Данное изобретение относится к устройству для изготовления смеси из по меньшей мере одного газа и по меньшей мере одного жидкого пластмассового компонента с признаками ограничительной части пункта 1 формулы изобретения.
Такое устройство показано на фиг.10 в ЕР 0 776 745 В1. Там загрузочное устройство по меньшей мере для одного газа выполнено в виде баллона сжатого газа. Подающее устройство по меньшей мере для одного жидкого пластмассового компонента выполнено в виде насоса. На других фигурах этой публикации показаны также поршневые насосы. По меньшей мере один газ и по меньшей мере один жидкий пластмассовый компонент смешиваются в самих поршневых насосах. Подача газа выполняется и регулируется с помощью клапана. Как пояснено в этой публикации, трудно вводить точное количество газа в правильном соотношении в жидкий пластмассовый компонент.
Задачей изобретения является создание устройства, в котором предотвращаются указанные выше недостатки.
Эта задача решена с помощью устройства с признаками пункта 1 формулы изобретения. Предпочтительные варианты выполнения изобретения указаны в зависимых пунктах формулы изобретения.
Применение поршневых насосов как для по меньшей мере одного газа, так и по меньшей мере для жидкого пластмассового компонента обеспечивает точное дозирование газа в жидкий пластмассовый компонент. Если исходить из того, что имеется определенный максимальный объем заполнения поршневого насоса подающего устройства для жидкого пластмассового компонента, и что имеется определенный максимальный объем заполнения поршневого насоса загрузочного устройства для по меньшей мере одного газа (он может быть равным или отличным от объема заполнения подающего устройства), то можно на подаваемое в жидкий пластмассовый компонент количество газа оказывать влияние с помощью давления, с которым газ заполняет загрузочное устройство. Решение, согласно изобретению, является более экономичным, конструктивно более простым и меньшим по размерам.
В принципе поршневые насосы загрузочного устройства и подающего устройства могут работать независимо друг от друга в том смысле, что управление ими осуществляется по отдельности. Для достижения особенно простого и экономичного выполнения предпочтительно предусмотрено, что поршень загрузочного устройства и поршень подающего устройства соединены механически или электрически.
Для этого соединения имеется два варианта выполнения. При механически симметричном соединении предусмотрено, что поршень загрузочного устройства и поршень подающего устройства соединены так, что при выдаче газа из загрузочного устройства, в подающее устройство вводится жидкий пластмассовый компонент, и при выдаче жидкого пластмассового компонента из подающего устройства, газ вводится в загрузочное устройство. В противоположность этому, при параллельном, соответственно, механически синхронном соединении предусмотрено, что поршень загрузочного устройства и поршень подающего устройства соединены так, что при выпуске газа из загрузочного устройства жидкий пластмассовый компонент выпускается из подающего устройства и при введении газа в загрузочное устройство жидкий пластмассовый компонент вводится в подающее устройство.
Изобретение претендует также на защиту устройства для изготовления вспененных пластмассовых частей, в частности уплотнительных валиков, содержащего устройство, согласно изобретению, для изготовления смеси из по меньшей мере одного газа и по меньшей мере одного жидкого пластмассового компонента.
