Область техники, к которой относится изобретение
Настоящее изобретение относится вообще к режущим пластинам и режущим инструментам для использования в обработке металлов резанием и в частности к вращающимся режущим инструментам, содержащим двухсторонние режущие пластины для операций фрезерования.
Уровень техники
В области вращающихся режущих инструментов, используемых в операциях фрезерования, существует множество примеров двухсторонних режущих пластин, закрепляемых с возможностью съема в режущем корпусе. В некоторых случаях, данные режущие инструменты приспособлены для осуществления операций фрезерования прямоугольных уступов.
В заявке на патента США 2013/0004251 раскрывает индексируемую пластину треугольной формы с верхней поверхностью и нижней поверхностью, а также периферийной поверхностью, которая соединяет упомянутые поверхности, и режущими кромками по углам. Главные режущие кромки расположены на верхней поверхности и на нижней поверхности вдоль продольных кромок. Каждая главная режущая кромка содержит более короткую вспомогательную режущую кромку, связанную только с данной главной режущей кромкой. Упомянутые вспомогательные режущие кромки, образно говоря, образуются посредством подрезки углов в каждом случае посредством исходя из верхней поверхности и нижней поверхности. Вспомогательные режущие кромки примыкают к двум главным режущим кромка и проходят под разными углами относительно них.
В патенте США 8,708,616, принадлежащий одному и тому же правообладателю с настоящим изобретением, раскрывает двухстороннюю режущую пластину, содержащую две противоположные торцевые поверхности, соединенные непрерывной периферийной поверхностью, включающей три боковые поверхности, чередующиеся с тремя угловыми поверхностями. Упомянутые боковые и угловые поверхности пересекаются с обеими торцевыми поверхностями в боковых и угловых кромках, соответственно, причем каждая боковая кромка содержит главную режущую кромку, а каждая угловая кромка содержит угловую и вспомогательную режущую кромку. Каждая главная и вспомогательная режущая кромка наклоняется от первой и второй концевых точек, соответственно, своей взаимно соответствующей угловой режущей кромки, к срединной плоскости. Вспомогательная задняя поверхность, связанная с каждой вспомогательной режущей кромкой, расположена перпендикулярно срединной плоскости и имеет постоянную ширину.
Задачей настоящего изобретения является создание режущей пластины и режущего инструмента, которые обеспечивают повышенную чистоту поверхности детали, подвергающейся механической обработке.
Задачей настоящего изобретения является также создание усовершенствованной режущей пластины с компактной вспомогательной задней поверхностью и относительно длинной вспомогательной режущей кромкой или скребком.
Дополнительной задачей настоящего изобретения является создание усовершенствованной режущей пластины, содержащей две главные режущие кромки на каждой боковой поверхности.
Дополнительной задачей настоящего изобретения является создание усовершенствованной режущей пластины с прочными режущими кромками.
Дополнительной задачей настоящего изобретения является создание усовершенствованной режущей пластины, способной осуществлять операции фрезерования прямоугольных уступов.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения, описана двухсторонняя режущая пластина, содержащая:
противоположные первую и вторую торцевые поверхности, соединенные непрерывной периферийной поверхностью, со срединной плоскостью, расположенной между первой и второй торцевыми поверхностями и пересекающей упомянутую периферийную поверхность так, образуя граничную линию пластины, и осью пластины, расположенной перпендикулярно срединной плоскости, вокруг которой режущую пластину можно индексировать,
причем упомянутая периферийная поверхность включает три боковые поверхности, чередующиеся с тремя угловыми поверхностями,
причем упомянутые боковые и угловые поверхности пересекают как первую, так и вторую торцевые поверхности в боковых и угловых кромках, соответственно, при этом каждая боковая кромка содержит главную режущую кромку, а каждая угловая кромка содержит угловую и вспомогательную режущую кромку, и
причем каждая угловая поверхность содержит две вспомогательные задние поверхности, причем каждая вспомогательная задняя поверхность проходит от соответствующей ей вспомогательной режущей кромки,
причем первая воображаемая прямая линия, продолжающаяся перпендикулярно срединной плоскости и пересекающая любую из угловых режущих кромок в любой точке вдоль ее длины, проходит через срединную плоскость внутри граничной линии пластины, и
при этом:
каждая вспомогательная режущая кромка имеет проецируемую вспомогательную режущую длину, на виде с торца режущей пластины вдоль оси пластины,
каждая вспомогательная задняя поверхность содержит вспомогательную заднюю ширину между двумя боковыми граничными точками вспомогательной задней поверхности, содержащимися в горизонтальной плоскости, расположенной перпендикулярно оси пластины, причем упомянутая вспомогательная задняя ширина изменяется в зависимости от расстояния смещения между горизонтальной плоскостью и срединной плоскостью, и
каждая проецируемая вспомогательная режущая длина больше чем максимальная вспомогательная задняя ширина соответствующей ей вспомогательной задней поверхности.
В соответствии с другим аспектом изобретения, описан режущий инструмент, выполненный с возможностью вращения вокруг оси инструмента, содержащий корпус, содержащий гнездо под режущую пластину, и по меньшей мере одну вышеописанную двухстороннюю индексируемую режущую пластину, закрепленную с возможностью съема в упомянутом гнезде под режущую пластину.
