ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее раскрытие относится к системе лазерной печати и способу лазерной печати. Лазерная печать относится к печати документов, тепловому образованию или печати токопроводящих дорожек (печатной электронике), а также к трехмерной (3D) печати посредством лазеров для аддитивного производства, например, используемой для быстрого прототипирования (селективного лазерного сплавления или селективного лазерного спекания и т.п.).
УРОВЕНЬ ИЗОБРЕТЕНИЯ
Общепринятые системы лазерной печати, такие как лазерные принтеры и машины для селективного лазерного сплавления состоят из единственного мощного лазера и сканера для сканирования лазерным излучением по области, подлежащей освещению. Для увеличения скорости обработки необходимо иметь печатающую головку с несколькими независимыми каналами, т.е. адресуемую решетку лазеров, покрывающих значительную часть упомянутой области. Предпочтительно, печатающая головка покрывает полную ширину области, подлежащей печати, при одном адресуемом лазерном источнике на пиксел, так что печатающая головка должна перемещаться только в одном направлении. Требования в отношении электрической мощности, которая должна быть обеспечена, зависят от ширины печатающей головки, числа и мощности лазерных источников на пиксел и структуры, которая должна быть напечатана. В крайнем случае, несколько киловатт электрической мощности при нескольких тысячах ампер электрического тока должны быть обеспечены, если необходимо обработать сплошную поверхность.
US 2014/0139607 A1 раскрывает оптическое устройство записи, выполненное с возможностью образования электростатических скрытых изображений на множестве фоточувствительных элементов посредством множества источников излучения. Оптическое устройство записи включает в себя: секцию получения данных изображений, которая получает данные изображений; и секцию управления источниками излучения, которая осуществляет управление испусканием излучения на источнике излучения на основе пиксельных данных, генерируемых на основании полученных данных изображений, а также осуществляет на фоточувствительном элементе процесс нейтрализации, посредством управления источником излучения так, чтобы подвергать фоточувствительный элемент воздействию излучения. В процессе нейтрализации секция управления источниками излучения делит период, в течение которого на источнике излучения может быть осуществлено управление включением/выключением излучения, на подпериоды на основе пиксельных данных, вводимых в секцию управления источниками излучения, и вызывает свечение источников излучения в любом из подпериодов, чтобы всегда переводить по меньшей мере один из упомянутого множества источников излучения в состояние выключения излучения.
WO 2011/114296 A1 раскрывает аппарат печати на основе лазера, использующий источники лазерного излучения для подачи энергии на целевой объект для образования изображения, содержащий узел источников лазерного излучения, содержащий множество источников лазерного излучения, транспортный механизм и управляющий узел, соединенный с узлом источников лазерного излучения и транспортным механизмом.
WO 2015/091459 A1 раскрывает систему лазерной печати для освещения объекта, перемещающегося относительно лазерного модуля системы лазерной печати в обеспеченной рабочей плоскости. Лазерный модуль содержит по меньшей мере две лазерных решетки из полупроводниковых лазеров и по меньшей мере один оптический элемент. Оптический элемент выполнен с возможностью отображать лазерное излучения, испускаемое лазерными решетками, так что лазерное излучение полупроводниковых лазеров одной лазерной решетки отображается в один пиксел в рабочей плоскости системы лазерной печати, и элемент площади пиксела освещается посредством по меньшей мере двух полупроводниковых лазеров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в обеспечении улучшенной системы лазерной печати и соответствующего способа лазерной печати.
Согласно первому аспекту обеспечена система лазерной печати для освещения объекта в рабочей плоскости. Объект перемещается относительно печатающей головки системы лазерной печати. Обычно, печатающая головка перемещается линейно по объекту вдоль одной заданной оси. Печатающая головка содержит общее число лазерных модулей. Каждый лазерный модуль содержит по меньшей мере одну лазерную решетку из лазеров, причем по меньшей мере два из этих лазерных модулей совместно используют источник электропитания. Лазеры являются предпочтительно высокоинтегрированными лазерами, такими как полупроводниковые лазеры, такими как, например, лазер поверхностного излучения с вертикальным резонатором (VCSEL). Альтернативно, могут быть использованы оптически накачиваемые лазеры или торцевые излучатели. Система лазерной печати дополнительно содержит контроллер, выполненный так, что на максимальной скорости обработки печатающей головки только заданное число лазерных модулей может быть возбуждено на номинальной электрической мощности, причем упомянутое заданное число лазерных модулей меньше общего числа лазерных модулей.
Типичным размером рабочей области, которая является частью рабочей плоскости системы лазерной печати, такой как, например, трехмерный принтер, является ширина, равная 500 мм. Разрешение, требуемое для печати трехмерного объекта с приемлемым качеством, примерно равно размеру пиксела, равному 0,1 мм. Это означает, что печатающая головка может содержать около 5000 отдельных лазерных диодов поверхностного излучения с вертикальным резонатором (VCSEL). Для достижения цели, состоящей в достаточно большой скорости изготовления, печатающая головка должна предпочтительно перемещаться со скоростью по меньшей мере 300 мм/с. Для обеспечения достаточной энергии для плавления материала для каждого пиксела или VCSEL-диода требуется, например, 1,5 Вт оптической выходной мощности. Входная мощность, необходимая для получения этой оптической выходной мощности, вычисляется с учетом эффективности VCSEL (20…50%), оптической эффективности (95%) и эффективности источника питания (50…90%). Вследствие дополнительных требований к плотности пикселов, быстрому управлению и малому объему для полной линии общая эффективность от цепи питания постоянного напряжения 24 В до лазерной выходной мощности составляет только около 14%. В случае, когда всего имеется 5000 пикселов, это означает, что машина имеет установленную электрическую мощность, равную 53,6 кВт. При использовании цепи питания постоянного напряжения 24 В общий ток на полной мощности составляет 2230 A.
В случае типичных печатных форм большую часть времени из этой полной мощности используется только, максимально, 10…20%, что обеспечивает, таким образом, уменьшение номинальной потребляемой мощности до примерно 10 кВт/ 450 А. Тем не менее, существуют некоторые формы и ситуации, когда все пикселы должны использоваться одновременно, например, при печати полных сплошных слоев в объекте. Таким образом, в течение ограниченного времени требуется обеспечить максимальную мощность 53,5 кВт. Электрическая установка должна быть адаптирована к этому пиковому требованию для обеспечения возможности печати с максимальной скоростью. Соответственно, предлагается ограничить электрическую мощность, которая может быть подана на полупроводниковые лазеры или лазерные решетки, электрической мощностью, составляющей менее чем 50%, предпочтительно менее чем 30%, и наиболее предпочтительно менее чем 20%, от электрической мощности, которая требуется для возбуждения всех полупроводниковых лазеров или лазерных решеток на номинальной электрической мощности на максимальной скорости обработки, если ограниченное время превышает заданное пороговое значение. Номинальная электрическая мощность может быть, например, входной электрической мощностью, которая может быть подана на полупроводниковые лазеры, не вызывая ускоренной деградации лазеров или лазерных решеток, или входной электрической мощностью, при которой полупроводниковые лазеры являются наиболее эффективными, или максимальной мощностью, которую может непрерывно обеспечить электронный драйвер для заданного числа пикселов, или мощностью, требуемой для полной скорости обработки. Номинальная электрическую мощность может быть, например, задана изготовителями лазеров или лазерных решеток. В примере, приведенном выше, входную электрическую мощность, которая может быть подана источником питания или источниками питания, ограничивают так, чтобы в случае 20% только 1000 VCSEL могли испускать оптическую мощность, равную 1,5 Вт, для обеспечения возможности лазерного спекания на максимальной скорости обработки, равной 300 мм/с. Оптическая мощность, равная 1,5 Вт, является только одним примером и может зависеть от материала, который плавится или спекается, и максимальной скорости обработки, которая может быть меньшей или большей, чем скорость обработки в приведенном примере, равная 300 мм/с. Один лазер может быть отображен в один пиксел в рабочей плоскости посредством соответствующего оптического узла (линз и т.п.). Каждый лазер может управляться независимо от других лазеров.
Альтернативно, также можно отобразить группу лазеров (например, лазерная решетка) в один пиксел для сглаживания оптической энергии, которая испускается и принимается в рабочей плоскости. Объединенное испускание нескольких лазеров в один пиксел может предотвратить ошибки печати, которые могут быть вызваны, например, неисправностью одного лазера (оптическая энергия уменьшается в зависимости от соотношения между общим числом лазеров, испускающих в один пиксел на поверхности объекта, и числом неисправных VCSEL). Система лазерной печати в этом случае выполнена с возможностью отображения лазерного излучения, испускаемого лазерными решетками, так что лазерное излучение полупроводниковых лазеров по меньшей мере одной лазерной решетки испускается в один пиксел в рабочей плоскости системы лазерной печати. Лазерная решетка означает любую группу лазеров, в частности, полупроводниковых лазеров, которые расположены в одномерном или двумерном узле.
Каждый лазерный модуль может содержать одну, две, три или более лазерных решеток. По меньшей мере два из этих лазерных модулей совместно используют один источник электропитания. Может существовать одна, две, три или более группы лазерных модулей, причем каждая группа лазерных модулей совместно использует один источник электропитания. В крайнем случае, все лазерные модули системы лазерной печати имеют один общий источник электропитания. Контроллер может содержать субконтроллеры, причем первый субконтроллер может быть выполнен с возможностью управления быстротой или скоростью печатающей головки, и второй субконтроллер может быть выполнен с возможностью управления электрической мощностью, обеспечиваемой для лазерных модулей, для лазерных решеток или для каждого отдельного лазера. Управление электрической мощностью содержит управление распределением электрической мощности по лазерным решеткам или лазерам. Могут существовать контроллеры или субконтроллеры, управляющие источником питания для разных групп лазерных модулей, которые совместно используют один источник питания. Альтернативно или дополнительно, может существовать главный контроллер, управляющий источником питания для всех групп лазерных модулей. Главный контроллер может управлять оптической мощностью, испускаемой каждым отдельным лазером. Альтернативно, главный контроллер может только контролировать электрическую мощность, необходимую для излучения достаточной оптической мощности при данной скорости обработки, и подбирать скорость обработки, если электрическая мощность превысит максимальную мощность, которая может быть подана на лазерные модули при фактической скорости обработки. Информация, связанная с подобранной скоростью обработки, может быть предоставлена субконтроллерам, выполненным с возможностью распределять электрическую мощность по лазерным модулям, соответственно, таким образом, чтобы предотвратить ошибки печати. Ошибками печати являются, например, нерегулярности в структуре печати в рабочей плоскости.
Контроллер системы лазерной печати выполнен с возможностью уменьшения скорости обработки печатающей головки, если оптическая энергия, подлежащая подаче к объекту в пределах заданного периода времени, требует входной электрической мощности, превышающей номинальную электрическую мощность лазерных модулей, умноженную на заданное число лазерных модулей. Скорость обработки или уменьшенная скорость обработки может быть в этом случае меньше максимальной скорости обработки. Контроллер выполнен с возможностью уменьшения входной электрической мощности, подаваемой на лазерные модули, ниже номинальной электрической мощности лазерных модулей, когда скорость обработки меньше максимальной скорости обработки. Уменьшение скорости обработки позволяет одновременное испускание лазерного излучения посредством большего, чем заданное числа лазерных модулей, так чтобы может быть обеспечена возможность бесшовной печати. На каждый из активированных лазерных модулей или лазеров подают электрическую мощность, меньшую номинальной электрической мощности, для предотвращения того, что входная электрическая мощность, подаваемая на лазерные модули, превысит порог мощности, который может быть определен номинальной электрической мощностью лазерных модулей, умноженной на заданное число лазерных модулей. Соотношение между уменьшением скорости обработки и уменьшением входной электрической мощности может быть линейным. Нелинейные эффекты, которые могут быть вызваны характеристиками материала (теплопроводностью, размером частиц, формой частиц и т.д.), подлежащего спеканию в рабочей плоскости, могут быть учтены посредством соответствующим образом подобранных коррекций.
