Настоящее изобретение относится к образующему аэрозоль изделию, имеющему мундштук с поверхностными образованиями и съемный участок ободковой обертки.
Сигареты с фильтром обычно содержат цилиндрический стержень из резаного табачного наполнителя, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный по оси с обернутым табачным стержнем и прилегающий к нему торец к торцу. Цилиндрический фильтр обычно содержит фильтрующий материал, окруженный бумажной фицеллой. Как правило, обернутый табачный стержень и фильтр соединены полосой ободковой обертки, которая обычно окружает фильтр по всей его длине и смежный участок обернутого табачного стержня. Обычную сигарету с фильтром обычно закуривают путем поджигания конца сигареты, противоположного мундштуку, с целью сжигания табачного стержня.
В данной области техники был предложен ряд образующих аэрозоль изделий, в которых табак нагревают, а не сжигают. В нагреваемых образующих аэрозоль изделиях аэрозоль образуется в результате нагрева образующего аромат субстрата, такого как табак. Известные нагреваемые образующие аэрозоль изделия включают в себя, например, образующие аэрозоль изделия с электрическим нагревом и образующие аэрозоль изделия, в которых аэрозоль образуется в результате теплопередачи от горючего нагревательного элемента или источника тепла на физически отделенный материал, образующий аэрозоль. Во время курения летучие соединения выделяются из образующего аэрозоль субстрата в результате теплопередачи от нагревательного элемента и захватываются воздухом, втягиваемым через курительное изделие. По мере охлаждения высвобождающихся соединений они конденсируются с образованием аэрозоля, который вдыхается пользователем. Известны также образующие аэрозоль изделия, в которых никотиносодержащий аэрозоль образуется из табачного материала, табачного экстракта или другого источника никотина без сжигания и, в некоторых случаях, без нагрева, например в результате химической реакции.
При курении курительного изделия потребители обычно имеют ограниченный выбор, если он вообще есть, в отношении того, каким образом им использовать курительное изделие для доставления ощущений от курения; ощущения от курения, доставляемые курительным изделием, зачастую закладываются на этапе изготовления курительного изделия.
Было бы желательно создать новое образующее аэрозоль изделие, которое обеспечивало бы для потребителя выбор по меньшей мере одного аспекта ощущений от курения, доставляемых курительным изделием.
Согласно настоящему изобретению предложено образующее аэрозоль изделие, содержащее образующий аэрозоль субстрат; мундштук, выровненный по оси с образующим аэрозоль субстратом; и ободковую обертку, обернутую вокруг мундштука и по меньшей мере части образующего аэрозоль субстрата. По меньшей мере часть образующего аэрозоль субстрата окружена оберткой образующего аэрозоль субстрата. Мундштук содержит мундштучную обертку, окружающую один или более мундштучных сегментов. Ободковая обертка содержит по меньшей мере одну линию ослабления, проходящую в поперечном направлении вокруг по меньшей мере части ободковой обертки; расположенный раньше по ходу потока участок ободковой обертки, проходящий против хода потока от указанной по меньшей мере одной линии ослабления и прикрепленный к расположенному дальше по ходу потока участку обертки образующего аэрозоль субстрата и расположенному раньше по ходу потока участку мундштука; и съемный участок ободковой обертки, проходящий по ходу потока от указанной по меньшей мере одной линии ослабления. Мундштучная обертка содержит по меньшей мере одно поверхностное образование, лежащее под съемным участком ободковой обертки.
В контексте данного документа термин «образующий аэрозоль субстрат» описывает субстрат, способный при нагреве (в том числе при горении) высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоль, образующийся из образующих аэрозоль субстратов, может быть видимым или невидимым, и он может содержать пары (например, тонкодисперсные частицы веществ, которые находятся в газообразном состоянии и при комнатной температуре обычно являются жидкими или твердыми), а также газы и жидкие капли конденсированных паров.
В контексте данного документа термины «раньше по ходу потока» и «дальше по ходу потока» используются для описания относительных положений элементов или частей элементов образующего аэрозоль изделия относительно направления, в котором потребитель осуществляет затяжку на образующем аэрозоль изделии во время его использования. Образующие аэрозоль изделия, описанные в данном документе, содержат расположенный дальше по ходу потока конец (т.е. подносимый ко рту конец) и противоположный ему расположенный раньше по ходу потока конец. При использовании потребитель осуществляет затяжку на расположенном дальше по ходу потока конце образующего аэрозоль изделия. Указанный расположенный дальше по ходу потока конец расположен дальше по ходу потока относительно расположенного раньше по ходу потока конца, который может быть также описан как дальний конец. Мундштук расположен дальше по ходу потока относительно образующего аэрозоль субстрата.
В контексте данного документа термин «поверхностное образование» описывает изменение поверхности мундштука, которое приводит к неоднородности поверхности.
Благодаря выполнению по меньшей мере одного поверхностного образования на поверхности мундштучной обертки и нижележащего съемного участка ободковой обертки, образующие аэрозоль изделия согласно настоящему изобретению обеспечивают преимущество, состоящее в обеспечении для потребителя возможности выбора поверхностной текстуры образующего аэрозоль изделия, которая будет контактировать с губами потребителя во время курения, или использования образующего аэрозоль изделия иным образом. В частности, обеспечивается возможность выбора потребителем варианта, при котором съемный участок ободковой обертки не снимается, с целью сохранения поверхностной текстуры, которая может быть по существу такой же, что и поверхностная текстура обычного курительного изделия. В качестве альтернативы, обеспечивается возможность выбора потребителем варианта, при котором съемный участок ободковой обертки снимается до начала или во время курения, для получения ощущений от альтернативной поверхностной текстуры, обеспечиваемой указанным по меньшей мере одним поверхностным образованием на нижележащем мундштуке.
В образующих аэрозоль изделиях согласно настоящему изобретению мундштук содержит один или более мундштучных сегментов, окруженных мундштучной оберткой. Участок мундштучной обертки лежит под съемным участком ободковой обертки и открывается на поверхности мундштука при съеме съемного участка ободковой обертки потребителем. Этот участок ободковой обертки содержит по меньшей мере одно поверхностное образование. Мундштук может содержать единственный сегмент из фильтрующего материала, и мундштучная обертка может представлять собой отдельную фицеллу, окружающую указанный единственный сегмент фильтрующего материала. В качестве альтернативы, мундштук может содержать множество сегментов из фильтрующего материала, и мундштучная обертка может представлять собой комбинированную фицеллу, окружающую указанное множество сегментов из фильтрующего материала. В таких вариантах осуществления каждый сегмент из фильтрующего материала может быть обернут в отдельную фицеллу, лежащую под комбинированной фицеллой.
Мундштучная обертка может быть образована из пористого материала, такого как пористая бумага. В качестве альтернативы, мундштучная обертка может быть образована из непористого материала, такого как непористая бумага или полимерный материал. Подходящие материалы для образования мундштучной обертки включают в себя целлюлозные полимерные материалы, полимерные материалы на основе крахмала, поливиниловый спирт, целлофан, полилактид и их комбинации.
На поверхность мундштучной обертки, смежную со съемным участком ободковой обертки, может быть нанесено покрытие для обеспечения влажностного барьера, что обеспечивает возможность минимизации риска увлажнения мундштучной обертки губами или ртом потребителя и, следовательно, обеспечивает возможность уменьшения риска прилипания губ или рта потребителя к мундштучной обертке после съема съемного участка ободковой обертки. Например, на внешнюю поверхность мундштучной обертки может быть нанесен лак, такой как лак для предотвращения прилипания губ. Подходящие лаки для предотвращения прилипания губ включают в себя нитроцеллюлозу и этилцеллюлозу.
Мундштучная обертка может иметь граммаж менее чем примерно 90 грамм на квадратный метр, предпочтительно ― менее чем примерно 60 грамм на квадратный метр, более предпочтительно ― менее чем примерно 40 грамм на квадратный метр. Мундштучная обертка предпочтительно имеет граммаж более чем 20 грамм на квадратный метр.
В некоторых предпочтительных вариантах осуществления мундштучная обертка содержит фицеллу или комбинацию фицелл, имеющих граммаж от примерно 50 грамм на квадратный метр до примерно 100 грамм на квадратный метр, более предпочтительно ― от примерно 65 грамм на квадратный метр до примерно 85 грамм на квадратный метр, и наиболее предпочтительно ― от примерно 60 грамм на квадратный метр до примерно 70 грамм на квадратный метр. Благодаря применению фицеллы или комбинации фицелл, имеющих граммаж в пределах вышеуказанных диапазонов, получена сравнительно жесткая мундштучная обертка. Таким образом обеспечивается преимущество, состоящее в возможности сохранения требуемого уровня твердости фильтра даже после съема съемного участка ободковой обертки.