Краткое описание чертежей
Для лучшего понимания, изобретение будет описано ниже, только в качестве примера, со ссылкой на прилагаемые чертежи, в которых штрих-пунктирной линией показаны границы сечения для частичных видов элемента и в которых:
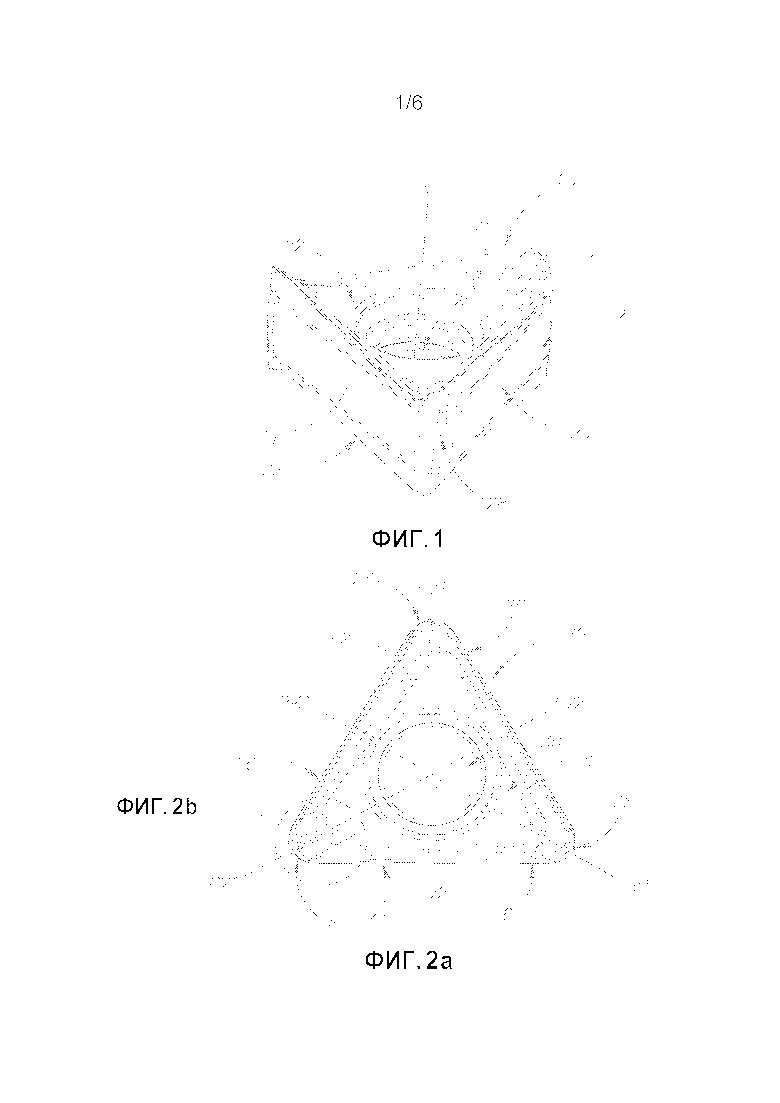
Фиг.1 представляет собой перспективный вид режущей пластины в соответствии с некоторыми вариантами настоящего изобретения;
Фиг.2а представляет собой вид с торца режущей пластины, показанной на фиг.1;
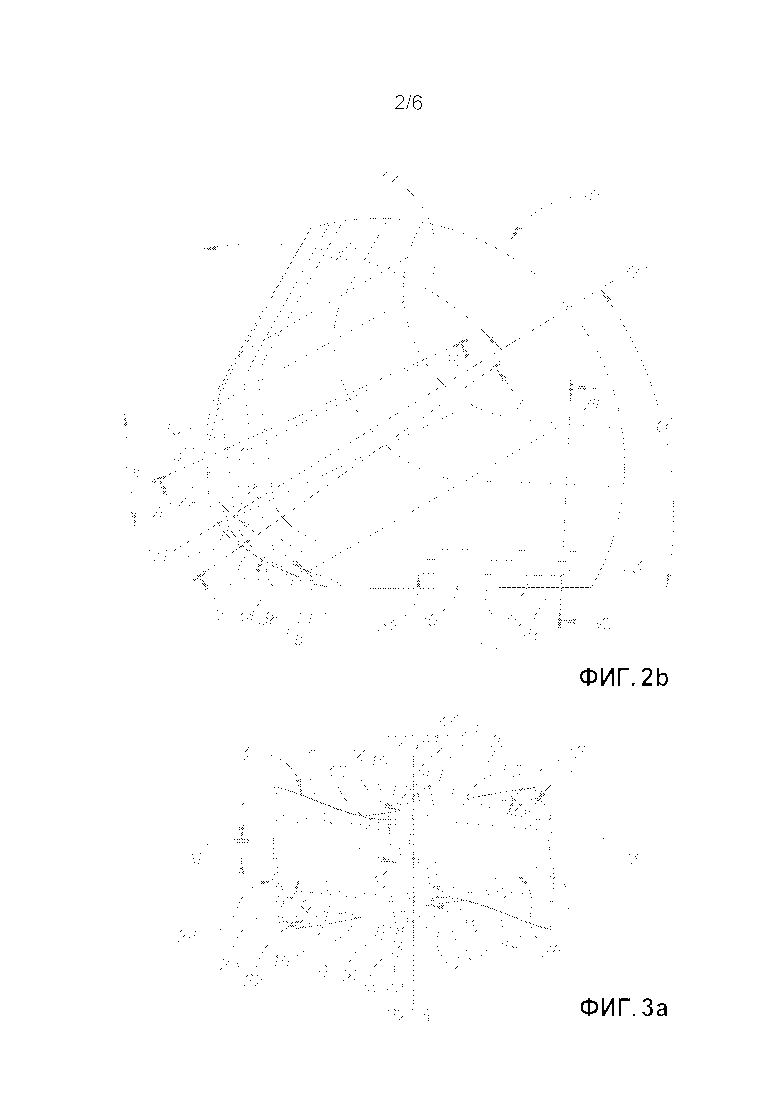
Фиг.2b представляет собой укрупненный вид с торца режущей пластины, показанной на фиг.1;
Фиг.3а представляет собой вид сбоку с угла режущей пластины, показанной на фиг.2а, если смотреть вдоль первой вертикальной плоскости PV1;
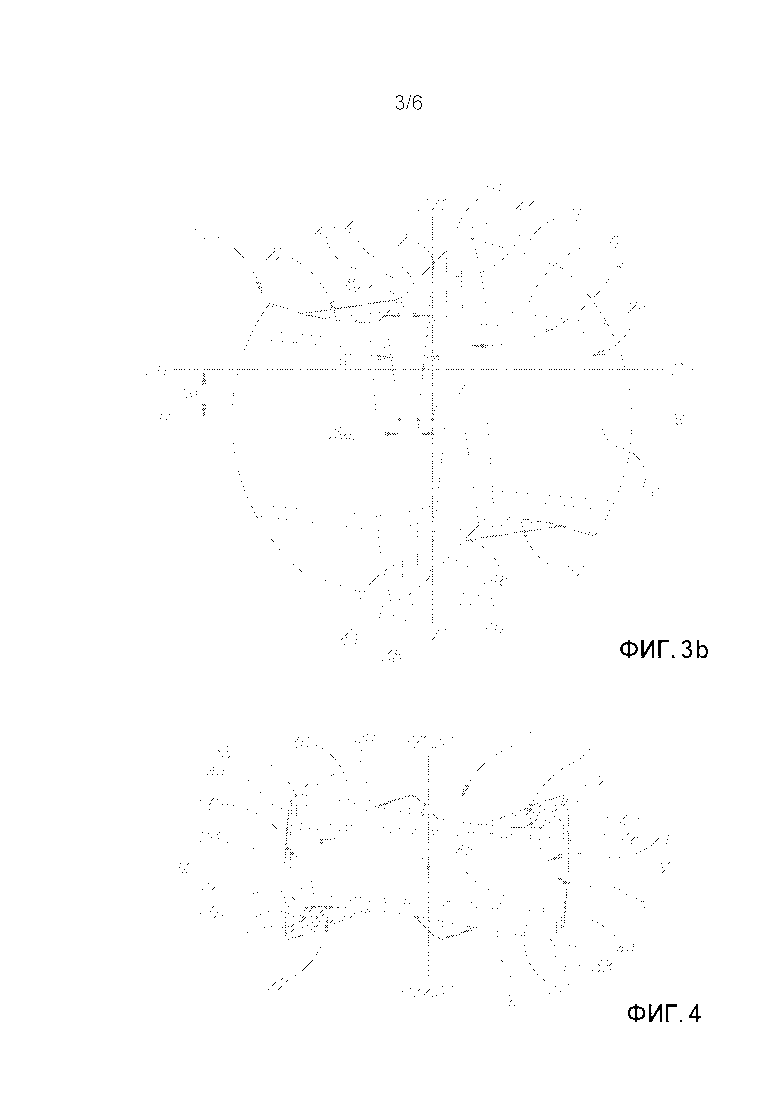
Фиг.3b представляет собой укрупненный вид сбоку с угла режущей пластины, показанной на фиг.3а;
