1117088
тель, сбрасьшатель и раэбракова- приводом и сблокированной с д;и ; .тель выполнен в виде, по крайней ме- ком соответствующего средства и.: ре из шести элементов, закрепленных мерения. на общей оси, соединенной тягой с


| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2170961C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256248C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| ЛИНИЯ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2242297C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| ЛИНИЯ ДЛЯ РАЗБРАКОВКИ ДЛИННОМЕРНЫХ ТРУБОК | 1989 |
|
RU2033280C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155394C1 |
| Устройство для сортировки труб по длинам | 1980 |
|
SU917869A1 |



1. ЛИНИЯ ДЛЯ РАЗБРАКОВКИ ДЛИННОМЕРНЫХ ТРУБОК, содержащая механизм поштучной выдачи заготовок, состоящий из наклонной площадки и отсекателей, размещенные вдоль наклонной площадки приводной рольганг, средство для измерения длины трубок, контейнеры-накопители и систему управления, отличающаяся тем, что, с целью повышения качества контроля, повьш1ения производительности и расширения технологических возможностей путем автоматизации операций контроля и разбраковки трубок, она снабжена дополнительной наклонной площадкой и соосно размещенными в технологической последовательности за средством для измерения длины трубок средством для измерения трубок по диаметру, состоящим из двух взаимно перпендикулярных контактных датчиков, средством для измерения трубок по кривизне, состоящим из трех .контактных датчиков, расположенных под углом 120 один к другому, и средством для измерения внутренних дефектов трубок, состоящим из измерительной головки с источниками гамма-излучения, детекторов ионизирующего излучения и фотодатчиков, а средство для измерения длины тру- бок размещено на наклонной площадке механизма поштучной выдачи заготовок и состоит из закрепленных на наклонной площадке неподвижной направляющей, упора и смонтированного на направляющей ползуна, несущего подпружиненный упор датчика с преобразователем для увеличения предела измерения и пневмоклапан системы управления, наклонная пло§ щадка механизма поштучной вьдачи заготовок имеет окно для вывода (Л бракованных трубок и дополнительные отсекатели, приводные сбрасыватес ли, закрепленные на одной оси, размещенные за сбрасывателями в окне для вывода бракованных трубок приводные разбракователи, подсоединенные к датчику средства для измерения длины трубок, и смонтированный под окном контейнер-накопитель для бракованных трубок по длине, при этом дополнительная наклонная площадка размещена за средством 00 для измерения внутренних дефектов 00 трубок и выполнена в виде присоединенных одной стороной к приводному рольгангу наклон гых столон, один из которых имеет окно для вывода годных трубок в контейнер-накопитель, а другой - окно для вывода бракованных трубок по диаметру, по гкривизне и по внутренним дефектам в соответствующий контейнер-накопитель. 2. Линия по п. 1, отличающаяся тем, что отсека
i
Изобрете1дае относится к области .сортировки, в частности к оборудованию для разбраковки длинномерных трубок, например циркониевых трубок для теплообменников, путем предотвращения истирания.
Известна линия для разбраковки дгшнномерных трубок, содержащая смонтированные на основании механизм поштучной выдачи заготовок с направлягопцгми и средство для измерения трубок по кривизне, состоящее из группы контактнмк датчиковСт
Известна линия для разбраковки длинномернь х трубок, содержащая механизм поштучной выдачи заготовок, приводной рольганг, средство для измерения трубок по длине и контейнеры-накопители .
Наиболее бо-шзкой к изобретению по технической сущности является линия для разбраковки длинномерных трубок, содержащая механизм поштучной вьдачи заготовок,,состоящий из наююнной площадки и отсекателей, размещенные вдоль наклонной площадки приводной рольганг, средство для измерения длины трубок, контейнеры-накопители, и систему управления З.
Недостатком известных технических решений являются их ограниченные технологические возможности.
Целью изобретения является повыше1 ие качества контроля, повышение производительности и расширение технологическихвозможностей путем автоматизации операций контроля и разбраковки трубок.
Указанная цель достигается тем, что линия для разбраковки длинномерных трубок, содержащая механизм поштучной выдачи заготовок, состояniHii пз наклонной площадки и отсекатолей, размещенные вдоль наклонной площадки приводной рольганг, средстло для измерения длины трубок.
