Настоящая заявка является частичным продолжением заявки США Сер. № 10/831411, поданной 22 апреля 2004.
Настоящее изобретение в целом относится к термоизоляционным стаканам и емкостям одноразового использования, в частности к термоизоляционным оберткам, способам изготовления термоизоляционных оберток и к способам изготовления термоизолированных емкостей с термоизоляционными обертками.
Могут использоваться многие типы стаканов и емкостей, которые, наряду с другими характеристиками, обладают определенной группой характеристик, относящихся к качеству печати, жесткости, термоизоляции, способности к биологическому разложению, возможности неоднократного использования, прозрачности, проницаемости, способности пропускания микроволн и сроку годности при хранении. Многие типы стаканов обладают желаемыми отличительными признаками и выгодами в одной или более областях, но нежелательными отличительными признаками в других областях.
Например, стаканы, изготавливаемые из вспененного полистирола, хорошо известные в этой области, представляют собой превосходные термоизоляторы и сохраняют температуру напитка, независимо от того, холодный он или горячий, в течение продолжительного периода времени. Они также создают барьер между повышенной или пониженной температурой продукта и рукой пользователя. Однако стаканы из вспененного полистирола, в общем, считают весьма неблагоприятными в отношении окружающей среды, поскольку они не способны к биологическому разложению. В результате, их использование в некоторых муниципалитетах запрещено. Кроме того, чтобы нанести печатный текст на стакан из вспененного полистирола, должен быть использован медленный и дорогостоящий автономный способ печати, поскольку печатный текст должен быть нанесен на стаканы после их образования, а их относительно шероховатая поверхность не обеспечивает возможность печати с высокой разрешающей способностью.
Стандартные бумажные емкости с одинарной стенкой, также хорошо известные в этой отрасли, обычно считают более благоприятными в отношении окружающей среды, чем стаканы из вспененного полистирола, однако, они обладают более слабыми термоизоляционными свойствами. По существу, во многих кафе прибегают к созданию двойных стаканов, что представляет собой практику подачи горячего напитка в двух установленных стопкой бумажных стаканах с одинарной стенкой, чтобы обеспечить некоторый уровень термоизоляции. Это весьма дорого и расточительно. Как вариант, конструкторами разработан ряд манжет для стаканов, которые обертывают вокруг бумажного стакана с одинарной стенкой для обеспечения термоизоляции, чтобы сохранять напитки в горячем состоянии и создать удобство рукам, см., например, патенты США 5205473 (Coffin, 1993), 5794843 (Sanchez, 1998) и 6277454 (Neale и др., 2001). Один из недостатков манжет для стаканов состоит в том, что они должны быть собраны со стаканом и/или помещены на него, когда подают напиток. Это требует дополнительных затрат труда и замедляет скорость обслуживания. Кроме того, необходимость в стаканах и манжетах требует дополнительного и одновременного снабжения, дополнительного пространства для хранения и дополнительного управления инвентарными ресурсами. Манжеты стаканов также имеют склонность к спаданию со стаканов, их легко устанавливать не во все держатели для стаканов, имеющиеся в транспортных средствах, и они закрывают графические изображения, отпечатанные на стакане.
Пластиковые стаканы с одинарной стенкой, изготавливаемые из такого материала как полиэтилентерефталат, полистирол, полипропилен и полиэтилен высокой плотности, хорошо известны в этой отрасли и их образуют посредством процессов термоформования или литья под давлением. Пластиковые стаканы приятны с эстетической точки зрения и могут быть изготовлены с высокими защитными свойствами для обеспечения более продолжительного срока хранения продуктов, которые в них находятся. Также может быть добавлен защитный материал, называемый EVON, чтобы обеспечить лучшую защиту от воздействия кислорода. Стакан, изготовленный из толстого слоя полиэтилена высокой плотности, будет обеспечивать существенную защиту от влаги. Пластиковые стаканы, изготовленные из полиэтилена высокой плотности и EVON, обладают стойкостью к воздействию влаги и кислорода для обеспечения продолжительного срока хранения продуктов, которые в них находятся. Некоторые типы пластиковых стаканов, например, те из них, которые изготовлены из полипропилена, обладают стойкостью к высоким уровням нагрева и их по существу можно подвергать воздействию микроволн. Кроме того, пластиковые стаканы не имеют шовной зоны, что делает их относительно защищенными от просачивания. Однако на пластиковых стаканах после их образования независимым способом должно быть выполнено печатание, которое представляет собой дорогостоящий процесс и ограничивает графические возможности. Другая проблема заключается в том, что такие стаканы являются плохими термоизоляторами. Они весьма быстро будут терять тепло или холод и некомфортны для их переноски, когда удерживают горячее или холодное содержимое. Еще один недостаток заключается в том, что твердость их боковой стенки низка.