В некоторых вариантах осуществления фицелла может проходить дальше по ходу потока относительно мундштучных сегментов, образуя выемку на подносимом ко рту конце. В таких вариантах осуществления применение фицеллы, имеющей вышеуказанный сравнительно высокий граммаж, обеспечивает преимущество, состоящее в поддержке сохранения структуры указанной выемки во время курения.
Указанное по меньшей мере одно поверхностное образование на мундштучной обертке включает в себя выпуклость и/или вогнутость мундштучной обертки. Предпочтительно, указанная по меньшей мере одна выпуклость или вогнутость имеет глубину по меньшей мере примерно 10 микрометров, более предпочтительно ― по меньшей мере примерно 20 микрометров, более предпочтительно ― по меньшей мере примерно 30 микрометров, что обеспечивает возможность значительного изменения поверхностной текстуры по сравнению с такой же мундштучной оберткой без каких-либо выпуклостей или вогнутостей. Указанная по меньшей мере одна выпуклость или вогнутость может иметь глубину менее чем примерно 60 микрометров, предпочтительно ― менее чем примерно 50 микрометров, более предпочтительно ― менее чем примерно 40 микрометров. Указанная по меньшей мере одна выпуклость или вогнутость может иметь глубину от примерно 10 микрометров до примерно 60 микрометров, предпочтительно ― от примерно 20 микрометров до примерно 50 микрометров, более предпочтительно ― от примерно 30 микрометров до примерно 40 микрометров.
В дополнение или в качестве альтернативы, указанное по меньшей мере одно поверхностное образование может включать в себя изменение толщины мундштучной обертки. Предпочтительно, изменение толщины мундштучной обертки включает в себя ступенчатое изменение, величина которого составляет по меньшей мере примерно 10 микрометров, более предпочтительно ― по меньшей мере примерно 20 микрометров, более предпочтительно ― по меньшей мере примерно 30 микрометров, что обеспечивает возможность получения поверхностной текстуры, значительно измененной по сравнению с мундштучной оберткой, образованной из такого же материала и имеющей однородную толщину. Изменение толщины мундштучной обертки может включать в себе ступенчатое изменение, величина которого составляет менее чем примерно 60 микрометров, предпочтительно ― менее чем примерно 50 микрометров, более предпочтительно ― менее чем примерно 40 микрометров. Предпочтительно, изменение толщины мундштучной обертки включает в себя ступенчатое изменение, величина которого составляет от примерно 10 микрометров до примерно 60 микрометров, предпочтительно ― от примерно 20 микрометров до примерно 50 микрометров, более предпочтительно ― от примерно 30 микрометров до примерно 40 микрометров.
В дополнение или в качестве альтернативы, указанное по меньшей мере одно поверхностное образование может включать в себя один или более материалов, нанесенных или иным образом выполненных на поверхности мундштучной обертки. Указанное по меньшей мере одно поверхностное образование может быть образовано из краски и/или лака. Материал, образующий указанное по меньшей мере одно поверхностное образование, может быть нанесен на поверхность мундштучной обертки методом печати и/или методом напыления.
В любом из вышеописанных вариантов осуществления указанное по меньшей мере одно поверхностное образование может включать в себя множество поверхностных образований. Поверхностные образования могут включать в себя по меньшей мере одно из следующего: круги, эллипсы, овалы, квадраты, треугольники, выемки, прямые линии, кривые линии, зигзагообразные линии и их комбинации. В дополнение или в качестве альтернативы, поверхностные образования могут образовывать повторяющийся рисунок.
В любом из вышеописанных вариантов осуществления каждое поверхностное образование может иметь по меньшей мере один размер, составляющий по меньшей мере примерно 10 микрометров, предпочтительно ― по меньшей мере примерно 20 микрометров, более предпочтительно ― по меньшей мере примерно 30 микрометров. Каждое поверхностное образование может иметь по меньшей мере один размер, составляющий менее чем примерно 60 микрометров, предпочтительно ― менее чем примерно 50 микрометров, более предпочтительно ― менее чем примерно 40 микрометров. Предпочтительно, каждое поверхностное образование имеет по меньшей мере один размер, составляющий от примерно 10 микрометров до примерно 60 микрометров, более предпочтительно ― от примерно 20 микрометров до примерно 50 микрометров, наиболее предпочтительно ― от примерно 30 микрометров до примерно 40 микрометров. Указанный по меньшей мере один размер может представлять собой по меньшей мере одно из следующего: высота, ширина и длина.
Мундштук предпочтительно содержит окружную поверхность, вокруг которой намотана ободковая обертка, покрывающая всю окружную поверхность мундштука до тех пор, пока не снят съемный участок ободковой обертки. Благодаря покрытию всей окружной поверхности мундштука ободковой оберткой, обеспечивается возможность выбора потребителем между ощущением полного отсутствия текстуры, когда съемный участок ободковой обертки не снят, и ощущением текстуры, обеспечиваемым указанным по меньшей мере одним поверхностным образованием, когда съемный участок ободковой обертки снят.
Ободковая обертка образующих аэрозоль изделий согласно настоящему изобретению соответствует внешней обертке мундштука, которая окружает мундштук и расположенный дальше по ходу потока конец образующего аэрозоль субстрата. Как описано выше, ободковая обертка содержит расположенный раньше по ходу потока участок ободковой обертки, который прикрепляет расположенный дальше по ходу потока конец образующего аэрозоль субстрата к расположенному раньше по ходу потока концу мундштука и предназначен для того, чтобы оставаться на своем месте на образующем аэрозоль изделии после съема съемного участка ободковой обертки. Ободковая обертка также содержит расположенный дальше по ходу потока съемный участок одобковой обертки. Первоначально, расположенный раньше по ходу потока участок ободковой обертки и съемный участок ободковой обертки соединены вдоль указанной по меньшей мере одной линии ослабления, и обеспечивается возможность отрыва ободковой обертки потребителем вдоль указанной по меньшей мере одной линии ослабления с целью съема съемного участка ободковой обертки.
Образующее аэрозоль изделие предпочтительно не имеет адгезива в области между съемным участком ободковой обертки и нижележащим участком мундштучной обертки, что обеспечивает возможность облегчения съема съемного участка ободковой обертки.
Ободковая обертка лежит непосредственно поверх мундштучной обертки. Предпочтительно, ободковая обертка представляет собой однослойную ободковую обертку, которая однократно проходит вокруг мундштука в окружном направлении. Таким образом обеспечивается возможность выполнения образующих аэрозоль изделий согласно настоящему изобретению с такой же компоновкой обертки, что и в обычной сигарете с фильтром. Благодаря этому, обеспечивается преимущество, состоящее в возможности сборки образующих аэрозоль изделий обычным и экономичным способом, с использованием имеющегося высокоскоростного оборудования и технологий.
Съемный участок ободковой обертки может проходить между указанной по меньшей мере одной линией ослабления и расположенным дальше по ходу потока концом ободковой обертки. В таких вариантах осуществления съемный участок ободковой обертки может проходить дальше по ходу потока относительно расположенного дальше по ходу потока конца мундштука с образованием выемки на подносимом ко рту конце образующего аэрозоль изделия. В результате обеспечивается возможность захвата потребителем расположенной дальше по ходу потока кромки съемного участка ободковой обертки, и таким образом обеспечивается возможность удобного отрыва съемного участка ободковой обертки от мундштука в направлении хода потока. В качестве альтернативы, расположенная дальше по ходу потока кромка съемного участка ободковой обертки может совпадать с расположенным дальше по ходу потока концом мундштука.
В качестве альтернативы, указанная по меньшей мере одна линия ослабления может включать в себя по меньшей мере одну линию ослабления, расположенную раньше по ходу потока, и по меньшей мере одну линию ослабления, расположенную дальше по ходу потока, причем каждая из них проходит вокруг по меньшей мере части ободковой обертки и они расположены на удалении друг от друга в направлении хода потока. В таких вариантах осуществления расположенный раньше по ходу потока съемный участок ободковой обертки проходит против хода потока от указанной по меньшей мере одной линии ослабления, расположенной раньше по ходу потока, и съемный участок ободковой обертки проходит между указанной по меньшей мере одной линией ослабления, расположенной раньше по ходу потока, и указанной по меньшей мере одной линией ослабления, расположенной дальше по ходу потока. Ободковая обертка также содержит расположенный дальше по ходу потока участок ободковой обертки, проходящий по ходу протока от расположенной дальше по ходу потока линии ослабления, причем съемный участок ободковой обертки прикреплен к расположенному дальше по ходу потока участку мундштука. В таких вариантах осуществления съемный участок ободковой обертки содержит съемную полоску ободковой обертки.
