Изобретение относится к атомной промышленности и может быть использовано при изготовлении тепловыделяющих элементов (ТВЭЛ) для автоматического контроля альфа-загрязненности на их поверхности.
Процесс сборки топливных столбов в твэлы подвержен радиационному загрязнению поверхности готовых герметизированных изделий. Таким образом, параметры вновь изготовленных твэлов подлежат контролю по системе внутреннего качества. Контроль радиационного загрязнения поверхности твэлов осуществляют по α-излучению урана, находящегося на поверхности группы изделий в виде радиоактивной пыли диоксида урана. При этом, активность α-частиц смеси изотопов урана, превышающая заданный браковочный уровень, сигнализирует о недопустимом радиационном загрязнении поверхности твэлов, в свою очередь, приводящем к радиационному загрязнению тепловыделяющих сборок, которые транспортируются на атомные станции.
Известно устройство автоматического контроля снимаемой альфа-загрязненности твэлов, которое содержит устанавливаемую в лоток на позиции контакта кассету, состоящую из корпуса, в котором смонтированы питающая и приемная тканевую ленту две катушки, каждая с датчиком количества ленты, направляющие ролики, датчик натяжения ленты, размещенный над лентой со смещением на шаг от позиции контактирования ленты с твэлом, связанный с измерительной аппаратурой альфа-детектор и размещаемый под лентой механизм обжима ленты к поверхности твэла, включающий два подвижных фигурных сегмента длиной, равной ширине ленты, и с внутренним диаметром по диаметру твэла с упругими прокладками, соединенных штоком с пружинным блоком, связанным через датчик усилия с электроцилиндром, имеющим шаговый двигатель, управляемый измерителем силы прижима сегментов. Для нормированного перемещения ленты в кассете механизм вращения катушек снабжен шаговыми двигателями, а измерительная аппаратура и измеритель сил связаны с логическим контроллером, соединенным с промышленным компьютером (RU 2615036, опуб. 03.04.2017). Устройство позволяет автоматизировать процесс определения загрязненности твэлов в составе автоматизированной линии методом сухого мазка. Недостатком является низкая оперативность контроля, обусловленная пошаговой (поочередной) загрузкой твэлов на измерительную позицию при одновременной сложности конструкции используемого оборудования для обеспечения протяжки бязевой ленты.
Среди методов определения радиационного загрязнения поверхности изделий известен метод мазков, который представляет собой способ измерения уровней радиоактивного загрязнения (РЗ) путем определения активности, снятой с контролируемой поверхности контактным путем. Для снятия РЗ используют следующие материалы: хлопчатобумажную ткань, марлю, ткань ФП, ватные тампоны. К недостаткам данного способа можно отнести высокое количество ручных операций, а также необходимость в использовании «вспомогательных устройств, материалов и реактивов», применение которых нецелесообразно в составе автоматизированной линии производства изделий (Методические указания 2.6.1.016-99 «Контроль загрязнения радиоактивными нуклидами поверхностей рабочих помещений, оборудования транспортных средств и других объектов» п. 6.3).
Известно устройство для отбора проб с загрязненной поверхности, состоящее из корпуса, внутри которого установлен фильтрующий элемент с подводящими и отводящими патрубками, отсасывающего насоса. Нижняя часть корпуса выполнена открытой, подводящие патрубки соединены с отверстиями, выполненными в нижней части корпуса и расположенными под углом к исследуемой поверхности. (RU №2408003, опуб. 27.12.2010 г.). К недостаткам данного устройства следует отнести недостаточную оперативность и автоматизацию контроля радиационных загрязнений, обусловленные наличием сорбирующих фильтров, подлежащих замене, извлечению и дополнительному контролю накопленных частиц.
