Настоящее изобретение относится к курительному изделию, содержащему модифицированную ободковую обертку со съемной частью ободковой обертки.
Сигареты с фильтром, как правило, содержат цилиндрический стержень из табачного резаного наполнителя, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный по оси с обернутым табачным стержнем и примыкающий к нему торец к торцу. Цилиндрический фильтр, как правило, содержит фильтрующий материал, окруженный бумажной фицеллой. Традиционно, обернутый табачный стержень и фильтр соединены полосой ободковой обертки, которая обычно окружает фильтр по всей его длине и смежную часть обернутого табачного стержня. Традиционную сигарету с фильтром, как правило, закуривают посредством поджигания конца сигареты, противоположного мундштуку, так что табачный стержень сжигается.
В уровне техники также был предложен ряд изделий, генерирующих аэрозоль, в которых табак нагревают, а не сжигают. В нагреваемых изделиях, генерирующих аэрозоль, аэрозоль генерируется в результате нагрева субстрата, генерирующего аромат, такого как табак. Известные нагреваемые изделия, генерирующие аэрозоль, включают, например, электрически нагреваемые изделия, генерирующие аэрозоль, и изделия, генерирующие аэрозоль, в которых аэрозоль генерируется в результате передачи тепла от горючего тепловыделяющего элемента или источника тепла на физически отделенный материал, образующий аэрозоль. Во время курения летучие соединения высвобождаются из субстрата, образующего аэрозоль, в результате теплопередачи от тепловыделяющего элемента и захватываются воздухом, втягиваемым через изделие, генерирующее аэрозоль. По мере охлаждения высвобождаемых соединений они конденсируются с образованием аэрозоля, который вдыхается потребителем. Известны также изделия, генерирующие аэрозоль, в которых никотиносодержащий аэрозоль генерируется из табачного материала, табачного экстракта или другого источника никотина без сжигания и, в некоторых случаях, без нагрева, например, в результате химической реакции.
Известно предоставление изделия, генерирующего аэрозоль, содержащего ободковую обертку с по меньшей мере одной съемной частью, при этом удаление части ободковой обертки влияет на ощущения при курении. Например, в EP–A–2 046 153 описана сигарета с фильтром, содержащая съемный внешний слой ободкового материала, при этом потребитель во время или после курения может удалять наружный слой ободкового материала с целью получения другого сенсорного ощущения.
Однако потребителю может быть трудно эффективно отделять съемную часть ободковой обертки от остальной части ободковой обертки с целью ее удаления с мундштука. Известно выполнение одной или более перфорационных линий в ободковой обертке, чтобы облегчить отрыв ободковой обертки, однако, это будет эффективно лишь в том случае, если потребитель может с легкостью осуществлять отрыв по перфорационным линиям. Это не так–то просто, учитывая небольшой размер курительных изделий и тугую намотку ободковой обертки вокруг изделия, генерирующего аэрозоль. К тому же могут возникнуть трудности в выполнении равномерного уплотнения по шву ободковой обертки. Во многих случаях ободковая обертка будет отрываться не по перфорационной линии, а по линии, отличной от нее, значит съемная часть ободковой обертки не обрывается в виде цельного куска, но вместо этого ее придется удалять отдельными кусочками.
Известно предоставление отрывного язычка по продольной кромке ободковой обертки, чтобы облегчить потребителю захват и вытягивание съемной части ободковой обертки. Однако было обнаружено, что включение достаточно большого отрывного язычка проблематично с точки зрения производства, поскольку не было найдено возможности для эффективного врезания формы отрывного язычка на продольной кромке ободковой обертки во время существующих высокоскоростных производственных процессов. Существующий процесс и устройство теоретически могли бы быть модифицированы или модернизированы с возможностью обеспечения большего отрывного язычка, однако, это приведет к нежелательному увеличению стоимости и сложности изготовления.
Было бы желательно предоставить изделие, генерирующее аэрозоль, которое предусматривает новое расположение ободковой обертки для выполнения более надежного удаления части ободковой обертки. Было бы особенно желательно предоставить такое изделие, генерирующее аэрозоль, которое могло бы быть легко изготовлено с использованием существующих высокоскоростных технологий и устройства с минимальной модификацией.
Согласно настоящему изобретению предлагается изделие, генерирующее аэрозоль, которое содержит: субстрат, генерирующий аэрозоль; мундштук, выровненный по оси с субстратом, генерирующим аэрозоль; и ободковую обертку, окружающую мундштук и по меньшей мере часть субстрата, генерирующего аэрозоль. Ободковая обертка содержит: первую ослабленную линию, проходящую вокруг по меньшей мере части ободковой обертки; съемную часть ободковой обертки, проходящую дальше по ходу потока от первой ослабленной линии; расположенную раньше по ходу потока часть ободковой обертки, проходящую раньше по ходу потока от первой ослабленной линии, при этом расположенная раньше по ходу потока часть ободковой обертки прикреплена к расположенной дальше по ходу потока части субстрата, генерирующего аэрозоль, и расположенной раньше по ходу потока части мундштука; первую продольную кромку, проходящую по наружной поверхности изделия, генерирующего аэрозоль; и вторую продольную кромку, расположенную противоположно первой продольной кромке и покрывающую мундштук.
Ободковая обертка окружает мундштук и по меньшей мере часть субстрата, генерирующего аэрозоль таким образом, что ободковая обертка перекрывает себя на участке перекрытия, проходящем по всей длине ободковой обертки и между первой продольной кромкой и второй продольной кромкой, при этом участок перекрытия проходит по меньшей мере на 45 градусов по окружности изделия, генерирующего аэрозоль. Съемная часть ободковой обертки приклеена к себе посредством области с клеем, предусмотренной на участке перекрытия, и размещенной таким образом, что съемная часть ободковой обертки предусматривает область без клея, смежную с по меньшей мере частью первой продольной кромки.
В контексте настоящего документа термин «субстрат, генерирующий аэрозоль» описывает субстрат, способный при нагреве (в том числе при сжигании) высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоль, генерируемый из субстратов, генерирующих аэрозоль, может быть видимым или невидимым и может содержать пары (например, тонкодисперсные частицы веществ, которые находятся в газообразном состоянии, которые обычно являются жидкими или твердыми при комнатной температуре), а также газы и капли жидкости конденсированных паров.
В контексте настоящего документа термины «раньше по ходу потока» и «дальше по ходу потока» описывают относительные положения элементов, или частей элементов, изделия, генерирующего аэрозоль, относительно направления, в котором потребитель осуществляет затяжку на изделии, генерирующем аэрозоль, во время его использования. Изделия, генерирующие аэрозоль, описанные в настоящем документе, содержат расположенный дальше по ходу потока конец (то есть мундштучный конец) и противоположный ему расположенный раньше по ходу потока конец. При использовании потребитель осуществляет затяжку на расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль. Расположенный дальше по ходу потока конец расположен дальше по ходу потока относительно расположенного раньше по ходу потока конца, который также может быть описан как дальний конец. Мундштук расположен дальше по ходу потока относительно субстрата, генерирующего аэрозоль.
В контексте настоящего документа термин «продольный» относится к направлению, соответствующему продольной оси изделия, генерирующего аэрозоль, или мундштука. Термин «первая продольная кромка» ободковой обертки обозначает свободную кромку ободковой обертки, которая проходит в продольном направлении между концами мундштука вдоль наружной поверхности мундштука. Термин «вторая продольная кромка» ободковой обертки обозначает противоположную свободную кромку ободковой обертки, которая проходит в продольном направлении между концами мундштука вдоль поверхности мундштука. Вторая продольная кромка лежит под частью ободковой обертки вблизи первой продольной кромки.
Ободковая обертка изделий, генерирующих аэрозоль, согласно настоящему изобретению соответствует наружной обертке мундштука, которая окружает мундштук и расположенный дальше по ходу потока конец субстрата, генерирующего аэрозоль. Как описано выше, ободковая обертка содержит расположенную раньше по ходу потока часть ободковой обертки, которая прикрепляет расположенный дальше по ходу потока конец субстрата, генерирующего аэрозоль, к расположенному раньше по ходу потока концу мундштука и которая предназначена для того, чтобы оставаться в соответствующем месте на изделии, генерирующем аэрозоль, после удаления съемной части ободковой обертки. Ободковая обертка также содержит расположенную дальше по ходу потока съемную часть ободковой обертки. Сначала, расположенная раньше по ходу потока часть ободковой обертки и съемная часть ободковой обертки соединены вдоль первой ослабленной линии, и потребитель может оторвать ободковую обертку вдоль первой ослабленной линии с целью удаления съемной части ободковой обертки.