Контроллер может быть предпочтительно выполнен с возможностью управления лазерными модулями с использованием сдвигаемой широтно-импульсной модуляции, причем широтно-импульсная модуляция (ШИМ) характеризуется базовым временем широтно-импульсной модуляции, шириной импульсов и фазой импульсов. Сдвигаемая широтно-импульсная модуляция определяется как широтно-импульсная модуляция, в которой частота ШИМ, время ШИМ и фаза ШИМ могут быть подобраны. Предпочтительно, частоту ШИМ (базовое время ШИМ) сохраняют постоянной, а ширину импульсов и фазу импульсов лазеров или лазерных решеток подбирают таким образом, чтобы предотвратить ошибки печати (например, видимые линии швов). Ширина и амплитуда импульсов могут быть дополнительно использованы для управления электрической энергией, подаваемой на лазеры, лазерные решетки или лазерные модули. Частоту ШИМ предпочтительно выбирают так, чтобы обеспечить субпиксельное разрешение при сканировании на полной скорости (например, 300 мм/с). Это означает, что лазерное излучение, испускаемое лазером или лазерной решеткой, которая отображается в один пиксел в рабочей плоскости, перемещается только на часть полного размера пиксела, если лазер или лазерная решетка активируется в двух последовательных периодах частоты ШИМ. Элемент площади в рабочей плоскости с размером, равным размеру одного пиксела, таким образом, принимает лазерное излучение от одного и того же лазера или лазерного модуля в последовательные периоды цикла ШИМ при перемещении поперек рабочей плоскости. Сдвигаемая ШИМ позволяет возбуждать лазеры или лазерные решетки одного лазерного модуля независимо. Это означает, например, что соседние лазеры, лазерные решетки или лазерные модули активируются в разные периоды времени цикла ШИМ. Ширина и амплитуда импульсов могут быть подобраны так, что каждый лазер или лазерная решетка лазерного модуля излучает одну и ту же оптическую мощность в рабочую плоскость. Альтернативно, ширина и амплитуда импульсов могут быть использованы для подбора оптической мощности, излучаемой каждым лазером или лазерными решетками лазерного модуля. Распределение фаз импульсов и ширины импульсов подбирают так чтобы ток, который подается на один лазерный модуль, был практически постоянным. Пики тока могут быть предотвращены посредством этого распределения моментов времени запуска лазерных импульсов по более продолжительному базовому времени ШИМ. Ошибка печати, которая может быть вызвана сдвигом импульса, является ограниченной, если частота ШИМ выбрана так, чтобы было возможно субпиксельное разрешение. Можно даже увеличить частоту ШИМ в зависимости от сдвига импульса, применяемого к лазерам, лазерным решеткам, лазерным модулям или группе лазерных модулей. Так или иначе, подбор частоты ШИМ может также повлиять на распределение импульсов в пределах более короткого или более продолжительного базового времени ШИМ. Ширина или длительность импульсов и/или амплитуда могут быть использованы для уменьшения электрической мощности, которая подается на лазеры, лазерные решетки или лазерные модули, в соответствии с уменьшением скорости печати. Распределение сдвигов импульсов, излучаемых лазерами одного лазерного модуля, может быть рандомизировано для предотвращения или по меньшей мере уменьшения видимости линий швов. Можно предотвратить систематические сдвиги пикселов в рабочей плоскости.
Лазерные модули и/или источник электропитания могут содержать буферные конденсаторы. Буферные конденсаторы выполнены с возможностью накопления энергии для подачи электрической мощности на лазерные модули так, чтобы большее, чем заданное число лазерных модулей могло быть возбуждено на номинальной электрической мощности в течение заданного периода времени. Буферные конденсаторы могут быть дополнительно выполнены с возможностью сглаживания тока возбуждения, обеспечиваемого для части лазерных модулей, ниже порогового тока. Ток возбуждения может быть сглажен посредством предотвращения пиковых токов. Буферные конденсаторы могут быть предпочтительно использованы в качестве хранилища энергии так, чтобы источник питания или источники питания могли поддерживаться буферными конденсаторами для предотвращения нежелательных изменений тока. Буферные конденсаторы могут быть, например, выполнены так, чтобы ток, подаваемый на лазерные модули, мог быть стабилизирован в течение заданного периода времени на уровне заданного или необходимого тока. Подходящий буферный и фильтровой каскад, который может быть обеспечен для распределения мощности, может, таким образом, помочь предотвратить пики тока и обеспечить большую или даже максимальную скорость обработки в течение коротких периодов времени, в течение которых большее, чем заданное число лазерных модулей должно быть активировано для обработки данной структуры. Буферный или фильтровой каскады обычно содержат конденсаторы, которые предпочтительно расположены в узлах тока.
Могут существовать разные этапы фильтрации или буферизации,
а. Фильтрация средних частот для сглаживания модуляции на базовой частоте ШИМ.
i. Эта фильтрация уже требуется также для нормальной работы, поскольку модуляция мощности посредством ШИМ является основным требованием к системе.
ii. Общий ток для фильтрации уменьшается, если реализованы импульсы сдвигаемой ШИМ
b. Фильтр средних/ низких частот
i. Использование уменьшения частоты ШИМ при меньшей скорости печати требует, чтобы фильтр был эффективным на низких частотах
c. Фильтр очень низких частот / буфер
i. В любое время, когда существует структура, подлежащая печати, требующая большей мощности, чем полная проектная мощность, скорость полного цикла должна быть уменьшена
ii. Для уменьшения числа этих замедленных циклов до минимума должен быть добавлен буфер, позволяющий, например, поддерживать непрерывность электропитания, приблизительно, в 99% обычных ситуациях печати
Оценка фильтра очень низких частот / буфера посредством обеспечения электрической мощности в буферных конденсаторах дается в следующем примере. Например, можно допустить, что в 99% слоев максимально необходимо напечатать 3 последовательных миллиметра, причем все пикселы должны быть активированы одновременно. Печать 3 мм при скорости 300 мм/с означает, что существуют 10 мс, которые должны быть перекрыты буферными конденсаторами. Например, дельта (приращение) U, равная 5 В, разрешена в шине на 24 В. Кроме того, необходим ток 14 А для каждого модуля. Это приводит к дополнительной емкости 28,000 мкФ для каждого модуля, которая требуется для подачи этой электрической мощности в течение короткого периода времени, равного 10 мс. Доступные для приобретения конденсаторы с емкостью 28,000 мкФ/35 В имеют диаметр около 35 мм и высоту около 50 мм. Альтернативные проектные решения могут обеспечить высокую dU, которая может быть использована для уменьшения требований к емкости. По меньшей мере часть буфера может быть реализована во внешнем источнике питания в зависимости от проводного соединения с внешними устройствами. Контроллер, таким образом, может быть выполнен так, чтобы все лазерные модули могли быть возбуждены на номинальной электрической мощности в течение ограниченного периода времени. Электрическая мощность может быть обеспечена в этом случае посредством буферных конденсаторов, описанных выше. Лазеры, лазерные решетки или все лазерные модули выключают, или скорость изготовления уменьшают, как только ограниченный период времени превышает пороговое значение, которое задается требуемым током, изменением напряжения и емкостью буферных конденсаторов, описанных выше.
Лазерные модули системы лазерной печати могут быть расположены в столбцах, предпочтительно в диагональных столбцах. Один источник электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули одного столбца. Контроллер выполнен с возможностью подбора базового времени широтно-импульсной модуляции так, чтобы расстояние лазерных импульсов, принимаемыми на объекте, оставалось постоянным. Контроллер дополнительно выполнен с возможностью сохранения ширины импульсов лазеров постоянной. Ширина импульсов может зависеть от материала и других граничных условий процесса печати. Контроллер дополнительно выполнен с возможностью управления источником питания так, что уменьшение электрической мощности, подаваемой на лазерные модули, подобрано к уменьшению скорости обработки при постоянном разрешении печати. Разрешение печати задается расстоянием между лазерными импульсами, принимаемыми на поверхности объекта, и остается постоянным. Уменьшение электрической мощности, подаваемой на лазерный модуль, может быть пропорциональным уменьшению скорости обработки (или уменьшение скорости обработки может быть пропорциональным уменьшению мощности, подаваемой на лазерный модуль). Это означает, что при 50% максимальной скорости только 50% номинальной электрической мощности максимально подается на лазеры или лазерные решетки. Лазерные модули и/или источник электропитания могут дополнительно содержать буферные конденсаторы для сглаживания или стабилизации электрического тока, подаваемого на лазерные модули, как описано выше.
Согласно дополнительному варианту осуществления один источник электропитания может быть выполнен с возможностью подачи электрической мощности на все лазерные модули одного столбца, если лазерные модули расположены в столбцах. Контроллер может быть выполнен с возможностью подачи чередующихся импульсов широтно-импульсной модуляции при постоянном базовом времени широтно-импульсной модуляции на лазеры или лазерные решетки диагонального столбца так, что ток возбуждения, подаваемый источником электропитания, является сглаженным. Контроллер предпочтительно выполнен с возможностью запуска импульсов с заданной шириной импульсов для активации лазеров в течение базового времени широтно-импульсной модуляции в разные моменты времени, причем упомянутые разные моменты времени запуска импульсов распределены по базовому времени широтно-импульсной модуляции. Лазеры или лазерные решетки лазерных модулей столбца, который запитаны одним источником питания, таким образом, активируются в разные периоды времени цикла ШИМ. Ширина и амплитуда импульсов предпочтительно подобраны так, что каждый лазер или лазерная решетка лазерных модулей испускает одну и ту же оптическую мощность в рабочую плоскость. Распределение фаз импульсов и ширины импульсов подобрано так, чтобы ток, который обеспечивается для одного лазерного модуля, является практически постоянным. Пики тока могут быть предотвращены посредством этого распределения моментов запуска лазерных импульсов по более продолжительному базовому времени ШИМ. Ошибка печати, которая может быть вызвана сдвигом импульса, является ограниченной, если частота ШИМ выбрана так, чтобы было возможным субпиксельное разрешение. Сдвиги разных моментов запуска импульсов могут быть случайно распределены по лазерам или лазерным решетками так, чтобы уменьшить систематические ошибки печати.
Контроллер может быть дополнительно выполнен с возможностью одновременного запуска импульсов одного лазерного модуля в течение базового времени широтно-импульсной модуляции, если лазерные модули расположены в столбцах, и один источник электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули одного столбца. Контроллер может быть дополнительно выполнен с возможностью запуска импульсов, подаваемых на лазеры разных лазерных модулей в течение базового времени широтно-импульсной модуляции, в разные моменты времени, причем упомянутые разные моменты времени запуска импульсов распределены по базовому времени широтно-импульсной модуляции. Общий ток одного ряда ограничивается и сглаживается посредством разных моментов времени запуска лазерных модулей в пределах ряда. Буферные или фильтровые конденсаторы могут быть использованы для сглаживания тока, как описано выше. Сдвиги разных моментов времени запуска импульсов разных лазерных модулей могут быть случайно распределены так, чтобы предотвращались или по меньшей мере уменьшались систематические ошибки печати, такие как, например, линии или перепады швов.
