Изобретение может быть использовано на газоперерабатывающих производствах, а именно на установках переработки природного и попутного нефтяного газа (УПГ), использующих схему с установкой адсорбционной осушки газа и установкой низкотемпературной переработки газа с наличием пропановой холодильной установки (ПХУ).
Подготовка (утилизация) отработанного газа регенерации имеет важное значение во всех случаях использования установки адсорбционной осушки газа, т.к. подготовка и использование отработанного газа регенерации позволяет увеличить выход товарной продукции с газоперерабатывающего производства. В некоторых случаях отработанный газ регенерации без подготовки используется как топливный газ, но это, как правило, не более 10% от его количества.
В качестве газа регенерации может быть использован как осушенный газ после установки адсорбционной осушки газа, так и сухой отбензиненный газ (СОГ) после установки низкотемпературной переработки газа, подаваемый в магистральный газопровод.
Ранее, в 1980-х годах, при проектировании отечественных газоперерабатывающих заводов (ГПЗ) в качестве газа охлаждения и регенерации использовалась часть потока осушенного газа. Отработанный газ регенерации возвращался либо на прием входных компрессоров, либо дополнительным дожимным специальным компрессором возвращался на вход установки адсорбционной осушки газа. Использование в качестве газа регенерации части потока осушенного газа нежелательно по следующим причинам:
- попутный нефтяной газ (ПНГ) содержит достаточно высокое количество компонентов С5+выше. При температуре регенерации (до 350°С) тяжелые компоненты ПНГ способствуют закоксовыванию пор адсорбентов и, тем самым, снижают поглощающую способность адсорбента и срок его службы;
- возврат отработанного газа регенерации на входные компрессоры снижает количество принимаемого на ГПЗ газа на 10…15% или требует увеличения производительности установки адсорбционной осушки газа;
- использование дополнительного дожимного компрессора увеличивает энергетические и капитальные затраты.
Применение в качестве газа регенерации части потока СОГ имеет ряд преимуществ:
- облегчает регенерацию адсорбента за счет минимального содержания углеводородов С3+выше;
- появляется возможность возврата отработанного газа регенерации в систему СОГ.
Известен способ подготовки отработанного газа регенерации, осуществляемый на установке осушки газа и отработанного газа регенерации в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа (см. книга «Подготовка и переработка попутного нефтяного газа в России». Ч.1/А.Ю. Аджиев, П.А. Пуртов. - Краснодар: ЭДВИ, 2014, стр. 255, рис. 3.45), согласно которому подготовку отработанного газа регенерации осуществляют путем адсорбционной осушки отработанного газа регенерации в двух дополнительно установленных адсорберах, после чего подготовленный отработанный газ регенерации подают на прием в дожимную компрессорную станцию (ДКС) и далее направляют в магистральный газопровод.
Общими признаками известного и предлагаемого способа являются:
- подготовка (осушка) полученного на установке адсорбционной осушки потока отработанного газа регенерации в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа;
- подача подготовленного (осушенного) отработанного газа регенерации на дожатие и далее в магистральный газопровод.
Недостатками известного способа являются:
- наличие дополнительных и достаточно металлоемких аппаратов - адсорберов и фильтров;
- наличие собственной системы регенерации, встроенной в общую схему регенерации установки адсорбционной осушки газа, которая требует увеличения общего количества газов регенерации до 10…20%, соответствующей трубной обвязки, значительного количества автоматических клапанов регулирования и, соответственно, необходимого количества приборов контроля в операторной;
- необходимость закупки и периодической перезагрузки дополнительного количества адсорбента, используемого на основной установке адсорбционной осушки газа.
Таким образом, известный способ подготовки отработанных газов регенерации является достаточно капиталоемким (основное оборудование, обвязка со средствами КИП и А, стоимость адсорбента) и связан с увеличением затрат на эксплуатацию (повышение общего количества газов регенерации на установке адсорбционной осушки газа, обслуживание, перезагрузка и очистка адсорберов и фильтров, увеличение энергетической нагрузки на печь нагрева газов регенерации и ДКС, на дожатие повышенного количества газа регенерации).