Таким образом, изделия, генерирующие аэрозоль, согласно настоящему изобретению предусматривают съемную часть ободковой обертки, которая может быть удалена с мундштука потребителем перед курением или во время курения посредством отрыва вдоль первой ослабленной линии на ободковой обертке. Удаление по меньшей мере части ободковой обертки изделия, генерирующего аэрозоль, для обнажения чистой нижележащей мундштучной обертки может преимущественно повышать уровни гигиены для потребителя. Это может быть особенно целесообразно, например, в том случае, если изделия, генерирующие аэрозоль, транспортируются или хранятся отдельно, а не внутри тары. Кроме того, съемная часть ободковой обертки может использоваться для предоставления потребителю возможности менять сенсорное ощущение, получаемое во время курения. Например, мундштук может быть снабжен ароматизатором или другой добавкой, которая высвобождается после удаления съемной части ободковой обертки. В другом примере мундштук может быть снабжен дополнительным вентиляционным отверстием, которое открывается при удалении съемной части ободковой обертки.
В изделиях, генерирующих аэрозоль, согласно настоящему изобретению ободковая обертка модифицирована с целью обеспечения увеличенного кольцевого нахлеста. «Участок перекрытия» ободковой обертки представляет собой область, образованную между первой продольной кромкой и второй продольной кромкой, в которой двойной слой ободковой обертки обеспечен за счет того, что ободковая обертка проходит по окружности более чем на 360 градусов вокруг изделия, генерирующего аэрозоль. Участок перекрытия проходит по всей длине ободковой обертки и, таким образом, дополнительно ограничивается расположенными раньше по ходу потока и дальше по ходу потока кромками ободковой обертки.
В изделиях, генерирующих аэрозоль, согласно настоящему изобретению участок перекрытия проходит по меньшей мере на 45 градусов вокруг изделия, генерирующего аэрозоль, по окружности. Это означает, что для любой точки вдоль первой продольной кромки ободковой обертки соответствующая точка в таком же продольном положении на второй продольной кромке будет находиться по меньшей мере на 45 градусов вокруг изделия, генерирующего аэрозоль, по окружности. Кольцевое отделение первой и второй продольных кромок может быть по существу постоянным вдоль длины ободковой обертки. Например, это происходило бы в случае, если и первая, и вторая продольные кромки являются прямыми и параллельными друг другу в продольном направлении. Альтернативно, отделение первой и второй продольных кромок может изменяться вдоль длины ободковой обертки, при этом всегда оставаясь больше 45 градусов. Например, это может происходить в случае, если первая продольная кромка снабжена отрывным язычком, как описано ниже. В таких вариантах осуществления отделение между первой и второй продольными кромками в направлении по окружности, как правило, было бы больше на участке отрывного язычка, где ободковая обертка проходит дальше по окружности.
Предпочтительно участок перекрытия проходит по меньшей мере на 60 градусов по окружности изделия, генерирующего аэрозоль, более предпочтительно по меньшей мере на 75 градусов.
Предпочтительно участок перекрытия проходит не более чем на 90 градусов по окружности изделия, генерирующего аэрозоль. Такой верхний предел является предпочтительным, чтобы позволить применение ободковой обертки, используя традиционное устройство и технологии без значительной модификации, которая может увеличить стоимость и сложность изготовления.
Предпочтительно, первая и вторая продольные кромки разнесены в направлении по окружности на по меньшей мере 3 мм, более предпочтительно на по меньшей мере 4 мм, более предпочтительно на по меньшей мере 5 мм. Альтернативно или дополнительно, первая и вторая продольные кромки предпочтительно разнесены не более чем на 6 мм.
В изделиях, генерирующих аэрозоль, согласно настоящему изобретению большая часть съемной части ободковой обертки, как правило, не содержит клей, так что она легко может быть удалена потребителем одним куском. Однако область с клеем предусмотрена на участке перекрытия ободковой обертки с целью приклеивания съемной части ободковой обертки к себе таким образом, чтобы она оставалась в соответствующем месте на мундштуке перед использованием. Таким образом, съемная часть ободковой обертки надежно закреплена на соответствующем месте на изделии, генерирующем аэрозоль, до тех пор, пока потребитель не удалит ее принудительно с мундштука. За счет обеспечения участка перекрытия, который проходит по меньшей мере на 45 градусов по окружности изделия, генерирующего аэрозоль, область участка перекрытия увеличивается, и появляется возможность обеспечения области с клеем, которая разнесена от первой продольной кромки в съемной части ободковой обертки. Это обеспечивает область без клея, смежную по меньшей мере с частью первой продольной кромки съемной части ободковой обертки. В области без клея кромка ободковой обертки легко может быть поднята от поверхности мундштука и захвачена потребителем с целью удаления съемной части ободковой обертки.
Область без клея предпочтительно проходит по всей длине первой продольной кромки съемной части ободковой обертки. Альтернативно, область без клея может проходить только вдоль части первой продольной кромки съемной части ободковой обертки, тогда как в других частях область с клеем проходит по всей длине к первой продольной кромке.
При таком расположении области без клея вдоль первой продольной кромки можно уменьшить размер отрывного язычка, предусмотренного на первой продольной кромке, или даже полностью устранить отрывной язычок без отрицательного влияния на легкость, с которой потребитель может удалить съемную часть ободковой обертки. Посредством уменьшения размера отрывного язычка или его полного устранения с ободковой обертки можно преодолеть производственные трудности, описанные выше.
Увеличенный кольцевой нахлест ободковой обертки дополнительно предоставляет возможность обеспечения области с клеем на участке перекрытия, так что уменьшается риск совмещения клея со швом ободковой обертки на второй продольной кромке. Это гарантирует, что шов не сказывается отрицательно на способности ободковой обертки приклеиваться к себе, так что может быть обеспечено более равномерное уплотнение. За счет обеспечения более равномерного уплотнения преимущественно сводится к минимуму риск отрыва ободковой обертки в положении вдали от первой ослабленной линии.
Новое расположение ободковой обертки изделий, генерирующих аэрозоль, согласно настоящему изобретению можно легко достичь с использованием существующего высокоскоростного устройства для изготовления и технологий, которые требуют только небольшой модификации с целью регулирования положения отрезания ободковой обертки и расположения области с клеем на участке перекрытия.
Предпочтительно, область с клеем, предусмотренная на участке перекрытия, отделена от первой продольной кромки ободковой обертки на по меньшей мере приблизительно 1 мм по всей длине области с клеем. Это означает, что во всех точках вдоль первой продольной кромки область с клеем находится на расстоянии по меньшей мере приблизительно 1 мм в стороне от первой продольной кромки в направлении по окружности. Это минимальное отделение обеспечивает область без клея достаточного размера для того, чтобы позволить пользователю класть свой палец или ноготь пальца под кромку съемной части ободковой обертки с целью ее удаления. Посредством отделения области с клеем от первой продольной кромки на по меньшей мере приблизительно 1 мм область с клеем также менее видна потребителю.
Предпочтительно область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, проходит не более чем на 45 градусов по окружности изделия, генерирующего аэрозоль, более предпочтительно не более чем на 30 градусов. Альтернативно или дополнительно, область с клеем, предусмотренная на участке перекрытия, предпочтительно проходит по меньшей мере на 20 градусов по окружности изделия, генерирующего аэрозоль. Это обеспечивает баланс между потребностью в удержании съемной части ободковой обертки в соответствующем месте на поверхности мундштука, при этом позволяя потребителю легко удалять съемную часть ободковой обертки.
Предпочтительно область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, отделена от расположенной дальше по ходу потока кромки ободковой обертки на по меньшей мере приблизительно 1 мм с целью обеспечения области, смежной с расположенной дальше по ходу потока кромкой ободковой обертки, не содержащей клей. Это может быть особенно преимущественным, когда ободковые обертки производят попарно из одного листа, так что клей отсутствует на линии, по которой лист разрезают с целью отделения двух ободковых оберток (при этом линия соответствует расположенным дальше по ходу потока кромкам двух ободковых оберток). Это также гарантирует, что на мундштучном конце мундштука нет видимого клея.
