное с ней, при этом боковая стенка образуется с первым боковым швом, проходящим в ее продольном направлении. Второе механизированное устройство соединено с первым механизированным устройством, выполнено с возможностью обеспечения группы соединительных элементов на боковой стенке базового контейнера за исключением области вдоль длины первого бокового шва и выполнено с возможностью размещения обертки, имеющей второй боковой шов, закрепленный вокруг боковой стенки базового контейнера таким образом, что боковая стенка базового контейнера соединяется с оберткой за исключением области вдоль длины первого бокового шва и таким образом, что первый и второй боковые швы выравниваются для образования обернутого контейнера имеющего одинаковый воздушный зазор, непрерывно проходящий между боковой стенкой базового контейнера и оберткой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011] На чертежах показан считающийся в настоящее время наилучший способ воплощения описания изобретения.
[0012] На чертежах:
[0013] Фигура 1 представляет собой схематичный вид в плане машины для производства стаканчиков для производства базового контейнера или стаканчика, образующего часть обернутого контейнера.
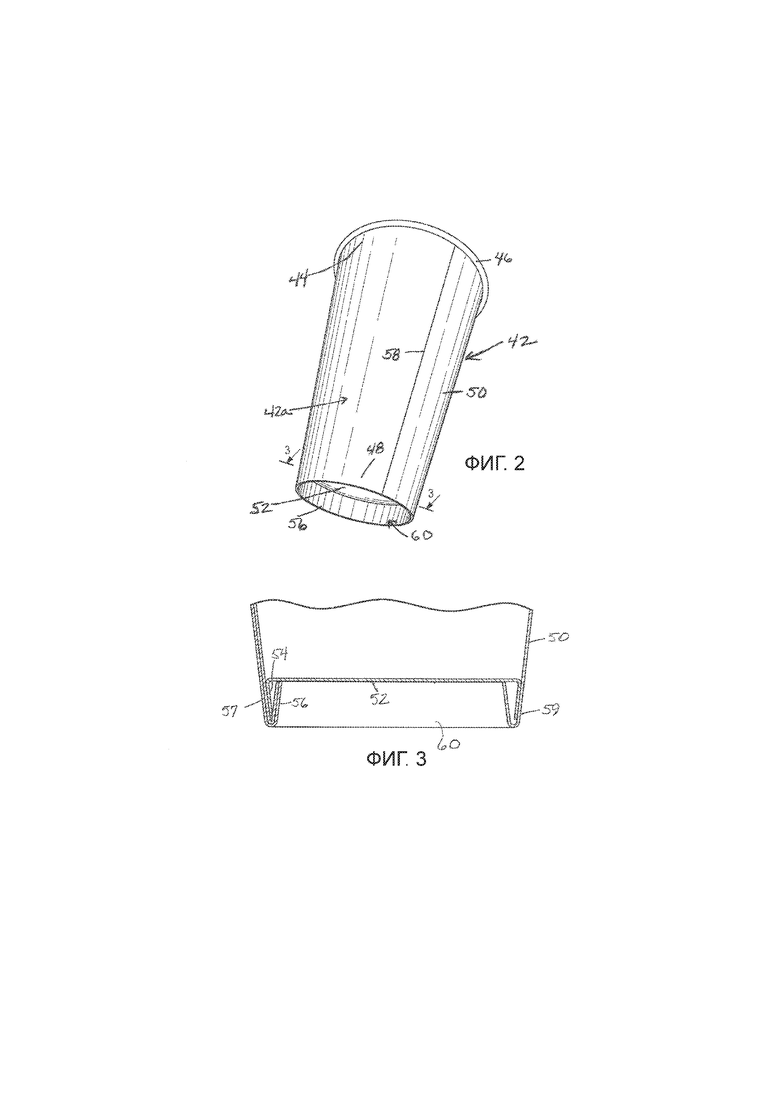
[0014] Фигура 2 представляет собой перспективный вид снизу базового контейнера или стаканчика, изготовленного машиной, показанной на фигуре 1.
[0015] Фигура 3 представляет собой разрез, взятый по линии 3-3 фигуры 2.
