Настоящее изобретение относится к элементам, генерирующим аэрозоль (для генерирования аэрозоля), применяемым в изделиях, генерирующих аэрозоль (для генерирования аэрозоля). В частности, настоящее изобретение относится к индуктивно нагреваемому элементу, генерирующему аэрозоль, содержащему гель, образующий аэрозоль.
Известны изделия, генерирующие аэрозоль, содержащие несколько элементов, расположенных в положении встык. Один из элементов может представлять собой элемент, содержащий субстрат, образующий аэрозоль, и сусцептор для нагревания субстрата, образующего аэрозоль.
Желательно предложить стержневой элемент, генерирующий аэрозоль, для применения в изделии, генерирующем аэрозоль, который является индуктивно нагреваемым, и при этом указанный стержневой элемент содержит субстрат, образующий аэрозоль, в форме геля.
В соответствии с настоящим изобретением предложен стержневой элемент, генерирующий аэрозоль, содержащий корпус сусцептора в форме стержня и гель, образующий аэрозоль, заключенный в указанном корпусе сусцептора в форме стержня. Указанный корпус сусцептора содержит дно, боковую стенку и отверстие, расположенное противоположно дну. Гель, образующий аэрозоль, удерживается внутри указанного корпуса сусцептора в осевом направлении стержневого элемента, генерирующего аэрозоль, по меньшей мере одним средством принудительной фиксации.
Субстрат, образующий аэрозоль, в форме геля имеет преимущество, заключающееся в том, что он может быть представлен практически в любой геометрической форме. Однако, поскольку гель сам по себе является воздухонепроницаемым, любой испаренный гель может вызывать давление на остальной гель, который не испаряется или еще не испарился. Например, при нагревании гелевой вставки на одном конце вставки, вся вставка может вытесняться из своего положения. Однако выполнение субстрата, образующего аэрозоль, в форме геля в корпусе имеет несколько преимуществ. Гель можно ввести в корпус, например, в жидкой форме, и, соответственно, он может быть введен в тесный контакт с корпусом. Это обеспечивает очень прямой и оптимизированный перенос тепла от корпуса к гелю, образующему аэрозоль. Дополнительно корпус, изготовленный из сусцепторного материала, можно непосредственно нагревать путем индукционного нагрева энергосберегающим образом и без потребности в дополнительных материалах или пространстве для электрических проводов или резистивных нагревателей.
Корпус обычно является насколько это возможно открытым для того, чтобы использовать как можно меньше материала, что, в частности, обусловлено тем, что изделия, генерирующие аэрозоль, содержащие элементы, генерирующие аэрозоль, в форме стержня обычно выбрасывают после использования. Кроме того, нужно, чтобы корпус был открытым для заполнения корпуса или по меньшей мере для того, чтобы испаряющийся гель покидал корпус. Средство принудительной фиксации, предусмотренное в или у корпуса, воздействующее в осевом направлении на гель, образующий аэрозоль, позволяет удерживать гель, образующий аэрозоль, в корпусе. Например, в случае нагревания корпуса у дна корпуса гель испаряется на донном конце корпуса. При этом генерируемый пар стремится вытолкнуть оставшийся неиспаренный гель в осевом направлении из корпуса через отверстие корпуса, расположенное противоположно дну. Средство принудительной фиксации, предусмотренное в корпусе, может удерживать этот неиспаренный гель в корпусе.
Указанное средство принудительной фиксации может быть расположено в различных положениях на или в корпусе и также может быть выполнено в различных формах для реализации удерживающего действия в осевом направлении стержневого элемента, генерирующего аэрозоль.
Предпочтительно по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации выполнено в виде направленного внутрь шва корпуса сусцептора. В частности, указанное по меньшей мере одно средство принудительной фиксации может образовывать обращенный внутрь бортик (фланец) корпуса. Шов может быть расположен смежно с концевой секцией корпуса сусцептора, причем указанная концевая секция расположена противоположно дну корпуса сусцептора.
Предпочтительно средство принудительной фиксации в форме шва образовано загнутой внутрь концевой частью боковой стенки корпуса сусцептора. Загнутые внутрь концевые части боковой стенки дают преимущество с точки зрения изготовления, поскольку для присоединения к корпусу не требуется дополнительных швов или бортиков. Дополнительно, отсутствуют случайные протечки между корпусом и швом для отдельного крепления. Далее, корпус может, например, быть образован, заполнен гелем, а затем частично закрыт просто путем сгибания концевых частей стенок корпуса радиально внутрь.
Предпочтительно по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации выполнено в виде направленного радиально внутрь выступа. Указанный направленный радиально внутрь выступ имеет радиальную протяженность в направлении по окружности корпуса сусцептора, причем эта радиальная протяженность больше продольной протяженности выступа в продольном направлении корпуса сусцептора. Указанный направленный радиально внутрь выступ предпочтительно образует одно или несколько ребер, расположенных по окружности вдоль внутренней части боковой стенки корпуса.
Указанный направленный радиально внутрь выступ может быть образован, например, более толстой боковой стенкой в положении выступа. Указанный направленный радиально внутрь выступ может быть образован, например, локально деформированным корпусом.
Предпочтительно указанный направленный радиально внутрь выступ представляет собой направленную радиально внутрь деформацию боковой стенки корпуса сусцептора. Деформации боковой стенки могут присутствовать в корпусе до заполнения корпуса или могут быть созданы после заполнения корпуса, например, вместе с направленным внутрь швом на содержащем отверстие конце корпуса.
Выступ может быть расположен в любом положении вдоль длины корпуса. Предпочтительно выступ расположен между половиной высоты корпуса и отверстием корпуса. Предпочтительно указанный направленный радиально внутрь выступ расположен в средней секции боковой стенки корпуса сусцептора.
Средняя секция может по существу проходить между двумя крайними концами корпуса, то есть между дном и содержащим отверстие концом корпуса. Средняя секция предпочтительно простирается на от приблизительно 20 процентов до приблизительно 95 процентов длины корпуса, более предпочтительно от приблизительно 30 процентов до приблизительно 90 процентов, например от приблизительно 40 процентов до приблизительно 60 процентов длины корпуса.
Указанное средство принудительной фиксации предпочтительно содержит несколько выступов. Указанные несколько выступов могут, например, быть расположены на некотором расстоянии друг от друга вдоль длины корпуса. Эти несколько выступов могут, например, быть расположены в разных положениях по окружности. Дополнительно или в альтернативном варианте указанные несколько выступов могут, например, быть расположены напротив друг друга в одинаковом положении по продольной длине корпуса.
Указанное по меньшей мере одно средство принудительной фиксации может быть расположено в одном, двух, трех, четырех или в множестве секторов корпуса сусцептора. Указанное по меньшей мере одно средство принудительной фиксации может, например, представлять собой непрерывный выступ, такой как сплошное ребро, расположенное вдоль окружности корпуса сусцептора. Указанное по меньшей мере одно средство принудительной фиксации может, например, представлять собой несплошной выступ, такой как несплошное ребро, расположенное вдоль окружности корпуса сусцептора.
Указанное по меньшей мере одно средство принудительной фиксации предпочтительно выполнено на участке по окружности каждого сектора, составляющем по меньшей мере 5 градусов, 10 градусов, 15 градусов, 20 градусов, 30 градусов, 40 градусов, 45 градусов или до 20 градусов, 30 градусов, 40 градусов, 45 градусов, 50 градусов, 60 градусов, 70 градусов, 80 градусов, 90 градусов или 180 градусов.
Предпочтительно по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации расположено вдоль всей окружности корпуса сусцептора, в частности вдоль всей окружности боковой стенки корпуса сусцептора.
Указанное по меньшей мере одно средство принудительной фиксации может быть расположено вдоль всей длины корпуса, например, последовательно или непрерывно. Например, указанное по меньшей мере одно средство принудительной фиксации может быть образовано частями боковых стенок или всеми боковыми стенками, которые непрерывно сходятся радиально внутрь от дна корпуса к отверстию корпуса. Корпус может, например, образовывать усеченный полый конус. Корпус может, например, иметь складчатую структуру боковой стенки, такую что некоторые из складок или гофров непрерывно сходятся радиально внутрь. Сходящиеся боковые стенки образуют средство принудительной фиксации, выполненное с возможностью действовать вдоль всей длины корпуса как средство удерживания геля, образующего аэрозоль, в продольном направлении корпуса. Предпочтительно гофры сходятся радиально внутрь к отверстию корпуса сусцептора. Предпочтительно некоторые гофры, например треть, половина или все гофры, сходятся радиально внутрь к отверстию корпуса сусцептора.
Гель, образующий аэрозоль, может удерживаться в картридже по меньшей мере одним средством принудительной фиксации с зазором в продольном направлении корпуса сусцептора. Зазор может присутствовать, например, если корпус не полностью заполнен гелем, образующим аэрозоль. В этом случае зазор проходит между уровнем заполнения гелем и средством принудительной фиксации. Уровень заполнения, может, например, составлять около половины или трех четвертей длины корпуса, а средство принудительной фиксации может быть расположено на содержащем отверстие конце корпуса или рядом с ним.
Гель, образующий аэрозоль, может фиксироваться в своем положении в корпусе сусцептора по меньшей мере одним средством принудительной фиксации. Так, гель, образующий аэрозоль, может фиксироваться в своем положении без зазора. Например, корпус может быть полностью заполнен гелем, образующим аэрозоль. В альтернативном варианте гель, образующий аэрозоль, может фиксироваться в своем положении средством принудительной фиксации, расположенным вдоль длины корпуса. Таким образом, средство принудительной фиксации может быть расположено в средней секции корпуса между дном корпуса и уровнем заполнения гелем. Например, заполнение гелем может быть выполнено до уровня заполнения, соответствующего приблизительно трем четвертям корпуса, а средство принудительной фиксации может быть расположено между дном корпуса и тремя четвертями корпуса, предпочтительно приблизительно на уровне половины длины корпуса.
Боковая стенка корпуса сусцептора может быть выполнена из сусцепторного материала. Дно корпуса сусцептора может быть выполнено из сусцепторного материала. Предпочтительно по меньшей мере часть дна и часть боковой стенки корпуса выполнены из сусцепторного материала. Более предпочтительно все дно и вся боковая стенка корпуса выполнены из сусцепторного материала.
Дно корпуса сусцептора может быть открытым или может быть закрытым. Например, дно может содержать одно или более отверстий, например, для пропускания потока воздуха через отверстия в дне в корпус.
Предпочтительно дно корпуса сусцептора является закрытым.
Боковая стенка корпуса сусцептора может быть ровной. Боковая стенка корпуса сусцептора может быть гофрированной. Предпочтительно гофры выровнены в продольном направлении корпуса сусцептора. Гофры увеличивают общий размер поверхности сусцептора и за счет этого поверхность контакта между гелем, образующим аэрозоль, и сусцепторным материалом.
Предпочтительно боковая стенка корпуса сусцептора имеет форму цилиндра. Цилиндр может иметь круглое или некруглое поперечное сечение.
Дно и боковая стенка корпуса сусцептора могут иметь одинаковую толщину или содержать один и тот же материал. Дно и боковая стенка корпуса сусцептора могут иметь одинаковую толщину и содержать один и тот же материал. Предпочтительно дно и боковая стенка корпуса сусцептора выполнены из одного и того же сусцепторного материала.
Предпочтительно дно корпуса сусцептора и боковая стенка корпуса сусцептора выполнены за одно целое. Например, дно и боковая стенка выполнены сгибанием из одного листа сусцепторного материала.
Дно может иметь круглое поперечное сечение или может, например, представлять собой многоугольник.
Дно и боковая стенка корпуса сусцептора могут иметь различную толщину или содержать различный материал. Дно и боковая стенка корпуса сусцептора могут иметь различную толщину и содержать различный материал.
