Изобретение относится к обработке металлов давлением цилиндрических оболочек из листовых материалов с помощью импульсного магнитного поля по схемам «плоская штамповка», «обжим» или «раздача».
Известны устройства (Ковка и штамповка: Справочник: В 4 т. Т. 4 Листовая штамповка / Под общ. Ред. С.С. Яковлева: ред. совет: Е.И. Семенов (пред.) и др. - 2-е изд., перераб. И доп. - М: Машиностроение, 2010. 732 с.), которые позволяют деформировать электромагнитным полем металлы с высокой электропроводностью. Типовая конструкция плоского индуктора приведена на рисунке 10, стр. 357. В плоских индукторах, выполненных в виде спирали Архимеда при разряде генератора импульсных токов, возникают электромагнитные поля, а в листовых материалах из электропроводного металла индуцируются вихревые токи, создающие электромагнитные поля в противоположном направлении. В результате образуются отталкивающие электромеханические силы, воздействующие как на индуктор, так и листовой материал.
Недостатком известных устройств является возможность их использования только для заготовок из металлов с высокой электропроводностью, кроме того, для каждого типоразмера заготовок требуется изготавливать соответствующей формы и размерам высокопрочные индукторы.
Известно устройство для магнитно-импульсной штамповки листовых материалов (патент РФ №2660505, МПК B21D 26/14, опубл. 26.06.2018, Бюл. №18) содержащее цилиндрический индуктор, метаемый элемент, пуансон и матрицу для вырубки, пробивки и формовки, которое снабжено стойками и установленными на них верхней, нижней и промежуточными плитами, при этом индуктор выполнен с обоймой и кольцевыми подпружиненными сегментами, размещен между опорными пластинами и закреплен на верхней плите, матрица для вырубки, пробивки или формовки выполнена с направляющими планками и съемником и размещена на нижней плите, пуансон выполнен подпружиненным с возможностью осевого перемещения и закреплен в промежуточной плите, размещенной над матрицей, причем пуансон содержит фланец, торцевая поверхность которого выполнена конической, с обеспечением постоянного контакта с торцевыми поверхностями упомянутых кольцевых сегментов узла индуктора. Устройство может быть снабжено эластичным элементом, размещенным в съемнике с возможностью контакта с пуансоном.
Известное устройство, принятое за прототип, позволяет его использовать по схеме «плоская штамповка» для листовых материалов, а также по схемам «обжим» и «раздача» тонкостенных оболочек не зависимо от электропроводности металла при использовании одного цилиндрического индуктора. Недостатком устройства является возможность за один разряд генератора импульсных токов отштамповать только одну заготовку из листового материала.
Задачей предлагаемого изобретения является расширение технологических возможностей устройства для штамповки листовых материалов по схеме «плоская штамповка», а также по схемам «обжим» и «раздача» тонкостенных оболочек, и повышение производительности штамповки.
Для решения поставленной задачи предлагается устройство для магнитно-импульсной штамповки листовых материалов содержащее верхнюю и нижнюю плиты, стойки, цилиндрический индуктор, опорные пластины, обойму, метаемый элемент, кольцевые подпружиненные сегменты с торцевой конической поверхностью, матрицу для штамповки листовых материалов с направляющими планками и съемником, пуансон, установленный в промежуточной плите, пружины, при этом цилиндрический индуктор вместе с обоймой и опорными пластинами закреплен на стойках с возможностью перемещения и фиксацией, между опорными пластинами, нижней и верхней плитами устройства установлены подпружиненные промежуточные плиты с возможностью перемещения вдоль стоек, в промежуточных плитах закреплены подпятники, которые своей торцевой конической поверхностью находятся в постоянном контакте с торцевыми коническими поверхностями кольцевых подпружиненных сегментов, а также установлены пуансонодержатели с пуансонами, а на верхней и нижней плитах закреплены матрицы с направляющими и съемниками.
