ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к соединительному устройству.
УРОВЕНЬ ТЕХНИКИ
[0002] Существует множество держателей для соединения подвесных звеньев, стабилизирующих брусьев или стропов и т.п., которые присоединяют к подрамнику подвески, при этом соединение выполняют с помощью крепления с использованием крепежных частей, таких как болты и гайки. После приваривания гаек к подрамнику перед присоединением каждой соединительной части только болты устанавливают с помощью гаечного ключа, таким образом, данный способ обеспечивает высокую эффективность в работе. В том случае, когда необходимо приварить гайку к подрамнику, используют так называемую гайку с выступом, которая имеет выступ на посадочной поверхности, при этом, как правило, прикрепление гайки к монтажной поверхности скобы подрамника выполняют путем приваривания указанного выступа.
[0003] В целом, типовое устройство, используемое для приваривания гайки с выступом к сопрягаемой детали, содержит подающий элемент, предназначенный для подачи гайки, часть для подачи деталей, верхний электрод и нижний электрод (см. патентный документ 1).
Перечень ссылок:
Патентная Литература
[0004] Патентный документ 1: JP 4038403 В1.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая Проблема
[0005] Устройство для подачи деталей, описанное в патентном документе 1, содержит пневмоцилиндр, который расположен на конце шланга и с помощью которого осуществляется подача гайки из подающего элемента, при этом гайки расположены перед пневмоцилиндром и по отдельности транспортируются к электроду для приваривания при рабочем ходе стержня, представляющего собой пневмоцилиндр. Однако, поскольку стержень пневмоцилиндра выполнен с возможностью прямолинейного перемещения при рабочем ходе, данное устройство в виду наличия указанного стержня является громоздким. При оценке необходимости установки устройства для подачи деталей на фабрике заграницей с точки зрения уменьшения стоимости и т.п.иногда затруднительно обеспечить достаточно большое пространство для возведения такой фабрики в соответствии с имеющимися требованиями. Таким образом, есть необходимость в обеспечении компактности устройства для подачи деталей.
[0006] Таким образом, настоящее изобретение предназначено для решения вышеуказанной проблемы, и цель настоящего изобретения заключается в создании соединительного устройство, которое бы обеспечило экономию пространства.
Решение проблемы
[0007] Для достижения вышеуказанной цели согласно настоящему изобретению предложено соединительное устройство для прикрепления гайки к сопрягаемой детали, которое содержит накопительную часть для хранения гаек, сварочную часть для приваривания гайки к сопрягаемой детали с помощью пары электродов, транспортировочную часть, содержащую удлиненный гибкий элемент для перемещения отдельной гайки, хранящейся в накопительной части, к сварочной части, и размещающую часть, выполненную у выпуска удлиненного элемента на стороне сварочной части с возможностью временного смыкания между парой электродов сварочной части для размещения гайки. После прохождения отдельной гайки, поступившей из транспортировочной части, через размещающую часть ее размещают на нижнем электроде из указанной пары электродов.
Преимущественный Эффект Изобретения
[0008] В соединительном устройстве согласно настоящему изобретению транспортировочная часть обеспечивает перемещение гаек по отдельности к сварочной части, при этом гайки по отдельности проходят через размещающую часть для размещения на нижнем электроде из указанной пары электродов. Следовательно, при осуществлении хранения и подачи гаек с помощью заявленного устройства обеспечивается возможность отказаться от использования типовой конфигурации с пневмоцилиндром и прикрепленным к нему стержнем, таким образом, обеспечивая экономию места.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009]
Фиг. 1 изображает вид в аксонометрии соединительного устройства согласно первому варианту выполнения настоящего изобретения.
Фиг. 2 изображает вид в аксонометрии соединительного устройства в состоянии, отличном от состояния на Фиг. 1.
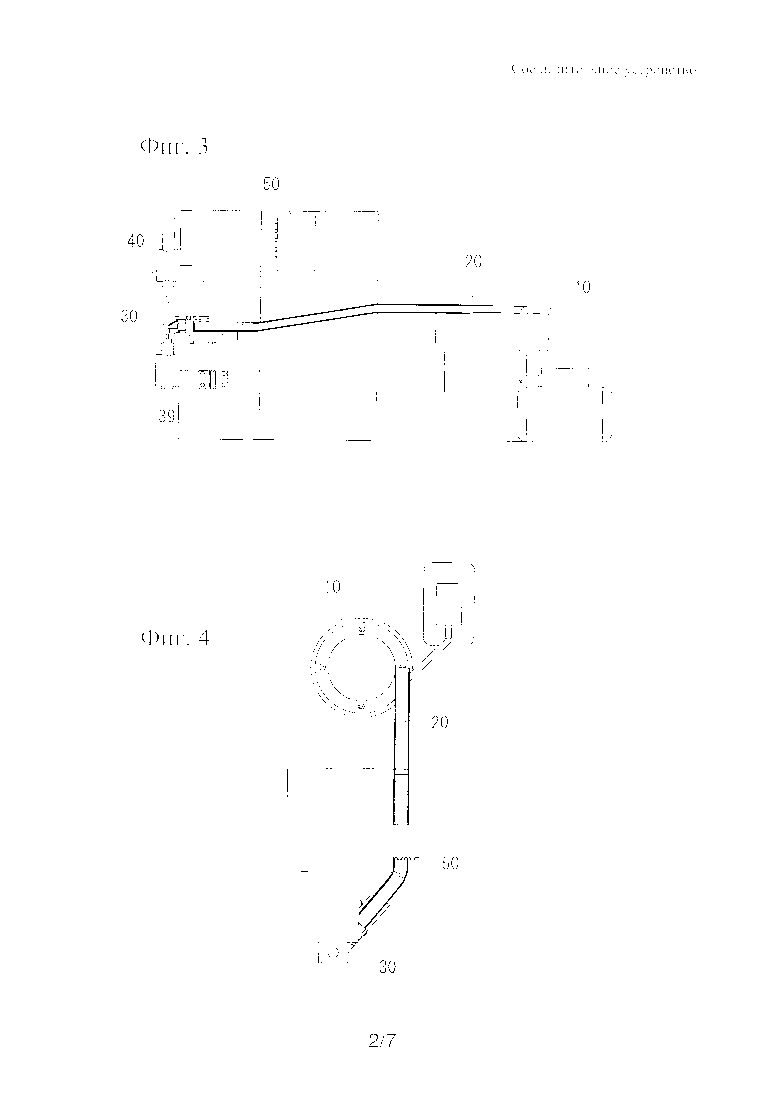
Фиг. 3 изображает вид сбоку соединительного устройства.