Указанный корпус сусцептора или части корпуса могут быть выполнены из любого сусцепторного материала, подходящего для образования корпуса в форме стержня, содержащего гель, образующий аэрозоль, причем корпус, содержащий гель, является частью стержневого элемента, генерирующего аэрозоль, или образует его. Предпочтительно корпус сусцептора содержит алюминий или нержавеющую сталь или выполнен из них.
Предпочтительно корпус сусцептора выполнен из листа сусцепторного материала, имеющего толщину от 5 микрометров до 80 микрометров, предпочтительно от 8 микрометров до 50 микрометров.
Предпочтительно гель, образующий аэрозоль, представляет собой гелевую вставку. Гелевая вставка может быть образована до вставки ее в корпус. Гелевая вставка может быть образована в корпусе, например, путем заполнения гелем, образующим аэрозоль, корпуса с последующим отверждением геля. Гелевая вставка может быть вставлена в корпус до образования указанного по меньшей мере одного средства принудительной фиксации.
Высота заполнения гелем, образующим аэрозоль, может составлять 30 процентов, 40 процентов, 50 процентов, 60 процентов, 70 процентов, 80 процентов или не более 30 процентов, 40 процентов, 50 процентов, 60 процентов, 70 процентов, 80 процентов, 90 процентов, 95 процентов, 96 процентов, 97 процентов, 98 процентов, 99 процентов корпуса сусцептора.
Предпочтительно гель, образующий аэрозоль, полностью заключен внутри корпуса сусцептора.
Предпочтительно гель, образующий аэрозоль, содержит способное к отверждению вещество.
Предпочтительно гель, образующий аэрозоль, содержит термообратимый материал.
Гель, образующий аэрозоль, может содержать гелеобразующий агент. Предпочтительно гель, образующий аэрозоль, содержит от 0,5 масс. % до 5 масс. % гелеобразующего агента, например от 0,7 масс. % до 2 масс. % или от 0,8 масс. % до 1 масс. % гелеобразующего агента.
Стержневой элемент, генерирующий аэрозоль, может иметь по существу цилиндрическую форму. Стержневой элемент, генерирующий аэрозоль, является по существу продолговатым. Стержневой элемент, генерирующий аэрозоль, также имеет длину и окружность, по существу перпендикулярную длине.
Стержневой элемент, генерирующий аэрозоль, имеет диаметр, который приблизительно равен диаметру изделия, генерирующего аэрозоль. Предпочтительно стержневой элемент, генерирующий аэрозоль, имеет диаметр от 5 миллиметров до 10 миллиметров. Предпочтительно диаметр стержневого элемента, генерирующего аэрозоль, составляет более 5 мм, например от 6 мм до 8 мм. Стержневой элемент, генерирующий аэрозоль, имеет длину, которая может быть определена как размер вдоль продольной оси изделия, генерирующего аэрозоль. Длина стержневого элемента, генерирующего аэрозоль, может составлять от 5 миллиметров до 20 миллиметров, например от 6 мм до 16 мм или от 7 мм до 12 мм, например 7 миллиметров. Предпочтительно стержневой элемент, генерирующий аэрозоль, является по существу цилиндрическим.
Настоящее изобретение также относится к изделию, генерирующему аэрозоль, в частности к индуктивно нагреваемому изделию, генерирующему аэрозоль, содержащему множество элементов, расположенных в положении встык и обернутых в обертку с образованием стержня. Указанное множество элементов содержит стержневой элемент, генерирующий аэрозоль, описанный в настоящей заявке.
Указанное множество элементов может содержать одну или более полых трубок, разделительный элемент, элемент, направляющий поток воздуха, пустую полость, второй элемент, содержащий сусцептор, элемент, охлаждающий аэрозоль, и фильтрующий элемент.
Предпочтительно указанное множество элементов содержит по меньшей мере одну полую трубку, фильтрующий элемент, элемент, направляющий поток воздуха, и пустую полость.
Изделие, генерирующее аэрозоль, может содержать мундштучный элемент. Мундштучный элемент может находиться на мундштучном конце или расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль.
Мундштучный элемент может содержать по меньшей мере один фильтрующий элемент. Фильтрующий элемент может представлять собой ацетилцеллюлозную фильтрующую вставку, выполненную из ацетилцеллюлозного жгута. В одном варианте осуществления фильтрующий элемент может иметь длину 6 миллиметров, но он может также иметь длину от 4 миллиметров до 14 миллиметров.
Изделие, генерирующее аэрозоль, может содержать опорный элемент, который может быть расположен непосредственно дальше по ходу потока от стержневого элемента, генерирующего аэрозоль, и может примыкать к элементу стержня, генерирующему аэрозоль.
Опорный элемент может быть образован из любого подходящего материала или комбинации материалов. Например, опорный элемент может быть образован из одного или более материалов, выбранных из группы, состоящей из: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы.
Опорный элемент может содержать полый трубчатый элемент. В предпочтительном варианте осуществления опорный элемент содержит полую ацетилцеллюлозную трубку.
Опорный элемент предпочтительно имеет внешний диаметр, который приблизительно равен внешнему диаметру изделия, генерирующего аэрозоль.
Опорный элемент может иметь внешний диаметр от 5 миллиметров до 12 миллиметров, например от 5 мм до 10 мм или от 6 мм до 8 мм. В предпочтительном варианте осуществления опорный элемент имеет внешний диаметр 7,2 мм плюс-минус 10 процентов. Опорный элемент может иметь длину от 5 миллиметров до 15 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину 8 мм. Опорный элемент может иметь толщину стенки от 1,5 мм до 2 мм, предпочтительно от 1,6 мм до 1,8 мм.
Изделие, генерирующее аэрозоль, может содержать тонкий опорный элемент. Тонкий опорный может иметь внешний диаметр, составляющий от 5 миллиметров до 12 миллиметров, например, от 5 мм до 10 мм или от 6 мм до 8 мм. В предпочтительном варианте осуществления тонкий опорный элемент имеет внешний диаметр, составляющий 7,2 мм плюс-минус 10 процентов. Тонкий опорный элемент может иметь длину от 5 миллиметров до 15 миллиметров. В предпочтительном варианте осуществления тонкий опорный элемент имеет длину 8 мм. Тонкий опорный элемент может иметь толщину стенок от 0,5 мм до 1 мм, предпочтительно от 0,6 мм до 0,9 мм.
Изделие, генерирующее аэрозоль, может содержать элемент, охлаждающий аэрозоль. Элемент, охлаждающий аэрозоль, может быть расположен дальше по ходу потока от стержневого элемента, генерирующего аэрозоль, например, элемент, охлаждающий аэрозоль, может быть расположен непосредственно дальше по ходу потока относительно опорного элемента и может примыкать к опорному элементу.
Элемент, охлаждающий аэрозоль, может быть расположен между опорным элементом и мундштучным элементом, расположенным на самом дальнем по ходу потока конце изделия, генерирующего аэрозоль.
В данном документе термин «элемент, охлаждающий аэрозоль» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление затяжке. При использовании аэрозоль, образованный летучими соединениями, выделяющимися из субстрата, образующего аэрозоль, втягивается через элемент, охлаждающий аэрозоль, перед тем, как он будет транспортирован к мундштучному концу изделия, генерирующего аэрозоль. В отличие от фильтров с высоким сопротивлением затяжке, например фильтров, образованных из пучков волокон, элементы для охлаждения аэрозоля имеют низкое сопротивление затяжке. Камеры и полости внутри изделия, генерирующего аэрозоль, такие как расширительные камеры, и опорные элементы также не рассматриваются в качестве элементов, охлаждающих аэрозоль.
Элемент, охлаждающий аэрозоль, предпочтительно имеет пористость в продольном направлении, составляющую более 50 процентов. Канал для потока воздуха через элемент, охлаждающий аэрозоль, предпочтительно является сравнительно свободным. Элемент, охлаждающий аэрозоль, может представлять собой собранный лист или гофрированный и собранный лист. Элемент, охлаждающий аэрозоль, может содержать листовой материал, выбранный из группы, состоящей из полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (СА) и алюминиевой фольги или любой их комбинации.
В предпочтительном варианте осуществления элемент, охлаждающий аэрозоль, содержит собранный лист из биологически разлагаемого материала. Например, собранный лист из непористой бумаги или собранный лист из биологически разлагаемого полимерного материала, такого как полимолочная кислота или материал марки Mater-Bi<®> (имеющееся в продаже семейство сополиэфиров (сложных) на основе крахмала).
Элемент, охлаждающий аэрозоль, предпочтительно содержит лист PLA, более предпочтительно гофрированный, собранный лист PLA. Элемент, охлаждающий аэрозоль, может быть образован из листа, имеющего толщину от 10 микрометров до 250 микрометров, например 50 микрометров. Элемент, охлаждающий аэрозоль, может быть образован из собранного листа, имеющего ширину от 150 миллиметров до 250 миллиметров. Элемент, охлаждающий аэрозоль, может иметь удельную площадь поверхности, составляющую от 300 миллиметров2 на миллиметр длины до 1000 миллиметров2 на миллиметр длины, от 10 миллиметров2 на мг веса до 100 миллиметров2 на мг веса. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может быть образован из собранного листа материала, имеющего удельную площадь поверхности приблизительно 35 миллиметров2 на мг веса. Элемент, охлаждающий аэрозоль, может иметь внешний диаметр от 5 миллиметров до 10 миллиметров, например 7 миллиметров.
В некоторых предпочтительных вариантах осуществления длина элемента, охлаждающего аэрозоль, составляет от 10 миллиметров до 15 миллиметров. Предпочтительно длина элемента, охлаждающего аэрозоль, составляет от 10 миллиметров до 14 миллиметров, например 13 миллиметров.
В альтернативных вариантах осуществления длина элемента для охлаждения аэрозоля составляет от 15 миллиметров до 25 миллиметров. Предпочтительно длина элемента, охлаждающего аэрозоль, составляет от 16 миллиметров до 20 миллиметров, например 18 миллиметров.
Предпочтительно стержневой элемент, генерирующий аэрозоль, расположен между полой ацетатной трубкой и фильтрующим элементом.
Изделие, генерирующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, генерирующее аэрозоль, может быть по существу продолговатым. Изделие, генерирующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине.
Изделие, генерирующее аэрозоль, может иметь общую длину от 30 миллиметров до 100 миллиметров. В предпочтительных вариантах осуществления изделие, генерирующее аэрозоль, имеет общую длину от 40 мм до 55 мм, например 42-52 мм.
Изделие, генерирующее аэрозоль, может иметь внешний диаметр от 5 миллиметров до 12 миллиметров, например от 6 мм до 8 мм. В предпочтительном варианте осуществления внешний диаметр изделия, генерирующего аэрозоль, составляет 7,2 мм плюс-минус 10 процентов.
Настоящее изобретение также относится к способу изготовления стержневого элемента, генерирующего аэрозоль. Способ включает:
обеспечение корпуса сусцептора в форме стержня, содержащего дно, боковую стенку и отверстие, расположенное противоположно дну, заполнение корпуса сусцептора гелем, образующим аэрозоль, обеспечение по меньшей мере одного средства фиксации формы в стержневом элементе, генерирующем аэрозоль, причем указанное по меньшей мере одно средство фиксации формы удерживает гель, образующий аэрозоль, внутри корпуса сусцептора.
Указанное по меньшей мере одно средство фиксации формы может быть обеспечено до или после заполнения гелем, образующим аэрозоль, корпуса сусцептора. Предпочтительно способ включает обеспечение указанного по меньшей мере одного средства фиксации формы в стержневом элементе, генерирующем аэрозоль, после заполнения корпуса сусцептора гелем, образующим аэрозоль.
Средство фиксации формы может иметь различные формы и положения, как описано применительно к стержневому элементу, генерирующему аэрозоль. Предпочтительно способ включает образование по меньшей мере одного средства фиксации формы путем сгибания радиально внутрь по меньшей мере частей боковой стенки корпуса сусцептора. Эти части могут быть концевыми частями боковой стенки или средними частями. Соответственно, средство фиксации формы может быть расположено у отверстия корпуса или в одном или нескольких положениях вдоль длины корпуса.