Ниже приводится пояснение вариантов выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - схема устройства для изготовления вспененных пластмассовых частей;
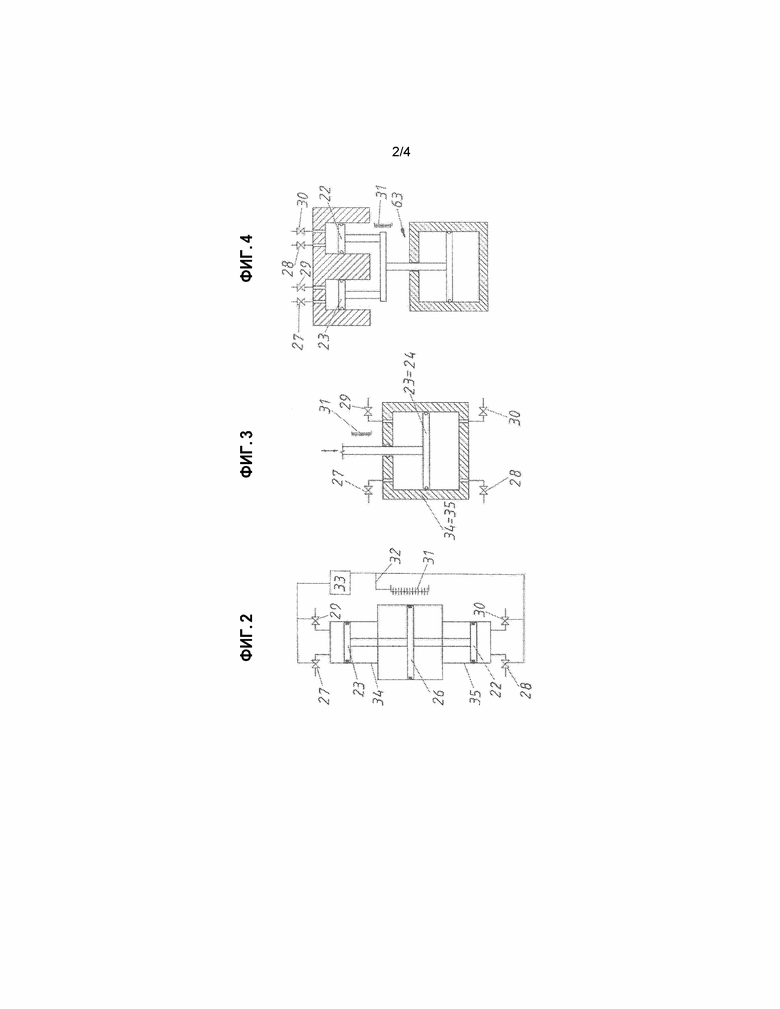
фиг.2 - первый пример выполнения поршневого насоса, в котором поршни механически симметрично соединены;
фиг.3 - вариант примера выполнения из фиг.2;
фиг.4 - пример выполнения изобретения, в котором поршни соединены механически синхронно;