Предпочтительно область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, отделена от первой ослабленной линии на по меньшей мере приблизительно 0,5 мм. Особенно предпочтительно область с клеем отделена от первой ослабленной линии на от приблизительно 0,5 мм до приблизительно 1,5 мм. Это отделение области с клеем от первой ослабленной линии гарантирует, что клей не влияет отрицательно на отрыв ободковой обертки вдоль первой ослабленной линии при удалении съемной части ободковой обертки.
Область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, может быть любой подходящей формы и размера в пределах, изложенных выше. В определенных предпочтительных вариантах осуществления область с клеем представляет собой продольную полосу клея, проходящую вдоль съемной части ободковой обертки по существу параллельно первой продольной кромке.
Предпочтительно, съемная часть ободковой обертки прикреплена к нижележащему мундштуку посредством второй области с клеем, предусмотренной вблизи второй продольной кромки. Как правило, вторая область с клеем приклеивает съемную часть ободковой обертки к фицелле нижележащего мундштучного сегмента.
Предпочтительно, вторая область с клеем, прикрепляющая съемную часть ободковой обертки к нижележащему мундштуку, отделена от второй продольной кромки на расстояние от приблизительно 0,5 мм до приблизительно 1 мм. Таким образом, вторая область с клеем расположена достаточно близко ко второй продольной кромке с целью обеспечения приклеивания передней кромки ободковой обертки к поверхности мундштука, поскольку ободковую обертку оборачивают вокруг мундштука во время производства. Передняя кромка ободковой обертки представляет собой продольную кромку, которая контактирует сначала с мундштуком, поскольку ободковая обертка намотана вокруг мундштука во время производства, и в изделиях, генерирующих аэрозоль, согласно настоящему изобретению соответствует второй продольной кромке.
Предпочтительно, общая площадь поверхности второй области с клеем составляет от приблизительно 4 квадратных миллиметров до приблизительно 6 квадратных миллиметров. Это обеспечивает площадь поверхности, которая достаточно большая, чтобы гарантировать, что ободковая обертка остается прикрепленной к мундштуку во время производства, но достаточно маленькая для того, чтобы съемная часть ободковой обертки могла быть удалена с мундштука без отрывания нижележащей мундштучной обертки.
Вторая область с клеем может иметь любой подходящий размер или форму в пределах, изложенных выше. Предпочтительно, вторая область с клеем представлена в форме небольшой отдельной области с клеем, такой как точка клея, которая предусмотрена в положении вдоль второй продольной кромки.
Предпочтительно, вторая область с клеем отделена от расположенной дальше по ходу потока кромки ободковой обертки на расстояние по меньшей мере приблизительно 1 мм. Это сделано по тем же причинам, что изложены выше в отношении предпочтительного отделения области с клеем на участке перекрытия и расположенной дальше по ходу потока кромки.
В определенных вариантах осуществления настоящего изобретения первая продольная кромка ободковой обертки может быть по существу прямой. Однако в альтернативных вариантах осуществления настоящего изобретения первая продольная кромка ободковой обертки содержит выступ ободковой обертки, определяющий отрывной язычок, расположенный дальше по ходу потока относительно первой ослабленной линии, при этом отрывной язычок не содержит клей. Таким образом, отрывной язычок образует часть области без клея между первой продольной кромкой и областью с клеем на участке перекрытия съемной части ободковой обертки.
В контексте настоящего документа термин «выступ ободковой обертки» относится к части первой продольной кромки, которая выступает от оставшейся части частей кромки в направлении по окружности с целью определения отрывного язычка на кромке ободковой обертки. Отрывной язычок предусмотрен на съемной части ободковой обертки дальше по ходу потока первой ослабленной линии и может упрощать захват кромки ободковой обертки потребителем. Отрывной язычок также служит для пользователя визуальным показателем положения съемной части ободковой обертки и то, где необходимо захватить кромку ободковой обертки.
Предпочтительно первая прямолинейная часть предусмотрена на первой продольной кромке и проходит раньше по ходу потока от выступа ободковой обертки. «Первая прямолинейная часть» первой продольной кромки ободковой обертки проходит по прямой линии без кривизны по существу параллельно продольной оси изделия, генерирующего аэрозоль.
Предпочтительно, выступ ободковой обертки продолжается на расстоянии от приблизительно 2 мм до приблизительно 3 мм за пределами первой прямолинейной части в направлении по окружности, более предпочтительно на от приблизительно 2 мм до приблизительно 2,5 мм. Это соответствует расстоянию по окружности между первой прямолинейной частью и «вершиной» выступа ободковой обертки, где высота является наибольшей, которое определяет высоту отрывного язычка относительно прямой части продольной кромки.
За счет обеспечения отрывного язычка высотой, составляющей по меньшей мере 2 мм, отрывной язычок имеет удобный размер для захвата потребителем. С другой стороны, сохранение высоты отрывного язычка меньшей, чем или равной 3 мм, является, как правило, предпочтительным с точки зрения производства, поскольку на высокой скорости с использованием традиционных отрезных ножей труднее отрезать отрывные язычки с большим размером. В изделиях, генерирующих аэрозоль, согласно настоящему изобретению отрывной язычок предусмотрен дополнительно к области без клея по всей длине первой продольной кромки съемной части ободковой обертки. Таким образом, можно предоставить отрывной язычок, имеющий меньшую высоту, чем было бы необходимо для изделий, генерирующих аэрозоль, в которых отрывной язычок является единственной частью, не содержащей клей, при этом все еще предоставляющий потребителю возможность легко захватывать кромку. Отрывной язычок меньшего размера может быть легче включен в кромку ободковой обертки с использованием существующего режущего устройства и технологий.
Предпочтительно, ширина выступа ободковой обертки в продольном направлении составляет по меньшей мере приблизительно 2,5 мм. Альтернативно или дополнительно, ширина выступа ободковой обертки в продольном направлении составляет меньше, чем 15 мм. «Ширина» выступа ободковой обертки соответствует максимальному размеру выступа ободковой обертки в продольном направлении.
Положение выступа ободковой обертки относительно первой ослабленной линии может изменяться, например, с целью сведения к минимуму риска отрыва ободковой обертки в другом месте, а не вдоль первой ослабленной линии. Предпочтительно, выступ ободковой обертки предусмотрен на расстоянии от приблизительно 0 мм до приблизительно 15 мм дальше по ходу потока относительно первой ослабленной линии, более предпочтительно от приблизительно 5 мм до приблизительно 10 мм. Это соответствует расстоянию между первой ослабленной линией и расположенным раньше по ходу потока концом выступа ободковой обертки.
Как описано выше, первая продольная кромка предпочтительно содержит первую прямолинейную часть, проходящую раньше по ходу потока от выступа ободковой обертки. Предпочтительно, в таких вариантах осуществления выступ ободковой обертки содержит первую криволинейную переходную часть, соединяющую первую прямолинейную часть первой продольной кромки с остальной частью выступа ободковой обертки, при этом первая криволинейная переходная часть выступа ободковой обертки следует за выпуклой кривой.
В контексте настоящего документа термин «первая криволинейная переходная часть» относится к части выступа ободковой обертки, соединяющей первую прямолинейную часть с остальной частью выступа ободковой обертки. Расположенный раньше по ходу потока конец первой криволинейной переходной части соответствует точке, в которой продольная кромка начинает изгибаться от первой прямолинейной части, что установлено невооруженным глазом. Расположенный дальше по ходу потока конец первой криволинейной переходной части соответствует точке, в которой кривизна выступа ободковой обертки меняет направление от выпуклой кривизны первой криволинейной переходной части, что установлено невооруженным глазом. Например, в случае, если выступ ободковой обертки представляет собой непрерывную кривую, расположенный дальше по ходу потока конец первой криволинейной переходной части соответствует точке перегиба, в которой кривизна выступа ободковой обертки меняется с выпуклой на вогнутую. В других вариантах осуществления расположенный дальше по ходу потока конец первой криволинейной переходной части может соответствовать углу, в котором выпуклая кривизна первой криволинейной переходной части меняется на линейную часть.
Термин «выпуклый» используется в контексте настоящего документа для описания части кривой выступа ободковой обертки, которая имеет кривизну с градиентом, который увеличивается по мере того, как кривая удаляется от ободковой обертки в направлении по окружности. Таким образом, в случае первой криволинейной переходной части градиент увеличивается при движении вдоль кривой в направлении дальше по ходу потока. Все касательные к выпуклой кривой лежат ниже этой кривой, если смотреть на ободковую обертку в плоском состоянии, при этом продольная кромка включает выступ ободковой обертки вдоль верней части. «Выпуклая» кривая также может быть описана как «вогнутая вверх» или «выпуклая вниз».
