ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в общем относится к режущим пластинам и режущим инструментам для использования в процессах резания металлов и, в частности, к вращаемым режущим инструментам, имеющим многогранные режущие пластины для операций фрезерования.
УРОВЕНЬ ТЕХНИКИ
В области вращаемых режущих инструментов, используемых в операциях фрезерования, существует множество примеров многогранных режущих пластин, съемно закрепляемых в корпусе резчика. В некоторых случаях режущие пластины являются пластинами квадратной формы.
Патент US 7,604,441 раскрывает полностью индексируемую квадратную режущую пластину, имеющую четыре боковые поверхности, соединяющиеся с двумя торцевыми поверхностями. На пересечении каждой боковой поверхности с торцевой поверхностью находится первичная режущая кромка, которая проходит от угла пластины и вдоль первой боковой поверхности в направлении вниз к срединной плоскости. Зачистная кромка проходит от того же самого угла пластины и вдоль смежной боковой поверхности в направлении вверх от срединной плоскости, поднимаясь над поверхностью примыкания связанной торцевой поверхности. Геометрия режущей пластины и гнезда под пластину, в котором устанавливается пластина, таковы, что первичная режущая кромка имеет положительный осевой угол (спираль), в то время как пластина имеет общий отрицательный осевой угол для обеспечения осевого зазора и общий отрицательный радиальный угол для обеспечения радиального зазора.
Патент US 8,491,234 раскрывает двухстороннюю режущую пластину со множеством индексируемых выпуклых режущих кромок. Режущая пластина имеет верхнюю грань и нижнюю грань, по меньшей мере три выпуклые режущие кромки на каждой грани, соединенные по меньшей мере тремя вершинными углами, по меньшей мере три периферийные боковые поверхности, проходящие от каждой грани к мнимой средней плоскости; и общую латеральную посадочную поверхность на каждой периферийной боковой поверхности. Каждая выпуклая режущая кромка имеет по меньшей мере изогнутую область режущей кромки и дополнительно имеет первичную по существу прямую область режущей кромки, находящуюся между изогнутой областью режущей кромки и вершинным углом. Каждая периферийная боковая поверхность дополнительно имеет первичную плоскую фаску, связанную с первичной по существу прямой режущей кромкой, и каждая грань является однонаправленной в одном направлении. Кроме того, в различных вариантах осуществления, верхняя и нижняя грани режущей пластины могут быть сформированы таким образом, чтобы они были закручены или повернуты относительно друг друга.
Патент US 8,641,331 раскрывает режущую пластину для фрезерования, имеющую режущую грань квадратной или треугольной формы, ограниченную на виде в плане периферийной режущей кромкой, имеющей линейные режущие кромки и изогнутые режущие углы. Каждая из режущих кромок содержит наклоненную область, поворачиваемую в сторону режущего угла, выходящую за пределы тангенциальной точки, определяемой точкой, в которой линейная режущая кромка переходит в изогнутый режущий угол, при этом смежная с ней режущая кромка поднимается до точки, определяемой биссектрисой угла режущего угла, при этом упомянутая область подъема проходит до максимума режущей кромки на другой стороне режущего угла на смежной режущей кромке, которая является линейной на виде в плане, откуда режущая кромка продолжается, снова наклоняется и поворачивает в направлении вниз, что в результате обеспечивает вращательно-симметричную фигуру, имеющую режущие кромки идентичной формы.
Патент US 9,724,770 раскрывает двухстороннюю режущую пластину для фрезерования, которая имеет восемь основных режущих кромок и восемь зачистных кромок. Режущая пластина включает в себя верхнюю и нижнюю грани и четыре боковые грани. Каждая боковая грань включает в себя первую и вторую вспомогательные грани, наклоненные друг к другу. Первая вспомогательная грань имеет основную режущую кромку, примыкающую к верхней грани, и зачистную кромку, примыкающую к нижней грани. Вторая вспомогательная грань имеет зачистную кромку, примыкающую к верхней грани, и главную режущую кромку, примыкающую к нижней грани. Зачистная кромка второй вспомогательной поверхности наклонена внутрь относительно режущей пластины по отношению к основной режущей кромке первой вспомогательной грани. Зачистная кромка первой вспомогательной грани наклонена внутрь относительно режущей пластины по отношению к основной режущей кромке второй вспомогательной поверхности.
Целью настоящего изобретения является обеспечение усовершенствованной многогранной режущей пластины, имеющей четыре главные режущие кромки на каждой торцевой поверхности.
Также целью настоящего изобретения является обеспечение усовершенствованной многогранной режущей пластины, имеющей прочные режущие кромки.
Дополнительной целью настоящего изобретения является обеспечение усовершенствованного вращаемого режущего инструмента, в котором режущая пластина съемно закреплена в корпусе инструмента с высоким уровнем стабильности.
Еще одной дополнительной целью настоящего изобретения является обеспечение усовершенствованного вращаемого режущего инструмента, в котором увеличенное количество режущих пластин разнесено по окружности вокруг корпуса инструмента.