Известен способ подготовки отработанного газа регенерации, осуществляемый на установке подготовки углеводородного газа в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа с получением сухого отбензиненного газа и систему пропанового охлаждения, (см. патент РФ на изобретение №2381822, МПК B01D 53/04 (2006.01), опуб. 20.02.2010), согласно которому полученный на установке адсорбционной осушки газа поток отработанного газа регенерации направляют в узел очистки отработанного газа регенерации и далее подают на осушку в блок мембранного разделения с получением потока подготовленного отработанного газа регенерации и потока, обогащенного водой и углеводородами С3+выше, после чего подготовленный отработанный газ регенерации подают в поток СОГ с последующим дожатием объединенного потока и подачей его в магистральный газопровод, а поток, обогащенный водой и углеводородами С3+выше, направляют на вход сырьевого компрессора.
Общими признаками известного и предлагаемого способа являются:
- подготовка (осушка) отработанного газа регенерации, полученного на установке адсорбционной осушки газа в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа с получением сухого отбензиненного газа и систему пропанового охлаждения;
- подача подготовленного отработанного газа регенерации в поток сухого отбензиненного газа с последующим их дожатием и подачей подготовленного газа в магистральный газопровод.
Недостатками известного способа являются:
- высокая стоимость используемых мембранных модулей;
- высокие капитальные и эксплуатационные затраты вследствие возврата одного из потоков, обогащенного водой и углеводородами С3+выше, на вход сырьевого компрессора, что также снижает количество принимаемого на ГПЗ сырого газа и приводит к частичным потерям товарной продукции;
- необходимость очень тонкой очистки отработанного газа регенерации от всех видов примесей и капельной влаги перед подачей в блок мембранного разделения, приводящая к увеличению капитальных и эксплуатационных затрат, т.к. в случае отсутствия такой очистки время эксплуатации мембранных модулей будет значительно сокращено и потребуется существенное увеличение эксплуатационных затрат на их замену.
Техническим результатом является увеличение выхода товарной продукции с газоперерабатывающего производства за счет подготовки и возврата в полном объеме отработанного газа регенерации в готовый продукт, а также снижение капитальных и эксплуатационных затрат.
Указанный технический результат достигается тем, что в способе подготовки отработанного газа регенерации, образующегося на установке адсорбционной осушки газа в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа с получением сухого отбензиненного газа и систему пропанового охлаждения, включающий осушку отработанного газа регенерации, подачу подготовленного отработанного газа регенерации в поток сухого отбензиненного газа с последующим дожатием и подачей подготовленного газа в магистральный газопровод, согласно изобретению, осушку отработанного газа регенерации осуществляют путем охлаждения отработанного газа регенерации хладагентом, в качестве которого используют газообразный пропан, подаваемый после утилизации холода в процессе низкотемпературной переработки газа, или жидкий пропан, подаваемый из системы пропанового охлаждения и сдросселированный до газообразного состояния, с последующей сепарацией полученной при охлаждении газожидкостной смеси с отводом подготовленного отработанного газа регенерации и жидкой фазы.
Осушка отработанного газа регенерации путем его охлаждения потоком хладагента, подаваемого с технологических блоков, традиционно существующих в составе газоперерабатывающего производства, позволяет охладить отработанный газ регенерации до необходимой температуры и сконденсировать определенное количество влаги с последующей сепарацией и отводом жидкой фазы и, тем самым, обеспечить подготовку отработанного газа регенерации для возможности его дальнейшей подачи в полном объеме с требуемым качеством на смешение с потоком сухого отбензиненного газа перед его дожатием в дожимном компрессоре при минимальных капитальных и эксплуатационных затратах на осуществление процесса подготовки отработанного газа регенерации.
Существенное снижение капитальных затрат в предлагаемом способе осуществляется вследствие более простой технологической схемы процесса, доступности традиционных аппаратов, упрощения схемы и снижения количества контуров контроля и регулирования.
Снижение эксплуатационных затрат осуществляется за счет подачи всего объема подготовленного отработанного газа регенерации с требуемым качеством на смешение с потоком сухого отбензиненного газа перед его дожатием в дожимной компрессоре без необходимости функционирования дополнительного контура регенерации или возврата на сырьевую компрессорную станцию.
Охлаждение отработанного газа регенерации частью потока хладагента, в качестве которого используют газообразный пропан с температурой минус 32 ÷ минус 36°С, подаваемый после утилизации холода в процессе низкотемпературной переработки газа, позволяет охладить отработанный газ регенерации до необходимой температуры, выделить из него сконденсированную влагу (водометанольную смесь) с последующей сепарацией, после чего направить подготовленный отработанный газ регенерации в полном объеме с требуемым качеством на смешение с потоком сухого отбензиненного газа перед его дожатием в дожимном компрессоре.