контейнеры-накопители и систему управления, снабжена дополнительной наклонной площадкой и соосно размещенными в технологической последовательности за средством для измерения длины трубок средством для измерения трубок, по диаметру, состоящим из двух взаимно перпендикулярных контактных датчиков, средством для измерения трубок по кривизне, состоящим из трех контактных датчиков, расположенных по углом 120° один к другому, и средством для измерения внутренних дефектов трубок, состоящим из измерительной головки с источниками гамма-излучения, детекторов ионизирующего излучения и фотодатчиков а средство для измерения длины трубок размещено на наклонной площадке механизма поштучной выдачи заготовок и состоит из закрепленных на наклонной площадке неподвижной направляющей, упора и смонтированного на направляющей ползуна, неотцего подпружиненный упор датчика с преобразователем для увеличения предела измерения и пневмоклапан системы управления, наклонная площадка механизма поштучной вьщачи заготовок имеет окно для вывода бракованных трубок и дополнительны отсекатели, приводные сбрасыватели закрепленные на одной оси, размещенные за сбрасывателями в окне дл вывода бракованных трубок приводные разбракователи, подсоединенные к датчику средства для измерения длины трубок, и смонтированньй под окном контейнер-накопитель для бракованных трубок по длине, при этом дополнительная наклонная площадка размещена за средством для измерения внутренних дефектов трубок и выполнена в виде присоединенных одной стороной к приводному рольгангу наклонных столов, один из кото3