Как описано выше, первая криволинейная переходная часть выступа ободковой обертки «следует за выпуклой кривой». Это предназначено для охватывания вариантов осуществления, в которых первая криволинейная переходная часть выпукло изогнута, а также вариантов осуществления, в которых первая криволинейная переходная часть приблизительно тождественна выпуклой кривой.
Выпуклая кривизна первой криволинейной переходной части выступа ободковой обертки, как описано выше, преимущественно обеспечивает постепенный переход между первой прямолинейной частью и выступом ободковой обертки, а также гарантирует, что на участке продольной кромки, где отрывной язычок пересекается с первой прямолинейной частью, отсутствуют острые вершины или углы. Это, в свою очередь, гарантирует, что не должно быть характерных ослабленных точек, добавленных выступом ободковой обертки, тем самым сводя к минимуму риск отрыва ободковой обертки вдали от первой ослабленной линии.
В вариантах осуществления согласно настоящему изобретению, в которых ободковая обертка содержит отрывной язычок, как описано выше, вторая продольная кромка ободковой обертки может необязательно предусматривать углубление, которое по форме и положению соответствует выступу ободковой обертки на первой продольной кромке. Обеспечение углубления на второй продольной кромке может иметь место там, где ободковая обертка отрезается от непрерывного листа материала ободковой обертки, так что отрывной язычок, вырезанный в первой продольной кромке первой ободковой обертки, сделает соответствующее углубление на второй продольной кромке смежной ободковой обертки, отрезанной от листа.
Обеспечение увеличенного кольцевого нахлеста на ободковой обертке может быть особенно преимущественным в таких вариантах осуществления, где углубление предусмотрено на второй продольной кромке. Ранее было обнаружено, что там, где присутствует такое углубление, оно может отрицательно влиять на качество уплотнения на участке перекрытия, так как на участке с углублением верхний слой ободковой обертки может не приклеиваться должным образом к мундштуку по причине недостающего материала в нижележащем слое ободковой обертки. Это может стать причиной отрыва ободковой обертки в ненадлежащем месте вдали от первой ослабленной линии, когда потребитель попытается удалить съемную часть ободковой обертки. В изделиях, генерирующих аэрозоль, согласно настоящему изобретению увеличенный кольцевой нахлест на ободковой обертке обеспечивает достаточно пространства для того, чтобы область с клеем на участке перекрытия могла быть размещена вдали от углубления. Следовательно, углубление не влияет на способность слоев ободковой обертки приклеиваться друг другу.
Выступ ободковой обертки может принимать различные подходящие формы. Предпочтительно, выступ ободковой обертки является изогнутым и особенно предпочтительно выступ ободковой обертки представляет собой непрерывную, сглаженную кривую. Например, выступ ободковой обертки может следовать за колоколообразной кривой, предпочтительно симметричной колоколообразной кривой, такой как обычная кривая или кривая, подобная кривой Гаусса.
В некоторых предпочтительных вариантах осуществления первая продольная кромка ободковой обертки содержит вторую прямолинейную часть, проходящую дальше по ходу потока от выступа ободковой обертки до расположенного дальше по ходу потока конца съемной части ободковой обертки. Вторая прямолинейная часть, как правило, расположена по существу в том же месте по окружности, что и первая прямолинейная часть. В таких вариантах осуществления отрывной язычок, образованный на первой продольной кромке ободковой обертки, предпочтительно представляет собой симметричную кривую, как описано выше.
В альтернативных вариантах осуществления выступ ободковой обертки может быть асимметричным и проходить до расположенной дальше по ходу потока кромки съемной части ободковой обертки. В таких вариантах осуществления отрывной язычок, образованный на первой продольной кромке ободковой обертки, как правило, имеет продолговатую форму.
Как описано выше, ободковая обертка изделий, генерирующих аэрозоль, согласно настоящему изобретению содержит съемную часть ободковой обертки, образованную дальше по ходу потока первой ослабленной линии. Расположенная раньше по ходу потока часть ободковой обертки, образованная раньше по ходу потока относительно первой ослабленной линии, прикреплена к расположенной дальше по ходу потока части субстрата, генерирующего аэрозоль, и к расположенной раньше по ходу потока части мундштука.
Положение первой ослабленной линии вдоль мундштука может регулироваться в зависимости от того, сколько ободковой обертки предназначено для удаления. Предпочтительно, первая ослабленная линия расположена на расстоянии приблизительно 5 мм от расположенного раньше по ходу потока конца мундштука в продольном направлении. Это гарантирует, что достаточная часть ободковой обертки остается на изделии, генерирующем аэрозоль, для обеспечения расположенной раньше по ходу потока части ободковой обертки. Альтернативно или дополнительно, первая ослабленная линия предпочтительно расположена на расстоянии не более чем 15 мм от расположенного раньше по ходу потока конца мундштука.
Предпочтительно, первая ослабленная линия окружает по меньшей мере 75 процентов окружности мундштука, более предпочтительно окружает по меньшей мере 85 процентов окружности. В определенных предпочтительных вариантах осуществления первая ослабленная линия окружает по существу всю окружность мундштука.
Длина съемной части ободковой обертки в продольном направлении изделия, генерирующего аэрозоль, также может регулироваться в зависимости, например, от предполагаемого эффекта от удаления части ободковой обертки.
В определенных вариантах осуществления настоящего изобретения съемная часть ободковой обертки проходит до расположенного дальше по ходу потока конца мундштука, так что вся ободковая обертка, расположенная дальше по ходу потока относительно первой ослабленной линии, удаляется с обнажением нижележащей мундштучной поверхности. Такое расположение может быть преимущественным, например, в тех случаях, когда съемная часть ободковой обертки предусмотрена для улучшения гигиены во время курения.
В альтернативных вариантах осуществления настоящего изобретения ободковая обертка также может содержать вторую ослабленную линию, разнесенную от первой ослабленной линии в направлении дальше по ходу потока, при этом съемная часть ободковой обертки образована между первой ослабленной линией и второй ослабленной линией. В таких вариантах осуществления ободковая обертка предпочтительно также содержит расположенную дальше по ходу потока часть ободковой обертки, проходящую дальше по ходу потока от второй ослабленной линии и прикрепленную к расположенной дальше по ходу потока части мундштука. Такое расположение может быть предпочтительным, например, в тех случаях, когда полоса ободковой обертки выполнена с возможностью удаления с целью обнажения нижележащей добавки или вентиляционного отверстия.
Первая ослабленная линия и вторая ослабленная линия (при наличии) могут принимать любую подходящую форму для обеспечения ослабленной линии в ободковой обертке, по которой ободковая обертка преимущественно отрывается. Предпочтительно каждая ослабленная линия содержит множество надрезов, разнесенных в направлении по окружности с образованием ряда перфорационных отверстий, проходящих вокруг ободковой обертки. В таких вариантах осуществления ряд перфорационных отверстий предпочтительно проходит по существу по всей окружности ободковой обертки. Чтобы помочь потребителю в отрывании ободковой обертки по ряду перфорационных отверстий, ослабленная линия может содержать удлиненный надрез, проходящий между кромкой ободковой обертки на шве ободковой обертки и первым перфорационным отверстием в ряду перфорационных отверстий.
В том месте, где предусмотрен ряд перфорационных отверстий, ряд перфорационных отверстий содержит неразрезанные сегменты ободковой обертки между идущими подряд перфорационными отверстиями. Общая длина неразрезанных сегментов предпочтительно определяет процентную величину удерживания, составляющую от приблизительно 15 процентов до приблизительно 30 процентов от общей длины ряда перфорационных отверстий, более предпочтительно от приблизительно 18 процентов до приблизительно 25 процентов.
«Процентная величина удерживания» для ряда перфорационных отверстий может использоваться в качестве показателя прочности ряда перфорационных отверстий и определяется следующим образом:

где длина каждого неразрезанного сегмента представляет собой кратчайшее расстояние по ободковой обертке между смежными перфорационными отверстиями, и где длина каждого перфорационного отверстия представляет собой длину прямой линии, вытянутой между двумя крайними по окружности точками перфорационного отверстия. В случае круглого перфорационного отверстия длина перфорационного отверстия представляет собой диаметр круга.