Для обеспечения термоизоляции и повышения прочности конструируют стаканы из многослойной бумаги. В патентах США 3908523 (Shikaya, 1975), 5205473 (Coffin, 1993), 5547124 (Mueller, 1996), 5685480 (Choi, 1997), 5769311 (Morita и др., 1998), 5775577 (Titus, 1998), 6039682 (Dees и др., 2000) и 6253995 (Blok и др., 2001) представлены многослойные стаканы с по меньшей мере тремя слоями, которые включают в себя некоторую форму внутреннего стакана, изготавливаемого из бумаги, и наружное покрытие или обертку для создания термоизоляции. Обертка содержит многослойный лист, состоящий, по меньшей мере, из одного основного листа и, по меньшей мере, одного гофрированного или тисненого листа, приклеенного к основному листу. Хотя такие стаканы обеспечивают термоизоляцию и обладают прочностью, их изготовление связано с большими затратами, поскольку посредством выполнения процесса ламинирования гофрированный или тисненый лист должен быть приклеен для покрытия всей поверхности основного листа. Это процесс, посредством которого клеящее вещество, такое как горячий расплав полиэтилена или нагретый полиэтилен, либо пастообразное клеящее вещество, такое как холодный клей на основе крахмала, наносят или на поверхность тисненого листа, и/или на основной лист, и два листа прижимают друг к другу, образуя многослойный термоизоляционный лист. Затем из этого многослойного листа вырезают обертку (процесс, называемый вырезанием заготовок), оборачивают ее вокруг внутреннего стакана и приклеивают к нему. Процесс соединения листов друг с другом является дорогостоящим и неэкономичным. Когда вырезают заготовку обертки, получают значительное количество обрезков многослойного листа, идущих в отходы. Кроме того, используют значительное количество клеящего вещества для крепления тисненого листа по всей поверхности основного листа, которое обычно выполняют вдоль всех вершин гофр или тиснений. Процесс печатания приводит к большим затратам, поскольку печатание должно быть выполнено либо на основном листе до наслаивания листов, что приводит к появлению значительных совмещений и искажений после наслаивания листов, либо оно должно быть выполнено на многослойном листе после того, как листы наслоены друг на друга, что затруднительно вследствие толщины и жесткости многослойного листа и чрезмерной сжимаемости листа. В любом случае весьма затруднительно обеспечить печать высокого качества с эффективными затратами на термоизолированных стаканах этого типа. Наконец затруднительно обернуть или изогнуть многослойную ламинированную обертку вокруг внутреннего стакана вследствие ограниченной гибкости толстого ламинированного картона.
Изолированные стаканы согласно патенту США 5660326 (Varano и Sadlier - автор настоящего изобретения - 1997) и патенту США 6085970 (Sadlier, 2000) позволяют устранить указанные недостатки. Такие стаканы получили широкое признание на рынке и во всем мире проданы многие миллионы этих стаканов. Хотя стаканы согласно этим двум патентам представляют собой значительные усовершенствования, автором установлено, что оба стакана и способы их изготовления могут быть еще более усовершенствованы. Поскольку внутренний стакан и наружный слой изготавливают из непрерывной заготовки, эти две части выполняют из одного и того же материала. Это является недостатком, поскольку для обеспечения водонепроницаемости внутренний слой должен быть изготовлен из дорогостоящего картона с полиэтиленовым покрытием, и, следовательно, наружный слой также должен быть изготовлен из того же самого дорогостоящего материала. Кроме того, поскольку внутренний и наружный слои изготавливают из одной заготовки, вся заготовка, а не наружная часть заготовки, должна быть пропущена через печатный пресс, что представляет собой относительно дорогостоящую обрабатывающую операцию. Заготовка боковой стенки также должна быть согнута, чтобы сформировать внутренний и наружный слои стакана из одной и той же удлиненной заготовки. Процесс сгибания заготовки представляет собой дорогостоящую дополнительную стадию, которая требует точного совмещения.