Наиболее близким аналогом изобретения является линия контроля и разбраковки тепловыделяющих элементов, которая содержит транспортный контейнер загрузки ТВЭЛов на наклонный стол с отсекателями их поштучной подачи на рольганг, вдоль которого размещены механизм контроля и разбраковки ТВЭЛа по внутренним дефектам, механизм контроля и разбраковки ТВЭЛа по диаметру и механизм контроля и разбраковки ТВЭЛа по кривизне. Линия дополнительно снабжена транспортно-операционным модулем, включающим блоки детектирования альфа-излучения с поверхности ТВЭЛов, ротор с дисками с блоком датчиков положения ротора, с блоком управления приводом ротора и блоком питания, фотодатчики наличия ТВЭЛов на позиции загрузки, закрытые контрольные источники альфа-излучения с радионуклидом плутония 239 с активностью 1000 Бк, модулем обработки и управления, транспортным средством разгрузки проконтролированных ТВЭЛов с механизмом разделения на два потока: «чистые» и «грязные» ТВЭЛы с подачей в соответствующие транспортные контейнера (РФ 2242297, опуб. 20.12.2004). Недостатками данного устройства являются использование, в качестве транспортных средств загрузки и выгрузки ТВЭЛов, сбрасывателей и наклонного стола с отсекателями, приводящее к дополнительным механическим нагрузкам и перекосам изделий под воздействием силы тяжести, что может приводить к остановкам и снижению оперативности контроля и разбраковки изделий. Ротор с дисками и ложементами, расположенными по образующей, ограничивает количество изделий (макс.кол. 13 шт) на измерительной позиции. Применение оружейного плутония (Pu-239) в качестве излучателя альфа-частиц в закрытых образцах для настройки и калибровки устройства является нецелесообразным в связи с повышенными требованиями к учету и контролю ядерных материалов, а также требованиям ядерной и радиационной безопасности. Регистрация общей скорости счета устройства обуславливает общую загрязненность поверхности группы ТВЭЛов и не позволяет выделять загрязненность поверхности отдельного изделия с учетом его геометрических размеров в составе различных групп изделий, при этом требования системы учета и контроля ядерных материалов МАГАТЭ предусматривают стандартизацию данных по изотопам, используемым в производстве.
Данные недостатки отсутствуют в установке для контроля альфа-загрязненности тепловыделяющих элементов.
Задачей изобретения является создание устройства с возможностью автоматической настройки по образцам из естественных изотопов урана для автоматического контроля альфа-загрязненности поверхности ТВЭЛов в процессе их производства при повышенных требованиях к надежности транспортировки изделий, исключающей их самопроизвольное движение, приводящее к перекосам и дополнительным механическим воздействиям на оболочки ТВЭЛов.
Технический результат изобретения заключается в обеспечении эффективного автоматического контроля альфа-загрязненности поверхности ТВЭЛов с выделением метрологических стандартизированных характеристик загрязненности, осуществляя выход изделий в брак или годное, обеспечивая надежность и безопасность при транспортировке ТВЭЛов в составе автоматизированной линии производства ТВЭЛов.
Технический результат достигается установкой для контроля альфа-загрязненности тепловыделяющих элементов, содержащей последовательно расположенные модуль загрузки и модуль выгрузки ТВЭЛов, каждый из которых включает в себя неподвижную раму с ложементами, датчики положения ТВЭЛов, измерительный модуль, расположенный между модулем загрузки и модулем выгрузки, который включает в себя блоки детектирования альфа-излучения с поверхности ТВЭЛов, пневматические цилиндры с датчиками положения штоков для подачи образцов с источником альфа-излучения. Модуль загрузки снабжен подвижной автоматизированной кареткой с ложементами для подачи ТВЭЛов на измерительный модуль и далее на модуль выгрузки, при этом модули загрузки и выгрузки снабжены подвижными рейками для укладки ТВЭЛов по ложементам модулей и каретки, а в качестве источника альфа-излучения для настройки измерительного модуля используются образцы с природными изотопами урана.