Фиг.4 представляет собой вид сбоку режущей пластины, показанной на фиг.2а, если смотреть вдоль второй вертикальной плоскости PV2;
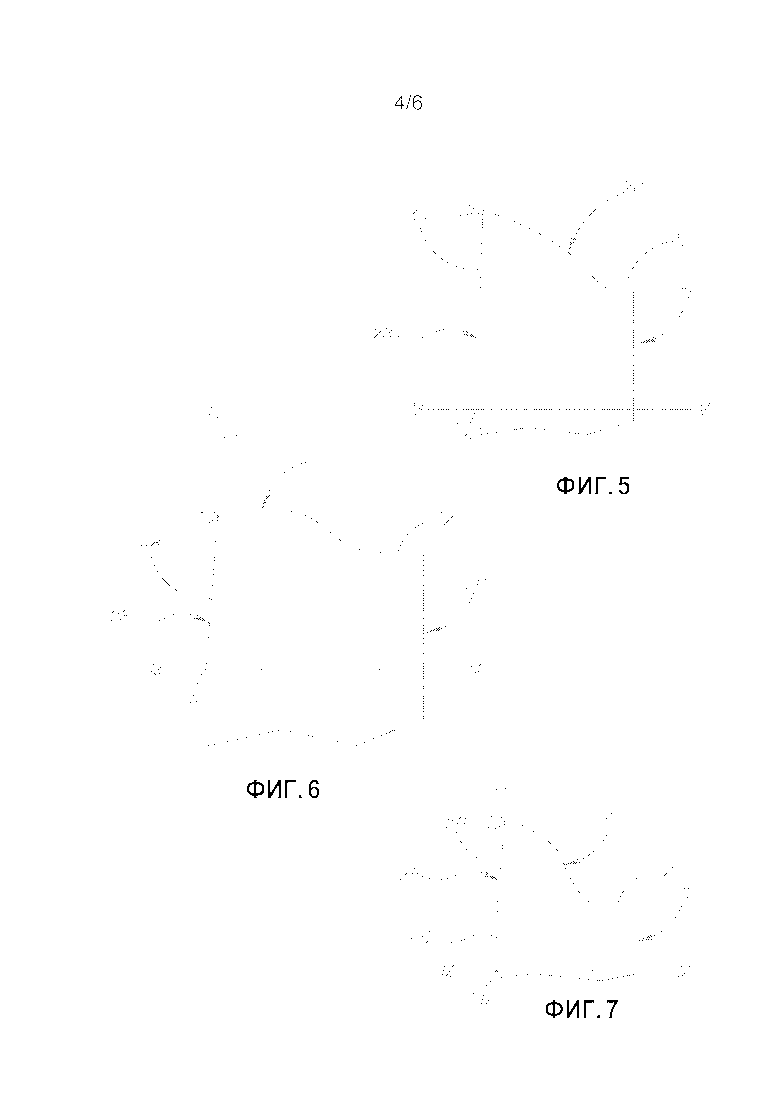
Фиг.5 представляет собой частичный вид режущей пластины, показанный на фиг.2b, с разрезом, выполненным по линии V-V;
Фиг.6 представляет собой частичный вид режущей пластины, показанный на фиг.2b, с разрезом, выполненным по линии VI-VI;
Фиг.7 представляет собой частичный вид режущей пластины, показанный на фиг.2b, с разрезом, выполненным по линии VII-VII;
Фиг.8 представляет собой перспективный вид режущего инструмента в соответствии с некоторыми вариантами осуществления настоящего изобретения;
Фиг.9 представляет собой вид сбоку режущего инструмента, показанного на фиг.8;
Фиг.10 представляет собой вид с торца режущего инструмента, показанного на фиг.8; и
Фиг.11 представляет собой схематичное изображение контурных линий, описываемых рабочими режущими кромками режущего инструмента, показанного на фиг.10, в радиальной плоскости Pr.