Таким образом, высокая процентная величина удерживания представляет собой ряд перфорационных отверстий, в котором между перфорационными отверстиями остается большое количество неразрезанного материала. Ряд перфорационных отверстий, который имеет высокую процентную величину удерживания, в целом требует большего усилия для разрыва ободковой обертки по ряду перфорационных отверстий.
Предпочтительно, процентная величина удерживания, составляющая от 15 процентов до 30 процентов, является достаточно большой для предотвращения случайного разрыва ободковой обертки по ряду перфорационных отверстий при обращении с ободковой оберткой во время изготовления курительного изделия, и в то же время достаточно малой, так что требуется лишь умеренное усилие для преднамеренного разрыва обертки по ряду перфорационных отверстий после изготовления курительного изделия. Было обнаружено, что усилие, необходимое для разрыва обертки по ряду перфорационных отверстий, определяющем процентную величину удерживания в этом диапазоне, в основном не зависит от основного веса листового материала, используемого для образования ободковой обертки, при сравнивании разных листовых материалов, которые, как правило, используются для образования оберток для курительных изделий.
Ряд перфорационных отверстий при необходимости может быть предусмотрен с одним или более дополнительными признаками, как описано в EP–A–2 888 958.
Ободковая обертка предпочтительно образована из листа бумажного материала, хотя подходят также и другие материалы. Предпочтительно, ободковая обертка образована из листового материала, основной вес которого составляет от приблизительно 35 грамм на квадратный метр до приблизительно 50 грамм на квадратный метр.
В изделиях, генерирующих аэрозоль, согласно настоящему изобретению удаление съемной части ободковой обертки обнажает нижележащий мундштук или мундштучный сегмент, который, как правило, будет обернут в одну или более мундштучных оберток. В любом из вышеописанных вариантов осуществления мундштук может содержать мундштучную обертку, окружающую один или более мундштучных сегментов. Например, мундштук может содержать один сегмент из фильтрующего материала, а мундштучная обертка может представлять собой отдельную фицеллу, окружающую один сегмент из фильтрующего материала. Альтернативно, мундштук может содержать несколько сегментов из фильтрующего материала, а мундштучная обертка может представлять собой объединяющую фицеллу, окружающую несколько сегментов из фильтрующего материала. В таких вариантах осуществления каждый из сегментов из фильтрующего материала может быть обернут в отдельную фицеллу, лежащую под объединяющей фицеллой.
Мундштучная обертка может быть образована из пористого материала, такого как пористая бумага. Однако мундштучная обертка предпочтительно образована из непористого материала, такого как непористая бумага или полимерный материал. Непористый материал может представлять собой собственно непористый материал, или непористый материал может представлять собой пористый субстрат, на который нанесено непористое покрытие. Предпочтительно мундштучная обертка имеет пористость меньше, чем приблизительно 20 единиц Coresta, более предпочтительно меньше, чем приблизительно 10 единиц Coresta и более предпочтительно меньше, чем приблизительно 5 единиц Coresta, измеренных в соответствии с рекомендуемым способом Coresta № 40. Наиболее предпочтительно мундштучная обертка имеет пористость, которая составляет приблизительно ноль единиц Coresta. Подходящие материалы для образования мундштучной обертки включают целлюлозные полимерные материалы, полимерные материалы на основе крахмала, поливиниловый спирт, целлофан, полилактид и их комбинации.
На наружную поверхность мундштучной обертки может быть нанесено покрытие для обеспечения влагоудерживающего барьера, который может свести к минимуму риск увлажнения мундштучной обертки губами или ртом потребителя и, таким образом, может снижать риск прилипания губ или рта потребителя к мундштучной обертке после удаления съемной части ободковой обертки. Например, на наружную поверхность мундштучной обертки может быть нанесен подходящий лак для предотвращения прилипания губ, известный специалисту в данной области техники. Покрытие может быть нанесено в качестве дополнения или альтернативы непористому покрытию, нанесенному на мундштучную обертку, как описано выше. В тех вариантах осуществления, в которых мундштучная обертка содержит непористое покрытие и покрытие для предотвращения прилипания губ, оба покрытия могут содержать один и тот же материал для покрытия. Альтернативно, непористое покрытие и покрытие для предотвращения прилипания губ могут содержать разные материалы для покрытия.
Основной вес мундштучной обертки может быть меньше, чем приблизительно 90 грамм на квадратный метр. Основной вес мундштучной обертки может предпочтительно быть больше, чем приблизительно 20 грамм на квадратный метр.
В определенных предпочтительных вариантах осуществления мундштучная обертка содержит фицеллу или комбинацию фицелл, основной вес которых составляет от приблизительно 50 грамм на квадратный метр до приблизительно 115 грамм на квадратный метр, более предпочтительно от приблизительно 65 грамм на квадратный метр до приблизительно 85 грамм на квадратный метр и наиболее предпочтительно от приблизительно 60 грамм на квадратный метр до приблизительно 70 грамм на квадратный метр. За счет обеспечения фицеллы или комбинации фицелл, основной вес которых находится в этом диапазоне, получают относительно жесткую мундштучную обертку. Это преимущественно обеспечивает фильтр, который может сохранять требуемый уровень твердости даже после удаления съемной части ободковой обертки.
В определенных вариантах осуществления фицелла может проходить дальше по ходу потока относительно мундштучных сегментов с образованием выемки на мундштучном конце. В таких вариантах осуществления использование фицеллы, имеющей довольно большой основной вес, как приведено выше, преимущественно помогает сохранить конструкцию выемки во время курения. Альтернативно или дополнительно к обеспечению фицеллы, проходящей дальше по ходу потока мундштука, мундштук также может содержать полый трубчатый сегмент с определением выемки на мундштучном конце, например, трубчатый сегмент из ацетилцеллюлозы.
В некоторых вариантах осуществления изделие, генерирующее аэрозоль, также содержит объединяющую обертку, окружающую по меньшей мере часть каждого из мундштука и субстрата, генерирующего аэрозоль, с целью закрепления мундштука на субстрате, генерирующем аэрозоль. В таких вариантах осуществления расположенная раньше по ходу потока часть ободковой обертки может быть прикреплена лишь к той части объединяющей обертки, которая лежит поверх мундштука. Альтернативно, расположенная раньше по ходу потока часть ободковой обертки может быть прикреплена лишь к той части объединяющей обертки, которая лежит поверх субстрата, генерирующего аэрозоль. В некоторых вариантах осуществления расположенная раньше по ходу потока часть ободковой обертки прикреплена к той части объединяющей обертки, которая лежит поверх мундштука, и к той части объединяющей обертки, которая лежит поверх субстрата, генерирующего аэрозоль.
Альтернативно, изделие, генерирующее аэрозоль, может не содержать отдельную объединяющую обертку, и ободковая обертка сама по себе может использоваться для закрепления мундштука на субстрате, генерирующем аэрозоль. В таких вариантах осуществления изделие, генерирующее аэрозоль, также может содержать обертку субстрата, генерирующего аэрозоль, обернутую вокруг по меньшей мере части субстрата, генерирующего аэрозоль, при этом расположенная раньше по ходу потока часть ободковой обертки прикреплена к расположенной дальше по ходу потока части обертки субстрата, генерирующего аэрозоль, и к расположенной раньше по ходу потока части мундштука.
Наружная поверхность мундштучной обертки может быть снабжена текстом или графическими изображениями, которые открываются потребителю при удалении потребителем съемной части ободковой обертки во время использования. Например, на наружной поверхности мундштучной обертки может быть выполнена печать с помощью печатной краски для придания эстетического вида части, находящейся под съемной частью ободковой обертки.
В определенных вариантах осуществления настоящего изобретения по меньшей мере один ароматизатор может быть предусмотрен между съемной частью ободковой обертки и нижележащей мундштучной частью. В контексте настоящего документа термин «ароматизатор» используется для описания материала, который может использоваться для доставки потребителю по меньшей мере одного из вкусового ощущения и обонятельного ощущения. За счет обеспечения ароматизатора под съемной частью ободковой обертки потребителю предоставляется возможность контроля доставки ароматизатора. Подходящие ароматизаторы для включения в изделия, генерирующие аэрозоль, известны специалисту в данной области техники.