В любом из вышеописанных вариантов осуществления каждая линия ослабления может содержать единственный непрерывный вырез, проходящий вокруг части ободковой обертки. В таких вариантах осуществления указанный единственный вырез предпочтительно проходит от кромки ободковой обертки в месте шва ободковой обертки, проходящего вдоль образующего аэрозоль изделия. Указанный единственный непрерывный вырез предпочтительно проходит вокруг по меньшей мере примерно 50 процентов окружности ободковой обертки, более предпочтительно ― по меньшей мере примерно 75 процентов окружности ободковой обертки, наиболее предпочтительно ― по меньшей мере примерно 85 процентов окружности ободковой обертки. Предпочтительно, указанный единственный вырез проходит вокруг менее чем примерно 95 процентов окружности ободковой обертки.
В качестве альтернативы, каждая линия ослабления может содержать множество вырезов, расположенных через промежутки в окружном направлении с образованием ряда перфорационных отверстий, проходящего вокруг ободковой обертки. В таких вариантах осуществления указанный ряд перфорационных отверстий предпочтительно проходит вокруг по существу всей окружности ободковой обертки. Для помощи потребителю в отрыве ободковой обертки вдоль указанного ряда перфорационных отверстий, линия ослабления может содержать удлиненный вырез, проходящий между кромкой ободковой обертки в месте шва ободковой обертки и первым перфорационным отверстием указанного ряда перфорационных отверстий.
Как описано выше, указанная по меньшей мере одна линия ослабления проходит в поперечном направлении вокруг по меньшей мере части ободковой обертки. В некоторых вариантах осуществления ободковая обертка может также содержать продольную линию ослабления, проходящую вдоль ободковой обертки между указанной по меньшей мере одной поперечной линией ослабления и подносимым ко рту концом образующего аэрозоль изделия для облегчения съема съемного участка ободковой обертки. Более конкретно, в таких вариантах осуществления обеспечивается возможность отрыва ободковой обертки потребителем первоначально вдоль продольной линии ослабления, что обеспечивает возможность образования свободной кромки ободковой обертки, которая облегчает возможность ее захвата потребителем для последующего отрыва ободковой обертки вдоль указанной по меньшей мере одной линии ослабления.
В любом из вышеописанных вариантов осуществления ободковая обертка может содержать первый и второй перекрывающиеся участки, которые перекрываются с образованием шва ободковой обертки, проходящего в продольном направлении вдоль ободковой обертки. Вдоль по меньшей мере части указанного шва может быть нанесен адгезив для прикрепления указанных первого и второго перекрывающихся участков друг к другу.
Предпочтительно, по меньшей мере один участок указанного шва содержит меньше адгезива по ширине шва в поперечном направлении, по сравнению со смежным участком шва в продольном направлении. Например, указанный по меньшей мере один участок шва, содержащий меньше адгезива, может содержать слой адгезива, имеющий уменьшенную толщину по сравнению со слоем адгезива на смежном участке шва в продольном направлении. В дополнение или в качестве альтернативы, указанный по меньшей мере один участок шва, содержащий меньше адгезива, может содержать адгезив, который покрывает меньшую площадь поверхности ободковой обертки по сравнению с адгезивом на смежном участке шва в продольном направлении. В качестве альтернативы, указанный по меньшей мере один участок шва, содержащий меньше адгезива, может по существу не иметь адгезива по ширине шва в поперечном направлении, предпочтительно ― полностью не иметь адгезива по ширине шва в поперечном направлении.
Благодаря наличию участка шва, который содержит меньше колея по ширине шва в поперечном направлении по сравнению со смежным участком шва в продольном направлении, обеспечивается возможность облегчения отрыва ободковой обертки в месте шва при съеме съемного участка ободковой обертки. В тех вариантах осуществления, в которых указанный по меньшей мере один участок шва, содержащий меньше адгезива, по существу не имеет адгезива по ширине шва, этот по меньшей мере один участок шва, по существу не имеющий адгезива, может образовывать свободную кромку ободковой обертки, которая не прикреплена к нижележащему участку ободковой обертки в месте шва, причем обеспечивается возможность более легкого захвата указанной свободной кромки потребителем для облегчения съема съемного участка ободковой обертки.
Предпочтительно, указанный по меньшей мере один участок шва, содержащий меньше адгезива, является смежным с указанной по меньшей мере одной линией ослабления.
В качестве альтернативы, адгезив может быть нанесен вдоль шва на расстоянии от продольной кромки ободковой обертки, проходящей вдоль внешней поверхности мундштука. Таким образом обеспечивается свободная кромка ободковой обертки, которая не прикреплена к поверхности мундштука и может быть захвачена потребителем, что облегчает съем съемного участка ободковой обертки.
В предпочтительных вариантах осуществления настоящего изобретения продольная кромка ободковой обертки, которая проходит вдоль внешней поверхности мундштука, профилирована таким образом, что она образует отрывной язычок для облегчения съема съемного участка ободковой обертки. Например, в некоторых предпочтительных вариантах осуществления указанная продольная кромка содержит выступ ободковой обертки, расположенный дальше по ходу потока относительно первой линии ослабления на съемном участке ободковой обертки, и первый прямолинейный участок, проходящий против хода потока от указанного выступа ободковой обертки. Выступ ободковой обертки содержит первый криволинейный переходный участок, соединяющий первый прямолинейный участок указанной продольной кромки с остальной частью выступа ободковой обертки, причем первый криволинейный переходный участок образован выпуклой кривой.
В контексте данного документа термин «продольный» относится к направлению, соответствующему продольной оси образующего аэрозоль изделия или мундштука. Термин «продольная кромка» применительно к ободковой обертке относится к свободной кромке ободковой обертки, которая проходит в продольном направлении между концами мундштука вдоль внешней поверхности мундштука.
В контексте данного документа термин «выступ ободковой обертки» относится к участку продольной кромки, который выступает от первого прямолинейного участка в окружном направлении с образованием отрывного язычка на кромке ободковой обертки. Обычно выступ ободковой обертки целиком выступает за пределы первого прямолинейного участка, так что выступ ободковой обертки выступает от ободковой обертки в окружном направлении. Тем не менее, в некоторых вариантах осуществления по меньшей мере часть выступа ободковой обертки, например, в области, непосредственно примыкающей к первому прямолинейному участку, может выступать внутрь в сторону ободковой обертки в окружном направлении.
В контексте данного документа термин «первый криволинейный переходный участок» относится к участку выступа ободковой обертки, соединяющему первый прямолинейный участок с остальной частью выступа ободковой обертки. Расположенный раньше по ходу потока конец первого криволинейного переходного участка соответствует точке, в которой начинается криволинейный изгиб указанной продольной кромки от первого прямолинейного участка, что видно невооруженным глазом. Расположенный дальше по ходу потока конец первого криволинейного переходного участка соответствует точке, в которой происходит изменение направления кривизны выступа ободковой обертки с выпуклой кривизны первого криволинейного переходного участка, что видно невооруженным глазом. Например, в случае, если выступ ободковой обертки образован непрерывной кривой, расположенный дальше по ходу потока конец первого криволинейного переходного участка соответствует точке перегиба, в которой происходит изменение кривизны выступа ободковой обертки с выпуклой на вогнутую. В других вариантах осуществления расположенный дальше по ходу потока конец первого криволинейного переходного участка может соответствовать углу, по которому выпуклая кривизна первого криволинейного переходного участка переходит в линейный участок.
Термин «выпуклый» используется в данном документе для описания участка криволинейного выступа ободковой обертки, который имеет кривизну с наклоном, увеличивающимся по мере следования вдоль указанной кривой в направлении удаления от ободковой обертки в окружном направлении. Следовательно, в случае первого криволинейного переходного участка указанный наклон увеличивается по мере следования вдоль указанной кривой в направлении хода потока. Все касательные к выпуклой кривой лежат ниже этой кривой, если смотреть на ободковую обертку в плоском состоянии при наличии продольной кромки, содержащей выступ ободковой обертки вдоль вершины. «Выпуклая» кривая может также быть описана как «вогнутая кверху» или «выпуклая книзу».