И еще одной дополнительной целью настоящего изобретения является обеспечение усовершенствованного вращаемого режущего инструмента, способного выполнять операции фрезерования уступов с квадратным сечением.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения предложена многогранная режущая пластина, содержащая:
противоположные верхнюю и нижнюю торцевые поверхности, соединенные между собой сплошной периферийной поверхностью, со срединной плоскостью, находящейся между верхней и нижней торцевыми поверхностями и пересекающей периферийную поверхность с образованием линии границы пластины, и осью пластины, перпендикулярной срединной плоскости, относительно которой режущая пластина является индексируемой,
причем периферийная поверхность включает в себя четыре боковые поверхности, чередующиеся по окружности с четырьмя угловыми поверхностями,
боковые и угловые поверхности пересекают верхнюю торцевую поверхность на верхних боковых и верхних угловых кромках, соответственно, причем каждая верхняя боковая кромка имеет верхнюю главную режущую кромку, а каждая верхняя угловая кромка имеет верхнюю угловую режущую кромку, и
каждая боковая поверхность включает в себя срединную поверхность и верхнюю главную заднюю поверхность, примыкающую к соответствующей верхней главной режущей кромке,
при этом:
на виде в разрезе, выполненном вдоль одной из верхних главных режущих кромок, соответствующая верхняя главная задняя поверхность образует острый внутренний угол верхней главной задней поверхности со срединной плоскостью, и
срединная плоскость пересекает упомянутые четыре срединные поверхности для определения воображаемого срединного квадрата, имеющего воображаемую вписанную срединную окружность с диаметром срединной окружности и центром, совпадающим с осью пластины,
и при этом, на верхнем торцевом виде режущей пластины:
четыре верхние главные режущие кромки определяют воображаемый верхний главный квадрат, имеющий воображаемую вписанную верхнюю главную окружность с диаметром верхней главной окружности и центром, совпадающим с осью пластины, и
воображаемый верхний главный квадрат смещен относительно воображаемого срединного квадрата вращательно вокруг оси пластины.
В соответствии с другим аспектом настоящего изобретения предложен режущий инструмент, выполненный с возможностью вращения вокруг оси инструмента в направлении вращения, содержащий:
корпус инструмента, проходящий в направлении вперед-назад вдоль оси инструмента; и
по меньшей мере одну многогранную режущую пластину описанного выше типа, съемно закрепленную в приемном гнезде под пластину корпуса инструмента,
при этом:
одна из верхних угловых режущих кромок каждой режущей пластины является рабочей, и
одна из верхних главных режущих кромок каждой режущей пластины, примыкающая к рабочей верхней угловой режущей кромке, является рабочей верхней главной режущей кромкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания данное изобретение теперь будет описано только в качестве примера со ссылкой на прилагаемые чертежи, на которых пунктирные линии представляют собой границы отсечки для частичных видов элемента и на которых:
Фиг. 1 представляет собой вид в перспективе режущей пластины в соответствии с некоторыми вариантами осуществления настоящего изобретения;
Фиг. 2 представляет собой торцевой вид режущей пластины, показанной на Фиг. 1;
Фиг. 3 представляет собой вид сбоку режущей пластины, показанной на Фиг. 1;
Фиг. 4 представляет собой вид в поперечном разрезе режущей пластины, показанной на Фиг. 2, выполненный вдоль линии IV-IV;
Фиг. 5 представляет собой частичный вид в поперечном разрезе режущей пластины, показанной на Фиг. 2, выполненный вдоль линии V-V;
Фиг. 6 представляет собой частичный вид в поперечном разрезе режущей пластины, показанной на Фиг. 2, выполненный вдоль линии VI-VI;
Фиг. 7 представляет собой вид в перспективе режущего инструмента в соответствии с некоторыми вариантами осуществления настоящего изобретения;
Фиг. 8 представляет собой вид сбоку режущего инструмента, показанного на Фиг. 7;
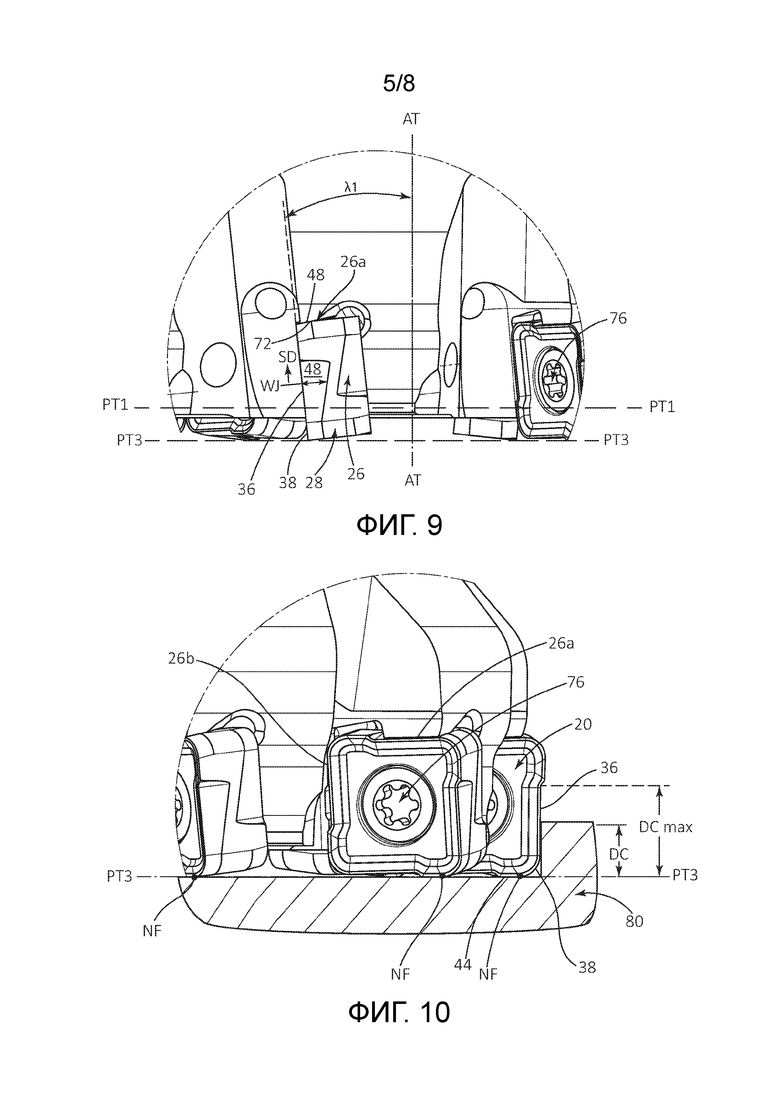
Фиг. 9 представляет собой первый подробный вид режущего инструмента, показанного на Фиг. 8;
Фиг. 10 представляет собой второй подробный вид режущего инструмента, показанного на Фиг. 8;
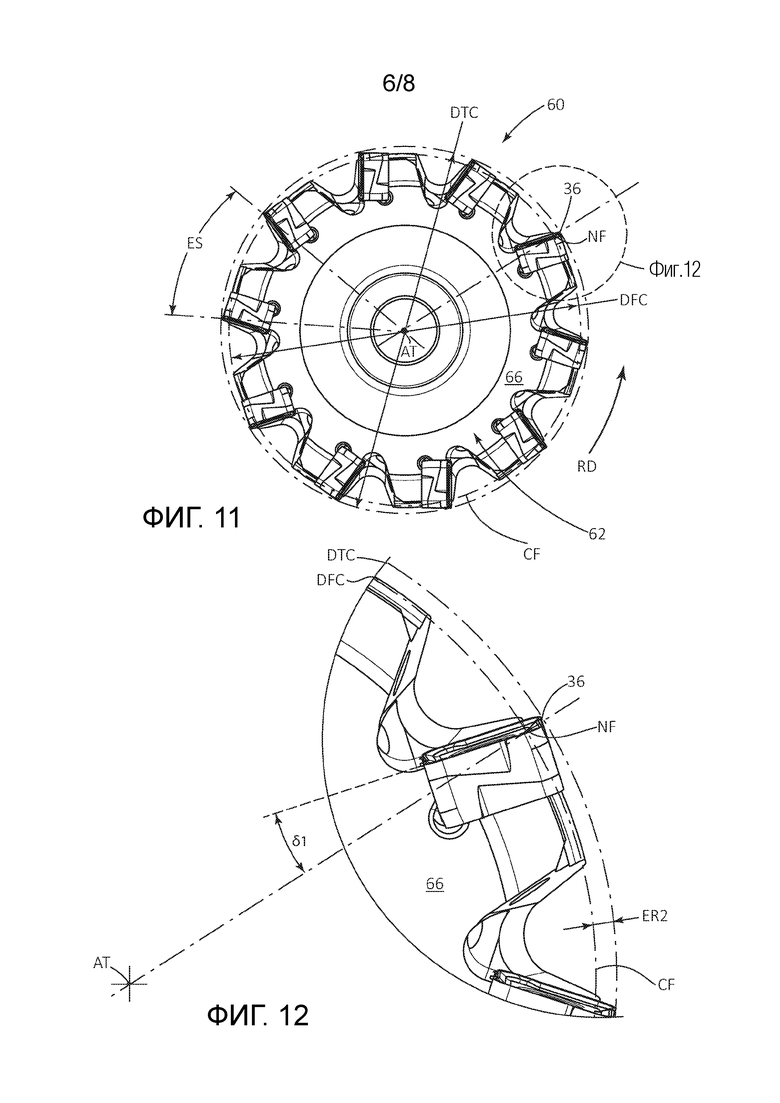
Фиг. 11 представляет собой торцевой вид режущего инструмента, показанного на Фиг. 7;
Фиг. 12 представляет собой подробный вид режущего инструмента, показанного на Фиг. 11;
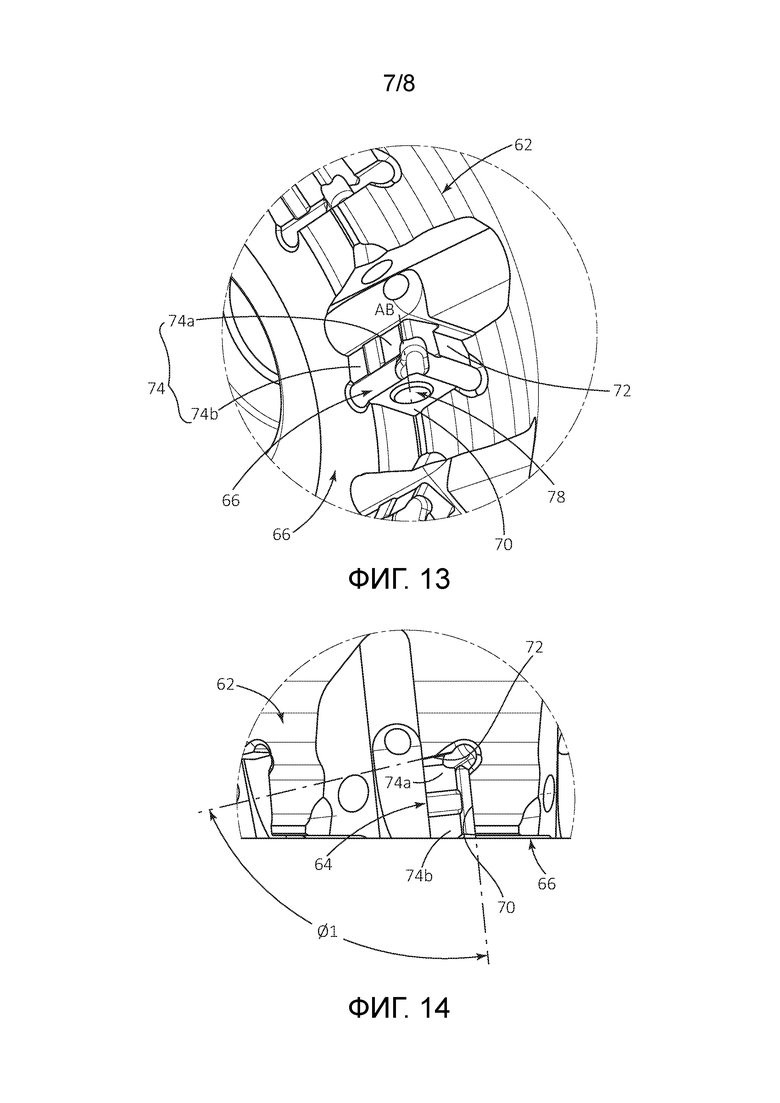
Фиг. 13 представляет собой первый подробный вид режущего инструмента, показанного на Фиг. 7, со снятыми режущими пластинами и зажимными винтами;
Фиг. 14 представляет собой третий подробный вид режущего инструмента, показанного на Фиг. 8, со снятыми режущими пластинами и зажимными винтами;
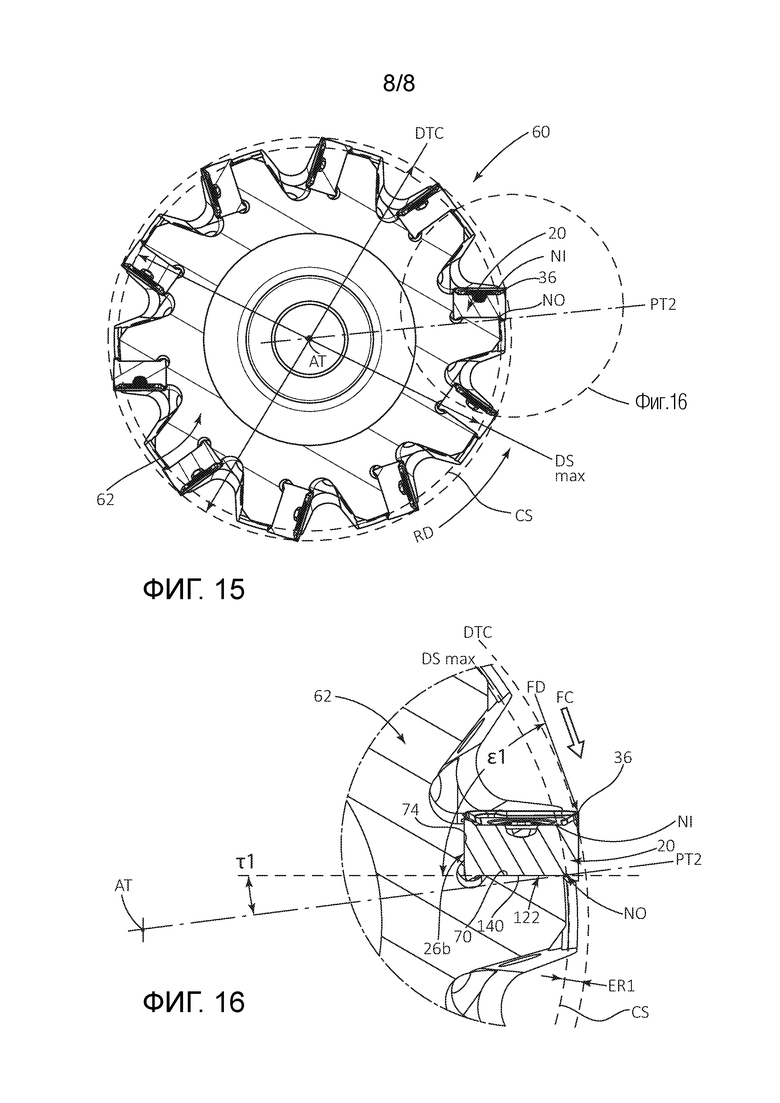
Фиг. 15 представляет собой вид в поперечном разрезе режущего инструмента, показанного на Фиг. 8, выполненный вдоль линии XV-XV; и
Фиг. 16 представляет собой подробный вид режущего инструмента, показанного на Фиг. 15;
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
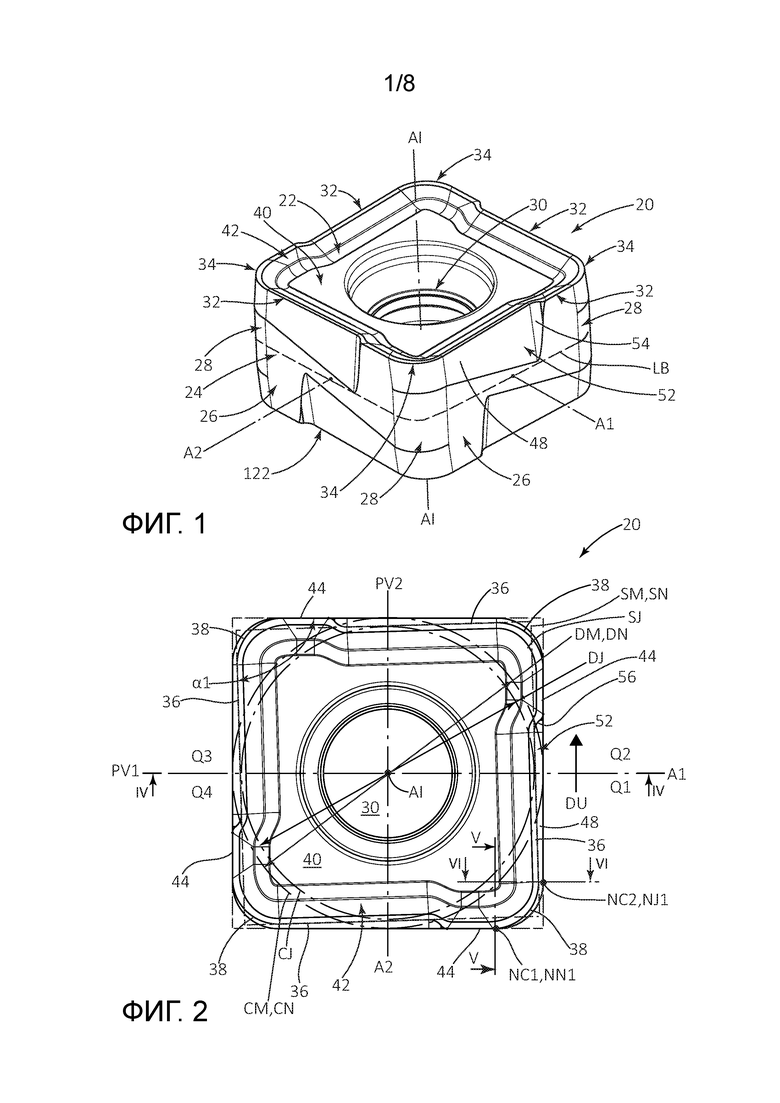
Один аспект настоящего изобретения относится к многогранной режущей пластине 20, как показана на Фиг. 1-3, имеющей противоположные верхнюю и нижнюю торцевые поверхности 22, 122, соединенные между собой сплошной периферийной поверхностью 24, причем периферийная поверхность 24 включает в себя четыре боковые поверхности 26, чередующиеся по окружности с четырьмя угловыми поверхностями 28.
