Настоящее изобретение относится к листу электротехнической стали для электрической машины, основное тело которого представляет собой одиночный лист намагничиваемого материала, причем одиночный лист имеет несколько выемок. Кроме того, настоящее изобретение относится к способу изготовления листа электротехнической стали для электрической машины путем штамповки одиночного листа намагничиваемого листового металла, причем одиночный лист имеет несколько выемок. Термин ''лист электротехнической стали'' используется здесь не как название материала, а как обозначение для отдельного готового листа (листового металла), который обычно укладывается с однотипными листами в стопку с образованием листового пакета (сердечника) для электрической машины.
Под электрической машиной понимается здесь двигатель, генератор или также трансформатор. В частности, листы электротехнической стали указанного типа также используются для роторов двигателей и генераторов.
Для достижения максимального выходного крутящего момента размеры листового металла ротора выбираются таким образом, чтобы реактивное сопротивление (реактанс) в направлении q-оси было как можно меньше. Поэтому обычно в направлении q-оси в листовом металле ротора предусматриваются крупномасштабные высеченные отверстия. Однако это приводит к ослаблению механической стабильности, так что ограничивается пригодность по числу оборотов. За счет применения перемычек, листовой металл ротора стабилизируется по отношению к центробежной силе. Однако эти перемычки приводят к магнитному потоку рассеяния, из-за чего эффективность электрической машины снижается.
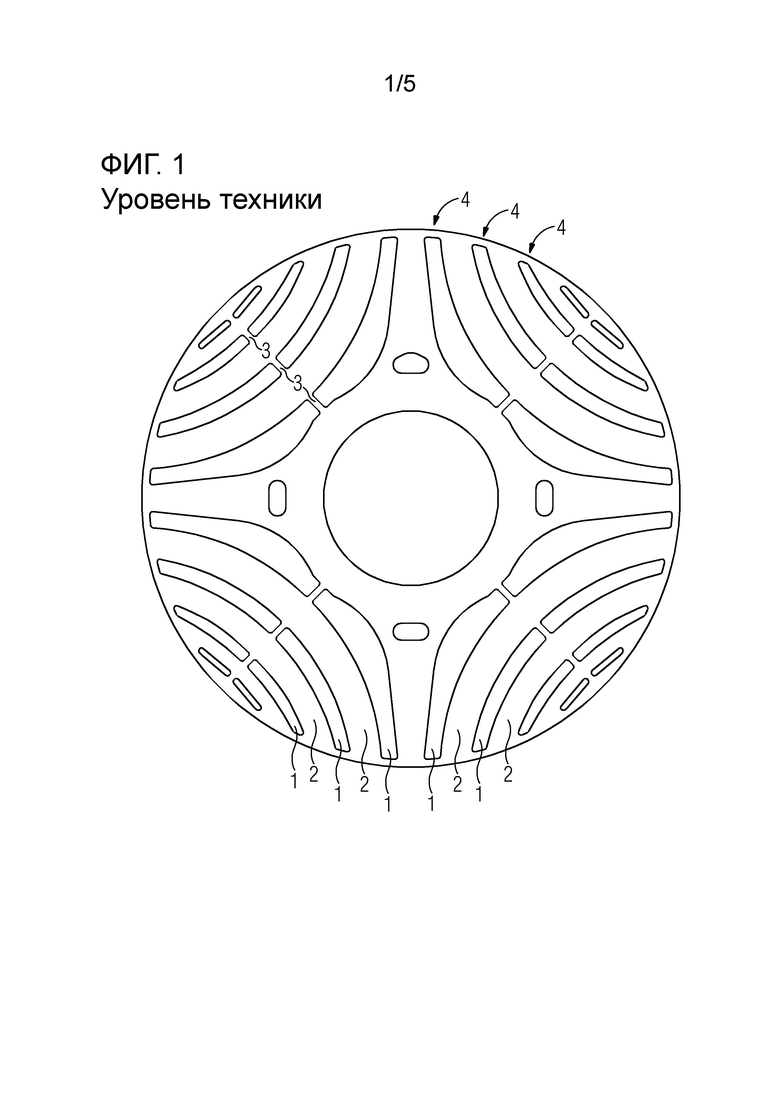
Листовой металл ротора, как показано, например, на фиг. 1, обычно изготавливают по технологии штамповки (вырубки). Из необработанной листовой стали таким образом вырубается одиночный лист. Такие одиночные листы для ротора имеют круглую форму и компонуются вместе с образованием листового пакета, который тогда имеет желательные магнитные свойства ротора.
Каждый одиночный лист имеет в соответствии с примером на фиг. 1 пробитые отверстия 1 для направления магнитного поля. Между пробитыми отверстиями 1 получаются направляющие поток участки 2. Для повышения стабильности одиночного листа и, следовательно, также всего ротора, в выемках предусмотрено несколько перемычек 3, которые перекрывают выемки и ведут от одного направляющего поток участка 2 к соседнему направляющему поток участку 2. Поскольку выемки 1 по магнитным причинам должны проходить до края одиночного листа, но это нецелесообразно по причинам стабильности, отдельные выемки 1 по внешней окружности одиночного листа перекрыты внешними перемычками 4, так что одиночный лист является замкнутым по периферии. Однако многие перемычки 3 и 4 приводят к указанным магнитным потокам рассеяния и, как следствие, к снижению эффективности.
В документе ЕР 2 768 117 А1 раскрыт ротор реактивной синхронной машины с попеременными магнитными и немагнитными областями в листах. Немагнитные области реализуются немагнитными структурами, которые обеспечиваются посредством сплошного соединения металлического материала (быстрого изготовления прототипов) в заданных участках листов.