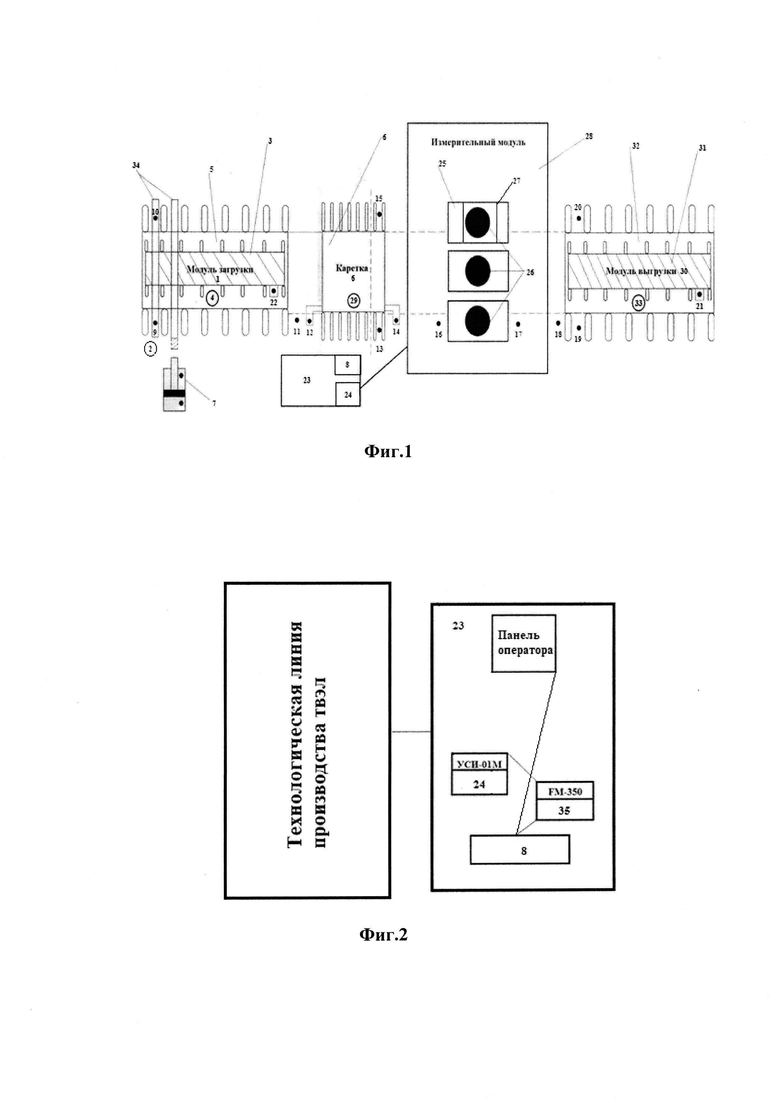
На фиг. 1 изображена упрощенная структурная схема установки.
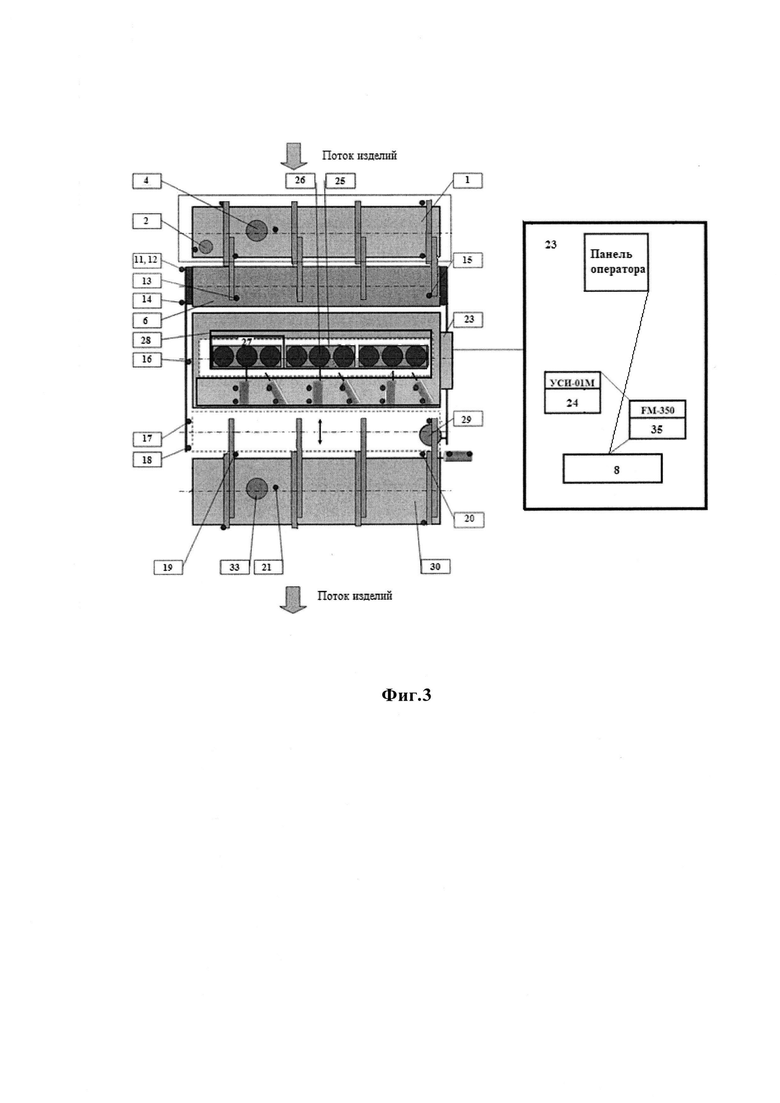
На фиг. 2 изображен шкаф системы управления.