В некоторых вариантах осуществления настоящего изобретения режущая пластина 20 предпочтительно может быть изготовлена посредством формовки прессованием и спекания цементированного карбида, такого как карбид вольфрама, и может иметь покрытие или не иметь покрытия.
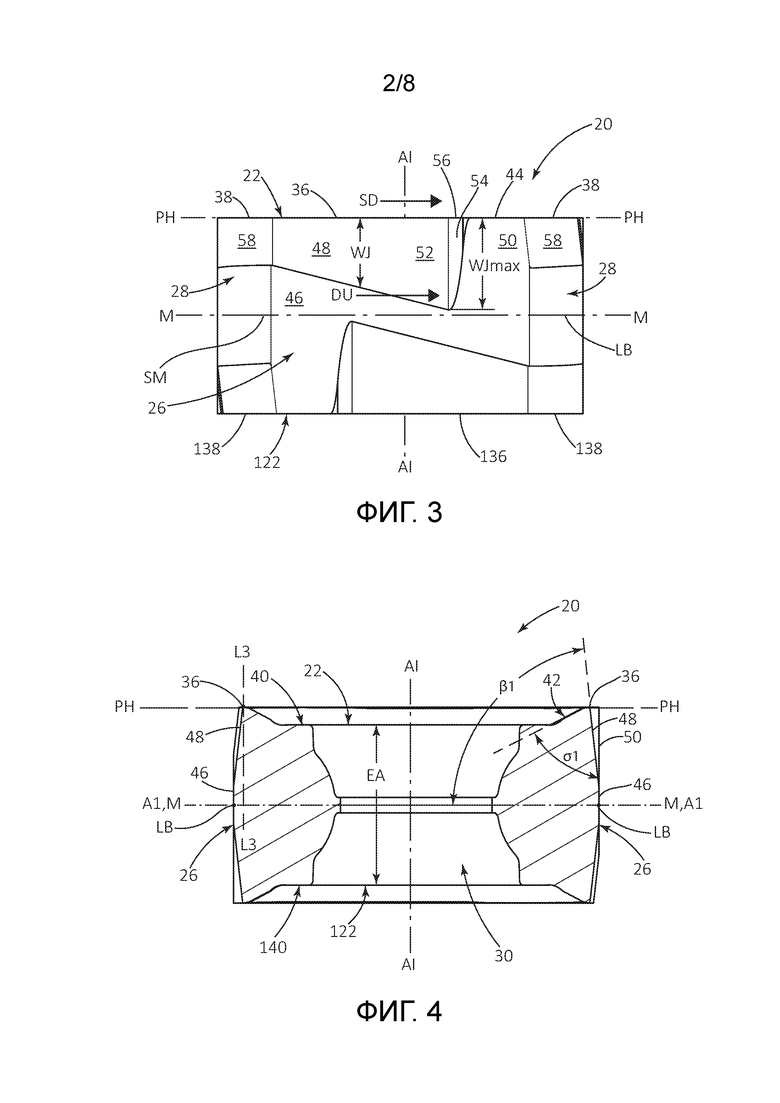
Как показано на Фиг. 3, режущая пластина 20 имеет срединную плоскость M, находящуюся между верхней и нижней торцевыми поверхностями 22, 122 и пересекающую периферийную поверхность 24 с образованием линии LB границы пластины.
В некоторых вариантах осуществления настоящего изобретения срединная плоскость M может находиться посередине между верхней и нижней торцевыми поверхностями 22, 122.
Также, в некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может быть выполнена так, что на торцевом виде, как показан на Фиг. 2, никакая часть режущей пластины 20 не выходит за пределы линии LB границы пластины.
Как показано на Фиг. 1-3, режущая пластина 20 имеет ось AI пластины, перпендикулярную к срединной плоскости M, относительно которой режущая пластина 20 является индексируемой.
В некоторых вариантах осуществления настоящего изобретения сквозное отверстие 30, соосное с осью AI пластины, может пересекать верхнюю и нижнюю торцевые поверхности 22, 122.
Также, в некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может быть изготовлена прямым прессованием по направлению оси AI пластины.
Кроме того, в некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может быть запрессована в ее окончательную форму, а периферийная поверхность 24 может быть неотшлифованной.
Как показано на Фиг. 1-3, боковые и угловые поверхности 26, 28 пересекают верхнюю торцевую поверхность 22 на верхних боковых и верхних угловых кромках 32, 34, соответственно, причем каждая верхняя боковая кромка 32 имеет верхнюю главную режущую кромку 36, а каждая верхняя угловая кромка 34 имеет верхнюю угловую режущую кромку 38.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя угловая режущая кромка 38 может быть изогнутой.
Также, в некоторых вариантах осуществления настоящего изобретения каждая верхняя главная режущая кромка 36 может тангенциально примыкать к одной из верхних угловых режущих кромок 38.
Как показано на Фиг. 3 четыре верхних главных режущих кромки 36 могут полностью содержаться в верхней горизонтальной плоскости PH, перпендикулярной оси AI пластины.
В некоторых вариантах осуществления настоящего изобретения четыре верхних угловых режущих кромки 38 могут полностью содержаться в верхней горизонтальной плоскости PH.
Как показано на Фиг. с 1 по 4 верхняя торцевая поверхность 22 может иметь верхнюю центральную поверхность 40, а верхняя центральная поверхность 40 может быть расположена между срединной плоскостью M и верхней горизонтальной плоскостью PH.
В некоторых вариантах осуществления настоящего изобретения верхняя центральная поверхность 40 может быть перпендикулярной оси AI пластины.
Также, в некоторых вариантах осуществления настоящего изобретения сквозное отверстие 30 может пересекать верхнюю центральную поверхность 40.
Как показано на Фиг. 1 и 2 верхняя торцевая поверхность 22 может включать в себя верхнюю переднюю поверхность 42, примыкающую к верхним боковым и верхним угловым кромкам 32, 34.
В некоторых вариантах осуществления настоящего изобретения верхняя передняя поверхность 42 может охватывать верхнюю центральную поверхность 40.
Как показано на Фиг. 1-3 каждая верхняя боковая кромка 32 может включать в себя верхнюю вспомогательную режущую кромку 44.
В некоторых вариантах осуществления настоящего изобретения четыре верхних вспомогательных режущих кромки 44 могут полностью содержаться в верхней горизонтальной плоскости PH.
Также, в некоторых вариантах осуществления настоящего изобретения верхние боковые и верхние угловые режущие кромки 32, 34 могут полностью содержаться в верхней горизонтальной плоскости PH.
Как показано на Фиг. 1 и 3 каждая боковая поверхность 26 включает в себя срединную поверхность 46, и каждая боковая поверхность 26 также включает в себя верхнюю главную заднюю поверхность 48, примыкающую к соответствующей верхней главной режущей кромке 36.
В некоторых вариантах осуществления настоящего изобретения каждая срединная поверхность 46 может быть перпендикулярной срединной плоскости M.
Также, в некоторых вариантах осуществления настоящего изобретения каждая верхняя главная задняя поверхность 48 может пересекать верхнюю торцевую поверхность 22 для формирования соответствующей верхней главной режущей кромки 36.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая верхняя главная задняя поверхность 48 может не пересекаться срединной плоскостью M.
Как показано на Фиг. 4 на виде в разрезе, выполненном вдоль одной из верхних главных режущих кромок 36, соответствующая верхняя главная задняя поверхность 48 образует острый внутренний угол β1 верхней главной задней поверхности со срединной плоскостью M.
Также, как показано на Фиг. 4, упомянутый вид в поперечном разрезе, выполненном вдоль одной из верхних главных режущих кромок 36, может содержать ось AI пластины.
Следует понимать, что использование терминов «внутренний угол» и «внешний угол» в описании и формуле изобретения относится к углу между двумя линейными структурами, измеряемому, соответственно, внутренним или внешним образом к элементу, на котором по меньшей мере одна из упомянутых линейных структур образована.
Следует также понимать, что каждая верхняя главная задняя поверхность 48, также известная как "обратная" задняя поверхность, обычно проходит наружу (т.е., в направлении от оси AI пластины) от ее соответствующей верхней главной режущей кромки 36 к срединной плоскости M, так что каждая верхняя главная режущая кромка 36 имеет преимущественную поддержку и предпочтительно является прочной.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя главная задняя поверхность 48 может быть плоской.