Фиг. 4 изображает вид сверху соединительного устройства.
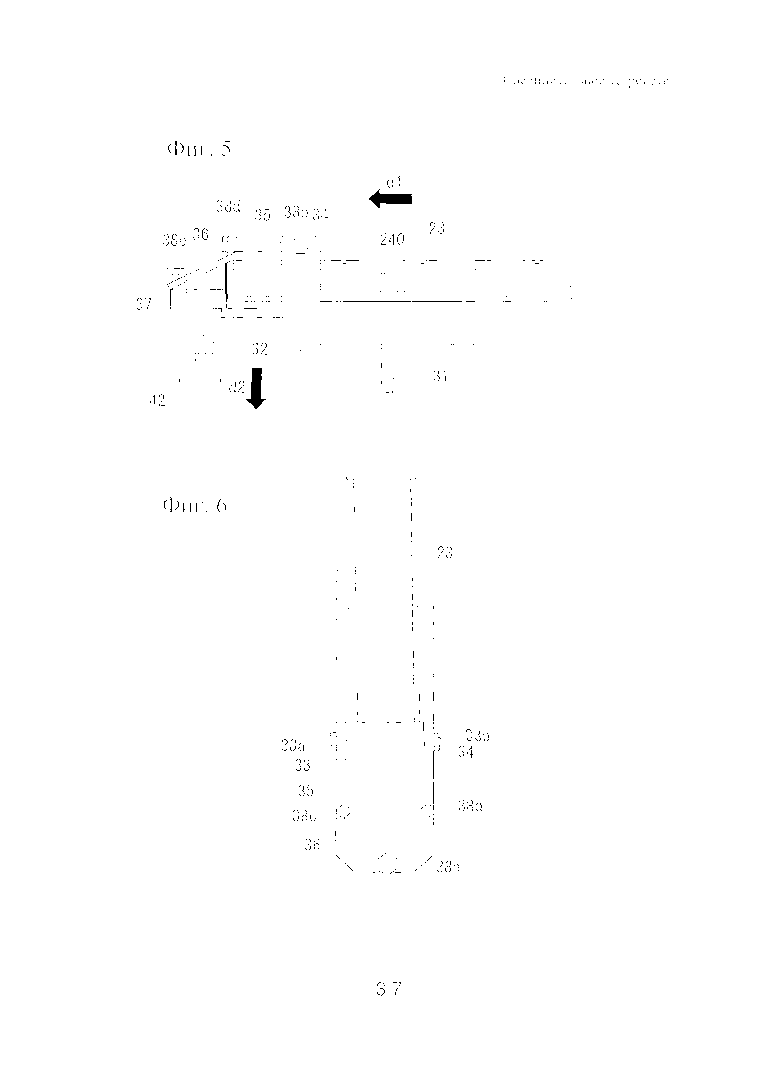
Фиг. 5 изображает вид сбоку размещающей части соединительного устройства.
Фиг. 6 изображает вид сверху размещающей части.
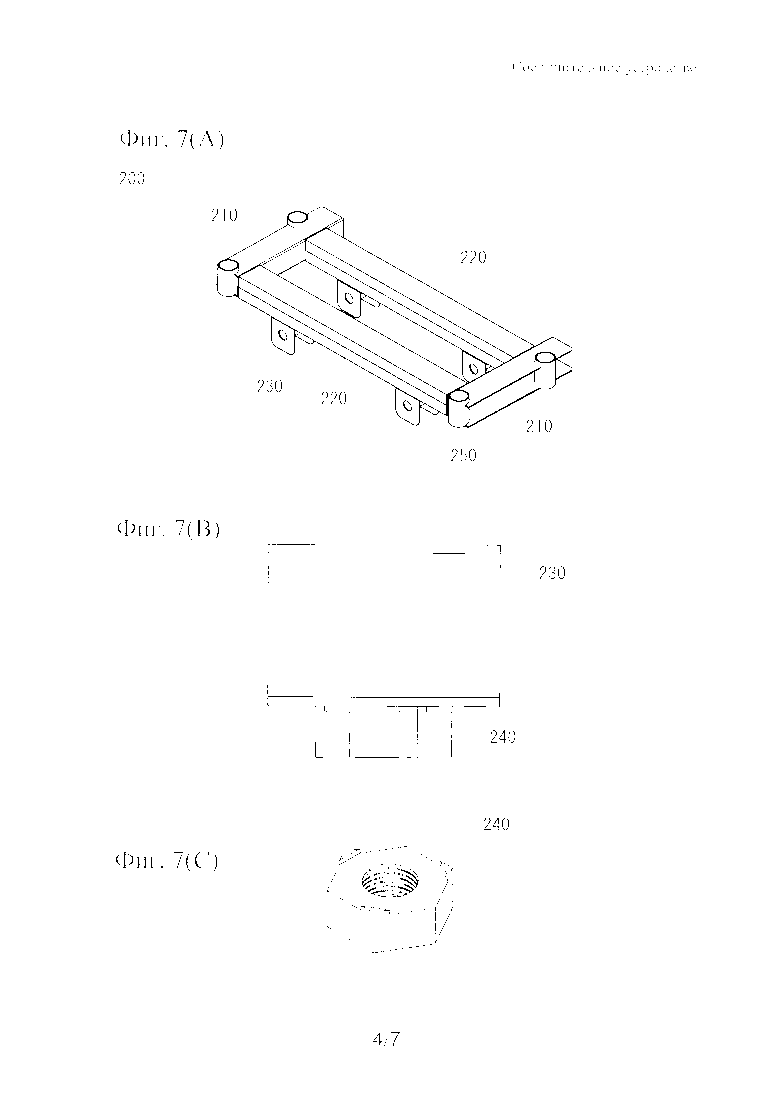
Фиг. 7 (А) изображает вид в аксонометрии подрамника подвески, Фиг. 7 (В) иллюстрирует положение, в котором привариваемую гайку присоединяют к детали, а Фиг. 7 (С) изображает вид в аксонометрии привариваемой гайки.