Соответственно, задачи и преимущества изобретения заключаются в создании усовершенствованного стакана, который обладает (а) повышенными свойствами в отношении термоизоляции и повышенной жесткостью. Кроме того, (b) он может быть изготовлен из менее дорогостоящих материалов, (с) может быть изготовлен с обеспечением большей стойкости к протечкам, (d) продлевает срок хранения напитка, который в нем находится, (е) может быть подвергнут воздействию микроволн, (f) может быть изготовлен из повторно используемых материалов, (g) каждая его часть может быть изготовлена из самых экономичных материалов, что позволяет сэкономить затраты, (h) печатание на нем может быть выполнено более экономично, (i) может быть изготовлен без сгибания, (j) может быть собран с высокой скоростью посредством высокоскоростной производственной машины. Другие цели и преимущества будут очевидны при рассмотрении последующего описания и прилагаемых фигур.
Согласно одному из вариантов осуществления изобретения термоизолированную емкость образуют из бумажного или пластикового стакана с одинарной стенкой и термоизоляционной наружной оберткой. Термоизоляционная наружная обертка содержит бумажный основной лист или заготовку наружной боковой стенки, как вариант, с печатью на одной стороне, и гофрированную бумажную вставку. Гофрированная вставка по форме подобна заготовке наружной боковой стенки, но ее размер меньше, чем размер заготовки наружной боковой стенки. Вставку приклеивают в центральном положении со стороны заготовки боковой стенки, не содержащей печати, чтобы сформировать двухслойную термоизоляционную обертку. После этого двухслойную обертку оборачивают вокруг внутреннего стакана с одинарной стенкой, который для удерживания устанавливают на формовочную оправку, при этом часть, представляющая собой гофрированную вставку, находится с внутренней стороны, а отпечатанная сторона заготовки находится снаружи. Боковые края обертки перекрывают друг друга и их скрепляют вместе (сваривают) с образованием бокового шва. Боковой шов сам по себе адгезивно прикреплен к внутреннему стакану. Изготовители могут использовать и другие способы для приклеивания внутреннего стакана к обертке. Например, они могут использовать один или более валиков из холодного клея (пастообразного клеящего вещества). Кроме того, они могут предварительно наносить тонкий слой полиэтилена (или подобного материала, уплотняемого посредством нагревания) на внутреннюю сторону обрезанных краев заготовки боковой стенки. В дальнейшем его задействуют путем нагревания непосредственно перед оборачиванием обертки вокруг внутреннего стакана и прижимают перекрывающий боковой шов к боковой стенке внутреннего стакана для его приклеивания в надлежащем месте.
На чертежах:
фиг.1 - вид в перспективе известного гладкого стакана с одинарной стенкой, выполненного из бумаги или из пластика;
фиг.2 - вид в плане плоского бумажного основного листа, используемого в наружной обертке согласно изобретению;
фиг.3А - вид в плане гофрированной бумажной вставки, которую крепят к основному листу;
фиг.3В - вид края гофрированной бумажной вставки согласно фиг.3А;
фиг.4А - вид наружной обертки, состоящей из сборки основного листа и гофрированной вставки;
фиг.4В - вид края наружной обертки;
фиг.5 - вид в перспективе наружной обертки, оборачиваемой вокруг стакана;
фиг.6А - вид по высоте обернутого стакана, а на фиг.6В представлен вид в сечении по линии 6В-6В на фиг.6А;
фиг.7 - вид в перспективе наружной обертки, оборачиваемой вокруг стакана, с вставкой из вспененного пластика.
Позиции на чертежах:
10 - боковая стенка,
10R - верхний ободок,
10В - донная часть,
12 - основной лист,
12G - пятно клея,
14 - гофрированная вставка,
14F - вставка из вспененного пластика.
ПОДРОБНОЕ ОПИСАНИЕ ФИГ.1, НА КОТОРОЙ ПОКАЗАН ИЗВЕСТНЫЙ СТАКАН
На фиг.1 представлен вид снизу известного бумажного или пластикового стакана. Стакан содержит боковую стенку 10, верхний ободок 10R и донную часть 10В и изготовлен с одинарной стенкой из пластика или бумаги, покрытой пластиком. В результате, он имеет низкое качество в отношении термоизоляции. Следовательно, если он содержит горячий напиток (не показан), то тепло будет проходить через стакан и нагревать или жечь пальцы того, кто его держит. Стакан может быть изготовлен из термоизоляционного материала, например, из вспененного полистирола, толстого материала, подобного пене, однако, стаканы из вспененного полистирола обычно считают вредными в отношении окружающей среды, поскольку они не могут быть подвергнуты биологическому разложению, и поэтому их использование в некоторых районах запрещено. Кроме того, изготовители считают затруднительным печатание на них товарных знаков и других сведений. Стакан может быть сдвоенным, но это дорогостоящая и расточительная практика. По стакану может скользить манжета, но это требует дополнительных затрат труда, времени, хранения и управления инвентарными ресурсами, причем манжеты склонны к спаданию со стаканов, легко подходят не ко всем держателям стаканов и закрывают какие-либо графические изображения, отпечатанные на стакане. Создают многослойные стаканы, однако, они имеют ряд недостатков, которые указаны выше.