рых ямеет окно для вьгоода годных трубок в контейнер-накопитель, а другой - окно для вывода бракованных трубок по диаметру, по кривизне и по внутренним дефектам в соответствующий контейнер-накопитель.
Кроме того, каждый отсекатель, сбрасыватель и разбракователь выполнен в виде, по крайней мере, из шести элементов, закрепленных на общей оси, соединенной тягой с приводом и сблокированной с датчиком соответствующего средства измерения .
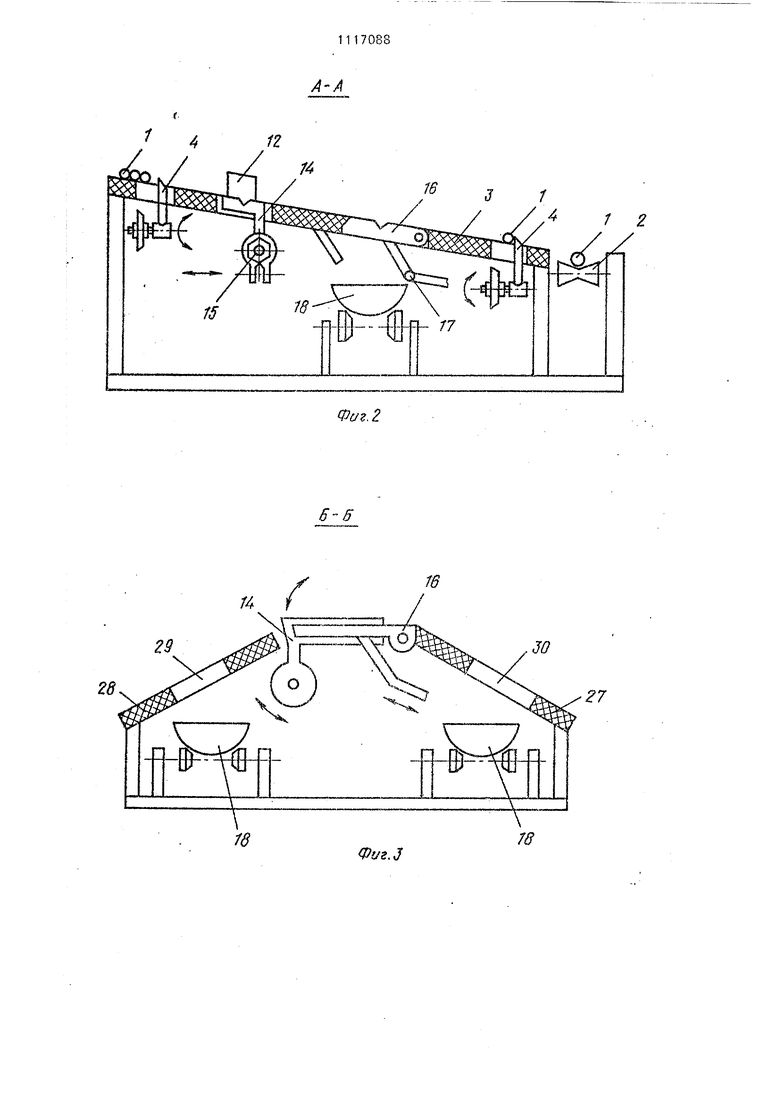
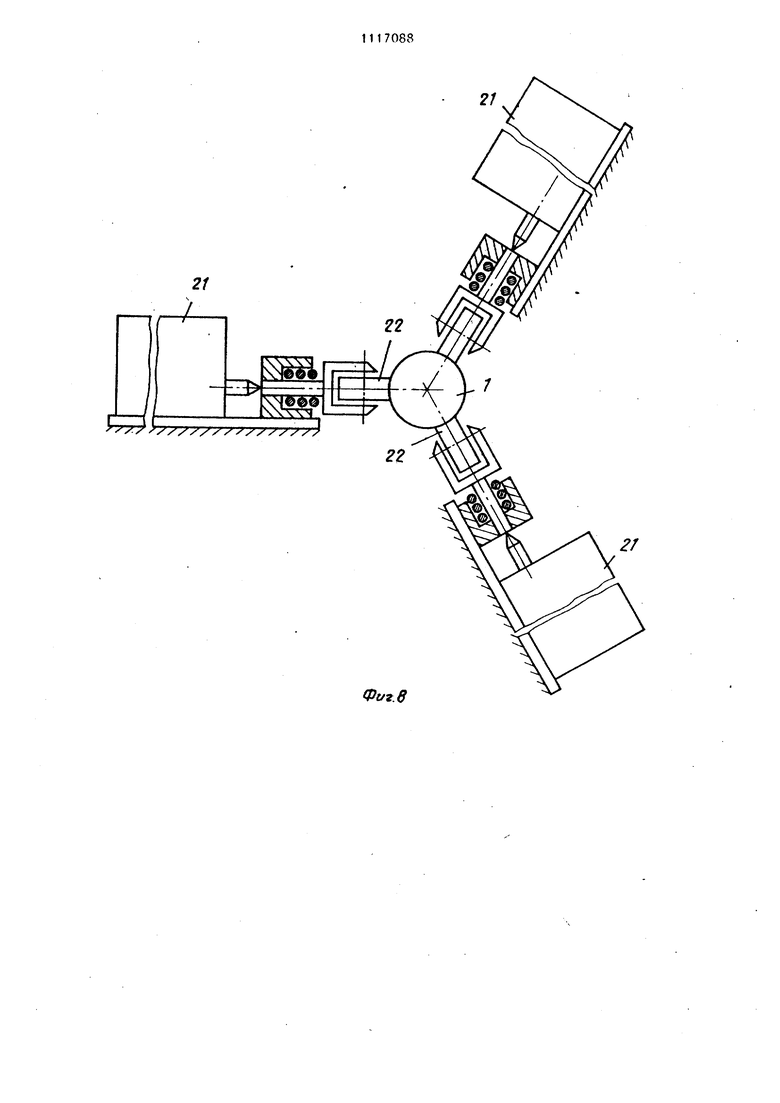
На фиг. 1 представлено предлагаемое устройство, план; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Г-Б на фиг, 1; на фиг. 4 отсекатель;на фиг. 5 - вид В на фиг. 4; на фиг. 6 - средство для измерения трубок,- на фиг. 7 средство для измерения трубок по диметру; на фиг. 8 - средство для измерения трубок по кривизне; на фиг. 9 - средство для измерения внутренних дефектов трубок.
Линия для разбраковки длинномерных трубок 1 содержит механизм поштучной выдачи заготовок, выполненный в виде наклонной под углом 6-7° к горизонтальной оси в сторону приводного рольганга 2 площадки 3. На наклонной площадке 3 по ходу перемещения (перекатывания) трубок 1 смонтирован отсекатель 4 вьщачи трубок, выполненный, по крайней мере, из шести пар секторов, соединенных общей тягой 5 с пневмоцилиндром 6, на который поступает воздух через электропневмоклапан с пульта управления (не показан). По ходу перемещения трубки 1 смонтировано средство для измерения длины трубок, выполненное в виде датчика 7 (типа ДПО-1), преобразователя
8,увеличивающего предел измерения датчика 7, закрепленных на ползуне
9,неподвижной направляющей 10, пневмоклапана 11 системы управления смонтированных на кронштейне (не показан), а также подвижного 12 и неподвижного 13 упоров.