Также, в некоторых вариантах осуществления настоящего изобретения угол β1 верхней главной задней поверхности может иметь минимальное значение 75 градусов и максимальное значение 85 градусов, т. е. 75° ≤ β1 ≤ 85°.
Для вариантов осуществления настоящего изобретения, в которых угол β1 верхней главной задней поверхности, связанный с каждой верхней главной задней поверхностью 48, имеет минимальное значение 75 градусов и максимальное значение 85 градусов, следует понимать, что каждая верхняя главная режущая кромка 36 имеет преимущественную поддержку и предпочтительно является прочной.
Как показано на Фиг. 4, на виде в разрезе, выполненном вдоль одной из верхних главных режущих кромок 36, соответствующая верхняя главная задняя поверхность 48 может образовывать острый внутренний передний угол σ1 верхней главной задней поверхности с верхней передней поверхностью 42.
В некоторых вариантах осуществления настоящего изобретения передний угол σ1 верхней главной задней поверхности может иметь минимальное значение 65 градусов и максимальное значение 75 градусов, т. е. 65° ≤ σ1 ≤ 75°.
Как показано на Фиг. 3, на виде сбоку режущей пластины 20, верхняя главная задняя поверхность 48 (видимая на этом виде) может иметь параллельную оси AI пластины переменную ширину WJ верхней главной задней поверхности, а ширина WJ верхней главной задней поверхности может увеличиваться в параллельном срединной плоскости M боковом направлении SD
В некоторых вариантах осуществления настоящего изобретения ширина WJ верхней главной задней поверхности может непрерывно увеличиваться в боковом направлении SD по всей длине соответствующей верхней главной режущей кромки 36.
Как показано на Фиг. 3, на виде сбоку режущей пластины 20, боковое направление SD может проходить от верхней главной режущей кромки 36 к верхней вспомогательной режущей кромке 44 одной верхней боковой кромки 32.
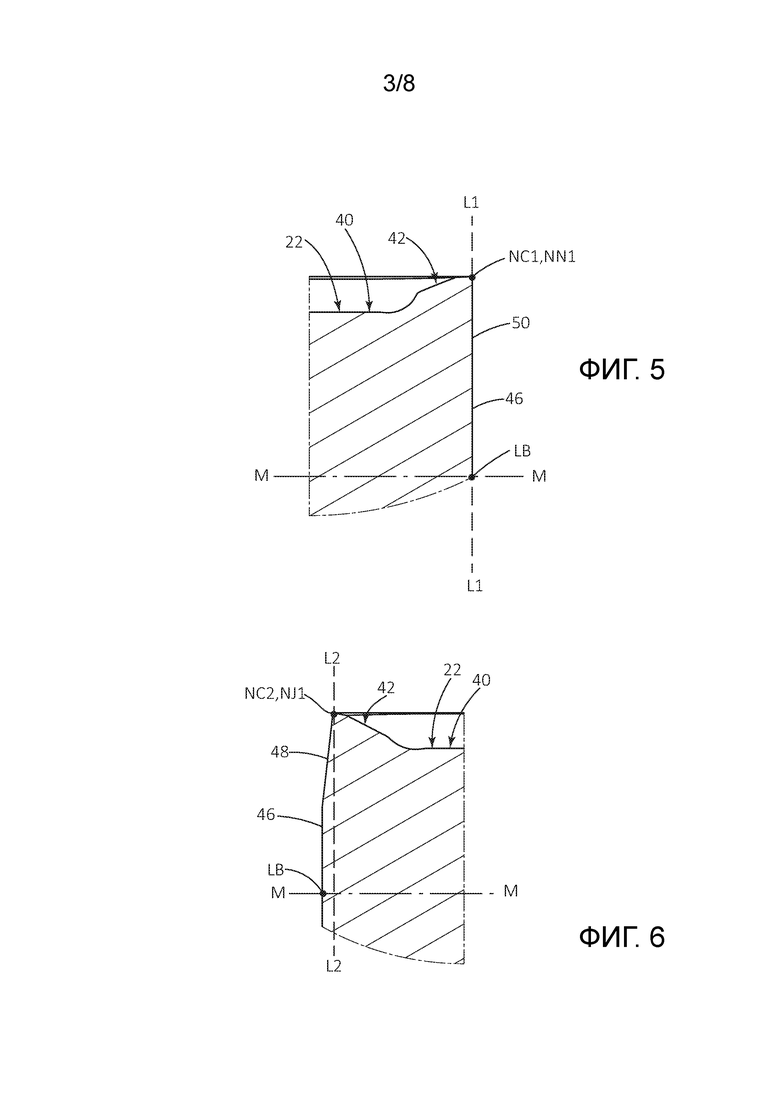
Также, как показано на Фиг. 3, каждая боковая поверхность 26 может включать в себя верхнюю вспомогательную заднюю поверхность 50, примыкающую к соответствующей верхней вспомогательной режущей кромке 44.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя вспомогательная задняя поверхность 50 может пересекать верхнюю торцевую поверхность 22 для образования соответствующей верхней вспомогательной режущей кромки 44.
Как показано на Фиг.5, на виде в разрезе, выполненном вдоль одной из верхних вспомогательных режущих кромок 44, соответствующая верхняя вспомогательная задняя поверхность 50 может быть перпендикулярной срединной плоскости M.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя вспомогательная задняя поверхность 50 может находиться в одной плоскости со своей связанной срединной поверхностью 46.
Как показано на Фиг. 2, срединная плоскость M пересекает четыре срединные поверхности 46 для определения воображаемого срединного квадрата SM, имеющего воображаемую вписанную срединную окружность CM с диаметром DM срединной окружности.
Также, как показано на Фиг. 2, следует понимать, что воображаемая вписанная срединная окружность CM имеет центр, совпадающий с осью AI пластины.
Кроме того, как показано на Фиг. 2, воображаемый срединный квадрат SM может быть разделен на четыре одинаковых квадранта Q1, Q2, Q3, Q4 взаимно перпендикулярными первой и второй вертикальными плоскостями PV1, PV2, содержащими ось AI пластины и пересекающими четыре боковые поверхности 26.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя главная режущая кромка 36 может располагаться в двух из четырех квадрантов Q1, Q2, Q3, Q4 или охватывать их.
Также, в некоторых вариантах осуществления настоящего изобретения каждая верхняя главная задняя поверхность 48 может располагаться в двух из четырех квадрантов Q1, Q2, Q3, Q4 или охватывать их.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая верхняя угловая режущая кромка 38 может располагаться только в одном из четырех квадрантов Q1, Q2, Q3, Q4.
Более того, в некоторых вариантах осуществления настоящего изобретения каждая верхняя вспомогательная режущая кромка 44 может располагаться только в одном из четырех квадрантов Q1, Q2, Q3, Q4 или охватывать их.
Как показано на Фиг. 2, на верхнем торцевом виде режущей пластины 20, четыре верхние главные режущие кромки 36 определяют воображаемый верхний главный квадрат SJ, имеющий воображаемую вписанную верхнюю главную окружность CJ с диаметром DJ верхней главной окружности.
Также, как показано на Фиг. 2, следует понимать, что воображаемая вписанная верхняя главная окружность CJ имеет центр, совпадающий с осью AI пластины.
Кроме того, как показано на Фиг. 2, на верхнем торцевом виде режущей пластины 20, воображаемый верхний главный квадрат SJ смещен относительно воображаемого срединного квадрата SM вращательно вокруг оси AI пластины. В настоящей заявке, "вращательно смещен" означает, что оба квадрата SJ и SM центрированы относительно оси AI индексации, но стороны одного из квадратов не параллельны сторонам другого квадрата.
В некоторых вариантах осуществления настоящего изобретения диаметр DM срединной окружности может быть больше, чем диаметр DJ верхней главной окружности.
Также, в некоторых вариантах осуществления настоящего изобретения максимальная ширина WJMAX верхней главной задней поверхности каждой верхней главной задней поверхности 48 может быть больше, чем двадцать процентов от диаметра DJ верхней главной окружности, т. е. WJMAX > 0,20*DJ.
Кроме того, в некоторых вариантах осуществления настоящего изобретения максимальная ширина WJMAX верхней главной задней поверхности может быть больше, чем двадцать процентов от диаметра DM срединной окружности, т. е. WJMAX > 0,20*DM.
Для вариантов осуществления настоящего изобретения, в которых максимальная ширина WJMAX верхней главной задней поверхности каждой верхней главной задней поверхности 48 больше, чем двадцать процентов от диаметра DJ верхней главной окружности, следует понимать, что каждая верхняя главная режущая кромка 36 предпочтительно является прочной.
Как показано на Фиг. 1, 2 и 4, сквозное отверстие 30 имеет осевую протяженность EA отверстия от верхней торцевой поверхности 22 до нижней торцевой поверхности 122.
В некоторых вариантах осуществления настоящего изобретения осевая протяженность EA отверстия может быть больше, чем сорок процентов от диаметра DJ верхней главной окружности, т. е. EA > 0,40*DJ.
Также, в некоторых вариантах осуществления настоящего изобретения осевая протяженность EA отверстия может быть больше, чем сорок процентов от диаметра DM срединной окружности, т. е. EA > 0,40*DM.
Как показано на Фиг. 2, четыре верхние вспомогательные режущие кромки 44 могут определять воображаемый верхний вспомогательный квадрат SN, имеющий воображаемую вписанную верхнюю вспомогательную окружность CN с диаметром DN верхней вспомогательной окружности.
Как показано на Фиг. 2, на верхнем торцевом виде режущей пластины 20, воображаемый верхний вспомогательный квадрат SN может совпадать с воображаемым срединным квадратом SM.
Для вариантов осуществления настоящего изобретения, в которых воображаемый верхний вспомогательный квадрат SN совпадает с воображаемым срединным квадратом SM, следует понимать, что диаметр DM срединной окружности может быть равен диаметру DN верхней вспомогательной окружности.
Как лучше всего видно на верхнем торцевом виде на Фиг. 2, воображаемый верхний главный квадрат SJ расположен внутри воображаемого верхнего вспомогательного квадрата SN. Таким образом, на торцевом виде пластины 20, верхняя главная режущая кромка 36 данной верхней боковой кромки 32 утоплена относительно верхней вспомогательной режущей кромки 44 одной верхней боковой кромки 32. Кроме того, в некоторых вариантах осуществления, на верхнем торцевом виде, верхняя главная режущая кромка 36 длиннее, чем верхняя вспомогательная режущая кромка 44.
Как показано на Фиг. 1-3, каждая верхняя угловая режущая кромка 36 имеет первую и вторую угловые конечные точки NC1, NC2.