На поверхности съемной части ободковой обертки, которая обращена к нижележащей мундштучной части, на поверхности нижележащей мундштучной части или на обоих поверхностях может быть предусмотрен по меньшей мере один ароматизатор. По меньшей мере один ароматизатор может быть нанесен в виде покрытия или им может быть пропитана поверхность съемной части ободковой обертки или мундштучной части. По меньшей мере один ароматизатор может быть инкапсулирован, например, находиться внутри нескольких микрокапсул с целью уменьшения или предотвращения перемещения ароматизатора.
Альтернативно или дополнительно к обеспечению ароматизатора между съемной частью ободковой обертки и нижележащей мундштучной частью, мундштук может содержать по меньшей мере одно поверхностное образование, лежащее под съемной частью ободковой обертки. В контексте настоящего документа термин «поверхностное образование» описывает изменение поверхности мундштука, которое приводит к неоднородности поверхности. За счет обеспечения по меньшей мере одного поверхностного образования на поверхности мундштука, лежащей под съемной частью ободковой обертки, потребителю предоставляется возможность выбора текстуры поверхности изделия, генерирующего аэрозоль, которая контактирует с его губами во время курения или использования изделия, генерирующего аэрозоль, иным образом.
Мундштук может содержать вышеописанную мундштучную обертку, содержащую по меньшей мере одно поверхностное образование. По меньшей мере одно поверхностное образование может содержать по меньшей мере одно из выпуклости и вогнутости. Альтернативно или дополнительно, по меньшей мере одно поверхностное образование может предусматривать изменение толщины мундштучной обертки. Альтернативно или дополнительно, по меньшей мере одно поверхностное образование может предусматривать один или более материалов, нанесенных или иным образом обеспеченных на поверхности мундштучной обертки, например, по меньшей мере одно из печатной краски или лака.
Изделия, генерирующие аэрозоль, согласно настоящему изобретению могут представлять собой сигареты с фильтром или другие курительные изделия, в которых субстрат, генерирующий аэрозоль, содержит табачный материал, сжигаемый с образованием дыма. Таким образом, в любом из вышеописанных вариантов осуществления субстрат, генерирующий аэрозоль, может содержать табачный стержень.
Альтернативно, изделия, генерирующие аэрозоль, согласно настоящему изобретению могут представлять собой изделия, в которых табачный материал нагревают с образованием аэрозоля, а не сжигают. В одном типе нагреваемого изделия, генерирующего аэрозоль, табачный материал нагревают с помощью одного или более электрических нагревательных элементов с образованием аэрозоля. В другом типе нагреваемого изделия, генерирующего аэрозоль, аэрозоль образуется в результате теплопередачи от горючего или химического источника теплоты на физически отделенный табачный материал, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла. Настоящее изобретение также охватывает изделия, генерирующие аэрозоль, в которых никотиносодержащий аэрозоль генерируется из табачного материала, табачного экстракта или другого источника никотина без сжигания, и в некоторых случаях без нагрева, например, в результате химической реакции.
Настоящее изобретение будет далее описано исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
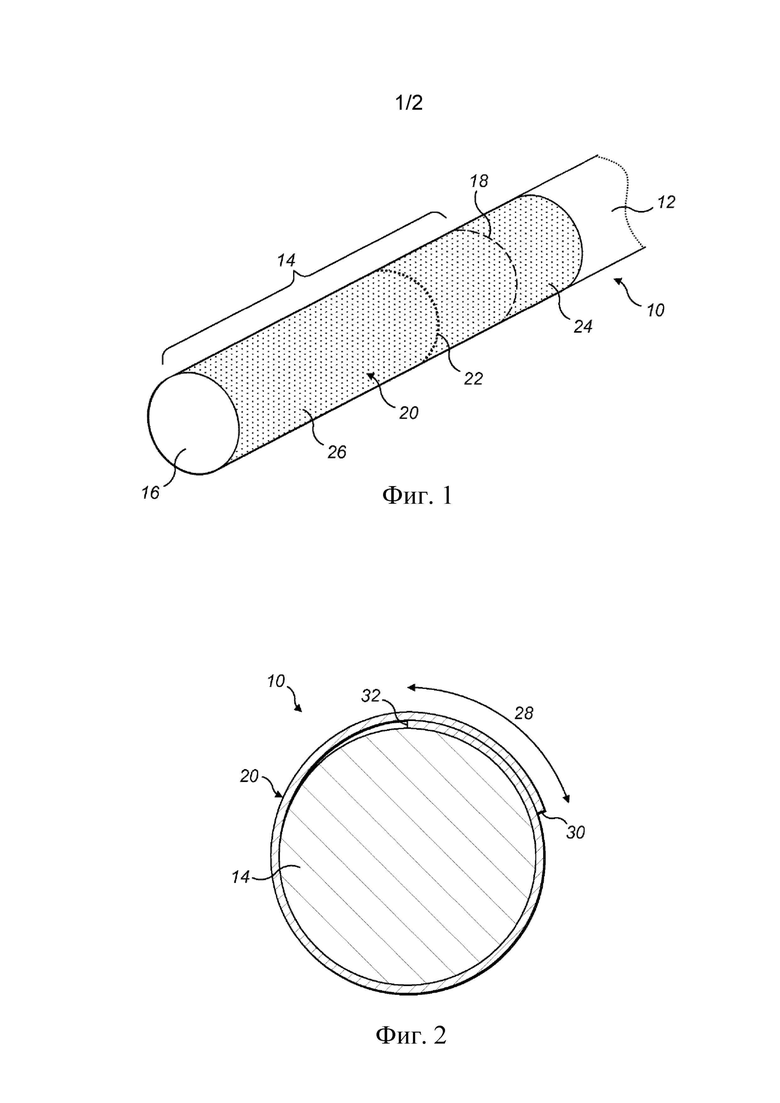
на фиг. 1 показано изделие, генерирующее аэрозоль, согласно первому варианту осуществления настоящего изобретения;
на фиг. 2 показан схематический вид в поперечном сечении изделия, генерирующего аэрозоль, изображенного на фиг. 1;
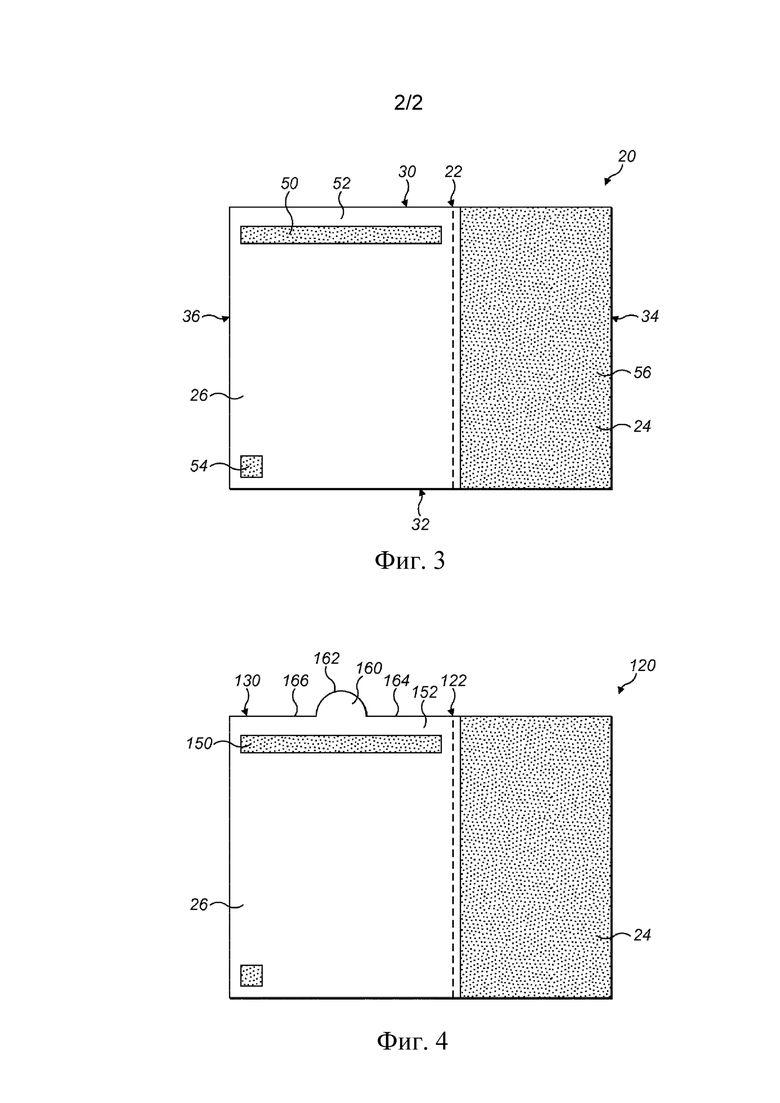
на фиг. 3 показан вид в плане ободковой обертки изделия, генерирующего аэрозоль, изображенного на фиг. 1; и
на фиг. 4 показан вид в плане альтернативной ободковой обертки изделия, генерирующего аэрозоль, изображенного на фиг. 1.
