Изобретение относится к композитному рукаву для ремонта неплотных трубопроводов текучей среды, к способу изготовления такого композитного рукава и к способу ремонта неплотных трубопроводов текучей среды с помощью такого композитного рукава.
Под общим понятием «текучая среда» следует понимать в весьма общем аспекте газы и жидкости, которые транспортируют в подходящих для этого трубопроводах текучей среды. К трубопроводам также относятся, например, безнапорные или же самотечные трубопроводы. Для предотвращения проникновений или постепенного просачивания через размытия, а также для предотвращения потерь текучей среды или аварий, как они могут возникать, например, в результате дефектов в газопроводах, чрезвычайно важным является стопроцентное уплотнение таких трубопроводов текучей среды в течение длительного периода. Поскольку трубопроводы текучей среды проложены, тем не менее, по меньшей мере, частично в грунте, они подвержены воздействию, прежде всего, в результате формирующегося с течением времени смещения грунта увеличенному износу, что влечет за собой, вопреки всем мерам предосторожности, возможность образования в трубопроводах текучей среды повреждений и негерметичности. Новая укладка всегда является чрезвычайно затратной и даже, в зависимости от условий окружающей среды, частично, и вовсе невозможной. По этой причине в недавнем прошлом были разработаны различные способы ремонта поврежденных трубопроводов текучей среды.
Например, ЕР 0875713 В1 раскрывает облицовочный материал, который применяют при восстановлении трубопроводов текучей среды, и который состоит из неразрывного текстильного плюшевого материала, а также из расположенного коаксиально ему и свободноподвижного вокруг него пленочного рукава. Изготовленный, предпочтительно, посредством способа кругового вязания бесшовный кругловязаный плюш представляет собой трикотажное изделие, которое перед укладкой облицовочного материала в трубопровод текучей среды пропитывают затвердевающим под воздействием ультрафиолетового излучения пропитывающим материалом в форме смоляного компаунда. После пропитки текстильного плюшевого материала облицовочный материал вдувают в трубопровод текучей среды с помощью избыточного давления, после чего за счет поддержания давления достигают его осаждения на внутренней стенке реконструируемого трубопровода текучей среды. Отверждение пропитывающего материала согласно объему раскрытия этой публикации производят с помощью ультрафиолетового облучения, для чего на заключительном этапе источник ультрафиолетового излучения проводят через заполненный облицовочным материалом трубопровод текучей среды.
Текстильный плюшевый материал может состоять из различных материалов. В качестве примеров в ЕР 0875713 В1 упомянуты полиэфиры, арамид, полиамид, кевлар, полиуретан или стекловолокна или же смеси из указанных материалов. В качестве невыгодного аспекта данного решения, тем не менее, было выявлено, что изготовление текстильного плюшевого материала является относительно затратным и, кроме того, при укладке облицовочного материала зачастую наблюдают образование складок, которое может быть приписано свободноподвижному размещению текстильного плюшевого материала в пленочном рукаве. Образование складок усиливается, прежде всего, на участках изгибов и кривых реконструируемого трубопровода текучей среды таким образом, что вследствие этого, в целом, не может быть достигнут какой-либо удовлетворительный результат.
Кроме того, самым общим образом, из DE 10 в 2010023764 А1 происходит применение многослойной пленки в целях восстановления подземных трубопроводов текучей среды. При этом применяют несущий материал, который окружен несколькими слоями. Несущий материал согласно объему раскрытия этой публикации пропитывают реактивной полимерной смолой и снабжают простирающимися внутри и снаружи пленочными рукавами. Также и в этом случае полимерная смола может быть отверждена с помощью ультрафиолетового облучения, причем следует отметить, что построение этой многослойной пленки является чрезвычайно сложным в такой степени, что представленный способ ремонта трубопровода текучей среды представляется относительно затратоемким.
Похожее решение с похожими недостатками происходит также из DE 102012110265 А1. В данном случае описан материал для покрытия трубопровода текучей среды в рамках восстановления пришедших в негодность коллекторов сточных вод, в котором находит применение покрывной материал, имеющий пропитанный отверждаемой смолой текстильный слой. Кроме того, имеются в наличии внешняя пленка и внутренняя пленка, причем внутреннюю пленку опять-таки удаляют после прикрепления покрывного материала. В качестве защиты от ультрафиолета дополнительно предусмотрена простирающаяся снаружи защитная пленка, так называемый «preliner», которую размещают перед внесением покрывного материала в трубопровод текучей среды. После того, как покрывной материал размещен в трубопроводе текучей среды, его подвергают воздействию изнутри, например, водяного пара таким образом, что покрывной материал прилегает к внутренней стенке трубопровода текучей среды. В заключение производят отверждение смолы с помощью ультрафиолетового излучения или теплоподвода.
Наконец, из DE 19852690 А1 известен рукав в сборе для применения при ремонте коллекторов сточных вод, который рукав при использовании сжатого воздуха выворачивают в другой рукав. Созданный тем самым рукав в сборе имеет внутренний пропитанный смолой слой, а также расположенные снаружи и внутри герметичные слои в форме пленки. Отверждение смолы производят посредством нагретой передающей давление среды, то есть при притоке тепла, таким же образом, как и в ранее описанном документе. Также и это решение требует значительных издержек изготовления и затрат энергии и является тем самым затратоемким.
Для принятых в настоящее время способов ремонта трубопроводов текучей среды в каждом случае общим является тот аспект, что материал рукава пропитывают отверждаемой смолой только на месте, то есть на рабочей площадке, что приводит к относительно долгому времени обработки (периоду рабочей жизнеспособности смолы), причем местами до отверждения смолы может проходить вплоть до 2 часов или более. Такое положение, естественно, является неприемлемым. Кроме того, необходимо отметить, что многие из принятых сегодня способов ремонта подходят только для трубопроводов текучей среды относительно больших диаметров. В диапазоне меньших диаметров трубопроводов текучей среды, то есть, например, для трубопроводов текучей среды с диаметром между 80 мм и 200 мм, эти способы являются либо вовсе неприменимыми, либо применимыми только в очень ограниченной степени.
В основе изобретения лежит цель предоставления композитного рукава для ремонта неплотных трубопроводов текучей среды, который имеет простую конструкцию, является наиболее свободным от складок, и может быть уложен в течение наиболее краткого времени обработки в трубопроводах текучей среды различных, прежде всего малых, диаметров. Кроме того, целью является предоставление способа изготовления такого композитного рукава, а также способа ремонта неплотных трубопроводов текучей среды с помощью такого композитного рукава.