Термин «вогнутая» используется в настоящем документе обратным образом, для описания кривой, которая имеет кривизну, противоположную кривизне «выпуклой» кривой, и, следовательно, имеет наклон, который уменьшается по мере увеличения расстояния в окружном направлении от ободковой обертки. В случае вогнутой кривой все касательные к этой кривой лежат выше кривой, если смотреть на ободковую обертку в плоском состоянии при наличии продольной кромки, содержащей выступ ободковой обертки вдоль вершины. «Вогнутая» кривая может также быть описана как «вогнутая книзу» или «выпуклая кверху».
В ободковой обертке образующего аэрозоль изделия согласно предпочтительным вариантам осуществления настоящего изобретения, первый криволинейный переходный участок выступа ободковой обертки «образован выпуклой кривой». Это выражение предназначено для охвата тех вариантов осуществления, в которых первый криволинейный переходный участок образован выпуклой кривой, а также тех вариантов осуществления, в которых первый криволинейный переходный участок аппроксимируется выпуклой кривой.
«Первый прямолинейный участок» продольной кромки ободковой обертки проходит по прямой линии без кривизны, по существу параллельно продольной оси образующего аэрозоль изделия.
Вышеописанная выпуклая кривая на первом криволинейном переходном участке выступа ободковой обертки обеспечивает преимущество, состоящее в обеспечении плавного перехода между первым прямолинейным участком и выступом ободковой обертки, а также в обеспечении отсутствия острых или тупых углов в той области указанной продольной кромки, где отрывной язычок примыкает к первому прямолинейному участку.
При наличии острого или тупого угла в указанной области продольной кромки, на кромке ободковой обертки может образоваться точка ослабления, что способно привести к нежелательному разрыву ободковой обертки в этой точке. В отличие от этого, в образующих аэрозоль изделиях согласно настоящему изобретению выпуклая кривизна первого криволинейного переходного участка обеспечивает отсутствие специфических точек ослабления, обусловленных выступом ободковой обертки, и таким образом минимизирует риск разрыва ободковой обертки на первом криволинейном переходном участке. При этом криволинейная форма обеспечивает преимущество, состоящее в возможности более эффективной передачи тянущего усилия, прикладываемого потребителем к отрывному язычку, на первую линию ослабления. Таким образом обеспечивается возможность более легкого съема потребителем съемного участка ободковой обертки за один прием.
Радиусом кривизны первого криволинейного переходного участка будет определяться наклон выпуклой кривой и, следовательно, то, насколько плавно продольная кромка ободковой обертки будет проходить по кривой линии между первым прямолинейным участком и вершиной выступа ободковой обертки, причем термин «вершина» относится к точке, наиболее удаленной от первого прямолинейного участка в окружном направлении. Чем больше радиус кривизны на первом криволинейном переходном участке, тем более плавно указанная кромка искривлена кверху от первого прямолинейного участка. Предпочтительно, радиус кривизны составляет по меньшей мере примерно 0,5 мм вдоль длины первого криволинейного переходного участка, более предпочтительно ― по меньшей мере примерно 1 мм, наиболее предпочтительно ― по меньшей мере примерно 2 мм. Более плавная кривизна, например с радиусом кривизны по меньшей мере 0,5 мм, дополнительно минимизирует риск разрыва ободковой обертки на первом криволинейном переходном участке.
В контексте данного документа термин «радиус кривизны» относится к радиусу окружности, которая в наибольшей степени совпадает с данной кривой в любой конкретной точке вдоль первого криволинейного переходного участка.
Радиус кривизны может быть по существу постоянным вдоль первого криволинейного переходного участка, например в том случае, когда этот первый криволинейный переходный участок аппроксимируется дугой окружности. В качестве альтернативы, радиус кривизны может изменяться вдоль первого криволинейного переходного участка, но предпочтительно он остается на уровне 0,5 мм или выше во всех точках вдоль длины первого криволинейного переходного участка.
Местоположение выступа ободковой обертки относительно первой линии ослабления также может изменяться с целью минимизации риска разрыва ободковой обертки иным образом, чем вдоль первой линии ослабления. Предпочтительно, выступ ободковой обертки выполнен на расстоянии от примерно 0 мм до примерно 15 мм дальше по ходу потока относительно первой линии ослабления, более предпочтительно ― от примерно 5 мм до примерно 10 мм. Это соответствует расстоянию между первой линией ослабления и расположенным раньше по ходу потока концом первого криволинейного переходного участка (описанного выше).
Предпочтительно, выступ ободковой обертки выходит на расстояние от примерно 2,0 мм до примерно 5,0 мм за пределы первого прямолинейного участка, более предпочтительно ― на расстояние от примерно 2,5 мм до примерно 4,0 мм за пределы первого прямолинейного участка в окружном направлении. Это соответствует расстоянию в окружном направлении между первым прямолинейным участком и «вершиной» вышеописанного выступа ободковой обертки, которое определяет высоту отрывного язычка относительно прямолинейного участка продольной кромки.
Благодаря тому, что высота отрывного язычка составляет по меньшей мере 2,0 мм, этот отрывной язычок имеет удобный размер для его захвата потребителем. С другой стороны, сохранение высоты отрывного язычка на уровне, меньшем или равном 5,0 мм, может обеспечивать преимущество с производственной точки зрения. Отрывные язычки, высота которых больше, будут, как правило, выступать на большее расстояние от поверхности образующего аэрозоль изделия, и отрывные язычки смежных образующих аэрозоль изделий могут задевать друг за друга в процессе обработки собранных образующих аэрозоль изделий. Это, в свою очередь, может приводить к задержке потока образующих аэрозоль изделий через высокоскоростное оборудование. Кроме того, может значительно усложниться точное вырезание более высоких отрывных язычков в ободковой обертке из-за проблем с перемещением режущего ножа с такой же скоростью, что и скорость барабана, несущего материал ободковой обертки.
Предпочтительно, выступ ободковой обертки проходит в окружном направлении на расстояние, соответствующее величине, составляющей от примерно 10 процентов до примерно 20 процентов длины внешней окружности мундштука.
Предпочтительно, ширина выступа ободковой обертки в продольном направлении составляет по меньшей мере примерно 2,5 мм. В качестве альтернативы или в дополнение, ширина выступа ободковой обертки в продольном направлении предпочтительно составляет менее чем 15 мм.
Предпочтительно, ширина выступа ободковой обертки в продольном направлении соответствует величине, составляющей от примерно 10 процентов до примерно 50 процентов общей ширины ободковой обертки в продольном направлении.
«Ширина» выступа ободковой обертки соответствует максимальному размеру выступа ободковой обертки в продольном направлении. Ширина может быть измерена от расположенного раньше по ходу потока конца первого криволинейного переходного участка, описанного выше, до расположенного дальше по ходу потока конца выступа ободковой обертки. Расположенный дальше по ходу потока конец выступа ободковой обертки может соответствовать расположенному дальше по ходу потока концу съемнного участка ободковой обертки, или он может соответствовать точке, в которой выступ ободковой обертки соединен со вторым прямолинейным участком, расположенным дальше по ходу потока относительно выступа ободковой обертки, как указано выше.
Предпочтительно, ширина первого криволинейного переходного участка в продольном направлении соответствует по меньшей мере примерно 10 процентам расстояния от выступа ободковой обертки до первой линии ослабления.
Как описано выше, первый прямолинейный участок продольной кромки ободковой обертки проходит против хода потока от выступа ободковой обертки. Обычно первый прямолинейный участок продольной кромки проходит до расположенного раньше по ходу потока конца ободковой обертки. Предпочтительно, первая линия ослабления выполнена в таком месте вдоль первого прямолинейного участка, чтобы по меньшей мере часть первого прямолинейного участка была расположена дальше по ходу потока относительно первой линии ослабления. Таким образом, расположенный дальше по ходу потока участок первой линии ослабления проходит между первой линией ослабления и выступом ободковой обертки. В альтернативных вариантах осуществления первый прямолинейный участок может быть целиком выполнен раньше по ходу потока относительно первой линии ослабления, так что расположенный раньше по ходу потока конец выступа ободковой обертки по существу совпадает с местоположением первой линии ослабления. В таких вариантах осуществления отрывной язычок выполнен в непосредственной близости к первой линии ослабления.
Выступ ободковой обертки может иметь различные подходящие формы дальше по ходу потока относительно первого криволинейного переходного участка. В некоторых предпочтительных вариантах осуществления продольная кромка ободковой обертки также содержит второй прямолинейный участок, проходящий дальше по ходу потока от выступа ободковой обертки до расположенного дальше по ходу потока конца съемного участка ободковой обертки. Второй прямолинейный участок обычно расположен по существу в том же месте в окружном направлении, что и первый прямолинейный участок. В этих вариантах осуществления выступ ободковой обертки предпочтительно также содержит второй криволинейный переходный участок, соединяющий второй прямолинейный участок продольной кромки с остальной частью выступа ободковой обертки, причем этот второй криволинейный переходный участок образован выпуклой кривой.