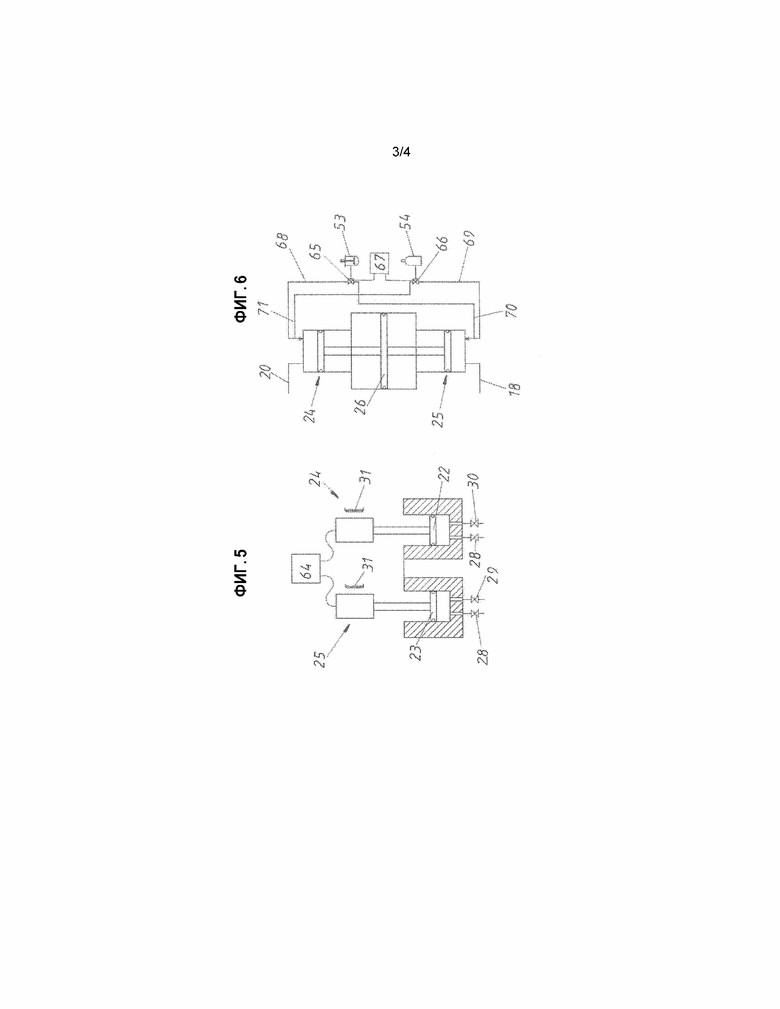
фиг.5 - пример выполнения изобретения, в котором поршни соединены электрически;
фиг.6 - пример выполнения изобретения, при этом один поршневой насос и другой поршневой насос выполнены каждый попеременно в качестве загрузочного устройства и в качестве подающего устройства;
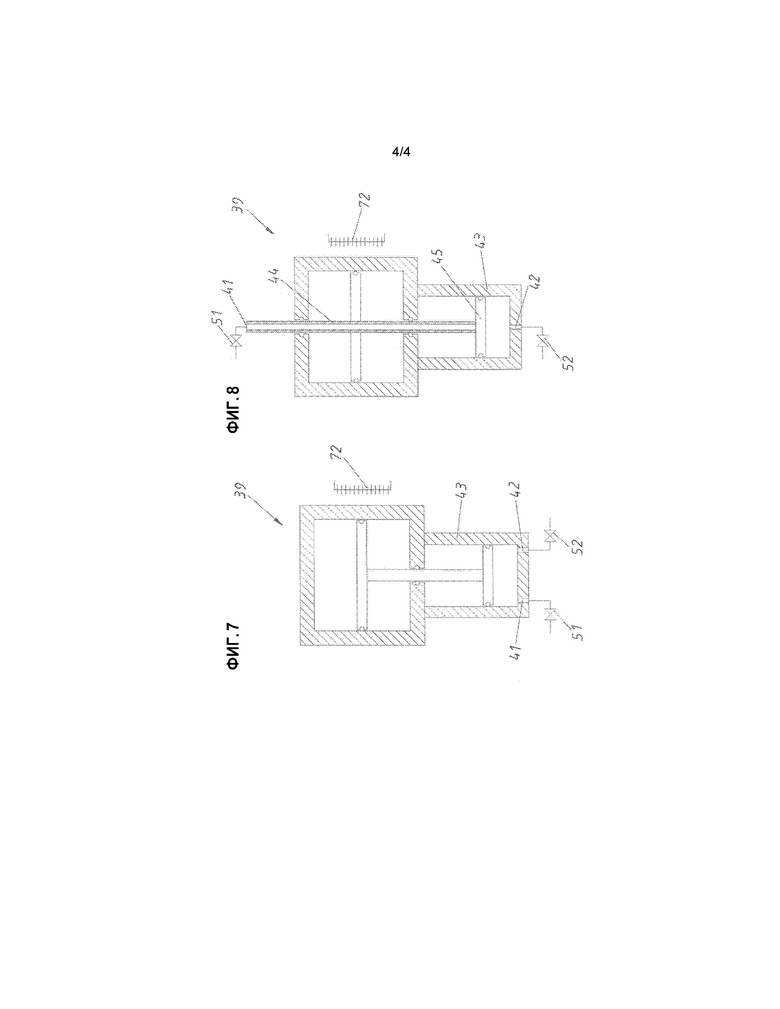
фиг.7 - буферное устройство, в увеличенном масштабе; и
фиг.8 - альтернативный вариант выполнения буферного устройства.