Кроме того, в документе WO 2013/045142 A2 раскрыт способ изготовления машинного компонента для электрической машины. Чтобы избежать магнитных коротких замыканий, предусмотрены области разделения, которые образуются путем нанесения направляемого легирующего элемента вдоль области в осевом направлении и путем последующего наплавления области разделения.
Кроме того, в документе JP 2002095227 A раскрыт синхронный реактивный электродвигатель с механически усиленным ротором. Немагнитные элементы встроены в выемки листов электротехнической стали.
Кроме того, в EP 1 130 746 A1 раскрыт ротор с барьерами потока для синхронного реактивного электродвигателя. В расширении выемок на внешней периферии каждого листа находятся немагнитные участки.
Таким образом, задача настоящего изобретения заключается в том, чтобы создать лист электротехнической стали для электрической машины, который при высокой стабильности обладает повышенной магнитной эффективностью. Кроме того, должен быть обеспечен соответствующий способ изготовления.
В соответствии с изобретением эта задача решается согласно пункту 1 формулы изобретения листом электротехнической стали для электрической машины, основное тело которого представляет собой одиночный лист из намагничиваемого материала, причем одиночный лист имеет несколько выемок. Лист электротехнической стали также имеет, соответственно, по меньшей мере одну перемычку в каждой из выемок, причем каждая перемычка напечатана способом 3D-печати из ненамагничиваемого материала. При этом некоторые из ненамагничиваемых печатных перемычек расположены параллельно первой q-оси на заданном расстоянии от первой q-оси. Дополнительно или альтернативно, некоторые из печатных перемычек расположены исключительно на первой делительной окружности с первым радиусом, и некоторые из печатных перемычек расположены исключительно на второй делительной окружности со вторым радиусом, отличным от первого радиуса.
Предпочтительным образом, намагничиваемый одиночный лист дополняется одной или несколькими стабилизирующими перемычками, которые печатаются способом 3D-печати в выемках. Перемычки механически соединяют тогда соседние направляющие поток участки, так что достигается повышенная стабильность. Однако магнитное шунтирование не происходит, поскольку перемычки выполняются печатью из ненамагничиваемого материала. Это обеспечивает высокую магнитную эффективность.
Особое преимущество заключается в том, что большая часть листа может быть изготовлена с помощью рационального крупносерийного процесса, и только еще специальные области должны быть добавлены с помощью дорогостоящего дополнительного процесса. За счет этого могут вводиться дополнительные свойства материала, такие как неферромагнитные, свойства высокой прочности и т.д.
В частности, наносимый печатью материал может представлять собой ненамагничиваемый металл.
Одиночный лист может иметь изоляционный слой, и печатная перемычка может быть свободной от такого изоляционного слоя. Это означает, что одиночный лист может быть вырублен из типично изолированного необработанного листа, в то время как печатные перемычки не получают дополнительной изоляции после печати. Это может привести к упрощению изготовления перемычек, но должно быть обеспечено, что отдельные перемычки не касаются друг друга.
В конкретной форме выполнения, на внешней периферии листа электротехнической стали попеременно расположены некоторые из намагничиваемых участков одиночного листа и некоторые из ненамагничиваемых печатных перемычек. В результате, например, может быть получена замкнутая внешняя окружность или внешний край листа электротехнической стали, и, несмотря на это, ввиду ненамагничиваемых перемычек не возникают магнитные потоки рассеяния.
В одном варианте осуществления листа электротехнической стали, каждая из печатных перемычек тоньше, чем толщина листа одиночного листа. Таким образом, можно обеспечить, что и в листовом пакете, возможно, неизолированные перемычки не касаются друг друга.
q-оси пересекают, как правило, идеально сформированные выемки листа электротехнической стали. В одном варианте осуществления изобретения, несколько ненамагничиваемых печатных перемычек расположены параллельно первой q-оси на заданном расстоянии от первой q-оси. Это расстояние предпочтительно очень мало, так что соответствующая перемычка все еще может быть расположена почти в середине продольной протяженности соответствующей выемки. За счет такого расстояния могут быть созданы условия, чтобы перемычки лежащих один на другом листов электротехнической стали, со своей стороны, не оказывались лежащими непосредственно одна на другой.
В другом варианте осуществления, лист электротехнической стали имеет вторую q-ось, смежную с первой q-осью, и некоторые из ненамагничиваемых печатных перемычек расположены параллельно второй q-оси на заданном расстоянии от второй q-оси, причем печатные перемычки, параллельные первой q-оси, расположены в окружном направлении перед первой q-осью, и печатные перемычки, параллельные второй q-оси, расположены в окружном направлении после второй q-оси. Таким образом, если два листа электротехнической стали этого типа наложены друг на друга повернутыми относительно друг друга так, что первая q-ось первого листа электротехнической стали совпадает со второй q-осью второго листа электротехнической стали, то печатные перемычки обоих листов могут не соприкасаться ввиду смещения, обеспеченного упомянутыми расстояниями. Поэтому электрическая изоляция перемычек не требуется.
В соответствии с еще одной формой выполнения, некоторые из печатных перемычек могут быть расположены исключительно на первой делительной окружности с первым радиусом, и некоторые из печатных перемычек - исключительно на второй делительной окружности со вторым радиусом, отличным от первого радиуса. Это относится, в частности, к внешним перемычкам, которые расположены на внешней периферии листа электротехнической стали. С помощью этого радиального смещения вновь может быть достигнуто то, что при повороте лежащих один на другом листов относительно друг друга, печатные перемычки не лежат непосредственно одна на другой и поэтому не могут соприкасаться.
В конкретном варианте осуществления, лист электротехнической стали разделен на сектора. Сектора могут тогда варьироваться так, что перемычки наложенных один на другой листов электротехнической стали не соприкасаются. Например, в четырехполюсном двигателе имеется четыре сектора, причем каждый сектор имеет q-ось, в данном примере, таким образом, четыре.