На фиг. 1 показано изделие 10, генерирующее аэрозоль, согласно первому варианту осуществления настоящего изобретения. Изделие 10, генерирующее аэрозоль, представляет собой сигарету с фильтром, содержащую субстрат 12, генерирующий аэрозоль, в форме обернутого табачного стержня и мундштук 14, содержащий один сегмент из фильтрующего материала 16, выровненный по оси с табачным стержнем. Расположенный дальше по ходу потока конец табачного стержня примыкает к расположенному раньше по ходу потока концу мундштука 14 по линии 18, показанной на фиг. 1.
Ободковая обертка 20, содержащая ряд перфорационных отверстий, которые образуют ослабленную линию 22, намотана вокруг мундштука 14 и части табачного стержня таким образом, что расположенная раньше по ходу потока часть 24 ободковой обертки проходит раньше по ходу потока от ослабленной линии 22, а съемная часть 26 ободковой обертки проходит дальше по ходу потока от ослабленной линии 22. Расположенная раньше по ходу потока часть 24 ободковой обертки прикреплена с помощью клея к нижележащим частям табачного стержня и мундштука 14.
Съемная часть 26 ободковой обертки приклеена к поверхности нижележащего мундштука 14 и также к себе, как описано более подробно ниже, с целью закрепления съемной части 26 ободковой обертки на соответствующем месте на мундштуке.
Как показывает вид в поперечном сечении изделия 10, генерирующего аэрозоль, изображенного на фиг. 2, ободковая обертка 20 проходит приблизительно на 420 градусов по окружности изделия 10, генерирующего аэрозоль, и, таким образом, перекрывается собой на приблизительно 60 градусов на участке 28 перекрытия. Таким образом, на этом участке 28 перекрытия находится двойной слой ободковой обертки 20.
Ободковая обертка 20 содержит первую продольную кромку 30, которая проходит продольно по наружной поверхности изделия 10, генерирующего аэрозоль, с образованием шва снаружи мундштука. Ободковая обертка 20 также содержит вторую продольную кромку 32, противоположную первой продольной кромке 30, которая проходит вдоль поверхности нижележащего сегмента фильтрующего материала 16 и лежит под противоположным концом ободковой обертки 20 вблизи первой продольной кромки 30. Участок 28 перекрытия проходит между первой 30 и второй 32 продольными кромками и также ограничивается расположенной раньше по ходу потока кромкой 34 и расположенной дальше по ходу потока кромкой 36 ободковой обертки 20.
На ободковой обертке 20, показанной на фиг. 1–3, каждая из первой 30 и второй 32 продольных кромок представляют собой прямые кромки, и когда ободковая обертка 20 расположена в соответствующем месте на изделии 10, генерирующем аэрозоль, продольные кромки проходят по существу параллельно друг другу и продольной оси изделия 10, генерирующего аэрозоль. Таким образом, участок 28 перекрытия проходит на 60 градусов по окружности изделия 10, генерирующего аэрозоль, по всей длине ободковой обертки 20, так что протяженность нахлеста ободковой обертки 20 является постоянной по длине мундштука. В альтернативных вариантах осуществления протяженность, на которую ободковая обертка 20 перекрывается сама собой, может отличаться вдоль длины ободковой обертки, при этом всегда оставаясь больше 45 градусов.
На фиг. 3 показан вид в плане ободковой обертки 20, указывающий, в каком месте наносится клей на ободковую обертку 20 с целью ее закрепления на соответствующем месте на мундштуке 14. Первая область с клеем 50 предусмотрена на съемной части 26 ободковой обертки вблизи первой продольной кромки 30. Первая область с клеем 50 представлена в виде узкой, прямоугольной полосы клея, которая распространяется по существу параллельно первой продольной кромке 30 и проходит приблизительно на 30 градусов по окружности изделия, генерирующего аэрозоль, когда ободковая обертка 20 находится в соответствующем месте. Первая область с клеем 50 отделена от первой продольной кромки 30 на приблизительно 1,5 мм и от расположенной дальше по ходу потока кромки 36 на приблизительно 1,5 мм. Также она отделена от ослабленной линии 22 на приблизительно 1,5 мм.
Когда ободковая обертка 20 находится в соответствующем месте на изделии 10, генерирующем аэрозоль, первая область с клеем 50 предусмотрена на участке 28 перекрытия с целью закрепления съемной части 26 ободковой обертки на себе. Область ободковой обертки 20 между первой областью с клеем 50 и первой продольной кромкой 30 не содержит клей, и это обеспечивает область 52 без клея, которая проходит по всей длине съемной части 26 ободковой обертки.
Вторая область с клеем 54 предусмотрена на съемной части 26 ободковой обертки вблизи второй продольной кромки 32. Вторая область с клеем 54 представляет собой маленькую точку клея, общая площадь поверхности которой составляет приблизительно 5 квадратных миллиметров, расположенную смежно со второй продольной кромкой 32. Вторая область с клеем 54 расположена вблизи от расположенной дальше по ходу потока кромки 36, но отделена от расположенной дальше по ходу потока кромки 36 на приблизительно 1 мм.
Когда ободковая обертка 20 находится в соответствующем месте на изделии 10, генерирующем аэрозоль, вторая область с клеем 54 предусмотрена между ободковой оберткой 20 и наружной поверхностью нижележащего сегмента фильтрующего материала 16 с целью закрепления съемной части 26 ободковой обертки на соответствующем месте на мундштуке 14.
Третья область с клеем 56 предусмотрена на расположенной раньше по ходу потока части 24 ободковой обертки. Третья область с клеем 56 отделена от ослабленной линии 22 на приблизительно 1 мм, но в остальном покрывает по существу всю область расположенной раньше по ходу потока части 24 ободковой обертки. Когда ободковая обертка 20 находится в соответствующем месте на изделии 10, генерирующем аэрозоль, третья область с клеем 56 предусмотрена между расположенной раньше по ходу потока частью 24 ободковой обертки и нижележащими частями мундштука 14 и табачного стержня с целью закрепления расположенной раньше по ходу потока части 24 ободковой обертки на соответствующем месте.
До, во время или после курения изделия 10, генерирующего аэрозоль, потребитель, по желанию, может удалять съемную часть 26 ободковой обертки для обнажения нижележащей части мундштука 14. Чтобы удалить съемную часть 26 ободковой обертки, потребитель может поднять область 52 без клея ободковой обертки, смежную с первой продольной кромкой 30, и снять съемную часть 26 ободковой обертки вдали от мундштука 14 посредством разрывания уплотнения, обеспечиваемого первой областью с клеем 50, и отрывания по ряду перфорационных отверстий, образующих первую ослабленную линию 22.
На фиг. 4 показана альтернативная ободковая обертка 120 изделия 10, генерирующего аэрозоль, изображенного на фиг. 1. Ободковая обертка 120 отличается от ободковой обертки 20, показанной на фиг. 3, тем, что на первой продольной кромке 130 предусмотрен отрывной язычок 160. Отрывной язычок 160 образует часть области 152 без клея ободковой обертки 120 между первой продольной кромкой 130 и первой областью с клеем 150. Отрывной язычок 160 определен посредством выступа 162 ободковой обертки по первой продольной кромке 130 на расстоянии дальше по ходу потока относительно первой ослабленной линии 122. Первая прямолинейная часть 164 проходит раньше по ходу потока от выступа 162 ободковой обертки к расположенному раньше по ходу потока концу ободковой обертки 120, а вторая прямолинейная часть 166 проходит дальше по ходу потока от выступа 162 ободковой обертки к расположенному дальше по ходу потока концу ободковой обертки 120. В изделии 10, генерирующем аэрозоль, в сборе первая прямолинейная часть 164 и вторая прямолинейная часть 166 расположены на одной линии друг с другом, в одном и том же месте по окружности. Выступ 162 ободковой обертки представлен в форме симметричной колоколообразной кривой.