Подробное описание изобретения
Настоящее изобретение относится к двухсторонней режущей пластине 20, показанной на фиг.1 и 2а, содержащей противоположные первую и вторую торцевые поверхности 22, соединенные непрерывной периферийной поверхностью 24, причем периферийная поверхность 24 включает три боковые поверхности 26, чередующиеся с тремя угловыми поверхностями 28.
В некоторых вариантах осуществления настоящего изобретения, режущая пластина 20 предпочтительно может быть изготовлена посредством прессования и спекания цементированного карбида, такого как карбид вольфрама, и может быть с покрытием или без покрытия.
Как показано на фиг.3а и 4, режущая пластина 20 содержит срединную плоскость М, расположенную между первой и второй торцевыми поверхностями 22 и пересекающуюся с периферийной поверхностью 24, образуя граничную линию Lb пластины.
В некоторых вариантах осуществления настоящего изобретения, режущая пластина 20 может быть выполнена так, что на виде с торца, показанном на фиг.2а, ни один участок режущей пластины 20 не выходит за граничную линию Lb пластины.
Как показано на фиг.3а и 4, режущая пластина 20 содержит ось А1 пластины, расположенную перпендикулярно срединной плоскости М, вокруг которой режущую пластину 20 можно индексировать.
В некоторых вариантах осуществления настоящего изобретения, сквозное отверстие 30, коаксиальное с осью А1 пластины, может проходить между и открываться как к первой, так и ко второй торцевым поверхностям 22.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, три боковые поверхности 26 могут быть одинаковыми, и три угловые поверхности 28 могут быть одинаковыми.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, периферийная поверхность 24 может содержать только три боковых поверхности 26, чередующиеся с только тремя угловыми поверхностями 28, и режущая пластина 20 может обладать трехкратной вращательной симметрией относительно оси А1 пластины.
Как показано на фиг.2а, режущая пластина 20 может иметь основную форму равностороннего треугольника, на виде с торца.
В некоторых вариантах осуществления настоящего изобретения, режущая пластина 20 может быть изготовлена посредством прямого прессования в направлении оси А1 пластины.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, режущая пластина 20 может изготовлена посредством прессования в своей окончательной форме, а периферийная поверхность 24 может быть неотшлифованной.
Как показано на фиг.3а и 4, боковые и угловые поверхности 26, 28 пересекаются с первой и второй торцевыми поверхностями 22 в боковых и угловых кромках 32, 34, соответственно, при этом каждая боковая кромка 32 содержит главную режущую кромку 36, а каждая угловая кромка 34 содержит угловую и вспомогательную режущую кромку 38, 40.
Таким образом, режущая пластина 20 предпочтительно выполнена с двумя главными режущими кромками 36 на каждой боковой поверхности 26, и с двумя угловыми и вспомогательными режущими кромками 38, 40 на каждой угловой поверхности 28, и таким образом для вариантов осуществления, обладающих трехкратной вращательной симметрией относительно оси А1 пластины, режущая пластина 20 содержит всего шесть главных, угловых и вспомогательных режущих кромок 36, 38, 40.
В некоторых вариантах осуществления настоящего изобретения, показанных на фиг.2а и 2b, на виде с торца режущей пластины 20 вдоль оси А1 пластины, каждая угловая режущая кромка 38 может быть изогнутой, а каждая вспомогательная режущая кромка 40 может быть прямой.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, первая и вторая торцевые поверхности 22 могут быть одинаковыми, при этом каждая содержит опорную поверхность 42, расположенную по существу параллельно срединной плоскости М.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, обе опорные поверхности 42 могут быть равноудаленными от срединной плоскости М.
Как показано на фиг.5, каждая угловая режущая кромка 38 может быть целиком расположена дальше от срединной плоскости М, чем каждая из опорных поверхностей 42.
В некоторых вариантах осуществления настоящего изобретения, каждая угловая поверхность 28 может включать две частично конические угловые задние поверхности 44, причем каждая угловая задняя поверхность 44 проходит от соответствующей ей угловой режущей кромки 38.
Следует понимать, что каждая частично коническая угловая задняя поверхность 44, известная также как «обратная» задняя поверхность, преимущественно проходит наружу (т.е. в направлении от оси А1 пластины) от соответствующей ей угловой режущей кромки 38 к срединной плоскости М, так что каждая угловая режущая кромка 38 благоприятно опертая и предпочтительно прочная.
Как показано на фиг.2b и 5, первая воображаемая прямая линия L1, продолжающаяся перпендикулярно срединной плоскости М и пересекающая любую из угловых режущих кромок 38 в любой точке вдоль ее длины, проходит через срединную плоскость М внутри граничной линии Lb пластины.
Следует понимать, что первая воображаемая линия L1 выглядит как точка на виде с торца режущей пластины 20, как показано на фиг.2b.
Как показано на фиг.2а, каждая угловая поверхность 28 разделена пополам первой вертикальной плоскостью PV1, содержащей ось А1 пластины, и каждая боковая поверхность 26 разделена пополам второй вертикальной плоскостью PV2, содержащей ось А1 пластины.