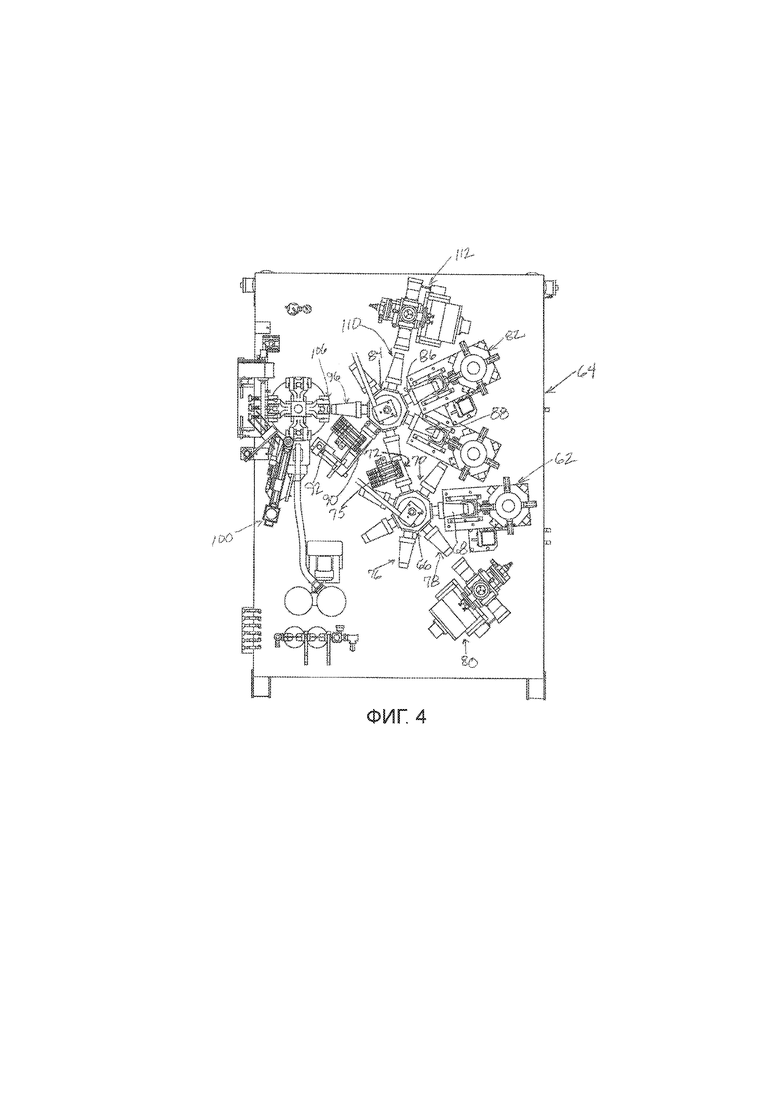
[0016] Фигура 4 представляет собой схематичный вид в плане машины для производства стаканчиков для нанесения адгезивных элементов на базовый контейнер или стаканчик и для нанесения на него обертки.
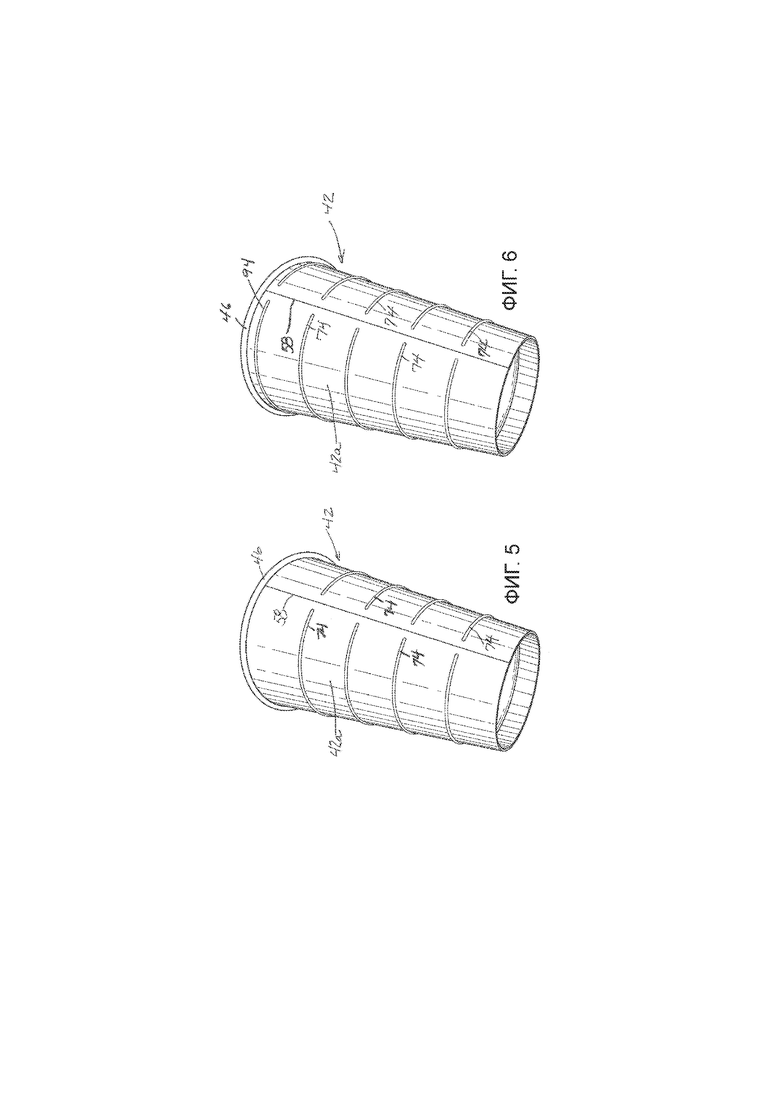
[0017] Фигура 5 представляет собой вид, аналогичный Фигуре 2, показывающий первые адгезивные элементы, нанесенные на базовый контейнер или стаканчик.
[0018] Фигура 6 представляет собой вид, аналогичный фигуре 5, показывающий второй адгезивный элемент, нанесенный на базовый контейнер или стаканчик на верхнем крае.