Местоположение расположенных раньше по ходу потока и дальше по ходу потока концов второго криволинейного переходного участка может быть определено аналогично местоположению расположенных соответственно раньше по ходу потока и дальше по ходу потока концов первого криволинейного переходного участка, описанных выше.
Предпочтительно, выступ ободковой обертки является по существу симметричным, так что первый и второй криволинейные переходные участки имеют по существу одинаковые друг с другом кривизну и размеры.
Форма выступа ободковой обертки между первым и вторым криволинейными переходными участками может изменяться. В некоторых вариантах осуществления выступ ободковой обертки может содержать линейный участок между первым и вторым криволинейными переходными участками, так что верхняя кромка отрывного язычка является по существу плоской. В альтернативных вариантах осуществления выступ ободковой обертки может содержать криволинейный участок между первым и вторым криволинейными переходными участками, например, с образованием отрывного язычка перевернутой U-образной формы.
Предпочтительно, выступ ободковой обертки образован по существу непрерывной плавной кривой. Это означает, что выступ ободковой обертки предпочтительно по существу не имеет линейных участков и острых или тупых углов и обеспечивает плавную криволинейную кромку отрывного язычка. Для целей настоящего изобретения, «плавная» кривая представляет собой кривую, в которой каждая точка на кривой имеет уникальную касательную линию. Предпочтительно, выступ ободковой обертки образован симметричной кривой. В качестве альтернативы, выступ ободковой обертки может быть образован асимметричной кривой.
В некоторых предпочтительных вариантах осуществления выступ ободковой обертки образован вогнутой кривой между первым и вторым криволинейными переходными участками. Следовательно, на расположенном дальше по ходу потока конце первого криволинейного переходного участка, соответствующем первой точке перегиба, кривизна выступа ободковой обертки изменяется с выпуклой на вогнутую, так что начинается криволинейный изгиб выступа ободковой обертки в обратную сторону по направлению к ободковой обертке. Во второй точке перегиба кривизна выступа ободковой обертки вновь изменяется на выпуклую, и это соответствует расположенному раньше по ходу потока концу второго криволинейного переходного участка.
Предпочтительно, выступ ободковой обертки образован колоколообразной кривой, предпочтительно ― симметричной колоколообразной кривой. Например, в одном конкретном предпочтительном варианте осуществления выступ ободковой обертки образован нормальной или гауссоподобной кривой. В альтернативных вариантах осуществления выступ ободковой обертки может быть образован асимметричной колоколообразной кривой.
В альтернативных вариантах осуществления выступ ободковой обертки может не содержать второго криволинейного переходного участка. Например, в некоторых предпочтительных вариантах осуществления выступ ободковой обертки содержит линейный участок, расположенный дальше по ходу потока относительно первого криволинейного участка, причем этот линейный участок проходит до расположенного дальше по ходу потока конца съемного участка ободковой обертки. Линейный участок может быть соединен с первым криволинейным переходным участком в форме острого угла или пика, или, более предпочтительно, в форме закругленного или скошенного угла. В таких вариантах осуществления отрывной язычок может иметь продолговатую форму, проходящую в продольном направлении вдоль съемного участка ободковой обертки.
Образующие аэрозоль изделия согласно настоящему изобретению могут представлять собой сигареты с фильтром или другие курительные изделия, в которых образующий аэрозоль субстрат содержит табачный материал, сжигаемый для образования дыма. Следовательно, в любом из вышеописанных вариантов осуществления образующий аэрозоль субстрат может содержать табачный стержень.