Сгибание внутрь частей боковых стенок обеспечивает очень простое средство принудительной фиксации формы для удерживания геля, образующего аэрозоль, в осевом направлении в корпусе.
В зависимости от способа заполнения и консистенции геля, образующего аэрозоль, формирование принудительной фиксации можно по выбору осуществлять до или после заполнения корпуса.
Предпочтительно гель, образующий аэрозоль, отверждается после заполнения гелем, образующим аэрозоль, корпуса сусцептора.
Предпочтительно способ включает сгибание внутрь концевой части боковой стенки, с определением таким образом размера отверстия корпуса сусцептора. Такие средства принудительной фиксации обладают особенными преимуществами, поскольку такое средство фиксации напрямую частично закрывает корпус. Такие средства принудительной фиксации обладают преимуществами, поскольку они являются независимыми от высоты заполнения гелем корпуса. Дополнительно, размер средства принудительной фиксации можно варьировать путем варьирования длины концевой части, которую сгибают внутрь.
Способ может включать образование гофров в боковой стенке корпуса сусцептора. За счет обеспечения гофров поверхность корпуса сусцептора, а также поверхность контакта между сусцептором и гелем, образующим аэрозоль, может быть увеличена при том же размере по окружности корпуса и стержневого элемента, генерирующего аэрозоль.
Предпочтительно гофры проходят от дна до отверстия корпуса сусцептора, т.е. по всей длине боковой стенки корпуса сусцептора.
Способ может включать образование по меньшей мере одного средства фиксации формы путем образования направленных радиально внутрь выступов в боковой стенке корпуса сусцептора.
Предпочтительно стержневой элемент, генерирующий аэрозоль, изготовленный в соответствии со способом согласно настоящему изобретению, представляет собой стержневой элемент, генерирующий аэрозоль, в соответствии с настоящим изобретением и описанием, приведенным в данном документе.
В данном документе термин «сусцептор» относится к материалу, который способен преобразовывать электромагнитную энергию в тепло. Когда сусцептор помещен в переменное электромагнитное поле, в нем обычно наводятся вихревые токи и происходят потери на гистерезис, что приводит к нагреву сусцептора. Сусцепторный материал находится в прямом физическом и термическом контакте с гелем, образующим аэрозоль, и гель, образующий аэрозоль, нагревается сусцепторным материалом.
Сусцептор может быть образован из любого материала, который может быть подвергнут индукционному нагреву до температуры, достаточной для генерирования аэрозоля из твердого субстрата, образующего аэрозоль, и жидкости, образующей аэрозоль. Предпочтительные сусцепторы содержат металл или углерод. Предпочтительный сусцептор может содержать ферромагнитный материал, например ферромагнитный сплав, ферритное железо или ферромагнитную сталь, или нержавеющую сталь, или состоять из них. Подходящий сусцептор может быть выполнен из алюминия или содержать его. Предпочтительные сусцепторы могут быть образованы из нержавеющих сталей серии 300 или 400, например нержавеющей стали марки 410, или марки 420, или марки 430. Разные материалы будут рассеивать разные количества энергии, когда они расположены внутри электромагнитных полей, имеющих близкие значения частоты и напряженности поля. Таким образом, все параметры сусцептора, такие как тип материала, длина и толщина, могут быть изменены для обеспечения желаемого рассеивания мощности внутри известного электромагнитного поля.
Предпочтительные сусцепторы могут быть нагреты до температуры свыше 250 градусов по Цельсию.
Под «гелем, образующим аэрозоль» в данном документе понимают материал или смесь материалов, способных высвобождать летучие соединения в поток воздуха, проходящий через изделие, в котором расположен сусцептор, предпочтительно при нагревании геля. Предоставление геля может быть полезным для хранения и транспортировки или во время использования, поскольку риск утечки из сусцептора, изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль, может быть снижен.
Гель является твердым при комнатной температуре, что является преимуществом. «Твердый» в этом контексте означает, что гель имеет стабильные размер и форму и не течет. Комнатная температура в этом контексте означает 25 градусов по Цельсию.
Гель может содержать вещество для образования аэрозоля. В идеале вещество для образования аэрозоля по существу устойчиво к термической деградации при рабочей температуре сусцептора. Подходящие вещества для образования аэрозоля хорошо известны в данной области и включают, но без ограничения: многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерола; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат. Многоатомные спирты или их смеси могут представлять собой одно или более из триэтиленгликоля, 1,3-бутандиола и глицерина или полиэтиленгликоля.
Преимущественно гель, например, содержит термообратимый гель. Это означает, что гель будет становиться текучей средой при нагреве до температуры плавления и будет схватываться с превращением снова в гель при температуре гелеобразования. Температура гелеобразования может быть равна или быть выше комнатной температуры при атмосферном давлении. Атмосферное давление означает давление, равное 1 атмосфере. Температура плавления может превышать температуру гелеобразования. Температура плавления геля может превышать 50 градусов по Цельсию, или 60 градусов по Цельсию, или 70 градусов по Цельсию и может превышать 80 градусов по Цельсию. Температура плавления в этом контексте означает температуру, при которой гель больше не является твердым и начинает течь.
В конкретных альтернативных вариантах осуществления гель представляет собой неплавкий гель, который не плавится во время использования сусцептора. В этих вариантах осуществления гель может высвобождать активное вещество по меньшей мере частично при температуре, которая равняется рабочей температуре сусцептора при использовании или превышает ее, но которая ниже температуры плавления геля.
Предпочтительно гель имеет вязкость, составляющую от 50000 до 10 паскаль в секунду, предпочтительно от 10000 до 1000 паскаль в секунду, чтобы получить желаемую вязкость.
В комбинации с конкретными вариантами осуществления гель содержит гелеобразующее вещество. В конкретных вариантах осуществления гель содержит агар, или агарозу, или альгинат натрия, или геллановую камедь, или их смесь.
В конкретных вариантах осуществления гель содержит воду, например, гель представляет собой гидрогель. В конкретных альтернативных вариантах осуществления гель является неводным.
Предпочтительно гель содержит активное вещество. В комбинации с конкретными вариантами осуществления активное вещество содержит никотин (например, в порошкообразной форме или в жидкой форме), или табачный продукт, или другое целевое соединение, например, для высвобождения в аэрозоль. В конкретных вариантах осуществления никотин включен в гель вместе с веществом для образования аэрозоля. Удерживание никотина в геле при комнатной температуре является желательным для предотвращения утечки никотина из изделия, генерирующего аэрозоль.
В конкретных вариантах осуществления гель содержит твердый табачный материал, который высвобождает вкусоароматические соединения при нагреве. В зависимости от конкретных вариантов осуществления твердый табачный материал представляет собой, например, одно или более из: порошка, гранул, шариков, кусочков, тонких трубок, полосок или листов, содержащих одно или более из: растительного материала, например, травяных листьев, табачных листьев, фрагментов табачных жилок, восстановленного табака, гомогенизированного табака, экструдированного табака и расширенного табака.
Имеются варианты осуществления, в которых гель содержит другие вкусоароматические вещества, например, ментол. Ментол может быть добавлен либо в воду, либо в вещество для образования аэрозоля перед образованием геля.
В вариантах осуществления, в которых агар используется в качестве гелеобразующего вещества, гель может содержать от 0,5 до 5 масс. %, предпочтительно от 0,8 до 1 масс. % агара. Предпочтительно гель дополнительно содержит от 0,1 до 2 масс. % никотина. Предпочтительно гель дополнительно содержит от 30 процентов до 90 масс. % (или от 70 до 90 масс. %) глицерина. В конкретных вариантах осуществления оставшаяся часть геля содержит воду и вкусоароматические добавки.
Предпочтительно гелеобразующее вещество представляет собой агар, который имеет свойство плавиться при температурах свыше 85 градусов по Цельсию и превращаться обратно в гель при приблизительно 40 градусах по Цельсию. Это свойство делает его подходящим для горячих сред. Гель не будет плавиться при 50 градусах по Цельсию, что полезно, если систему оставляют, например, в нагретом автомобиле на солнце. Фазовый переход в жидкость при приблизительно 85 градусах по Цельсию означает, что гель нужно нагреть только до относительно низкой температуры, чтобы вызвать образование аэрозоля, что обеспечивает низкое потребление энергии. Может быть полезно использовать только агарозу, которая является одним из компонентов агара, вместо агара.
Когда в качестве гелеобразующего вещества используется геллановая камедь, как правило, гель содержит от 0,5 до 5 масс. % геллановой камеди. Предпочтительно гель дополнительно содержит от 0,1 до 2 масс. % никотина. Предпочтительно гель содержит от 30 процентов до 99,4 процентов по весу глицерина. В конкретных вариантах осуществления оставшаяся часть геля содержит воду и вкусоароматические добавки.
В одном примере гель содержит 2 масс. % никотина, 70 масс. % глицерола, 27 масс. % воды и 1 масс. % агара.
В другом примере гель содержит 65 масс. % глицерина, 2 0 масс. % воды, 14,3 масс. % табака и 0,7 масс. % агара.
Также предложен способ сборки изделия, генерирующего аэрозоль, в форме стержня, содержащего чашеобразный сусцептор. Чашеобразный сусцептор может представлять собой чашеобразный корпус сусцептора согласно настоящему изобретению и соответствующий описанию в настоящей заявке.
Способ включает позиционирование полой трубки вертикальным образом, размещение чашеобразного сусцептора в полой трубке, заполнение гелем, образующим аэрозоль, чашеобразного сусцептора и вставку наконечника в полую трубку.
Полая трубка может быть расположена вокруг сусцептора или чашеобразный сусцептор может быть вставлен в полую трубку. Предпочтительно чашеобразный сусцептор вставляют в полую трубку.
Предпочтительно способ включает вставку сусцептора через верхний конец полой трубки и позиционирование сусцептора у донного конца полой трубки. Чашеобразный сусцептор может быть расположен по существу заподлицо с донным концом полой трубки.
Чашеобразный сусцептор может быть заполнен гелем, образующим аэрозоль, до позиционирования сусцептора в полой трубке. Сусцептор может быть заполнен гелем после позиционирования сусцептора в полой трубке. Предпочтительно способ включает заполнение чашеобразного сусцептора гелем, образующим аэрозоль, после позиционирования сусцептора в полой трубке.
Способ может включать вставку устройства для дозирования геля в полую трубку, дозирование желаемого количества геля, образующего аэрозоль, в сусцептор и отведение устройства для дозирования геля из полой трубки. Гель может иметь форму жидкости или пасты при заполнении им сусцептора.
Наконечник может быть вставлен в полую трубку через верхний конец полой трубки и может закрывать полую трубку. Наконечник может быть расположен заподлицо с верхним концом полой трубки. Наконечник может образовывать утопленный конец полой трубки с образованием изделия, генерирующего аэрозоль, с утопленным фильтровым концом. Наконечник может проходить от полой трубки, образующей увеличенную фильтровую часть изделия.
Предпочтительно длина изделия, генерирующего аэрозоль, определяется длиной полой трубки.
Предпочтительно наконечник представляет собой заранее собранную комбинацию элементов. Наконечник может содержать, например, один или более фильтрующих элементов, одну или более полых трубок, таких как ацетилцеллюлозные трубки или распылительный элемент.
Предпочтительно наконечник содержит по меньшей мере одно из фильтра, полой трубки и распылительного элемента.
Полая трубка может представлять собой картонную трубку или пластиковую трубку. Полая трубка предпочтительно представляет собой картонную трубку. Предпочтительно полая трубка представляет собой навивную полую трубку.
Полая трубка может иметь диаметр от 5 миллиметров до 12 миллиметров. Предпочтительно диаметр полой трубки составляет более 5 мм, например от 6 мм до 8 мм.
Полая трубка может иметь общую длину от 30 миллиметров до 100 миллиметров. В предпочтительных вариантах осуществления полая трубка имеет общую длину от 40 мм до 55 мм, например от 42 мм до 52 мм. Предпочтительно полая трубка является по существу цилиндрической.