Лазерные модули могут быть расположены в столбцах, предпочтительно, в диагональных столбцах, и один источник электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули одного столбца, и контроллер может быть выполнен так, чтобы ширина импульсов соседних лазерных модулей и фаза импульсов соседних лазерных модулей в пределах столбца были подобраны так, чтобы были уменьшены перепады между смежными пикселами на объекте. Длительность лазерных импульсов, испускаемых разными лазерными модулями, уменьшается, и фазы импульсов подбираются так, чтобы предотвратить или уменьшить перепады между пикселами разных лазерных модулей. Уменьшение длительности импульсов может зависеть от числа лазерных модулей в пределах диагонального столбца и числа лазерных модулей этого столбца, которые могут работать на номинальной мощности одновременно, базового времени ШИМ и длительности импульсов, которая применяется, если система лазерной печати работает на полной скорости (например, меньшее, чем заданное число лазерных модулей возбуждается в один момент времени). Уменьшение длительности и ширины импульсов может быть использовано для уменьшения электрической мощности, которая подается на лазерные модули. Фазы импульсов соседних лазерных модулей могут быть подобраны так, чтобы импульс первого из лазерных модулей заканчивался, когда запускается импульс второго соседнего лазерного модуля. Альтернативно или дополнительно возможно, что существуют перекрытия или промежутки. Управление лазерными модулями соседних диагональных столбцов, которые питаются электрической мощностью от независимых источников питания, может быть дополнительно выполнено с возможностью управления лазерными модулями в зависимости от диагонального столбца для минимизации ошибок печати. Момент времени запуска соседних лазерных модулей соседних диагональных столбцов может быть, например, разным для предотвращения систематических ошибок печати. Первая группа лазерных модулей, например, может быть расположена в ряду, конкретно, в диагональном ряду. Каждый лазерный модуль содержит несколько полупроводниковых лазеров или решеток полупроводниковых лазеров. Импульсы в пределах каждого лазерного модуля могут не сдвигаться друг относительно друга. Это может упростить управление отдельными лазерными модулями. Вместо этого, импульсы разных лазерных модулей первой группы лазерных модулей могут быть сдвинуты для обеспечения возможности требуемого уменьшения входной мощности. Оптимальное распределение сдвигов импульсов для обеспечения малых треугольных ошибок печати может быть таким, чтобы сдвиг относительно начала импульса от одного первого лазерного модуля первой группы лазерных модулей до следующего лазерного модуля этой группы лазерных модулей, мог быть равен базовому времени широтно-импульсной модуляции, деленому на число лазерных модулей в этой группе лазерных модулей. Сдвиг между лазерными модулями в следующей группе лазерных модулей, смежной с первой группой лазерных модулей, может быть обеспечен таким же образом, но в обратном порядке. Это означает, например, что если группы лазерных модулей расположены в столбцах или рядах, то лазерные модули разных групп лазерных модулей расположены в линиях. Первый лазерный модуль первой группы лазерных модулей расположен в первой линии. Последний лазерный модуль первой группы лазерных модулей расположен в n-ой линии. Сдвиги импульсов первого лазерного модуля первой группы лазерных модулей равны нулю, а сдвиг импульсов n-ого лазерного модуля первой группы лазерных модулей равен (n-1), умноженному на сдвиг (базовое время широтно-импульсной модуляции, деленое на n) между смежными лазерными модулями в первой группе лазерных модулей. Импульс первого лазерного модуля второй группы лазерных модулей, находящейся рядом с первой группой лазерных модулей (второй ряд), который также расположен в первой линии, сдвинут на величину, равную (n-1), умноженному на сдвиг между смежными лазерными модулями в первой и второй группе лазерных модулей. Сдвиг импульсов n-ого лазерного модуля второй группы лазерных модулей (в n-ой линии) равен нулю. Схема сдвигов импульсов в третьей группе лазерных модулей является такой же, как схема сдвигов импульсов в первой группе лазерных модулей, а в четвертой группе лазерных модулей она является такой же, как схема сдвигов импульсов во второй группе лазерных модулей и т.д. Эта процедура может быть дополнительно оптимизирована с учетом геометрического расстояния между лазерными модулями, картированными в рабочую область, таким образом, чтобы энергия, принимаемая в рабочей области, была оптимизированной не только по времени, но и, особенно, по материалу, который принимает энергию, при сглаживании тока возбуждения с течением времени.
Система лазерной печати может содержать лазерные модули, которые расположены в диагональных столбцах, как описано выше. Один источник электропитания может быть в этом альтернативном варианте осуществления выполнен с возможностью подачи электрической мощности на все лазерные модули по меньшей мере двух диагональных столбцов. Упомянутые по меньшей мере два диагональных столбца содержат общую буферную емкость. Контроллер выполнен с возможностью подачи чередующихся импульсов широтно-импульсной модуляции при постоянном базовом времени широтно-импульсной модуляции на лазеры упомянутых по меньшей мере двух диагональных столбцов так, что ток возбуждения, подаваемый источником электропитания, является сглаженным. Упомянутый один источник электропитания может быть выполнен с возможностью подачи электрической мощности на все лазерные модули двух, трех, четырех или даже всех диагональных столбцов, которые расположены на печатающей головке. Сдвиг импульсов может регулярно увеличиваться по диагональным столбцам, которые питаются общим источником питания. Это может быть особенно полезным в случае, когда все диагональные столбцы запитаны одним общим источником питания. Длительности импульсов и момент времени запуска импульсов в пределах одного периода ШИМ-модуляции, которые подаются на разные лазерные модули, предпочтительно рандомизируют в пределах периода ШИМ-модуляции для предотвращения или уменьшения систематических ошибок печати.
Контроллер может быть выполнен с возможностью управления лазерными модулями так, что фазовый сдвиг лазерных импульсов, принимаемых на объекте, уменьшается. Фазовый сдвиг между соседними импульсами, которые принимаются на объекте, предпочтительно, минимизируется. Это означает, что длины путей и моменты времени запуска предпочтительно подбираются так, чтобы существовало только малое расстояние между первым импульсом, принимаемым на объекте, и вторым соседним импульсом, принимаемым на объекте. В этом случае, может быть предпочтительным обеспечить регулярную структуру фазовых сдвигов и подобранных длительностей импульсов для упрощения управления лазерными модулями. Регулярные структуры предпочтительно выбирают так, чтобы предотвращались монотонные сдвиги импульсов по нескольким соседним лазерным модулям. Сдвиги могут в этом случае становиться большими, но их видимость может быть уменьшена вследствие нерегулярностей. Примером такого монотонного сдвига может быть случай, когда первый лазерный модуль запускается в момент t1 времени, второй соседний лазерный модуль запускается в момент t2 времени и третий соседний лазерный модуль запускается в момент t3 времени и т.д., причем t1<t2<t3<…. Структура импульсов согласно, например, соотношению t1<t3<t2<…, которая не является монотонной, может быть предпочтительной.
Дополнительный вариант осуществления системы лазерной печати может быть выполнен так, что обеспечена комбинация подбираемого базового времени ШИМ-модуляции и подбираемых длительностей импульсов ШИМ. Контроллер выполнен с возможностью подбора базового времени широтно-импульсной модуляции так, что расстояние между лазерными импульсами, принимаемыми на объекте, оставалось практически постоянным. Контроллер дополнительно выполнен с возможностью подбора ширины импульсов лазеров так, что часть уменьшения электрической мощности, подаваемой на лазерные модули, вызвана сокращенной шириной импульсов. Ширина или длительность импульсов может быть использована для уменьшения электрической мощности, которая подается на лазеры, лазерные решетки или лазерные модули, в соответствии с уменьшением скорости печати. Только часть уменьшения мощности обеспечивается сокращением импульса. Обеспечение всего уменьшения сокращенными импульсами, особенно при постоянном базовом времени широтно-импульсной модуляции, является невозможным, поскольку временное разрешение импульсов является ограниченным и, таким образом, относительные перепады между уровнями становятся слишком большими при очень низких требуемых уровнях мощности. Таким образом, необходимо дополнительно подбирать мощность посредством амплитуды импульса. Длительность импульсов предпочтительно уменьшают до минимума для уменьшения эффективного размера субпикселов. Остальное изменение мощности может быть скомпенсировано базовым временем широтно-импульсной модуляции или амплитудой импульса. Это помогает предотвратить или по меньшей мере уменьшить ошибки печати, которые могут быть вызваны переключением лазеров, лазерных решеток или лазерных модулей посредством ШИМ.
Сдвиг фазы импульсов между лазерами, лазерными решетками или лазерными модулями, описанный выше, может быть использован для предотвращения пиков тока. Буферные конденсаторы, описанные выше, могут быть использованы дополнительно для накопления электрической энергии и сглаживания электрического тока. Лазерные модули предпочтительно расположены в диагональных столбцах, и один источник электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули по меньшей мере одного диагонального столбца. Один источник питания может быть также выполнен с возможностью подачи электрической мощности на два, три, четыре или более столбцов, расположенных на печатающей головке. Альтернативно, возможны также другие регулярные конструкции лазерных модулей, в которых группы лазерных модулей запитаны одним общим источником электропитания.
Контроллер в дополнительном варианте осуществления может быть выполнен с возможностью сохранения широтно-импульсной модуляции и ширины импульсов лазеров постоянными. Контроллер дополнительно выполнен с возможностью пропускать импульсы в соответствии с уменьшением скорости обработки. Пропуски импульсов или переключение лазеров, лазерных решеток или полных лазерных модулей в пределах цикла ШИМ могут быть использованы для подбора электрической мощности, обеспечиваемой для лазера, лазерных решеток или лазерных модулей, если скорость обработки уменьшается. Пропуски лазерных импульсов обусловливают то, что энергия принимается в рабочей плоскости в том же самом месте, но в более поздний момент времени. Изменение динамики приема оптической мощности в рабочей плоскости влияет на распределение тепловой энергии. Структура выключения лазеров, лазерных решеток или лазерных модулей может быть, таким образом, подобрана к материалу, который должен быть подвергнут спеканию. Эта структура может зависеть от размера частиц, распределения размеров частиц, формы частиц, теплопроводности и т.п. Лазерные модули, которые расположены на печатающей головке, предпочтительно расположены в диагональных столбцах, причем один источник электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули по меньшей мере одного диагонального столбца. Один источник питания может быть также выполнен с возможностью подачи электрической мощности на два, три, четыре или более столбцов, расположенных на печатающей головке. Альтернативно, возможны также другие регулярные конструкции лазерных модулей, в которых группы лазерных модулей питаются одним общим источником электропитания.