В качестве альтернативы, образующие аэрозоль изделия согласно настоящему изобретению могут представлять собой изделия, в которых табачный материал нагревают для образования аэрозоля, а не сжигают. В одном типе нагреваемого образующего аэрозоль изделия табачный материал нагревают с помощью одного или более электрических нагревательных элементов для образования аэрозоля. В еще одном типе нагреваемого образующего аэрозоль изделия аэрозоль образуется в результате теплопередачи от горючего или химического источника тепла на физически отделенный табачный материал, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла. Настоящее изобретение дополнительно относится к образующим аэрозоль изделиям, в которых никотиносодержащий аэрозоль образуется из табачного материала, табачного экстракта или другого источника никотина без сжигания и, в некоторых случаях, без нагрева, например в результате химической реакции.
Настоящее изобретение будет далее описано более подробно исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
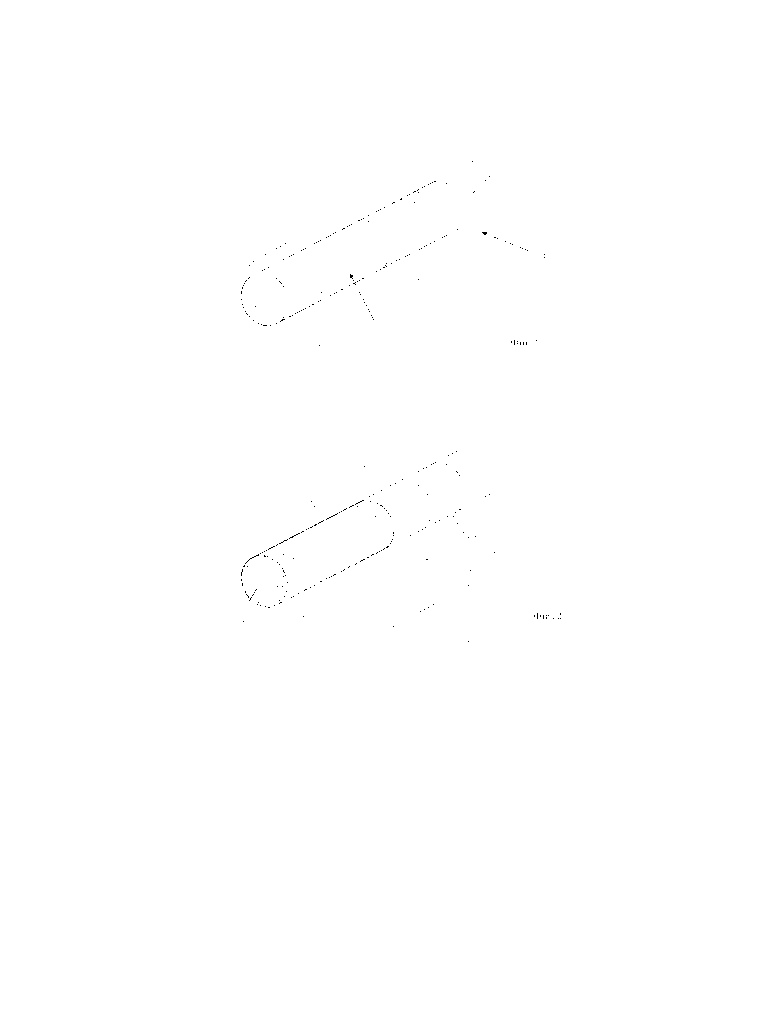
на фиг. 1 показан перспективный вид образующего аэрозоль изделия согласно первому варианту осуществления настоящего изобретения;
на фиг. 2 показано образующее аэрозоль изделие по фиг. 1 с частично снятым съемным участком ободковой обертки;
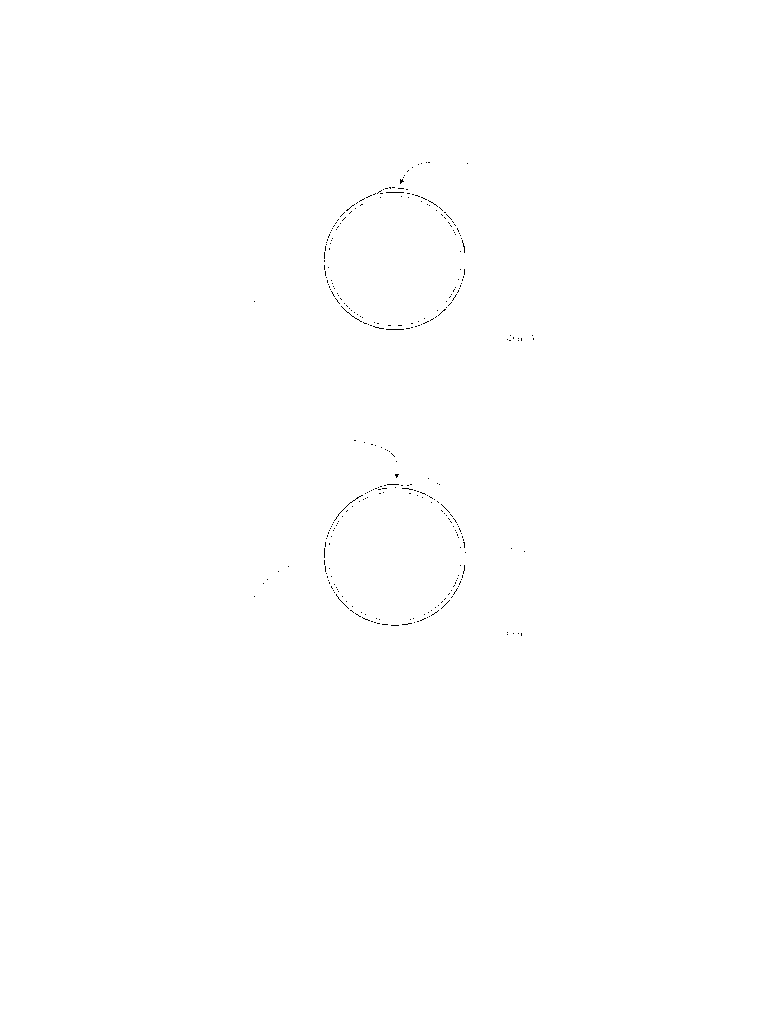
на фиг. 3 показан вид в поперечном сечении образующего аэрозоль изделия по фиг. 1 поперек съемного участка ободковой обертки смежно с расположенным дальше по ходу потока концом образующего аэрозоль изделия;
на фиг. 4 показан вид в поперечном сечении образующего аэрозоль изделия по фиг. 1 поперек съемного участка ободковой обертки смежно с линией ослабления;
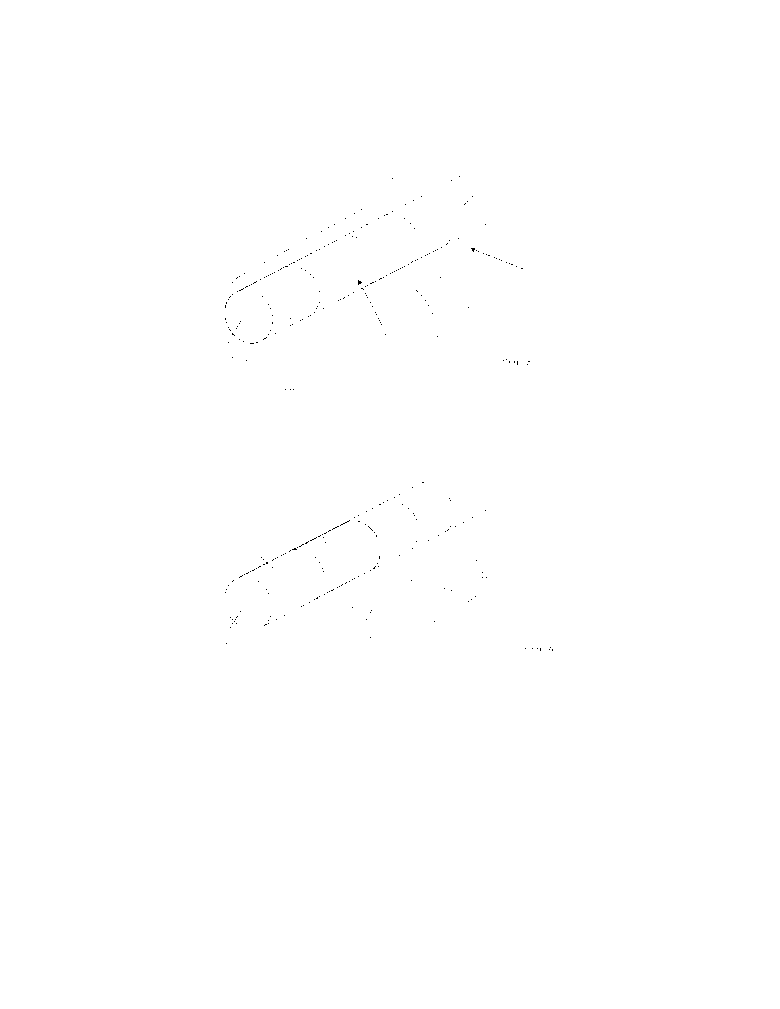
на фиг. 5 показан перспективный вид образующего аэрозоль изделия согласно второму варианту осуществления настоящего изобретения;
на фиг. 6 показано образующее аэрозоль изделие по фиг. 5 с частично снятым съемным участком ободковой обертки;
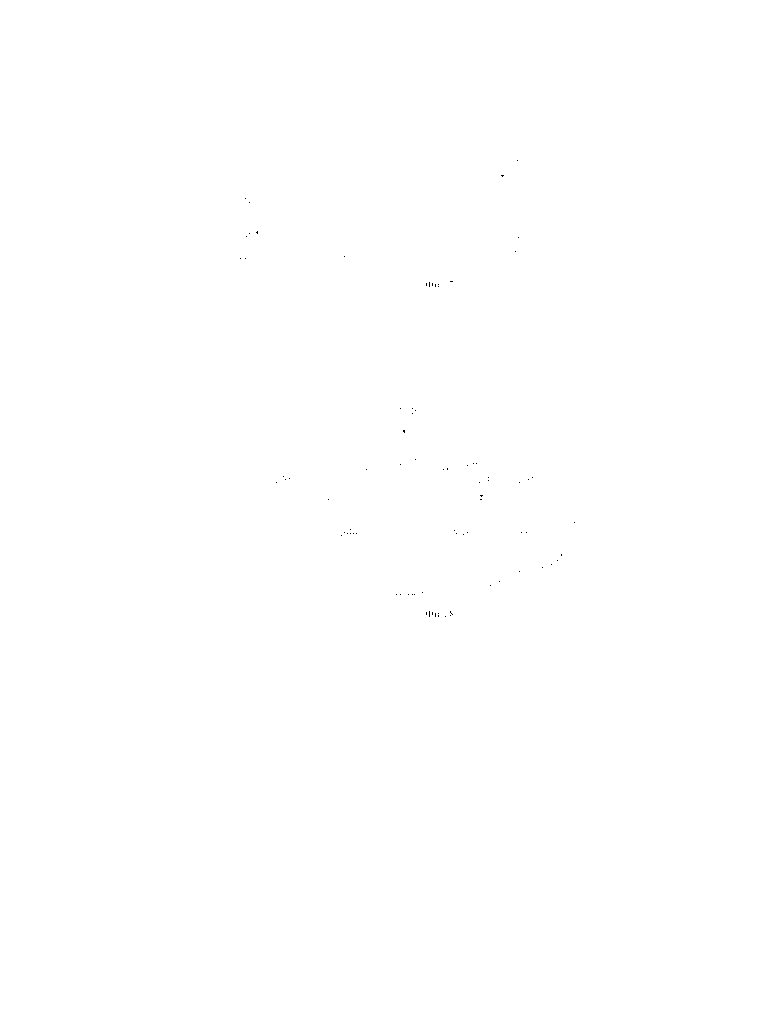
на фиг. 7 показан перспективный вид образующего аэрозоль изделия согласно третьему варианту осуществления настоящего изобретения; и
на фиг. 8 показан увеличенный вид выступа ободковой обертки образующего аэрозоль изделия по фиг. 7.
На фиг. 1 показано образующее аэрозоль изделие 10 согласно первому варианту осуществления настоящего изобретения. Образующее аэрозоль изделие 10 представляет собой сигарету с фильтром, содержащую образующий аэрозоль субстрат 12 в форме обернутого табачного стержня и мундштук 14, содержащий единственный сегмент из фильтрующего материала 16, выровненный по оси с табачным стержнем. Расположенный дальше по ходу потока конец табачного стержня прилегает к расположенному раньше по ходу потока концу мундштука 14 вдоль линии 18, показанной на фиг. 1.
Вокруг мундштука 14 и части табачного стержня намотана ободковая обертка 20, содержащая ряд перфорационных отверстий, которые образуют линию 22 ослабления, так что расположенный раньше по ходу потока участок 24 ободковой обертки проходит против хода потока от линии 22 ослабления, и съемный участок 26 ободковой обертки проходит по ходу потока от линии 22 ослабления. Лишь расположеный раньше по ходу потока участок 24 ободковой обертки приклеен к нижележащим участкам табачного стержня и мундштука 14. Съемный участок 26 ободковой обертки не приклеен к нижележащему мундштуку 14 и прикреплен к образующему аэрозоль изделию 10 лишь вдоль линии 22 ослабления там, где он прикреплен к расположенному раньше по ходу потока участку 24 ободковой обертки.