При изготовлении из бумаги стакан предпочтительно изготавливают из твердого беленого сульфитного картона, который, по меньшей мере, с одной стороны покрыт полиэтиленом или каким-либо иным подходящим водонепроницаемым материалом. Способ изготовления такого бумажного стакана с одинарной стенкой хорошо известен в этой области. Он имеет вертикальный боковой шов (не показан), который проходит от донной части к верхней части стакана. Для получения определенных свойств могут использоваться различные сочетания материалов и разные толщины. Например, если требуется термоизолированный стакан с длительным сроком хранения, бумажный стакан может быть покрыт с внутренней стороны слоем фольги. Фольга создает значительное препятствие влаге и кислороду для сохранения жидкого содержимого, находящегося внутри стакана. Как вариант, на бумагу могут быть нанесены иные термопластичные преграждающие материалы. Например, полиэтилен высокой плотности и EVON создают препятствия соответственно для влаги и кислорода. Если требуется увеличенная прочность боковой стенки, то бумага может быть выполнена более толстой. Если термоизолированный стакан должен подвергаться воздействию микроволн, то может быть использован водозащитный материал с высокой точкой плавления, например полиэтилен, плотность которого находится в промежутке от средней до высокой.
При изготовлении из пластика стакан не будет иметь бокового шва, при этом он может быть образован из целого ряда материалов или из сочетания материалов, таких как полиэтилентерефталат, полипропилен, полистирол и/или полиэтилен высокой плотности. Процесс изготовления пластиковых стаканов с одинарной стенкой посредством термоформования или литья под давлением хорошо известен. Для получения определенных свойств могут использоваться различные сочетания материалов и разные толщины. Например, если требуется термоизолированный стакан с длительным сроком хранения, то пластиковый стакан может быть изготовлен из сочетания полиэтилена высокой плотности и EVON. Полиэтилен высокой плотности создает преграду для влаги, что увеличивает толщину материала, а EVOH создает преграду для кислорода. Если требуется емкость для микроволновой обработки, то могут использоваться полиэтилен высокой плотности или полипропилен, которые устойчивы к сильному нагреванию.
ТЕРМОИЗОЛЯЦИОННАЯ НАРУЖНАЯ ОБЕРТКА; ФИГ.2-4
Согласно изобретению предлагается термоизоляционная наружная обертка для использования со стаканом, показанным на фиг.1. Обертка содержит основной лист или слой 12 (фиг.2) и вставку - лист или слой 14 (фиг.3А и 3В), который крепят к основному листу. Оба листа имеют одну и ту же форму, которая обычно является прямоугольной с четырьмя граничными краями. Два края представляют собой противоположные боковые края, которые расположены под острым углом друг к другу, в то время как два других края представляют собой противоположные верхний и нижний края, которые изогнуты и расположены концентрично по отношению друг к другу. Слой 14 имеет гофры или множество других искривлений, чтобы придать ему увеличенную толщину, чем исходная толщина его материала, тем самым значительно повышая его термоизоляционные свойства и создавая термоизоляционный слой.
В настоящее время для основного листа 12 автор предпочитает использовать твердую отбеленную сульфитную бумагу толщиной от 0,20 до 0,50 мм. Основной лист вырезают или заготавливают из большего исходного листа или рулона (не показан) и он имеет обрезанные края вдоль верхней и нижней дуг, и вдоль каждой стороны. Если готовый стакан должен нести на себе товарный знак и/или иные печатные сведения, печатание на основном листе 12 должно быть выполнено до вырезания заготовки из большего исходного листа или рулона. Основной лист хорошо известным способом может быть покрыт глиной со стороны печатания, чтобы повысить гладкость и яркость поверхности для печатания.
Гофрированную вставку 14 образуют посредством пропускания плоского листа бумаги (предпочтительно из пластинчатого исходного картона или облицовочного картона, толщина которого составляет от 0,15 мм до 0,50 мм, как вариант, покрытого слоем отражательного материала, такого как металлизированная пленка или фольга, что указано) через выполняющий тиснение или гофрирование штамп (не показан), после чего ее хорошо известным способом вырезают по размеру. Подобно основному листу гофрированная вставка имеет обрезанный край вдоль верхней и нижней дуг, и вдоль каждой стороны. Автор предпочитает образовать гофры с шагом (промежуток между вершинами смежных ребер), составляющим от 2,5 мм до 7,6 мм. Глубина гофр составляет от 0,5 мм до 1,27 мм. Вставка 14 по площади примерно на 30% меньше, чем площадь основного листа 12. Вследствие меньшего размера вставки, если она не точно сцентрирована на основном листе, что часто случается на высокоскоростной сборочной машине, термоизоляционная наружная обертка, тем не менее, будет пригодна для использования, поскольку основной лист все же будет проходить за края вставки.