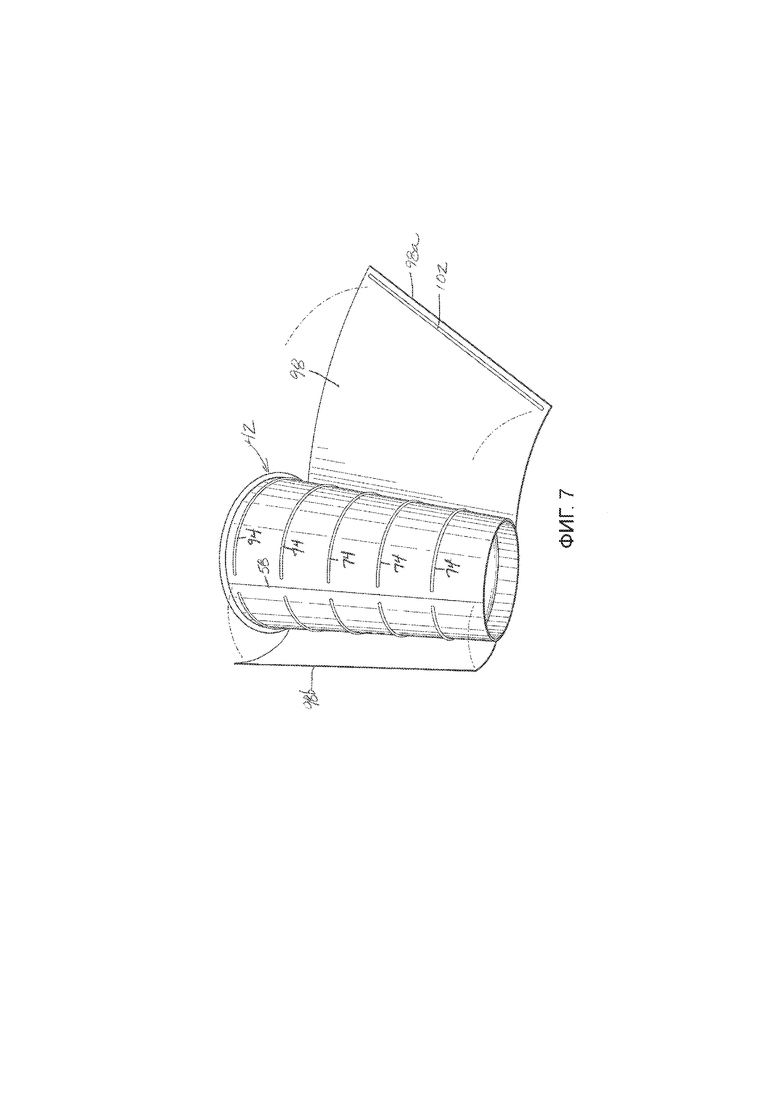
[0019] Фигура 7 представляет собой вид, показывающий обертку почти расположенную и прикрепленную вокруг базового контейнера или стаканчика.
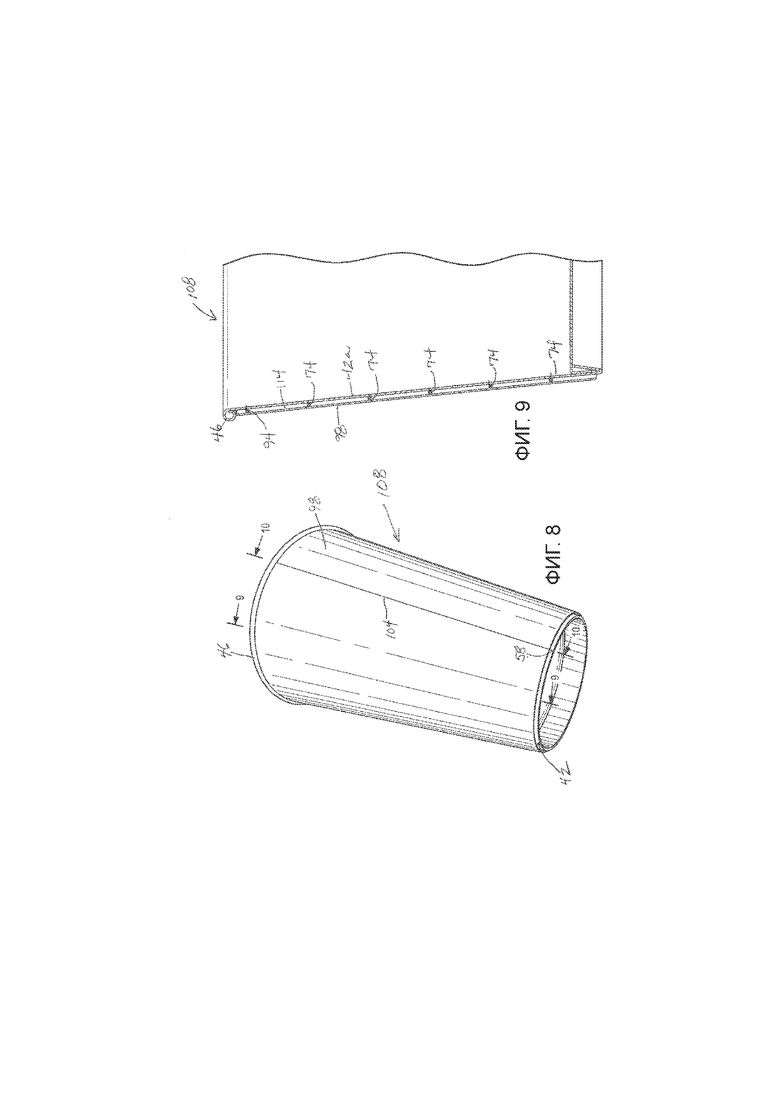
[0020] Фигура 8 представляет собой перспективный вид снизу готового обернутого контейнера.