Охлаждение отработанного газа регенерации потоком хладагента, в качестве которого используют жидкий пропан, подаваемый из системы пропанового охлаждения ПХУ, позволяет после дросселирования перед его подачей на охлаждение в холодильник и перевода в газообразное состояние получить низкую температуру (минус 36 ÷ минус 38°С) и, как следствие, охладить отработанный газ регенерации до необходимой температуры, выделить из него сконденсированную влагу с последующей сепарацией, после чего направить подготовленный отработанный газ регенерации в полном объеме с требуемым качеством на смешение с потоком сухого отбензиненного газа перед его дожатием в дожимном компрессоре.
Выбор хладагента (газообразного или жидкого пропана) делается на основании анализа схемы размещения технологических объектов (блока адсорбционной осушки газа, блока низкотемпературной переработки газа, ПХУ) с учетом минимальных затрат на размещение, обвязку и регулирование установки подготовки газа, что позволяет обеспечить соответствующее качество подготовки отработанного газа регенерации с сохранением качества и количества товарной продукции (подготовленного газа) при минимизации капитальных и эксплуатационных затрат на осуществление способа подготовки газа в привязке к существующему газоперерабатывающему производству.
Охлаждение отработанного газа регенерации потоком хладагента в присутствии метанола позволяет предотвратить образование гидратов при охлаждении отработанного газа регенерации.
Сепарация газожидкостной смеси, полученной в результате охлаждения отработанного газа регенерации потоком хладагента, позволяет с высокой эффективностью выделить водометанольную смесь, образовавшуюся при охлаждении, и получить подготовленный (осушенный) поток отработанного газа регенерации требуемого качества для дальнейшей его подачи на смешение с потоком сухого отбензиненного газа перед дожимным компрессором.
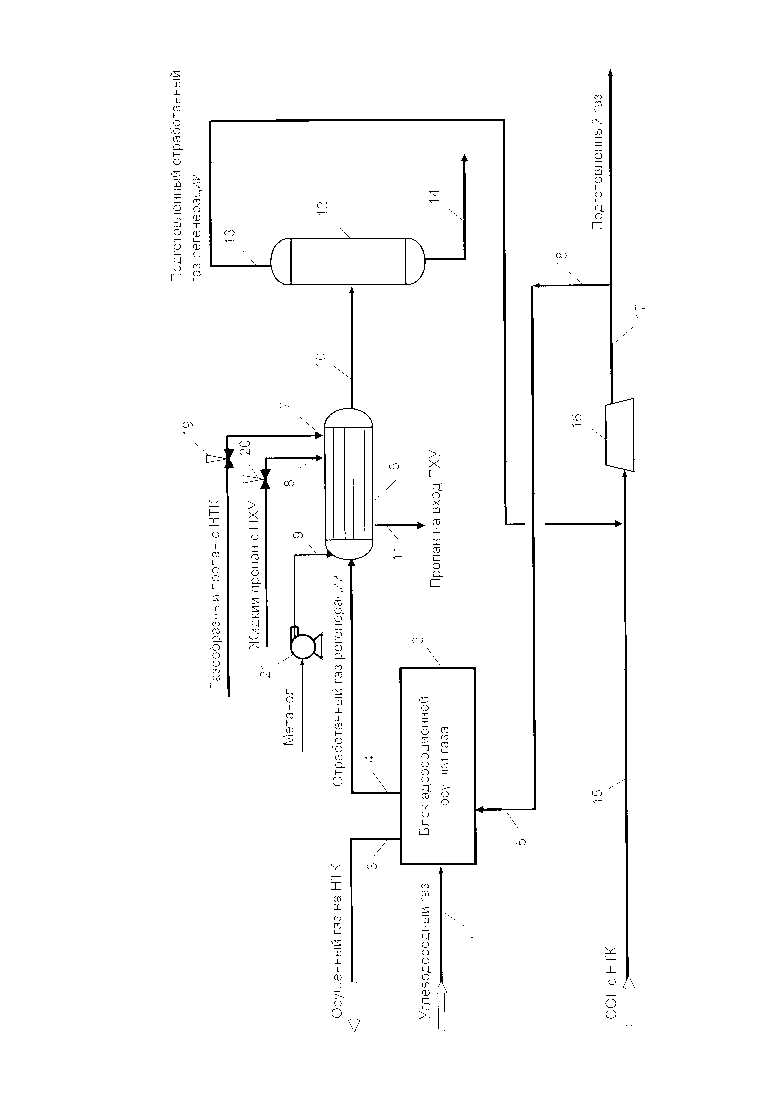
Предлагаемый способ подготовки отработанного газа регенерации осуществляется на установке подготовки газа, представленной на рисунке.