На фиг. 3 показан вид в поперечном сечении образующего аэрозоль изделия 10 поперек съемного участка 26 ободковой обертки смежно с расположенным дальше по ходу потока концом образующего аэрозоль изделия 10. В процессе изготовления образующего аэрозоль изделия 10 ободковую обертку 20 обертывают вокруг единственного сегмента из фильтрующего материала 16 и образующего аэрозоль субстрата 12, так что поперечные концы ободковой обертки 20 перекрываются с образованием шва 27 вдоль длины ободковой обертки 20. Как показано на фиг. 3, адгезив 29 нанесен между перекрывающимися участками ободковой обертки 20 вдоль одного или более участков шва 27 для прикрепления перекрывающихся участков ободковой обертки 20 друг к другу. Тем не менее, как показано на фиг. 4, на котором изображен вид в поперечном сечении образующего аэрозоль изделия 10 поперек съемного участка 26 ободковой обертки смежно с линей 22 ослабления, шов 27 по существу не имеет адгезива вблизи лини 22 ослабления, так что вышележащая поперечная кромка ободковой обертки 20 образует свободную кромку 31 съемного участка 26 ободковой обертки в месте шва 27 смежно с линией 20 ослабления. Свободная кромка 31 образует ту часть съемного участка 26 ободковой обертки, которая может захватываться потребителем при съеме съемного участка 26 ободковой обертки.
До или во время курения образующего аэрозоль изделия 10 обеспечивается возможность съема потребителем, по его желанию, съемного участка 26 ободковой обертки для открытия множества поверхностных образований 28 в форме линий, тисненых в мундштучной обертке 30, содержащей жесткую фицеллу, обернутую вокруг единственного сегмента из фильтрующего материала 16, как показано на фиг. 2, на котором съемный участок ободковой обертки 26 частично снят. Для съема съемного участка 26 ободковой обертки потребитель может захватить съемный участок 26 ободковой обертки за свободную кромку 31смежно с линией 22 ослабления. Затем потребитель может оторвать съемный участок 26 ободковой обертки от мундштука 14 путем разрыва по ряду перфорационных отверстий, образующих линию 22 ослабления.
Жесткая фицелла, образующая мундштучную обертку 20, сохраняет требуемую жесткость мундштука 14 после съема съемного участка 26 ободковой обертки.
На фиг. 5 показано образующее аэрозоль изделие 40 согласно второму варианту осуществления настоящего изобретения. Образующее аэрозоль изделие 40 представляет собой сигарету с фильтром, сходную по структуре с образующим аэрозоль изделием 10, показанным на фиг. 1 и 2, и поэтому для обозначения одинаковых частей используются одинаковые ссылочные номера.
Образующее аэрозоль изделие 40, показанное на фиг. 5, отличается от образующего аэрозоль изделия 10, показанного на фиг. 1, структурой ободковой обертки 120. Более конкретно, ободковая обертка 120 образующего аэрозоль изделия 40 содержит дополнительную линию 42 ослабления, содержащую ряд перфорационных отверстий. Таким образом, линия 22 ослабления представляет собой расположенную раньше по ходу потока линию ослабления, и дополнительная линия 42 ослабления представляет собой расположенную дальше по ходу потока линию ослабления. Соответственно, ободковая обертка 120 содержит расположенный раньше по ходу потока участок 24 обертки, проходящий против хода потока от расположенной раньше по ходу потока линии 22 ослабления; съемный участок 126 ободковой обертки, проходящий между расположенными раньше и дальше по ходу потока линиями 22, 42 ослабления; и расположенный дальше по ходу потока участок 44 ободковой обертки, проходящий по ходу потока от расположенной дальше по ходу потока линии 42 ослабления. Расположенные раньше и дальше по ходу потока участки 24, 44 ободковой обертки приклеены к нижележащим участкам табачного стержня и мундштука 14. Съемный участок 126 ободковой обертки не приклеен к нижележащему мундштуку 14 и прикреплен к образующему аэрозоль изделию 10 лишь вдоль линий 22, 42 ослабления, где он прикреплен к расположенным раньше и дальше по ходу потока участкам 24, 44 ободковой обертки.
На фиг. 6 показано образующее аэрозоль изделие 40 со съемным участком 126 ободковой обертки, частично снятым для открытия поверхностных образований 28, тисненых в мундштучной обертке 30.
На фиг. 7 показано образующее аэрозоль изделие 210 согласно третьему варианту осуществления настоящего изобретения. Образующее аэрозоль изделие 210 представляет собой сигарету с фильтром, сходную по структуре с образующим аэрозоль изделием 10, показанным на фиг. 1 и 2, и поэтому для обозначения одинаковых частей используются одинаковые ссылочные номера. Образующее аэрозоль изделие 210, показанное на фиг. 7, отличается от образующего аэрозоль изделия 10, показанного на фиг. 1, тем, что ободковая обертка 220 содержит отрывной язычок 234.
Продольная кромка 228 ободковой обертки 220 образует шов, проходящий в продольном направлении вдоль мундштука 14. Продольная кромка 228 содержит выступ 232 ободковой обертки, расположенный на расстоянии от первой линии 22 ослабления дальше по ходу потока, и первый прямолинейный участок 230, проходящий против хода потока от выступа 232 ободковой обертки до расположенного раньше по ходу потока конца ободковой обертки 220. Выступ 232 ободковой обертки образует криволинейный отрывной язычок 234. Продольная кромка 228 также содержит второй прямолинейный участок 236, проходящий дальше по ходу потока от выступа 232 ободковой обертки до расположенного дальше по ходу потока конца ободковой обертки 220. Первый прямолинейный участок 230 и второй прямолинейный участок 236 расположены на одной линии друг с другом, в одном и том же месте в окружном направлении мундштука 14 совпадают.
Как можно видеть на увеличенном виде на фиг. 8, выступ 232 ободковой обертки имеет форму симметричной колоколообразной кривой. Указанная кривая представляет собой плавную непрерывную кривую, так что каждая точка на этой кривой имеет уникальную касательную линию. Выступ 232 ободковой обертки содержит первый криволинейный переходный участок 238, соединяющий первый прямолинейный участок 230 продольной кромки с остальной частью выступа 232 ободковой обертки. Первый криволинейный переходный участок 238 образован выпуклой кривой. Как показано на фиг. 6, расположенный раньше по ходу потока конец 240 первого криволинейного переходного участка 238 образован в месте, где начинается криволинейный изгиб продольной кромки 228 в сторону удаления от первого прямолинейного участка 230. Расположенный дальше по ходу потока конец 242 задан в качестве точки перегиба на кривой, образующей выступ 232 ободковой обертки, где кривизна выступа 238 ободковой обертки изменяется с выпуклой на вогнутую.
Выступ 232 ободковой обертки также содержит второй криволинейный переходный участок 244, соединяющий второй прямолинейный участок 236 с остальной частью выступа 230 ободковой обертки. Второй криволинейный переходный участок 244 имеет форму, соответствующую первому криволинейному переходному участку 238, благодаря симметричной форме выступа 232 ободковой обертки.
До, во время или после курения образующего аэрозоль изделия 210, обеспечивается возможность съема потребителем, по его желанию, съемного участка 26 ободковой обертки для открытия поверхностных выступов на нижележащем участке мундштука 14. Для съема съемного участка 26 ободковой обертки потребитель может захватить отрывной язычок 234 на съемном участке ободковой обертки 26 и затем оторвать съемный участок 26 ободковой обертки от мундштука 14 путем разрыва по ряду перфорационных отверстий, образующих линию 22 ослабления. Криволинейная форма первой переходной области 238 выступа 232 ободковой обертки минимизирует риск образования потенциальных точек ослабления в той области продольной кромки, где выступ 232 ободковой обертки примыкает к первому прямолинейному участку 230. Таким образом обеспечивается возможность более эффективной передачи усилия, прикладываемого потребителем, на линию 22 ослабления, и в результате обеспечивается возможность съема съемного участка 26 ободковой обертки в виде цельного фрагмента, без отрыва ободковой обертки от линии 22 ослабления.