Соосно средству для измерения длины трубок на площадке 3 смонтиро ан сбрасыватель 14, выполненный, по крайней мере, из шести пластин, закрепленных на общей оси 15, сое708S4
динен} ый тягой с пневмоцилиндром и сблокированный с датчиком средства для измерения длины (не показаны) .
5 После сбрасывателя 14 на площадке 3 .4poBaH разбракователь 16, выполненный по крайней мере, из шести заслонок, закрепленных на общей оси 17, сэединен юй тягой с
O пневмоцилиндром и сблокированный с датчиком средства измерения длины, разбракователь 16 перекрывает окно в наклонной площадке 3, под которым размещен ко1 тейнер-накопитель
j 18 для бракованных трубок.
Перед рольгангом 2 размещен отсекатель, выполненный идентично отсекателю 4.
приводном рольганге 2, соосно
Q движущейся но нему контролируемой трубке 1, в тсхнолс гичсской последовательности установлены средство для измерения трубок 1 по диаметру, выполненное из двух плавающих.
5 взаимно перпендикулярных датчиков 19 (типа ДГ10-1), закрепленных но взаимно перпендикулярных плоскостях с точками контакта с полсрхностью трубки 1, выполненных в виде роликов 20.
Средство для измере 1ия трубок по кривизне, BiiinojuteHHoe Из трех дaт гикoв 21 (типа ДПО-1), закрепленных под углом 120 один относительно другого с тoчкa пI ко1 такта
с поверхностью трубки 1, выполненных в вядр. роликов 22, liasoBaH длина L контроля по ривизне пыбрана равной расстоянию между средствами контроля по диаметру и по кривизне (В оп1) модели L, была принята, ровной 250 Mf-0 , За ним; размещено средство для пзме)епи;г внутренних дефектов трубок, выполненное из измерительной головки, включающей два взаимно перпенл,икулярных источника 23 гамма-пзлученпя, два детектора 24 ионизтгруюп го излучения, а также фотодатчик 25 Начало измерения 1 фотодатчи.к 26 Конец измпреустройство накопле1Н1я и обния
работки информации (не показаны). За cpeдcтвo ; ,..ля 1 змсрсння внутренних дефек ов трубок установлены сбрасыватели, выполиеннье аналогичпо cбpacыDaтcля 14, и сблокированы со средства ;1 измерения и ра:1браковки по диаметру, по кривизне и но виутренш1м дефектам. Разбраконатели
выполнены аналогично разбраковатепям 16 и сблокированы со средствами разбраковки по диаметру, по кривизне и по внутренним дефектам. По обе стороны приводного рольганга 2 установлена дополнительная площадка (наклонные „толы 27 и 28), в которой выполнены выводные окна - бункера 29 и 30. Под окнами-бункерами 29 и 30 установлены контейнеры-накопители, вьтолненные аналогично контейнерам 18.
Для осуществления перемещения трубок 1 рольганг 2 снабжен приводом 31
Линия .для разбраковки длинномерных трубок 1 работает следующим образом. .
наклонную площадку 3 помещаются трубки 1. Благодаря наклону площадки 3 в 6-7° к горизонтальной оси в сторону рольганга 2 трубки 1 самотранспортируются (перекатываются) к отсекателю 4.
При вкл очении работы линии в автоматический рё55,лм срабатывают отсекатели 4 поштучной вьщачи трубок 1 путем подачи- сигнала с пульта системы управления на электропиевмоклапан и подачи сжатого воздуха на пневмоц1-шиндр 6, шток которого, перемещаясь, передает движение на общую тягу 5 и сектора отсекателя 4, поворачиваясь, пропускают одну трубку 1 на контроль.