Фиг. 8 изображает вид в аксонометрии соединительного устройства согласно второму варианту выполнения настоящего изобретения.
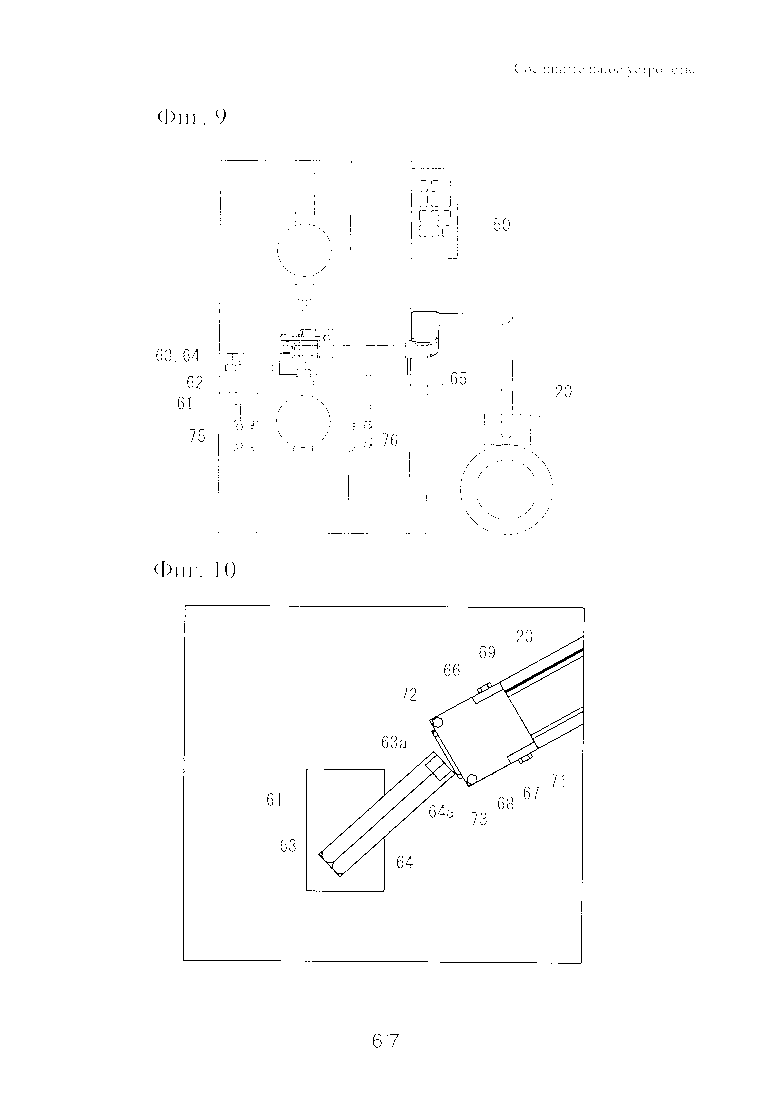
Фиг. 9 изображает вид спереди соединительного устройства.
Фиг. 10 изображает увеличенный вид сверху размещающей части в соединительном устройстве.