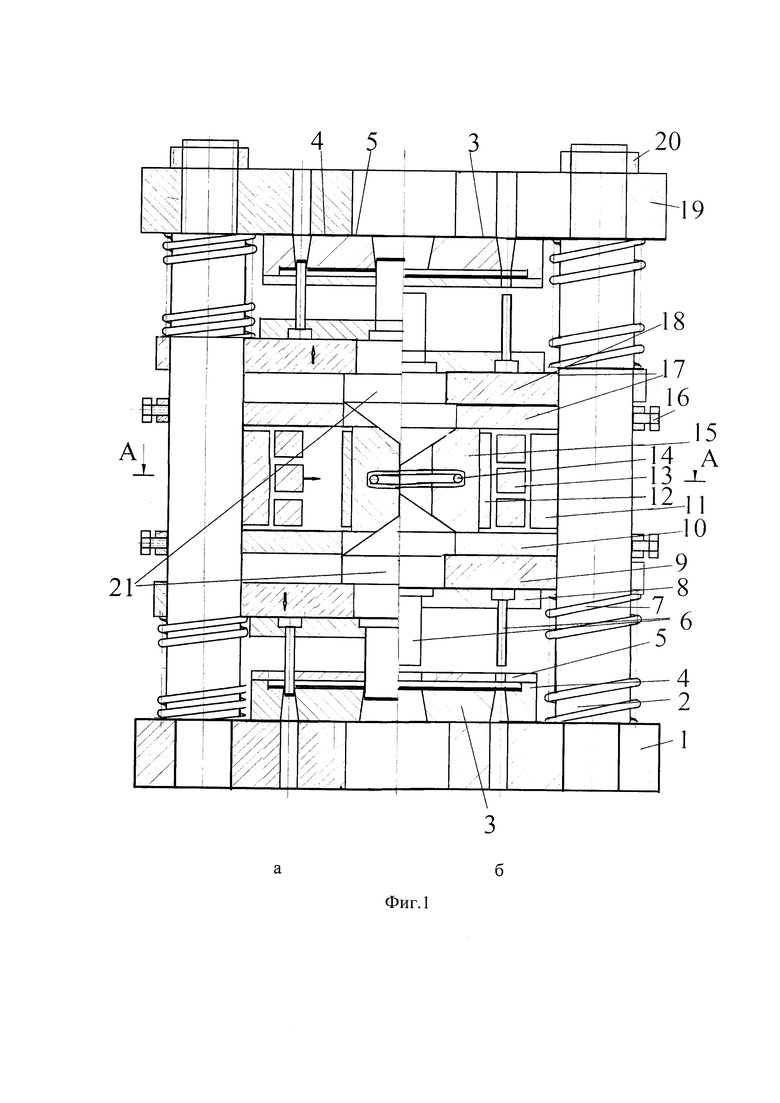
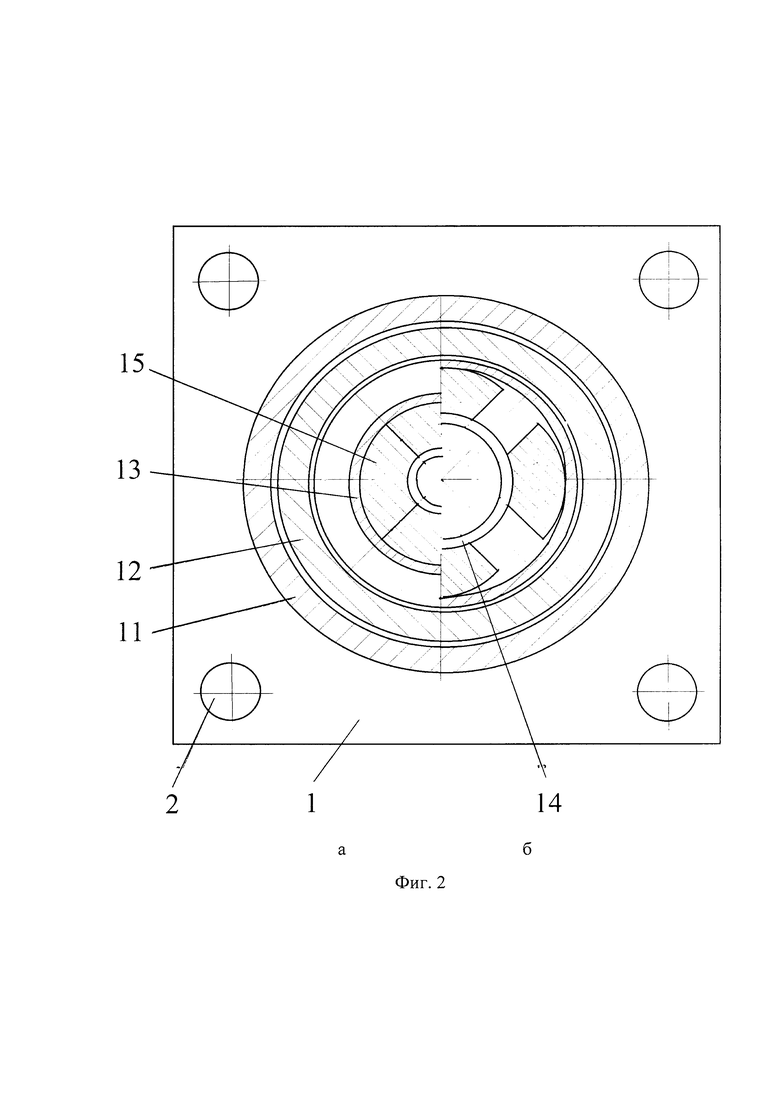
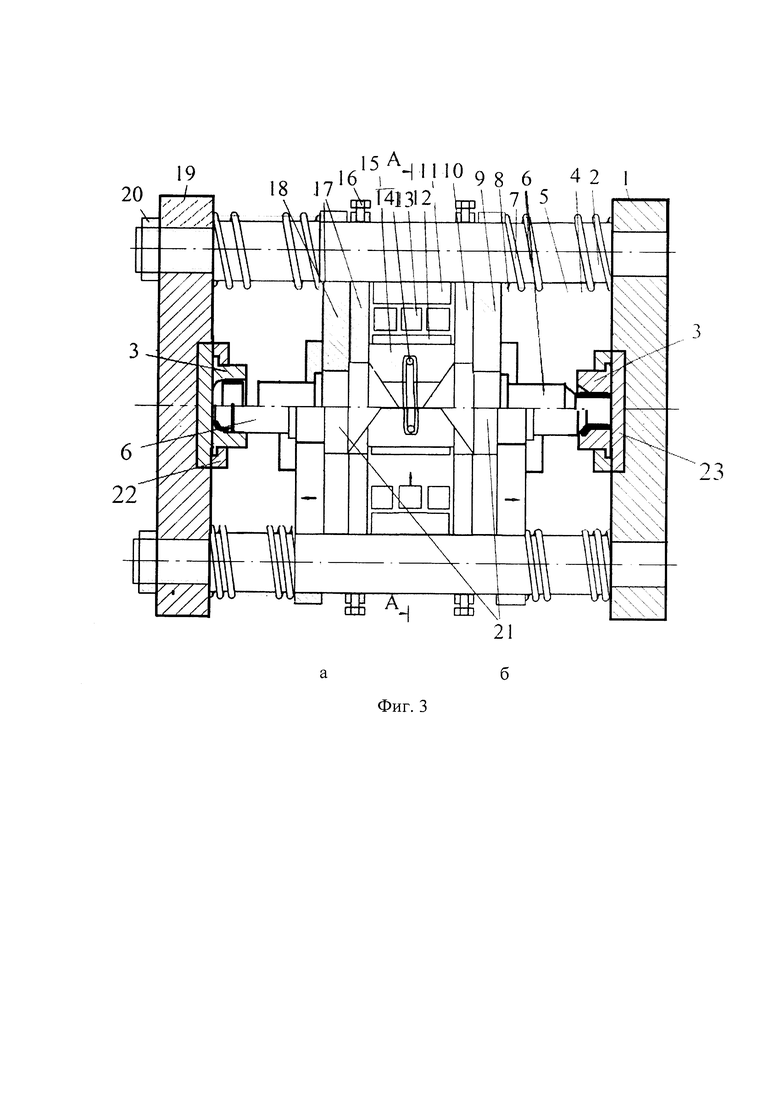
Предлагаемое устройство показано на фигурах. На фиг. 1 приведено устройство для магнитно-импульсной штамповки листовых материалов, осуществляющее операции пробивки нескольких отверстий одновременно в двух заготовках из листовых материалов; на фиг. 2 показано устройство в разрезе АА на виде сверху; на фиг. 3 устройство для обжима и раздачи тонкостенной оболочки.
Устройство для магнитно-импульсной штамповки (фиг. 1) содержит нижнюю плиту 1, стойки 2, матрицы для пробивки 3, направляющие планки 4, съемники 5, пуансоны 6, пружины 7, пуансонодержатели 8, промежуточные плиты 9 и 18, опорнын пластины 10 и 17, обойму 11, метаемый элемент 12, цилиндрический индуктор 13, пружину 14, кольцевые сегменты 15, винты 16, верхнюю плиту 19, гайки 20 и подпятники 21.
Устройство для магнитно-импульсной штамповки (фиг. 3) имеет дополнительно матрицедержатель 22 и ползушку 23.
На стойки 2 помещают узел индуктора, состоящий из опорных пластин 10 и 17, обоймы 11, метаемого элемента 12, цилиндрического индуктора 13, кольцевых сегментов 15 с пружинами 14. Закрепляют узел индуктора на стойках винтами 