В некоторых вариантах осуществления настоящего изобретения, каждая первая вертикальная плоскость PV1 может быть копланарной с одной из вторых вертикальных плоскостей PV2.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая боковая поверхность 26 может содержать плоский боковой средний участок 46, перпендикулярный срединной плоскости М. Как видно на фиг.2b, каждый боковой средний участок 46 может образовывать первый острый угол α1 с первой вертикальной плоскостью PV1 смежной угловой поверхности 28, и первый угол α1 может быть равен 30°.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая вспомогательная режущая кромка 40 может образовывать второй острый угол α2 со соответствующей ей первой вертикальной плоскостью PV1 (см. фиг.2b), и второй угол α2 может находиться в пределах от 60° до 80°.
Как показано на фиг.3 и 4, соответственно, срединная плоскость М пересекается с каждой первой вертикальной плоскостью PV1, образуя угловую ось Ас, и срединная плоскость М пересекается с каждой второй вертикальной плоскостью PV2, образуя боковую ось As.
В некоторых вариантах осуществления настоящего изобретения, каждая угловая поверхность 28 может обладать двойной вращательной симметрией относительно соответствующей ей угловой оси Ас.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая боковая поверхность 28 может обладать двойной вращательной симметрией относительно соответствующей ей боковой оси Аs.
Как показано на фиг.3b, каждая угловая поверхность 28 содержит две вспомогательные задние поверхности 48, причем каждая вспомогательная задняя поверхность 48 проходит от соответствующей ей вспомогательной режущей кромки 40 и имеет вспомогательную заднюю ширину W между двумя боковыми граничными точками вспомогательной задней поверхности 48, содержащимися в горизонтальной плоскости PH, перпендикулярной оси А1 пластины.
Следует понимать, что боковые граничные точки вспомогательной задней поверхности 48 представляют собой точки, которые сбоку граничат с другими меньшими поверхностями периферийной поверхности 24.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.6, воображаемая прямая задняя линия LR, копланарная с осью А1 пластины и касательная к любой точке на или совпадающая с каждой вспомогательной задней поверхностью 48, может приближаться к оси А1 пластины в том же направлении, в котором обращена связанная с ней торцевая поверхность 22. Таким образом, каждая вспомогательная задняя поверхность 48, известная также как «обратная» задняя поверхность, благоприятно опертая и предпочтительно прочная.
Как показано на фиг.2b и 6, вторая воображаемая прямая линия L2, продолжающаяся перпендикулярно срединной плоскости М и пересекающая любую из вспомогательных режущих кромок 40 в любой точке вдоль ее длины, может проходить через срединную плоскость М внутри граничной линии Lb пластины.
Следует понимать, что вторая воображаемая прямая линия L2 выглядит как точка на виде с торца режущей пластины 20, как показано на фиг.2b.
В некоторых вариантах осуществления настоящего изобретения, каждая вспомогательная задняя поверхность 48 может быть плоской.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, две вспомогательные задние поверхности 48, связанные с каждой угловой поверхностью 28, могут быть расположены на расстоянии друг от друга.
На виде с торца режущей пластины 20 вдоль оси А1 пластины, как показано на фиг.2b, каждая вспомогательная режущая кромка 40 содержит проецируемую вспомогательную режущую длину LM.
Следует понимать, что проецируемая вспомогательная режущая длина LM каждой вспомогательной режущей кромки 40 представляет собой наикротчайшее расстояние, измеренное между ее двумя концевыми точками, спроецированное на воображаемую плоскость, перпендикулярную оси А1 пластины.
В соответствии с настоящим изобретением, вспомогательная задняя ширина W изменяется в зависимости от расстояния Do смещения между горизонтальной плоскостью РН и срединной плоскостью М, и каждая проецируемая вспомогательная режущая длина LM больше чем максимальная вспомогательная задняя ширина WMAX соответствующей ей вспомогательной задней поверхности 48. В этом состоит отличие от вышеупомянутого US 8,708,616, в котором вспомогательные задние поверхности, связанные с каждой вспомогательной режущей кромкой, имеют постоянную ширину.
В некоторых вариантах осуществления настоящего изобретения, вспомогательная задняя ширина W изменяется непрерывно в зависимости от расстояния Do смещения, а в подмножестве данных вариантов осуществления вспомогательная задняя ширина W изменяется непрерывно по линейному закону в зависимости от расстояния Do смещения.
Следует понимать, что каждая вспомогательная режущая кромка 40 может также называться скребком, и формирование проецируемой вспомогательной режущей длины LM каждой вспомогательной режущей кромки 40 больше чем максимальная вспомогательная задняя ширина WMAX соответствующей ей вспомогательной задней поверхности 48 обеспечивает повышенную чистоту поверхности детали, подвергаемой механической обработке с использованием режущей пластины 20.
В некоторых вариантах осуществления настоящего изобретения, вспомогательная задняя ширина W может увеличиваться с увеличением расстояния Do смещения.
Следует понимать, что увеличение вспомогательной задней ширины W с увеличением расстояния Do смещения предпочтительно приводит к компактной вспомогательной задней поверхности 48 и относительно длинной вспомогательной режущей кромке 40 или скребку.
Кроме того, некоторых вариантах осуществления настоящего изобретения, минимальная вспомогательная задняя ширина WMIN каждой вспомогательной задней поверхности 48 может быть при расстояния Do смещения, равном нулю.
Как показано на фиг.3, каждая угловая режущая кромка 38 проходит между первой и второй концевыми точками Е1, Е2.
В некоторых вариантах осуществления настоящего изобретения, каждая угловая режущая кромка 38 может иметь проецируемую угловую режущую длину LC, на виде с торца режущей пластины 20 вдоль оси А1 пластины, как показано на фиг.2b, и проецируемая вспомогательная режущая длина LM каждой вспомогательной режущей кромки 40 может быть больше чем проецируемая угловая режущая длина LC соответствующей ей угловой режущей кромки 38.