Изобретение решает эту проблему посредством признаков независимых пунктов 1, 11 и 12 формулы изобретения.
Другие варианты осуществления изобретения являются предметом приложенных зависимых пунктов формулы.
Композитный рукав для ремонта неплотных трубопроводов текучей среды, состоящий из изготовленного посредством вязального способа трубчатого стекловолоконного текстильного материала, выполненного в виде бесшовного рукава, и полностью и герметично охватывающей его пленки, согласно изобретению в этом отношении усовершенствован таким образом, что пленка на ее обращенной к поверхности стекловолоконного текстильного материала внутренней стороне имеет частично расплавляемое посредством тепловой обработки, содержащее термоплавкий клей покрытие, посредством которого пленка неразъемно (т.е. за счет сил межмолекулярного или межатомного сцепления) соединена со стекловолоконным текстильным материалом.
Согласно изобретению устанавливают частично неразъемное соединение между пленкой и стекловолоконным текстильным материалом, что обеспечивает простое выполнение и улучшенную, впервые свободную от складок, укладку композитного рукава. Стекловолоконный текстильный материал может быть применен как в усиленном, так и в неусиленном виде, причем стекловолоконный текстильный материал для образования композитного рукава снаружи кашируют с помощью пленки. При этом стекловолоконный текстильный материал имеет мультиаксиальную растяжимость и, кроме того, является преобразуемым, а также формируемым, что относительно его свойств обработки для цели согласно изобретению является решающим преимуществом.
Соответственно, стекловолоконный текстильный материал согласно изобретению, предпочтительно, демонстрирует, в противоположность другим плоскостным материалам, асимметричные механические свойства при растяжении, которые характеризуются тем, что в продольном направлении (осевом) может быть получено удлинение более 100% при большом усилии, а в поперечном направлении (радиальном) - удлинение более 150% при малом усилии. В равной мере, композитный рукав согласно изобретению является способным к компенсации наличия излишнего материала, вызванного, например, наличием дугового участка канала, и к сжатию без образования сколько-нибудь заметных складок или выступаний материала.
Кроме того, предпочтительным признаком согласно изобретению описанного стекловолоконного текстильного материала является постоянная толщина материала как в исходном виде, так и в случае применения согласно предписанию. Как правило, удлинение, то есть растяжение, сопряжено с уменьшением толщины материала, что может привести к образованию тонких мест, и тем самым, ослабленных мест. Облицовочный материал согласно изобретению посредством выбранных конструктивных параметров обеспечивает неизменную толщину материала. Это имеет для пользователя особое значение, поскольку во многих случаях недостижение заданных значений является недопустимым.
Выгодной для реализации изобретения эластичности композитного рукава достигают, прежде всего, посредством того, что стекловолоконный текстильный материал изготавливают посредством вязального способа,причем предпочтительным является использование так называемого интерлочного способа. Под понятием «интерлочный» следует понимать конкретный вязальный способ. В его рамках волокна ткут не крестообразно, а перевивают друг с другом. При этом волокна вяжут двумя рядами игл. Ряды игл работают противоположно друг другу и поочередно (техника двойного переплетения). При этом как верхнюю, так и нижнюю сторону всегда вяжут с двух сторон и справа. Вследствие этого получают трикотажное переплетение, которое обозначают также как «интерлочное переплетение». Эту разновидность можно понимать как комбинацию двух двойных переплетений. При этом элементом базового переплетения является петля. Посредством соответствующего выбора параметров материала и процесса является возможным достижение необходимых для соответствующего изобретению действия свойств.
В отношении пленки следует отметить, что согласно изобретению она, предпочтительно, представлена гибкой герметизирующей пленкой, что означает наличие у пленки изолирующего слоя. Когда в связи с изобретением упоминается «стекловолоконный текстильный материал», то он, естественно, является предпочтительным. Тем не менее, также могут быть применены и композитные материалы со стекловолокнами или другие волокнистые материалы, которые являются применимыми в соответствующих изобретению целях. При этом наиболее предпочтительным является использование электрически и химически стойких коррозионно-устойчивых стекловолокон. Предпочтительно, применяемые для изготовления волокнистые материалы обладают линейной плотностью 200-2400 текс, предпочтительно 400-1000 текс, и могут быть представлены в форме жгута, пряжи или ниток. При изготовлении текстильного рукава посредством указанных волокнистых материалов, предпочтительно, следует производить число петель в 20-100 петель на 10 см в пределах ряда петель трикотажа.
Первый вариант осуществления изобретения состоит в том, что стекловолоконный текстильный материал является бесшовным и, предпочтительно, бесконечным рукавом, который производят, например, посредством способа кругового вязания и раскроенным по потребности. Способ кругового вязания оказался для такого стекловолоконного текстильного материала очень выгодным, поскольку он требует незначительных издержек изготовления и обеспечивает, кроме того, необходимую для реализации изобретения эластичность композитного рукава.
Кроме того, в ходе испытаний было выявлено, что содержащее термоплавкий клей покрытие на необработанной пленке выгодным образом делает возможным оптимальное соединение между стекловолоконным текстильным материалом и пленкой, когда пленка на одной своей стороне имеет несколько имеющихся на пленке сфероидных или ромбовидных возвышений. При этом было обнаружено, что частичное неразъемное соединение, которое, предпочтительно, возникает между стекловолоконным текстильным материалом и пленкой только на участках сфероидных или ромбовидных возвышений, делает возможным незначительное относительное перемещение между пленкой и стекловолоконным текстильным материалом, хотя оба эти элемента как таковые соединены друг с другом неразъемным образом. Это обстоятельство делает возможным, прежде всего, ранее уже упомянутую, свободную от складок укладку композитного рукава в пределах ремонтируемого трубопровода текучей среды.
Покрытие пленки термоплавким клеем, то есть нанесение покрытия на возвышения на одной стороне пленки, выгодным образом осуществляют с помощью процесса нанесения покрытия гравированными валиками. Этот способ обеспечивает получение высокосортной в качественном отношении и подходящей для дальнейшей обработки для изготовления композитного рукава пленки.