В конкретном варианте осуществления, первая делительная окружность проходит через первый из секторов и противолежащий первому второй сектор, но не через смежный с первым третий сектор и не через противолежащий третьему сектору четвертый сектор, и вторая делительная окружность проходит через третий сектор и четвертый сектором, но не через первый и второй сектор. Благодаря этому различному выполнению секторов можно создать условие, что лежащие один на другом листы электротехнической стали не лежат своими внешними перемычками непосредственно один на другом за счет того, что листы электротехнической стали повернуты относительно друг друга.
Предпочтительным образом, вышеописанные листы электротехнической стали расположены один на другом с поворотом листа электротехнической стали на такой угол, который соответствует углу между первой и второй q-осями. Поворот соответствует 360°/число полюсов, где число полюсов может быть равно 2, 4, 6, 8 или выше.
Как уже указывалось выше, электрическая машина может быть оснащена таким листовым пакетом, который, в свою очередь, имеет вышеупомянутые листы электротехнической стали. В частности, ротор двигателя или генератора может быть снабжен таким листовым пакетом. Это обеспечивает ротору высокую стабильность и одновременно высокую эффективность.
Вышеуказанная задача также решается способом изготовления листа электротехнической стали для электрической машины путем
- вырубки (штамповки) одиночного листа из намагничиваемого необработанного листового металла, причем
- одиночный лист имеет несколько выемок, и
- нанесения по меньшей мере одной перемычки в одну из выемок способом 3D-печати, причем
- перемычка при нанесении образуется из ненамагничиваемого материала, причем
- некоторые из ненамагничиваемых печатных перемычек располагаются параллельно первой q-оси на заданном расстоянии от первой q-оси и/или
- некоторые из печатных перемычек располагаются исключительно на первой делительной окружности с первым радиусом, и некоторые из печатных перемычек располагаются исключительно на второй делительной окружности со вторым радиусом, отличным от первого радиуса.