Основной лист 12 и гофрированную вставку 14 склеивают друг с другом (фиг.4А и 4В) для образования термоизоляционной наружной обертки или сборки посредством расположения небольшого количества клея 12G в центральной зоне основного листа с центрированием на нем и крепления вставки. Если материал вставки имеет на одной стороне отражательное покрытие, то отражательная сторона будет расположена так, чтобы она была обращена в сторону от основного листа. Предпочтительно, чтобы менее 20% площади вставки посредством приклеивания было прикреплено к основному листу. Следует заметить, что поскольку вставной лист меньше, чем основной лист, краевые части основного листа продолжаются за края вставки. Автор в настоящее время предпочитает использовать клеящее вещество в виде горячего расплава вследствие короткого времени его застывания. Как вариант, клеящее вещество может быть нанесено на гофрированную вставку. В качестве дополнительного варианта может быть использовано несколько клеевых пятен в центральной зоне основного листа, чтобы обеспечить увеличенную устойчивость вставки, когда ее крепят посредством высокоскоростной машины. В отличие от известных гофрированных стаканов нет необходимости в использовании большого объема клея для приклеивания каждой из вершин гофр к основному листу, о чем было упомянуто выше, при этом автор предпочитает приклеивание к основному листу менее 20% площади гофрированной вставки. В частности, клей не наносят на зону вблизи от обрезанных боковых краев вставки и эти края по существу свободны. Полная толщина готовой термоизоляционной наружной обертки, показанная на фиг.4В, составляет от 1 мм до 2 мм.
ЕМКОСТЬ С ТЕРМОИЗОЛЯЦИОННОЙ НАРУЖНОЙ ОБЕРТКОЙ; ФИГ.5 И 6
Как показано на фиг.5, термоизоляционную наружную обертку или сборку из основного листа 12 и гофрированной вставки 14 собирают с наружной стороны стакана 10 согласно фиг.1 посредством расположения стакана на оправке (не показана) и оборачивания термоизоляционной наружной обертки вокруг стакана. Это можно выполнить посредством хорошо известной автоматизированной машины. Когда наружную обертку оборачивают или закручивают способом, показанным на фиг.5, правый и левый обрезанные боковые концы внутреннего или верхнего слоя (вставка 14) будут стремиться переместиться наружу на наружном или на нижнем слое (основной лист 12). Если бы два слоя были приклеены по всей их площади, то при закручивании сборки имела бы место тенденция к перегибу вставки, разрыву основного слоя либо к отрыву склеенного соединения. Поскольку вставку 14 не крепят к основному листу 12 вдоль боковых краев, эти края могут свободно перемещаться и указанные нежелательные результаты не будут получены.
Когда термоизоляционную наружную обертку полностью оборачивают вокруг стакана, как показано на фиг.6А и 6В, свободные обрезанные края основного слоя 12 будут налегать друг на друга и будут приклеены друг к другу. Это выполняют любым из целого ряда способов. Предпочтительно, чтобы один или более валиков из пастообразного клеящего вещества или клеящее вещество в виде горячего расплава были нанесены на налегающие друг на друга края основного листа, которые затем прижимают друг к другу. Как вариант, слой активируемого посредством нагревания клеящего вещества, например полиэтилена, может быть предварительно нанесен на зону вблизи от обрезанных краев основного листа и затем активирован посредством нагревания для уплотнения краев, когда они налегают друг на друга и прижаты друг к другу. Термоизоляционная наружная обертка сама по себе будет приклеена к боковой стенке стакана вдоль зоны вертикального бокового шва обертки с помощью подобных средств нанесения пастообразного клеящего вещества, клеящего вещества в виде горячего расплава или предварительно нанесенного, активируемого под действием тепла полиэтиленового слоя на внутреннюю поверхность бокового шва, которую затем крепят непосредственно к стакану.