Другое предложение изобретения состоит в получении неразъемного соединения стекловолоконного текстильного материала с содержащим термоплавкий клей покрытием посредством вальцевания с подогревом в температурном диапазоне от 70°C до 90°C. В рамках этого способа пленка одновременно приобретает согласованную со стекловолоконным текстильным материалом трубчатую форму, а также соединение со стекловолоконным текстильным материалом. В указанном температурном диапазоне происходит расплавление возвышений содержащего термоплавкий клей покрытия, и вследствие этого, получение частично неразъемного соединения между стекловолоконным текстильным материалом и пленкой. При этом пленку кашируют, что может быть произведено, например, посредством способа ультразвуковой сварки. Способ ультразвуковой сварки может быть реализован в течение короткого времени. Этим обеспечено очень существенное технологическое преимущество данного решения согласно изобретению.
Поскольку пленка состоит из первоначально плоского материала, для ее соединения с трубчатым стекловолоконным текстильным материалом ее следует укладывать вокруг него. В результате этого мероприятия охватывающий соединительный шов образуется таким образом, что расположенная вокруг стекловолоконного текстильного материала пленка, предпочтительно, имеет область нахлеста, в которой участок внутренней поверхности пленки лежит на соответствующем участке внешней поверхности пленки. Соответственно другому предложению согласно изобретению по меньшей мере один из этих поверхностных участков пленки в образованной тем самым области нахлеста поверхностей имеет термопластическую клеевую пленку для установления неразъемного замыкания пленки. Эта термопластическая клеевая пленка, которая, предпочтительно, изготовлена на основе сополимеров полиамида и модифицированных полиолефинов, допускает свою беспроблемную обработку с образованием уплотнения. Кроме того, описанное неразъемное соединение особым образом подходит для выполнения уплотнения в области нахлеста.
Наряду с однослойным выполнением клеевой пленки согласно варианту осуществления изобретения термопластическая клеевая пленка с несколькими слоями является уместной, например, в том случае, когда предъявляются особо высокие требования к прочности или уплотнению области нахлеста.
Предпочтительно, термопластическая клеевая пленка имеет при этом область плавления выше 115°C, что отражается на технологичности в высшей степени положительным образом. Так, подобная клеевая пленка с данным температурным диапазоном может быть расплавлена простым образом, например посредством запечатывающего способа с использованием ультразвука и/или тепловых импульсов таким образом, что область нахлеста тем самым оказывается закрытой с образованием уплотнения.
Соответствующий изобретению способ изготовления подходящего для ремонта неплотных трубопроводов текучей среды композитного рукава отличается следующими этапами выполнения способа:
- обеспечения раскроенной, изначально плоской пленки, которая имеет с одной своей стороны несколько образующих содержащее термоплавкий клей покрытие, сфероидных или ромбовидных возвышений,
- укладки изготовленного посредством вязального способа или ткацкого способа, трубчатого стекловолоконного текстильного материала на оснащенную содержащим термоплавкий клей покрытием сторону пленки,
- неразъемного соединения пленки со стекловолоконным текстильным материалом посредством вальцевания с подогревом в температурном диапазоне между 70°C и 90°C, вследствие чего пленка согласуется с трубчатой формой стекловолоконного текстильного материала,
- изготовления неразъемного соединения области нахлеста пленки посредством запечатывающего способа с использованием ультразвука и/или тепловых импульсов, для чего область нахлеста состоит из участка внутренней поверхности пленки, который укладывается на соответствующий участок внешней поверхности пленки, причем по меньшей мере один из этих поверхностных участков пленки в области нахлеста поверхностей имеет термопластическую клеевую пленку, область плавления которой расположена выше 115°C.
Представленный способ делает возможным изготовление композитного рукава с помощью малого числа этапов, и тем самым, является в технологическом плане подкупающе простым. Композитный рукав состоит только из пленки и стекловолоконного текстильного материала и, тем самым, представляет собой беспроблемно обрабатываемый объект. Он может быть предоставлен в виде продаваемого на метры товара и быть, предпочтительно, поставляемым в предварительно изготовленном выполнении. Таким образом, весь композитный рукав является очень простым при транспортировке и при переработке соответственно спросу.
Кроме того, соответствующий изобретению способ ремонта неплотных трубопроводов текучей среды с помощью композитного рукава согласно изобретению отличается следующими этапами выполнения способа:
- изготовления отверстия в трубопроводе текучей среды и выявления местоположения или же обнаружения имеющихся в трубопроводе текучей среды повреждений,
- обеспечения необходимой для ремонта длины композитного рукава, состоящего из стекловолоконного текстильного материала и из неразъемно с ним соединенной и охватывающей стекловолоконный текстильный материал, светопроницаемой пленки, причем стекловолоконный текстильный материал предварительно пропитан свободной от стирола, ненасыщенной, отверждаемой посредством ультрафиолетового облучения полиэфирной смолой,
- фиксации открытого конца композитного рукава на выворачивающем устройстве,
- установления герметичного соединения между отверстием трубопровода текучей среды и композитным рукавом,
- затягивания композитного рукава в трубопровод текучей среды или подачи в композитный рукав созданного в выворачивающем устройстве избыточного давления и осуществления тем самым вдувания композитного рукава в подлежащий ремонту трубопровод текучей среды, причем композитный рукав под действием данного давления прилегает непосредственно к внутренней поверхности трубопровода текучей среды,
- по меньшей мере однократного создания ультрафиолетового облучения по всей длине композитного рукава посредством по меньшей мере однократного пропускания через композитный рукав ультрафиолетового облучателя так, что полиэфирная смола отвердевает.
Применительно к способу выворачивания или к способу затягивания предпочтительным является, когда обеспечено размещение пропитанного в смоле стекловолоконного материала с помощью по возможности малого давления воздуха в целях, например, экономии энергии. Наряду с этим, пользователю должна быть предоставлена возможность контроля композитного рукава и размещения его в реконструируемом трубопроводе текучей среды с геометрическим замыканием. Композитный рукав согласно изобретению позволяет пользователю применение давления воздуха 250-500 мбар. Более высокие значения давления воздуха не являются необходимыми, но могут быть реализованы, однако, величиной до 1200 мбар. Кроме того, предпочтительным признаком согласно изобретению композитного рукава является точно заданная граница между эластичной и пластичной деформацией. Предпочтительно, эта граница расположена в диапазоне 300-450 мбар.
Предложенная здесь к использованию вместо применяемых до сих пор эпоксидных двухкомпонентных смол свободная от стирола полиэфирная смола имеет то решающее преимущество, что она обладает очень коротким временем затвердевания. Конкретно, применяемые до сих пор эпоксидные смолы требуют времени в 2 часа или более, в течение которых продолжение дальнейшей деятельности на рабочей площадке не является возможным. С учетом применяемых реактивных смол для композитного рукава предпочтительными являются такие термопластические материалы как полиамид, полиолефин и полиэфир, а также фторполимеры.