Предпочтительным образом, штампованные одиночные листы дополняются печатными элементами. Таким образом, можно поддерживать экономичный способ штамповки, и одновременно повысить степень свободы при выборе материалов листа электротехнической стали. Таким образом, в частности, можно реализовать проводящие поток участки из хорошо намагничиваемого материала и стабилизирующие перемычки из ненамагничиваемого материала.
Функциональные признаки, упомянутые выше в связи с листом электротехнической стали, также могут рассматриваться как признаки способа в соответствующем изобретению способе.
Далее настоящее изобретение будет объяснено более подробно со ссылкой на прилагаемые чертежи, на которых показано следующее:
Фиг. 1 - вид сверху пластины листового металла ротора согласно уровню техники;
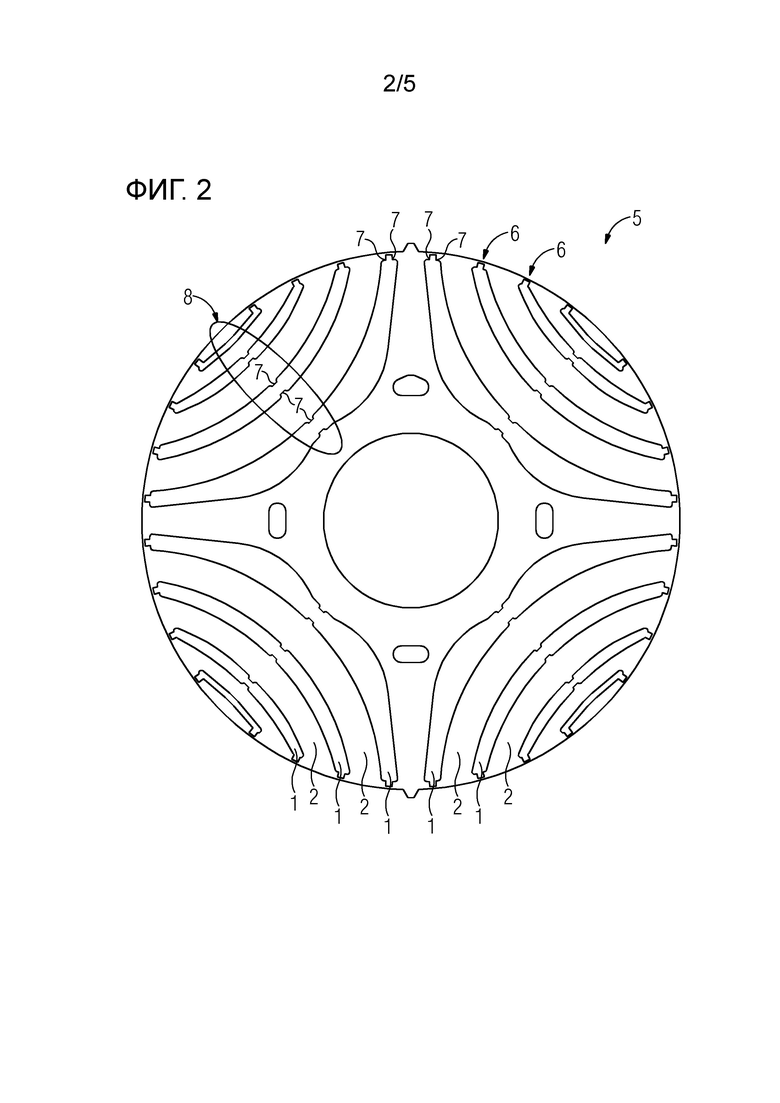
Фиг. 2 - одиночный лист после штамповки и перед печатью;
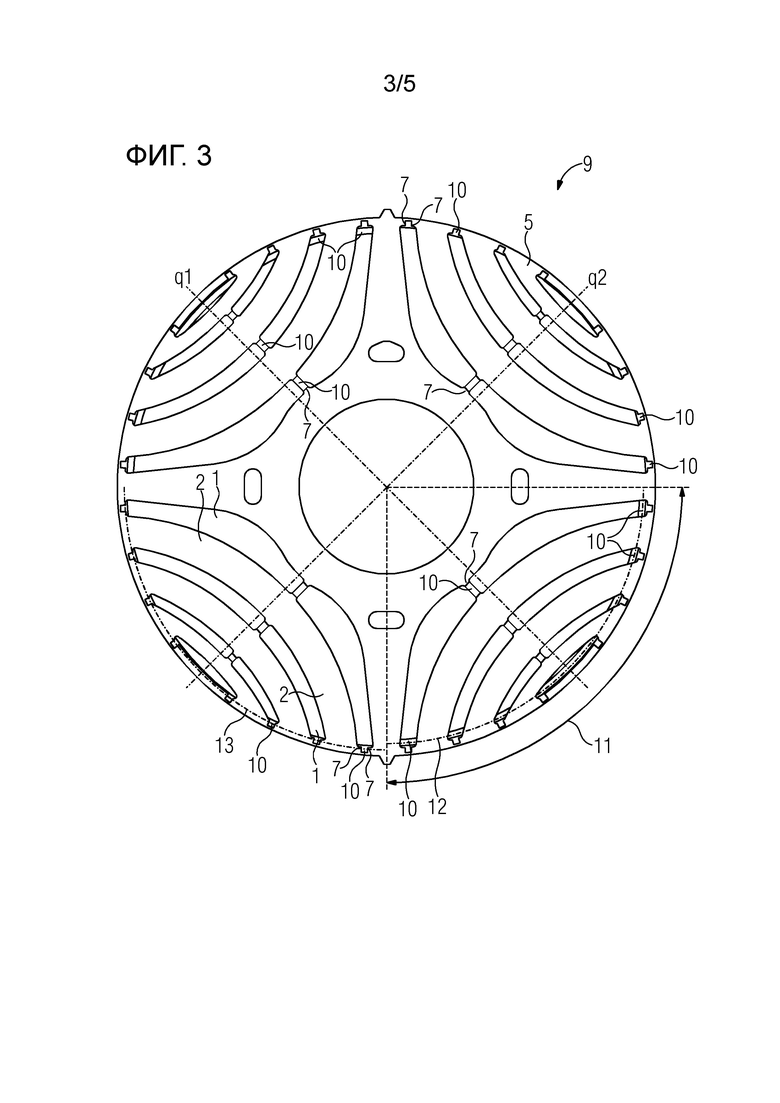
Фиг. 3 - лист электротехнической стали на основе одиночного листа согласно фиг. 2 после печати;
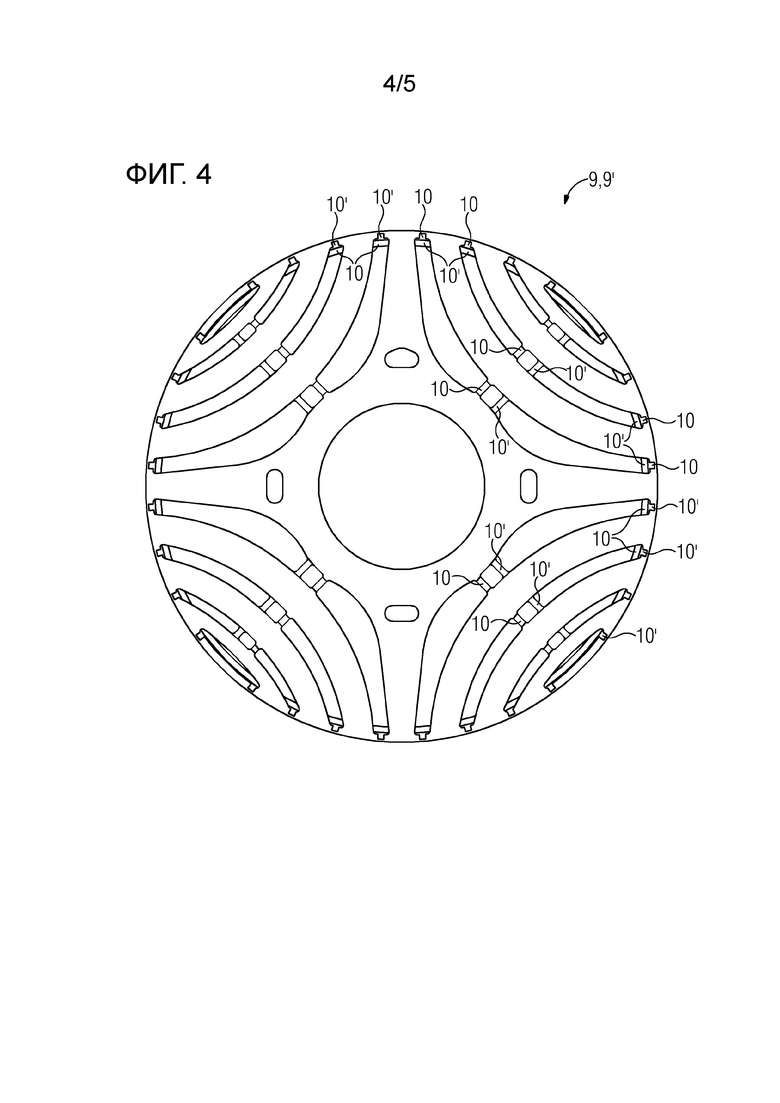
Фиг. 4 - два листа электротехнической стали вида, показанного на фиг. 3, расположенных с поворотом один на другом; и
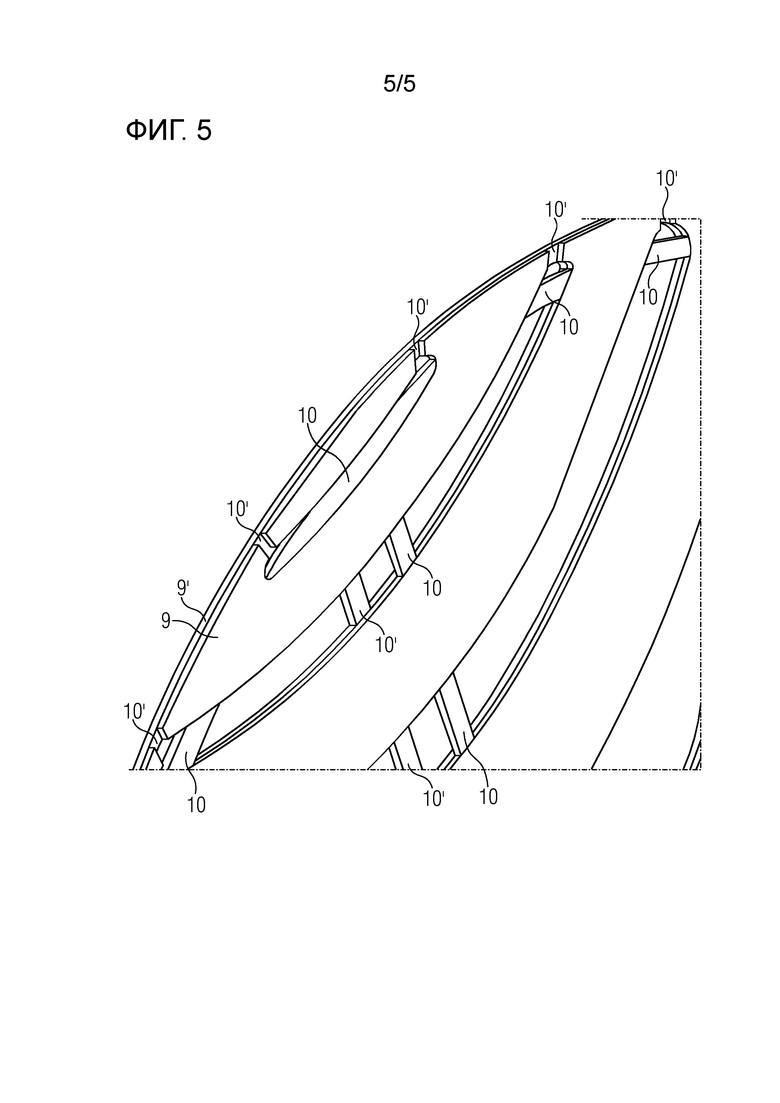
Фиг. 5 - участок пары листов электротехнической стали согласно фиг. 4.
Варианты осуществления, описанные более подробно ниже, представляют собой предпочтительные варианты осуществления настоящего изобретения. Следует отметить, что отдельные признаки могут быть реализованы не только в описанных комбинациях, но также в отдельности или в других технически целесообразных комбинациях.
На фиг. 2-5 показаны листы электротехнической стали, с которыми может изготавливаться электрическая машина и, в частности, двигатель или генератор. В частности, показанные листы электротехнической стали представляют собой листы для роторов, то есть листовой металл ротора. Но с помощью представленных технологий могут быть реализованы другие листы электрических машин. В частности, при изготовлении реализуется комбинация методов штамповки и 3D-печати, так что, например, может быть изготовлен листовой металл ротора для повышенного числа оборотов при одновременном повышении эффективности.