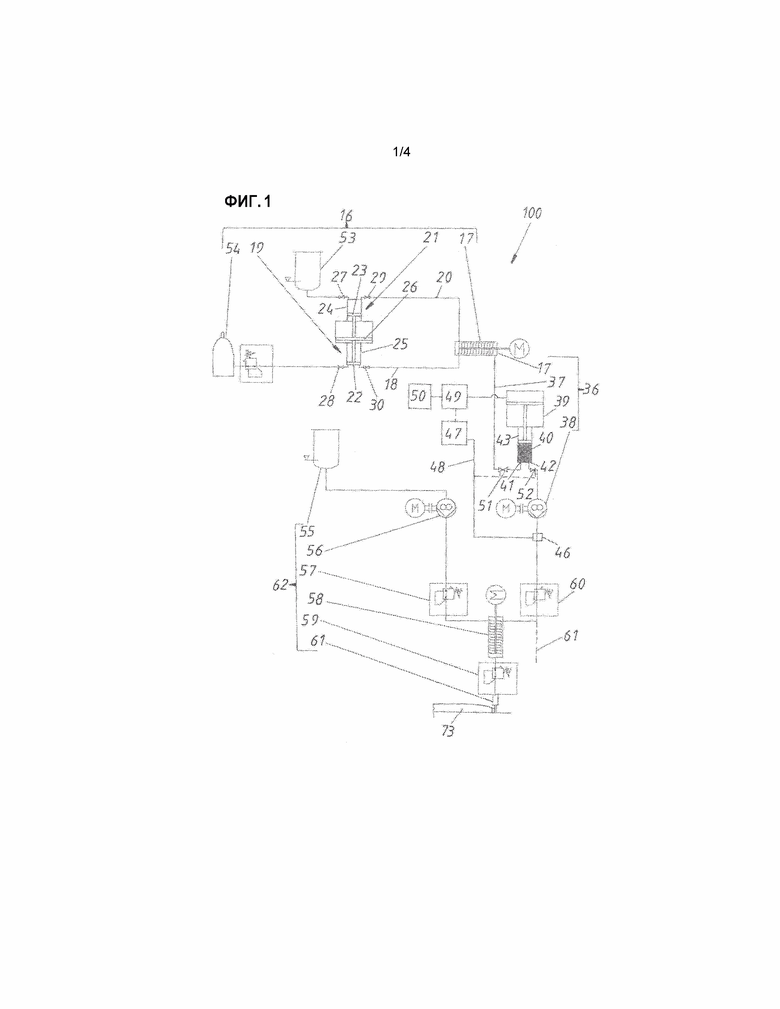
На фиг.1 показана схема всего устройства 100 для изготовления вспененных пластмассовых частей, в частности уплотнительных валиков. Это устройство 100 имеет в свою очередь несколько существенных подблоков.
Один такой подблок образован устройством 16 для изготовления смеси из по меньшей мере одного газа и по меньшей мере одного жидкого пластмассового компонента. Это устройство 16 имеет в свою очередь по меньшей мере одно смесительное устройство 17, соединенное через первый трубопровод 18 со смесительным устройством 17 загрузочное устройство 19 для упомянутого по меньшей мере одного газа, и соединенное через второй трубопровод 20 со смесительным устройством 17 подающее устройство 21 для по меньшей мере одного жидкого пластмассового компонента. Дополнительно к этому, это устройство 16 имеет резервуар 53 для компонента пластмассы и источник 54 газа, в частности устройство для создания сжатого воздуха. Вместо резервуара 53 может быть также предусмотрен подающий насос.
В таком устройстве 16 в противоположность уровню техники предусмотрено, что загрузочное устройство 19 и подающее устройство 21 выполнены в виде имеющих поршни 22 и 23 поршневых насосов 25 и 24.
Поршень 22 загрузочного устройства 19 (поршневого насоса 25) и поршень 23 подающего устройства 21 (поршневого насоса 24) соединены в этом примере механически симметрично через мультипликатор (преобразователь давления) 26. Он позволяет применять привод, который работает при относительно малом давлении (например, пневматический), поскольку за счет передачи силы происходит необходимое увеличение силы. Кроме того, показаны впускные клапаны 27, 28 и выпускные клапаны 29, 30.
Как показано более детально на фиг.2, эти впускные клапаны 27, 28 и выпускные клапаны 29, 30 приводятся в действие с помощью блока 33 управления согласованно с движением соединенных поршней 22, 23. Кроме того, показан датчик 31, который через сигнальный провод 32 находится в соединении с блоком 33 управления для передачи сигналов. Датчик 31 служит для определения положения мультипликатора 26. Таким образом, определяется также положение поршней 22, 23. Положение поршней 22, 23 может также определяться непрерывно с помощью датчика 31 (смотри другие варианты выполнения). В целом, с помощью такого датчика 31 можно осуществлять распознавание утечек, а именно, когда изношены уплотнения поршней между поршнем 23 и цилиндром 34 загрузочного устройства 19, уплотнения поршней между поршнем 22 и цилиндром 35 подающего устройства 21 и/или по меньшей мере одного из клапанов 27-30. Для распознавания утечек, например, закрываются впускной клапан 28 и выпускной клапан 30 на стороне газа. С помощью поршня 22 выполняется сжатие находящегося между впускным клапаном 28 и выпускным клапаном 30 объема газа. Если имеется утечка, то после выполненного сжатия происходит не регулярное движение мультипликатора 26, что обнаруживается с помощью датчика 31. Кроме того, можно проверять, имеются ли в жидком пластмассовом компоненте нерегулярные доли газа, поскольку они при закрытом впускном клапане 27 и выпускном клапане 29 приводят к движению поршня 23, поскольку жидкий пластмассовый компонент подвергается сжатию нерегулярными долями газа. При необходимости это может быть компенсировано с помощью блока 33 управления.