Кроме того, при использовании предлагаемых здесь полиэфирных смол на месте, иными словами, на рабочей площадке устранена необходимость в дорогостоящих смесях, что также вносит существенный вклад в сокращение времени обработки. Композитный рукав согласно изобретению может быть, например, уже предварительно пропитан полиэфирной смолой, и быть поставлен непосредственно на рабочую площадку в таком предварительно изготовленном выполнении. Применение ультрафиолетового облучателя имеет значительные экономические и экономящие энергию преимущества по сравнению с преимущественно применяемыми до сих пор способами отверждения. Особая экономия энергии может быть получена, например, при применении в качестве ультрафиолетового облучателя светодиодной лампы, которая излучает ультрафиолетовое излучение необходимого спектра. Такие светодиодные лампы расходуют крайне небольшое количество энергии и, тем не менее, являются высокоэффективными в плане интенсивности излучения, и тем самым, очень результативными.
Известным, по сути, способом перед началом ремонта трубопровода текучей среды первоначально выполняют прохождение трубопровода текучей среды камерой, которая точно документирует имеющиеся повреждения. В настоящее время такое прохождение камеры являются возможным, например, с помощью миниатюрных роботов. Рациональным образом, во время оптической проверки трубопровода текучей среды одновременно выполняют локализацию имеющихся повреждений в пределах трубопровода текучей среды. Для этого производят измерение ремонтируемых частей трубопровода текучей среды, которое производят также во время прохождения трубопровода текучей среды. Регистрируемые значения могут быть сохранены в центральном узле обработки или, проще говоря, в компьютере; могут быть представлены, в соответствующих случаях, в оптическом виде, и рациональным образом оценены для последующей обработки трубопровода текучей среды.
Ранее уже упомянутое предварительно изготовленное выполнение композитного рукава может быть в значительной мере улучшено, если композитный рукав предоставляют в виде продаваемого на метры товара, намотанным на катушку. Посредством наматывания на катушку композитный рукав может быть очень просто транспортирован и размотан с катушки для укладки в трубопровод текучей среды. При помощи этих мероприятий в дальнейшем также становится возможной далеко идущая автоматизация ремонта трубопроводов текучей среды.
Во время вдувания композитного рукава в трубопровод текучей среды его выворачивают таким образом, что первоначально образованная посредством стекловолоконного текстильного материала внутренняя сторона композитного рукава прилегает к внутренней стенке трубопровода текучей среды, а пленка образует внутреннюю сторону отремонтированного трубопровода текучей среды.
Альтернативный способ размещения состоит в затягивании композитного рукава в трубопровод текучей среды. Необходимые для этого мероприятия известны специалистам. Тем не менее, эта разновидность укладки композитного рукава в трубопровод текучей среды является менее щадящей для поверхности композитного рукава по сравнению с предпочтительным вариантом вдувания.
В отношении улучшения процесса выворачивания композитного рукава особого преимущества достигают, когда композитный рукав подогревают перед его укладкой в трубопровод текучей среды, например, до температуры между 20°C и 40°C, предпочтительно 30°C. Нагревание композитного рукава в пределах катушки может быть произведено, например, посредством электрического подогревания принимающей композитный рукав катушки.
Когда в этой связи говорится о предварительно изготовленном в виде продаваемого на метры товара, намотанном на катушку композитном рукаве, под этим следует понимать, что композитный рукав уже был пропитан полиэфирной смолой перед наматыванием на катушку, и тем самым, перед доставкой на рабочую площадку. Поскольку полиэфирная смола согласно изобретению является светочувствительной к ультрафиолету, необходимыми являются мероприятия по защите предварительно изготовленного композитного рукава в пределах катушки от ультрафиолетового излучения. В простейшем случае такое мероприятие может состоять в светозащитном инкапсулировании катушки. Другой вариант осуществления состоит в том, что рукав полностью размещен в упаковочном рукаве, который удаляют перед обработкой композитного рукава.
В зависимости от состояния окружающей среды и, соответственно, ремонтируемого трубопровода текучей среды является возможным наличие в пределах трубопровода текучей среды сильных повреждений от ржавчины или образований налета или, например, затягивание в трубопровод текучей среды концов корней. Поэтому перед ремонтом подвергнутого воздействию таким образом трубопровода текучей среды разумным является удаление таких подвергнутых воздействию ржавчины частей или вздутий и/или облицовка ремонтируемого трубопровода текучей среды с помощью защитной пленки (preliner) до начала его восстановления.
Изобретение разъяснено ниже посредством приложенных чертежей более подробно. При этом показанный пример воплощения не представляет собой ограничения на представленный вариант осуществления, но служит лишь для объяснения принципа изобретения.
Одинаковые или аналогичные конструктивные элементы всегда обозначены одинаковыми ссылочными обозначениями. Для обеспечения иллюстрации принципа работы согласно изобретению на чертежах показаны только существенно упрощенные общие виды, на которых не представлены несущественные для изобретения конструктивные элементы. Тем не менее, это не означает отсутствия таких конструктивных элементов в решении согласно изобретению.