Лист, показанный на фиг. 2, упоминается здесь как одиночный лист 5, поскольку он вырублен из необработанного листа. Этот одиночный лист 5 имеет выемки 1 и направляющие поток участки 2, как в известном уровне техники согласно фиг. 1. По соображениям стабильности для процесса штамповки с последующей обработкой контур одиночного листа 5 является внешне замкнутым перед 3D-печатью. Для этой цели в конце каждой выемки 1 предусмотрены технологические перемычки 6, которые предотвращают открытие каждой выемки 1 радиально наружу. Эти технологические перемычки 6 откручиваются в конце способа изготовления.
Кроме того, на фиг. 2 можно видеть, что на каждой технологической перемычке 6 предусмотрены так называемые головки (места присоединения) мостика 7. Их назначение состоит в том, чтобы сделать последующие участки печати как можно более короткими, или чтобы печать не распространялась по всей ширине выемки 1. Также в точках 8, примерно в середине продольной протяженности большинства выемок 1, предусмотрены такие головки мостиков 7. Головки мостиков 7 являются частью направляющих поток участков и находятся на концах печатаемых позже перемычек. Они дополнительно выполняют задачу снижения влияния температуры во время 3D-печати (обычно лазерного облучения) на окружающие направляющие поток участки.
Таким образом, одиночный лист 5, показанный на фиг. 2, предпочтительно получают путем способа штамповки (вырубки). В принципе, однако, его также можно было бы получить другим способом, например, методом лазерной резки. В качестве необработанного листа можно использовать обычный лист динамной (электротехнической) или трансформаторной стали, который доступен на рынке и который обычно уже снабжен изолирующим слоем.
На фиг. 3 показан готовый лист электротехнической стали или лист 9 ротора. Он был создан в процессе трехмерной печати, в котором одиночный лист 5 согласно фиг. 2 был снабжен перемычками 10. В примере на фиг. 3 такие перемычки 10 были напечатаны на одиночном листе 5 в разных местах. Они значительно увеличивают прочность или стабильность одиночного листа 5. В частности, такие перемычки 10 наносятся печатью в большинстве мест, где имеются головки мостиков 7.