[0021] Фигура 9 представляет собой разрез, взятый по линии 9-9 фигуры 8, показывающий адгезивные элементы между базовым контейнером или стаканчиком и оберткой снаружи выровненных боковых швов базового контейнера и обертки.
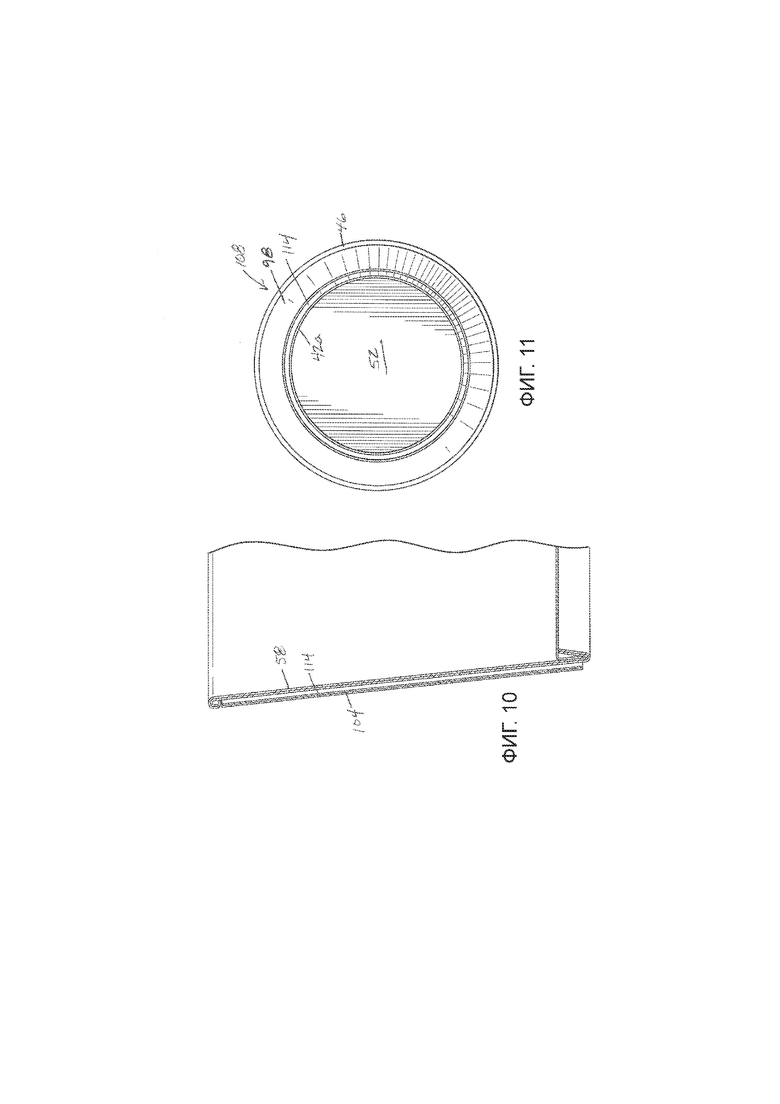
[0022] Фигура 10 представляет собой разрез, взятый по линии 10-10 фигуры 8, показывающий отсутствие адгезивных элементов в области выровненных боковых швов базового контейнера и обертки.
[0023] Фигура 11 представляет собой вид снизу готового обернутого контейнера, показывающий одинаковый воздушный зазор между внутренней и внешней стенками обернутого контейнера.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] В настоящем описании, определенные термины были использованы для краткости, ясности и понимания. Отсюда не следует накладывать ненужные ограничения сверх требования предшествующего уровня техники, так как такие термины используются только с целью описания и предполагают рассматриваться в широком смысле. Разные системы и способы, описанные здесь, могут использоваться по отдельности или в комбинации с другими системами и способами. Различные эквиваленты, альтернативы и модификации являются возможными в пределах объема прилагаемой формулы изобретения.
[0025] Чертежи иллюстрируют различные аспекты настоящего описания изобретения, включая машину для образования базового контейнера или стаканчика, машину для обеспечения адгезива на базовый контейнер и нанесения обертки вокруг базовых контейнеров, и готовый обернутый контейнер.
[0026] Ссылаясь главным образом на фигуру 1, показана иллюстративная машина или устройство 10 для производства стаканчиков. Эта конкретная конструкция включает в себя барабан 12 с оправками, который взаимодействует с передаточным барабаном 14 и формирующим край барабаном 16. Барабан 12 с оправками включает в себя множество имеющих форму усеченного конуса оправок 18, которые вращаются пошаговым или индексирующим образом между окружающими рабочими станциями. Например, заготовка дна может размещаться на заданную оправку 18 на изготавливающей дно станции 20 и затем поворачиваться к станции 22 предварительного нагрева дна. С этого момента, оправка 18 поворачивается во взаимодействии с передаточным барабаном 14, который получает в общем трапецеидальные заготовки боковой стенки из загрузочной воронки 24 и поворачивает каждую заготовку боковой стенки во взаимодействии с взаимодействующей оправкой 18. Заготовка боковой стенки затем сгибается вокруг оправки 18 на заготовке дна, нагревается и сваривается вдоль шва.