16. Затем с двух сторон на стойки помещают промежуточные плиты 9 и 18, а также пружины 7. В промежуточных плитах закрепляют пуансонодержатели 8 с пуансонами 6. Нижнюю 1 и верхнюю плиты 19 связывают стойками 2 с регулировкой просвета между плитами гайками 20. На нижней 1 и верхней плитах 19 устанавливают матрицы 3, например для пробивки с направляющими планками 4 и съемником 5. В исходном положении под действием пружин 7 промежуточные плиты 9 и 18, перемещаясь по стойкам 2, обеспечивают контакт конусного торца подпятника 21 с конусным рабочим торцом кольцевых сегментов 15. В свою очередь кольцевые сегменты 15 под действием пружин 14 плотно соприкасаются боковой поверхностью с внутренней боковой поверхностью метаемого элемента 12 изготовленного из высоко электропроводного металла, например, меди. Для обеспечения замкнутости контура метаемый элемент 12 выполнен в виде разрезной втулки, концы которой соединены внахлест. В результате этого обеспечивается замкнутость контура наводки вихревых токов. Листовой материал в виде заготовки, полосы или ленты базируется на матрицах 3. Исходное положение деталей устройства показано на фиг. 1, б и фиг. 2, б. Устройство закрепляют на столе магнитно-импульсной установки.
