Изобретение относится к обработке металлов давлением и может быть использовано в электротехнической про- мьшшенности.
Целью изобретения является изгото ление магнитопровода электрической машины с улучшенными энергетическими и технологическими показателями,,
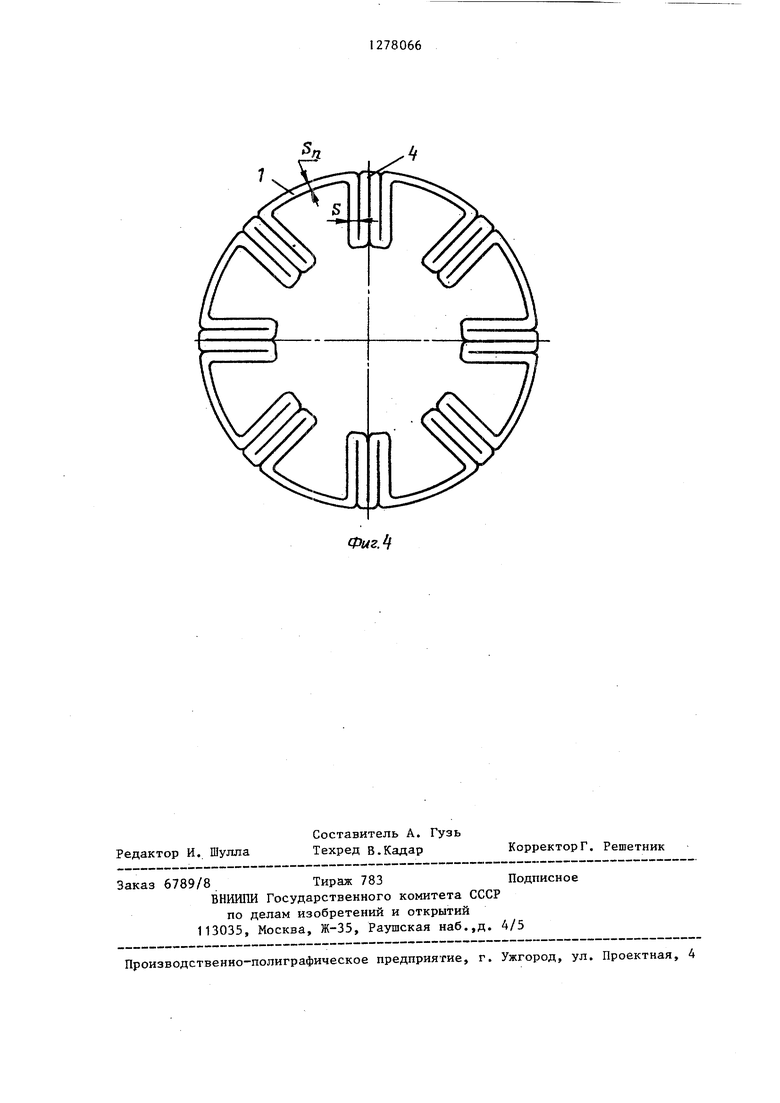
На фиг. 1 изображена полоса электротехнической стали после прокатки; на фиг. 2 - направление отгибки крайних складок зубцов; на фиг. 2 и 3 - зуб- цово-пазовая зона статора; на фиг.4 - то же, ротора.
На ленте электротехнической стали толщиной S вьшолняют, например., прокаткой выемки в местах, соответствующих пазовым перемычкам 1 до .то. тщины Sj т 0,53 и утонения в местах перегибов 2 складок 3 зубцов 4 зубцово-па- зовых зон до толщины S 0,4s. Лент разрезают на полосы шириной,равной осевой длине магнитопроводов статора (ротора), до или после выполнения выемок и утонений. Ленту обрабатыва ют в холодном или нагретом состоянии Места перегибов 2 вьшолняют с одной или двух сторон ленты. Форма мест пе регибов может быть овальная, прямоугольная, треугольная, в виде части окружности и прочая. Место перехода пазовой перемычки 1 в складку 5 может быть любой формы. Полосу с шириной, равной длине магнитопровода Ей, формуют в гофрированную зуб- цово-пазовую зону с пазовыми перемычками 1 и зз бцами 4 с. крайними складками 5. При формовании крайних складок 5 зубцов 4 полосу отгибают в сторону, противоположную расположению выемок. Направление отгибки складок 5 показано стрелкой 6. При изгибании складок 3 относительно мест перегибов 2 в вершинах складок 7 образуют
площадки 8. Затем заготовку сворачивают в обечайку и образуют зубцово- пазовые зоны статора или ротора, у которых пазовые перемычки 1 с толщиной Sf,, меньше толщины S складок зубца 4, располагают со стороны рабочего воздушного зазора электрической машины .
Предлагаемый способ обеспечивает улучшение энергетических показателей машины, а усовершенствование геометрии ленты и зубцово-пазовой зоны способствует повьшхению технологичности изготовления как зубцово-пазовой зоны, так и статора (ротора) в целом.