Показано на:
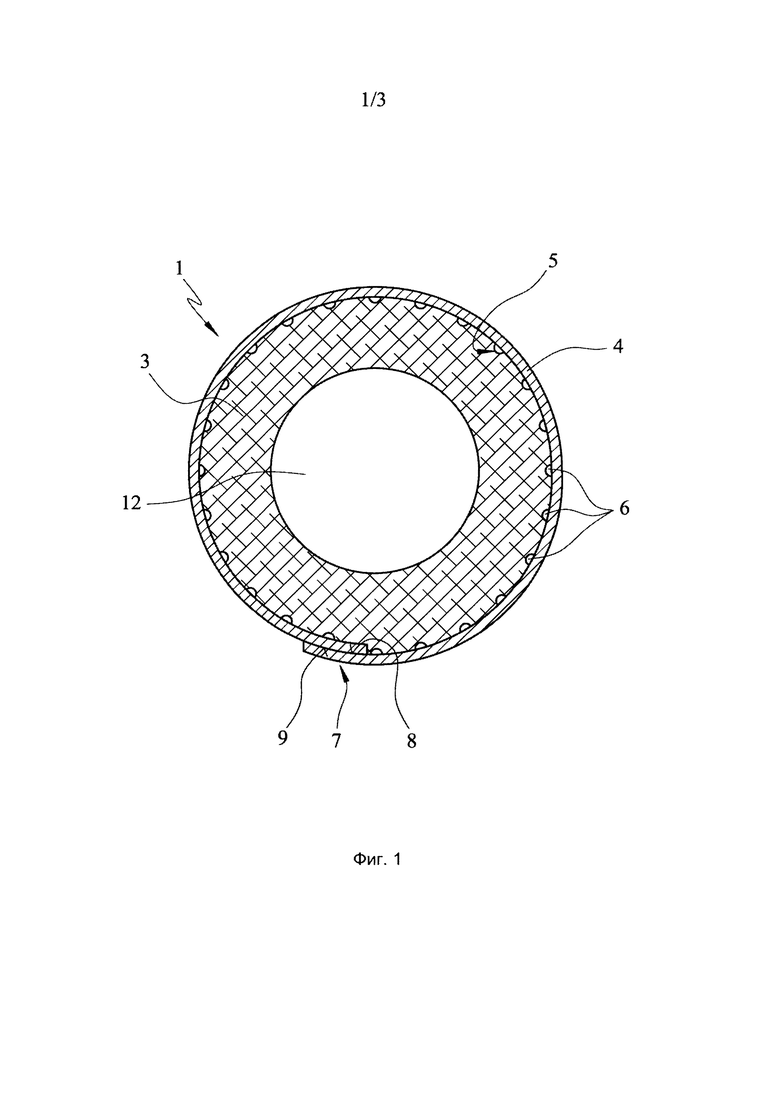
Фиг. 1: в качестве примера, поперечное сечение через композитный рукав,
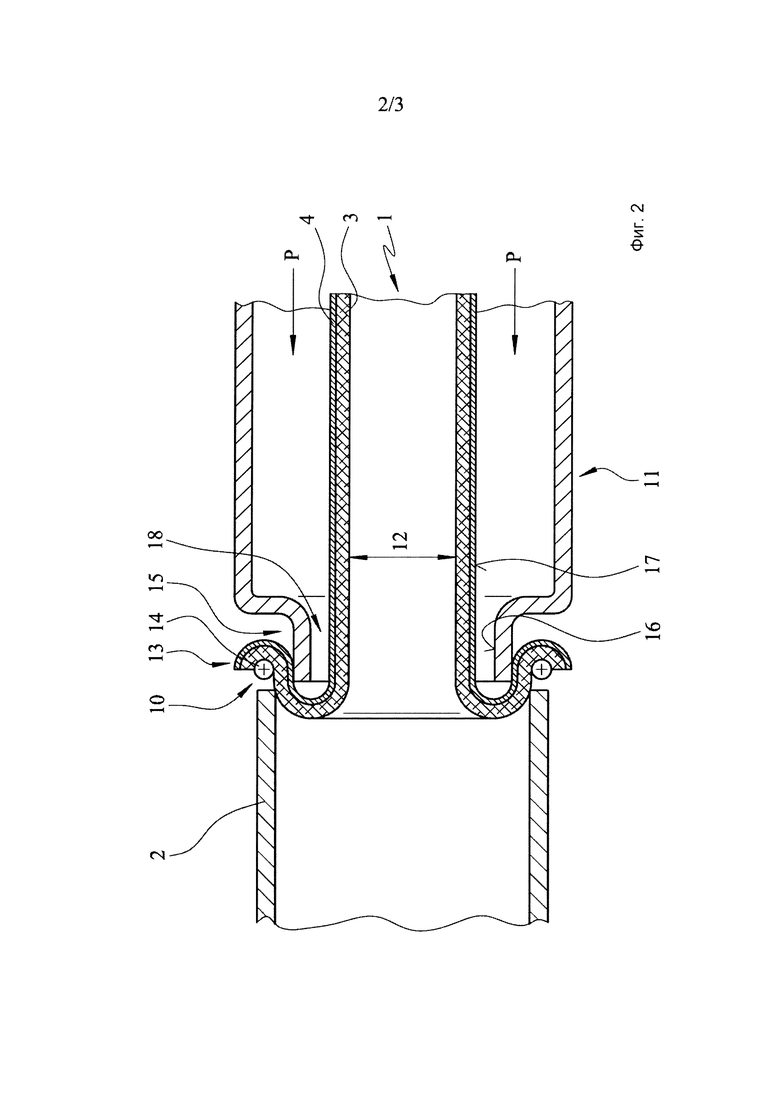
Фиг. 2: продольный разрез через часть ремонтируемого трубопровода текучей среды и через часть выворачивающего устройства; и
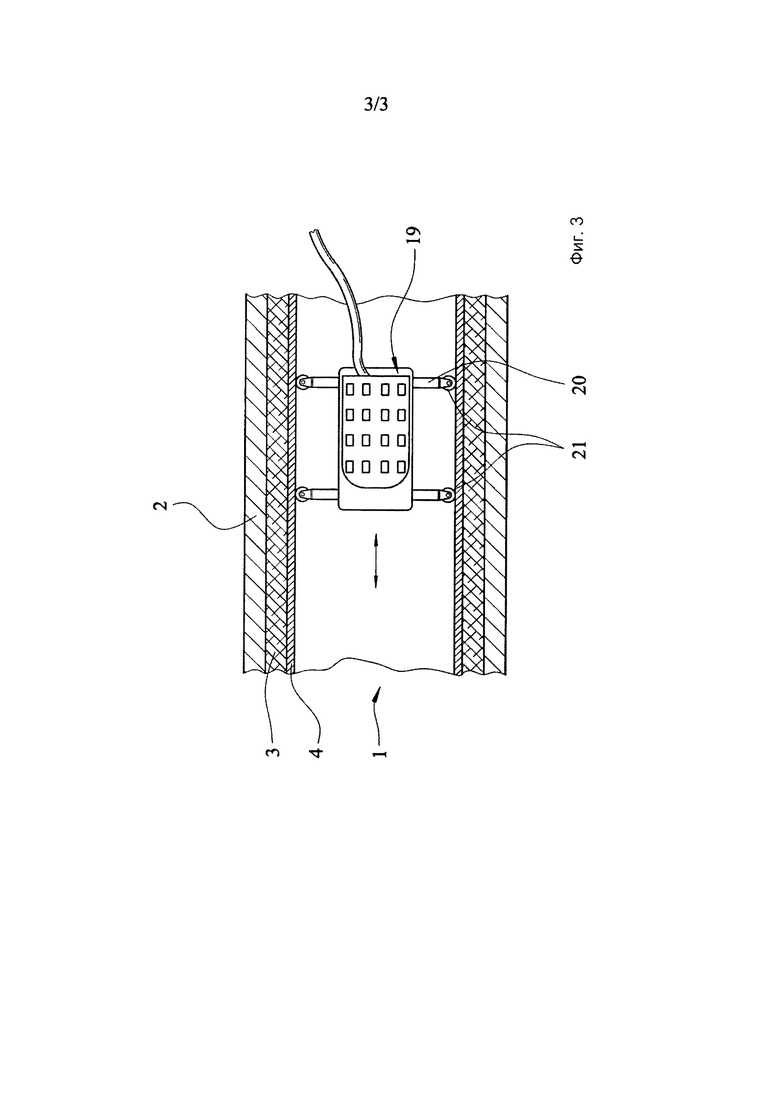
Фиг. 3: разрез через отремонтированный трубопровод текучей среды во время облучения ультрафиолетовым излучением.