Предложено образующее аэрозоль изделие (10), содержащее образующий аэрозоль субстрат (12), мундштук (14), выровненный по оси с образующим аэрозоль субстратом (12), и ободковую обертку (20), обернутую вокруг мундштука (14) и по меньшей мере части образующего аэрозоль субстрата (12). Мундштук (14) содержит мундштучную обертку (30), окружающую один или более мундштучных сегментов (16). Ободковая обертка (20) содержит по меньшей мере одну линию ослабления (22), проходящую в поперечном направлении вокруг по меньшей мере части ободковой обертки (20); расположенный раньше по ходу потока участок (24), проходящий против хода потока от указанной по меньшей мере одной линии ослабления; и съемный участок (26) ободковой обертки, проходящий дальше по ходу потока от указанной по меньшей мере одной линии (22) ослабления. Ободковая обертка (30) содержит по меньшей мере одно поверхностное образование (28), лежащее под съемным участком (26) ободковой обертки. 15 з.п. ф-лы, 8 ил.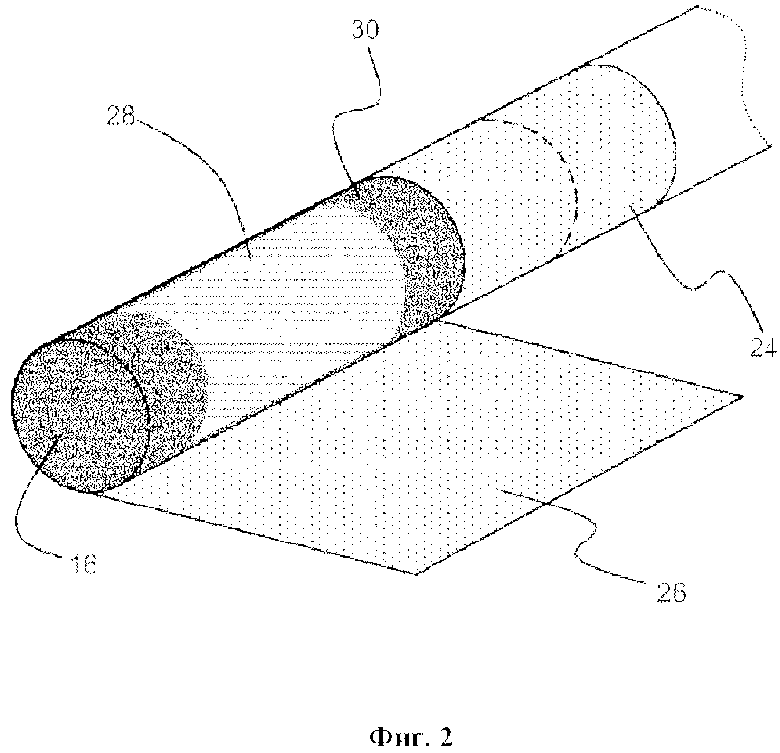
1. Образующее аэрозоль изделие, содержащее:
образующий аэрозоль субстрат, по меньшей мере часть которого окружена оберткой образующего аэрозоль субстрата;
мундштук, выровненный по оси с образующим аэрозоль субстратом и содержащий мундштучную обертку, окружающую один или более мундштучных сегментов; и
ободковую обертку, обернутую вокруг мундштука и по меньшей мере части образующего аэрозоль субстрата и содержащую:
по меньшей мере одну линию ослабления, проходящую в поперечном направлении вокруг по меньшей мере части ободковой обертки;
расположенный выше по потоку участок ободковой обертки, проходящий выше по потоку от указанной по меньшей мере одной линии ослабления, причем расположенный выше по потоку участок ободковой обертки прикреплен к расположенному ниже по потоку участку обертки образующего аэрозоль субстрата и к расположенному выше по потоку участку мундштука; и
съемный участок ободковой обертки, проходящий ниже по потоку от указанной по меньшей мере одной линии ослабления,
причем мундштучная обертка содержит по меньшей мере одно поверхностное образование, лежащее под съемным участком ободковой обертки.
2. Образующее аэрозоль изделие по п. 1, дополнительно содержащее лак, нанесенный на поверхность мундштучной обертки, смежную со съемной ободковой оберткой.
3. Образующее аэрозоль изделие по п. 1 или 2, в котором по меньшей мере одно поверхностное образование содержит по меньшей мере одно из выпуклости и вогнутости в мундштучной обертке.
4. Образующее аэрозоль изделие по п. 3, в котором по меньшей мере одна выпуклость или вогнутость имеет глубину по меньшей мере 10 микрометров.
5. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором указанное по меньшей мере одно поверхностное образование включает в себя изменение толщины мундштучной обертки.
6. Образующее аэрозоль изделие по п. 5, в котором изменение толщины мундштучной обертки включает в себя ступенчатое изменение, составляющее по меньшей мере 10 микрометров.
7. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором указанное по меньшей мере одно поверхностное образование включает в себя повторяющийся рисунок поверхностных образований.
8. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором мундштук содержит окружную поверхность, вокруг которой обернута ободковая обертка, причем ободковая обертка покрывает всю окружную поверхность мундштука до тех пор, пока съемный участок ободковой обертки не снят.
9. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором съемный участок ободковой обертки проходит между указанной по меньшей мере одной линией ослабления и расположенным ниже по потоку краем ободковой обертки.
10. Образующее аэрозоль изделие по п. 9, в котором расположенный ниже по потоку участок ободковой обертки проходит ниже по потоку от расположенного ниже по потоку конца мундштука, образуя выемку на подносимом ко рту конце образующего аэрозоль изделия.
11. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором указанная по меньшей мере одна линия ослабления включает в себя по меньшей мере одну расположенную выше по потоку линию ослабления и по меньшей мере одну расположенную ниже по потоку линию ослабления, каждая из которых проходит вокруг по меньшей мере части ободковой обертки и которые расположены на расстоянии друг от друга в направлении ниже по потоку, причем расположенный выше по потоку участок ободковой обертки проходит выше по потоку от по меньшей мере одной линии ослабления, расположенной выше по потоку, причем съемный участок ободковой обертки проходит между по меньшей мере одной линией ослабления, расположенной выше по потоку, и по меньшей мере одной линией ослабления, расположенной ниже по потоку, причем ободковая обертка дополнительно содержит расположенный ниже по потоку участок ободковой обертки, проходящий ниже по потоку от по меньшей мере одной линии ослабления, расположенной ниже по потоку, и причем расположенный ниже по потоку участок ободковой обертки прикреплен к расположенному ниже по потоку участку мундштука.
12. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором ободковая обертка содержит первый и второй перекрывающиеся участки, которые перекрываются с образованием шва ободковой обертки, проходящего в продольном направлении вдоль ободковой обертки, причем образующее аэрозоль изделие дополнительно содержит адгезив, нанесенный вдоль по меньшей мере части указанного шва для прикрепления первого перекрывающегося участка ко второму перекрывающемуся участку, причем по меньшей мере часть шва содержит меньше адгезива по ширине шва в поперечном направлении по сравнению со смежным участком шва в продольном направлении.
13. Образующее аэрозоль изделие по любому из предыдущих пунктов, не имеющее адгезива в области между съемным участком ободковой обертки и нижележащим участком мундштука.
14. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором мундштучная обертка содержит одну или более фицелл, окружающих один или более сегментов из фильтрующего материала.
15. Образующее аэрозоль изделие по любому из предыдущих пунктов, в котором ободковая обертка содержит продольный край, проходящий вдоль внешней поверхности мундштука и содержащий выступ ободковой обертки, расположенный ниже по потоку относительно указанной по меньшей мере одной линии ослабления на съемном участке ободковой обертки, и первый прямолинейный участок, проходящий выше по потоку от выступа ободковой обертки, причем выступ ободковой обертки содержит первый криволинейный переходный участок, соединяющий первый прямолинейный участок продольного края с остальной частью выступа ободковой обертки, и причем первый криволинейный переходный участок образован выпуклой кривой.
16. Образующее аэрозоль изделие по п. 15, в котором радиус кривизны составляет по меньшей мере 0,5 мм вдоль длины первого криволинейного переходного участка.
| US 2010108084 A1, 06.05.2010 | |||
| (-)-1-( @ -Амино- @ -цианофенил)-2-изопропиламиноэтанол или его физиологически переносимая кислотно-аддитивная соль, обладающие @ -миметическим и улучшающим функции животных действиями | 1991 |
|
RU2002737C1 |
| МОДУЛЬНЫЙ ПОТОЧНЫЙ РЕГУЛЯТОР ДЛЯ ТЕКУЧЕЙ СРЕДЫ | 2008 |
|
RU2479775C2 |
| US 3260266 A, 12.07.1966. | |||