Установка включает трубопровод 1 подачи углеводородного газа в блок 2 адсорбционной осушки газа.
Блок 2 адсорбционной осушки газа может быть выполнен в виде любой известной из уровня техники установки адсорбционной осушки углеводородного газа, состоящей из адсорберов, заполненных адсорбентом, узлов регенерации и охлаждения, содержащих фильтр газа регенерации, фильтр газа охлаждения, рекуперативный теплообменник, печь нагрева газа регенерации, охлаждающие аппараты и сепаратор отработанного газа регенерации (на рисунке не показано).
Блок 2 адсорбционной осушки газа снабжен отводом 3 осушенного углеводородного газа, отводом 4 отработанного газа регенерации и входом 5 для подачи газа на охлаждение и регенерацию адсорбента.
Отвод 3 осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа (на рисунке не показано), выполненным в виде любой известной из уровня техники установки низкотемпературной переработки газа (например, установки низкотемпературной конденсации - НТК), снабженной отводом СОГ и отводом целевых углеводородов С3+выше или С2+выше (в зависимости от производственной необходимости).
Блок низкотемпературного разделения газа также снабжен подводом жидкого и отводом газообразного потоков хладагента (на фигуре не показано) и соединен с имеющейся на газоперерабатывающем производстве ПХУ.
ПХУ выполнена в виде любой известной из уровня техники установки пропанового охлаждения, снабженной входом газообразного и выходом жидкого потоков хладагента - пропана, а также необходимыми трубопроводами и запорно-регулирующей арматурой (на рисунке не показано).
Отвод 4 отработанного газа регенерации соединен с дополнительно установленным холодильником 6.
Холодильник 6 может быть снабжен входом 7 для подачи потока хладагента, в качестве которого используют часть потока газообразного пропана после утилизации холода в процессе низкотемпературной переработки газа (в пропановых холодильниках блока низкотемпературной переработки газа - на рисунке не показано), или входом 8 для подачи хладагента, в качестве которого используют предварительно сдросселированный жидкий пропан с существующей на газоперерабатывающем производстве ПХУ. Кроме того, холодильник 6 снабжен входом 9 для подачи метанола, отводом 10 отвода охлажденного отработанного газа регенерации и отводом 11 газообразного потока хладагента.
Отвод 10 охлажденного отработанного газа регенерации соединен с сепаратором 12, снабженным отводом 13 подготовленного (осушенного) отработанного газа регенерации и отводом 14 жидкой фазы.
Отвод 11 газообразного потока хладагента соединен с входом газообразного потока хладагента в ПХУ.
СОГ с блока низкотемпературной переработки газа через трубопровод 15 соединен с дожимным компрессором 16.
Дожимной компрессор 16 снабжен выходом 17 подготовленного газа, соединенным с магистральным газопроводом.
Отвод 13 подготовленного отработанного газа регенерации из сепаратора 12 соединен с трубопроводом 15 перед дожимным компрессором 16.
Выход 17 подготовленного газа снабжен дополнительным отводом 18, соединенным с входом 5 для подачи газа на охлаждение и регенерацию адсорбента в блок 2 адсорбционной осушки газа.
Вход 7 для подачи потока хладагента соединен с отводом потока газообразного потока хладагента с блока низкотемпературной переработки газа трубопроводом для подачи хладагента, снабженным регулирующим клапаном 19, позволяющим регулировать температуру потока отработанного газа регенерации до необходимой.
Вход 8 для подачи хладагента соединен с выходом жидкого потока хладагента из ПХУ трубопроводом для подачи хладагента, снабженным регулирующим дросселирующим клапаном 20, выполняющим функцию дросселя и позволяющим подавать направляемый в холодильник 6 жидкий поток хладагента в газообразном состоянии.