Представленное на фиг. 1 поперечное сечение через композитный рукав 1 наглядным образом показывает его основополагающую конструкцию. Композитный рукав 1 состоит из стекловолоконного текстильного материала 3, который полностью охвачен принимающей его пленкой 4. Стекловолоконный текстильный материал 3, предпочтительно, состоит из изготовленного посредством способа кругового вязания рукава. В рамках представленного примера пленка 4 имеет на ее обращенной к стекловолоконному текстильному материалу 3 внутренней стороне несколько отдельных возвышений 6, которые размещены с одной ее стороны посредством нанесения покрытия гравированными валиками на пленку 4 прежде укладывания пленки 4 вокруг стекловолоконного текстильного материала 3. Эти возвышения 6 имеют сфероидную, то есть шарообразную, геометрию и образуют, в целом, одно содержащее термоплавкий клей покрытие 5 пленки 4. Для изготовления данного, по меньшей мере, частично неразъемного соединения между пленкой 4 и стекловолоконным текстильным материалом 3 используют вальцевание с подогревом в температурном диапазоне между 70°C и 90°C, при котором содержащее термоплавкий клей покрытие 5 подвергают расплавлению, и тем самым, неразъемному соединению со стекловолоконным текстильным материалом 3. Посредством данной своеобразной формы соединения неразъемное соединение между пленкой 4 и стекловолоконным текстильным материалом 3 существует только частично, что придает особую гибкость изготовленному тем самым композитному рукаву 1. Кроме того, в показанном на фиг. 1 примере композитный рукав 1 имеет область 7 нахлеста. Область 7 нахлеста образована посредством участка 8 внутренней поверхности пленки 4, который прилегает к соответствующему участку 9 внешней поверхности пленки 4, когда пленка 4 полностью намотана вокруг стекловолоконного текстильного материала 3. В этой области 7 нахлеста лежащие друг на друге участки 8, 9 пленки 4 также соединены посредством неразъемного соединения, для чего в данном примере использована термопластическая клеевая пленка с областью плавления выше 115°C, которую расплавляют посредством запечатывающего способа с использованием ультразвука и, тем самым, создают неразъемное соединение. Посредством такого соединения одновременно достигают уплотнения в области 7 нахлеста. Кроме того, композитный рукав 1 имеет внутреннюю полость 12, которая, тем не менее, не соответствует поперечному сечению прохода трубопровода 2 текучей среды, поскольку при размещении композитного рукава 1 в трубопроводе 2 текучей среды композитный рукав 1 выворачивается.
На основании изображения в разрезе на фиг. 2 доступно наглядное описание способа ремонта трубопровода 2 текучей среды. Для выполнения способа ремонта трубопровода 2 текучей среды перед прохождением камеры и измерением ремонтируемых мест его снабжают отверстием 10, с помощью которого в трубопроводе 2 текучей среды позже также может быть размещен композитный рукав 1. Для укладки композитного рукава 1 в трубопровод 2 текучей среды открытый конец композитного рукава 1 насаживают на выворачивающее устройство 11 таким образом, что на указанном участке он образует отворотный участок 13. Выворачивающее устройство 11 для насаживания отворотного участка 13 композитного рукава 1 имеет фланцевый участок 15. Для фиксации отворотного участка 13 на фланцевом участке 15 выворачивающего устройства 11 в представленном на фиг. 2 примере осуществления применяют зажимное устройство 14, которое, предпочтительно, представлено простым стяжным хомутом. В пределах выворачивающего устройства 11 при этом виде крепления композитного рукава 1 между внутренней поверхностью 16 фланцевого участка 15 и внешней поверхностью 17 композитного рукава 1 имеется зазор 18, который используют для подведения давления p посредством выворачивающего устройства 11 к закрепленному концу композитного рукава 1. Этим обеспечена возможность вдувания композитного рукава 1 в трубопровод 2 текучей среды. При этом заданное давление p поддерживают до тех пор, пока изначально пропитывающая стекловолоконный текстильный материал 3 полиэфирная смола не окажется полностью отвержденной посредством облучения ультрафиолетовым излучением.