В некоторых вариантах осуществления настоящего изобретения каждая первая угловая конечная точка NC1 может совпадать с первой вспомогательной конечной точкой NN1 одной из верхних вспомогательных режущих кромок 44, и каждая вторая угловая конечная точка NC2 может совпадать с первой главной конечной точкой NJ1 одной из верхних главных режущих кромок 36.
Как показано на Фиг. 2, на верхнем торцевом виде режущей пластины 20, верхняя главная и верхняя вспомогательная режущие кромки 36, 44, связанные с каждой верхней угловой режущей кромкой 38, могут образовывать острый внутренний угол α1 верхнего угла.
В некоторых вариантах осуществления настоящего изобретения угол α1 верхнего угла может иметь значение больше, чем 80 градусов, т. е. α1 > 80°.
Как показано на Фиг. 1-3, каждая боковая поверхность 26 может иметь верхнюю выточку 52, образованную относительно направления DU выточки параллельно связанной стороне воображаемого срединного квадрата SM.
Следует понимать, что использование термина "выточка" в описании и формуле изобретения относится к выемке, где прямая линия, проходящая в определенном направлении выточки от определенной подповерхности выемки, пересекает другую подповерхность той же самой выемки.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя выточка 52 может быть утоплена относительно связанной верхней вспомогательной задней поверхности 50.
Также, в некоторых вариантах осуществления настоящего изобретения каждая верхняя главная задняя поверхность 48 может быть размещена в верхней выточке 52 соответствующей боковой поверхности 26.
Как показано на Фиг. 1-3, каждая верхняя выточка 52 может включать в себя верхнюю связывающую поверхность 54. Верхняя связывающая поверхность 54 может соединять верхнюю главную заднюю поверхность 48 с верхней вспомогательной задней поверхностью 50.
В некоторых вариантах осуществления настоящего изобретения каждая верхняя связывающая поверхность 54 может пересекать верхнюю торцевую поверхность 22 на верхней связывающей кромке 56.
Также, в некоторых вариантах осуществления настоящего изобретения каждая верхняя связывающая кромка 56 может проходить между верхней главной режущей кромкой 36 и верхней вспомогательной режущей кромкой 44, связанными одной верхней боковой кромкой 32.
Кроме того, в некоторых вариантах осуществления настоящего изобретения каждая верхняя связывающая кромка 56 может не быть режущей кромкой.
Как показано на Фиг. 5 и 6, первая и вторая воображаемые прямые линии L1, L2 проходят перпендикулярно срединной плоскости M и пересекают одну из первой и второй угловых конечных точек NC1, NC2 верхней угловой режущей кромки, соответственно.
В некоторых вариантах осуществления настоящего изобретения первая воображаемая прямая линия L1 может пересекать линию LB границы пластины.
Также, в некоторых вариантах осуществления настоящего изобретения вторая воображаемая прямая линия L2 может проходить через срединную плоскость M внутри линии LB границы пластины.
Как показано на Фиг. 1-3, каждая угловая поверхность 28 может включать в себя верхнюю угловую заднюю поверхность 58, примыкающую к соответствующей верхней угловой режущей кромке 38.
Для вариантов осуществления настоящего изобретения, в которых вторая воображаемая прямая линия L2 проходит через срединную плоскость M внутри линии LB границы пластины, следует понимать, что каждая верхняя угловая задняя поверхность 58 может быть частично конической и сужаться в направлении от срединной плоскости M, так что каждая верхняя вспомогательная режущая кромка 44 имеет преимущественную поддержку и предпочтительно является прочной.
В некоторых вариантах осуществления настоящего изобретения третья воображаемая прямая линия L3, проходящая перпендикулярно срединной плоскости M и пересекающая одну из верхних главных режущих кромок 36 в любой точке на ее длине, может проходить через срединную плоскость M внутри линии LB границы пластины.
В некоторых вариантах осуществления настоящего изобретения верхняя и нижняя торцевые поверхности 22, 122 могут быть идентичны.
Для вариантов осуществления настоящего изобретения, в которых верхняя и нижняя торцевые поверхности 22, 122 идентичны, следует понимать, что на фигурах, в описании и формуле изобретения, все особенности, связанные с нижней торцевой поверхностью 122, обозначены теми же ссылочными позициями, что и соответствующие особенности, связанные с верхней торцевой поверхностью 22, за исключением того, что им будет предшествовать дополнительная цифра разряда сотен.
В некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может иметь двукратную вращательную симметрию вокруг первой оси A1, образованной на пересечении первой вертикальной плоскости PV1 и срединной плоскости M.
Также, в некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может иметь двукратную вращательную симметрию вокруг второй оси A2, образованной на пересечении второй вертикальной плоскости PV2 и срединной плоскости M.
Кроме того, в некоторых вариантах осуществления настоящего изобретения режущая пластина 20 может иметь четырехкратную вращательную симметрию вокруг оси AI пластины.
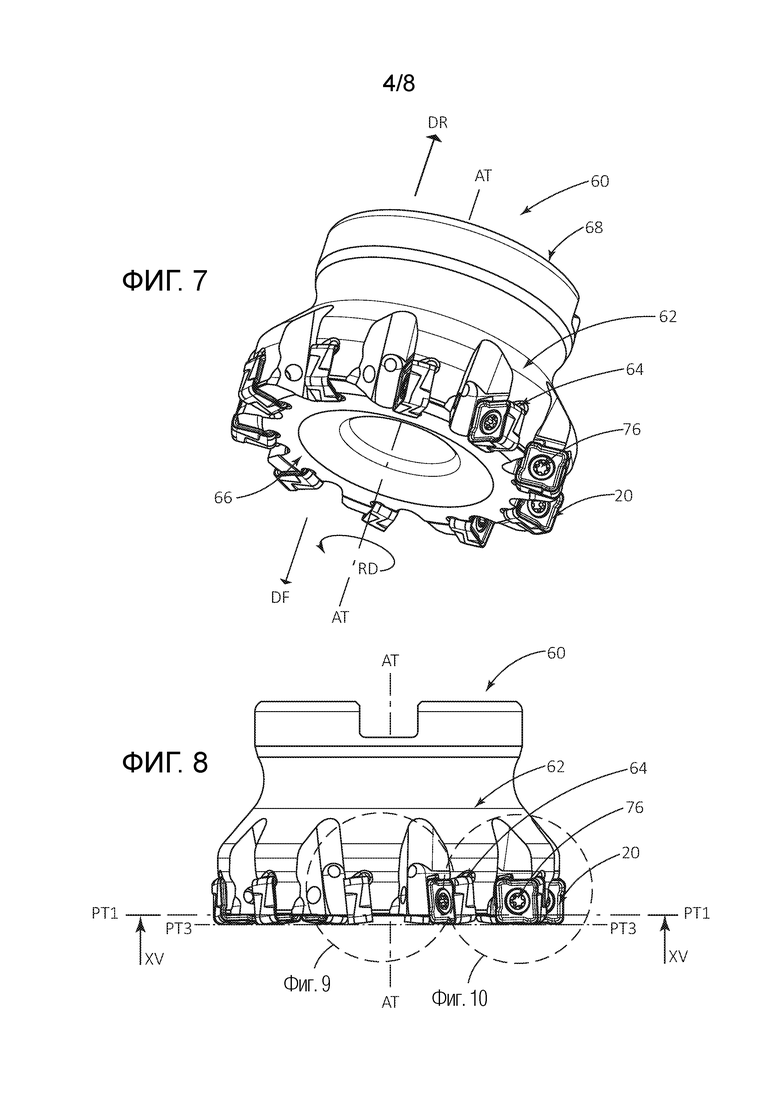
Другой аспект настоящего изобретения относится к режущему инструменту 60, способному вращаться вокруг оси AT инструмента в направлении RD вращения, как показан на Фиг. с 7 по 12. Режущий инструмент 60 имеет корпус 62 инструмента, проходящий в направлении DF, DR вперед-назад вдоль оси AT инструмента, и по меньшей мере одну многогранную режущую пластину 20, съемно закрепленную в приемном гнезде 64 под пластину в корпусе 62 инструмента.
В некоторых вариантах осуществления настоящего изобретения режущий инструмент 60 может иметь N режущих пластин 20, съемно закрепляемых в N приемных гнездах 64 под пластины, разнесенных по окружности вокруг корпуса 62 инструмента, причем N является положительным целым числом большим, чем единица.
В описании и формуле изобретения следует понимать, что, поскольку N представляет собой конкретное целое число большее, чем единица, множество режущих пластин 20 равно по количеству множеству приемных гнезд 64 под пластины.
Как показано на Фиг. 7 и 8, корпус 62 инструмента может иметь противоположные по оси передний и задний концы 66, 68 корпуса.
В некоторых вариантах осуществления настоящего изобретения каждое приемное гнездо 64 под пластину может раскрываться в сторону переднего конца 66 корпуса.
Также, в некоторых вариантах осуществления настоящего изобретения режущий инструмент 60 может иметь N-кратную вращательную симметрию вокруг оси AT инструмента.
Как показано на Фиг. 13 и 14, каждое приемное гнездо 64 под пластину может иметь посадочную поверхность 70 с осевыми и радиальными опорными стенками 72, 74 поперек нее.
В некоторых вариантах осуществления настоящего изобретения посадочная поверхность 70 может быть обращена в направлении RD вращения.
Также, в некоторых вариантах осуществления настоящего изобретения посадочная поверхность 70 может быть плоской.
Кроме того, в некоторых вариантах осуществления настоящего изобретения осевая опорная стенка 72 может быть обращена по оси вперед, а радиальная опорная стенка 74 может быть обращена радиально наружу.
В закрепленном состоянии по меньшей мере одной многогранной режущей пластины 20 в ее соответствующем приемном гнезде 64 под пластину:
нижняя торцевая поверхность 122 может быть в зажимном контакте с посадочной поверхностью 70,
первая из четырех боковых поверхностей 26a может находиться в зажимном контакте с осевой опорной стенкой 72, и
вторая из четырех боковых поверхностей 26b может находиться в зажимном контакте с радиальной опорной стенкой 74.
Для вариантов осуществления настоящего изобретения, в которых верхняя и нижняя торцевые поверхности 22, 122 идентичны, нижняя торцевая поверхность 122 может иметь нижнюю центральную поверхность 140, а нижняя центральная поверхность 140 может находиться в зажимном контакте с посадочной поверхностью 70.
Как показано на Фиг. 7 и 13, зажимной винт 76 может проходить через сквозное отверстие 30 и зацепляться резьбой с отверстием 78 под винт, имеющим ось AB отверстия, в посадочной поверхности 70.
