Изобретение относится к обработке металлов давлением с помощью импульсного магнитного поля листовых материалов по схемам «плоская штамповка» и цилиндрических оболочек по схеме «обжим» или «раздача». Для выполнения этих операций известны устройства для обработки металлов давлением импульсным магнитным полем, предназначенные или для выполнения разделительных, чеканочных и формовочных операций для листовых материалов и устройства для операции обжима или раздачи осесимметричных оболочек.
По схеме «плоская штамповка» применяются устройства, имеющие индуктор, выполненный в виде спирали Архимеда (Ковка и штамповка: Справочник: В 4 т. Т. 4 Листовая штамповка / Под общ. Ред. С.С. Яковлева: ред. совет: Е.И. Семенов (пред.) и др. - 2-е изд., перераб. И доп. - М: Машиностроение, 2010. 732 с.), который позволяет деформировать электромагнитным полем металлы с высокой электропроводностью. Типовая конструкция плоского индуктора приведена на рисунке 10, стр. 357, а для магнитно-импульсной штамповки по схеме «обжим» или «раздача» используются цилиндрические индукторы (рис. 8, стр. 357).
Недостатками известных устройств, имеющих, например, плоский или цилиндрический индуктор является возможность их использования только для листовых материалов или тонкостенных цилиндрических оболочек. Известные устройства предназначены для выполнения только одной операций с одной заготовкой, а для выполнения других операций обработки металлов давлением требуется изготавливать другие устройства, что сдерживает рост производительности получения готовых изделий.
Известно устройство для магнитно-импульсной штамповки листовых материалов (патент РФ №2660505, МПК B21D 26/14, опубл. 26.06.2018, Бюл.№18) содержащее цилиндрический индуктор, метаемый элемент, пуансон и матрицу для вырубки, пробивки и формовки, которое снабжено стойками и установленными на них верхней, нижней и промежуточными плитами, при этом индуктор выполнен с обоймой и кольцевыми подпружиненными сегментами, размещен между опорными пластинами и закреплен на верхней плите, матрица для вырубки, пробивки или формовки выполнена с направляющими планками и съемником и размещена на нижней плите, пуансон выполнен подпружиненным с возможностью осевого перемещения и закреплен в промежуточной плите, размещенной над матрицей, причем пуансон содержит фланец, торцевая поверхность которого выполнена конической, с обеспечением постоянного контакта с торцевыми поверхностями упомянутых кольцевых сегментов узла индуктора. Устройство может быть снабжено эластичным элементом, размещенным в съемнике с возможностью контакта с пуансоном.
Известное устройство, принятое за прототип, позволяет его использовать по схеме «плоская штамповка» для листовых материалов, а также по схемам «обжим» и «раздача» тонкостенных оболочек не зависимо от электропроводности металла при использовании одного цилиндрического индуктора.
Задачей предлагаемого изобретения является расширение технологических возможностей устройства для штамповки как листовых материалов по схеме «плоская штамповка», так и осесимметричных оболочек по схемам «обжим» или «раздача», повышение производительности штамповки и упрощение конструкции.
Для решения поставленной задачи предлагается устройство для магнитно-импульсной штамповки, содержащее верхнюю и нижнюю плиты, стойки, гайки, цилиндрический индуктор, кольцевую обойму, опорные пластины, промежуточную плиту, пуансон с пружиной, матрицу, метаемый элемент, при этом внутри кольцевого метаемого элемента установлена эластичная среда, контактирующая внешней боковой поверхностью с внутренней поверхностью кольцевого метаемого элемента, а торцевыми поверхностями с неподвижными верхней и нижней опорными плитами, в промежуточной плите установлен подпружиненный пуансон, входящий в полость нижней опорной пластины и торцевой поверхностью контактирующий с эластичной средой, также нижняя опорная пластина выполнена подвижной относительно кольцевой обоймы, в промежуточной плите установлены несколько подпружиненных пуансонов, а в нижней плите матриц для различных операций формоизменения заготовок.