Процесс отверждения полиэфирной смолы в стекловолоконном текстильном материале 3 показан на фиг. 3. По этому представлению можно понять, что вывернутый посредством приложенного давления p композитный рукав 1 теперь прилегает своим стекловолоконным текстильным материалом 3 к внутренней поверхности трубопровода 2 текучей среды, в то время как пленка 4 образует внутреннюю поверхность отремонтированного трубопровода 2 текучей среды. В этом состоянии, прежде всего, поддерживают приложенное посредством выворачивающего устройства 11 давление p таким образом, который обеспечивает сохранение непосредственной, свободной от складок укладки композитного рукава 1 по всей внутренней стенке трубопровода 2 текучей среды. Поскольку используемая полиэфирная смола отвердевает посредством облучения ультрафиолетовым излучением, производят облучение с помощью ультрафиолетового облучателя 19 в форме оснащенной светодиодами ультрафиолетовой лампы, которую направляют через трубопровод 2 текучей среды. При этом, как правило, за счет интенсивности излучения используемых светодиодов, для полного отверждения имеющейся в стекловолоконном текстильном материале 3 полиэфирной смолы достаточно однократного облучения. При этом ультрафиолетовый облучатель 19 размещен в перемещаемом каркасе 20, подвижность которого в пределах трубопровода 2 текучей среды обеспечена посредством подходящих роликов 21. В завершение, в случае необходимости, имеющиеся ответвления трубопровода 2 текучей среды отделяют с помощью отрезного робота таким образом, что в дальнейшем обеспечен беспрепятственный текучий поток в пределах имеющейся системы проточных трубопроводов. После завершения также и этого процесса, отверстие 10 таким образом отремонтированного трубопровода 2 текучей среды может быть вновь закрыто.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 композитный рукав
2 трубопровод текучей среды
3 стекловолоконный текстильный материал
4 пленка
5 содержащее термоплавкий клей покрытие
6 возвышения
7 область нахлеста
8 участок внутренней поверхности пленки
9 участок внешней поверхности пленки
10 отверстие трубопровода текучей среды
11 выворачивающее устройство
12 внутренняя полость композитного рукава
13 отворотный участок
14 зажимное устройство
15 фланцевый участок
16 внутренняя поверхность фланцевого участка
17 внешняя поверхность композитного рукава
18 зазор
19 ультрафиолетовый облучатель
20 каркас
21 ролики
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВА ДЛЯ ЗАЩИТЫ И РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2019 |
|
RU2726985C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2003 |
|
RU2285195C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2005 |
|
RU2289750C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ И РЕМОНТА ТРУБОПРОВОДА | 2000 |
|
RU2172888C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1996 |
|
RU2107216C1 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДА | 2006 |
|
RU2321795C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 1996 |
|
RU2094692C1 |
| ЗАЩИТНО-ИНДИКАТОРНОЕ УСТРОЙСТВО ДЛЯ ТРУБОПРОВОДОВ ДЛЯ ТЕКУЧЕЙ СРЕДЫ, СПОСОБ ИНДИКАЦИИ НЕИСПРАВНОСТИ ТРУБОПРОВОДА И ШЛАНГОВАЯ СИСТЕМА | 2009 |
|
RU2461761C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2374551C2 |
Группа изобретений относится к трубопроводному транспорту. Представлен композитный рукав (1) для ремонта неплотных трубопроводов (2) текучей среды. Рукав состоит из изготавливаемого посредством вязального способа трубчатого стекловолоконного текстильного материала (3) и полностью и герметично охватывающей этот стекловолоконный текстильный материал (3) пленки (4). Пленка (4) на ее обращенной к поверхности стекловолоконного текстильного материала (3) внутренней стороне имеет частично расплавляемое посредством тепловой обработки содержащее термоплавкий клей покрытие (5), посредством которого пленка (4) неразъемно соединена со стекловолоконным текстильным материалом (3). Помимо этого, изобретение относится к способу изготовления подходящего для ремонта неплотных трубопроводов текучей среды композитного рукава (1) и способу ремонта неплотных трубопроводов текучей среды с помощью композитного рукава согласно изобретению. 3 н. и 15 з.п. ф-лы, 3 ил.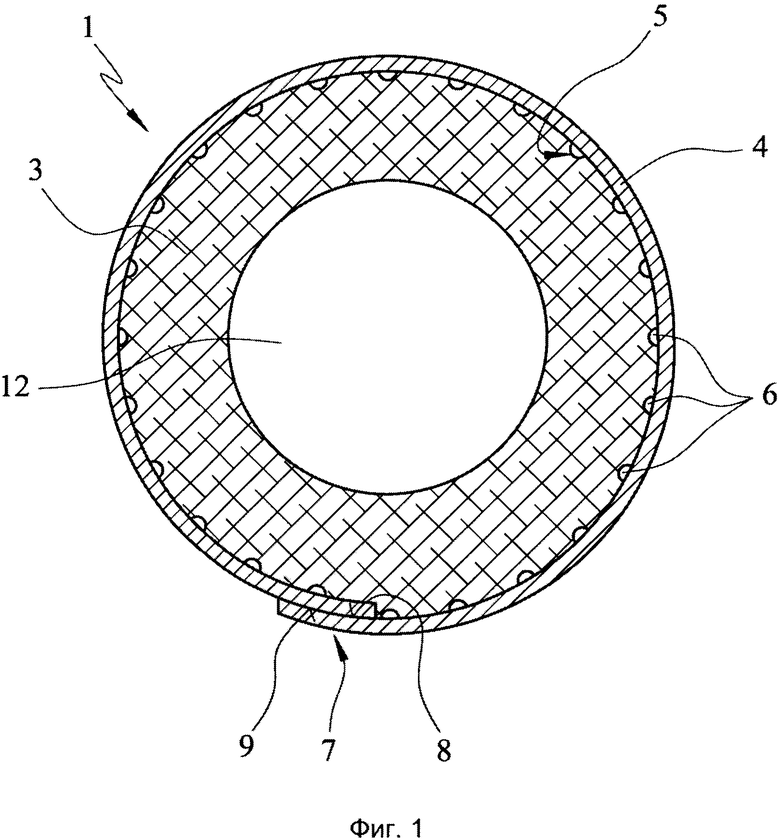
1. Композитный рукав (1) для ремонта неплотных трубопроводов (2) текучей среды, состоящий из изготовленного посредством вязального способа трубчатого стекловолоконного текстильного материала (3), выполненного в виде бесшовного рукава, и полностью и герметично охватывающей его пленки (4), отличающийся тем, что пленка (4) на ее обращенной к поверхности стекловолоконного текстильного материала (3) внутренней стороне имеет частично расплавляемое посредством тепловой обработки содержащее термоплавкий клей покрытие (5), посредством которого пленка (4) неразъемно соединена со стекловолоконным текстильным материалом (3).
2. Композитный рукав по п. 1, отличающийся тем, что рукав изготовлен посредством способа кругового вязания.
3. Композитный рукав по одному из предшествующих пунктов, отличающийся тем, что исходный и обработанный стекловолоконный текстильный материал (3) композитного рукава (1) имеет асимметричные механические свойства при растяжении и постоянную толщину материала.
4. Композитный рукав по одному из предшествующих пунктов, отличающийся тем, что содержащее термоплавкий клей покрытие (5) необработанной пленки (4) состоит из нескольких имеющихся на пленке (4) с одной стороны сфероидных или ромбовидных возвышений (6).
5. Композитный рукав по одному из предшествующих пунктов, отличающийся тем, что содержащее термоплавкий клей покрытие (5) пленки (4) размещено на пленке (4) посредством нанесения покрытия гравированными валиками.