Следует понимать, что проецируемая угловая режущая длина LC каждой угловой режущей кромки 38 представляет собой наикротчайшее расстояние, измеренное между ее первой и второй концевыми точками Е1, Е2, спроецированное на воображаемую плоскость, перпендикулярную оси А1 пластины.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.2b и 3b. Каждая вторая концевая точка Е2 может совпадать с концевой точкой соответствующей ей вспомогательной режущей кромки 40.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, как показано на фиг.3b, каждая главная и вспомогательная режущая кромка 36, 40 может наклоняться от первой и второй концевых точек Е1, Е2, соответственно, соответствующей ей угловой режущей кромки 38, к срединной плоскости М.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая главная режущая кромка 36 может наклоняться от ее взаимно соответствующей угловой режущей кромки 38 к срединной плоскости М вдоль всей своей длины.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая главная режущая кромка 36 может пересекаться со соответствующей ей второй вертикальной плоскостью PV2. Для данных вариантов осуществления, может быть понятно, что каждая главная режущая кромка 36 продолжается вдоль больше половины периферийной длины соответствующей ей боковой поверхности 26.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, каждая главная режущая кромка 36 может включать прямолинейный участок, сливающийся со соответствующей с ним угловой режущей кромкой 38 в первой концевой точке Е1.
Как показано на фиг.4, каждая боковая поверхность 26 содержит две главные задние поверхности 50, причем каждая главная задняя поверхность 50 продолжается от соответствующей ей главной режущей кромки 36.
Следует понимать, что каждая главная задняя поверхность 50, известная также как «обратная» задняя поверхность, преимущественно проходит наружу (т.е. в направлении от оси А1 пластины) от соответствующей ей главной режущей кромки 36 к срединной плоскости 50, так что каждая главная режущая кромка 36 благоприятно опертая и предпочтительно прочная.
Как показано на фиг.2b и 7, третья воображаемая прямая линия L3, продолжающаяся перпендикулярно срединной плоскости М и пересекающая любую из главных режущих кромок 36 в любой точке вдоль ее длины, может проходить через срединную плоскость М внутри граничной линии Lb.
Следует понимать, что третья воображаемая прямая линия L3 выглядит как точка на виде с торца режущей пластины 20, как показано на фиг.2b.
Как показано на фиг.3b, каждая вспомогательная режущая кромка 40 может наклоняться от ее взаимно соответствующей угловой режущей кромки 38 к срединной плоскости М вдоль всей своей длины.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.3b, каждая вспомогательная режущая кромка 40 может пересекаться со соответствующей ей первой вертикальной плоскостью PV1.
Кроме того, в некоторых вариантах осуществления настоящего изобретения, две угловые режущие кромки 38, связанные с каждой угловой поверхностью 28, могут каждые быть целиком расположены на противоположных сторонах соответствующей первой вертикальной плоскости PV1.
Как показано на фиг.8-11, настоящее изобретение относится также к режущему инструменту 52, выполненному с возможностью вращения вокруг оси А2 инструмента в направлении Z вращения, содержащему корпус 54 и по меньшей мере одну из вышеупомянутых двухсторонних режущих пластин 20. Каждая режущая пластина 20 закреплена с возможностью съема в гнезде 56 под режущую пластину корпуса 54.
В некоторых вариантах осуществления настоящего изобретения, каждая режущая пластина 20 может быть закреплена с возможностью съема в гнезде 56, принимающем режущую пластину, посредством зажимного винта 58, проходящего через ее сквозное отверстие 30, и посредством резьбы зацепляется с резьбовым отверстием под винт (не показанным) в опорной поверхности (не показанной) гнезда 56 под режущую пластину.
Как показано на фиг.11, каждая режущая пластина может быть расположена в режущем инструменте 52 так, что при вращении режущего инструмента 52 вокруг оси А2 инструмента, рабочая угловая режущая кромка 38 описывает дугообразную первую контурную линию С1 в радиальной плоскости Pr, содержащей ось А2 инструмента, причем первая контурная линия С1 имеет постоянный радиус R кривизны, стягивающий угол δ угла, равный 90°.
Кроме того, как показано на фиг.11, каждая режущая пластина 20 может быть расположена в режущем инструменте 52 так, что при вращении режущего инструмента 52 вокруг оси А2 инструмента, рабочие главная и вспомогательная режущие кромки 36, 40 описывают прямые вторую и третью контурные линии С2, С3, соответственно, в радиальной плоскости Pr, причем вторая контурная линия С2 по существу параллельна оси А2 инструмента, а третья контурная линия С3 по существу перпендикулярна оси А2 инструмента.
Во всем описании Следует понимать, что параллельность и перпендикулярность второй и третьей контурных линий С2, С3, соответственно, относительно оси А2 инструмента имеет допуск по точности 0,5°.
В некоторых вариантах осуществления настоящего изобретения, вращающийся режущий инструмент 52 может быть использован для операций фрезерования.
Следует понимать, что во время операции фрезерования, рабочая угловая режущая кромка 38 срезает угол в заготовке (не показанной), имеющей постоянный радиус R кривизны, стягивающий угол заточки δ угла, равный 90°, предпочтительно приводящий к уменьшенным концентрациям напряжений в угле и соответственно снижающий до минимума риск его разрушения.
Следует также понимать, что во время операции фрезерования, главные «обратные» задние поверхности 50 предпочтительно размещают задние нерабочие главные режущие кромки 36 каждой двухсторонней режущей пластины 20 с более значительным зазором от заготовки, таким образом предпочтительно допуская их расположение на режущих инструментах 52 относительно меньшего диаметра.
В некоторых вариантах осуществления настоящего изобретения, как можно легко понять из фиг.11, каждая режущая пластина 20 может быть расположена в режущем инструменте 52 так, что рабочие главная, угловая и вспомогательная режущие кромки 36, 38 и 40 осуществляют операцию фрезерования прямоугольного, или под углом 90°, уступа в заготовке.
Следует понимать, что во время операции фрезерования прямоугольного, или под углом 90°, уступа, высота протачиваемого уступа не ограничена режущей пластиной 20.