В некоторых вариантах осуществления настоящего изобретения ось AI пластины может быть смещена от оси AB отверстия.
Для вариантов осуществления настоящего изобретения, в которых ось AI пластины смещена относительно оси AB отверстия, следует понимать, что зажимной контакт обеспечивается между первой и второй боковыми поверхностями 26a, 26b режущей пластины и осевой и радиальной опорными стенками 72, 74 приемного гнезда под пластину, соответственно, при затягивании зажимного винта 76.
Как показано на Фиг. 15 и 16, на виде в разрезе, выполненном в первой плоскости PT1 инструмента, перпендикулярной оси AT инструмента и пересекающей по меньшей мере одну посадочную поверхность 70, вторая плоскость PT2 инструмента содержит ось AT инструмента и радиально самую наружную точку NO посадки одной из посадочных поверхностей 70.
В некоторых вариантах осуществления настоящего изобретения упомянутая посадочная поверхность 70 может образовывать острый внутренний радиальный угол τ1 гнезда со второй плоскостью PT2 инструмента.
Также, в некоторых вариантах осуществления настоящего изобретения следует понимать, что радиально самая наружная точка NO посадки может быть не только радиально самой наружной точкой посадочной поверхности 70 на виде в разрезе, выполненном в первой плоскости PT1 инструмента, но абсолютно радиально самой наружной точкой посадочной поверхности 70 относительно оси AT инструмента.
Для вариантов осуществления настоящего изобретения, в которых каждая посадочная поверхность 70 обращена в направлении RD вращения и радиальный угол τ1 гнезда является внутренним углом, а не внешним углом, следует понимать, что уменьшенный разнос по окружности между смежными приемными гнездами 64 под пластины может быть достигнут при успешном ориентировании и резьбовом зацеплении каждого зажимного винта 76 с резьбовым отверстием 78 соответствующего приемного гнезда под пластину через сквозное отверстие 30 соответствующей режущей пластины без препятствий со стороны смежной вращательно ведущей части корпуса 62 инструмента.
В некоторых вариантах осуществления настоящего изобретения радиальный угол τ1 гнезда может иметь значение больше, чем 3 градуса, т. е. τ1 > 3°.
Как показано на Фиг. 15, N радиально самых наружных точек NO посадки N посадочных поверхностей 70 определяют воображаемую посадочную окружность CS, имеющую максимальный диаметр DSMAX посадочной окружности.
В некоторых вариантах осуществления настоящего изобретения следует понимать, что воображаемая посадочная окружность CS может иметь центр, совпадающий с осью AT инструмента.
В некоторых вариантах осуществления настоящего изобретения при закрепленном состоянии по меньшей мере одной многогранной режущей пластины 20, нижняя торцевая поверхность 122 каждой режущей пластины 20 может быть в контакте с соответствующей радиально самой наружной точкой NO посадки.
Также, в некоторых вариантах осуществления настоящего изобретения при закрепленном состоянии по меньшей мере одной многогранной режущей пластины 20, нижняя центральная поверхность 140 каждой режущей пластины 20 может быть в контакте с соответствующей радиально самой наружной точкой NO посадки.
Как показано на Фиг. 9 и 16, верхняя главная задняя поверхность 48 первой боковой поверхности 26a может входить в зажимной контакт с осевой опорной стенкой 72, а срединная поверхность 46 второй боковой поверхности 26b может входить в зажимной контакт с осевой опорной стенкой 74.
Как показано на Фиг. 14, осевая опорная стенка 72 может образовывать острый внешний угол φ1 осевой опорной стенки с посадочной поверхностью 70.
Для вариантов осуществления настоящего изобретения, в которых осевая опорная стенка 72 образует острый внешний угол  осевой опорной стенки с посадочной поверхностью 70, следует понимать, что осевая опорная стенка 72 выполнена с возможностью обеспечения зажима по типу "ласточкин хвост".
осевой опорной стенки с посадочной поверхностью 70, следует понимать, что осевая опорная стенка 72 выполнена с возможностью обеспечения зажима по типу "ласточкин хвост".
В некоторых вариантах осуществления настоящего изобретения острый угол осевой опорной стенки может иметь значение, которое меньше или равно 85 градусам, т. е. ≤ 85°.
Также, в некоторых вариантах осуществления настоящего изобретения острый угол осевой опорной стенки может соответствовать углу β1 верхней главной задней поверхности.
Для вариантов осуществления настоящего изобретения, в которых острый угол осевой опорной стенки соответствует углу β1 верхней главной задней поверхности, следует понимать, что зажимной контакт по типу "ласточкин хвост" может происходить между осевой опорной стенкой 72 и верхней главной задней поверхностью 48 первой боковой поверхности 26a.
Также, для вариантов осуществления настоящего изобретения, в которых зажимной контакт по типу "ласточкин хвост" происходит между осевой опорной стенкой 72 и верхней главной задней поверхностью 48 первой боковой поверхности 26a, следует понимать, что режущая пластина 20 может быть съемно закреплена в соответствующем ей приемном гнезде 64 под пластину с высокой степенью устойчивости.
Как показано на Фиг. 16, радиальная опорная стенка 74 может быть перпендикулярна к посадочной поверхности 70.
В некоторых вариантах осуществления настоящего изобретения радиальная опорная стенка 74 может включать в себя две разнесенные по оси радиальные опорные вспомогательные стенки 74a, 74b относительно оси AT инструмента.
Как показано на Фиг. с 7 по 12 одна из верхних угловых режущих кромок 38 каждой режущей пластины 20 является рабочей и одна из верхних главных режущих кромок 36 каждой режущей пластины 20, примыкающая к рабочей верхней угловой режущей кромке 38, является рабочей.
В описании и формуле изобретения следует понимать что, режущая пластина 20 может иметь четыре индексируемых положения на верхней торцевой поверхности 22, а в каждом индексируемом положении другая из верхних угловых режущих кромок 38 является рабочей и другая из верхних главных режущих кромок 36 является рабочей.
Следует также понимать, что режущая пластина 20 является многогранной и может быть также описана как "двухсторонняя" или "двухконечная", так что в закрепленном состоянии в ее соответствующем гнезде 64 под пластину верхняя торцевая поверхность 22 может быть в контакте с посадочной поверхностью 70, а для вариантов осуществления, в которых верхняя и нижняя торцевые поверхности 22, 122 идентичны, нижняя торцевая поверхность 122 может иметь четыре нижние главные режущие кромки 136, одна из которых является рабочей, и четыре нижние угловые режущие кромки 138, одна из которых является рабочей.
Как показано на Фиг. 9 и 10, ширина WJ верхней главной задней поверхности собственно верхней главной задней поверхности 48, связанной с рабочей верхней главной режущей кромкой 36, может увеличиваться в боковом направлении SD от рабочей верхней угловой режущей кромки 38.
Как показано на Фиг. 9, рабочая верхняя главная режущая кромка 36 каждой режущей пластины 20 может иметь отрицательный осевой передний угол λ1.
В некоторых вариантах осуществления настоящего изобретения отрицательный осевой передний угол λ1 может иметь величину больше, чем 3 градуса.
Также, в некоторых вариантах осуществления настоящего изобретения одна из верхних вспомогательных режущих кромок 44 каждой режущей пластины 20, примыкающая к рабочей верхней угловой режущей кромке 38, может являться рабочей.
Как показано на Фиг. 11 и 12, рабочая верхняя вспомогательная режущая кромка 44 каждой режущей пластины 20 может иметь отрицательный радиальный передний угол δ1.
В некоторых вариантах осуществления настоящего изобретения отрицательный радиальный передний угол δ1 может быть больше, чем радиальный угол τ1 гнезда, и следует понимать, что увеличение радиального угла τ1 гнезда приводит к увеличению отрицательного радиального переднего угла δ1.
Также, в некоторых вариантах осуществления настоящего изобретения отрицательный радиальный передний угол δ1 может иметь величину больше, чем 10 градусов.
Для вариантов осуществления настоящего изобретения, в которых радиальный передний угол δ1 имеет отрицательное значение, и особенно для вариантов осуществления, в которых отрицательный радиальный передний угол δ1 имеет величину больше 10 градусов, следует понимать, что режущая нагрузка на верхние вспомогательные режущие кромки 44 может быть равномерно распределена вдоль них, что снижает таким образом риск разрушения кромки.
В некоторых вариантах осуществления настоящего изобретения угол радиального зазора (не показан) между рабочей верхней главной задней поверхностью 48 каждой режущей пластины 20 и заготовкой 80 может иметь значение между 5 и 10 градусами.
Хотя в целом следует понимать, что на Фиг. 15 и 16 видно, что увеличение радиального угла τ1 гнезда приводит к увеличению угла радиального зазора, благодаря тому, что верхние главные задние поверхности 48 выполнены в виде "обратных" задних поверхностей, можно достичь более высоких значений радиального угла τ1 гнезда при сохранении оптимальных значений угла радиального зазора, например, между 5 и 10 градусами.
Как показано на Фиг. 16, сила FC резания действующая на рабочую верхнюю главную режущую кромку 36 каждой режущей пластины 36 направлена в тангенциальном направлении FD силы, а острый радиальный угол ε1 наклона может быть образован между тангенциальным направлением FD силы и посадочной поверхностью 70.
В некоторых вариантах осуществления настоящего изобретения радиальный угол ε1 наклона может иметь значение между 70 градусами и 80 градусами, т. е. 70° < ε1<80°.
В целом следует понимать, что на Фиг. 15 и 16 видно, что увеличение радиального угла τ1 гнезда приводит к уменьшению радиального угла ε1 наклона, который обычно связан с пониженной стабильностью зажима. Однако, из-за зажимного контакта по типу "ласточкин хвост" между осевой опорной стенкой 72 и верхней главной задней поверхностью 48 первой боковой поверхности 26a соответствующей режущей пластины 20, более высокие значения радиального угла τ1 гнезда могут быть достигнуты при сохранении высоких уровней стабильности зажима.
Как показано на Фиг. 11 и 15, рабочая верхняя главная режущая кромка 36 каждой режущей пластины 20 может определять диаметр DTC резания инструмента.
В данной области техники известно, что количество N режущих пластин 20 и количество N приемных гнезд 64 под пластины, разнесенных по окружности вокруг корпуса 62 инструмента, может быть в целом пропорционально диаметру DTC резания инструмента. В вариантах осуществления настоящего изобретения, выполненных с радиальными углами τ1 гнезда, которые являются внутренними углами, а не внешними углами, уменьшенный разнос по окружности между смежными приемными гнездами 64 под пластины может быть достигнут при успешном ориентировании и резьбовом зацеплении каждого зажимного винта 76 с резьбовым отверстием 78 соответствующего приемного гнезда под пластину через сквозное отверстие 30 соответствующей режущей пластины без препятствий со стороны смежной вращательно ведущей части корпуса 62 инструмента, так что количество N приемных гнезд 64 под пластины и количество N режущих пластин 20 могут быть увеличены для определенного диаметра DTC резания инструмента.