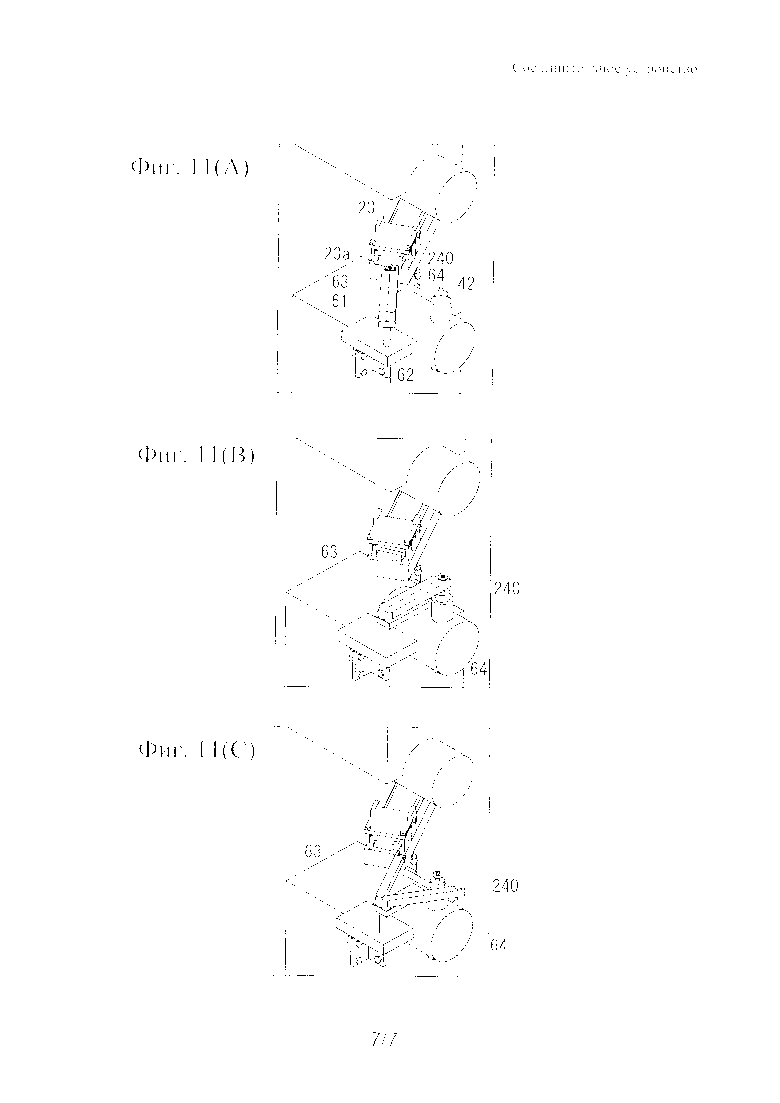
Фиг. 11 (А) - 11 (С) изображают виды в аксонометрии, иллюстрирующие размещение гайки на нижнем электроде с помощью соединительного устройства.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
[0010] Далее со ссылкой на сопроводительные чертежи будут описаны варианты выполнения настоящего изобретения. Объем технических признаков, определяемый формулой изобретения, и значение терминов не ограничиваются приведенным ниже описанием. В некоторых случаях соотношение размеров на чертежах отличается от реального соотношения и может быть увеличено для удобства описания.
[0011] Фиг. 1 изображает вид в аксонометрии соединительного устройства согласно первому варианту выполнения настоящего изобретения. Фиг. 2 изображает вид в аксонометрии соединительного устройства в состоянии, отличном от состояния на Фиг. 1. Фиг. 3 и 4 изображают, соответственно, вид сбоку и вид сверху соединительного устройства. Фиг. 5 изображает вид сбоку размещающей части соединительного устройства. Фиг. 6 изображает вид сверху размещающей части. Фиг. 7 (А) изображает вид в аксонометрии подрамника подвески. Фиг. 7 (В) иллюстрирует положение, в котором привариваемую гайку присоединяют к детали. Фиг. 7 (С) изображает вид в аксонометрии привариваемой гайки.
[0012] (Пример, в котором используется деталь, которую необходимо присоединить).
Соединительное устройство 100 согласно данному варианту выполнения используют для присоединения гайки 240 к скобе 230 для обеспечения возможности соединения деталей, таких как подвесное звено в подрамнике 200 подвески, как показано на Фиг. 7 (А), например. Как правило, подрамник 200 подвески содержит боковой элемент 210, поперечный элемент 220, скобу 230, гайку 240 и втулку 250. Скоба 230 присоединена к поперечному элементу 220. Гайка 240, называемая привариваемой гайкой, прикреплена к скобе 230 путем сварки.
[0013] (Соединительное устройство)
Далее описано соединительное устройство согласно данному варианту выполнения. Соединительное устройство 100 содержит часть 10 для подачи деталей (соответствует накопительной части), транспортировочную часть 20, подающую головку 30 (соответствует размещающей части), сварочную часть 40 и управляющую часть 50.
[0014] Часть 10 для подачи деталей содержит вибрационную часть 11, отверстие для подачи гаек (не показано), спиральный проход 12 и выпускающую часть 13. Часть 10 для подачи деталей имеет столбчатую внешнюю форму, а вибрационная часть 11 представляет собой двигатель или подобный механизм, который выполнен с возможностью создания вибрации на нижнем участке части 10 для подачи деталей. Отверстие для подачи гаек выполнено на нижнем участке части 10 для подачи деталей, а спиральный проход 12 выполнен таким образом, что он проходит по спирали вверх от указанного отверстия. Спиральный проход 12 содержит слегка наклонный к центру, если смотреть сверху, спиральный проход и имеет выступ на внутренней части окружной кромки. Таким образом, из всех привариваемых гаек та гайка, чей выступ не размещен в направлении вниз при прохождении спирального прохода 12, отсеивается, т.е. обеспечивается возможность выравнивания выступов привариваемых гаек в определенном направлении.
[0015] Выпускающая часть 13 расположена у верхнего конца спирального прохода 12 и соединена с транспортировочной частью 20. Гайка 240, поступившая из отверстия для подачи гаек, приводится в состояние вибрации посредством вибрационной части 11, при этом обеспечивается ее перемещение по спирали от нижней к верхней поверхности спирального прохода 12 и подача к выпускающей части 13.