На фиг. 3 изображена полная функциональная схема предложенного устройства.
Установка контроля альфа-загрязненности твэлов содержит автоматизированный модуль загрузки 1, состоящий из считывателя номера изделия 2, неподвижной рамы с ложементами 3, двигателя с приводом на основе цепной передачи 4, служащего в качестве исполнительного механизма подвижной рейки с ложементами 5. Подвижная рейка 5 предназначена для пошагового отбора изделий с предыдущей операции на технологической линии и последующего заполнения вакантных позиций на ложементах накопителя автоматической подвижной каретки 6, а также корректора 7 необходимого для выравнивания изделий относительно края модуля загрузки, после заполнения накопителя каретки 6 изделиями. Система управления на базе контроллера 8 в составе модуля управления 23, электромагнитные датчики 9, 10, 11, 12, 13, 14, 15, 16, 17 и шаговый двигатель 29 обеспечивают дальнейшую транспортировку и точное позиционирование изделий на измерительном модуле 28, состоящем из пневматического узла автоматической вертикальной подачи настроечных образцов альфа-излучения в виде пластин 25. Пластины выполнены с напылением естественных изотопов урана. Измерительный узел включает блоки детектирования альфа-излучения 26 (например, типа БДЗА-2-01-ЕМ на основе люминофора ZnS) и защитные шторки 27, предотвращающие попадание света на люминофор. В качестве источника излучения используется радиоактивная пыль диоксида урана на поверхности оболочек твэлов. Обработка результатов измерения производится за счет устройства суммирования 24 (например, типа УСИ-01М). Результаты выводятся на панель оператора в составе модуля управления 23. По результатам контроля подвижная каретка 6 осуществляет дальнейшую транспортировку изделий на модуль выгрузки 30, в свою очередь, включающим неподвижную раму с ложементами 31, относительно которой изделия транспортируются при помощи подвижной рейки 32 и привода на основе цепной передачи 33.
Установка работает следующим образом.
Номерные изделия 34 с предыдущей технологической операции поступают на неподвижную раму с ложементами 3 модуля загрузки 1, выравниваются относительно края установки при помощи корректора-автооператора 7 и заносится в базу данных системы управления с использованием считывателя 2, последующее перемещение изделия по неподвижной раме модуля загрузки осуществляется при помощи подвижной рейки 5 двигателя с приводом 4 на основе цепной передачи до тех пор пока все ложементы на неподвижной раме 3 не будут заполнены, далее при помощи подвижной рейки 5 заполняется накопитель подвижной каретки с ложементами 6, включающей электромагнитные датчики 12, 14 для точного позиционирования относительно модуля загрузки 1 с датчиком нижнего положения рейки 22, модуля выгрузки 30 и измерительного модуля 28, шаговый двигатель 29 с приводом осуществляет перемещение каретки с изделиями на измерительный модуль 28 до центрального положения относительно группы блоков детектирования 26 альфа-излучения, защищенной специализированными шторками 27, не допускающими попадание света на люминофоры блоков детектирования, предварительная настройка и калибровка устройства контроля альфа-загрязненности поверхности изделий осуществляется с использованием узла пневматической подачи образцов, выполненных на основе металлических пластин 25 с напылением радионуклидов урана (234U, 235U, 238U), регистрацию альфа излучения осуществляют по излучению радиоактивной пыли диоксида урана на поверхности оболочек, по результатам регистрации альфа - излучения, исходящего с поверхности твэлов, установка отображает на панели оператора значения средней альфа-активности смеси изотопов урана, находящихся на поверхности изделия, Бк; средней поверхностной альфа-активности смеси изотопов урана, находящихся на поверхности изделия, Бк/см2; массы радионуклида урана-235, находящегося на поверхности изделия и отнесенную к площади его поверхности, заносит результаты измерений в базу данных с характеристикой загрязненности поверхности изделий, прошедших контроль и соотнесенных с их номером, дальнейшее перемещение каретки с изделиями осуществляется на модуль выгрузки 30 за счет датчиков положения каретки 17, 18 и датчиков наличия изделия на модуле выгрузки 19, 20, выгрузка изделий на неподвижную раму 31 модуля осуществляется с использованием подвижной рейки 32, датчика нижнего положения рейки 21 и привода 33.