Толщина стенки полой трубки может составлять от 0,2 миллиметра до 2 миллиметров, предпочтительно от 0,5 мм до 1,5 мм.
Способ может дополнительно включать предварительно образованный чашеобразный сусцептор из фрагмента листа сусцепторного материала. Предпочтительно чашеобразный сусцептор образован из фрагмента листа сусцепторного материала, имеющего форму диска. Диск может, например, быть вырезан из листа алюминиевой фольги или фольги из нержавеющей стали.
Чашеобразный сусцептор может иметь боковые стенки, которые являются ровными. Боковые стенки чашеобразного сусцептора могут быть гофрированными. Предпочтительно гофры выровнены в продольном направлении чашеобразного сусцептора. Гофры могут иметь желобки, или могут иметь зигзагообразный рисунок, если смотреть вдоль поперечного сечения боковой стенки, таким образом, что образуется сусцептор в форме капкейка, т.е. формочки для капкейка.
Предпочтительно боковые стенки чашеобразного сусцептора оказывают удерживающее усилие на полую трубку, когда чашеобразный сусцептор вставляют в полую трубку и размещают в ней.
Боковые стенки чашеобразного сусцептора проходят радиально наружу до того, как их вдавливают радиально внутрь для достижения по существу цилиндрической формы, предпочтительно соответствующей внутреннему диаметру полой трубки. Гофры обеспечивают возможность хорошо определенного складывания боковых стенок сусцептора, когда сусцептор вставляют в полую трубку. Дополнительно, боковые стенки могут обеспечивать удерживающее усилие между сусцептором и полой трубкой. Это удерживающее усилие может поддерживать позиционирование чашеобразного сусцептора в полой трубке и может предотвращать смещение чашеобразного сусцептора в полой трубке после размещения чашеобразного сусцептор в полой трубке.
Для создания удерживающего усилия диаметр чашеобразного сусцептора больше внутреннего диаметра полой трубки, до того, как сусцептор позиционируют в полой трубке. Предпочтительно диаметр чашеобразного сусцептора больше внутреннего диаметра полой трубки по меньшей мере на 10 процентов. Предпочтительно диаметр чашеобразного сусцептора больше внутреннего диаметра полой трубки по меньшей мере на 1 миллиметр. При позиционировании чашеобразного сусцептора боковые стенки сжимают радиально внутрь.
Чашеобразный сусцептор может иметь больший диаметр по всей длине сусцептора. Чашеобразный сусцептор может иметь больший диаметр в части длины сусцептора. Предпочтительно чашеобразный сусцептор имеет больший диаметр в содержащей отверстие части чашеобразного сусцептора.
Предпочтительно боковые стенки чашеобразного сусцептора обладают определенными упругостью и гибкостью. Упругость и гибкость позволяют вдавливать боковые стенки сусцептора радиально внутрь без повреждения или нарушения целостности сусцепторного материала. Упругость и гибкость также приводят к расталкиванию боковых стенок радиально наружу и созданию удерживающего усилия при позиционировании в полой трубке.
Чашеобразный сусцептор может содержать отверстие, имеющее диаметр, равный диаметру дна чашеобразного сусцептора, или больший диаметр. Чашеобразный сусцептор может иметь отверстие, имеющее диаметр, меньший, чем диаметр дна. Чашеобразный сусцептор может содержать средство принудительной фиксации, например, расположенное в содержащей отверстие части чашеобразного сусцептора. Например, чашеобразный сусцептор может содержать направленную внутрь кромку, расположенную вокруг отверстия чашеобразного сусцептора.
Изготовление индуктивно нагреваемых корпусов сусцептора, снабженных направленной внутрь кромкой для удерживания геля, образующего аэрозоль, внутри корпуса может, например, быть выполнено путем рельефного тиснения или складывания. Однако небольшие размеры корпуса сусцептора и его применение в одноразовых изделиях, генерирующих аэрозоль, являются сложными аспектами изготовления таких корпусов. Соответственно, желательно иметь способ изготовления таких корпусов, который является недорогим, в котором используется малое количество материала и который обеспечивает возможность массового производства.
Предложен способ образования/формования корпуса сусцептора в форме стержня с согнутой верхней кромкой. Способ может, в частности, использоваться для образования корпуса сусцептора в форме стержня для заполнения гелем, образующим аэрозоль, с образованием стержневого элемента, генерирующего аэрозоль, согласно настоящему изобретению и в соответствии с описанием, приведенным в данном документе.
Способ включает помещение диска из листа сусцепторного материала, такого как алюминиевый диск, в формующий инструмент, глубокую вытяжку диска с образованием заготовки корпуса, расширение боковых стенок заготовки корпуса и загибание внутрь кромки у отверстия корпуса. Это обеспечивает образование корпуса сусцептора в форме стержня, который можно извлечь и обрабатывать далее, например заполнить гелем, образующим аэрозоль, и затем ввести в изделие, генерирующее аэрозоль.
Глубокую вытяжку диска из листа сусцепторного материала предпочтительно осуществляют путем вставки плунжера в форму. Это обеспечивает глубокую вытяжку диска в форме.
Предпочтительно расширение боковых стенок заготовки корпуса осуществляют путем вращения плунжера вдоль сторон формы, прижимая за счет этого боковые стенки заготовки корпуса к стенкам формы.
Образование кромки можно в целом осуществить путем прижимания корпуса снизу к верхнему формующему инструменту для сгибания самой верхней концевой части боковых стенок корпуса радиально внутрь.
Настоящее изобретение определено в формуле изобретения. Однако ниже представлен не являющийся исчерпывающим перечень неограничивающих примеров. Любой один или более из признаков этих примеров можно комбинировать с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанного в данном документе.
Пример 1: Стержневой элемент, генерирующий аэрозоль, содержащий корпус сусцептора в форме стержня и гель, образующий аэрозоль, заключенный в указанном корпусе сусцептора в форме стержня, причем указанный корпус сусцептора содержит дно, боковую стенку и отверстие, расположенное противоположно дну, и при этом гель, образующий аэрозоль, удерживается внутри корпуса сусцептора в осевом направлении стержневого элемента, генерирующего аэрозоль, по меньшей мере одним средством принудительной фиксации.
Пример 2: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 1, в котором по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации выполнено в виде направленного внутрь шва корпуса сусцептора, в частности в виде обращенного внутрь бортика.
Пример 3: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 2, в котором шов расположен смежно с концевой секцией корпуса сусцептора, причем указанная концевая секция расположена напротив дна корпуса сусцептора.
Пример 4: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из примеров 2-3, в котором шов образован загнутой внутрь концевой частью боковой стенки корпуса сусцептора.
Пример 5: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации выполнено в виде направленного радиально внутрь выступа.
Пример 6: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 5, в котором указанный направленный радиально внутрь выступ имеет радиальную протяженность в направлении по окружности корпуса сусцептора, причем указанная радиальная протяженность больше продольной протяженности выступа в продольном направлении корпуса сусцептора.
Пример 7: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 5 или примером 6, в котором указанный направленный радиально внутрь выступ представляет собой направленную радиально внутрь деформацию боковой стенки корпуса сусцептора.
Пример 8: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из примеров 5-7, в котором указанный направленный радиально внутрь выступ расположен в средней секции боковой стенки корпуса сусцептора.
Пример 9: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором указанное по меньшей мере одно средство принудительной фиксации представлено в одном, двух, трех, четырех или множестве секторов корпуса сусцептора, предпочтительно в участке по окружности каждого сектора, составляющем по меньшей мере 5 градусов, 10 градусов, 15 градусов, 20 градусов, 30 градусов, 40 градусов, 45 градусов или до 20 градусов, 30 градусов, 40 градусов, 45 градусов, 50 градусов, 60 градусов, 70 градусов, 80 градусов, 90 градусов или 180 градусов.
Пример 10: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором гель, образующий аэрозоль, удерживается в картридже по меньшей мере одним средством принудительной фиксации с зазором в продольном направлении корпуса сусцептора.
Пример 11: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из примеров 1-9, в котором гель, образующий аэрозоль, зафиксирован в своем положении в корпусе сусцептора по меньшей мере одним средством принудительной фиксации.
Пример 12: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором по меньшей мере одно из указанного по меньшей мере одного средства принудительной фиксации расположено вдоль всей окружности корпуса сусцептора, в частности вдоль всей окружности боковой стенки корпуса сусцептора.
Пример 13: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором по меньшей мере часть боковой стенки корпуса сусцептора выполнена из сусцепторного материала.
Пример 14: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором по меньшей мере часть дна корпуса сусцептора выполнена из сусцепторного материала.
Пример 15: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором дно корпуса сусцептора является закрытым.
Пример 16: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором указанная боковая стенка корпуса сусцептора является ровной.
Пример 17: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором указанная боковая стенка корпуса сусцептора гофрирована.
Пример 18: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 17, в котором гофры выровнены в продольном направлении корпуса сусцептора.
Пример 19: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором указанная боковая стенка корпуса сусцептора имеет форму цилиндра.
Пример 20: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором дно и боковая стенка корпуса сусцептора имеют одинаковую толщину или содержат один и тот же материал, или в котором дно и боковая стенка корпуса сусцептора имеют одинаковую толщину и содержат один и тот же материал.
Пример 21: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором дно корпуса сусцептора и боковая стенка корпуса сусцептора выполнены за одно целое.
Пример 22: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором дно и боковая стенка корпуса сусцептора имеют разную толщину или содержат разные материалы, или в котором дно и боковая стенка корпуса сусцептора имеют разную толщину и содержат разные материалы.
Пример 23: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, причем указанный корпус сусцептора содержит алюминий или нержавеющую сталь или выполнен из них.
Пример 24: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором корпус сусцептора выполнен из листа сусцепторного материала, имеющего толщину от 5 микрометров до 80 микрометров, предпочтительно от 8 микрометров до 50 микрометров.
Пример 25: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором гель, образующий аэрозоль, представляет собой гелевую вставку.
Пример 26: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором высота заполнения гелем, образующим аэрозоль, составляет по меньшей мере 30 процентов, 40 процентов, 50 процентов, 60 процентов, 70 процентов, 80 процентов или не более 30 процентов, 40 процентов, 50 процентов, 60 процентов, 70 процентов, 80 процентов, 90 процентов, 95 процентов, 96 процентов, 97 процентов, 98 процентов, 99 процентов корпуса сусцептора.
Пример 27: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором гель, образующий аэрозоль, полностью заключен внутри корпуса сусцептора.
Пример 28: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором гель, образующий аэрозоль, содержит способный затвердевать материал.
Пример 29: Стержневой элемент, генерирующий аэрозоль, в соответствии с примером 28, в котором гель, образующий аэрозоль, содержит термообратимый материал.
Пример 30: Стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров, в котором гель, образующий аэрозоль, содержит от 0,5 масс. % до 5 масс. % гелеобразующего агента.
Пример 31: Изделие, генерирующее аэрозоль, содержащее множество элементов, расположенных в положении встык и обернутых в обертку с образованием стержня, причем указанное множество элементов содержит стержневой элемент, генерирующий аэрозоль, в соответствии с любым из предыдущих примеров.
Пример 32: Изделие, генерирующее аэрозоль, в соответствии с примером 31, в котором указанное множество элементов дополнительно содержит по меньшей мере одну полую трубку, фильтрующий элемент, элемент, направляющий поток воздуха, и пустую полость.
Пример 33: Изделие, генерирующее аэрозоль, в соответствии с любым из примеров 31-32, в котором стержневой элемент, генерирующий аэрозоль, расположен между полой ацетатной трубкой и фильтрующим элементом.
Пример 34: Способ изготовления стержневого элемента, генерирующего аэрозоль, включающий: обеспечение корпуса сусцептора в форме стержня, содержащего дно, боковую стенку и отверстие, расположенное противоположно дну; заполнение гелем, образующим аэрозоль, корпуса сусцептора; обеспечение по меньшей мере одного средства фиксации формы в стержневом элементе, генерирующем аэрозоль, причем указанное по меньшей мере одно средство фиксации формы удерживает гель, образующий аэрозоль, внутри корпуса сусцептора.