[0016] Транспортировочная часть 20 содержит часть 21 для подачи воздуха под давлением, линию 22 для подачи воздуха, линию 23 для транспортировки гаек (соответствует удлиненному элементу) и регистрирующую часть. Несмотря на то, что часть 21 для подачи воздуха под давлением в данном варианте выполнения представляет собой компрессор, она не обязательно должна быть выполнена в виде компрессора, но должна обеспечивать подачу воздуха под давлением для транспортирования гайки 240. Линия 22 для подачи воздуха проходит несколько ниже относительно выпускающей части 13, расположенной на линии 23 для транспортировки гаек, и обеспечивает подачу сжатого воздуха из части 21 к гайке 240, которая поступила из части 10 для подачи деталей. Таким образом, обеспечивается доставка гайки 240 к сварочной части 40. Кроме того, согласно данному варианту выполнения регистрирующая часть содержит датчик, расположенный у выпускающей части 13 для обеспечения возможности подачи гаек 240 из выпускающей части 13 по отдельности.
[0017] Линия 23 для транспортировки гаек представляет собой удлиненный элемент, который является полым и имеет по существу прямоугольное поперечное сечение. Конец линии 23 для транспортировки гаек расположен у выпускающей части 13, которая находится у верхнего конца спирального прохода 12. К линии 23 для транспортировки гаек по линии 22 подачи воздуха обеспечена подача сжатого воздуха к гайке 240 для ее перемещения от вибрационной части 11. Линия 22 подачи воздуха и линия 23 для транспортировки гаек выполнены в виде шлангов из гибкого полимерного материала или подобного материала без ограничения гибкими полимерами. При том, что линия 23 для транспортировки гаек имеет криволинейный участок, в целом, она проходит в горизонтальном направлении, пересекая вертикальное направление, вдоль которого выровнены электроды 41 и 42.
[0018] Подающая головка 30 выполнена на концевом участке линии 23 для транспортировки гаек, который расположен напротив выпускающей части 13. Подающая головка 30 обеспечивает направление гайки 240, поступившей из выпускающей части 13 линии 23 для транспортировки гаек, к сварочной части 40. Как показано на Фиг. 5 и 6, подающая головка 30 содержит движущую часть 31, подвижное основание 32 (соответствует подвижной части), крепежные части 33, 34 и 35, распределительные части 36 и 37 (соответствуют части для изменения направления), и болты 38а, 38b, 38с, 38d и 38е.
[0019] Движущая часть 31, так же как и скоба 39, прикреплена к боковой поверхности корпуса сварочной части 40 с помощью болтов и выполнена в виде электрического цилиндра. Однако варианты выполнения движущей части 31 не ограничены электрическим цилиндром. Подвижное основание 32 с возможностью перемещения соединено с движущей частью 31, а линия 23 для транспортировки гаек прикреплена к подвижному основанию 32 с помощью крепежных частей 33, 34 и 35 и болтов 38а, 38b, 38с и 38d. Поскольку подвижное основание 32 и линия 23 для транспортировки гаек прикреплены с возможностью перемещения к движущей части 31, линия 23 для транспортировки гаек так же, как подвижное основание 32, выполнена с возможностью перемещения между положением, направленным в сторону от сварочной части 40, как показано на Фиг. 1, и положением между электродами 41 и 42 сварочной части 40, как показано на Фиг. 2. Подвижное основание 32 выполнено с возможностью перемещения, по существу, в горизонтальном направлении, которое пересекает вертикальное направление, вдоль которого выровнены электроды 41 и 42.
[0020] Крепежные части 33 и 34 выполнены в виде пластинчатых элементов, прикрепленных к подвижному основанию 32, расположены на стороне линии 23 транспортировки гаек и проходят, по существу, в вертикальном направлении. Крепежная часть 35 представляет собой пластинчатый элемент, расположенный между крепежной частью 33 и крепежной частью 34, и прикреплена к крепежным частям 33 и 34 с помощью болтов 38а и 38b. Крепежная часть 35 вместе с подвижным основанием 32 окружает и закрепляет линию 23 для транспортировки гаек в вертикальном направлении.
[0021] Распределительная часть 36 представляет собой пластинчатый элемент, который прикреплен к крепежной части 35 и распределительной части 37 и выполнен с возможностью изменения направления перемещения гайки 240, поступившей по линии 23 для транспортировки гаек. Выпуск линии 23 транспортировки гаек расположен вблизи распределительной части 36. Распределительная часть 36 присоединена к крепежной части 35 с помощью болтов 38 с и 38d и прикреплена к распределительной части 37 с помощью болта 38е. Как показано на Фиг. 5, распределительная часть 36 присоединена к крепежной части 35 и распределительной части 37 так, что она наклонена относительно вертикального направления. Возможность регулирования степени наклона распределительной части 36 обеспечивается путем изменения степени затягивания болта 38е относительно распределительной части 37.
[0022] Распределительная часть 37 вместе с распределительной частью 36 обеспечивает перемещение вниз гайки 240, поступившей из транспортировочной части 20. Распределительная часть 37 представляет собой пластинчатый элемент, выполненный таким образом, что внешняя форма его нижней поверхности, показанная на Фиг. 6, по существу, соответствует форме распределительной части 36 на виде сверху, при этом проход для гайки 240 имеет форму выемки. Несмотря на то, что конец распределительной части 37 выполнен с возможностью присоединения к подвижному основанию 32 путем сварки, он может быть выполнен с возможностью прикрепления к подвижному основанию 32 с помощью болтов.
[0023] Сварочная часть 40 содержит верхний электрод 41 и нижний электрод 42. Нижний электрод 42 содержит штифт для размещения привариваемой гайки 240.. Во время сварки привариваемую гайку 240 размещают на штифте нижнего электрода 42, при этом к верхнему электроду 41 и нижнему электроду 42 обеспечивают подачу энергии для обеспечения соединения привариваемой гайки 240 с элементом, таким как скоба 230. Электроды 41 и 42 расположены один вдоль другого, по существу, в вертикальном направлении. Управляющая часть 50 предназначена для управления работой части 10 для подачи деталей, транспортировочной части 20, подающей головки 30, сварочной части 40 и т.д., и выполнена с возможностью осуществления различных операций при нажатии клавиш. Поскольку такая конфигурация управляющей части 50 является типовой, ее описание не приведено.