На фиг.3 показан один единственный поршневой насос, который одновременно образует поршневой насос 24 для подающего устройства 21 и поршневой насос 25 для загрузочного устройства 19. В этом варианте выполнения не предусмотрен отдельный мультипликатор, вместо этого один поршень образует как поршень 23 поршневого насоса 24, так и поршень 22 поршневого насоса 25. Также эта система, согласно фиг.3, работает механически симметрично. То есть, когда с помощью (изображенного внизу) загрузочного устройства 19 выдается газ, то жидкий пластмассовый компонент вводится в подающее устройство 21, и наоборот.
В противоположность этому, на фиг.4 показана система, в которой поршневые насосы 24 и 25 соединены механически синхронно. А именно, поршень 22 загрузочного устройства 19 и поршень 23 подающего устройства 21 соединены через соединительный механизм 63 так, что при выдаче газа из загрузочного устройства 19 жидкий пластмассовый компонент выпускается из подающего устройства 21, и при впуске газа в загрузочное устройство 19 жидкий пластмассовый компонент вводится в подающее устройство 21.
На фиг.5 показано электронное соединение поршневых насосов 24 и 25. При этом движение поршней 22 и 23 управляется блоком 64 управления, который соединен с возможностью передачи сигналов с приводными устройствами обоих поршневых насосов 24 и 25. Поршни 22 и 23 могут перемещаться противоположно одинаково или синхронно. Это регулируется с помощью блока 64 управления.
На фиг.6 показан поршневой насос 25 и поршневой насос 24, которые попеременно образуют загрузочное устройство 19 или подающее устройство 21. При этом преимущество состоит в том, что на обеих сторонах уплотнения смазываются попеременно с помощью жидкого компонента пластмассы. Смена возможна после заданного количества циклов. Смена осуществляется с помощью переключательного устройства 65 и 66, которые переключаются либо вручную или же предпочтительно с помощью блока 67 управления, предпочтительно регулярно. В первом положении переключения жидкий пластмассовый компонент подается из резервуара 53 через первый трубопровод 68 в (изображенный вверху) поршневой насос 24, в то время как газ подается из источника 54 газа через второй трубопровод 69 в поршневой насос 25. Таким образом, вся система совпадает в этом первом положении переключения с фиг.1 и 2. Однако во втором положении переключения происходит изменение потоков. А именно, в этом втором положении переключения жидкий пластмассовый компонент подается из резервуара 53 через третий трубопровод 70 в (изображенный внизу) поршневой насос 25, в то время как газ подается из источника 54 газа через четвертый трубопровод 71 в поршневой насос 24. В соответствии с этим, в этом втором положении переключения, в противоположность первому положению переключения, поршневой насос 25 образует подающее устройство 21, а поршневой насос 24 - загрузочное устройство 19. В зависимости от положения переключения затем нагнетается через первый трубопровод 18, соответственно, второй трубопровод 20, жидкий пластмассовый компонент, соответственно, газ в смесительное устройство 17.
Как показано на фиг.1, другой подблок устройства 100 образован с помощью устройства 36 для поставки предпочтительно смешанного с газом, жидкого пластмассового компонента для дозировочного устройства 38. Это устройство 36 имеет источник 37 по меньшей мере для одного жидкого пластмассового компонента. Предпочтительно, этот источник 37 образован трубопроводом, который ведет от уже упомянутого смесительного устройства 17. Кроме того, это устройство 36 имеет прерывисто работающее передаточное устройство по меньшей мере для одного жидкого пластмассового компонента. Это работающее прерывисто передаточное устройство образовано с помощью поршневых насосов 24, 25, однако может быть также другим, выполненным произвольно приспособлением, которое пригодно для прерывистого направления далее жидкого пластмассового компонента. Под прерывисто работающим источником понимается не только источник, подача которого падает до нуля, но также источник, подача которого подвержена колебаниям (например, шестеренчатый насос).