По сигналу датчика наличие трубки 1 на позиции контроля длины электропневмоклапан на пульте открывает подачу сжатого воздуха на пневмоклапан 11, шток которого приводит в движение датчик 7 (ДПО-1) с преобразователем 8 и прижимает трубку 1 подвижным упором 12 к неподвижному упору 13. Датчик 7 (ДПО-1) подает сигналы на возврат себя в исходное положение, на срабатывание сбрасывателя 14 и, если трубка 1 не соответствует заданной длине, на срабатывание разбракЪвателя 16. При этом пластины сбрасывателя 14 на оси 15 поворачиваются i трубка 1 поступает на позицию разбракователя 16, где при годной трубке 1 заслонки 16 остаются в прежнем положении и трубка поступает на следующую позицию ко второму отсекателю 4, а при бракованной трубке 1 заслонки 16 разбрлкователя поворачиваются на общей оси 17 и трубка через окно для вывода (бункер) падает в контей-;.-,,накопитель 18. Годная трубка 1 скатывается до второй, группы отсекателей 4 поштучной выдачи, которые пропускают трубку 1 на рольганг 2. По рольгангу 2 трубка 1 с помощью привода 31 перемещается в осевом направлении и поступает в средство для измерения и разбра:ковки ее по
диаметру. Замер диаметра производится датчиками 19 (типа ДПО-1) по мере движения трубки 1.
Датчики 19 (типа ДПО-1), контактируя с трубкой 1 через ролики 20,
определяют ее годность и подают сигнал Годен или Брак на соответствующий электропневмоклапан, который открывает подачу сжатого воздуха в пневмоцилиндр (не показан)
второго разбракователя 16 (если
трубка бракованная), заслонки которого выталкивают трубку 1 на наклонный стол 27 и через окно (бункер) 30 в контейнер 18.
При прохождении трубки 1 через средство для разбраковки по кривизне контроль осуществляется тремя датчиками 21 (типа ДПб-1), которые через ролики 22, контактируя с трубкой 1, определяют ее годность и подают сигнал Годен или Брак. При сигнале Годен трубка перемещается на следующую позицию к средству для измерения внутренних дефектов, а
при сигнале Брак датчики 21 дают сигнал на разбракователь 16 и трубка 1 отбраковывается в контейнер 18 через окно 20 Стола 27.
Средство для измерения внутренних
дефектов работает следующим образом.
С.оптомеханического датчика линейных перемещений в блоки обработки информации поступают импульсы с частотой, пропорциональной скорости перемещения трубки 1.
При этом каждый импульс эквивалентен перемещению трубки 1 на определенное расстояние, например 0,1 мм В процессе перемещения трубки 1 просвечиваются в двух взаимно перпендикулярных направлениях двумя потоками гамма-квантов от двух источников 23 излучения Кобальт-5.7. Размер щелей коллиматоров 7J 0,45 мм в направлении оси трубки и 7 мм в перпендикулярном направлении.
Измерение скоростей счета от дефектов 24 осуществляется цифровыми
711
скоростями счета с временем измерения 1 мс (частота опроса 1000 Гц). Если хотя бы с одного детектора 24 скорость импульсов за 1 мс возрастает до заданного предела (порог срабатывания), то фиксируется начало внутреннего дефекта и начинает измеряться, его длина в направлении перемещения трубки 1 (вдоль ее оси) путем подсчета числа импульсов с оптомеханического датчика линейных перемещений. Подсчет идет до тех пор, пока скорость счета с обоих детекторов 24 не упадет до заданного значения (порог отпускания).
Последовательность операции при работе блока следующая.
Трубка 1 подается с помощью протяжного устройства в измерительный блок.
Измерение дефекта начинается, когда трубка 1 перекроет световой пучок фотодатчика 25 (Начало измерения). Ось фотог.атчика 25 находит.ся на расстоянии 58 мм от плоскости просвечивания трубки потоками у-квантов, т.е. измерение начинаX
7:
0888
ется, когда трубка 1 полностью пройдет мимо детекторов 24 и гамма-источников 23. Сигнал Начало измерения приводит все узлы в исходное
5 состояние. При дальнейшем перемещении трубка 1 перекрывает световой поток фотодатчика 26 (Конец измерения) и подается сигнал Годен или Брак. При сигнале Брак сра10 батывает разбракователь 16 и трубка 1 по наклонному столу 27 через окно 30 поступает в контейнер 18 бракованных трубок, а при сигнале Годен срабатывает сбрасыватель 14 15 и трубка 1 по наклонному столу 28
через бункер-окно 29 поступает в другой контейнер-накопитель 18 для годных трубок.
20 Предлагаемое конструктивное решение линии для разбраковки длинномерных трубок существенно повышает качество контроля и производительность, расширяет технологические
5 возможности путем автоматизации
операций контроля и разбраковки тру-бок.
.f
Фс/.2 J1 Г
Фиг.З 2
,6
w
Y.
Фи2.7
Фиг.в
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 923650, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