Устройство для магнитно-импульсной штамповки листовых материалов жестким инструментом работает следующим образом. Для осуществления вырубки или пробивки одновременно двух деталей осуществляют разряд генератора импульсных токов магнитно-импульсной установки и вокруг цилиндрического индуктора возникает электромагнитное поле, которое индуцирует вихревые токи на поверхности метаемого элемента 12. Происходит упругое отталкивание метаемого элемента 12 от цилиндрического индуктора 13 и осуществляют перемещение в радиальном направлении (см. направление по стрелке) кольцевых сегментов 15 по поверхности опорных пластин 10 и 17 до полного их смыкания (фиг. 2, а). Одновременно благодаря наличию контакта конических торцевых поверхностей кольцевых сегментов 15 и подпятника 21 осуществляют перемещение промежуточных плит 9 и 18, а также пуансонодержателей 8 с пуансонами 6 в осевом направлении по стойкам 2. Пуансоны 6 контактируют с заготовкой из листового материала и осуществляют пробивку (фиг. 1, а). После операции под действием пружин 7 промежуточные плиты 9 и 18 вместе с пуансонами 6 устанавливают в исходное положение, а съемник 5 снимает деталь или полосу с пуансонов 6. На матрицу укладывают новые заготовки из листового материала и операции повторяют.
Устройство (фиг. 3) настроено для выполнения операции обжима (фиг. 3, а) и раздачи (фиг.3, б) тонкостенных цилиндрических оболочек. Устройство повернуто на 90° и установлено на столе магнитно-импульсной установки. Матрицы обжима и раздачи закреплены в матрицедержателях 22 с возможностью перемещения ползушками 23 относительно плит 1 и 19. После установки цилиндрических оболочек в полости матриц 3 ползушками, их перемещают в рабочую зону и проводят формоизменение, затем матрицы 3 ползушками 23 перемещают в сторону, удаляют готовые детали и процесс повторяют.
Технологические возможности предлагаемого устройства расширяются за счет возможности одновременного изготовления нескольких отверстий при пробивке, осуществление других операций в листовых материалах независимо от их электропроводности, а производительность увеличивается благодаря одновременной пробивки отверстий в двух листовых заготовках.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2692005C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2019 |
|
RU2691018C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2019 |
|
RU2691020C1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
Изобретение относится к обработке металлов давлением листовых материалов с помощью импульсного магнитного поля. Цилиндрический индуктор вместе с обоймой и опорными пластинами закреплен на стойках с возможностью перемещения и фиксацией, между опорными пластинами, нижней и верхней плитами устройства установлены подпружиненные промежуточные плиты с возможностью перемещения вдоль стоек. В промежуточных плитах закреплены подпятники, которые своей торцевой конической поверхностью находятся в постоянном контакте с торцевыми коническими поверхностями кольцевых подпружиненных сегментов, а также установлены пуансонодержатели с пуансонами. При этом на верхней и нижней плитах закреплены матрицы с направляющими и съемниками. Расширяются технологические возможности устройства. 3 ил.
Устройство для магнитно-импульсной штамповки листовых материалов, содержащее верхнюю и нижнюю плиты, стойки, цилиндрический индуктор, опорные пластины, обойму, метаемый элемент, кольцевые подпружиненные сегменты с торцевой конической поверхностью, промежуточные плиты, матрицу с направляющими планками и съемником, пуансон, установленный в промежуточной плите, пружины, отличающееся тем, что оно снабжено пуансонодержателями с пуансонами и матрицами для пробивки с направляющими и съемником, при этом цилиндрический индуктор, обойма и опорные пластины закреплены на стойках с возможностью перемещения и фиксации, промежуточные плиты подпружинены и установлены между нижней и верхней плитами с возможностью перемещения вдоль стоек между опорными пластинами, в промежуточных плитах закреплены подпятники, которые своей торцевой конической поверхностью постоянно контактируют с торцевыми коническими поверхностями кольцевых подпружиненных сегментов, при этом пуансонодержатели с пуансонами установлены на промежуточных плитах, а упомянутые матрицы для пробивки закреплены на верхней и нижней плитах.
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 1987 |
|
RU1476709C |
| US 3429159 A1, 25.02.1969. | |||