Кроме того, устройство 36 имеет дозировочное устройство 38, предпочтительно дозировочный насос, в которое подается жидкий пластмассовый компонент из передаточного устройства. Дополнительно к этому, устройство 36 имеет расположенное между источником 37 по меньшей мере одного жидкого пластмассового компонента и дозировочным устройством 38 буферное устройство 39 с изменяемым буферным объемом 40, с помощью которого подаваемый прерывисто в буферное устройство 39 жидкий пластмассовый компонент всегда имеется в достаточном количестве с достаточным давлением предварительного сжатия для дозировочного устройства 38. После дозировочного устройства 38 жидкий пластмассовый компонент попадает в дозировочный клапан 60, после чего жидкий пластмассовый компонент выпускается непосредственно (смотри изображенное штриховыми линиями сопло 61) или, как показано на фиг.1, опосредованно через другой смесительный элемент 58 через сопло 61, и вспенивается за счет выпуска и связанного с этим падения давления.
Для обеспечения возможно более остающимся одинаковым дальнейшего прохождения, предпочтительно предусмотрена возможность управления давлением, имеющимся между буферным устройством 39 и дозировочного устройства 38 в жидком пластмассовом компоненте, с помощью буферного устройства 39. Через впускное отверстие 41 жидкий пластмассовый компонент попадает из источника 37 в буферный объем 40 буферного устройства 39. Через выпускное отверстие 42 буферный объем 40 соединен в свою очередь с дозировочным устройством 38. На фиг.1 впускное отверстие 41 образовано в стенке корпуса 43 буферного устройства 39. Это показано также на фиг.7. Однако в качестве альтернативного решения может быть также предусмотрено, что впускное отверстие 41 образовано в соединенном с поршнем 45 поршневом штоке 44 буферного устройства 39 (см. фиг.8). Кроме того, перед впускным отверстием расположен впускной клапан 51 и после выпускного отверстия 42 - выпускной клапан 52. Дополнительно к этому, может быть предусмотрен датчик 72 пути, с помощью которого обеспечивается возможность определения по меньшей мере выбранных положений поршня 45 в корпусе 43.
Кроме того, предусмотрено, что на стороне выхода дозировочного устройства 38 расположен датчик 46 давления. Этот датчик 46 давления соединен через управляющий провод 48 с блоком 47 управления. Блок 47 управления управляет буферным устройством 39 так, что имеющееся на стороне входа дозировочного устройства 38 давление следует за имеющимся на выходной стороне дозировочного устройства 38 давлением. Кроме того, блок 47 управления может быть выполнен так, что как впускной клапан 51, так и выпускной клапан 52 закрываются, и находящийся в буферном объеме 40 жидкий пластмассовый компонент сжимается. Дополнительно к этому, может быть предусмотрен не изображенный датчик, с помощью которого обеспечивается возможность обнаружения нерегулярного сжатия буферного объема 40.
Кроме того, буферное устройство 39 соединено с устройством 49 для создания давления в буферном устройстве 39. Управление им может осуществляться либо блоком 47 управления (изображенный штриховой линией провод), либо с помощью отдельного блока 50 управления.
В принципе, для изготовления вспененных пластмасс в виде уплотнительных валиков уже достаточно обоих устройств 16 и 36. Однако может быть дополнительно предпочтительно предусмотрено, что вспенивается, предпочтительно физически, второй жидкий пластмассовый компонент параллельно первому жидкому пластмассовому компоненту или в смеси с первым жидким пластмассовым компонентом с образованием пластмассовой части. Поэтому образуется другой подблок устройства 100 с помощью устройства 62 для многокомпонентного вспенивания (см. фиг.1). Это устройство 54 имеет резервуар 55 для второго жидкого пластмассового компонента, из которого предпочтительно смешанный с газом второй жидкий пластмассовый компонент через дозировочное устройство 56 и дозировочный клапан 57 направляется в смесительный элемент 58. В этом смесительном элемент 58 второй жидкий пластмассовый компонент смешивается с первым жидким пластмассовым компонентом. Затем эта смесь после другого дозировочного клапана 59 выпускается через схематично изображенное сопло 61, за счет чего выходит с вспениванием содержащийся в смеси газ. Другими словами, за счет выпуска происходит падение давления, газ приводит к вспениванию жидких пластмассовых компонентов, и после затвердевания вспененных жидких пластмассовых компонентов возникает снабженная порами пластмассовая часть в виде уплотнительного валика 73.