В некоторых вариантах осуществления настоящего изобретения N, умноженное на коэффициент FP разноса гнезд, может равняться диаметру DTC резания инструмента, т. е. N*FP=DTC, а коэффициент FP разноса гнезд может быть меньше или равен 8,5, т. е. FP < 8,5.
Также, в некоторых вариантах осуществления настоящего изобретения коэффициент FP разноса гнезд может быть меньше или равен 8, т. е. FP < 8.
В описании и формуле изобретения следует понимать, что, коэффициент FP разноса гнезд выражается в миллиметрах, а отношение N к диаметру DTC резания инструмента применяется, когда диаметр DTC резания инструмента измеряется в миллиметрах.
Для вариантов осуществления настоящего изобретения, в которых N, умноженное на коэффициент FP разноса гнезд равняется диаметру DTC резания инструмента, т. е. N*FP=DTC, как показано на Фиг. 11, следует понимать, что протяженность ES углового разноса (в градусах) между смежными по окружности приемными гнездами 64 под пластины равна 360°/(DTC/FP), т. е. ES=360°/(DTC/FP).
Как показано на Фиг. 15 и 16, половина разности между диаметром DTC резания инструмента и максимальным диаметром DSMAX посадочной окружности определяет первую радиальную протяженность ER1.
В некоторых вариантах осуществления настоящего изобретения первая радиальная протяженность ER1 может быть меньше, чем двадцать пять процентов от диаметра DJ верхней главной окружности, т.е. ER1<0,25*DJ.
Для вариантов осуществления настоящего изобретения, в которых первая радиальная протяженность ER1 меньше, чем двадцать пять процентов от диаметра DJ верхней главной окружности, следует понимать, что радиальный опрокидывающий момент (не показан) силы FC резания относительно соответствующей радиально самой наружной точки NO посадки предпочтительно снижен.
Как показано на Фиг. 16, воображаемая посадочная окружность CS пересекает верхнюю торцевую поверхность 22 каждой режущей пластины 20 в верхней точке NI пересечения.
В некоторых вариантах осуществления настоящего изобретения верхняя точка NI пересечения и рабочая верхняя угловая режущая кромка 38 одной режущей пластины 20 могут быть расположены в одном и том же из четырех квадрантов Q1, Q2, Q3, Q4 пластины, и, таким образом, рабочая верхняя угловая режущая кромка 38 может как следует поддерживаться посадочной поверхностью 70.
Как показано на Фиг. 8 и 10, режущий инструмент 60 имеет глубину DC резания, измеряемую параллельно оси AT инструмента.
В некоторых вариантах осуществления настоящего изобретения максимальная глубина DCMAX резания режущего инструмента 60 в направлении DF вперед вдоль оси AT инструмента может быть больше, чем одна половина диаметра DJ верхней главной окружности каждой пластины, т.е. DCMAX > DJ/2.
Также, в некоторых вариантах осуществления настоящего изобретения максимальная глубина DCMAX резания может быть больше, чем одна половина диаметра DM срединной окружности каждой пластины, т. е. DCMAX > DM/2.
Для вариантов осуществления настоящего изобретения, в которых верхняя главная и верхняя вспомогательная режущие кромки 36, 44, связанные с каждой верхней угловой режущей кромкой 38, образуют острый внутренний угол α1 верхнего угла и/или каждая боковая поверхность 26 включает в себя верхнюю выточку 52 относительно направления DU выточки, следует понимать, что часть режущей пластины 20, расположенная по оси назад от рабочей верхней главной режущей кромки 36, относительно оси AT инструмента, может выходить радиально за пределы диаметра DTC резания инструмента, таким образом, ограничивая максимальную глубину DCMAX резания до значения меньшего, чем диаметр DJ верхней главной окружности пластины.
Несмотря на то, что максимальная глубина DCMAX резания может быть ограничена до значения меньшего, чем диаметр DJ верхней главной окружности пластины, как показано на Фиг. 8 и 10, режущий инструмент 60 может быть использован для операций фрезерования, причем каждая режущая пластина 20 ориентирована в своем соответствующем приемном гнезде 64 под пластину для вырезания истинного 90-градусного или квадратного уступа в заготовке 80.
Как показано на Фиг. 10 и 12, каждая режущая пластина 20 имеет самую переднюю по оси точку NF, и N самых передних по оси точек NF N режущих пластин 20 определяют воображаемую торцевую окружность CF, имеющую диаметр DFC торцевого резания.
В некоторых вариантах осуществления настоящего изобретения следует понимать, что воображаемая торцевая окружность CF может иметь центр, совпадающий с осью AT инструмента.
Как показано на Фиг. 12, половина разности между диаметром DTC резания инструмента и диаметром DFC торцевого резания определяет вторую радиальную протяженность ER2.
В некоторых вариантах осуществления настоящего изобретения вторая радиальная протяженность ER2 может быть меньше, чем двадцать процентов от диаметра DJ верхней главной окружности, т. е. ER2<0,20*DJ.
Для вариантов осуществления настоящего изобретения, в которых режущий инструмент 60 имеет N режущих пластин 20 и N приемных гнезд 64 под пластину, следует понимать, что множество самых передних по оси точек NF пластины может содержаться в третьей плоскости PT3 инструмента (также называемой "плоскостью PT3 торцевого фрезерования") перпендикулярной оси AT инструмента.
В некоторых вариантах осуществления настоящего изобретения каждая самая передняя по оси точка NF пластины может содержаться в связанной рабочей верхней угловой режущей кромке 38.
Также, в некоторых вариантах осуществления настоящего изобретения каждая самая передняя по оси точка NF пластины может совпадать с первой угловой конечной точкой NC1 ее связанной рабочей верхней угловой режущей кромки 38, а рабочая верхняя вспомогательная режущая кромка 44 может, по существу, быть параллельной третьей плоскости PT3 инструмента.
Для вариантов осуществления настоящего изобретения, в которых диаметр DFC торцевого резания относительно велик, а вторая радиальная протяженность ER2 составляет менее двадцати процентов от диаметра DJ верхней главной окружности, следует понимать, что режущий инструмент 60 можно преимущественно использовать для операций торцевого фрезерования для максимизации горизонтальной протяженности механической обработки заготовки 80.
Также, для вариантов осуществления настоящего изобретения, в которых режущий инструмент 60 используется для операций фрезерования, например, операций торцевого фрезерования, следует понимать, что длина пути резания каждой режущей пластины 20 в заготовке 80, для каждого оборота режущего инструмента 60, может быть пропорциональна диаметру DTC резания инструмента, и тепловая нагрузка, создаваемая режущим действием каждой режущей пластины 20, может увеличиваться с увеличением диаметра DTC резания инструмента.
Несмотря на то, что в данной области техники известно, что увеличение размера и массы режущей пластины может способствовать рассеиванию тепловой нагрузки, создаваемой ее режущим действием, и что диаметр DM срединной окружности каждой режущей пластины 20 может быть связан с диаметром DTC резания инструмента, для вариантов осуществления настоящего изобретения, в которых режущая пластина 20 прочно сконфигурирована с "обратными" задними поверхностями, примыкающими к верхней главной режущей кромке 36, размер режущей пластины 20 относительно диаметра DTC резания инструмента может быть сокращен.
В некоторых вариантах осуществления настоящего изобретения диаметр DM срединной окружности, умноженный на коэффициент FI размера пластины, может равняться диаметру DTC резания инструмента, т. е. DM*FI=DTC, а коэффициент FI размера пластины может быть больше, чем 12, т.е. FI > 12.
Для вариантов осуществления настоящего изобретения, в которых коэффициент FI размера пластины больше 12, следует понимать, что уменьшение количества цементированного карбида, требуемого для производства меньших по размеру режущих пластин 20, приводит к снижению затрат на производство. Также, меньшие по размеру режущие пластины 20 способствуют сокращению разноса по окружности между соседними приемными гнездами 64 под пластины.
В настоящем изобретении рассматриваются ротационные режущие инструменты, имеющие диаметр DTC резания инструмента менее 100 мм и коэффициент FI размера пластины больше, чем 12. Несмотря на то, что вышеупомянутый коэффициент FI размера пластины, превышающий 12, может быть теоретически применен к режущим инструментам 60, имеющим диаметр DTC резания инструмента менее 100 мм, следует признать, что практические факторы, связанные с использованием чрезмерно малого диаметра зажимных винтов 76 для съемного закрепления режущих пластин 20 меньшего размера в приемных гнездах 64 под пластины соответствующего размера, могут представлять трудности в таких конфигурациях.
В описании и формуле изобретения следует понимать, что, коэффициент FI размера пластины не имеет единиц измерения, а отношение диаметра DM срединной окружности к диаметру DTC резания инструмента применяется, когда и диаметр DM срединной окружности и диаметр DTC резания инструмента измеряются в одних и тех же единицах, например, в миллиметрах.
Хотя, настоящее изобретение было описано с некоторой степенью конкретности, следует понимать, что могут быть выполнены различные изменения и модификации, не выходящие за рамки сущности или объема заявленного далее изобретения.