Система лазерной печати в альтернативном варианте осуществления может быть выполнена так, чтобы все лазерные модули некоторой группы лазерных модулей совместно использовали источник электропитания. Контроллер выполнен с возможностью выключения по меньшей мере одного лазерного модуля этой группы лазерных модулей, если оптическая энергия, подлежащая подаче к объекту в пределах заданного периода времени, требует входной электрической мощности, превышающей номинальную электрическую мощность лазерных модулей, умноженную на заданное число лазерных модулей. Контроллер дополнительно выполнен с возможностью выключения по меньшей мере одного лазерного модуля так, что полная ширина печатающей головки может быть обработана в пределах по меньшей мере двух проходов печатающей головки поперек объекта. Ширина печати эффективно уменьшается, и добавляются второй, третий, четвертый и т.д. проходы спекания на каждый слой. Система может, например, уменьшить ширину печатаемой области со 100% слоев до 25%, сохраняя потребление мощности на уровне 25%, затем может напечатать вторую четверть слоя на пути назад, третью четверть на следующем пути вперед и последнюю четверть на четвертом пути назад. По меньшей мере часть лазерных модулей, которые выключены на первом этапе печати, включается на втором этапе печати. Эффект выключения лазерных модулей состоит в том, что печатающая головка может быть перемещена с максимальной скоростью обработки, но только часть поверхности в рабочей плоскости обрабатывается за один проход поперек рабочей плоскости. Эффект охлаждения краев структур в рабочей плоскости, которые были обработаны в первом проходе, может быть скомпенсирован подбором оптической мощности, обеспечиваемой для краев, так что видимые линии швов предотвращаются или по меньшей мере уменьшаются. Ширина области печати может быть, например, уменьшена до 51% вместо 50% в первом проходе с оптической энергией, обеспечиваемой на краях для области, которая должна быть обработана во втором проходе, которая подобрана к энергии, которая будет обеспечена в этом втором проходе, который также покрывает 51% вместо 50%. Профиль оптической энергии, обеспечиваемой на краю во втором проходе, компенсирует потери энергии, которые вызваны временем между первым проходом и вторым проходом. Может быть предпочтительным, чтобы группа лазерных модулей, которые запитаны одним источником питания, содержала все лазерные модули, расположенные на печатающей головке.
Согласно дополнительному аспекту настоящего изобретения обеспечен способ лазерной печати. Способ содержит этапы:
- перемещения объекта в рабочей плоскости относительно печатающей головки, причем печатающая головка содержит общее число лазерных модулей, причем по меньшей мере два из этих лазерных модулей совместно используют один источник электропитания;
- испускания лазерного излучения лазерными модулями, причем лазерные модули содержат по меньшей мере одну лазерную решетку из лазеров; и
- управления лазерными модулями так, что на максимальной скорости обработки печатающей головки только заданное число лазерных модулей может быть возбуждено на номинальной электрической мощности, причем заданное число лазерных модулей меньше общего числа лазерных модулей.
Этапы способа не обязательно должны выполняться в порядке, приведенном выше. Перемещение печатающей головки, испускание лазерного излучения и управление лазерными модулями могут быть, например, выполнены практически одновременно.
Этап управления лазерными модулями так, что на максимальной скорости обработки печатающей головки только заданное число лазерных модулей может быть возбуждено на номинальной электрической мощности, причем заданное число лазерных модулей меньше общего числа лазерных модулей, не исключает того, что все лазерные модули могут быть возбуждены на номинальной электрической мощности в течение ограниченного периода времени. Электрическая мощность может быть обеспечена в этом случае, например, посредством буферных конденсаторов, как описано выше. Лазеры, лазерная решетка или все лазерные модули выключают, или скорость изготовления уменьшают, как только ограниченный период времени превышает пороговое значение, которое задается требуемым током, изменением напряжения и емкостью буферных конденсаторов, как описано выше. Время, в течение которого скорость обработки или изготовления уменьшается, может быть определено формой объекта, подлежащего печати. Подбор скорости может быть выполнен послойно или динамически в пределах каждого слоя. Сохранение скорости постоянной в пределах слоя может упростить процесс изготовления, поскольку не нужно будет учитывать замедление или ускорение печатающей головки или лазерных модулей. Буферные конденсаторы могут быть использованы для минимизации числа слоев, которые печатаются на низкой скорости. Динамическая адаптация, с другой стороны, может обеспечить более быстрые процессы печати.
Следует понимать, что система лазерной печати по пункту 1 формулы изобретения и способ по пункту 15 формулы изобретения имеют подобные и/или идентичные варианты осуществления, конкретно, определенные в зависимых пунктах формулы изобретения.
Следует понимать, что предпочтительный вариант осуществления настоящего изобретения может быть также любой комбинацией зависимых пунктов формулы изобретения с соответствующим независимым пунктом формулы изобретения.
Дополнительные предпочтительные варианты осуществления определены ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты настоящего изобретения будут понятны из вариантов осуществления, описанных ниже, и будут разъясняться со ссылкой на них.
Настоящее изобретение будет теперь описано, в качестве примера, на основе вариантов осуществления со ссылкой на сопутствующие чертежи.
На чертежах:
Фиг. 1 показывает принципиальный чертеж сечения системы лазерной печати согласно первому варианту осуществления.
Фиг. 2 показывает принципиальный чертеж вида сверху системы лазерной печати согласно второму варианту осуществления.
Фиг. 3 показывает принципиальный чертеж вида сверху системы лазерной печати согласно третьему варианту осуществления.
Фиг. 4 показывает принципиальный чертеж печатающей головки согласно первому варианту осуществления.
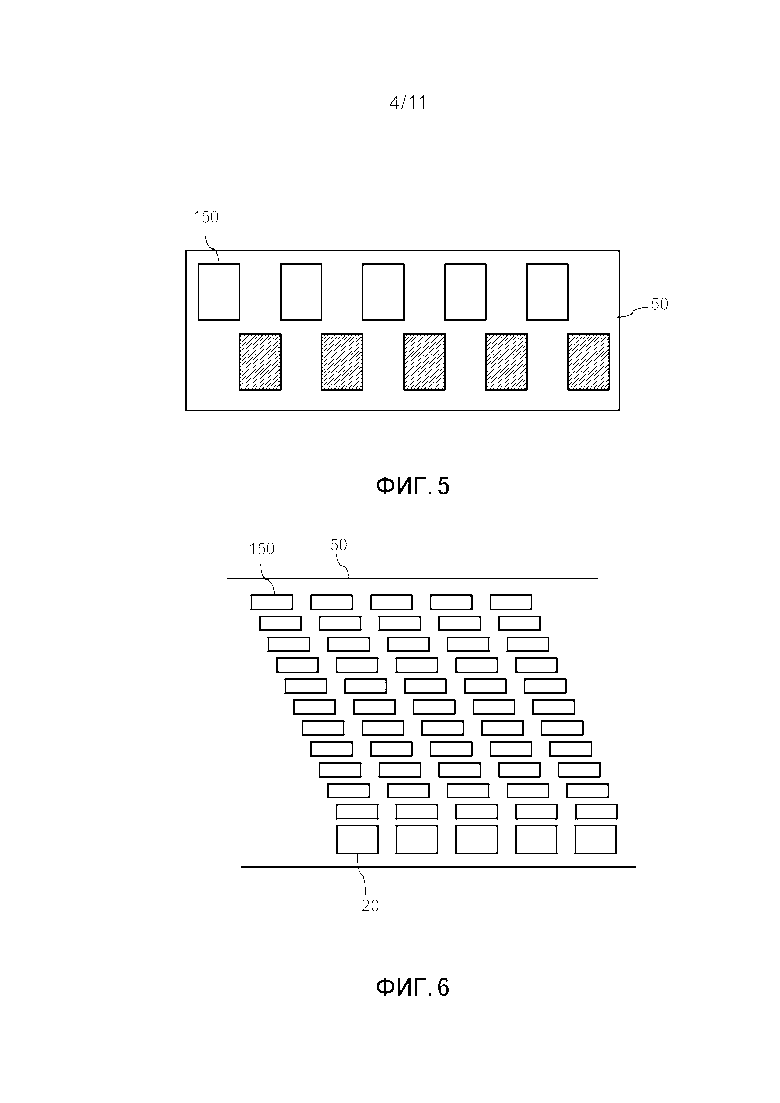
Фиг. 5 показывает принципиальный чертеж печатающей головки согласно второму варианту осуществления.
Фиг. 6 показывает принципиальный чертеж печатающей головки согласно третьему варианту осуществления.
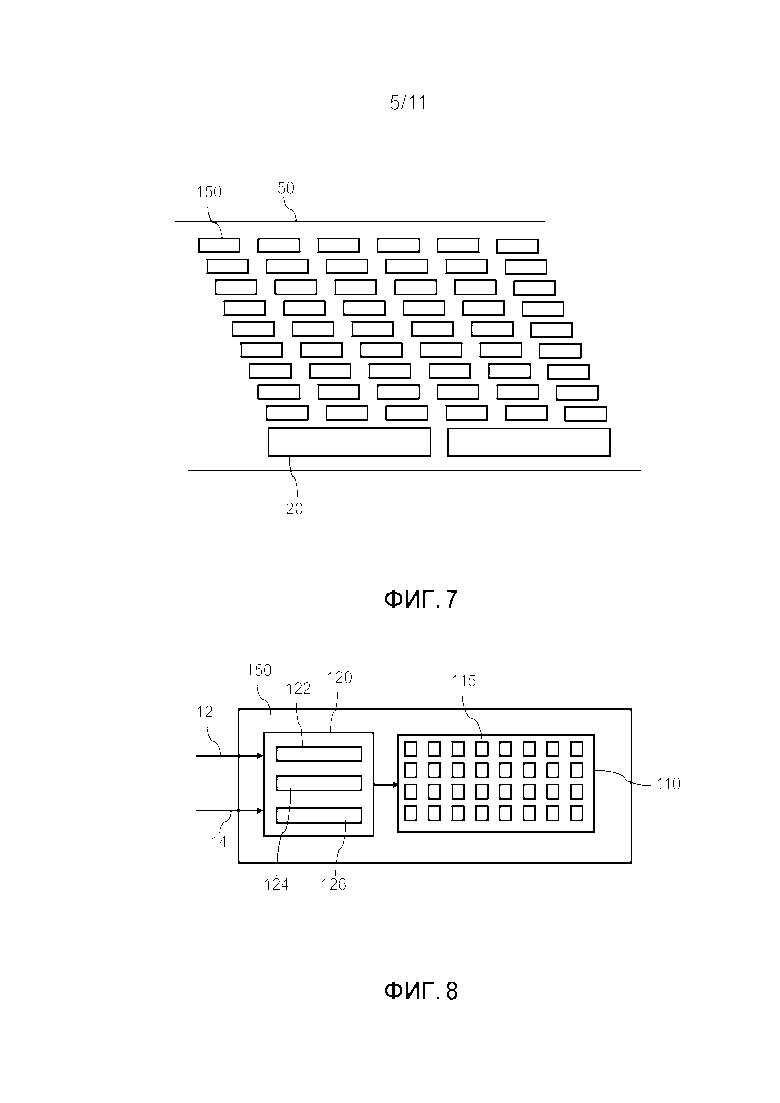
Фиг. 7 показывает принципиальный чертеж печатающей головки согласно четвертому варианту осуществления.
Фиг. 8 показывает принципиальный чертеж лазерного модуля согласно первому варианту осуществления.