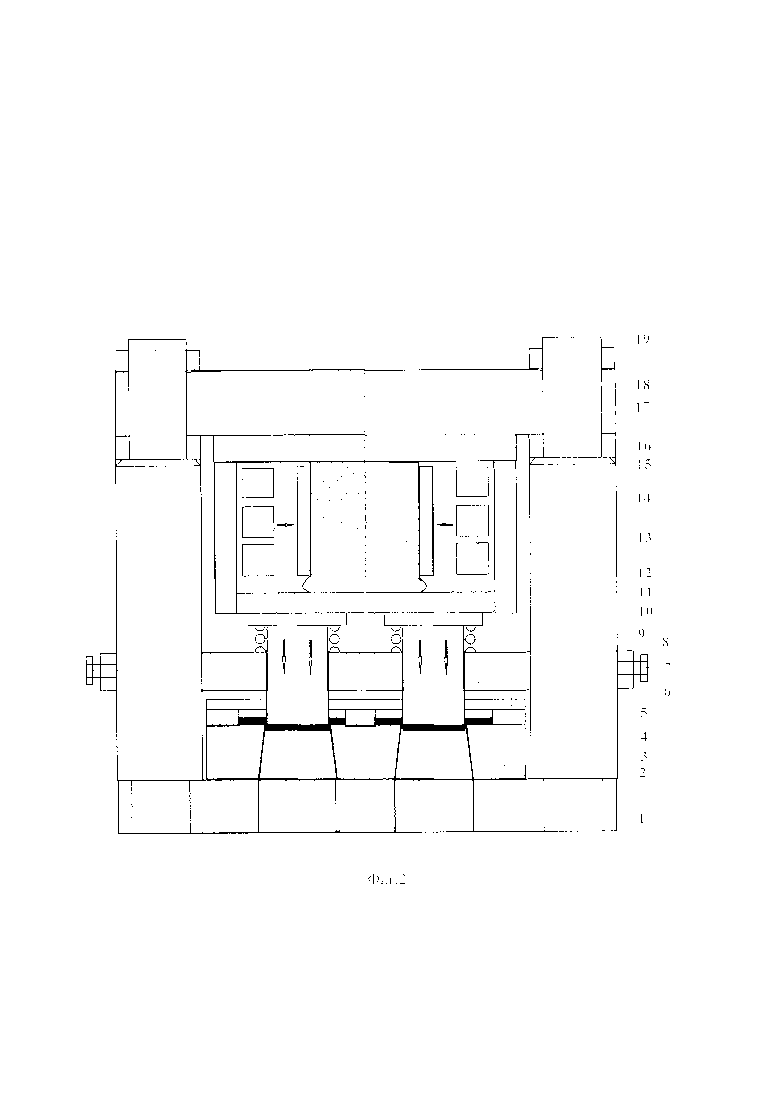
Предлагаемое устройство показано на фигурах. На фиг. 1 приведено устройство для магнитно-импульсной штамповки листовых материалов жестким инструментом при выполнении операций вырубки или пробивки в листовых материалах. На фиг. 2 устройство при выполнении вырубки или пробивки двух листовых заготовок одновременно в двух матрицах. На фиг. 3 в устройстве выполняется операция обжима и раздачи тонкостенной оболочки.
Устройство (фиг. 1) имеет нижнюю плиту 1, на которой крепежными элементами 3 закреплена матрица 2 для вырубки или пробивки. На матрице 2 имеются направляющие планки 4 и съемник 5. Пуансон 6 для вырубки или пробивки установлен в промежуточной плите 8 с возможностью перемещения под действием пружины 9 относительно промежуточной плиты 8 и опорной плиты 10. Промежуточная плита 8 закреплена на стойках 11 винтами 7. Узел индуктора устройства содержит кольцевую обойму 12, цилиндрический индуктор 13, метаемый кольцевой элемент 14, эластичную среду 15 и неподвижную опорную плиту 16. Узел цилиндрического индуктора закреплен на верхней плите 18, которая в свою очередь с помощью гаек 17 и 19 связана со стойками 11.
Устройство (фиг. 2), в отличии от устройства (фиг. 1) имеет нижнюю плиту 10, которая имеет возможность перемещения в осевом направлении по внутренней поверхности обоймы. В промежуточной плите 8, в отличии от устройства (фиг. 1) установлено два пуансона 6, а на нижней плите 1 две матрицы 2.
В устройстве (фиг. 3) на нижней плите 1 закреплены матрица для обжима (фиг. 3, а) и раздачи (фиг. 3, б), а на промежуточной плите соответствующие пуансоны 6, которые контактируют с подвижной нижней плитой 10 под действием пружин 9.