[0024] (Присоединение Гайки)
Присоединение гайки 240 с помощью соединительного устройства 100 выполняют следующим образом. Вначале, когда вибрационная часть 11 создает вибрацию для перемещения гайки 240 к части 10 для подачи деталей, гайка 240, поступившая в спиральный проход 12, перемещается вверх по спиральному проходу 12 к выпускающей части 13. К гайке 240, которая поступила в выпускающую часть 13, из линии 22 подачи воздуха поступает сжатый воздух, при этом обеспечивается перемещение отдельной гайки внутри линии 23 к сварочной части 40.
[0025] При этом обеспечивается временное размещение подающей головки 30 между электродом 41 и электродом 42 перед поступлением гайки 240, перемещаемой из выпускающей части 13, как показано на Фиг. 2. Как показано на Фиг. 5, гайка 240, перемещаемая от линии 23 для транспортировки гаек, изменяет направление своего перемещения, которое имеет по существу горизонтальное направление d1, на по существу вертикальное направление d2 с помощью распределительных частей 36 и 37, и падает с размещением на нижнем электроде 42.
[0026] Когда гайка 240 размещена на нижнем электроде 42, посредством движущей части 31 обеспечивается перемещение подающей головки 30 в сторону от сварочной части 40, как показано на Фиг. 1. В этом положении верхний электрод 41 прижимается к нижнему электроду 42 для выполнения сварки, при этом привариваемая гайка 240 приваривается к элементу, такому как скоба 230.
[0027] (Назначение и Эффект)
Далее описаны эффекты представленного варианта выполнения.
В типовом устройстве для присоединения детали, например, для приваривания гайки к скобе, гайки, направляемые воздухом от устройства, создающего вибрацию, временно скапливаются и по отдельности транспортируются к электродам, на которых сварка выполняется при рабочем ходе стержня, представляющего собой пневмоцилиндр. Однако стержень пневмоцилиндра имеет большой наружный размер. При рассмотрении вопроса о строительстве фабрик заграницей с точки зрения уменьшения стоимости и т.п.иногда невозможно обеспечить достаточно большое пространство для размещения такой фабрики. По этой причине возникает необходимость в уменьшении габаритов соединительного устройства.
[0028] Для выполнения указанного требования предложено соединительное устройство 100 согласно представленному варианту выполнения, которое содержит часть 10 для подачи деталей, сварочную часть 40, транспортировочную часть 20 и размещающую часть 30, при этом транспортировочная часть 20 выполнена с возможностью перемещения гаек 240 по отдельности к сварочной части 40 так, что каждая гайка 240 поступает к подающей головке 30, и обеспечивается ее размещение на электроде 42.
[0029] Таким образом, нет необходимости, как обычно, транспортировать гайку к электроду посредством стержня пневмоцилиндра после ее временного хранения перед пневмоцилиндром, при этом, поскольку нет необходимости использовать стержень для транспортировки указанной гайки, соединительное устройство 100 обеспечивает возможность экономии места. Кроме того, поскольку указанное устройство выполнено с возможностью перемещения гаек по отдельности вместо перемещения обычным образом, исключается риск застревания гаек при их хранении и перемещении.
[0030] Кроме того, согласно первому варианту выполнения конструкция размещающей части состоит из подвижного основания 32, а линия 23 для транспортировки гаек выполнена с возможностью перемещения к электродам 41 и 42 и от них в направлении, пересекающем вертикальное направление, вдоль которого выровнены электроды 41 и 42. Таким образом, обеспечивается возможность исключить использование пневмоцилиндра для временного хранения гаек 240 и их транспортировки к электроду 42.
[0031] Кроме того, подающая головка 30 может содержать распределительные части 36 и 37, которые соответствуют части для изменения направления и выполнены с возможностью изменения направления перемещения гайки 240, перемещаемой под действием воздуха под давлением по линии 23 для транспортировки гаек, проходящей, по существу, в горизонтальном направлении, при ее подаче к электроду 42. Таким образом, обеспечивается возможность направления гайки 240, поступающей по линии 23 для транспортировки гаек в местоположение вблизи электрода 42, при этом уменьшая риск неправильной установки гайки 240 на электроде 42. Таким образом, обеспечивается возможность эффективного и быстрого присоединения гайки.
[0032] Кроме того, подающая головка 30 выполнена с возможностью прямолинейного перемещения между электродом 41 и электродом 42 перед выполнением сварки посредством электродов 41 и 42, соответствующих составляющих сварочную часть 40. Следовательно, гайка 240 в положении, в котором ее отпускают, может быть расположена ближе к электроду 42 и, соответственно, объем воздуха под давлением, необходимый для размещения гайки 240 на электроде 42, может быть уменьшен.
[0033] Кроме того, деталь, изготовленная согласно первому варианту выполнения, может представлять собой скобу 230, выполненную с возможностью присоединения к поперечному элементу 220, который представляет подрамник 200 подвески, показанный на Фиг. 7 (В) в качестве примера.
[0034] (Второй вариант выполнения)
Фиг. 8-10 изображают вид в аксонометрии и вид спереди соединительного устройства согласно второму варианту выполнения настоящего изобретения и увеличенный вид сверху размещающей части соединительного устройства. Фиг. 11(A) - 11(C) иллюстрируют в аксонометрии размещение гайки на нижнем электроде с помощью соединительного устройства.