В частности, параллельно первой q-оси q1 радиальные перемычки 10 проходят между соответствующими головками мостиков 7. Они разделяют соответствующие выполненные удлиненными высеченные отверстия или выемки 1. Однако перемычки 10 не обязательно должны проходить параллельно q-оси q1. Они также не должны проходить по прямой линии друг за другом через все выемки. Скорее, они также могут быть распределены по-разному по выемкам 1. Аналогично, в центральной области выемок также может быть предусмотрено более одной перемычки 10.
В примере на фиг. 3 лист электротехнической стали 9 может быть разделен на четыре сектора или квадранта соответственно количеству полюсов. Центральные линии этих секторов могут образовывать q-оси q1, q2 и т.д., которые здесь перпендикулярны друг другу. В машинах с большим количеством полюсов лист электротехнической стали 9 также может иметь более четырех q-осей. В простейшем случае лист электротехнической стали 9 имеет только одну q-ось.
Возвращаясь к примеру на фиг. 3, параллельно второй q-оси q2 здесь перемычки 10 также расположены здесь на некотором расстоянии от этой оси. В окружном направлении по часовой стрелке перемычки 10, параллельные первой q-оси q1, находятся позади нее, а перемычки 10, параллельные второй q-оси q2, - перед ней. В направлении против часовой стрелки имеет место обратное. Такое расположение перемычек имеет важное значение при укладке множества листов электротехнической стали, что будет пояснено со ссылкой на фиг. 4.
Как уже упоминалось, лист 9 электротехнической стали можно разделить на сектора 11, причем q-оси являются соответственно средними биссектрисами. В примере на фиг. 3, сектора представляют квадранты. В квадранте 11, показанном на фиг. 3, первая делительная окружность 12 проходит близко к внешнему краю. Первая делительная окружность 12 начинается и заканчивается на границах квадранта 11. Однако эти границы не являются обязательными. Первая делительная окружность 12 расположена на первом радиусе вокруг центра листа 9 электротехнической стали. На первой делительной окружности 12 перемычки 10 выполняются печатью в соответствующей выемке 1 в процессе 3D-печати. Перемычки 10 выполнены заподлицо с поверхностями листа 5 или тоньше листа 5.
В квадранте, противолежащем квадранту 11, перемычки 10 находятся на делительной окружности с тем же радиусом, что и у делительной окружности 12.
В квадранте, непосредственно примыкающем к квадранту 11, у внешнего края одиночного листа 5 также предусмотрена вторая делительная окружность 13. Эта вторая делительная окружность 13 имеет немного больший радиус, чем радиус делительной окружности 12. Она также начинается и заканчивается в этом примере на границах квадранта. В процессе 3D-печати, вновь перемычки 10 наносятся в выемках 1 между головками мостиков 7. Точно так же перемычки 10 выполняются печатью в противоположном квадранте.
Из фиг. 4 и 5 становится понятен смысл этого конкретного позиционирования перемычек 10. Этот принцип позиционирования также может быть применен к другим геометриям листов 9 электротехнической стали, а именно тем, у которых есть по меньшей мере одна и более q-осей. При этом радиусы делительных окружностей или расстояния до q-осей должны выбираться подходящим образом, чтобы при двух непосредственно наложенных один на другой листах 9 электротехнической стали, напечатанные перемычки 10 не лежали непосредственно одна на другой, когда оба листа 9 электротехнической стали предпочтительно повернуты относительно друг друга на размер сектора.
На фиг. 4 два листа 9 и 9' электротехнической стали показаны на виде сверху. Оба листа 9 и 9' электротехнической стали выполнены точно одинаковыми. Они только повернуты на 90 градусов относительно друг друга, т.е. на размер сектора или квадранта. В то время как верхний лист 9 электротехнической стали имеет перемычки 10, нижний лист 9' электротехнической стали имеет перемычки 10'. В верхнем правом квадранте (см. фиг. 4), перемычки 10 верхнего листа 9 электротехнической стали, таким образом, лежат совсем снаружи, в то время как перемычки 10 нижнего листа 9' электротехнической стали лежат несколько дальше внутрь. Перемычки 10 и 10' не соприкасаются. В квадранте внизу справа на фиг. 4 расположение перемычек 10 и 10' является обратным. Это конкретное изменение продолжается по окружности на каждый квадрант. Также, перемычки 10 верхнего листа 9 электротехнической стали расположены в направлении по часовой стрелке перед q-осью q2 (см. фиг. 3), а перемычки 10' нижнего листа 9' электротехнической стали - после q-оси q2. Для первой q-оси q1 имеет место обратное. Также в этом случае перемычки 10 и 10' не соприкасаются, поскольку они находятся на соответствующем расстоянии от соответствующих q-осей.
Кроме того, на фиг. 4 видно, что технологические перемычки 6 (см. фиг. 2) были откручены. Это обеспечило внешний диаметр ротора для требуемого воздушного зазора. За счет удаления технологических перемычек 6 больше нет никаких перемычек, которые снижали бы эффективность. Магнитный поток рассеяния подавляется, так как все перемычки 10 и 10' являются ненамагничиваемыми.
На фиг. 5 сечение пары листов электротехнической стали согласно фиг. 4 показано в перспективном изображении. Здесь четко видны два листа 9 и 9' электротехнической стали, наложенные один на другой. Таким образом, перемычки 10 находятся, по существу, в центральной плоскости верхнего листа 9 электротехнической стали, а перемычки 10' - в центральной плоскости нижнего листа 9' электротехнической стали. Поскольку соответствующие перемычки 10 и 10' смещены друг от друга либо в окружном направлении, либо в радиальном направлении, они не касаются друг друга. Поэтому особая электрическая изоляция печатных перемычек не требуется. Та же цель может быть достигнута, когда перемычки 10 и 10' тоньше, чем одиночные листы 5 листов 9 и 9' электротехнической стали.