В дозировочных клапанах 57 и/или 60 могут быть также предусмотрены запирающие клапаны, которые на фиг.1 обозначены позициями 51 и 52, в качестве впускного и выпускного клапана.
Перечень позиций
16 Устройство
17 Смесительное устройство
18 Первый трубопровод
19 Загрузочное устройство
20 Второй трубопровод
21 Подающее устройство
22 Поршень
23 Поршень
24 Поршневой насос
25 Поршневой насос
26 Мультипликатор
27 Впускной клапан
28 Впускной клапан
29 Выпускной клапан
30 Выпускной клапан
31 Датчик
32 Сигнальный провод
33 Блок управления
34 Цилиндр
35 Цилиндр
36 Устройство для дальнейшего направления жидкого пластмассового компонента
37 Источник
38 Дозировочное устройство
39 Буферное устройство
40 Буферный объем
41 Впускное отверстие
42 Выпускное отверстие
43 Корпус
44 Поршневой шток
45 Поршень
46 Датчик давления
47 Блок управления
48 Сигнальный провод
49 Устройство для создания давления
50 Блок управления
51 Впускной клапан
52 Выпускной клапан
53 Резервуар для жидкого пластмассового компонента
54 Источник газа
55 Резервуар для второго жидкого пластмассового компонента
56 Смесительное устройство
57 Дозировочный клапан
58 Смесительный элемент
59 Дозировочный клапан
60 Дозировочный клапан
61 Сопло
62 Устройство для многокомпонентного вспенивания
63 Соединительный механизм
64 Блок управления
65 Переключательное устройство
66 Переключательное устройство
67 Блок управления
68 Первый трубопровод
69 Второй трубопровод
70 Третий трубопровод
71 Четвертый трубопровод
72 Датчик пути
73 Уплотнительный валик
100 Устройство для изготовления вспененных пластмассовых частей
Изобретение относится к устройству для изготовления смеси из по меньшей мере одного газа и по меньшей мере одного жидкого пластмассового компонента. Устройство (16) содержит смесительное устройство (17), которое через первый трубопровод (18) соединено с загрузочным устройством (19) для по меньшей мере одного газа и через второй трубопровод (20) соединено с подающим устройством (21) для по меньшей мере одного жидкого компонента пластмассы, при этом загрузочное устройство (19) и подающее устройство (21) выполнены в виде имеющих поршни (22, 23) поршневых насосов (25, 24). Изобретение обеспечивает точное введение количество газа в правильном соотношении в жидкий пластмассовый компонент. 2 н. и 4 з.п. ф-лы, 8 ил.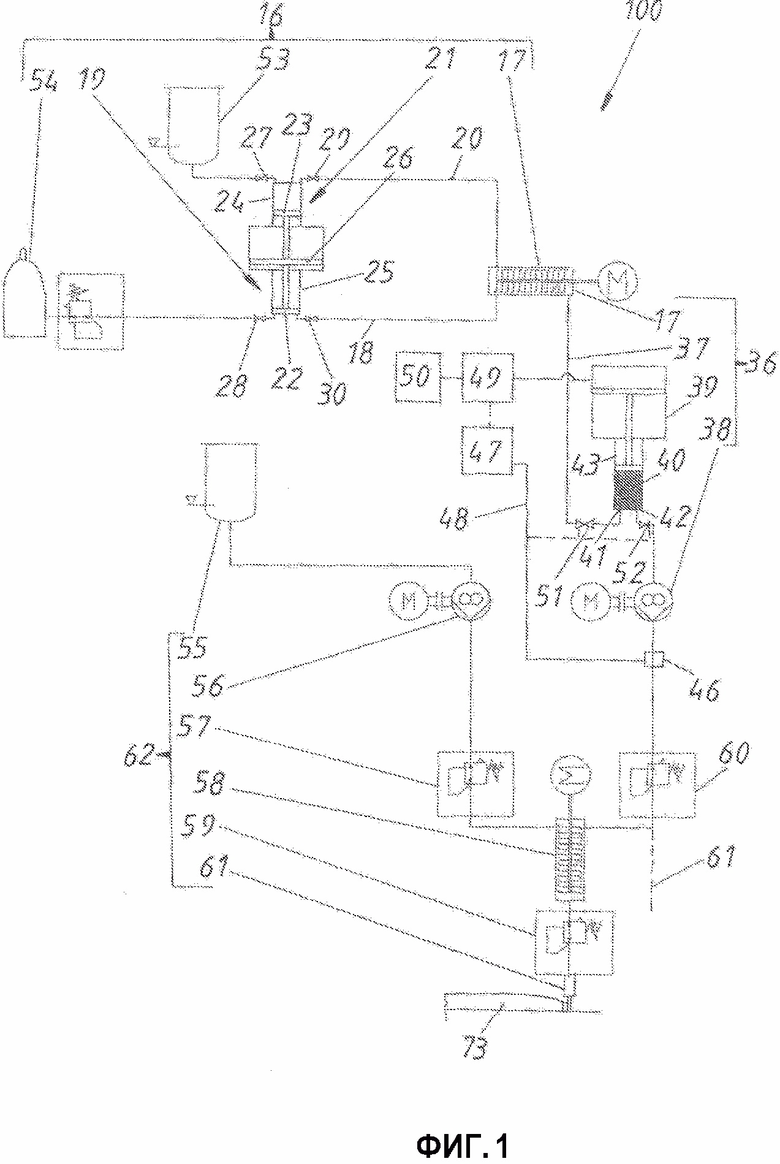