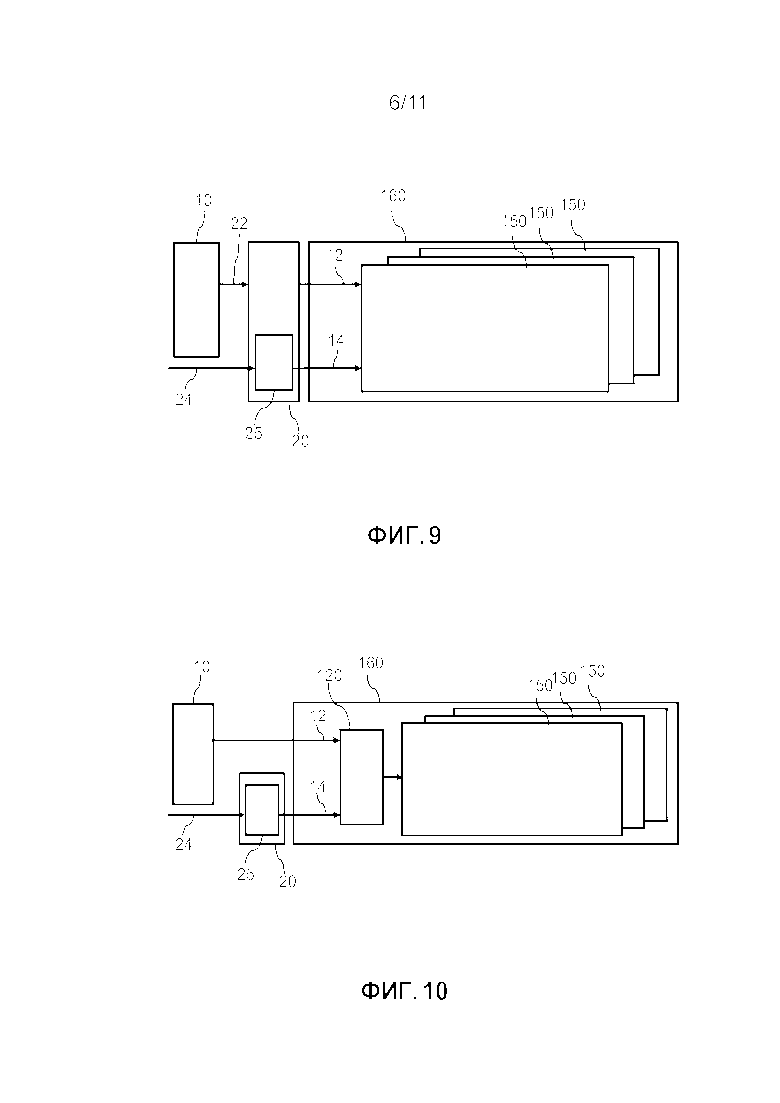
Фиг. 9 показывает принципиальный чертеж группы лазерных модулей согласно первому варианту осуществления.
Фиг. 10 показывает принципиальный чертеж группы лазерных модулей согласно второму варианту осуществления.
Фиг. 11 показывает принципиальный чертеж первой схемы возбуждения ШИМ.
Фиг. 12 показывает принципиальный чертеж второй схемы возбуждения ШИМ.
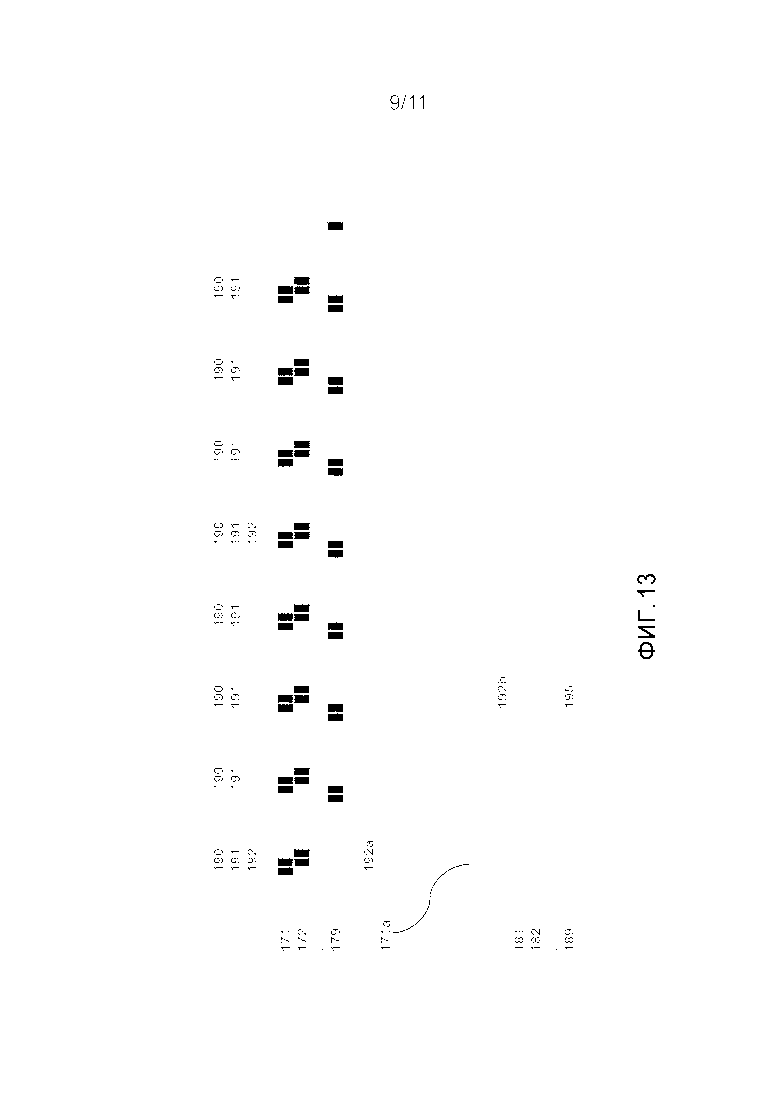
Фиг. 13 показывает принципиальный чертеж третьей схемы возбуждения ШИМ.
Фиг. 14 показывает принципиальный чертеж четвертой схемы возбуждения ШИМ.
Фиг. 15 показывает принципиальный чертеж этапов способа лазерной печати.
На фигурах, подобные ссылочные позиции везде относятся к подобным объектам. Объекты на фигурах не обязательно приведены в масштабе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Различные варианты осуществления настоящего изобретения будут теперь описаны посредством фигур.
Фиг. 1 показывает принципиальный чертеж сечения системы лазерной печати согласно первому варианту осуществления. Система 100 лазерной печати содержит технологическую камеру с носителем 30 объекта для удерживания строительного материала и трехмерного объекта 70, подлежащего постройке на нем. На носителе 30 объекта может быть обеспечена строительная платформа, которая служит в качестве съемного основания для удаления объекта 70 после завершения строительного процесса. Рама 40, например, вертикальные стенки, может быть расположена вокруг носителя 30 объекта для ограничения слоев строительного материала на носителе 30 объекта. Рама 40 может быть съемной и может содержать вертикально перемещаемое основание, которое съемно прикреплено к носителю 30 объекта. Печатающая головка 50 расположена выше рабочей плоскости 80. Печатающая головка 50 является подвижной поперек рабочей плоскости 80 в направлении, указанном двусторонней стрелкой на фиг. 2 и 3. Печатающая головка 50 может быть выполнена перемещаемой назад в противоположном направлении. Печатающая головка 50 содержит лазерные модули 150 (не показаны), которые могут быть выполнены так, что рабочая плоскость может быть освещена, когда печатающая головка 50 перемещается в обоих направлениях, указанных на фиг. 2 и 3. Носитель 30 объекта является подвижным вверх и вниз относительно печатающей головки 50 в вертикальном направлении, т.е. в направлении, перпендикулярном направлению перемещения печатающей головки 50. Перемещением носителя 30 объекта управляют посредством контроллера 10 так, что самый верхний слой строительного материала образует рабочую плоскость 80. Система лазерной печати дополнительно содержит контроллер 10 для управления различными функциями системы лазерной печати. Контроллер содержит источник 20 питания, который выполнен с возможностью подачи электрической мощности на все лазерные модули 150 печатающей головки 50. Повторно покрывающее устройство (не показано) может быть обеспечено для нанесения слоев строительного материала на строительную платформу носителя 30 объекта. Кроме того, могут быть обеспечены одно или более нагревательных устройств, которые могут быть использованы для нагревания наносимого слоя строительного материала до температуры процесса и/или для управления температурой строительного материала в пределах рамы 40, при необходимости. Строительный материал предпочтительно является порошкообразным материалом, который выполнен с возможностью преобразования под влиянием лазерного излучения, излучаемого лазерами 115, в связанную массу. Это преобразование может включать в себя, например, плавление или спекание и последующее затвердевание и/или полимеризацию в расплаве. Строительный материал может быть пластическим порошком, например, термопластическим порошком. Примерами такого пластического порошка являются PA 12 (полиамид 12) или другие полиамиды, полиарилэфирэфиркетон, такой как PEEK или другие полиэфиркетоны. Порошок может быть также порошком из металла или металлического сплава, с пластическим или металлическим связующим веществом или без него, или керамикой или композитом или другим видом порошка. В общем, могут быть использованы все порошкообразные материалы, которые имеют способность преобразоваться из порошка в связанную массу под влиянием лазерного излучения, излучаемого лазерами 115. Строительный материал может быть пастообразным материалом, включающим в себя порошок и некоторое количество жидкости. Типичные размеры зерен вещества порошка находятся между 10 мкм и 100 мкм. Длина волны излучения лазеров 115 находится предпочтительно в ближнем инфракрасном диапазоне спектра. Предпочтительный диапазон длин волн может находиться между 750 нм и 1200 нм. Примерами длин волн, которые используются в системах по настоящему изобретению, являются, например, 980 нм или 808 нм. Порошкообразный материал может содержать поглощающие лазерное излучение добавки, которые поглощают лазерное излучение на длинах волн излучения лазеров 115. Примером такой добавки может быть, но не только, сажа, которая является подходящей для обеспечения достаточного поглощения предпочтительных длин волн, описанных выше. В принципе, возможна любая длина волны, поскольку подходящий материал-поглотитель может быть добавлен в порошкообразный материал, или сам порошкообразный материал может характеризоваться достаточным поглощением на длинах волн лазеров 115.
Фиг. 2 показывает принципиальный чертеж вида сверху системы лазерной печати согласно второму варианту осуществления. Рабочая область 82 может быть определена рамой 40. Рабочая область 82 может иметь прямоугольный контур. Рабочая область 82 может иметь любой другой контур, например, но не только, контур квадратной формы, круглый контур и т.п. Печатающая головка 50 установлена на печатном носителе 52. Печатающая головка содержит один общий источник 20 питания, выполненный с возможностью возбуждения всех лазерных модулей 150 (не показаны), установленных на печатающей головке 50. Контроллер 10 монолитно интегрирован с печатным носителем 52. Печатный носитель 52 и контроллер 10 могут перемещаться в направлениях, указанных двусторонней стрелкой слева.
Фиг. 3 показывает принципиальный чертеж вида сверху системы лазерной печати согласно третьему варианту осуществления. Третий вариант осуществления является до некоторой степени подобным второму варианту осуществления. Печатный носитель 52 и контроллер 10 являются в этом случае отдельными. Только печатный носитель 52 с печатающей головкой 50 выполнен с возможностью перемещения в направлениях, указанных двусторонней стрелкой. Контроллер 10 содержит источник 20 питания, который выполнен с возможностью обеспечения электрической мощности для всех лазерных модулей 150 (не показаны), установленных на печатающей головке 50. Контроллер 10 и источник 20 питания обеспечивают управляющие сигналы и электрическую мощность через гибкие провода для лазерных модулей 150, установленных на печатающей головке 50.
Фиг. 4 показывает принципиальный чертеж печатающей головки 50 согласно первому варианту осуществления. Печатающая головка 50 содержит десять лазерных модулей 150. Все лазерные модули 150 обычно питаются электрической мощностью от общего источника 20 электропитания, как показано, например, на фиг. 3. Кроме того, все лазерные модули 150 обычно управляются контроллером 10, как показано, например, на фиг. 3. Пять лазерных модулей 150 на левой стороне печатающей головки 50 включены, и пять лазерных модулей 150 на правой стороне выключены (указано серым затенением) посредством контроллера 10. Печатающая головка 50 должна переместиться два раза поперек рабочей области 82 для обработки одного полного слоя. Контроллер 20 в этом случае выполнен так, чтобы на максимальной скорости обработки, равной, например, 300 мм/с, только пять из десяти лазерных модулей 150 могут быть возбуждены на номинальной электрической мощности так, что каждый лазер 115, содержащийся в лазерных модулях 150, может испускать, например, оптическую мощность, равную 1,5 Вт.