Таким образом, предпочтительно обеспечивается повышение пригодности по числу оборотов ротора, изготовленного в соответствии с изобретением, за счет увеличения прочности и в то же время достижения максимально возможной эффективности. Кроме того, может быть достигнуто улучшение колебательного режима, например, за счет 3D-печати перемычек в положениях, которые вызывают собственные резонансы на несущественных частотных позициях.
За счет метода штамповки обеспечивается множество изолированных листов электротехнической стали. Эти листы электротехнической стали оптимизированы по своим свойствам для использования в технике электродвигателей. Эти оптимизации относятся, в частности, к таким свойствам, как потери на перемагничивание, магнитная поляризация, проницаемость, поляризация насыщения, коэрцитивная сила и т.д. Кроме того, листы электротехнической стали уже изолированы и доступны с типами покрытия C3, C4, C5 и т.д. Кроме того, метод штамповки обычно является очень экономичным, и время изготовления штампованного одиночного листа обычно составляет порядка одной секунды.
Посредством 3D-печати, только на подготовленных участках печатается немагнитная перемычка. За счет смещения перемычек, при укладке с поворотом одиночных листов (например, при четырех-полюсном повороте на 90 градусов) можно избежать сквозного осевого контакта печатных перемычек, как показано выше. Печатные перемычки расположены со смещением относительно друг от друга. Таким образом, как упомянуто выше, предпочтительным образом, дополнительной изоляции не требуется. Это преимущество также может быть достигнуто, как уже было указано, перемычками, которые выполнены несколько тоньше, чем толщина листа.
В соответствии с требованием числа оборотов, выполнение перемычек по количеству или площади поперечного сечения может быть гибко адаптировано.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР, ИМЕЮЩИЙ ВДАЮЩИЕСЯ ПЕРЕМЫЧКИ | 2015 |
|
RU2646851C1 |
| РЕАКТИВНЫЙ РОТОР С МЕХАНИЧЕСКОЙ СТАБИЛИЗАЦИЕЙ | 2015 |
|
RU2653177C2 |
| РЕАКТИВНЫЙ РОТОР С ДОПОЛНИТЕЛЬНЫМ СОБСТВЕННЫМ НАМАГНИЧИВАНИЕМ | 2016 |
|
RU2677871C1 |
| РЕАКТИВНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ, ИМЕЮЩИЙ РОТОР ПОВЫШЕННОЙ УСТОЙЧИВОСТИ | 2014 |
|
RU2604877C1 |
| РЕАКТИВНЫЙ СИНХРОННЫЙ РОТОР С ВЫЕМКОЙ ДЛЯ УМЕНЬШЕНИЯ НАПРЯЖЕНИЯ | 2014 |
|
RU2651571C2 |
| РОТОР ДЛЯ РЕАКТИВНОЙ МАШИНЫ | 2017 |
|
RU2698321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ДЛЯ РЕАКТИВНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2014 |
|
RU2637518C2 |
| Способ изготовления обечаек из гофрированного листа,преимущественно магнитопроводов электрических машин | 1985 |
|
SU1278066A1 |
| СИНХРОННЫЙ РЕАКТИВНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ И СООТВЕТСТВУЮЩИЙ РОТОР | 2014 |
|
RU2611583C1 |
| РОТОР ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2012 |
|
RU2537966C2 |
Изобретение относится к листу электротехнической стали для электрической машины, основное тело которого представляет собой одиночный лист намагничиваемого материала с несколькими выемками. Технический результат - повышение магнитной эффективности, в частности, листового металла ротора, повышение числа оборотов ротора с сохранением стабилизации по отношению к центробежной силе, подавление магнитного потока рассеяния с повышением эффективности электрической машины в целом. Для этого обеспечен лист (9) электротехнической стали для электрической машины, основное тело которого представляет собой одиночный лист (5) из намагничиваемого материала, причем одиночный лист (5) имеет несколько выемок (1). По меньшей мере одна перемычка (10) предусмотрена в каждой из выемок (1), причем перемычка (10) напечатана способом 3D-печати из ненамагничиваемого материала. 4 н. и 6 з.п. ф-лы, 5 ил.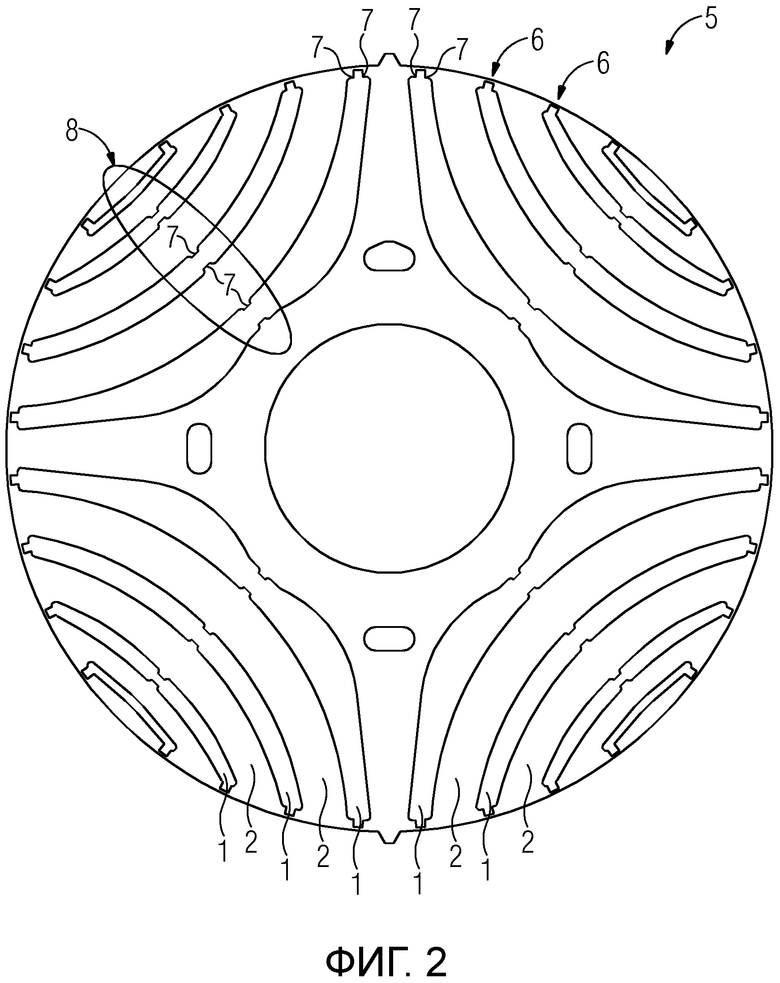
1. Лист (9, 9') электротехнической стали для электрической машины,
- основное тело которого представляет собой одиночный лист (5) намагничиваемого материала, причем
- одиночный лист (5) имеет несколько выемок (1),