[0027] Далее, заготовка дна и заготовка боковой стенки поворачиваются к станции 26 нагрева дна. После нагрева, барабан 12 с оправками индексирует рассматриваемую оправку 18 к станции 28 скручивания роликом, где участок заготовки боковой стенки, т.е. фланец заготовки боковой стенки, загибается по внешней кромке заготовки дна для образования углубленного дна в стаканчике. Стаканчик затем перемещается на станцию 30 окончательного формирования дна, где фланец заготовки боковой стенки и кромка заготовки дна прессуются на нижней области заготовки боковой стенки для образования шва.
[0028] Как только дно образовано и заварено, стаканчик передается на формирующий край барабан 16 и поворачивается к смазочной станции 32 и затем к формирующей край станции 34 предварительного закручивания, где верхняя кромка боковой стенки закручивается наружу. Из этой станции, стаканчик индексируется к формирующей край станции 36 окончательного закручивания, которая окончательно формирует закрученный участок вдоль верхней части стаканчика для создания привлекательного края. С этого момента, стаканчик может перемещаться на необязательную станцию 38 формирования канавки для крышки и затем на станцию 40 выдувания стаканчика для извлечения готового стаканчика, показанного на фигуре 2, в виде базового контейнера или стаканчика 42 с образованной боковой стенкой 42a, которая проходит вокруг продольной оси, для задания внутреннего объема.
[0029] Базовый контейнер или стаканчик 42 включает в себя верхнюю область 44, имеющую закрученный край 46, и нижнюю область 48. Стаканчик 42 выполнен из заготовки 50 боковой стенки, кроме того размещенной в общем поперечно. Заготовка 52 дна типично сгибается или загибается вблизи ее внешнего края для образования кромки 54. Заготовка 50 боковой стенки располагается относительно заготовки 52 дна таким образом, что фланцевый участок 56 проходит за кромку 54. Фланцевый участок 56 сгибается или загибается вокруг кромки 54 так, что кромка 54 может зажиматься между фланцевым участком 56 и нижним участком 57 заготовки 50 боковой стенки (см. фигуру 3).
[0030] Базовый контейнер или стаканчик 42 типично выполняется из картонных заготовок, имеющих термопластичное покрытие, например полиэтилен. Термопластичный материал обеспечивает возможность нагрева и сварки соседних составных элементов. Например, когда заготовка 50 боковой стенки оборачивается вокруг заготовки 52 дна, соседние края нагреваются и спрессовываются друг с другом вдоль шва 58. Машина 10 для производства стаканчиков имеет возможность создания стаканчиков 42 как со швом слева-направо, так и со швом справа-налево. Аналогичным образом, кромка 54, фланцевый участок 56 и нижний участок 57 заготовки 50 боковой стенки могут нагреваться и спрессовываться друг с другом на станции 30 окончательного формирования дна для образования крепкой, непроницаемой нижней области 48. При образовании базового стаканчика 42, как показано на фигуре 3, углубленная область 60 создается на дне стаканчика 42 на противоположной стороне заготовки 52 от главной области контейнера стаканчика 42. Углубленная область 60 на дне стаканчика обеспечивает возможность вставки инструмента для прессования кромки 54 и фланцевого участка 56 к нижней области 57 заготовки 50 боковой стенки.
[0031] Ссылаясь теперь на фигуру 4, базовый контейнер или стаканчик 42 затем передается от первого машинного устройства 10 к первому подающему стаканчик устройству 62 на второй машине или устройстве 64. Первое подающее стаканчик устройство 62 выровнено с поворачиваемым барабаном 66 с оправками, который включает в себя множество поворотных оправок 68, которые поворачиваются или индексируются пошаговым образом против часовой стрелки вокруг вертикальной оси в различные поворотные положения. Например, готовый базовый контейнер или стаканчик 42 передается посредством подающего стаканчик устройства 62 на оправку 68. Затем барабан 66 индексируется на один шаг в поворотное положение 70, где базовый контейнер 42 поворачивается на оправке 68 вокруг оси, перпендикулярной относительно вертикальной оси барабана, таким образом, что боковой шов 58 ориентируется вверх в положение двенадцать часов. Барабан 66 снова индексируется на дополнительный шаг для приведения стаканчика 42 на оправке 68 в поворотное положение 72 с боковым швом 58, поддерживаемым в положении двенадцать часов. В этом положении, множество разнесенных первых адгезивных элементов (например, как показаны позицией 74 на фигуре 5) первоначально наносятся в окружном направлении вокруг внешней поверхности боковой стенки 42a базового контейнера или стаканчика 42 за исключением области бокового шва 58, которая оставлена пустой. В типичном применении, первые адгезивные элементы 74 принимают форму нагретого клея, наносимого посредством первого радиального клеевого устройства 75 в виде вытянутых полосок или ребер, которые, когда наносятся на основной контейнер 42, выступают наружу от него и проходят в общем параллельно друг другу с равноудаленным расположением. Адгезивные элементы 74 могут принимать другие формы и конфигурации при условии, что они не образуются вблизи и вдоль бокового шва 58.
[0032] Базовый контейнер 42 с нанесенными первыми адгезивными элементами 74 затем индексируется на три шага в положение 76, заданное зоной охлаждения, где первые адгезивные элементы или полоски 74 охлаждаются и начинают отвердевать. Базовый контейнер 42 с адгезивными элементами 74 затем индексируется на один шаг в поворотное положение 78, которое представляет собой станцию выдувания, на которой базовый контейнер 42 выдувается в переворачивающий барабан 80. В качестве альтернативы, как только адгезивные элементы 74 были первоначально нанесены на базовый контейнер 42 в положении 72, базовый контейнер 42 может индексироваться на четыре шага непосредственно к станции выдувания в положении 78, при этом следует понимать, что адгезивные полоски 74 будут охлаждаться и первоначально отвердевать во время поворотного перемещения из положения 72 в положение 78.