[0035] Соединительное устройство 100а согласно второму варианту выполнения содержит часть 10 для подачи деталей, транспортировочную часть 20, размещающую часть 60, сварочную часть 40, управляющую часть 50. Элементы конструкции, соответствующие элементам в первом варианте выполнения, имеют аналогичные номера позиций, при этом их описание не приведено.
[0036] Размещающая часть 60 содержит вращательную движущую часть 61, вращающийся вал 62, удерживающие части 63 и 64 (соответствующие вращательной удерживающей части), опорное основание 65, крепежные части 66, 67 и 68 и болты 69, 71, 72 и 73. Вращательная движущая часть 61 прикреплена к корпусу соединительного устройства 100а со скобой 75 с помощью болтов и содержит конструкции, такие как зубчатые передачи и исполнительные механизмы, для обеспечения возможности вращения вращающегося вала 62, удерживающих частей 63 и 64, и т.п.
[0037] Как показано на Фиг. 9, вращающийся вал 62 с возможностью вращения прикреплен к верхнему участку вращательной движущей части 61, при этом удерживающие части 63 и 64 прикреплены к верхней части вращающегося вала 62. Таким образом, при вращении вала 62 обеспечивается вращение удерживающих частей 63 и 64. Удерживающие части 63 и 64 содержат валы, которые выполнены с возможностью вращения независимо от вращающегося вала 62. Удерживающие части 63 и 64 имеют выемки 63а и 64а, соответственно, при этом гайка 240, поступившая по линии 23 для транспортировки гаек, может быть размещена в выемках 63а и 64а.
[0038] Удерживающие части 63 и 64 выполнены следующим образом. Удерживающие части 63 и 64 выполнены с возможностью перемещения в сторону друг от друга при повороте вокруг соответствующих валов. В результате, как показано на Фиг. 11(A), с помощью удерживающих частей 63 и 64 обеспечивается размещение гайки 240, поступившей по линии 23 для транспортировки гаек, в выемках 63а и 64а, при этом, как показано на Фиг. 11 (В), при повороте вала 62 обеспечивается временное расположение удерживающих частей 63 и 64 между электродом 41 и электродом 42. Затем, как показано на Фиг. 11 (С), по мере перемещения удерживающих частей 63 и 64 в сторону друг от друга при их повороте вокруг соответствующих вращающихся валов обеспечивается освобождение гайки 240, размещенной в выемках 63а и 64а, и ее размещение на электроде 42.
[0039] Опорное основание 65 поддерживает линию 23 для транспортировки гаек, при этом оно соединено с помощью болтов со скобой 76. Крепежная часть 66, крепежная часть 67 и крепежная часть 68 имеют такую же конструкцию, как крепежная часть 33, крепежная часть 34 и крепежная часть 35 в первом варианте выполнения, соответственно, поэтому их описание не приведено. Так как болты 69, 71, 72 и 73 имеют такую же конфигурацию, как болты 38а, 38b, 38с и 38d согласно первому варианту выполнения, их описание не приведено. Согласно второму варианту выполнения выпуск 23а линии 23 для транспортировки гаек расположен вблизи удерживающих частей 63 и 64 крепежной части 68.
[0040] Что касается присоединения гайки с помощью соединительного устройства 100а согласно второму варианту выполнения, подача гайки 240 с помощью транспортировочной части 20 из части 10 для подачи деталей выполняется таким же образом, как и в первом варианте выполнения. Гайку 240, поданную под действием воздуха под давлением из транспортировочной части 20, размещают в выемках 63а и 64а удерживающих частей 63 и 64 на стороне сварочной части 40 линии 23 для транспортировки гаек. Как указано в приведенном выше описании, вращающийся вал 62 выполнен с возможностью вращения таким образом, что обеспечивается расположение удерживающих частей 63 и 64 между электродом 41 и электродом 42, при этом удерживающие части 63 и 64 перемещаются в сторону друг от друга, обеспечивая размещение гайки 240 на электроде 42. Как и в первом варианте выполнения, удерживающие части 63 и 64 отводят в сторону от сварочной части 40, и с помощью электродов 41 и 42 гайку 240 приваривают к элементу, такому как скоба 230,.
[0041] Согласно второму варианту выполнения размещающая часть 60 содержит вращающийся вал 62 и выполнена с возможностью перемещения к выпуску 23а линии 23 для транспортировки гаек, а также перемещения между парой электродов 41 и 42 при повороте вокруг вращающегося вала 62. Таким образом, нет необходимости увеличивать длину линии 23 для транспортировки гаек, чтобы обеспечить возможности ее перемещения ближе к местоположению между электродами 41 и 42 из положения, в котором удлиненная линия 23 отведена от электродов 41 и 42. Такая конфигурация обеспечивает экономию места.
[0042] Кроме того, размещающая часть 60 содержит пару удерживающих частей 63 и 64, которые обеспечивают удерживание гайки 240 до ее размещения на нижнем электроде 42, при этом удерживающие части 63 и 64 выполнены с возможностью поворота вокруг вращающегося вала 62, перемещения друг к другу у выпуска 23а линии 23 для транспортировки гаек для удерживания гайки 240, поступившей из выпуска 23а, и последующего перемещения в стороны друг от друга при повороте вокруг вращающегося вала 62 в местоположении между парой электродов 41 и 42 для размещения гайки 240 на нижнем электроде 42. Таким образом, данная конфигурация позволяет не увеличивать линию 23 для транспортировки гаек и обеспечивает экономию места, как указано в вышеприведенном описании.