Пример 35: Способ в соответствии с примером 34, в котором обеспечивают по меньшей мере одно средство фиксации формы в стержневом элементе, генерирующем аэрозоль, после заполнения корпуса сусцептора гелем, образующим аэрозоль.
Пример 36: Способ в соответствии с любым из примеров 34 или 35, в котором образуют по меньшей мере одно средство фиксации формы путем сгибания радиально внутрь по меньшей мере части боковой стенки корпуса сусцептора.
Пример 37: Способ в соответствии с примером 36, в котором сгибают внутрь концевую часть боковой стенки с определением таким образом размера отверстия корпуса сусцептора.
Пример 38: Способ в соответствии с любым из примеров 34-37, в котором обеспечивают гофры в боковой стенке корпуса сусцептора.
Пример 39: Способ в соответствии с примером 38, в котором гофры проходят от дна до отверстия корпуса сусцептора.
Пример 40: Способ в соответствии с любым из примеров 34-39, в котором образуют по меньшей мере одно средство фиксации формы путем образования направленных радиально внутрь выступов в боковой стенке корпуса сусцептора.
Пример 41: Способ в соответствии с любым из примеров 34-40, в котором гель, образующий аэрозоль, отверждается после заполнения гелем, образующим аэрозоль, корпуса сусцептора.
Пример 42: Способ в соответствии с любым из примеров 34-41, в котором стержневой элемент, генерирующий аэрозоль, представляет собой стержневой элемент, генерирующий аэрозоль, в соответствии с любым из примеров 1-33.
Далее примеры будут дополнительно описаны со ссылкой на фигуры, на которых:
на Фиг. 1 показан чашеобразный корпус сусцептора;
на Фиг. 2 показан чашеобразный корпус сусцептора с гофрированной боковой стенкой;
на Фиг. 3 показана последовательность изготовления с использованием корпуса, выполненного в форме капкейка;
на Фиг. 4-6 схематически показаны продольные сечения через корпус сусцептора;
на Фиг. 7 показан вариант осуществления изделия, генерирующего аэрозоль, содержащего стержневой элемент, генерирующий аэрозоль;
на Фиг. 8 показан другой вариант осуществления изделия, генерирующего аэрозоль, содержащего стержневой элемент, генерирующий аэрозоль;
на Фиг. 9 показан еще один вариант осуществления изделия, генерирующего аэрозоль, содержащего стержневой элемент, генерирующий аэрозоль;
на Фиг. 10 показан дополнительный вариант осуществления изделия, генерирующего аэрозоль, содержащего стержневой элемент, генерирующий аэрозоль;
на Фиг. 11-16 показан процесс изготовления изделия, генерирующего аэрозоль, содержащего чашеобразный сусцептор;
на Фиг. 17 и 18 показан вариант осуществления складываемого корпуса сусцептора, имеющего дно в форме многоугольника;
на Фиг. 19 и 20 показаны дополнительные варианты осуществления складываемых корпусов сусцептора, имеющих дно в форме многоугольника, со сложенным внутрь дном (Фиг. 19) и сложенным наружу дном (Фиг. 20);
на Фиг. 21 показаны вид снизу, вид сбоку и вид сверху алюминиевого корпуса с загнутой внутрь кромкой;
на Фиг. 22 показана часть установки процесса изготовления изделия, генерирующего аэрозоль; и
Фиг. 23-25 иллюстрируют процесс образования чашеобразного алюминиевого корпуса.
На Фиг. 1 и 2 показаны варианты осуществления корпусов сусцептора, которые еще не снабжены средством принудительной фиксации.
На Фиг. 1 показан вид в изометрии чашеобразного корпуса 1. Корпус имеет дно 11 и боковую стенку 12, проходящую от дна 11. Корпус 1 имеет отверстие 13, расположенное напротив дна 11. Корпус имеет форму открытого цилиндра с круглым поперечным сечением, где указанное сечение является по существу постоянным по всей длине корпуса. Корпус 1 частично или предпочтительно полностью выполнен из сусцепторного материала, например нержавеющей стали. Корпус 1 частично или полностью заполнен гелем, образующим аэрозоль (не показан).
Типичный вихревой ток в корпусе сусцептора 1, наводимый индуктором, в частности катушкой индуктивности, расположенной вокруг корпуса, показан стрелочками.
На Фиг. 2 показан вид в изометрии чашеобразного корпуса 1 с гофрированной боковой стенкой 12. Гофры 120 проходят от дна 11 до противоположного конца корпуса 1. Гофры 120 непрерывно становятся более выраженными от дна 11 в направлении противоположного содержащего отверстие конца. Типичный вихревой ток в корпусе сусцептора 1, наводимый индуктором, в частности катушкой индуктивности, расположенной вокруг корпуса, показан стрелочками.
Средства принудительной фиксации не показаны на Фиг. 1 и Фиг. 2.
Примеры данных для корпусов, показанных на Фиг. 1 и 2, являются следующими: от 12 до 75 мг сусцепторного материала; 160 мг геля, образующего аэрозоль; предполагаемая температура для геля, образующего аэрозоль: от приблизительно 190 градусов по Цельсию до приблизительно 200 градусов по Цельсию. Элементы стержней, генерирующие аэрозоль, с указанными параметрами могут обеспечивать сеанс парения продолжительностью приблизительно 360 секунд.
На Фиг. 3 показан пример поэтапного изготовления корпуса, показанного на Фиг. 2. Лист сусцепторного материала может быть выполнен в форме капкейка, т.е. формы для капкейка, как показано на левом чертеже Фиг. 3. Направленную радиально наружу боковую стенку 12 корпуса в форме капкейка прижимают в направлении радиально внутрь до тех пор, пока диаметр корпуса 1 не становится по существу одинаковым по всей длине корпуса 1.
Затем можно снабдить корпус 1 средством принудительной фиксации для удерживания геля в корпусе, например на одном или более дальнейших этапах изготовления. Предпочтительно одно или более средств принудительной фиксации обеспечивают в корпусе на одном дополнительном этапе изготовления.
На Фиг. 4-6 показаны примеры средства принудительной фиксации. На Фиг. 4 концы боковой стенки 12 корпуса сусцептора 1, противоположные дну 11 корпуса, направлены внутрь. Предпочтительно этого достигают путем сгибания концевой части 125 боковой стенки 12 корпуса радиально внутрь. Затем концевая часть 125 образует кромку, уменьшающую отверстие 13 корпуса. Вставка из геля 2, образующего аэрозоль, внутри корпуса 1 не может выпасть или быть вытеснена из отверстия 13 корпуса 1, поскольку диаметр вставки из геля превышает диаметр отверстия 13. Загнутая внутрь концевая часть 125 боковой стенки 12 образует принудительный фиксатор для геля 2 и оказывает удерживающее действие на гель в осевом направлении 4 корпуса 1. На Фиг. 4 корпус сусцептора 1 полностью заполнен гелем, образующим аэрозоль.
На Фиг. 5 рядом с загнутой внутрь концевой частью 125 боковой стенки 12 корпус содержит направленные радиально внутрь выступы 126. Выступы 126 образованы деформацией боковой стенки 12. Выступы 126 расположены в средней секции 128 корпуса 1, приблизительно на от 40 процентов до 60 процентов длины или высоты корпуса. На Фиг. 5 выступ расположен на приблизительно 40 процентах длины корпуса 1. Предпочтительно выступ 126 образует ребро, которое проходит частично или полностью вокруг окружности корпуса. На Фиг. 5 приблизительно половина корпуса сусцептора 1 заполнена гелем, образующим аэрозоль, до приблизительно половины высоты корпуса 1. Выступ 126 образует принудительный фиксатор для геля 2 без зазора. Загнутые внутрь концевые части 125 образуют принудительный фиксатор с зазором за счет расстояния между высотой заполнения гелем, образующего аэрозоль, и загнутыми внутрь выступами 125.
На Фиг. 6 средство принудительной фиксации образовано в корпусе сусцептора 1 направленными радиально внутрь выступами 126, расположенными в разных положениях по длине корпуса 1. Первый выступ 126 расположен приблизительно на 20 процентах длины корпуса 1, а второй выступ 126 расположен приблизительно на 80 процентах длины корпуса 1, считая от дна 11 корпуса 1. Выступы 126 образованы деформацией боковой стенки 12 и образуют ребра, которые проходят частично или полностью вокруг окружности корпуса 1. Отверстие 13 корпуса 1, показанное на Фиг. 6, имеет такой же диаметр, как и дно 11 корпуса 1.
В примерах, показанных на Фиг. 4-6, выступы 126 расположены противоположно друг другу в корпусе 1. Однако выступы также могут быть расположены, например, в шахматном порядке по высоте корпуса 1. Несколько выступов, например от 3 до 10 выступов, могут быть расположены в корпусе 1. Комбинация выступов и дополнительно средство принудительной фиксации удерживают гель 2 в корпусе 1 в осевом направлении.
На Фиг. 7 схематически показано изделие 5, образующее аэрозоль, содержащее стержневой элемент 10, образующий аэрозоль, в соответствии с настоящим изобретением. Стержневой элемент 10, генерирующий аэрозоль, представляет собой стержневой элемент, имеющий гофрированную боковую стенку 12. Указанное средство принудительной фиксации не показано на Фиг. 7.
Изделие 5, образующее аэрозоль, имеет форму стержня и содержит шесть элементов, которые расположены в положении встык. Изделие 5, образующее аэрозоль, имеет мундштучный конец, содержащий фильтрующий элемент 40 на его наиболее ближнем конце или расположенном дальше всего по ходу потока конце. Элемент 30, охлаждающий аэрозоль, расположен смежно с фильтрующим элементом 40 и раньше по ходу потока от него. Пустая полость 20 расположена между элементом 30, охлаждающим аэрозоль, и элементом стержня 10, образующим аэрозоль. На дальнем конце изделия 5, генерирующего аэрозоль, расположены два элемента 50, 51 из полой ацетатной трубки (ПАТ). Полая ацетатная трубка 51, расположенная на самом дальнем конце изделия 5, представляет собой тонкую полую ацетатную трубку 51, и толщина ее стенок меньше толщины стенок полой ацетатной трубки 50, расположенной смежно к элементу 10 стержня, генерирующему аэрозоль. Полая ацетатная трубка 50 имеет толщину стенок приблизительно 2 мм. Тонкая полая ацетатная трубка 51 имеет толщину стенок примерно 0,8 мм.
Множество элементов обернуто в обертку 55, например бумажную или пластиковую обертку. Отдельные элементы могут быть обернуты по отдельности до сборки и обернуты оберткой 55 с образованием изделия 5, генерирующего аэрозоль, имеющего форму стержня.
Обертка 55 содержит ряд перфораций 555, обеспечивающих возможность прохождения потока воздуха и поступления в обертку 55 через эти перфорации 55. Перфорации расположены на расположенном раньше по ходу потока конце стержневого элемента 10, генерирующего аэрозоль. Поток воздуха, поступив в обертку 55, проходит наружу и вдоль корпуса сусцептора в направлении ближнего конца изделия 5. Поток воздуха увлекает испаренные вещества из нагреваемого геля, образующего аэрозоль, и образует аэрозоль в полости 20, охлаждается в элементе 30, охлаждающем аэрозоль, и фильтруется фильтрующим элементом 40.
Примеры значений для длины отдельных элементов изделия по Фиг. 7 являются следующими: длина элемента тонкой ПАТ 51: 6 мм, длина ПАТ 50: 5 мм, длина стержневого элемента 10, генерирующего аэрозоль: 15 мм, длина полости 20: 8 мм, длина элемента 30, охлаждающего аэрозоль: 7 мм, длина мундштучного фильтрующего элемента 40: 4 мм. Общая длина изделия 5: 45 мм.