Группа изобретений относится к обработке материалов резанием и может быть использована при фрезеровании деталей. В режущем инструменте многогранная режущая пластина съемно закреплена в корпусе инструмента. Режущая пластина имеет противоположные верхнюю и нижнюю торцевые поверхности, соединенные между собой периферийной поверхностью, и находящуюся между ними срединную плоскость. Периферийная поверхность включает в себя четыре боковые поверхности, чередующиеся с четырьмя угловыми поверхностями. Боковые и угловые поверхности пересекают верхнюю поверхность с образованием верхних главных режущих кромок и верхних угловых режущих кромок. Каждая боковая поверхность имеет срединную поверхность и верхнюю главную заднюю поверхность. Каждая верхняя главная задняя поверхность образует острый внутренний угол верхней главной задней поверхности со срединной плоскостью, которая пересекает четыре срединные поверхности с образованием воображаемого квадрата. На верхнем торцевом виде режущей пластины четыре верхних главных режущих кромки определяют воображаемый верхний главный квадрат, вращательно смещенный относительно воображаемого срединного квадрата. Раскрыта конструкция фрезерного инструмента. Повышается прочность режущих кромок и стойкость инструмента. 2 н. и 17 з.п. ф-лы, 16 ил.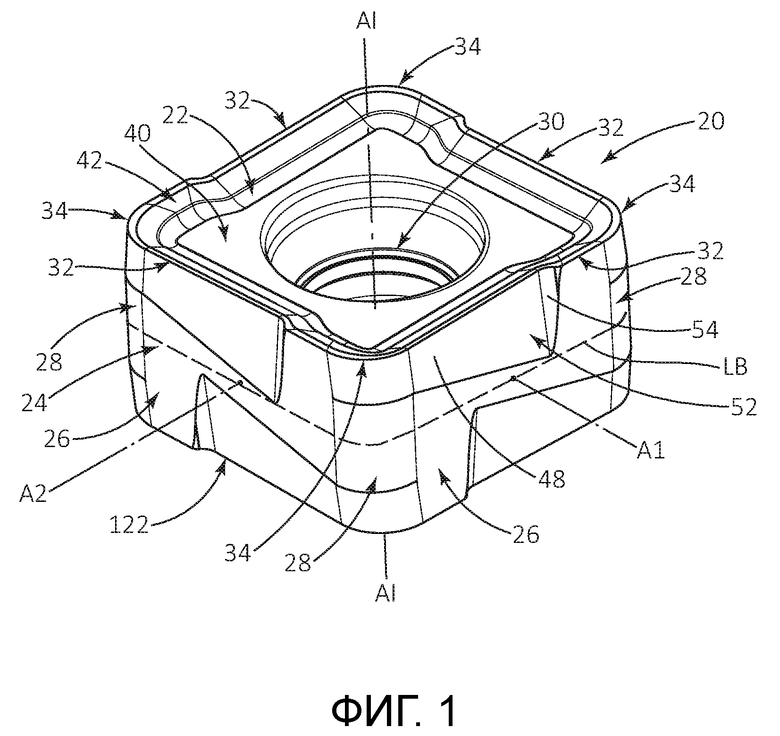
1. Многогранная режущая пластина (20), содержащая
противоположные верхнюю и нижнюю торцевые поверхности (22, 122), соединенные между собой сплошной периферийной поверхностью (24), со срединной плоскостью (М), расположенной между верхней и нижней торцевыми поверхностями (22, 122) и пересекающей периферийную поверхность (24) с образованием линии (LB) границы пластины, и осью (AI) пластины, перпендикулярной срединной плоскости (М), относительно которой режущая пластина (20) является индексируемой,
причем периферийная поверхность (24) включает в себя четыре боковые поверхности (26), чередующиеся по окружности с четырьмя угловыми поверхностями (28),
боковые и угловые поверхности (26, 28) пересекают верхнюю торцевую поверхность (22) на верхних боковых и верхних угловых кромках (32, 34) соответственно, причем каждая верхняя боковая кромка (32) имеет верхнюю главную режущую кромку (36), а каждая верхняя угловая кромка (34) имеет верхнюю угловую режущую кромку (38), и
каждая боковая поверхность (26) включает в себя срединную поверхность (46) и верхнюю главную заднюю поверхность (48), примыкающую к соответствующей верхней главной режущей кромке (36),
при этом
на виде в разрезе, выполненном вдоль одной из верхних главных режущих кромок (36), соответствующая верхняя главная задняя поверхность (48) образует острый внутренний угол (β1) верхней главной задней поверхности со срединной плоскостью (М) и
срединная плоскость (М) пересекает упомянутые четыре срединные поверхности (46) для определения воображаемого срединного квадрата (SM), имеющего воображаемую вписанную срединную окружность (СМ) с диаметром (DM) срединной окружности и центром, совпадающим с осью (AI) пластины,
и при этом на верхнем торцевом виде режущей пластины (20):
четыре верхние главные режущие кромки (36) определяют воображаемый верхний главный квадрат (SJ), имеющий воображаемую вписанную верхнюю главную окружность (CJ) с диаметром (DJ) верхней главной окружности и центром, совпадающим с осью (AI) пластины, и воображаемый верхний главный квадрат (SJ) вращательно смещен относительно воображаемого срединного квадрата (SM) вокруг оси (AI) пластины, и
на торцевом виде режущей пластины (20) никакая часть режущей пластины (20) не выходит за пределы линии (LB) границы пластины.
2. Режущая пластина (20) по п. 1, в которой угол (β1) верхней главной задней поверхности имеет минимальное значение 75 градусов и максимальное значение 85 градусов.
3. Режущая пластина (20) по п. 1 или 2, в которой четыре верхние главные режущие кромки (36) полностью находятся в верхней горизонтальной плоскости (РН), перпендикулярной оси (AI) пластины.
4. Режущая пластина (20) по п. 3, в которой четыре верхние угловые режущие кромки (38) полностью находятся в верхней горизонтальной плоскости (РН).
5. Режущая пластина (20) по любому из пп. 1-4, в которой каждая срединная поверхность (46) перпендикулярна срединной плоскости (М).
6. Режущая пластина (20) по любому из пп. 1-5, в которой
воображаемый срединный квадрат (SM) разделен на четыре одинаковых квадранта (Q1, Q2, Q3, Q4) взаимно перпендикулярными первой и второй вертикальными плоскостями (PV1, PV2), содержащими ось (AI) пластины и пересекающими четыре боковые поверхности (26), и
каждая верхняя главная режущая кромка (36) расположена в двух из четырех квадрантов (Q1, Q2, Q3, Q4).
7. Режущая пластина (20) по любому из пп. 1-6, в которой диаметр (DM) срединной окружности больше, чем диаметр (DJ) верхней главной окружности.
8. Режущая пластина (20) по любому из пп. 1-7, в которой на виде сбоку режущей пластины (20)
верхняя главная задняя поверхность (48) имеет параллельную оси (AI) пластины переменную ширину (WJ) верхней главной задней поверхности, и
ширина (WJ) верхней главной задней поверхности увеличивается в параллельном срединной плоскости (М) боковом направлении (SD).
9. Режущая пластина (20) по п. 8, в которой
каждая верхняя боковая кромка (32) также включает в себя верхнюю вспомогательную режущую кромку (44), и
на виде сбоку режущей пластины (20) боковое направление (SD) проходит от верхней главной режущей кромки (36) к верхней вспомогательной режущей кромке (44) одной верхней боковой кромки (32).
10. Режущая пластина (20) по п. 9, в которой
четыре верхние вспомогательные режущие кромки (44) определяют воображаемый верхний вспомогательный квадрат (SN), имеющий воображаемую вписанную верхнюю вспомогательную окружность (CN) с диаметром (DN) верхней вспомогательной окружности, и
на верхнем торцевом виде режущей пластины (20) воображаемый верхний вспомогательный квадрат (SN) совпадает с воображаемым срединным квадратом (SM).
11. Режущая пластина (20) по п. 9 или 10, в которой на верхнем торцевом виде режущей пластины (20)
верхние главные и верхние вспомогательные режущие кромки (36, 44), связанные с каждой верхней угловой режущей кромкой (38), образуют острый внутренний угол (α1) верхнего угла.
12. Режущая пластина (20) по любому из пп. 1-11, в которой третья воображаемая прямая линия (L3), проходящая перпендикулярно срединной плоскости (М) и пересекающая одну из верхних главных режущих кромок (36) в любой точке на ее протяженности, проходит через срединную плоскость (М) в пределах линии (LB) границы пластины.
13. Режущая пластина (20) по любому из пп. 1-12, в которой на верхнем торцевом виде режущей пластины (20)
четыре верхние вспомогательные режущие кромки (44) определяют воображаемый верхний вспомогательный квадрат (SN);
причем воображаемый верхний главный квадрат (SJ) расположен внутри воображаемого верхнего вспомогательного квадрата (SN); и
на каждой верхней боковой кромке (32) верхняя главная режущая кромка (36) утоплена относительно верхней вспомогательной режущей кромки (44) и верхняя главная режущая кромка (36) длиннее, чем верхняя вспомогательная режущая кромка (44).
14. Режущий инструмент (60), выполненный с возможностью вращения вокруг оси (AT) инструмента в направлении (RD) вращения, содержащий:
корпус (62) инструмента, проходящий в направлении (DF, DR) вперед-назад вдоль оси (AT) инструмента; и
по меньшей мере одну многогранную режущую пластину (20) по любому из пп. 1-13, съемно закрепленную в приемном гнезде (64) под пластину в корпусе (62) инструмента,
при этом
одна из верхних угловых режущих кромок (38) каждой режущей пластины (20) является рабочей, и
одна из верхних главных режущих кромок (36) каждой режущей пластины (20), примыкающая к рабочей верхней угловой режущей кромке (38), является рабочей верхней главной режущей кромкой (36).
15. Режущий инструмент (60) по п. 14, в котором
каждое приемное гнездо (64) под пластину имеет посадочную поверхность (70) с осевой и радиальной опорными стенками (72, 74) поперек нее, причем осевая опорная стенка (72) обращена по оси вперед, а радиальная опорная стенка (74) обращена радиально наружу,
причем нижняя торцевая поверхность (122) каждой режущей пластины (20) находится в зажимном контакте с соответствующей посадочной поверхностью (70),
первая из четырех боковых поверхностей (26а) каждой режущей пластины (20) находится в зажимном контакте с осевой опорной стенкой (72), и
вторая из четырех боковых поверхностей (26b) каждой режущей пластины (20) находится в зажимном контакте с радиальной опорной стенкой (74).
16. Режущий инструмент (60) по п. 15, в котором
верхняя главная задняя поверхность (48) первой боковой поверхности (26а) входит в зажимной контакт с осевой опорной стенкой (72), и
срединная поверхность (46) второй боковой поверхности (26b) входит в зажимной контакт с радиальной опорной стенкой (74).
17. Режущий инструмент (60) по п. 16, в котором осевая опорная стенка (72) образует острый внешний угол ( ) осевой опорной стенки с посадочной поверхностью (70).
) осевой опорной стенки с посадочной поверхностью (70).
18. Режущий инструмент (60) по любому из пп. 15-17, в котором на виде в разрезе, выполненном в первой плоскости (РТ1) инструмента, перпендикулярной оси (AT) инструмента и пересекающей по меньшей мере одну посадочную поверхность (70),
вторая плоскость (РТ2) инструмента, содержащая ось (AT) инструмента и радиально самую наружную точку (N0) одной из посадочных поверхностей (70), образует острый внутренний радиальный угол (τ1) гнезда с этой посадочной поверхностью (70).
19. Режущий инструмент (60) по любому из пп. 14-18, в котором
максимальная глубина (DCMAX) резания режущего инструмента (60) в направлении (DF) вперед по оси (AT) инструмента больше, чем одна половина диаметра (DJ) верхней главной окружности каждой пластины.
| US 2007003384 A1, 04.01.2007 | |||
| ОСЕВОЕ ЩЕТОЧНОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2596889C2 |
| US 7604441 B2, 20.10.2009 | |||
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
| US 5597271 A1, 28.01.1997. | |||