отличающийся,
- соответственно, по меньшей мере одной перемычкой (10, 10') в каждой из выемок (1), причем
- каждая перемычка (10, 10') напечатана способом 3D-печати из ненамагничиваемого материала, причем
- некоторые из ненамагничиваемых печатных перемычек (10, 10') расположены параллельно первой q-оси (q1) на заданном расстоянии от первой q-оси (q1), и/или
- некоторые из печатных перемычек (10, 10') расположены исключительно на первой делительной окружности (12) с первым радиусом, и некоторые из печатных перемычек (10, 10') расположены исключительно на второй делительной окружности (13) со вторым радиусом, отличным от первого радиуса.
2. Лист электротехнической стали по п. 1, причем одиночный лист (5) имеет изолирующий слой, в то время как печатная перемычка (10, 10') не имеет изолирующего слоя.
3. Лист электротехнической стали по одному из предыдущих пунктов, причем на внешней периферии листа (9, 9') электротехнической стали попеременно расположены несколько намагничиваемых участков одиночного листа (5) и несколько ненамагничиваемых печатных перемычек (10, 10').
4. Лист электротехнической стали по одному из предыдущих пунктов, причем каждая из печатных перемычек (10, 10') тоньше, чем толщина листа одиночного листа (5).
5. Лист электротехнической стали по одному из предыдущих пунктов, который имеет вторую q-ось (q2), смежную с первой q-осью (q1), и в котором некоторые из ненамагничиваемых печатных перемычек (10, 10'), параллельных второй q-оси (q2), расположены на заданном расстоянии от второй q-оси (q2), причем печатные перемычки (10, 10'), параллельные первой q-оси (q1), расположены в окружном направлении перед первой q-осью (q1), а печатные перемычки (10, 10'), параллельные второй q-оси (q2), расположены в окружном направлении после второй q-оси (q2).
6. Лист электротехнической стали по одному из предыдущих пунктов, который разделен на сектора, в частности четыре квадранта (11), причем две q-оси (q1, q2) являются средними биссектрисами.
7. Лист электротехнической стали по п. 6, в котором первая делительная окружность (12) проходит через первый из секторов и второй сектор, противолежащий первому, но не через третий сектор, смежный с первым, и не через четвертый сектор, противолежащий третьему сектору, и вторая делительная окружность (13) проходит через третий сектор и четвертый сектор, но не через первый и второй сектор.
8. Листовой пакет с двумя листами электротехнической стали по любому из предыдущих пунктов, в котором листы (9, 9') электротехнической стали уложены в стопку один на другой с поворотом на угол, причем угол соответствует углу между первой и второй q-осью (q1, q2).
9. Электрическая машина с листовым пакетом по п. 8.
10. Способ изготовления листа (9, 9') электротехнической стали для электрической машины посредством
- штамповки одиночного листа (5) из намагничиваемого необработанного листового металла, причем
- одиночный лист (5) имеет несколько выемок (1),
отличающийся
- нанесением, соответственно, по меньшей мере одной перемычки (10, 10') в каждую из выемок (1) способом 3D-печати, причем
- каждая перемычка (10, 10') при нанесении образуется из ненамагничиваемого материала, причем
- некоторые из ненамагничиваемых печатных перемычек (10, 10') располагаются параллельно первой q-оси (q1) на заданном расстоянии от первой q-оси (q1), и/или
- некоторые из печатных перемычек (10, 10') располагаются исключительно на первой делительной окружности (12) с первым радиусом, и некоторые из печатных перемычек (10, 10') располагаются исключительно на второй делительной окружности (13) со вторым радиусом, отличным от первого радиуса.
| СИСТЕМА АТТРАКЦИОНА ДЛЯ КАТАНИЯ (ВАРИАНТЫ), СИСТЕМА КРЕПЛЕНИЯ И СПОСОБ ЕЁ ЭКСПЛУАТАЦИИ | 2018 |
|
RU2768117C2 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 6849983 B2, 27.08.2015 | |||
| Способ изготовления витого сердечника электрической машины | 1985 |
|
SU1760602A1 |
| ПАКЕТ ДЛЯ ФОРМИРОВАНИЯ МАГНИТНОЙ СИСТЕМЫ РОТОРА | 2003 |
|
RU2241296C1 |