Фиг. 5 показывает принципиальный чертеж печатающей головки 50 согласно второму варианту осуществления. Все лазерные модули 150 обычно питаются электрической мощностью от общего источника 20 электропитания, как показано, например, на фиг. 2. Кроме того, все лазерные модули 150 обычно управляются контроллером 10, как показано, например, на фиг. 2. Лазерные модули 150 расположены в двух линиях. Расстояние между лазерными модулями 150 в первой линии является таким, что лазерный модуль 150 второй линии может заполнить промежуток. Лазерные модули 150 второй линии, таким образом, сдвинуты в промежутки между лазерными модулями 150 первой линии. Пять лазерных модулей 150 первой линии печатающей головки 50 включены, и пять лазерных модулей 150 на второй линии выключены (указано серым затенением) посредством контроллера 10. Печатающая головка 50 должна переместиться два раза поперек рабочей области 82 для обработки промежутков между лазерными модулями 150 первой линии. Контроллер 20 в этом случае выполнен так, что на максимальной скорости обработки, равной, например, 300 мм/с, только пять из десяти лазерных модулей 150 могут быть возбуждены на номинальной электрической мощности так, что каждый лазер 115, содержащийся в лазерных модулях 150, может излучать, например, оптическую мощность, равную 1,5 Вт.
Печатающая головка 50 может в альтернативных вариантах осуществления содержать другие распределения лазерных модулей 150, так что печатающая головка 50 должна проходить рабочую область 82 три, четыре, пять или более раз для обработки полного слоя. Число проходов поперек рабочей области 82 определяется уменьшением максимальной мощности, которая может быть подана на лазерные модули 150 печатающей головки 50.
Фиг. 6 показывает принципиальный чертеж печатающей головки 50 согласно третьему варианту осуществления. Печатающая головка 50 содержит несколько диагональных столбцов лазерных модулей 150. Каждый диагональный столбец лазерных модулей 150 содержит 11 лазерных модулей 150, которые обычно питаются электрической мощностью от одного источника 20 электропитания. Лазерные модули 150 одного диагонального столбца расположены так, что на виде сверху части печатающей головки 50, показанной на фиг. 6, каждый лазерный модуль 150 немного сдвинут вправо, начиная с верхней стороны печатающей головки 50. Центральный контроллер или главный контроллер 10, подобный контроллеру, показанному в варианте осуществления фиг. 1, управляет источниками 20 питания и лазерными модулями 150. Контроллер 10 выполнен с возможностью управления лазерными модулями 150 с использованием сдвигаемой широтно-импульсной модуляции. Лазерные модули 150 одного диагонального столбца активируются в разные периоды времени цикла ШИМ. Ширина и момент времени запуска импульсов в пределах базового времени ШИМ-модуляции каждого лазерного модуля 150 в пределах столбца выбирают так, чтобы не было никакого перекрытия между импульсами, обеспечиваемыми для лазерных модулей 150. Импульсы расположены рядом друг с другом практически без перекрытия. Ток, подаваемый на лазерные модули 150 одного столбца общим источником 20 питания, является, таким образом, сглаженным посредством распределения импульсов в пределах цикла ШИМ. Распределение сдвигов импульсов между лазерными модулями 150 является рандомизированным для предотвращения или по меньшей мере уменьшения линий швов.
Фиг. 7 показывает принципиальный чертеж печатающей головки 50 согласно четвертому варианту осуществления. Печатающая головка 50 содержит несколько диагональных столбцов лазерных модулей 150. Каждый диагональный столбец лазерных модулей 150 содержит 9 лазерных модулей 150. Три диагональных столбца обычно питаются электрической мощностью от одного источника 20 электропитания. Лазерные модули 150 одного диагонального столбца расположены так, что на виде сверху части печатающей головки 50, показанной на фиг. 7, каждый лазерный модуль 150 немного сдвинут вправо, начиная с верхней стороны печатающей головки 50. Центральный контроллер или главный контроллер 10, подобный контроллеру, показанному в варианте осуществления фиг. 1, управляет источниками 20 питания и лазерными модулями 150. Контроллер 10 выполнен с возможностью управления лазерными модулями 150 с использованием сдвигаемой широтно-импульсной модуляции. Сдвиг импульсов регулярно увеличивается по диагональным столбцам, которые питаются общим источником 20 электропитания. Длительности импульсов и момент времени запуска импульсов в пределах одного периода ШИМ-модуляции, которые подаются на разные лазерные модули 150, рандомизированы в пределах периода ШИМ-модуляции для предотвращения или уменьшения систематических ошибок печати.
Фиг. 8 показывает принципиальный чертеж лазерного модуля 150 согласно первому варианту осуществления. Лазерный модуль 150 содержит лазерную решетку 110 с 32 лазерами 115 (VCSEL), которые расположены в восьми столбцах и четырех линиях. Лазерный модуль дополнительно содержит драйвер 120 лазеров с преобразователем 122 постоянного напряжения, устройством 124 выделения сигналов и источником 126 тока ШИМ. Драйвер 120 лазеров выполнен с возможностью передачи электрической мощности к лазерам 115 на основе ввода 12 данных, обеспечиваемого контроллером 10, и входной мощности 14, обеспечиваемой источником 20 электропитания.
Фиг. 9 показывает принципиальный чертеж группы 160 лазерных модулей согласно первому варианту осуществления. Группа 160 лазерных модулей принимает входную мощность 14 от источника 20 питания, который содержит фильтр 25. Фильтр 25 содержит буферные конденсаторы, которые выполнены с возможностью подачи электрической мощности на лазерные модули 150 группы 160 лазерных модулей сверх ограничений источника 20 электропитания (без буферных конденсаторов) в течение малых периодов времени. Источник 20 электропитания принимает основную входную мощность 24 от источника напряжения (сети 240В/400В). Источник 20 электропитания дополнительно принимает основной ввод 22 данных от контроллера 10. Источник 20 электропитания дополнительно содержит микропроцессор, который выполнен с возможностью адаптации основного ввода 22 данных в соответствии с возможностями источника 20 электропитания и предоставления ввода 12 данных для лазерных модулей 150 группы 160 лазерных модулей. Управление лазерными модулями 150 обеспечено в этой архитектуре посредством распределенной конструкции контроллера 10, источника 20 питания и драйвера 120 лазеров, показанной на фиг. 8.
Фиг. 10 показывает принципиальный чертеж группы 160 лазерных модулей согласно второму варианту осуществления. Группа 160 лазерных модулей принимает входную мощность 14 от источника 20 питания, который содержит фильтр 25. Фильтр 25 содержит буферные конденсаторы, которые выполнены с возможностью подачи электрической мощности на лазерные модули 150 группы 160 лазерных модулей сверх ограничений источника 20 электропитания (без буферных конденсаторов) в течение малых периодов времени. Источник 20 электропитания принимает основную входную мощность 24 от источника напряжения (сети 240В/400В). Группа 160 лазерных модулей содержит один общий драйвер 120 лазеров, который принимает входную мощность 14 и ввод 12 данных, обеспечиваемый контроллером 10. Управление лазерными модулями 150 обеспечено в этой архитектуре посредством распределенной конструкции контроллера 10 и общего драйвера 120 лазеров.
Фиг. 11 показывает принципиальный чертеж первой схемы возбуждения ШИМ. Первая схема возбуждения ШИМ является известной стандартной схемой возбуждения, в которой первый лазерный пиксел 171 и второй лазерный пиксел 172 и дополнительные лазерные пикселы (не показаны) возбуждаются синхронно. Первый или второй лазерный пиксел 171, 172 и т.д. означают один или более лазеров (или лазерных решеток), которые выполнены с возможностью быть отображенными в соответствующий пиксел на объекте 70. Первая линия показывает импульс с базовым временем 190 модуляции. Вторая линия показывает ширину 191 импульсов ШИМ. Ширина 191 импульсов составляет 8/9 базового времени 190 широтно-импульсной модуляции. Форма импульсов является прямоугольной, так что постоянный ток подается на лазеры от начала до конца каждого импульса. Прямоугольный импульс выбран только в качестве примера для упрощения обсуждения. Могут быть использованы также другие формы импульсов. Третья линия показывает время 192 полного пиксела. Время 192 полного пиксела содержит четыре импульса с базовыми временами 190 модуляции и, таким образом, четыре импульса с шириной 191 импульсов. Чем больше импульсов содержится во времени 192 полного пиксела, тем большим является субпиксельное разрешение. Четвертая линия показывает, когда первый лазерный пиксел 171 является активным (черные прямоугольники), что соответствует ширине 191 импульсов. Пятая линия показывает, когда второй лазерный пиксел 172 является активным (черные прямоугольники), что соответствует ширине 191 импульсов. Активность первого и второго лазерного пиксела 171, 172 синхронизирована, что означает, что все лазеры излучают лазерное излучение одновременно. Пример, показанный на фиг. 11, относится к системе 100 лазерной печати, в которой печатный носитель 52 перемещается со скоростью, равной 500 мм/с. Время 192 полного пиксела, таким образом, преобразуется в соответствующую длину 192а полного пиксела в рабочей плоскости 80. Энергия первого пиксела 171 в рабочей плоскости 80 показана ниже длины 192а полного пиксела. Принимаемая энергия на элемент площади увеличивается во время перемещения печатного носителя 52 или печатающей головки 50, поскольку энергия принимается в соответствующем элементе площади в рабочей плоскости 80. Линейное увеличение принимаемой энергии в рабочей плоскости 80 показано в течение ширины 191 импульсов, после чего следует малое время постоянной принимаемой энергии в конце ширины 191 импульсов. Увеличение принимаемой энергии на элемент площади в рабочей плоскости 80 продолжается до конца времени 192 полного пиксела. После этого момента времени никакая дополнительная энергия не принимается соответствующим элементом площади от лазеров 115. Этот максимум принимаемой энергии соответствует, например, 200% заданного уровня порога энергии, при котором обрабатывается материал в рабочей плоскости 80. Печатающая головка 50 прошла соответствующий элемент площади в рабочей плоскости 80. Принимаемая энергия вызывает увеличение температуры элемента площади. Увеличение температуры зависит от материала, размера частиц и других граничных условий и не обязательно является линейным, как энергия, принимаемая элементом площади в рабочей плоскости 80. Температура элемента площади в рабочей плоскости 80 увеличивается до тех пор, пока не будет достигнута пороговая температура, при которой материал начинает плавиться или спекаться. Это является начальной точкой печатаемого полного пиксела 192b в рабочей плоскости 80, который соответствует длине 192а полного пиксела, но сдвинут вследствие времени, необходимого для приема достаточной энергии в элементе площади рабочей плоскости 80. Генерируемые первый и второй пикселы 181, 182 в рабочей плоскости также начинаются, как только температура достигает пороговой температуры. Генерируемые первый и второй пикселы 181, 182 относятся к соединенной области или, более точно, объему спекаемого или сплавляемого материала в рабочей плоскости 80. Генерируемые первый и второй пикселы 181, 182 начинаются одновременно или в одном и том же положении на рабочей плоскости 80 и синхронизированы, как импульсы, излучаемые первым и вторым лазерными пикселами 171, 172. Нет никакого фазового сдвига между этими импульсами.