Устройство (фиг. 1) для выполнения операций установлено на рабочем столе магнитно-импульсной установки. Устройство по схеме «плоская штамповка» листового материала работает следующим образом. На нижней плите 1 закрепляют матрицу 2, например, для вырубки или пробивки, а на верхней плите 18 узел цилиндрического индуктора с базированием по поверхности неподвижной опорной плиты 10. При этом ось цилиндрического индуктора 13 параллельна осям стоек 11. С помощью гаек 17 и 19 регулируют расстояние между верхней 18 и нижней 1 плитами, обеспечивая требуемое положение пуансона 6 относительно матрицы 2 и ее съемника 5 с обеспечением контакта его торцевой поверхности с поверхностью подвижной опорной плиты 10. Исходное положение деталей устройства показано на фиг. 1, б. В матрицу 2 укладывают листовой материал и производят зарядку батарей конденсаторов магнитно-импульсной установки, а затем разряд генератора импульсных токов. В результате прохождения тока через цилиндрический индуктор 13 возникает электромагнитное поле, которое наводит вихревые токи в метаемом кольцевом элементе 14. Для этого метаемый кольцевой элемент 14 выполнен в виде разрезной втулки, концы которой соединены внахлест. В результате этого обеспечивается замкнутость контура наводки вихревых токов, происходит упругое отталкивание метаемого кольцевого элемента 14 от цилиндрического индуктора 13 и сжатие в радиальном направлении эластичной среды 15. При упругой деформации эластичной среды 15 происходит перемещение подвижной опорной плиты 10 внутри кольцевой обоймы 12 и одновременно пуансона 6 в осевом направлении и сжатие пружины 9. Осуществляют операцию вырубки или пробивки в листовом материале. Положение деталей устройства в момент проведения операции показано на фиг. 1, а. После выполнения операции пуансон 6, подвижная опорная плита 10 и метаемый элемент 14 под действием упругой силы пружины 9 и эластичной среды 15 занимают исходное положение (фиг. 1, б).
Для повышения производительности труда в устройстве (фиг. 2) в промежуточной плите 8 установлены, например, два пуансона 6, а на нижней плите две матрицы 2 и происходит штамповка одновременно двух заготовок, что повышает производительность труда.
Аналогично работает устройство (фиг. 3), в котором на нижней плите установлена матрицы 2 для обжима (фиг. 3, а) и раздачи (фиг. 3, б) тонкостенной оболочки. Матрицы 2 выполнены выдвижными. После их выдвижения из рабочей зоны, в полости матриц укладывают тонкостенные цилиндрические оболочки и матрицы вводят в рабочую зону устройства. При разряде генератора импульсных токов одновременно производят раздачу и обжим тонкостенных цилиндрических оболочек, что расширяет технологические возможности устройства. Для увеличения производительности штамповки или технологических возможностей в устройстве устанавливают несколько пуансонов 6 и матриц 2 с расположением инструмента для разных операций, например, обжима и раздачи в соответствии с фиг. 3.
Таким образом, предлагаемое устройство расширяет технологические возможности его использования для различных операций штамповки листовых материалов по схеме «плоская штамповка», так и цилиндрических оболочек по схемам «обжим» и «раздача» для материалов с различной электропроводностью с использованием одного индуктора. Преимуществом устройства также является возможность штамповки с помощью импульсного магнитного поля заготовок различных габаритных размеров с использованием одного и того же индуктора, тогда как в известных устройствах такая штамповка невозможна и требует изготовления индукторов соответствующих размеров и формы. Важным преимуществом устройства является возможность штамповки одновременно нескольких заготовок, что повышает производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2692005C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2019 |
|
RU2691018C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2019 |
|
RU2691020C1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Способ и устройство для формоизменения оболочки из труднодеформируемого материала магнитно-импульсной штамповкой | 2016 |
|
RU2660500C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |


Изобретение относится к обработке металлов давлением с помощью импульса магнитного поля. Устройство содержит верхнюю и нижнюю плиты, стойки, гайки, цилиндрический индуктор, кольцевую обойму, опорные пластины, промежуточную плиту, подпружиненные пуансоны, матрицы, метаемый элемент. Внутри кольцевого метаемого элемента установлена эластичная среда, контактирующая внешней боковой поверхностью с внутренней поверхностью кольцевого метаемого элемента, а торцевыми поверхностями с неподвижными верхней и нижней опорными плитами, в промежуточной плите установлен подпружиненный пуансон, входящий в полость нижней опорной пластины и торцевой поверхностью контактирующий с эластичной средой. Расширяются технологические возможности устройства. 1 з.п. ф-лы, 3 ил.
1. Устройство для магнитно-импульсной штамповки, содержащее верхнюю и нижнюю плиты, стойки, гайки, цилиндрический индуктор, кольцевую обойму, опорные пластины, промежуточную плиту, подпружиненный пуансон, матрицу, метаемый кольцевой элемент, отличающееся тем, что внутри метаемого кольцевого элемента установлена эластичная среда, контактирующая своей внешней боковой поверхностью с внутренней поверхностью метаемого кольцевого элемента, а торцевыми поверхностями - с неподвижными верхней и нижней опорными плитами, в промежуточной плите установлен один подпружиненный пуансон, выполненный с возможностью вхождения в полость нижней опорной пластины и контакта своей торцевой поверхностью с эластичной средой.
2. Устройство по п. 1, отличающееся тем, что оно содержит несколько подпружиненных пуансонов и матриц, нижняя опорная пластина выполнена подвижной относительно кольцевой обоймы, при этом подпружиненные пуансоны установлены в промежуточной плите, а матрицы - в нижней плите.
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 1987 |
|
RU1476709C |
| US3429159 A1, 25.02.1969. | |||