Установка снабжена дозировочным насосом 21 подачи метанола в холодильник 6.
Установка также снабжена необходимой запорно-регулирующей арматурой.
Предлагаемый способ подготовки отработанного газа регенерации осуществляется следующим образом.
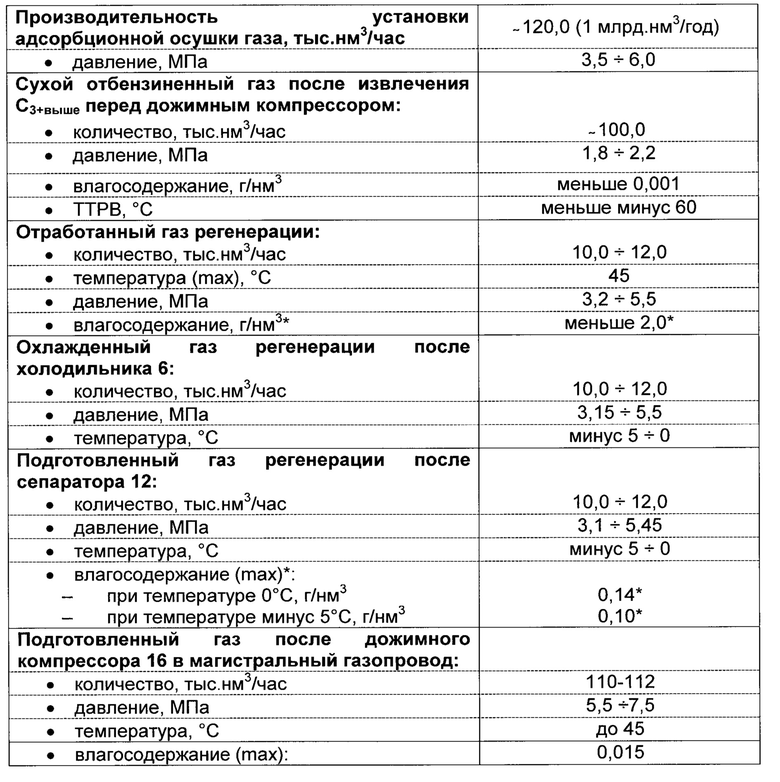
Углеводородный газ по трубопроводу 1 поступает в блок 2 адсорбционной осушки газа. Полученный поток осушенного углеводородного газа через отвод 3 выводится с блока 2 адсорбционной осушки газа и направляется в блок низкотемпературной переработки газа (на рисунке не показано) для получения потока СОГ и потока целевых углеводородов С3+выше или С2+выше (в зависимости от производственной необходимости). Полученный поток СОГ с температурой до 40°С, давлением 1,8…2,2 МПа и влагосодержанием до 0,001 г/нм3 (обеспечивается блоком 2 адсорбционной осушки газа) по трубопроводу 15 направляется на дожимной компрессор 16.
Отработанный газ регенерации с температурой 45°С (max) и давлением 3,5…6,0 МПа с равновесным влагосодержанием 2,2…3,0 г/нм3 через отвод 4 выводится с блока 2 адсорбционной осушки газа и далее поступает в холодильник 6 для охлаждения потоком хладагента.
Охлаждение отработанного газа регенерации в холодильнике 6 может проводиться (в зависимости от технологических параметров и схемы объектов) двумя способами:
- потоком газообразного пропана, подаваемого через вход 7 с температурой минус 32…минус 36°С по трубопроводу подачи хладагента после утилизации холода в процессе низкотемпературной переработки газа, с регулировкой температуры потока отработанного газа регенерации до необходимой с помощью регулирующего клапана 19;
- потоком жидкого пропана, сдросселированного до газообразного состояния с помощью регулирующего дросселирующего клапана 20 и подаваемого через вход 8 с температурой минус 36…минус 38°С по трубопроводу подачи хладагента из системы пропанового охлаждения ПХУ.
В холодильнике 6 отработанный газ регенерации охлаждается до температуры минус 5…0°С.
Для предотвращения гидратообразования в холодильник 6 через вход 9 насосом 21 также подается метанол из существующего на газоперерабатывающем производстве метанольного хозяйства (на рисунке не показано). Количество метанола рассчитывается в зависимости от количества воды, выделенной в сепараторе 12, при этом концентрация метанола в смеси с водой должна составлять 8…12% мас.