Полученная термоизолированная емкость по фиг.6А и 6В может содержать горячий напиток, при этом его можно удерживать неприкрытой рукой. Необходимо весьма незначительное количество клея, поскольку будут склеены только вертикальная полоса на обертке (вдоль бокового шва) и стакан. Следует заметить, что налегающие друг на друга края основного слоя 12 находятся в контакте друг с другом и со стаканом 10. Обрезанные края гофрированной вставки 14 не продолжаются между налегающим боковым швом основного листа 12 и стаканом 10, поскольку гофрированная вставка короче, чем основной лист 12. Таким образом, это не мешает приклеиванию основного листа 12 к стакану 10. Другое преимущество такого выполнения состоит в том, что оно позволяет уменьшить общую толщину боковой стенки готовой изолированной емкости. Если бы стандартный гофрированный картон был обернут вокруг стакана, то была бы получена двойная толщина гофрированного картона у налегающего бокового шва. Эта избыточная толщина у бокового шва препятствовала бы вкладыванию стаканов друг в друга. Но ввиду налегания у бокового шва только основного листа общая толщина готового стакана не будет увеличена. Кроме того, изготовитель может приклеить гофрированную вставку и, следовательно, термоизоляционную обертку к стакану 10 в одном или более местах по окружности вокруг стакана для придания дополнительной жесткости или прочности.
В настоящее время считается предпочтительным, чтобы прикрепление термоизоляционной наружной обертки к стакану 10 было выполнено примерно на 1,6 мм ниже от ободка 10R, чтобы оставить открытую зону у верхней части стакана непосредственно под ободком, однако, обертка может быть прикреплена непосредственно под ободком или отстоять от него несколько ниже. Автор выбрал такие размеры термоизоляционной обертки, чтобы она не перекрывала всю длину стакана по вертикали. Она отстоит вверх от донной части стакана приблизительно на 1,6 мм, так чтобы оставить открытой эту зону основания стакана. Как вариант, ей могут быть приданы такие размеры, чтобы она покрывала всю наружную сторону стакана 10, за исключением ободка 10R. Обертка также может быть выполнена с такими размерами, чтобы придать ей вид манжеты, обернутой вокруг стакана, при этом боковая стенка стакана будет открыта выше и ниже обертки. Обертка должна быть достаточно большой, чтобы покрывать какую-либо зону, которую пользователь будет удерживать рукой, и таким образом изолировать эту зону.
Печатание на наружной стороне емкости можно выполнить проще, поскольку через принтер должен быть пропущен только основной слой 12. Если стакан 10 должен быть изготовлен из водонепроницаемого материала (пластика или бумаги с пластиковым покрытием), нет необходимости в изготовлении наружной термоизоляционной обертки из этого дорогостоящего материала, поскольку она не соприкасается с жидкостью и не является частью стакана 10.
ЕМКОСТЬ СО ВСТАВКОЙ ИЗ ВСПЕНЕННОГО ПЛАСТИКА; ФИГ.7
Вместо вставки 14 из гофрированной бумаги (фиг.3А-5 и 6В) может быть изготовлена вставка из слоя вспененного пластика 14F, которая показана на фиг.7. Слой 14F предпочтительно изготавливают из вспененного полистирола, но его также можно изготавливать из вспененного полиэтилена, вспененного полиэтилентерефталата (иногда называемого ПЭТФ), либо из какого-то иного вспененного пластика с закрытыми или открытыми ячейками. Структура пены с закрытыми ячейками обеспечивает лучшую термоизоляцию, чем структура с открытыми ячейками. Поэтому автор в настоящее время предпочитает использовать вспененный материал с закрытыми ячейками, например, вспененный материал, полученный посредством экструзии. Для обеспечения термоизоляции продувочный агент в пене (например, СО2 или бутан) также может быть изменен. Автор считает предпочтительным использование продувочного агента, который позволяет создать превосходную термоизоляцию. Предпочтительная толщина слоя 14F составляет от 0,5 мм до 1,5 мм. Термоизоляционные свойства слоя 14F сопоставимы со свойствами гофрированного слоя 14, а в некоторых случаях даже превосходят его, причем этот слой может быть приклеен к наружному слою 12 и навит таким же способом, как и слой 14.