1. Устройство (16) для изготовления смеси из по меньшей мере одного газа и по меньшей мере одного жидкого пластмассового компонента, содержащее резервуар (53) или подающий насос для упомянутого по меньшей мере одного жидкого пластмассового компонента, источник (54) газа и смесительное устройство (17), которое через первый трубопровод (18) соединено с загрузочным устройством (19) для упомянутого по меньшей мере одного газа и через второй трубопровод (20) соединено с подающим устройством (21) для упомянутого по меньшей мере одного жидкого пластмассового компонента, отличающееся тем, что загрузочное устройство (19) и подающее устройство (21) выполнены в виде имеющих поршни (22, 23) поршневых насосов (25, 24).
2. Устройство (16) по п.1, в котором поршень (22) загрузочного устройства (19) и поршень (23) подающего устройства (21) соединены механически или электрически.
3. Устройство (16) по п.2, в котором поршень (22) загрузочного устройства (19) и поршень (23) подающего устройства (21) соединены так, что при выдаче газа из загрузочного устройства (19) в подающее устройство (21) вводится жидкий пластмассовый компонент, и при выдаче жидкого пластмассового компонента из подающего устройства (21) газ вводится в загрузочное устройство (19).
4. Устройство (16) по п.2, в котором поршень (22) загрузочного устройства (19) и поршень (23) подающего устройства (21) соединены так, что при выпуске газа из загрузочного устройства (19) жидкий пластмассовый компонент выпускается из подающего устройства (21), и при введении газа в загрузочное устройство (19) жидкий пластмассовый компонент вводится в подающее устройство (21).
5. Устройство по п.2, в котором оба поршневых насоса (24, 25) образуют попеременно загрузочное устройство (19) или подающее устройство (21).
6. Устройство (100) для изготовления вспененных уплотнительных частей, в частности уплотнительных валиков, содержащее устройство (16) по любому из пп.1-5.
| ОГРАЖДЕНИЕ БАРЬЕРНОЕ УДЕРЖИВАЮЩЕЕ ДЛЯ АВТОДОРОГ | 2015 |
|
RU2595121C1 |
| ГИДРОПРИВОДНОЙ ВОЗВРАТНО-ПОСТУПАТЕЛЬНЫЙ НАСОС ДВОЙНОГО ДЕЙСТВИЯ | 2004 |
|
RU2258156C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ СИЛОВАЯ УСТАНОВКА МОДУЛЬНОГО ТИПА | 1999 |
|
RU2164304C2 |
| Блок над гальванической ванной для омеднения ступиц шестерен | 1948 |
|
SU83809A1 |
| Водосборный колодец | 1978 |
|
SU810917A1 |
| WO 2014195312 A1, 11.12.2014. | |||