Отработанный хладагент через отвод 11 выводится из холодильника 6 и направляется на вход газообразного потока хладагента в ПХУ. Количество холода, необходимого для снижения температуры отработанного газа регенерации (в связи с незначительным потоком этого газа - 10% от основного), полностью обеспечивается производительностью существующей ПХУ.
Для удовлетворения потребности в холоде ГПЗ производительностью 1 млрд.м3/год необходимо иметь ПХУ холодопроизводительностью 4700 ÷ 5800 кВт (см. книга, Берлин М.А., Гореченков В.Г., Капралов В.П. Квалифицированная первичная переработка нефтяных и природных углеводородных газов.: Краснодар, изд-во «Советская Кубань», 2012, с. 446). Для эффективности работы холодильника 6 требуемая холодопроизводительность составляет около 300 кВт, что составляет менее 10% от мощности ПХУ, что практически всегда заложено в работе оборудования.
Охлажденный отработанный газ регенерации из холодильника 6 через отвод 10 поступает в сепаратор 12, в котором из него отделяется выпавшая жидкая фаза (водометанольная смесь) с концентрацией метанола 8… 12% мас.
Жидкая фаза из сепаратора 12 через отвод 14 направляется на утилизацию или на смешение с жидкой фазой (водой) из сепаратора (на рисунке не показано) блока 2 адсорбционной осушки газа.
Подготовленный (осушенный) отработанный газ регенерации из сепаратора 12 через отвод 13 направляется в трубопровод 15 в поток СОГ, поступающего в дожимной компрессор 16 со следующими параметрами: с температурой минус 5…0°С, давлением 3,1…5,75 МПа и максимальным влагосодержанием до 0,14 г/нм3.
После смешения с потоком СОГ подготовленного отработанного газа регенерации, охлажденного до температуры минус 5…0°С, влагосодержание в общем потоке составляет не более 0,02 г/нм3, что соответствует ТТРВ < минус 20°С (СТО Газпром 089-2010).
Подготовленный газ, полученный в результате смешения потока СОГ с подготовленным отработанным газом регенерации, после дожимного компрессора 16 по трубопроводу 17 поступает в магистральный газопровод, при этом часть этого потока газа после дожимного компрессора 16 отбирается и по трубопроводу 18 направляется в блок 2 адсорбционной осушки газа для охлаждения и регенерации адсорбента.
Пример.
В качестве примера приводится линия по переработке попутного нефтяного газа по технологии низкотемпературной конденсации с использованием ПХУ и установки адсорбционной осушки газа. Для регенерации адсорбента на установке адсорбционной осушки газа используется часть потока подготовленного газа после дожимного компрессора.
Параметры работы:
*Влагосодержание газа во всех случаях определяется по формуле Бюкачека (см. книга, Бекиров Т.М., Ланчаков Г.А. Технология обработки газа и конденсата. М.: ООО «Недра-Бизнесцентр», 1999.-596 с. стр. 20).
Количество воды, выделяемой в сепараторе 12, определяется по формуле:
Vг×(WT1-WT2)=Gводы;
где: Vг - количество газа, нм3/час; WТ1 - влагосодержание газа при температуре Т1, г/нм3; WT2 - влагосодержание газа при температуре Т2, г/нм3.
При температуре охлаждения 0°С в сепараторе 12 выделяется 22,3 кг/час воды:
12000 нм3/час × (2,0 г/нм3 - 0,14 г/нм3) = 22300 г/час = 22,3 кг/час.
При температуре охлаждения минус 5°С в сепараторе 12 выделяется 22,8 кг/час воды. Это максимальное количество с учетом количества газа регенерации, равного 12,0 тыс. нм3/час, минимальным давлении 3,2 МПа и максимальной температуре 45°С.
Для обеспечения безгидратного охлаждения в систему охлаждения (холодильник 6) необходимо подать 2,0-2,5 кг/час метанола по ГОСТ 2222-95 «Метанол технический. Технические условия».
Количество влаги в СОГ перед дожимным компрессором 16 составляет:
100000 нм3/час × 0,001 г/нм3 = 100 г/час.
Максимальное количество влаги, поступающее перед дожимным компрессором 16 с подготовленным газом регенерации с температурой 0°С, составит:
12000 нм3/час × 0,14 г/нм3 = 1680 г/час = 1,68 кг/час.