В некоторых вариантах осуществления настоящего изобретения, как показано на фиг.9 и 10, каждая режущая пластина 20 может быть расположена в режущем инструменте 52 так, что рабочая главная режущая кромка 36 имеет положительный осевой передний угол β, а рабочая вспомогательная режущая кромка 40 имеет положительный поперечный передний угол θ.
Следует понимать, что посредством выполнения рабочих главной и вспомогательной режущих кромок 36, 40 с положительным осевым и поперечным передними углами β, θ, соответственно, создаются меньшие усилия резания, шпиндель станка требует меньшей рабочей мощности, и заготовка подвергается более плавному режущему воздействию. К тому же снимаемая стружка предпочтительно удаляется с рабочих режущих кромок.
Хотя настоящее изобретение описано с некоторой степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без выходя за рамки сущности и объема изобретения, определяемого приведенной ниже формулой изобретения.
Во вращающемся режущем инструменте (52), используемом для операций фрезерования, двухсторонняя режущая пластина (20) закреплена с возможностью съема в режущем корпусе (54). Режущая пластина (20) содержит две противоположные торцевые поверхности (22), соединенные непрерывной периферийной поверхностью (24), которая включает три боковые поверхности (26), чередующиеся с тремя угловыми поверхностями (28). Боковые и угловые поверхности (26, 28) пересекаются с обеими торцевыми поверхностями (22) в боковых и угловых кромках (32, 34) соответственно, при этом каждая боковая кромка (32) содержит главную режущую кромку (36), а каждая угловая кромка (34) содержит угловую и вспомогательную режущую кромку (38, 40). Каждая вспомогательная режущая кромка (40) имеет проецируемую вспомогательную режущую длину (LM) на виде с торца, а каждая соответствующая вспомогательная задняя поверхность (48) имеет вспомогательную заднюю ширину (W) между двумя боковыми граничными точками, содержащимися в горизонтальной плоскости (РН), изменяющуюся в зависимости от расстояния (Do) смещения между горизонтальной плоскостью (РН) и срединной плоскостью (М). Каждая проецируемая вспомогательная режущая длина (LM) больше, чем максимальная вспомогательная задняя ширина (WMAX) соответствующей ей вспомогательной задней поверхности (480). Достигается повышение прочности режущих кромок и снижение шероховатости обработанной поверхности. 2 н. и 18 з.п. ф-лы, 11 ил.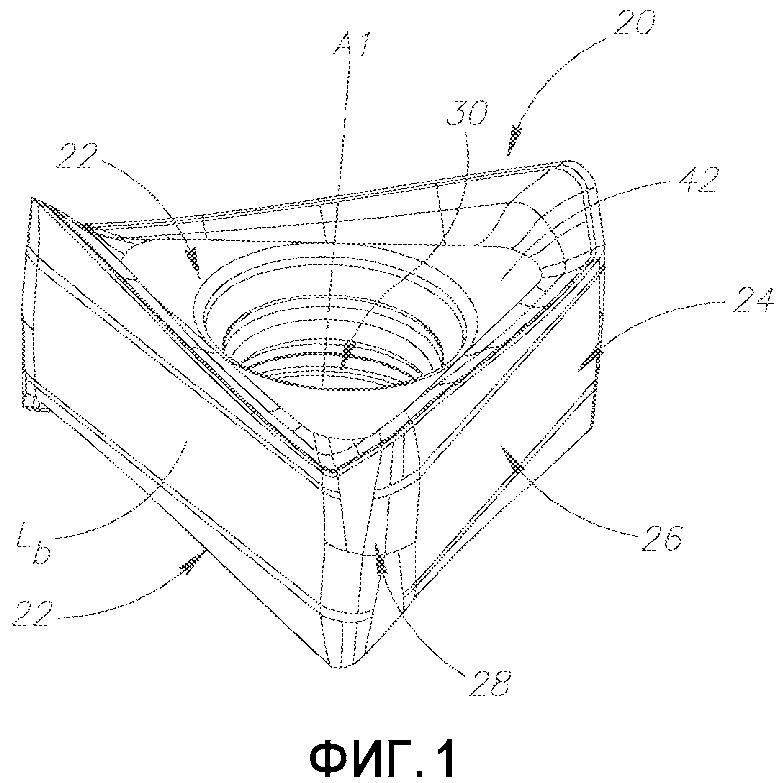
1. Двухсторонняя режущая пластина (20), содержащая:
противоположные первую и вторую торцевые поверхности (22), соединенные непрерывной периферийной поверхностью (24), со срединной плоскостью (М), расположенной между первой и второй торцевыми поверхностями (22) и пересекающей периферийную поверхность (24) с образованием граничной линии (Lb) пластины, и осью (А1) пластины, расположенной перпендикулярно срединной плоскости (М), вокруг которой режущая пластина (20) выполнена индексируемой,
причем периферийная поверхность (24) включает три боковые поверхности (26), чередующиеся с тремя угловыми поверхностями (28),
при этом боковые и угловые поверхности (26, 28) пересекают как первую, так и вторую торцевые поверхности (22) в боковых и угловых кромках (32, 34) соответственно, причем каждая боковая кромка (32) содержит главную режущую кромку (36) и каждая угловая кромка (34) содержит угловую и вспомогательную режущую кромку (38, 40), и
при этом каждая угловая поверхность (28) содержит две вспомогательные задние поверхности (48), причем каждая вспомогательная задняя поверхность (48) продолжается от соответствующей ей вспомогательной режущей кромки (40),
при этом первая воображаемая прямая линия (L1), продолжающаяся перпендикулярно срединной плоскости (М) и пересекающая любую из угловых режущих кромок (38) в любой точке вдоль ее длины, проходит через срединную плоскость (М) внутри граничной линии (Lb) пластины, образованной при пересечении срединной плоскости (М) с периферийной поверхностью (24), причем
каждая вспомогательная режущая кромка (40) имеет проецируемую вспомогательную режущую длину (LM) на виде с торца режущей пластины (20) вдоль оси (А1) пластины,
каждая вспомогательная задняя поверхность (48) содержит вспомогательную заднюю ширину (W) между двумя боковыми граничными точками вспомогательной задней поверхности (48), содержащимися в горизонтальной плоскости (РН), расположенной перпендикулярно оси (А1) пластины, причем вспомогательная задняя ширина (W) изменяется в зависимости от расстояния (Do) смещения между горизонтальной плоскостью (РН) и срединной плоскостью (М), и
каждая проецируемая вспомогательная режущая длина (LM) больше, чем максимальная вспомогательная задняя ширина (WMAX) соответствующей ей вспомогательной задней поверхности (48).