[0033] Как только первые адгезивные элементы 74 были нанесены на внешнюю периферийную поверхность базового контейнера или стаканчика 42, переворачивающий барабан 80 индексируется соответствующим образом, чтобы направлять контейнеры 42 на второе подающее стаканчик устройство 82, которое выровнено с поворотным барабаном 84 с оправками. Барабан 84 с оправками имеет множество поворотных оправок 86, которые поворачиваются или индексируются пошаговым образом по часовой стрелке вокруг вертикальной оси в различные положения, аналогично барабану 66. Например, предварительно склеенный базовый контейнер или стаканчик 42 передается посредством подающего стаканчик устройства 82 на оправку 86. Затем, барабан 84 индексируется к ориентирующей шов станции в положении 88, на которой предварительно склеенный базовый контейнер или стаканчик 42 поворачивается или крутится на оправке 86 таким образом, что боковой шок 58 на боковой стенке 42a предварительно склеенного базового контейнера 42 ориентируется вверх в положение двенадцать часов. С оправкой 86, удерживаемой в положении для поддержания ориентации двенадцать часов бокового шва 58, барабан 84 индексируется так, чтобы привести предварительно склеенный базовый контейнер или стаканчик 42 в поворотное положение 90. Здесь, второе радиальное клеевое устройство 92 наносит второй и конечный адгезивный элемент (показанный позицией 94 на фигуре 5) в окружном направлении вокруг внешней поверхности базового контейнера или стаканчика 42 снизу закрученного края 46 за исключением области бокового шва 58, которая оставлена пустой. Второй адгезивный элемент 94 также принимает предпочтительную форму вытянутой полоски или ребра, которое, когда нанесено на верхнюю внешнюю поверхность базового контейнера или стаканчика 42, выступает наружу от него и проходит в общем параллельно относительно первых адгезивных элементов 74.
[0034] Как только адгезивные элементы 74, 94 были нанесены, базовый контейнер или стаканчик 42 индексируется по часовой стрелке в положение 96, в котором предварительно склеенная обертка (см. позицию 98 на фигуре 7) окончательно наносится вокруг базового контейнера или стаканчика 42. Обертка 98 представляет собой заготовку, выполненную типично из картона, имеющую форму аналогичную и имеющую размеры незначительно меньшие заготовки 50 боковой стенки, использующейся при образовании базового контейнера или стаканчика 42. Обертка 98 имеет такие размеры, что она располагается между верхним краем и нижним краем базового контейнера 42. Более конкретно, обертка 98 имеет противоположные боковые края 98a, 98b, один из которых обеспечивается посредством устройства 100 для нанесения адгезивом 102 вдоль его длины. Обертка 98 наносится вокруг боковой стенки 42a базового контейнера или стаканчика 42 таким образом, что внутренняя поверхность обертки 98 соединяется с и располагается на расстоянии от внешней поверхности базового контейнера или стаканчика 42 посредством охлажденных адгезивных элементов 74, 94. При этом, края 98a, 98b обертки 98 накладываются и соединяются или свариваются друг с другом посредством адгезива 102 для образования бокового шва 104 обертки, который выравнивается с боковым швом 58 базового контейнера. Образование бокового шва 104 обертки становится возможным благодаря шовному зажиму 106, который прикладывает прессующее или зажимающее усилие вдоль шва 104.
[0035] С присоединением обертки 98 к базовому контейнеру или стаканчику 42, готовый обернутый контейнер 108 (фигура 8) образуется и индексируется посредством барабана 84 в положение 110. Здесь, готовый обернутый контейнер 108 выдувается в карман второго переворачивающего барабана 112, который индексируется для выдувания обернутого контейнера 108 в устройство для укладки стаканчиков (не показано). Иллюстративный обернутый контейнер 108 имеет форму усеченного конуса с открытой верхней частью и закрытым нижним концом. Однако, настоящее описание изобретения предполагает, что базовый контейнер 42 и обертка 98 могут быть образованы иным образом для обеспечения имеющего другую форму обернутого контейнера 108.
[0036] В готовом обернутом контейнере 108, базовый контейнер или стаканчик 42 образует внутреннюю стенку, и обертка 98 образует внешнюю стенку, при этом внутренняя и внешняя стенки задают двухстенный контейнер. Внутренняя и внешняя стенки соединяются друг с другом посредством адгезивных элементов 74, 94 за исключением накладывающихся областей боковых швов 58, 104. Однако, адгезивные элементы 74, 94 работают для равного дистанционирования внутренней и внешней стенок 42, 98 друг от друга полностью на протяжении всего обернутого контейнера 108. Таким образом, адгезивные элементы 74, 94 служат как в качестве соединительных, так и дистанционирующих элементов.
[0037] На фигуре 9 и 10 показаны разные разрезы обернутого контейнера 108, показывающие конструктивное взаимное расположение базового контейнера или стаканчика 42 и обертки 98 в областях снаружи и в боковом шве 58 и показывающие наличие и отсутствие, соответственно, адгезивных элементов 74, 94.