Фиг. 12 показывает принципиальный чертеж второй схемы возбуждения ШИМ. Структура фиг. 12 является очень похожей на структуру с фиг. 11. Разница состоит в том, что импульсы разных лазерных пикселов 171, 172,…, 179 группы лазерных пикселов, которая содержит в этом случае 9 лазерных пикселов, являются сдвинутыми по фазе на 1/8 ширины 191 импульсов друг относительно друга (или на 1/9 базового времени 190 широтно-импульсной модуляции). Базовое время 190 широтно-импульсной модуляции составляет в этом случае 50 мкс. Также, ширина 191 импульсов составляет 8/9 базового времени 190 широтно-импульсной модуляции. Время 192 полного пиксела содержит четыре базовых времени 190 широтно-импульсной модуляции и составляет, таким образом, 200 мкс. Печатающая головка 50 перемещается со скоростью 500 мм/с, так что длина 192а полного пиксела, которая соответствует времени 192 полного пиксела, составляет 100 мкм. Печатаемый полный пиксел 192b также имеет длину 100 мкм. Фазовые сдвиги момента времени запуска лазерных импульсов, равные 1/9*50 мкс, приводят к соответствующему сдвигу генерируемых пикселов 181, 182, …. Максимальная ошибка 195 или максимальный сдвиг между первым генерируемым пикселом 181 и девятым генерируемым пикселом 189 составляет 8/9*25 мкм. Фазовый сдвиг импульсов действительно имеет эффект, состоящий в том, что электрический ток или мощность, которые необходимы для возбуждения лазеров 115 или лазерных решеток, сглаживаются. Не существует никакого промежутка времени между двумя импульсами, в течение которого никакое лазерное излучение не излучается, как в варианте осуществления, показанном на фиг. 11. Восемь лазерных пикселов группы лазерных пикселов возбуждаются одновременно на номинальной электрической мощности. Таким образом, в среднем, на 1/9 меньше электрической энергии необходимо для возбуждения группы лазерных пикселов, и ток возбуждения является практически постоянным, в отличие от варианта осуществления, показанного на фиг. 11.
Фиг. 13 показывает принципиальный чертеж третьей схемы возбуждения ШИМ. Третья схема возбуждения ШИМ адаптирована к системе 100 лазерной печати, содержащей контроллер 10, который выполнен так, что на максимальной скорости обработки печатающей головки 50, равной 500 мм/с, только два лазерных пиксела или модуля группы из девяти лазерных пикселов или модулей могут быть возбуждены на номинальной электрической мощности. Печатающая головка 50 содержит множество таких групп лазерных пикселов или модулей. Импульсы разных лазерных пикселов 171, 172,…, 179 из группы лазерных пикселов, которая содержит в этом случае 9 лазерных пикселов, сдвинуты по фазе на 1/8 ширины 191 импульсов друг относительно друга (или на 1/9 базового времени 190 широтно-импульсной модуляции). Базовое время 190 широтно-импульсной модуляции составляет в этом случае 50 мкс. Ширина 191 импульсов составляет 2/9 базового времени 190 широтно-импульсной модуляции, так что только два из лазерных пикселов 171, 172…, 179 возбуждаются одновременно. Время 192 полного пиксела содержит 16 базовых времен 190 широтно-импульсной модуляции и составляет, таким образом, 800 мкс. Печатающая головка 50 перемещается с уменьшенной скоростью, равной 500/4 мм/с, так что длина 192a полного пиксела, которая соответствует времени 192 полного пиксела, снова составляет 100 мкм. Печатаемый полный пиксел 192b также имеет длину 100 мкм. Фазовые сдвиги момента времени запуска лазерных импульсов, равные 1/9*50 мкс, приводят к соответствующему сдвигу в генерируемых пикселах 181, 182, …. Максимальная ошибка 195 или максимальный сдвиг между первым генерируемым пикселом 181 и девятым генерируемым пикселом 189 составляет 8/9*6,25 мкм. Третья схема возбуждения ШИМ обеспечивает возможность печати полных слоев в пределах рабочей плоскости 80 при уменьшенной входной электрической мощности и скорости печати. Могут существовать нелинейные эффекты (например, вызванные рассеянием тепла), зависящие от материала и частицы, которая используется для печати объекта 70. Может быть необходимой адаптация схемы возбуждения в соответствии с этими нелинейными эффектами. Видимость ошибок печати на краях объекта 70 может быть уменьшена посредством предотвращения систематических и особенно регулярных фазовых сдвигов между пикселами, как показано на фиг. 13. Применение случайных фазовых сдвигов к импульсам при граничном условии, состоящим в том, что только два лазерных пиксела 171, 172, …, 179 излучают лазерное излучение во время печати, может помочь уменьшить видимость таких систематических ошибок печати.
Фиг. 14 показывает принципиальный чертеж четвертой схемы возбуждения ШИМ. Четвертая схема возбуждения ШИМ адаптирована к системе 100 лазерной печати, содержащей контроллер 10, который выполнен так, что на максимальной скорости обработки печатающей головки 50, равной 500 мм/с, только один лазерный пиксел или модуль группы из четырех лазерных пикселов или модулей может быть возбужден на номинальной электрической мощности. Печатающая головка 50 содержит множество таких групп лазерных пикселов или модулей. Импульсы разных лазерных пикселов 171, 172, 173, 174 из группы лазерных пикселов, которая содержит в этом случае 4 лазерных пиксела, сдвинуты по фазе на 1/4 базового времени 190 широтно-импульсной модуляции друг относительно друга. Базовое время 190 широтно-импульсной модуляции составляет в этом случае 200 мкс. Ширина 191 импульсов составляет 2/9 базового времени 190 широтно-импульсной модуляции, так что только один из лазерных пикселов 171, 172, 173, 174 возбуждаются в один момент времени. Время 192 полного пиксела содержит четыре базовых времени 190 широтно-импульсной модуляции и составляет, таким образом, 800 мкс. Печатающая головка 50 перемещается с уменьшенной скоростью, равной 500/4 мм/с, так что длина 192a полного пиксела, которая соответствует времени 192 полного пиксела, составляет 100 мкм. Печатаемый полный пиксел 192b также имеет длину 100 мкм. Фазовые сдвиги момента времени запуска лазерных импульсов, равные 1/4*200 мкс, приводят к соответствующему сдвигу в генерируемых пикселах 181, 182, 183, 184. Максимальная ошибка 195 или максимальный сдвиг между первым генерируемым пикселом 181 и четвертым генерируемым пикселом 189 составляет 18,75 мкм. Четвертая схема возбуждения ШИМ обеспечивает возможность печати полных слоев в пределах рабочей плоскости 80 при уменьшенной входной электрической мощности и скорости печати.
Описание, особенно описание, предоставленное в отношении фиг. 13 и фиг. 14, применимо к лазерам 115 в пределах лазерного модуля или к лазерным модулям в пределах группы лазерных модулей. Схемы возбуждения могут быть модифицированы, например, посредством буферных конденсаторов, которые позволяют возбуждать, в крайнем случае, все лазерные модули одновременно в течение короткого периода времени. Существует множество возможных вариантов базового времени 190 широтно-импульсной модуляции, ширины 191 импульсов, фазовых сдвигом между лазерными импульсами, амплитуды импульсов или, например, формы лазерных импульсов, которые могут быть скомбинированы с множеством возможных конструкций групп лазеров или лазерных модулей, которые запитаны одним источником 20 электропитания.
Фиг. 15 показывает принципиальный чертеж этапов способа лазерной печати. Объект 70 в рабочей плоскости 80 перемещают относительно печатающей головки 50 на этапе 210. Печатающая головка 50 содержит общее число лазерных модулей 150. По меньшей мере два из этих лазерных модулей 150 совместно используют источник 20 электропитания. На этапе 220 лазерное излучение испускается посредством лазерных модулей 150. Лазерный модуль содержит по меньшей мере одну лазерную решетку 110 из лазеров 115. Лазерными модулями 150 управляют на этапе 230 так, чтобы на максимальной скорости обработки печатающей головки 50 только заданное число лазерных модулей 150 может быть возбуждено на номинальной электрической мощности, причем заданное число лазерных модулей 150 меньше общего числа лазерных модулей 150.
Основной идеей вариантов осуществления, представленных выше, является уменьшение максимальной входной электрической мощности, которая может быть обеспечена для лазеров, несмотря на тот факт, что лазеры могут быть возбуждены параллельно на номинальной мощности. Следствием этого является то, что либо часть лазеров должна быть выключена, либо мощность, излучаемую лазерами, уменьшают, если большее, чем заданное, число лазерных модулей должно быть возбуждено на номинальной мощности для обработки данной структуры на максимальной скорости обработки. Оба этих варианта имеют следствием то, что общее время изготовления увеличивается. Это следствие является приемлемым ввиду того факта, что обычно при 80% времени изготовления только от 10% до 20% лазеров возбуждаются на номинальной электрической мощности. Уменьшение скорости обработки является, таким образом, ограниченным 20%, причем более чем, например, 20% лазеров активируются параллельно. Общее уменьшение скорости обработки является малым, но уменьшение сложности печатающей головки и источника питания лазерных модулей является значительным.
Для максимизации полезности стратегии уменьшения мощности могут быть необходимы некоторые модификации в электрической системе. Внешний источник питания должен совместно использоваться достаточно большим числом лазерных модулей. Число лазерных модулей зависит от конфигурации, которая используется для ограничения входной электрической мощности, которая обеспечивается или подается на лазеры. Может быть достаточным запитать группу лазерных модулей, такую как, например, диагональный столбец или ряд, описанные выше, от одного источника электропитания. В других конфигурациях может быть предпочтительным запитать все лазерные модули от одного источника электропитания. Совместное использование внешних источников питания имеет эффект, состоящий в том, что ток питания остается ограниченным, даже когда в некоторых областях спекаются большие структуры. Требуемая уменьшенная пиковая мощность, тем не менее, сохраняет размеры распределения тока приемлемыми. Кроме того, может быть предпочтительным обеспечить управляемую модуляцию с использованием сдвигаемой ШИМ. Сдвигаемая ШИМ может быть, главным образом, реализована посредством управления ШИМ в отношении длительности и фазы импульсов. Доступные для приобретения контроллеры выполнены с возможностью обеспечения возможности управления посредством сдвигаемой ШИМ.
В то время как настоящее изобретение было проиллюстрировано и подробно описано в чертежах и приведенном выше описании, такие иллюстрация и описание должны считаться иллюстративными или примерными, а не ограничивающими.
После прочтения настоящего раскрытия, специалистам в данной области техники станут очевидны другие модификации. Такие модификации могут включать в себя другие признаки, которые уже известны в данной области техники и которые могут быть использованы вместо или дополнительно к признакам, уже описанным здесь.
Изменения раскрытых вариантов осуществления могут быть поняты и реализованы специалистами в данной области техники, на основании изучения чертежей, раскрытия и прилагаемой формулы изобретения. В формуле изобретения, слово «содержащий» не исключает других элементов или этапов, а форма единственного числа не исключает множества элементов или этапов. Тот факт, что некоторые меры перечислены во взаимно отличающихся зависимых пунктах формулы изобретения, не указывает на то, что комбинация этих мер не может быть использована для получения преимущества.
Никакие ссылочные позиции в формуле изобретения не должны толковаться как ограничение ее объема.