2. Режущая пластина (20) по п.1, которая выполнена с увеличением вспомогательной задней ширины (W) увеличивается при увеличении расстояния (Do) смещения.
3. Режущая пластина (20) по п.1, в которой минимальная вспомогательная задняя ширина (WMIN) каждой вспомогательной задней поверхности (48) соответствует расстоянию (Do) смещения, равному нулю.
4. Режущая пластина (20) по п.1, в которой каждая угловая режущая кромка (38) продолжается между первой и второй концевыми точками (Е1, Е2) и
при этом каждая главная и вспомогательная режущая кромка (36, 40) соответственно наклонена от первой и второй концевых точек (Е1, Е2) соответствующей угловой режущей кромки (38) к срединной плоскости (М).
5. Режущая пластина (20) по п.4, в которой каждая главная режущая кромка (36) наклонена от первой концевой точки (Е1) к срединной плоскости (М) вдоль всей своей длины.
6. Режущая пластина (20) по п.5, в которой каждая боковая поверхность (26) разделена пополам второй вертикальной плоскостью (PV2), содержащей ось (А1) пластины, и
при этом каждая главная режущая кромка (36) пересекает соответствующую ей вторую вертикальную плоскость (PV2).
7. Режущая пластина (20) по п.4, в которой каждая вспомогательная режущая кромка (40) наклонена от второй концевой точки (Е2) к срединной плоскости (М) вдоль всей своей длины.
8. Режущая пластина (20) по п.1, в которой каждая угловая режущая кромка (38) содержит проецируемую угловую режущую длину (LС) на виде с торца режущей пластины (20) вдоль оси (А1) пластины,
при этом проецируемая вспомогательная режущая длина (LM) каждой вспомогательной режущей кромки (40) больше, чем проецируемая угловая режущая длина (LС) соответствующей ей угловой режущей кромки (38).
9. Режущая пластина (20) по п.1, в которой вторая воображаемая прямая линия (L2), продолжающаяся перпендикулярно срединной плоскости (М) и пересекающая любую из вспомогательных режущих кромок (40) в любой точке вдоль ее длины, проходит через срединную плоскость (М) внутри граничной линии (Lb) пластины.
10. Режущая пластина (20) по п.1, в которой воображаемая прямая задняя линия (LR), копланарная с осью (А1) пластины и касательная к любой точке на или совпадающая с каждой вспомогательной задней поверхностью (48), приближается к оси (А1) пластины в том же направлении, в котором обращена соответствующая ей торцевая поверхность (22).
11. Режущая пластина (20) по п.1, в которой третья воображаемая прямая линия (L3), продолжающаяся перпендикулярно срединной плоскости (М) и пересекающая любую из главных режущих кромок (36) в любой точке вдоль ее длины, проходит через срединную плоскость (М) внутри граничной линии (Lb) пластины.
12. Режущая пластина (20) по п.1, в которой каждая угловая режущая кромка (38) выполнена изогнутой, а каждая вспомогательная режущая кромка (40) – прямой на виде с торца режущей пластины (20) вдоль оси (А1) пластины.
13. Режущая пластина (20) по п.1, в которой каждая вспомогательная задняя поверхность (48) выполнена плоской.
14. Режущая пластина (20) по п.1, в которой периферийная поверхность (24) содержит три боковые поверхности (26), чередующиеся с тремя угловыми поверхностями (28), и
при этом режущая пластина (20) обладает трехкратной вращательной симметрией относительно оси (А1) пластины.
15. Режущая пластина (20) по п.1, в которой каждая боковая поверхность (26) содержит плоский боковой средний участок (46), расположенный перпендикулярно срединной плоскости (М),
причем каждая угловая поверхность разделена пополам первой вертикальной плоскостью (PV1), содержащей ось (А1) пластины,
при этом каждый боковой средний участок (46) образует первый острый угол (α1) с первой вертикальной плоскостью (PV1) смежной угловой поверхности (28), причем упомянутый первый угол (α1) равен 30°.
16. Режущая пластина (20) по п.15, в которой каждая из двух угловых режущих кромок (38), соответствующих каждой угловой поверхности (28), целиком расположена на противоположной стороне от соответствующей первой вертикальной плоскости (PV1).
17. Режущая пластина (20) по п.1, в которой периферийная поверхность (24) не шлифована.
18. Режущая пластина (20) по п.1, в которой каждая угловая поверхность (28) содержит две частично конические угловые задние поверхности (44), причем каждая угловая задняя поверхность (44) продолжается от соответствующей ей угловой режущей кромки (38).
19. Режущий инструмент (52), выполненный с возможностью вращения вокруг оси (А2) инструмента, содержащий:
корпус (54) и
по меньшей мере одну двухстороннюю режущую пластину (20) по п.1, закрепленную с возможностью съема в гнезде (56) под режущую пластину корпуса (54).
20. Режущий инструмент (52) по п.19, в котором каждая режущая пластина (20) выполнена и расположена так, что рабочие главная, угловая и вспомогательная режущие кромки (36, 38, 40) имеют возможность осуществления операции фрезерования прямоугольного уступа в заготовке.
| US 20140010605 A1, 09.01.2014 | |||
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| РЕЖУЩИЙ ВКЛАДЫШ ДЛЯ ФРЕЗЫ | 1993 |
|
RU2100149C1 |