На Фиг. 8 схематический показан вариант осуществления изделия 5, генерирующего аэрозоль. Изделие содержит множество элементов, обернутых в обертку 55. Стержневой элемент 10, генерирующий аэрозоль, расположен между расположенным дальше всех передним элементом 60 и элементом 70, направляющим поток воздуха.
Стержневой элемент 10, генерирующий аэрозоль, содержит чашеобразный корпус сусцептора 1. Чашеобразный корпус сусцептора 1 имеет постоянное круглое поперечное сечение и содержит направленный внутрь бортик 127, уменьшающий размер отверстия 13 корпуса 1. Материалом корпуса 1 является, например, алюминий или нержавеющая сталь, например, Sxx или S4xx, такая как SS430.
Гель 2, образующий аэрозоль, расположен внутри корпуса 1, а также снаружи корпуса 1. В варианте осуществления, представленном на Фиг. 8, стержневой элемент 10, генерирующий аэрозоль, представляет собой гелевую вставку, содержащую корпус сусцептора, причем указанная гелевая вставка определяет размер стержневого элемента 10, генерирующего аэрозоль.
Передний элемент 60 содержит ферритовую бусину 61. Ферритовая бусина 61 может, например, представлять собой феррит K1 и может иметь размер приблизительно 2,4 мм и массу от 10 мг до 20 мг.
Ферритовая бусина 61 расположена на ближнем конце переднего элемента 60. Таким образом, ферритовая бусина 61 расположена смежно с элементом 10 стержня, генерирующим аэрозоль, и близко ко дну 11 корпуса 1 в стержневом элементе 10, генерирующем аэрозоль. За счет этого может быть усилено нагревание корпуса 1 в донной области корпуса 1, противоположной отверстию 13 корпуса.
Элемент 70, направляющий поток воздуха, содержит полый усеченный конус 71. Усеченный конец полого конуса 71 направлен навстречу стержневому элементу 10, генерирующему аэрозоль. Испаренный гель поступает в конус через усеченный конец и расширяется в конусе 71, распределяясь по всему поперечному сечению изделия.
Обертка 55, в которую обернуто изделие 5 и которая удерживает отдельные элементы на месте, содержит перфорации 555 в положении по длине изделия, соответствующем дальней области элемента 70, направляющего поток воздуха. Воздух может поступать в изделие 5 через перфорации 555 и попадает в элемент 70, направляющий поток воздуха. Воздух сначала направляется в направлении против хода потока, поскольку конус расположен в положении раньше по ходу потока в изделии 5, чем перфорации 555. Воздух увлекает испаренный гель и проходит конус в направлении по ходу потока. Содержащий аэрозоль поток воздуха 333 затем направляется дальше по ходу потока к мундштучному концу изделия 5 (не показан).
В некоторых вариантах осуществления толщина сусцепторного материала корпуса составляет 8,5 микрон. В других вариантах осуществления толщина сусцепторного материала корпуса составляет 12 микрон.
Корпус 1 может, например, иметь массу приблизительно 38 мг в пустом состоянии и массу приблизительно 225 мг, когда он заполнен 187 миллиграммами геля.
На Фиг. 9 изделие 5, генерирующее аэрозоль, содержит пять элементов. Стержневой элемент 10, генерирующий аэрозоль, расположен в конфигурации «сэндвич» между двумя полыми стержневыми элементами 50, например двумя полыми ацетатными трубками. Одна полая трубка расположена на самом дальнем конце изделия 5. Смежно с расположенной дальше всего по ходу потока ацетатной трубкой 50 расположен элемент 80, охлаждающий аэрозоль, и фильтрующий элемент 40 на самом ближнем конце изделия 5.
Две полые трубки 50 могут иметь одинаковую конструкцию. На Фиг. 9 полая трубка, расположенная на самом дальнем конце изделия, короче, например на 2-5 мм короче, чем расположенная раньше по ходу потока полая трубка. Например, более короткая полая трубка 50 может иметь длину, составляющую 4 мм. Более длинная полая трубка 50 может иметь длину, составляющую 8 мм. Полые трубки имеют толщину стенки, составляющую приблизительно 2 мм.
Изделие 5, показанное на Фиг. 10, содержит пять элементов: переднюю вставку 90, за которой следует стержневой элемент 10, генерирующий аэрозоль, за которым следует элемент 50 полой трубки и элемент 51 тонкой полой трубки, за которым следует фильтрующий элемент 40, расположенный на самом ближнем конце изделия 5.
Изделие имеет диаметр 57, составляющий 7,23 мм, и общую длину 58, составляющую 45 мм. Общая длина 58 состоит из длины отдельных элементов: фильтрующий элемент 40: 12 мм, каждая полая трубка: 8 мм, стержневой элемент 10, генерирующий аэрозоль: 12 мм, передняя вставка 90: 5 мм.
Перфорации 555 в обертке 55 расположены на расстоянии 59, составляющем 18 мм, от самого ближнего конца изделия 5. Перфорации 555 и поток воздуха, поступающий в изделие через перфорации 555, непосредственно раньше по ходу потока от фильтрующего элемента 40 могут вызывать турбулентный поток в тонкой полой трубке 51. Это может улучшать фильтрующее действие содержащего аэрозоль потока воздуха в фильтрующем элементе 40.
На Фиг. 11-16 упрощенно показан процесс изготовления изделия 5, генерирующего аэрозоль. На Фиг. 11 круглый диск 101 сусцепторного материала вырезан из листового сусцепторного материала, например алюминиевой фольги или фольги из нержавеющей стали. Диск 101 формуют, предпочтительно сгибанием, в чашеобразный сусцептор 1, как показано на Фиг. 12. Дно 11 сусцептора является круглым и плоским, а боковые стенки 12 чашеобразного сусцептора 1 гофрированы. Гофры расположены по длине чашеобразного сусцептора 1.
Как видно на Фиг. 13, чашеобразный сусцептор 1 позиционируют внутри полой трубки 52, например картонной трубки, такой как навивная картонная трубка. Полую трубку 52 позиционируют вертикальным образом. Чашеобразный сусцептор вставляют дном 11 вперед в полую трубку через верхний конец 520 полой трубки 52. Чашеобразный сусцептор 1 направляют через полую трубку 52 и позиционируют на донном конце 521 полой трубки. Дно 11 сусцептора 1 может быть заподлицо с донным концом 521 полой трубки 52.
Чашеобразная форма сусцептора 1 упрощает вставку чашеобразного сусцептора за счет того, что дно 11 предпочтительно имеет меньший диаметр, чем диаметр боковых стенок 12 у отверстия чашеобразного сусцептора.
Предпочтительно чашеобразный сусцептор 1 слегка зажат в полой трубке 52 упругой силой боковых стенок 12.
На Фиг. 14 дозирующий кончик 201 устройства 200 для дозирования вставляют через верхний конец 520 в полую трубку 52 для дозирования определенного количества геля 2, образующего аэрозоль, в чашеобразный сусцептор 1. Гель 2, например содержащий никотин, можно подавать в форме жидкости или пасты, и затем он может высыхать и затвердевать в чашеобразном сусцепторе. Жидкий или пастообразный гель 2 втекает в гофры боковых стенок 11 и обеспечивает близкий контакт геля с сусцепторным материалом.
На последнем этапе, показанном на Фиг. 15 и 16, наконечник 44 вставляют в полую трубку 52, также через верхний конец 520. Наконечник 44 обычно содержит один или несколько фильтрующих элементов. Предпочтительно наконечник 44 представляет собой предварительно собранный набор элементов, расположенных в положении встык. Наконечник 44 может содержать элементы, влияющие на образование аэрозоля или обладающие фильтрующим эффектом. Например, наконечник 44 может содержать фильтр, распылитель, элемент, охлаждающий аэрозоль, или элемент, направляющий аэрозоль.
Наконечник 44 позиционирован на верхнем конце 520 полой трубки 52. Наконечник 44 может быть расположен заподлицо с верхним концом полой трубки 52 или может быть расположен таким образом, чтобы быть слегка утопленным при образовании изделия 5, генерирующего аэрозоль.
Чашеобразный сусцептор 1, показанный на Фиг. 12-16, может также быть снабжен средством принудительной фиксации, позволяющим удерживать гель, образующий аэрозоль, в осевом направлении в чашеобразном сусцепторе 1.
На Фиг. 17 и Фиг. 18 показан увеличенный пример осуществления сложенного чашеобразного корпуса сусцептора 1, имеющего плоское дно 11 в форме многоугольника. Боковые стенки 12 гофрированы таким образом, что некоторые складки 121 боковой стенки 12 проходят от окружности дна 11 чашеобразного сусцептора 1 до центра противоположного конца чашеобразного сусцептора, закрывая таким образом отверстие 13 чашеобразного сусцептора в степени, более или менее зависящей от того, в какой степени сложены боковые стенки 12. Некоторые другие складки 120 боковых стенок 12 проходят от окружности дна 11 чашеобразного сусцептора 1 в основном прямо до противоположного конца чашеобразного сусцептора, определяя таким образом диаметр чашеобразного сусцептора 1. В зависимости от степени складывания чашеобразного сусцептора, складки 120 боковой стенки 12 направлены радиально наружу относительно дна 11 в степени, более или менее зависящей от того, в какой степени сложены боковые стенки 12.
Складки 121, которые непрерывно сходятся относительно отверстия чашеобразного сусцептора 1, образуют средство принудительной фиксации, оказывающее удерживающее действие на гель в сусцепторе, действующее в осевом направлении чашеобразного сусцептора.
Боковые стенки 12 чашеобразного сусцептора 1 также выполнены таким образом, чтобы оказывать радиальное удерживающее усилие на сам чашеобразный сусцептор, при использовании чашеобразного сусцептора в изделии, как показано на Фиг. 16.
Фиг. 19 и Фиг. 20 представляют собой дополнительные примеры сложенных чашеобразных сусцепторов 1, имеющих дно 11 в форме многоугольника. На Фиг. 19 дно 11 сложено и гофрировано. Дно 11 направлено внутрь, таким образом, что объем чашеобразного сусцептора уменьшается, и сусцепторный материал концентрируется до меньшей площади. На Фиг. 20 дно 11 сложено и гофрировано и направлено наружу, таким образом, что объем чашеобразного сусцептора 1 увеличивается.
Складки боковых стенок 12 могут быть сложены аналогично тому, как описано в примере по Фиг. 17 и 18. Чашеобразные сусцепторы 1 могут использоваться как чашеобразные корпусы сусцептора со средством принудительной фиксации, а также как чашеобразные сусцепторы, способные прикладывать удерживающую силу к самому корпусу для фиксации его в соответствующем положении при вставке и размещении в изделии, образующем аэрозоль, как описано на Фиг. 16.
На Фиг. 21 показаны вид снизу, вид сбоку и вид сверху алюминиевого корпуса 1. Алюминиевый корпус имеет диаметр окружности с маленьким дном 11, а боковые стенки 12 имеют больший диаметр, чем диаметр дна 11, и загнутую внутрь кромку 125 на противоположной содержащей отверстие 13 стороне корпуса. Размер отверстия 13 корпуса 1 определяется степенью, в которой кромка 125 загнута внутрь. Кромка 125 выполняет функцию удерживания геля в продольном осевом положении в корпусе 1. Кромка 125 также образует поверхность для закрытия закрывающего уплотнения капсулы 1. Корпус может быть заполнен гелем, образующим аэрозоль, и закрыт, в результате чего образованный таким образом стержневой элемент, генерирующий аэрозоль, можно будет хранить для последующего включения в индуктивно нагреваемое изделие 5, генерирующее аэрозоль.
Корпус 1 образован посредством глубокой вытяжки алюминиевого диска, расширения боковых стенок 12 корпуса и сгибания кромки 125. Толщина алюминия, используемого для корпуса, может, например, составлять 10 микрометров или может составлять 30 микрометров для тисненого алюминия. Для образования корпуса могут использоваться другие материалы, подходящие для индуктивного нагрева, глубокой вытяжки и сгибания.