[0038] Следует понимать, что цель предварительного клеевого нанесения адгезивных элементов 74, 94 на базовый контейнер или стаканчик 42 заключается в исключении какого-либо сжатия элементов или полосок 74, 94 во время процесса обертывания обертки 98. Адгезивные элементы 74, 94 выполняются таким образом, чтобы отвердевать до выполнения процесса обертывания, приводя к одинаковому воздушному зазору 114 между контейнером 42 и оберткой 98. Кроме того, швы 58, 104 выравниваются для получения требуемого одинакового воздушного зазора 114 и для уменьшения до минимума каких-либо дефектов обертывания, которые могут в других случаях возникать на адгезивных элементах, если обеспечены вдоль бокового шва 58.
[0039] Важно отметить, что конкретное нанесение адгезивных элементов 74, 94 обеспечивает возможность соединения обертки 98 с базовым контейнером или стаканчиком 42 за исключением области вдоль всей длины бокового шва 58 базового контейнера или стаканчика. Однако, адгезивные элементы 74, 94 обеспечивают возможность дистанционирования обертки 98 от базового контейнера или стаканчика 42 по всей его периферии таким образом, что одинаковый воздушный зазор 114 непрерывно проходит между оберткой 98 и базовым контейнером или стаканчиком 42, как видно на фигуре 11. Создание и поддержание такого одинакового воздушного зазора 114 улучшается по сравнению с предшествующим уровнем техники благодаря обеспечению обернутого контейнера 108, который является комфортным и удобным для удерживания по всей периферии контейнера 108.
[0040] В вышеприведенном описании, определенные термины были использованы для краткости, ясности и понимания. Отсюда не следует накладывать ненужные ограничения сверх требования предшествующего уровня техники, так как такие термины используются с целью описания и предполагают рассматриваться в широком смысле. Разные конфигурации, системы и этапы способа, описанные здесь, могут использоваться по отдельности или в комбинации с другими конфигурациями, системами и этапами способа. Следует предполагать, что различные эквиваленты, альтернативы и модификации являются возможными в пределах объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБЕРНУТОГО КОНТЕЙНЕРА, ИСПОЛЬЗУЯ ПРИЖАТИЕ И ПРЕОБРАЗОВАНИЕ | 2017 |
|
RU2721027C1 |
| ТЕРМОИЗОЛЯЦИОННАЯ ОБЕРТКА СТАКАНА И ТЕРМОИЗОЛИРОВАННАЯ ЕМКОСТЬ С ТАКОЙ ОБЕРТКОЙ | 2005 |
|
RU2357897C2 |
| УПАКОВКА ДЛЯ СЪЕДОБНЫХ ИЗДЕЛИЙ И СПОСОБ УПАКОВКИ | 2010 |
|
RU2568098C2 |
| СПОСОБ УПАКОВКИ СЪЕДОБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2401233C2 |
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2189927C2 |
| УПАКОВКА ДЛЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2001 |
|
RU2286758C2 |
| ПАЧКА С ЯЗЫЧКОВОЙ КРЫШКОЙ | 2009 |
|
RU2474524C2 |
| СТЕРЖНЕВОЙ ЭЛЕМЕНТ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ И ИЗДЕЛИЕ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СОДЕРЖАЩЕЕ ТАКОЙ ЭЛЕМЕНТ | 2021 |
|
RU2833465C1 |

Обернутый контейнер (108) включает в себя базовый контейнер (42), имеющий первый боковой шов (58) на боковой стенке, проходящей вдоль продольной оси для задания внутреннего объема, и дно, соединенное с боковой стенкой. Обертка (98) расположена на боковой стенке базового контейнера и имеет второй боковой шов (104), выровненный в продольном направлении с первым боковым швом. Соединительные элементы (74, 94) расположены между боковой стенкой базового контейнера и оберткой и соединяют боковую стенку базового контейнера и обертку друг с другом за исключением области вдоль выровненных первого и второго швов, для задания одинакового промежутка, непрерывно проходящего между боковой стенкой и оберткой, образуя воздушный зазор (114) между ними. 3 н. и 17 з.п. ф-лы, 11 ил.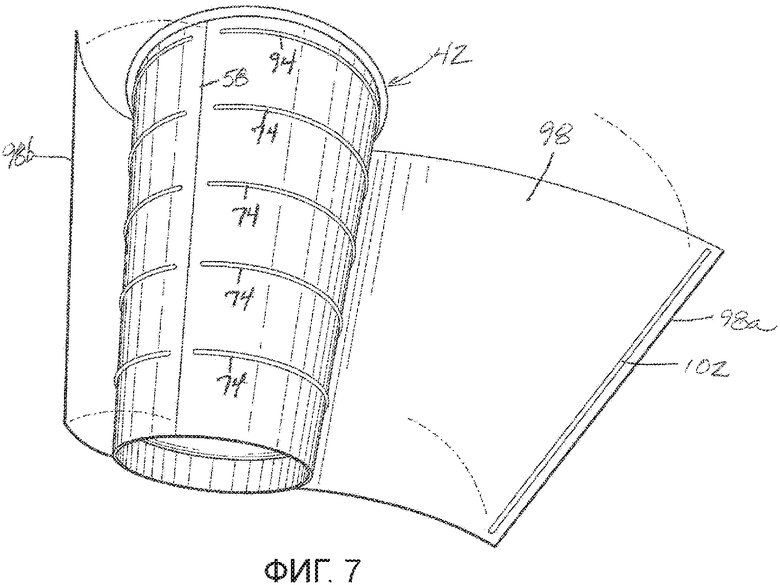
1. Обернутый контейнер, содержащий:
базовый контейнер, имеющий первый боковой шов на боковой стенке, проходящей вокруг продольной оси для задания внутреннего объема, и дно, соединенное с боковой стенкой;
обертку, расположенную на боковой стенке базового контейнера и имеющую второй боковой шов, выровненный в продольном направлении с первым боковым швом; и
соединительные элементы, расположенные между боковой стенкой базового контейнера и оберткой и соединяющие боковую стенку базового контейнера и обертку друг с другом за исключением области вдоль выровненных первого и второго боковых швов, для задания одинакового промежутка, непрерывно проходящего между боковой стенкой и оберткой, образуя воздушный зазор между ними.