Формула изобретения
0 0 5 0
1.Способ изготовления обечаек из гофрированного листа, преимущественно магнитопроводов электрических машин, состоящих, из радиально расположенных складок, образующих зубцы,
и пазовых перемычек, соединяющих крайние складки и образующих пазы, открытые со стороны ярма, включающий формование зубцов из листа, отрезку заготовки с зубцамн, шириной, равной длине магнитопровода, сворачивание заготовки с зубцами в обечайку, о т- личающийся тем, что, с целью повышения качества изделий,перед формованием зубцов с одной стороны заготовки выполняют выемки в местах, соответствующих пазовым перемычкам, а также утонения в местах перегибов складок, составляющих зубцы, а при формировании зубцов крайние складки отгибают в сторону, противоположную расположению выемок. -2.Способ по п,1, отличающийся тем, что пазовые перемычки и утонения в местах перегибов вьшолняют прокаткой.
5
Фиг. 2
5 1
Фиг.Ъ
Редактор И. Шулла
Составитель А. Гузь Техред В.Кадар
Заказ 6789/8Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
Корректор Г. Решетник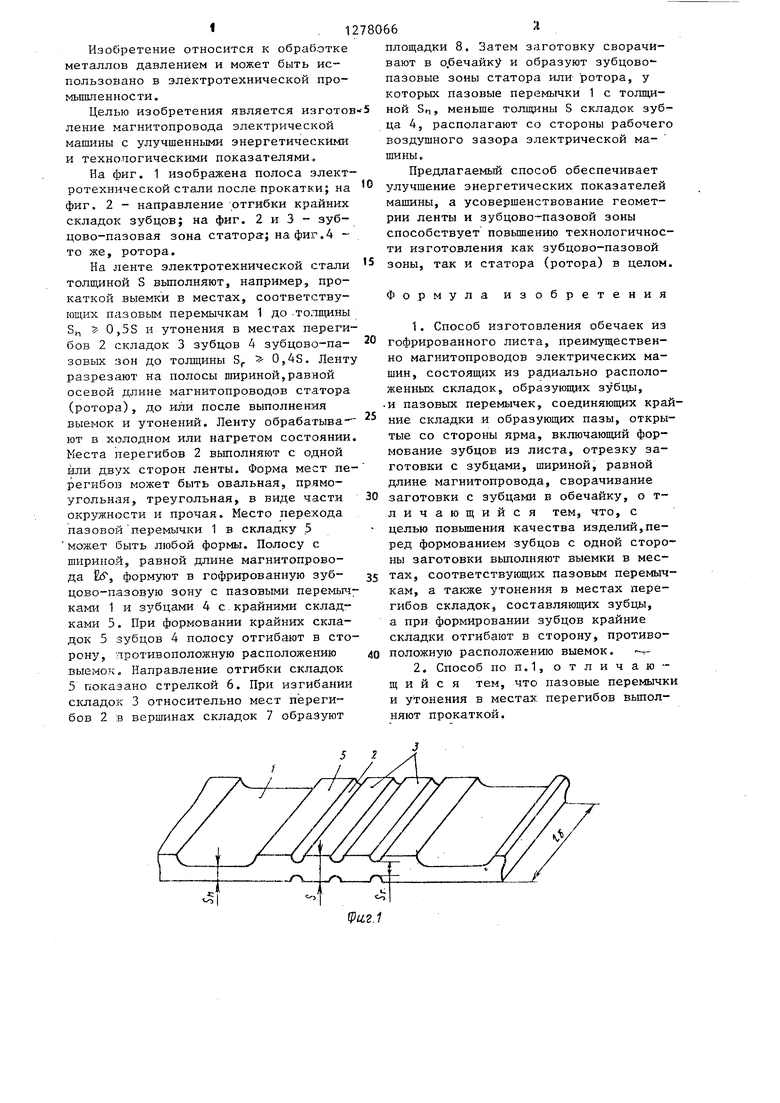
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1001315A2 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077012A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |

Изобретение относится к обработке металлов давлением и позволяет улучшить энергетические и технологические показатели магнитопроводов электрических машин. На ленте электротехнической стали вьшолняют выемки в местах пазовых перемычек и утоие- ния перегибов складок. Затем отрезают полосу с шириной, равной длине магнитопровода, и формуют зубцово- пазовую зону. При изгибании складок в вершинах складок образуют площадки. При формовании крайних складок зубцов полосу отгибают в сторону, противоположную расположению выемок. Полученную заготовку сворачивают в обечайку и образуют зубцово-пазовые зоны статора или ротора, у которых пазовые перемычки располагают со стороны рабочего воздушного зазора электрической машины. 1 з.п. ф-лы, 4 ил. 4S
| Авторское свидетельство СССР № | |||
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ДЕТАЛЕЙ | 0 |
|
SU286949A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