Общее (максимальное) влагосодержание потока после смешения перед дожимным компрессором 16 составит:
 .
.
В соответствии с СТО Газпром 089-2010 температура точки росы по воде (ТТРВ)°С при абсолютном давлении 3,92 МПа (40 кгс/см2) при подаче в магистральный газопровод для холодного климата должна быть не выше минус 20°С. По формуле Бюкачека это соответствует влагосодержанию в осушенном газе 0,023 г/нм3.
Во всех остальных случаях (повышение давления выше 3,2 МПа, понижение температуры охлаждения газа регенерации ниже 0°С) влагосодержание подготовленного отработанного газа регенерации будет снижаться. Таким образом, предлагаемый способ при максимальных допущениях обеспечивает необходимую подготовку отработанного газа регенерации для подачи в магистральный газопровод.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОДГОТОВКИ ГАЗА | 2018 |
|
RU2689623C1 |
| Способ и установка адсорбционной осушки и очистки природного газа | 2019 |
|
RU2717052C1 |
| Комплекс по переработке и сжижению природного газа (варианты) | 2018 |
|
RU2702441C1 |
| СПОСОБ РЕГЕНЕРАЦИИ АДСОРБЕНТА ПРОЦЕССА ОСУШКИ И ОЧИСТКИ УГЛЕВОДОРОДНОГО ГАЗА (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637242C1 |
| Комплекс по переработке природного углеводородного газа в товарную продукцию | 2019 |
|
RU2715838C1 |
| Газоперерабатывающий завод | 2022 |
|
RU2791366C1 |
| Комплекс по переработке и сжижению природного газа | 2018 |
|
RU2699160C1 |
| Комплекс по переработке магистрального природного газа в товарную продукцию | 2021 |
|
RU2772595C1 |
| Комплекс по переработке магистрального природного газа в товарную продукцию | 2020 |
|
RU2744415C1 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
Изобретение относится к способу подготовки отработанного газа регенерации и может быть использовано в газоперерабатывающей промышленности. Способ подготовки отработанного газа регенерации 4 включает осушку отработанного газа 4, подачу его в поток сухого отбензиненного газа 15 с процесса низкотемпературной переработки с последующим дожатием и подачей подготовленного газа 17 в магистральный газопровод. Осушку отработанного газа регенерации 4 осуществляют путем охлаждения с последующей сепарацией полученной газожидкостной смеси 10 с отводом подготовленного отработанного газа регенерации 13 и жидкой фазы 14. Охлаждение отработанного газа регенерации 4 осуществляют газообразным пропаном 7, подаваемым после утилизации холода в процессе низкотемпературной переработки газа, или жидким пропаном 8, подаваемым из системы пропанового охлаждения и сдросселированным до газообразного состояния. Обеспечивается увеличение выхода товарной продукции с газоперерабатывающего производства за счет подготовки и возврата в полном объеме отработанного газа регенерации в готовый продукт, а также снижение капитальных и эксплуатационных затрат. 1 ил., 1 табл., 1 пр.
Способ подготовки отработанного газа регенерации, образующегося на установке адсорбционной осушки газа в составе газоперерабатывающего производства, имеющего процесс низкотемпературной переработки газа с получением сухого отбензиненного газа и систему пропанового охлаждения, включающий осушку отработанного газа регенерации, подачу подготовленного отработанного газа регенерации в поток сухого отбензиненного газа с последующим дожатием и подачей подготовленного газа в магистральный газопровод, отличающийся тем, что осушку отработанного газа регенерации осуществляют путем охлаждения отработанного газа регенерации хладагентом, в качестве которого используют газообразный пропан, подаваемый после утилизации холода в процессе низкотемпературной переработки газа, или жидкий пропан, подаваемый из системы пропанового охлаждения и сдросселированный до газообразного состояния, с последующей сепарацией полученной при охлаждении газожидкостной смеси с отводом подготовленного отработанного газа регенерации и жидкой фазы.
| СПОСОБ РЕГЕНЕРАЦИИ АДСОРБЕНТА ПРОЦЕССА ОСУШКИ И ОЧИСТКИ УГЛЕВОДОРОДНОГО ГАЗА (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637242C1 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
| Способ регенерации адсорбента | 2017 |
|
RU2657342C1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