2. Обернутый контейнер по п.1, в котором соединительные элементы образованы адгезивными элементами.
3. Обернутый контейнер по п.1, в котором адгезивные элементы образованы из нагретого клея.
4. Обернутый контейнер по п.3, в котором адгезивные элементы образованы в виде вытянутых расположенных на расстоянии друг от друга полосок, выступающих наружу от внешней периферии боковой стенки.
5. Обернутый контейнер по п.4, в котором полоски проходят в общем параллельно относительно друг друга.
6. Обернутый контейнер по п.1, в котором обертка проходит полностью вокруг боковой стенки базового контейнера.
7. Обернутый контейнер по п.1, в котором обертка проходит между верхним краем базового контейнера и нижним краем базового контейнера.
8. Обернутый контейнер по п.1, в котором соединительные элементы отсутствуют вдоль всей длины выровненных первого и второго боковых швов.
9. Способ изготовления обернутого контейнера, содержащий этапы, на которых:
a) предоставляют базовый контейнер, имеющий первый боковой шов на боковой стенке, проходящей вокруг продольной оси для задания внутреннего объема, и дно, прикрепленное к боковой стенке;
b) снабжают боковую стенку базового контейнера соединительными элементами вокруг внешней периферии боковой стенки за исключением области вдоль первого бокового шва; и
с) предоставляют обертку, имеющую второй боковой шов на боковой стенке базового контейнера, таким образом, что первый боковой шов базового контейнера и второй боковой шов выровнены друг с другом, и таким образом, что обертка соединена посредством соединительных элементов с внешней периферией боковой стенки базового контейнера за исключением области вдоль первого бокового шва для образования обернутого контейнера, имеющего одинаковый промежуток, непрерывно проходящий между боковой стенкой базового контейнера и оберткой.
10. Способ по п.9, в котором этап b) включает в себя нанесение множества вытянутых адгезивных полосок, выступающих наружу от внешней периферии боковой стенки базового контейнера.
11. Способ по п.10, в котором адгезивные полоски наносятся с помощью нагретого клея.
12. Способ по п.10, в котором адгезивные полоски образуются в общем параллельно относительно друг друга.
13. Способ по п.9, в котором этап c) включает в себя наложение противоположных боковых краев обертки и сварку наложенных боковых краев друг с другом для образования второго бокового шва.
14. Способ по п.9, в котором соединительные элементы, нанесенные на этапе c), отсутствуют вдоль всей длины первого бокового шва.
15. Способ по п.11, в котором боковую стенку базового контейнера и обертку соединяют друг с другом, как только нагретый клей остыл.
16. Устройство для изготовления обернутого контейнера, содержащее:
первое механизированное устройство, выполненное с возможностью предоставления базового контейнера, имеющего боковую стенку и дно, соединенное с ней, при этом боковая стенка образуется с первым боковым швом, проходящим в ее продольном направлении; и
второе механизированное устройство, соединенное с первым механизированным устройством и выполненное с возможностью предоставления группы соединительных элементов на боковой стенке базового контейнера за исключением области вдоль длины первого бокового шва и выполненное с возможностью размещения обертки, имеющей второй боковой шов, вокруг боковой стенки базового контейнера таким образом, что боковая стенка базового контейнера соединяется с оберткой за исключением области вдоль длины первого бокового шва и таким образом, что первый и второй боковые швы выравниваются для образования обернутого контейнера, имеющего одинаковый воздушный зазор, непрерывно проходящий между боковой стенкой базового контейнера и оберткой.
17. Устройство по п.16, в котором второе механизированное устройство включает в себя группу поворотных барабанов, имеющих оправки для получения базовых контейнеров и передачи базовых контейнеров на станции, на которых наносятся соединительные элементы и на которых обертка соединяется с боковой стенкой базового контейнера.
18. Устройство по п.17, в котором станции включают первую станцию, на которой первый адгезив наносится на боковую стенку контейнера, и вторую станцию, на которой второй адгезив наносится на боковую стенку на расстоянии от первого адгезива.
19. Устройство по п.18, в котором первый и второй адгезивы наносятся посредством радиальных устройств для нанесения клея в виде нагретого клея.
20. Устройство по п.19, в котором станции дополнительно включают третью станцию, на которой обертка оборачивается на боковой стенке базового контейнера и соединяется с ней посредством первого и второго адгезивов для образования обернутого контейнера.
| US 5547124 A, 20.08.1996 | |||
| US 9648969 B2, 31.12.2009 | |||
| US 6196454 B1, 06.03.2001 | |||
| JP 2005263275 A, 29.09.2005; | |||
| US 6196454 B1, 06.03.2001. |