6. Композитный рукав по одному из предшествующих пунктов, отличающийся тем, что стекловолоконный текстильный материал (3) неразъемно соединен с содержащим термоплавкий клей покрытием (5) посредством вальцевания с подогревом в температурном диапазоне между 70°C и 90°C.
7. Композитный рукав по одному из предшествующих пунктов, отличающийся тем, что расположенная вокруг стекловолоконного текстильного материала (3) пленка (4) имеет область (7) нахлеста, в которой участок (8) внутренней поверхности пленки (4) лежит на соответствующем участке (9) внешней поверхности пленки (4), и по меньшей мере один из этих поверхностных участков (8, 9) пленки (4) в образованной тем самым области (7) нахлеста поверхностей имеет термопластическую клеевую пленку для установления неразъемного соединения пленки (4).
8. Композитный рукав по п. 7, отличающийся тем, что термопластическая клеевая пленка является многослойной.
9. Композитный рукав по п. 7 или 8, отличающийся тем, что термопластическая клеевая пленка имеет область плавления выше 115°C.
10. Композитный рукав по одному из пп. 7-9, отличающийся тем, что пленка (4) в области (7) нахлеста герметично закрыта посредством запечатывающего способа с использованием ультразвука и/или тепловых импульсов.
11. Способ изготовления подходящего для ремонта неплотных трубопроводов текучей среды композитного рукава (1) согласно одному из предшествующих пунктов, отличающийся этапами способа:
- обеспечения раскроенной изначально плоской пленки (4), которая имеет с одной своей стороны несколько образующих содержащее термоплавкий клей покрытие (5) сфероидных или ромбовидных возвышений (6),
- укладки изготовленного посредством вязального способа или ткацкого способа трубчатого стекловолоконного текстильного материала (3) на оснащенную содержащим термоплавкий клей покрытием (5) сторону пленки (4),
- неразъемного соединения пленки (4) со стекловолоконным текстильным материалом (3) посредством вальцевания с подогревом в температурном диапазоне между 70°C и 90°C, посредством чего пленка (4) согласуется с трубчатой формой стекловолоконного текстильного материала (3),
- изготовления неразъемного соединения области (7) нахлеста пленки (4) посредством запечатывающего способа с использованием ультразвука и/или тепловых импульсов, для чего область (7) нахлеста состоит из участка (8) внутренней поверхности пленки (4), который укладывается на соответствующий участок (9) внешней поверхности пленки (4), причем по меньшей мере один из этих поверхностных участков пленки (4) в области (7) нахлеста поверхностей имеет термопластическую клеевую пленку, область плавления которой расположена выше 115°C.
12. Способ ремонта неплотных трубопроводов текучей среды с помощью композитного рукава по одному из пп. 1-10, изготовленного посредством способа по п. 11, отличающийся этапами способа:
- изготовления отверстия (10) в трубопроводе (2) текучей среды и выявления местоположения или же обнаружения имеющихся в трубопроводе (2) текучей среды повреждений,
- обеспечения необходимой для ремонта длины композитного рукава (1), состоящего из трубчатого стекловолоконного текстильного материала (3) и из неразъемно с ним соединенной и охватывающей стекловолоконный текстильный материал (3) светопроницаемой пленки (4), причем стекловолоконный текстильный материал (3) предварительно пропитан свободной от стирола ненасыщенной отверждаемой посредством ультрафиолетового облучения полиэфирной смолой,
- фиксации открытого конца композитного рукава (1) на выворачивающем устройстве (11),
- установления герметичного соединения между отверстием (10) трубопровода (2) текучей среды и композитным рукавом (1),
- затягивания композитного рукава (1) в трубопровод текучей среды или подачи в композитный рукав (1) созданного в выворачивающем устройстве (11) избыточного давления и осуществления тем самым вдувания композитного рукава (1) в подлежащий ремонту трубопровод (2) текучей среды, причем композитный рукав (1) под действием данного давления прилегает непосредственно к внутренней поверхности трубопровода (2) текучей среды,
- по меньшей мере однократного создания ультрафиолетового облучения по всей длине композитного рукава (1) посредством по меньшей мере однократного пропускания через композитный рукав (1) ультрафиолетового облучателя (19) так, что полиэфирная смола отвердевает.
13. Способ по п. 12, отличающийся тем, что выявление местоположения и обнаружение имеющихся в трубопроводе (2) текучей среды повреждений производят посредством прохождения камеры и измерения.
14. Способ по п. 12 или 13, отличающийся тем, что композитный рукав (1) в виде продаваемого на метры товара предоставляют намотанным на катушку и размещают в трубопроводе (2) текучей среды посредством затягивания или вдувания при одновременном выворачивании композитного рукава (1).
15. Способ по одному из пп. 12-14, отличающийся тем, что при вдувании композитного рукава (1) в трубопровод (2) текучей среды образованная посредством пленки (4) первоначально внешняя сторона композитного рукава (1) в результате выворачивания образует внутреннюю сторону отремонтированного трубопровода (2) текучей среды, а образованная посредством стекловолоконного текстильного материала (3) первоначально внутренняя сторона композитного рукава (1) прилегает к внутренней стенке трубопровода текучей среды.
16. Способ по одному из пп. 12-15, отличающийся тем, что для улучшения процесса выворачивания композитного рукава (1) композитный рукав (1) подогревают перед его укладкой в трубопровод (2) текучей среды до температуры между 20°C и 40°C.
17. Способ по одному из пп. 12-16, отличающийся тем, что в качестве продаваемого на метры товара на катушке в предварительно изготовленном выполнении, то есть пропитанный полиэфирной смолой, композитный рукав (1) защищен от ультрафиолетового излучения.
18. Способ по одному из пп. 12-17, отличающийся тем, что подлежащий ремонту трубопровод (2) текучей среды перед началом восстановления покрывают защитной пленкой (preliner).
| DE 102009038628 A1, 03.03.2011 | |||
| Тормозное устройство для единиц подвижного состава железных дорог с применением рельсовых и колесных колодок | 1925 |
|
SU2532A1 |
| EP 0875713 A2, 04.11.1998 | |||
| WO2014088053 A1, 12.06.2014 | |||
| DE 102010023764 A1, 15.12.2011 | |||
| DE 102012110265 A1, 30.04.2014 | |||
| DE 19852690 A1, 18.05.2000. | |||