Обеспечение отрывного язычка 160 на первой продольной кромке 130 может упрощать подъем и захват кромки съемной части 26 ободковой обертки потребителем. Отрывной язычок 160 также обеспечивает визуальный показатель того места, в котором потребитель должен захватить ободковую обертку с целью удаления съемной части 26 ободковой обертки.
Изобретение относится к изделию, генерирующему аэрозоль. Изделие, генерирующее аэрозоль, содержит субстрат, генерирующий аэрозоль, мундштук, выровненный по оси с субстратом, генерирующим аэрозоль, ободковую обертку, обернутую вокруг мундштука и по меньшей мере части субстрата, генерирующего аэрозоль, содержащую первую ослабленную линию, проходящую вокруг по меньшей мере части ободковой обертки, съемную часть ободковой обертки, проходящую дальше по ходу потока от первой ослабленной линии, расположенную раньше по ходу потока часть ободковой обертки, проходящую раньше по ходу потока от первой ослабленной линии. Расположенная раньше по ходу потока часть ободковой обертки прикреплена к расположенной дальше по ходу потока части субстрата, генерирующего аэрозоль, и расположенной раньше по ходу потока части мундштука. Изделие содержит первую продольную кромку, проходящую по наружной поверхности изделия, генерирующего аэрозоль, и вторую продольную кромку, противоположную первой продольной кромке, и которая лежит поверх мундштука. Ободковая обертка окружает мундштук и по меньшей мере часть субстрата, генерирующего аэрозоль, таким образом, что ободковая обертка перекрывает себя на участке перекрытия, проходящем по всей длине ободковой обертки, и между первой продольной кромкой и второй продольной кромкой. Участок перекрытия проходит по меньшей мере на 45 градусов по окружности изделия, генерирующего аэрозоль, а съемная часть ободковой обертки приклеена к себе посредством области с клеем, предусмотренной на участке перекрытия и размещенной таким образом, что съемная часть ободковой обертки предусматривает область без клея, смежную с по меньшей мере частью первой продольной кромки. Обеспечивается надежное удаление части ободковой обертки. 14 з.п. ф-лы, 4 ил.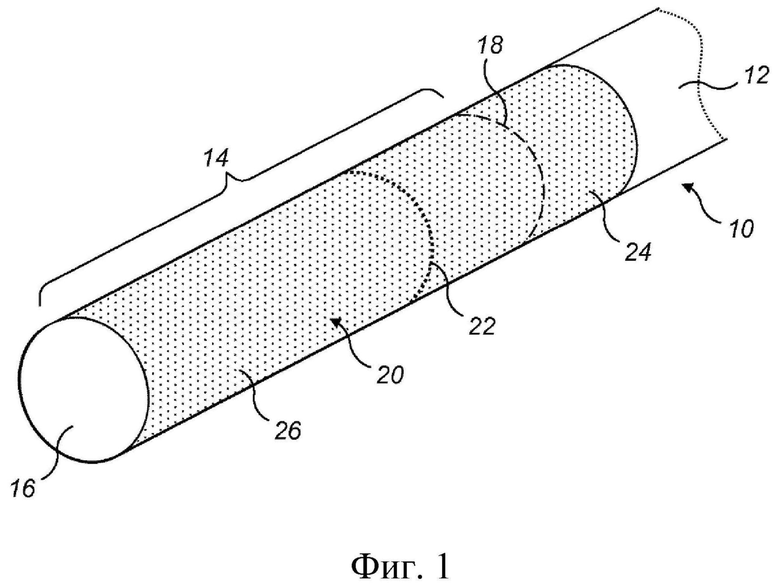
1. Изделие, генерирующее аэрозоль, содержащее субстрат, генерирующий аэрозоль, мундштук, выровненный по оси с субстратом, генерирующим аэрозоль, ободковую обертку, обернутую вокруг мундштука и по меньшей мере части субстрата, генерирующего аэрозоль, содержащую первую ослабленную линию, проходящую вокруг по меньшей мере части ободковой обертки, съемную часть ободковой обертки, проходящую дальше по ходу потока от первой ослабленной линии, расположенную раньше по ходу потока часть ободковой обертки, проходящую раньше по ходу потока от первой ослабленной линии, причем расположенная раньше по ходу потока часть ободковой обертки прикреплена к расположенной дальше по ходу потока части субстрата, генерирующего аэрозоль, и расположенной раньше по ходу потока части мундштука, первую продольную кромку, проходящую по наружной поверхности изделия, генерирующего аэрозоль, и вторую продольную кромку, противоположную первой продольной кромке, и которая лежит поверх мундштука, причем ободковая обертка окружает мундштук и по меньшей мере часть субстрата, генерирующего аэрозоль, таким образом, что ободковая обертка перекрывает себя на участке перекрытия, проходящем по всей длине ободковой обертки, и между первой продольной кромкой и второй продольной кромкой, при этом участок перекрытия проходит по меньшей мере на 45° по окружности изделия, генерирующего аэрозоль, и причем съемная часть ободковой обертки приклеена к себе посредством области с клеем, предусмотренной на участке перекрытия и размещенной таким образом, что съемная часть ободковой обертки предусматривает область без клея, смежную с по меньшей мере частью первой продольной кромки.
2. Изделие, генерирующее аэрозоль, по п. 1, отличающееся тем, что участок перекрытия проходит по меньшей мере на 60° по окружности изделия, генерирующего аэрозоль, между первой продольной кромкой и второй продольной кромкой.
3. Изделие, генерирующее аэрозоль, по п. 1 или 2, отличающееся тем, что область с клеем, предусмотренная на участке перекрытия, отделена от первой продольной кромки ободковой обертки на по меньшей мере 1 мм по всей длине области с клеем.
4. Изделие, генерирующее аэрозоль, по п. 3, отличающееся тем, что область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, проходит не более чем на 45° по окружности изделия, генерирующего аэрозоль.
5. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, отделена от расположенной дальше по ходу потока кромки ободковой обертки на по меньшей мере 1 мм.
6. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что область с клеем, предусмотренная на участке перекрытия съемной части ободковой обертки, отделена от первой ослабленной линии на по меньшей мере 0,5 мм.
7. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что первая продольная кромка содержит выступ ободковой обертки, определяющий отрывной язычок, расположенный дальше по ходу потока относительно первой ослабленной линии, и при этом отрывной язычок не содержит клей.
8. Изделие, генерирующее аэрозоль, по п. 7, отличающееся тем, что вторая продольная кромка содержит углубление, которое по форме и положению соответствует выступу ободковой обертки на первой продольной кромке.
9. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов отличающееся тем, что съемная часть ободковой обертки закреплена на нижележащем мундштуке посредством второй области с клеем, предусмотренной вблизи второй продольной кромки.
10. Изделие, генерирующее аэрозоль, по п. 9, отличающееся тем, что вторая область с клеем, закрепляющая съемную часть ободковой обертки на нижележащем мундштуке, отделена от второй продольной кромки на расстояние от 0,5 мм до 1 мм.
11. Изделие, генерирующее аэрозоль, по п. 9 или 10, отличающееся тем, что общая площадь поверхности второй области с клеем, закрепляющей съемную часть ободковой обертки на нижележащем мундштуке, составляет от 4 мм2 до 6 мм2.
12. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что съемная часть ободковой обертки проходит к расположенной дальше по ходу потока кромке ободковой обертки.
13. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что конкретная или каждая ослабленная линия содержит ряд перфорационных отверстий, проходящих вокруг ободковой обертки, и при этом процентная величина удерживания ряда перфорационных отверстий составляет от 15% до 30%.
14. Изделие, генерирующее аэрозоль, по любому из предыдущих пунктов, отличающееся тем, что мундштук окружен мундштучной оберткой, содержащей одну или более фицелл, причем основной вес одной или более фицелл составляет от 50 г/м2 до 115 г/м2.
15. Изделие, генерирующее аэрозоль, по п. 14, отличающееся тем, что одна или более фицелл проходят за пределы расположенного дальше по ходу потока конца мундштука с образованием выемки на мундштучном конце.
| WO 2014086999 A1, 12.06.2014 | |||
| RU 2012145671 A, 10.05.2014 | |||
| МИКРОАКСЕЛЕРОМЕТР | 2012 |
|
RU2490650C1 |
| RU 2013144755 A, 20.04.2015 | |||
| EP 2888955 A1, 01.07.2015. | |||