Принцип действия установки при измерении загрязненности поверхности изделий заключается в регистрации и пересчете общего потока α-частиц измеряемой пробы при помощи устройства суммирования 24 и модуля быстрого счета 35 в составе контроллера 8 в значения средней альфа-активности смеси изотопов урана, находящихся на поверхности изделия, Бк; средней поверхностной альфа-активности смеси изотопов урана, находящихся на поверхности изделия, Бк/см2; массы радионуклида урана-235, находящегося на поверхности изделия и отнесенную к площади его поверхности.
Установка позволяет с высокой эффективностью и производительностью определять загрязненность поверхности ТВЭЛов с выделением метрологических стандартизированных характеристик загрязненности, осуществляя выход изделий в брак или годное по контрольным уровням, формировать базу данных, обеспечивая надежность и безопасность при транспортировке ТВЭЛов в составе автоматизированной линии производства твэлов, а также передавать полученные данные на панель оператора без использования промышленного компьютера в составе устройства с использованием автоматической подачи настроечных образцов из естественных изотопов урана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля длин составных частей топливного столба тепловыделяющих элементов и установка для его осуществления | 2022 |
|
RU2787013C1 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| СПОСОБ КОНТРОЛЯ ТОПЛИВНОГО СТОЛБА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2483373C2 |
| Способ автоматического контроля наличия комплектующих в твэлах и сплошности топливного столба и устройство для его реализации | 2022 |
|
RU2792704C1 |
| Установка контроля плотности цилиндрических изделий | 2022 |
|
RU2787014C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СНИМАЕМОЙ АЛЬФА-ЗАГРЯЗНЕННОСТИ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2663209C1 |
| УСТАНОВКА ДЛЯ КОНТРОЛЯ ХАРАКТЕРИСТИК ТОПЛИВНОГО СТОЛБА КОЛЬЦЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2015 |
|
RU2603017C1 |
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СНИМАЕМОЙ АЛЬФА-ЗАГРЯЗНЕННОСТИ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2687081C1 |
Изобретение относится к атомной промышленности. Установка для контроля альфа-загрязненности тепловыделяющих элементов содержит последовательно расположенные модуль загрузки и модуль выгрузки ТВЭЛов, каждый из которых включает в себя неподвижную раму с ложементами, датчики положения ТВЭЛов, измерительный модуль, расположенный между модулем загрузки и модулем выгрузки, который включает в себя блоки детектирования альфа-излучения с поверхности ТВЭЛов, пневматические цилиндры с датчиками положения штоков для подачи образцов с источником альфа-излучения. Модуль