Таким образом, из вышеизложенного следует, что изобретение обеспечивает емкость с улучшенными теплотермоизоляционными свойствами и жесткостью, и, кроме того, при использовании менее дорогостоящих материалов, что удешевляет производство этой емкости, которая более устойчива к утечкам и позволяет продлить срок хранения жидкости, которая в ней находится. Данная упаковка может подвергаться микроволновой обработке, может изготавливаться с более высоким содержанием вторично используемых материалов, может быть изготовлена из самых экономичных материалов в отношении каждой части с целью экономии затрат, не требует сгибания и печатание на ней может быть осуществлено более экономично. Обертывание термоизоляционной обертки вокруг пластикового стакана с одинарной стенкой позволяет создать термоизолированный стакан, который в зависимости от пластикового материала внутреннего стакана может быть защищен от утечек, имеет увеличенный срок хранения, может быть подвергнут воздействию микроволн, при этом обертка придает пластиковому стакану жесткость, позволяет создать улучшенные графические изображения на пластиковом стакане и потенциально будет менее дорогостоящей, чем в случае ее оборачивания вокруг бумажного стакана с одинарной стенкой (в зависимости от типа пластикового материала и толщины, которые используют). Благодаря перекрытию основного слоя изоляционный слой не мешает приклеиванию основного слоя к нему самому или к стакану.
Хотя приведенное выше описание содержит много подробностей, их не следует рассматривать как ограничивающие объем изобретения, поскольку они представлены для иллюстрации предпочтительных в настоящее время вариантов осуществления изобретения. В пределах объема изобретения возможны многие другие модификации и изменения. Например, хотя и необязательно, термоизоляционная вставка и, следовательно, термоизоляционная обертка также могут быть посредством приклеивания прикреплены к боковой стенке внутреннего стакана в одном или более местах, поскольку это позволяет придать готовому стакану повышенную жесткость. Термоизоляционная наружная обертка может быть свернута в виде цилиндра и склеена при такой конфигурации, после чего стакан вставляют в обертку. Вместо гофр на вставке может быть выполнено тиснение в виде впадин, горизонтальных гофр, крестообразных тиснений и т.д. Как упомянуто, вставной лист, как вариант, может быть покрыт отражательным материалом, например, фольгой или металлизированной пленкой, которая должна быть установлена для отражения излучаемого тепла назад к внутреннему стакану. Кроме того, основной лист 12 (так же, как и вставка 14 или вместо нее) может быть выполнен тисненым, гофрированным или изготовлен из вспененного пластика для создания наружной стороны обертки стакана с текстурой по внешнему виду и наощупь, и с обеспечением дополнительных термоизоляционных свойств. Обертка также может быть приклеена к внутреннему стакану посредством одного или более валиков холодного клея (пастообразного клеящего вещества), либо тонкий слой полиэтилена (или подобного материала, уплотняемого под действием тепла) может быть предварительно нанесен на обрезанные боковые края основного листа. В дальнейшем его активируют под действием тепла непосредственно перед оборачиванием обертки вокруг внутреннего стакана и прижимают налегающий боковой шов к боковой стенке внутреннего стакана для его приклеивания в надлежащем месте. Поскольку внутренний стакан и термоизоляционная обертка могут быть изготовлены из разного материала, основной лист и/или гофрированная вставка могут быть изготовлены из повторно используемой бумаги, включая покрытую глиной повторно используемую бумагу, чтобы улучшить поверхность, предназначенную для печатания. Стакан может быть использован для содержания в нем горячего или холодного, твердого, а также жидкого содержимого. Основной лист и термоизоляционная вставка могут иметь разные формы. Например, если стакан не сужается, противоположные края листа и вставки могут быть параллельными.