На Фиг. 22 показаны три последовательно расположенные установки 6, 7, 8 в процессе изготовления изделия, генерирующего аэрозоль. В первой установке 6, блоке формовки, происходит формование чашеобразного корпуса. Во второй установке, вставочном блоке, чашеобразный корпус вставляют в имеющую покрытие картонную трубку, например, как показано на Фиг. 13 выше. В третьей установке 8, блоке заполнения, заполняют корпус сусцептора гелем, образующим аэрозоль, с помощью устройства 200 для дозирования. Изготовленную таким образом заготовку изделия можно подвергать дальнейшей обработке, например как описано применительно к Фиг. 15 и 16.
На Фиг. 23 показан первый этап формования корпуса в формовочной установке 6. Полость 661 в нижней части формовочного инструмента образует форму.
Нижняя часть формовочного инструмента содержит выполненный с возможностью вертикального перемещения нижний формовочный инструмент 66, работа которого описана ниже более подробно. Верхняя поверхность нижнего формовочного инструмента 66 образует дно формы.
Заготовку из листового материала, такую как алюминиевый диск, помещают в формовочный блок 6 над полостью 661.
Плунжер 65 опускают, при этом головку 650 плунжера вводят в полость 661 сверху. Головка 650 плунжера вдавливает алюминиевый диск в полость 661.
Диаметр плунжера 65 меньше диаметра полости 661.
Для расширения боковых стенок заготовки корпуса 111 головку 650 плунжера перемещают вдоль боковой стенки формы. Перемещение плунжера 65 и положение головки 650 плунжера в процессе расширения боковой стенки корпуса показано на Фиг. 24 и Фиг. 25.
На Фиг. 24 показана траектория перемещения головки 650 плунжера в полости 661 для расширения боковых стенок заготовки корпуса 111. Плунжер 65 перемещается от центра полости 661 к одной стороне полости. Затем его вращают по сторонам формы, образующей полость. Плунжер 65 одновременно движется по кругу и вращается в полости 661. Положение плунжера 65 у стороны полости показано на Фиг. 25. Вращение плунжера 65 показано стрелкой 665.
Для формирования кромки и сгибания верхней части боковой стенки заготовки корпуса 111, плунжер 65 и нижний формующий инструмент 66 поднимают в направлении стрелок 667 как показано на Фиг. 26.
Передающая пластина 68, являющаяся частью верхнего формующего инструмента, содержит поверхность 68 0 формы с направленным внутрь краем формы 681.
После подъема нижнего формующего инструмента 66 и плунжера 65 заготовку капсулы 111 направляют через полость 661, при этом головка 650 плунжера остается в центре заготовки корпуса 111. При прижимании заготовки корпуса 111 к краю формы 681 передаточной пластины 68 формируют кромку 125 корпуса 1.
Приложение вакуума к корпусу может обеспечить правильное размещение корпуса в процессе переноса.
На еще одном этапе, показанном на Фиг. 27, верхний формовочный инструмент дополнительно поднимают, а нижний формовочный инструмент 66 опускают, как обозначено стрелками 667, 668 для высвобождения готового корпуса 1.
Посредством передаточной пластины 68 корпус 1 снимают с формовочного инструмента 6.
Затем передаточная пластина 68 может перенести чашеобразный корпус 1 в следующую установку 7 для вставки в картонную трубку.
Для целей настоящего описания и приложенной формулы изобретения, за исключением случаев, когда указано иное, все числа, выражающие величины, количества, процентные доли и т.д., следует понимать как модифицированные во всех случаях термином «приблизительно». Кроме того, все диапазоны включают в себя раскрытые точки минимума и максимума, и включают в себя любые промежуточные диапазоны внутри них, которые могут быть конкретно перечислены или конкретно не перечислены в настоящем документе. Следовательно, в данном контексте число А следует понимать как А±2% от А. В этом контексте число А может рассматриваться как включающее численные значения, находящиеся в пределах обычной стандартной ошибки измерения свойства, которая модифицирует число А. В некоторых случаях число А при использовании в приложенной формуле изобретения может отклоняться на выраженные выше в численной форме процентные доли при условии, что величина, на которую отклоняется А, существенно не влияет на основную и новую характеристику (характеристики) заявленного изобретения. Кроме того, все диапазоны включают в себя раскрытые точки минимума и максимума, и включают в себя любые промежуточные диапазоны внутри них, которые могут быть конкретно перечислены или конкретно не перечислены в настоящем документе.
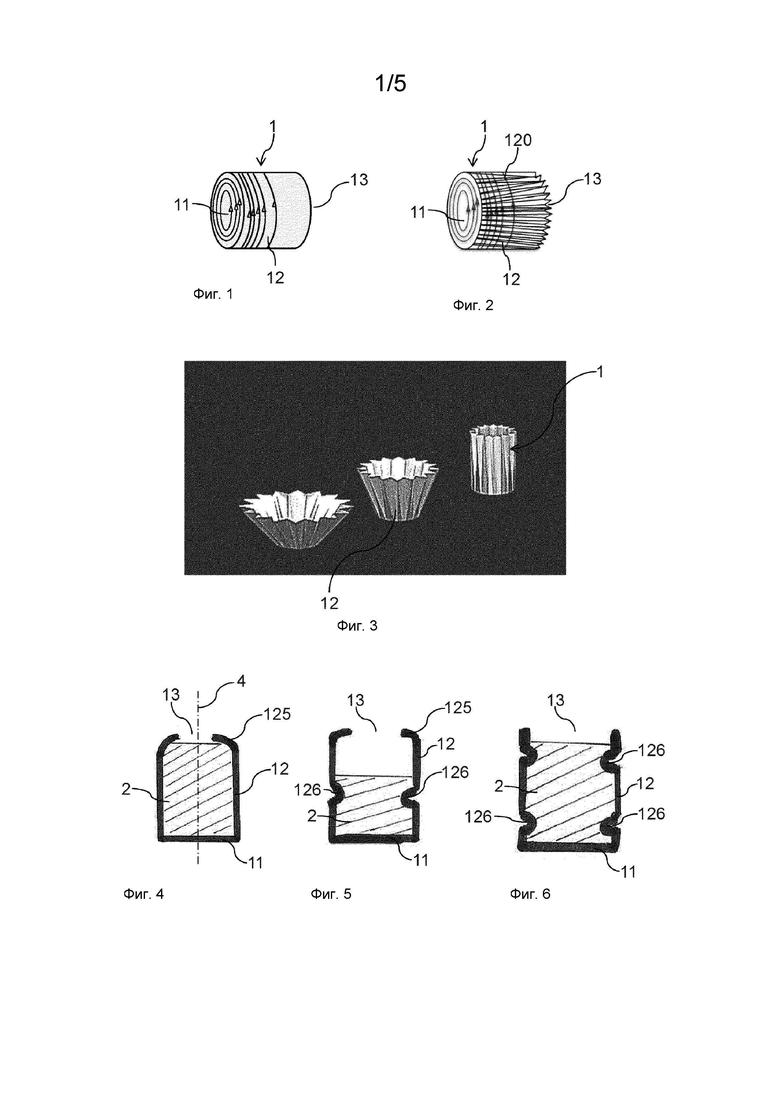
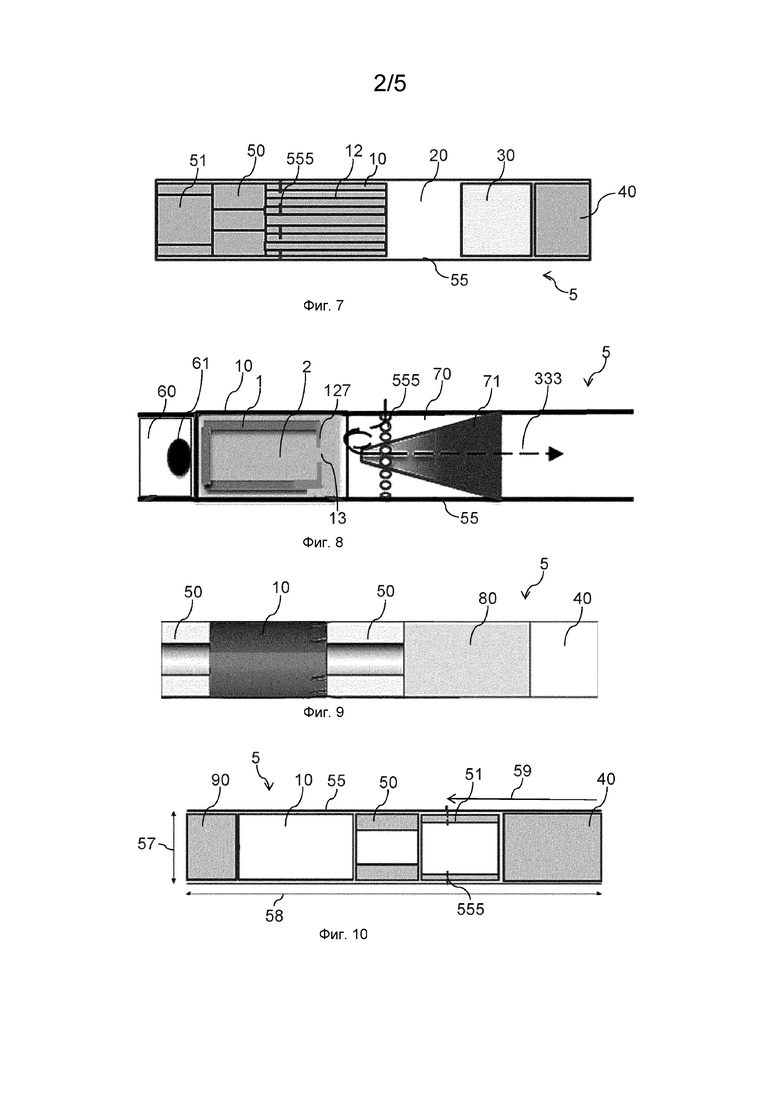
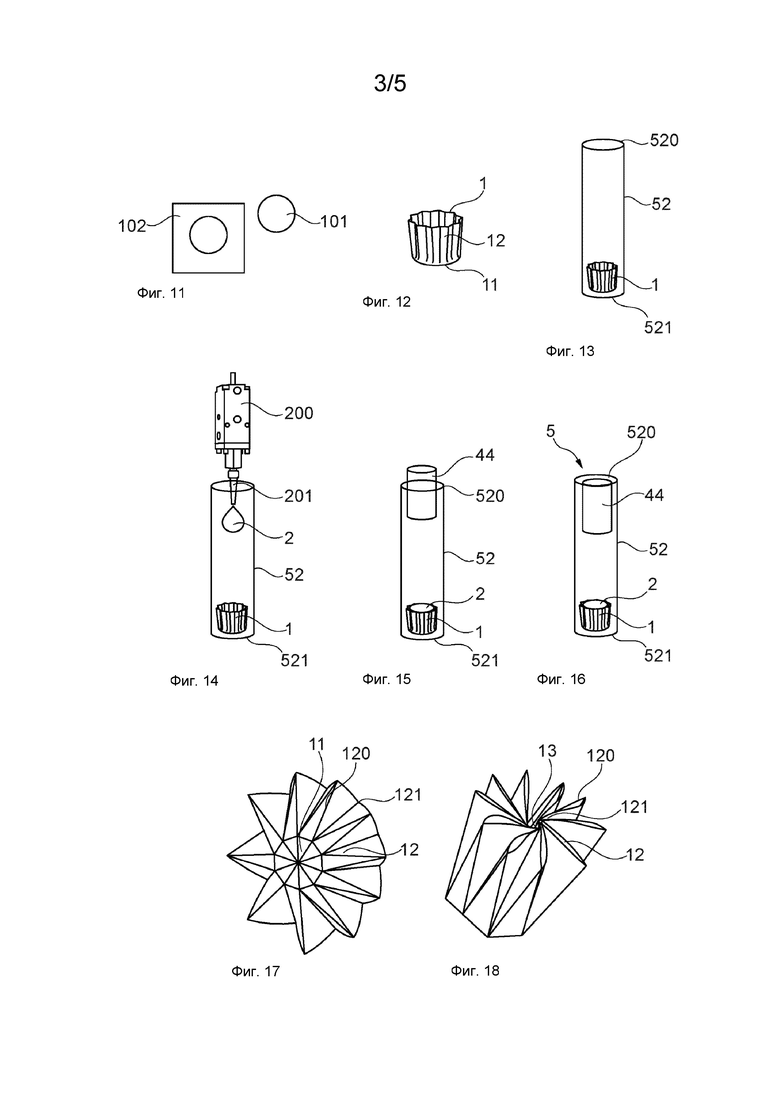