загрузки снабжен подвижной автоматизированной кареткой с ложементами для подачи ТВЭЛов на измерительный модуль и далее на модуль выгрузки. при этом модули загрузки и выгрузки снабжены подвижными рейками для укладки ТВЭЛов по ложементам модулей и каретки. В качестве источника альфа-излучения для настройки измерительного модуля используются образцы с природными изотопами урана. Изобретение позволяет осуществлять автоматический контроль альфа-загрязненности поверхности ТВЭЛов с выделением метрологических стандартизированных характеристик. 5 з.п. ф-лы, 3 ил.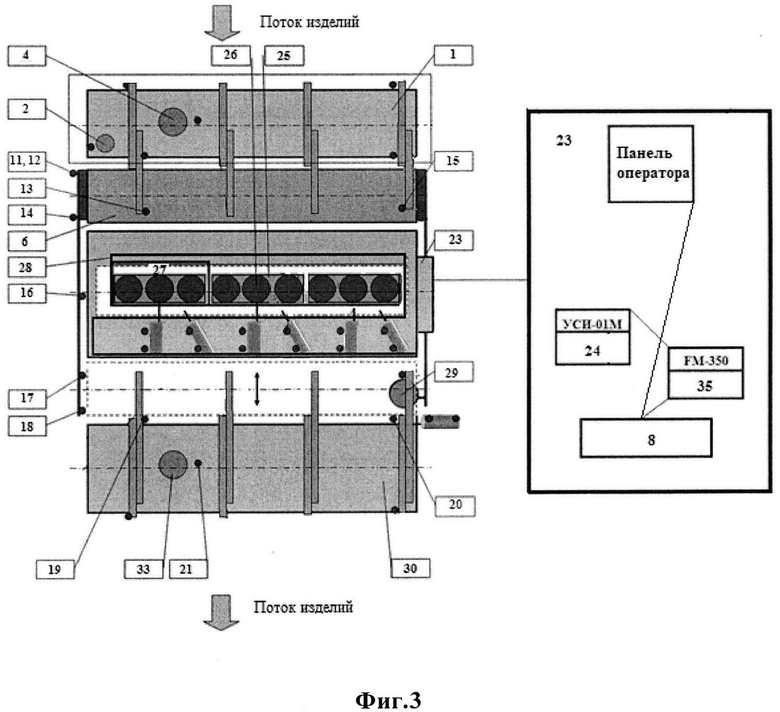
1. Установка для контроля альфа-загрязненности тепловыделяющих элементов, содержащая последовательно расположенные модуль загрузки и модуль выгрузки ТВЭЛов, каждый из которых включает в себя неподвижную раму с ложементами, датчики положения ТВЭЛов, измерительный модуль, расположенный между модулем загрузки и модулем выгрузки, который включает в себя блоки детектирования альфа-излучения с поверхности ТВЭЛов, пневматические цилиндры с датчиками положения штоков для подачи образцов с источником альфа-излучения, отличающаяся тем, что модуль загрузки снабжен подвижной автоматизированной кареткой с ложементами для подачи ТВЭЛов на измерительный модуль и далее на модуль выгрузки, при этом модули загрузки и выгрузки снабжены подвижными рейками для укладки ТВЭЛов по ложементам модулей и каретки, а в качестве источника альфа-излучения для настройки измерительного модуля используются образцы с природными изотопами урана.
2. Установка по п. 1, отличающаяся тем, что выравнивание потока изделий осуществляется корректором.
3. Установка по п. 1, отличающаяся тем, что перемещение каретки осуществляется с помощью шагового двигателя с приводом.
4. Установка по п. 1, отличающаяся тем, что цифровая обработка зарегистрированного альфа-излучения с поверхности изделий осуществляется с использованием устройства суммирования, а также модуля быстрого счета в составе промышленного контроллера с выводом результатов контроля на панель оператора.
5. Установка по п. 1, отличающаяся тем, что блоки детектирования в составе измерительного модуля закрыты от попадания света защитными шторками.
6. Установка по п. 1, отличающаяся тем, что обработка сигналов с датчиков положения и передача сигналов управления на все исполнительные механизмы осуществляется при помощи контроллера в качестве системы управления установкой.
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2170961C2 |
| ОПРЕДЕЛЕНИЕ СДВИГОВ ЧАСТОТЫ В СИСТЕМАХ СВЯЗИ | 1997 |
|
RU2195772C2 |
| Линия для разбраковки длинномерных трубок | 1982 |
|
SU1117088A1 |
| СПОСОБ РЕГИСТРАЦИОННОГО КОНТРОЛЯ ПОЛОСЫ ПРИ ПЕЧАТНЫХ ОПЕРАЦИЯХ | 0 |
|
SU372787A1 |