Объем настоящего изобретения определяется признаками, приведенными в прилагаемой формуле изобретения, а также их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЕРТКА ДЛЯ ПОГЛОЩАЮЩЕГО ИЗДЕЛИЯ | 2008 |
|
RU2491905C2 |
| СПОСОБ УПАКОВКИ ПРОДУКТА В ЗАПЕЧАТАННУЮ ОБЕРТКУ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2012 |
|
RU2582364C2 |
| ГИДРОФОБНАЯ ОБЕРТКА | 2015 |
|
RU2635073C1 |
| ОБЕРТКА ДЛЯ МЫЛА | 2000 |
|
RU2233784C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ЛИСТОВОГО МАТЕРИАЛА, НАПРИМЕР БУМАГИ | 2007 |
|
RU2430870C2 |
| ГРУППОВАЯ УПАКОВОЧНАЯ ТАРА ДЛЯ ЛИСТОВОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППОВОЙ УПАКОВОЧНОЙ ТАРЫ | 2007 |
|
RU2401230C1 |
| ОБЕРТКА ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2011 |
|
RU2560834C2 |
| ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТНЫЙ ЭЛЕМЕНТ С ДВУМЯ БУМАЖНЫМИ ОБЕРТКАМИ | 2020 |
|
RU2827912C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПРОЗРАЧНОЙ ОБЕРТКОЙ | 2013 |
|
RU2660794C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ОБЕРТКИ И ИЗДЕЛИЕ | 2007 |
|
RU2471463C2 |
Изобретение относится к пищевой промышленности и предназначено для потребления горячих или охлажденных напитков из одноразовой посуды. Термоизолированная емкость содержит стакан, имеющий боковую стенку, термоизоляционную обертку, обернутую вокруг боковой стенки стакана. Указанная термоизоляционная обертка состоит из основного листа и термоизоляционного вставного листа. Основной лист и термоизоляционный вставной лист, каждый, имеет обрезанные боковые края, при этом термоизоляционный вставной лист имеет меньшую площадь поверхности, чем указанный основной лист. Термоизоляционный лист приклеен к основному листу так, что обрезанные боковые края основного листа продолжаются за обрезанные боковые края вставного листа, и по меньшей мере одна зона, смежная обрезанным боковым краям указанного вставного листа, свободна от основного листа. Обрезанные боковые края основного листа перекрывают друг друга и прикреплены непосредственно друг к другу с образованием бокового шва. Основной лист адгезивно прикреплен к указанной боковой стенке указанного стакана. Такое выполнение экономично, обеспечивает удобство в использовании, придает жесткость конструкции. 4 з.п. ф-лы, 7 ил.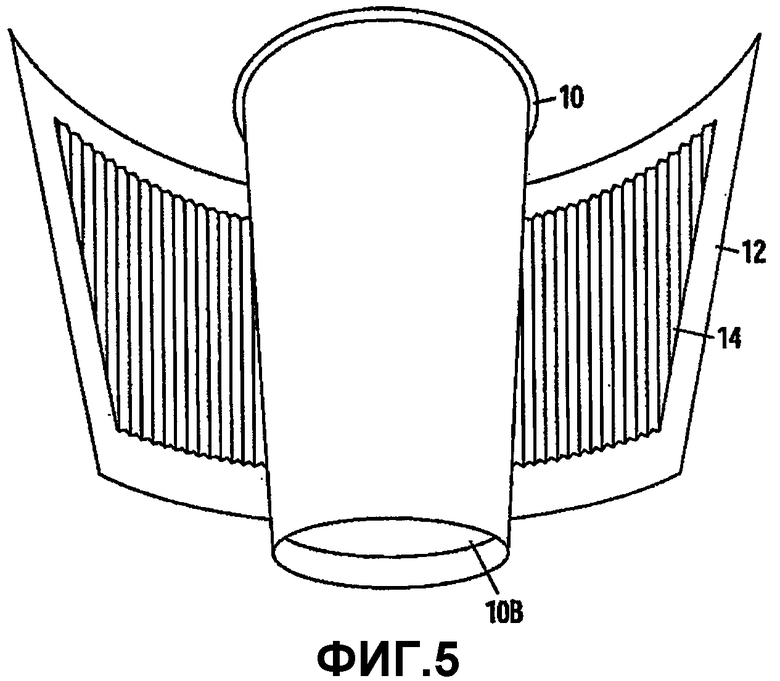
1. Термоизолированная емкость, содержащая:
стакан, имеющий боковую стенку;
термоизоляционную обертку, обернутую вокруг боковой стенки стакана, причем указанная термоизоляционная обертка состоит из основного листа и термоизоляционного вставного листа, причем основной лист и термоизоляционный вставной лист, каждый, имеет обрезанные боковые края, при этом термоизоляционный вставной лист имеет меньшую площадь поверхности, чем указанный основной лист;
причем термоизоляционный вставной лист приклеен к основному листу так, что обрезанные боковые края основного листа продолжаются за обрезанные боковые края вставного листа, и по меньшей мере одна зона, смежная обрезанным боковым краям указанного вставного листа, свободна от основного листа;
при этом обрезанные боковые края основного листа перекрывают друг друга и прикреплены непосредственно друг к другу с образованием бокового шва; и указанный основной лист адгезивно прикреплен к указанной боковой стенке указанного стакана.
2. Емкость по п.1, в которой указанный термоизоляционный вставной лист выполнен из материала, выбранного из группы, состоящей из гофрированного материала и вспененного пластика.
3. Емкость по п.1, в которой к основному листу адгезивно прикреплено менее 20% площади вставного листа.
4. Емкость по п.1, в которой стакан выполнен, по существу, из пластика.
5. Емкость по п.1, в которой стакан выполнен, по существу, из бумажного материала.
| US 6085970 А, 11.07.2000 | |||
| US 5952068 А, 14.09.1999 | |||
| US 5685480 А, 11.11.1997 | |||
| US 6250005 B1, 26.06.2001 | |||
| US 5769311 A, 23.06.1998 | |||
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |