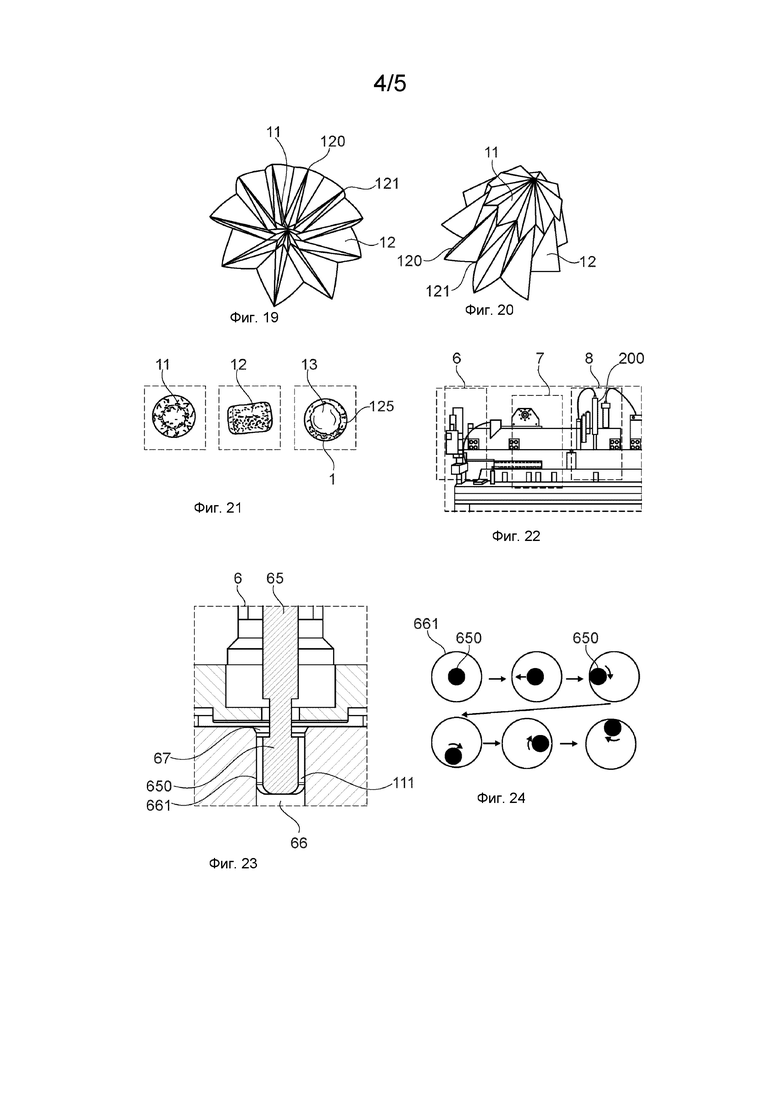
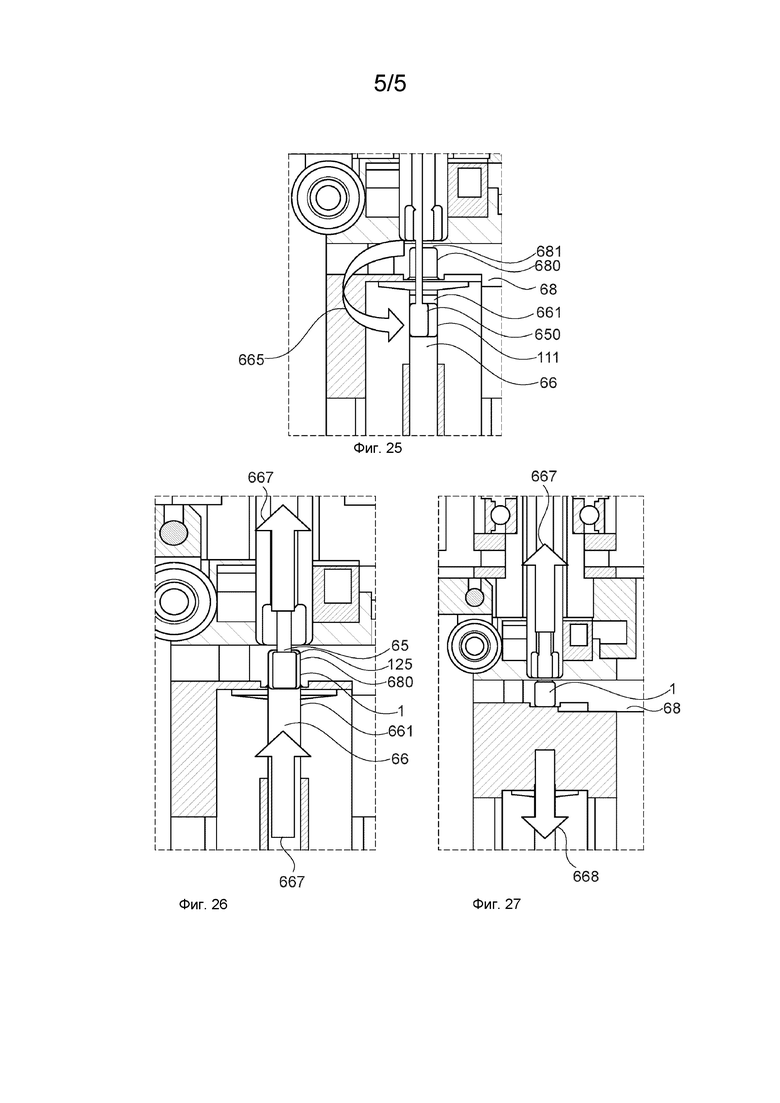
Группа изобретений относится к стержневому элементу для генерирования аэрозоля и изделию для генерирования аэрозоля. Стержневой элемент для генерирования аэрозоля содержит корпус сусцептора в форме стержня и образующий аэрозоль гель, содержащийся в корпусе сусцептора в форме стержня. Корпус сусцептора содержит дно, боковую стенку и отверстие, расположенное противоположно дну. Образующий аэрозоль гель удерживается внутри корпуса сусцептора в осевом направлении стержневого элемента для генерирования аэрозоля по меньшей мере одним средством принудительной фиксации. Боковая стенка корпуса сусцептора является гофрированной, по меньшей мере одно из по меньшей мере одного средства принудительной фиксации выполнено в виде направленного внутрь шва корпуса сусцептора, причем шов расположен смежно с концевой секцией корпуса сусцептора, причем концевая секция расположена напротив дна корпуса сусцептора, при этом шов образован загнутой внутрь концевой частью боковой стенки корпуса сусцептора. Обеспечивается удерживающее усилие между сусцептором и полой трубкой, как следствие, это удерживающее усилие поддерживает позиционирование чашеобразного сусцептора в полой трубке и предотвращает смещение чашеобразного сусцептора в полой трубке после размещения чашеобразного сусцептор в полой трубке. 2 н. и 11 з.п. ф-лы, 27 ил.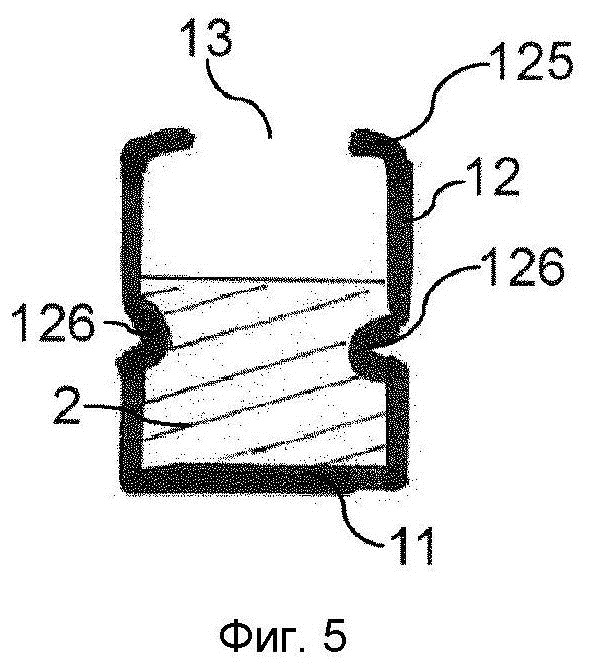
1. Стержневой элемент для генерирования аэрозоля, содержащий корпус сусцептора в форме стержня и образующий аэрозоль гель, содержащийся в корпусе сусцептора в форме стержня, причем корпус сусцептора содержит дно, боковую стенку и отверстие, расположенное противоположно дну, образующий аэрозоль гель удерживается внутри корпуса сусцептора в осевом направлении стержневого элемента для генерирования аэрозоля по меньшей мере одним средством принудительной фиксации, боковая стенка корпуса сусцептора является гофрированной, по меньшей мере одно из по меньшей мере одного средства принудительной фиксации выполнено в виде направленного внутрь шва корпуса сусцептора, причем шов расположен смежно с концевой секцией корпуса сусцептора, причем концевая секция расположена напротив дна корпуса сусцептора, при этом шов образован загнутой внутрь концевой частью боковой стенки корпуса сусцептора.
2. Элемент по п. 1, в котором направленный внутрь шов корпуса сусцептора представляет собой обращенный внутрь фланец.
3. Элемент по любому из пп. 1, 2, в котором по меньшей мере одно из по меньшей мере одного средства принудительной фиксации выполнено в виде направленного радиально внутрь выступа.
4. Элемент по п. 3, в котором направленный радиально внутрь выступ представляет собой направленную радиально внутрь деформацию боковой стенки корпуса сусцептора.
5. Элемент по любому из пп. 1-4, в котором образующий аэрозоль гель удерживается в корпусе сусцептора по меньшей мере одним средством принудительной фиксации с зазором в продольном направлении корпуса сусцептора.
6. Элемент по любому из пп. 1-5, в котором по меньшей мере одно из по меньшей мере одного средства принудительной фиксации расположено вдоль всей окружности корпуса сусцептора, в частности вдоль всей окружности боковой стенки корпуса сусцептора.
7. Элемент по любому из пп. 1-6, в котором по меньшей мере часть боковой стенки корпуса сусцептора выполнена из сусцепторного материала.
8. Элемент по любому из пп. 1-7, в котором гофры в боковой стенке корпуса сусцептора сходятся радиально внутрь, образуя по меньшей мере одно средство принудительной фиксации.
9. Элемент по любому из пп. 1-8, в котором гофры в боковой стенке корпуса сусцептора выровнены в продольном направлении корпуса сусцептора.
10. Элемент по любому из пп. 1-9, в котором дно корпуса сусцептора и боковая стенка корпуса сусцептора выполнены за одно целое.
11. Изделие для генерирования аэрозоля, содержащее элементы, расположенные в положении встык и обернутые в обертку с образованием стержня, причем элементы содержат стержневой элемент для генерирования аэрозоля по любому из пп. 1-10.
12. Изделие по п. 11, в котором элементы дополнительно содержат по меньшей мере один элемент из полой трубки, фильтрующего элемента, элемента, направляющего поток воздуха, и пустой полости.
13. Изделие по п. 12, в котором стержневой элемент для генерирования аэрозоля расположен между полой трубкой и фильтрующим элементом.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| КАРТРИДЖ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В УСТРОЙСТВЕ ДЛЯ НАГРЕВА КУРИТЕЛЬНОГО МАТЕРИАЛА | 2016 |
|
RU2687698C1 |