[0043] Настоящее изобретение не ограничивается приведенными выше вариантами выполнения, при этом возможны его различные модификации в рамках объема, определенного формулой изобретения.
[0044] В вышеприведенном описании раскрыт вариант выполнения, в котором в качестве текучей среды для транспортировки гаек используют воздух. Однако настоящее изобретение не ограничивается данным примером, и текучая среда может представлять собой другое вещество, например, азот.
Список обозначений
[0045]
10 - часть для подачи деталей (накопительная часть)
100, 100а - соединительное устройство
20 - транспортировочная часть
23 - линия для транспортировки гаек (удлиненный элемент)
30 - подающая головка (перемещающая часть)
32 - подвижное основание (подвижная часть)
36, 37 - распределительная часть (часть для изменения направления)
40 - сварочная часть
60 - размещающая часть
63, 64 - удерживающая часть (вращательная удерживающая часть)
200 - подрамник подвески
210 - боковой элемент
220 - поперечный элемент
230 - скоба
240 - привариваемая гайка


Изобретение относится к области машиностроения и может быть использовано в устройствах для приваривания гайки к сопрягаемой детали. Устройство содержит накопительную часть для хранения гаек, сварочную часть для приваривания гайки к сопрягаемой детали с помощью пары электродов, транспортировочную часть, содержащую гибкий удлиненный элемент для транспортировки отдельной гайки, находящейся в указанной накопительной части, к указанной сварочной части, и подающую головку, расположенную у выпуска указанного удлиненного элемента на стороне указанной сварочной части и выполненную с возможностью временного размещения между парой электродов указанной сварочной части до выпуска гайки из выпускающей части, выполненной в накопительной части, и с возможностью обеспечения размещения указанной гайки на нижнем электроде из указанной пары электродов после прохождения гайки через подающую головку. Использование изобретения позволяет сократить габариты устройства. 1 з.п. ф-лы, 15 ил.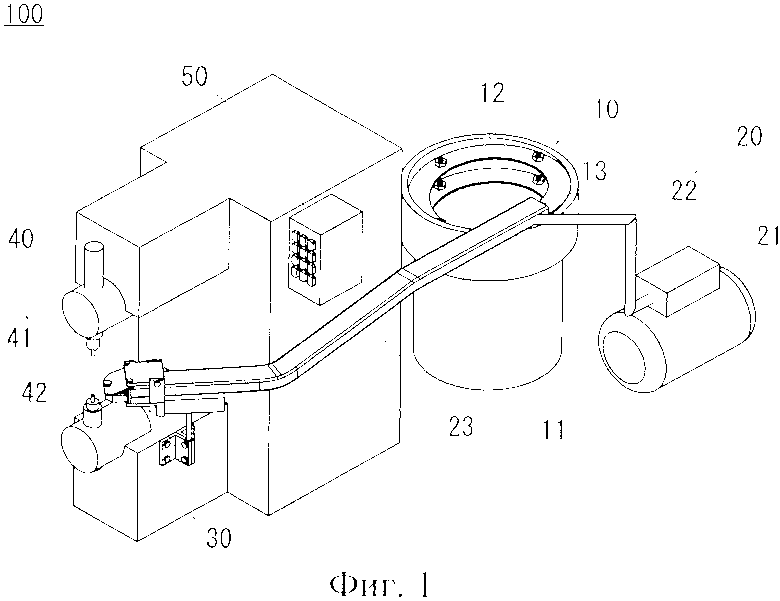
1. Устройство для приваривания гайки к сопрягаемой детали, содержащее
накопительную часть для хранения гаек,
сварочную часть для приваривания гайки к сопрягаемой детали с помощью пары электродов, транспортировочную часть, содержащую гибкий удлиненный элемент для транспортировки отдельной гайки, находящейся в указанной накопительной части, к указанной сварочной части, и
подающую головку, расположенную у выпуска указанного удлиненного элемента на стороне указанной сварочной части и выполненную с возможностью временного размещения между парой электродов указанной сварочной части до выпуска гайки из выпускающей части, выполненной в накопительной части, и с возможностью обеспечения размещения указанной гайки на нижнем электроде из указанной пары электродов после прохождения гайки через подающую головку,
при этом подающая головка включает в себя движущую часть, соединенную с подвижным основанием, которое прикреплено к выпуску указанного удлиненного элемента, и распределительные элементы, закрепленные на подвижном основании и выполненные с возможностью управления направлением перемещения гайки, причем подвижное основание с прикрепленным к нему указанным выпуском выполнено с возможностью перемещения к указанной паре электродов и от нее в направлении, пересекающем направление, вдоль которого установлены электроды.
2. Устройство по п.1, в котором указанный удлиненный элемент расположен в направлении, пересекающем направление, вдоль которого установлена указанная пара электродов, а указанная подающая головка содержит элемент для изменения направления перемещения гайки, поступающей из указанного выпуска удлиненного элемента к указанному нижнему электроду.
| JP 2004034232 A, 05.02.2004 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВЫСТУПАЮЩИХ ГАЕК | 2005 |
|
RU2381883C2 |
| УСТРОЙСТВО ДЕФОРМАЦИОННОГО КРЕПЛЕНИЯ ЭЛЕМЕНТА НА ДЕТАЛИ | 2009 |
|
RU2507051C2 |
| СТЕНД ДЛЯ МОНТАЖА ГАЕК НА ПРОКАТНЫЕ ВАЛКИ | 1991 |
|
RU2027576C1 |
| JP 2004034232 A, 05.02.2004 | |||
| JPH 09239554 A, 16.09.1997. | |||