Перечень ссылочных позиций
10 контроллер
12 ввод данных
14 входная мощность
20 источник электропитания
22 основной ввод данных
24 основная входная мощность
25 фильтр (содержит буферный конденсатор (конденсаторы) для обеспечения мощности)
30 носитель объекта
40 рама
50 печатающая головка
52 печатный носитель
70 объект
80 рабочая плоскость
82 рабочая область
100 система лазерной печати
110 лазерная решетка
115 лазер
120 драйвер лазеров
122 преобразователь постоянного напряжения
124 устройство выделения сигналов
126 источник тока ШИМ
150 лазерный модуль
160 группа лазерных модулей
171 первый лазерный пиксел
171a энергия первого пиксела на целевом материале
172 второй лазерный пиксел
173 третий лазерный пиксел
174 четвертый лазерный пиксел
179 девятый лазерный пиксел
181 генерируемый первый пиксел
182 генерируемый второй пиксел
183 генерируемый третий пиксел
184 генерируемый четвертый пиксел
188 генерируемый девятый пиксел
190 базовое время широтно-импульсной модуляции
191 ширина импульсов
192 время полного пиксела
192a длина полного пиксела
192b печатаемый полный пиксел
195 максимальная ошибка
210 этап перемещения
220 этап испускания лазерного излучения
230 этап управления
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИНТЕР НА ЛИНЕЙКЕ ЛАЗЕРНЫХ КРИСТАЛЛОВ ДЛЯ ЭТИКЕТОК И УПАКОВКИ | 2011 |
|
RU2475363C2 |
| СИСТЕМА ЛАЗЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2656205C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ГЕНЕРАТОР РИСУНКОВ | 1999 |
|
RU2232411C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РИСУНКОВ | 1999 |
|
RU2257603C2 |
| СИСТЕМА ЛАЗЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2674511C1 |
| ИЗВЛЕЧЕНИЕ МОЩНОСТИ ДЛЯ ВСПОМОГАТЕЛЬНОГО УСТРОЙСТВА ИЗ СИГНАЛА, ПОДАВАЕМОГО НА СВЕТИЛЬНИК ОТ ФАЗОВОГО СВЕТОРЕГУЛЯТОРА | 2003 |
|
RU2292677C2 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО И ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2417151C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕЧАТИ | 2000 |
|
RU2176600C2 |
| ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ | 2017 |
|
RU2746306C2 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ВЫХОДНЫМ СИГНАЛОМ, ПОДЛЕЖАЩИМ ДОСТАКЕ В НАГРУЗКУ, И СИСТЕМА БЕСПЕРЕБОЙНОГО ПИТАНИЯ | 2009 |
|
RU2521086C2 |







Изобретение описывает систему лазерной печати для освещения объекта в рабочей плоскости. Объект перемещается относительно печатающей головки системы лазерной печати. Печатающая головка содержит общее число лазерных модулей, причем каждый лазерный модуль содержит по меньшей мере одну лазерную решетку из лазеров. По меньшей мере два из этих лазерных модулей совместно используют источник электропитания. Система лазерной печати дополнительно содержит контроллер, выполненный так, что на максимальной скорости обработки печатающей головки только заданное число лазерных модулей может быть возбуждено на номинальной электрической мощности, причем упомянутое заданное число лазерных модулей меньше общего числа лазерных модулей. Настоящее изобретение дополнительно относится к соответствующему способу лазерной печати. Система и способ лазерной печати позволяют спроектировать систему лазерной печати для подачи, например, только 20% полной мощности, которая могла бы потребоваться для возбуждения всех лазеров на номинальной электрической мощности, при наличии только немного уменьшенной скорости обработки. 2 н. и 11 з.п. ф-лы, 15 ил.
1. Система (100) лазерной печати для освещения объекта (70) в рабочей плоскости (80), причем объект (70) перемещается относительно печатающей головки (50) системы (100) лазерной печати, причем печатающая головка (50) содержит общее число лазерных модулей (150), причем каждый лазерный модуль (150) содержит по меньшей мере одну лазерную решетку (110) из лазеров (115), причем по меньшей мере два из этих лазерных модулей (150) совместно используют источник (20) электропитания, отличающаяся тем, что система (100) лазерной печати дополнительно содержит контроллер (10), выполненный так, что на максимальной скорости обработки печатающей головки (50) только заданное число лазерных модулей (150) может быть возбуждено на номинальной электрической мощности во время печати, причем заданное число лазерных модулей (150) меньше общего числа лазерных модулей (150), причем контроллер (10) дополнительно выполнен с возможностью уменьшения скорости обработки печатающей головки (50), если оптическая энергия, подлежащая подаче к объекту (70) в пределах заданного периода времени, требует входной электрической мощности, превышающей номинальную электрическую мощность лазерных модулей (150), умноженную на заданное число лазерных модулей (150), и причем контроллер (10) выполнен с возможностью уменьшения входной электрической мощности, подаваемой на лазерные модули (150), ниже номинальной электрической мощности лазерных модулей (150), когда скорость обработки меньше максимальной скорости обработки, так что обеспечивается возможность одновременного испускания лазерного излучения посредством большего, чем заданное, числа лазерных модулей (150) для бесшовной печати.
2. Система (100) лазерной печати по п. 1, причем контроллер (10) выполнен с возможностью управления лазерными модулями (150) с использованием сдвигаемой широтно-импульсной модуляции, причем широтно-импульсная модуляция характеризуется базовым временем широтно-импульсной модуляции, шириной импульсов и фазой импульсов.
3. Система (100) лазерной печати по п. 2, причем лазерные модули (150) и/или источник (20) электропитания содержат буферные конденсаторы, причем буферные конденсаторы выполнены с возможностью накопления энергии для подачи электрической мощности на лазерные модули (150) так, что большее, чем заданное, число лазерных модулей (150) может быть возбуждено на номинальной электрической мощности в течение заданного периода времени.
4. Система (100) лазерной печати по п. 2, причем лазерные модули (150) расположены в столбцах, причем один источник (20) электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули одного столбца, и причем контроллер (10) выполнен с возможностью подбирать базовое время широтно-импульсной модуляции так, что расстояние лазерных импульсов, принимаемых на объекте (70), остается постоянным, причем контроллер (10) дополнительно выполнен с возможностью сохранения ширины импульсов лазеров (115) постоянной, и причем контроллер дополнительно выполнен так, что уменьшение электрической мощности, подаваемой на лазерные модули (150), подобрано под уменьшение скорости обработки при постоянном разрешении печати.
5. Система (100) лазерной печати по п. 2, причем лазерные модули (150) расположены в столбцах, причем один источник (20) электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули (150) одного столбца и причем контроллер (10) выполнен с возможностью подачи чередующихся импульсов широтно-импульсной модуляции при постоянном базовом времени широтно-импульсной модуляции на лазеры (115) столбца так, что ток возбуждения, подаваемый открытым источником (20) электропитания, является сглаженным.
6. Система (100) лазерной печати по п. 5, причем контроллер (10) выполнен с возможностью запуска импульсов с заданной шириной импульсов для активации лазеров (115) в течение базового времени широтно-импульсной модуляции в разные моменты времени, причем упомянутые разные моменты времени запуска импульсов распределены по базовому времени широтно-импульсной модуляции.
7. Система (100) лазерной печати по п. 6, причем сдвиги разных моментов времени запуска импульсов случайно распределены так, что уменьшаются систематические ошибки печати.
8. Система (100) лазерной печати по п. 5, причем контроллер (10) выполнен с возможностью одновременного запуска импульсов одного лазерного модуля в течение базового времени широтно-импульсной модуляции, причем контроллер (10) дополнительно выполнен с возможностью запуска импульсов, подаваемых на лазеры (115) разных лазерных модулей (150), в течение базового времени широтно-импульсной модуляции в разные моменты времени, причем упомянутые разные моменты времени запуска импульсов распределены по базовому времени широтно-импульсной модуляции.
9. Система (100) лазерной печати по п. 3, причем лазерные модули (150) расположены в столбцах, причем один источник (20) электропитания выполнен с возможностью подачи электрической мощности на все лазерные модули (150) по меньшей мере двух столбцов, причем упомянутые по меньшей мере два столбца содержат общую буферную емкость и причем контроллер (10) выполнен с возможностью подачи чередующихся импульсов широтно-импульсной модуляции при постоянном времени широтно-импульсной модуляции на лазеры (115) упомянутых по меньшей мере двух столбцов так, что ток возбуждения, подаваемый источником (20) электропитания, является сглаженным.
10. Система (100) лазерной печати по п. 2, причем контроллер (10) выполнен с возможностью подбора базового времени широтно-импульсной модуляции так, что расстояние между лазерными импульсами, принимаемыми на объекте (70), остается постоянным, причем контроллер (10) дополнительно выполнен с возможностью подбора ширины импульсов лазеров (115) так, что часть уменьшения электрической мощности, подаваемой на лазерные модули (150), вызвана сокращенной шириной импульсов.
11. Система (100) лазерной печати по п. 2, причем контроллер (10) выполнен с возможностью сохранения базового времени широтно-импульсной модуляции постоянным, причем контроллер (10) дополнительно выполнен с возможностью сохранения ширины импульсов лазеров (115) постоянной и причем контроллер (10) дополнительно выполнен с возможностью пропускать импульсы в соответствии с уменьшением скорости обработки.
12. Система (100) лазерной печати по п. 1, причем все лазерные модули (150) группы (160) лазерных модулей совместно используют источник (20) электропитания, причем контроллер (10) выполнен с возможностью выключения по меньшей мере одного лазерного модуля (150) группы лазерных модулей (150), если оптическая энергия, подлежащая подаче к объекту (70) в пределах заданного периода времени, требует входной электрической мощности, превышающей номинальную электрическую мощность лазерных модулей (150), умноженную на заданное число лазерных модулей (150), причем контроллер (10) дополнительно выполнен с возможностью выключения по меньшей мере одного лазерного модуля (150) так, что полная ширина печатающей головки (50) может быть обработана в пределах по меньшей мере двух проходов печатающей головки (50) поперек объекта (70).
13. Способ лазерной печати, содержащий этапы:
- перемещение объекта (70) в рабочей плоскости (180) относительно печатающей головки, причем печатающая головка (50) содержит общее число лазерных модулей (150), причем по меньшей мере два из этих лазерных модулей (150) совместно используют источник (20) электропитания;
- испускание лазерного излучения лазерными модулями (150), причем лазерные модули (150) содержат по меньшей мере одну лазерную решетку (110) из лазеров (115); и
- управление лазерными модулями так, что на максимальной скорости обработки печатающей головки (50) только заданное число лазерных модулей (150) может быть возбуждено на номинальной электрической мощности, причем заданное число лазерных модулей (150) меньше общего числа лазерных модулей (150),
- уменьшение скорости обработки печатающей головки (50), если оптическая энергия, подлежащая подаче к объекту (70) в пределах заданного периода времени, требует входной электрической мощности, превышающей номинальную электрическую мощность лазерных модулей (150), умноженную на заданное число лазерных модулей (150), и
- уменьшение входной электрической мощности, подаваемой на лазерные модули (150), ниже номинальной электрической мощности лазерных модулей (150), когда скорость обработки меньше максимальной скорости обработки, так что обеспечивается возможность одновременного испускания лазерного излучения посредством большего, чем заданное, числа лазерных модулей (150) для бесшовной печати.
| US 2014139607 A1, 22.05.2014 | |||
| WO 2011114296 A1, 22.09.2011 | |||
| WO 2015091459 A1, 25.06.2015. |

