Изобретение относится к технике и технологии адсорбционной осушки и очистки углеводородных газов и может быть использовано в нефтегазоперерабатывающей и нефтехимической промышленности при проектировании и строительстве объектов подготовки и переработки газа, нефтехимпереработки (ГПЗ, НПЗ, ГХК, производства СПГ), имеющих в своем составе установки адсорбционной подготовки газа.
В процессах подготовки и переработки углеводородных газов и жидкостей, где применяются адсорбционные процессы (осушки или осушки/очистки), основные энергетические расходы приходятся на регенерацию адсорбента, которая, как правило, проводится при температуре 180-320°C продувкой находящегося в стадии регенерации адсорбера выбранным газом регенерации (углеводородный газ, инертный газ). Для нагрева газа регенерации используются, например, технологические печи, тепло дымовых газов турбинных приводов компрессоров, электронагрев.
Известен способ регенерации адсорбента процесса осушки углеводородного газа, описанный в установке подготовки углеводородного газа (см. патент РФ на изобретение №2381822, B01D 53/04, опубл. 20.02.2010 в ОБ №5), включающий последовательную продувку цеолита частью потока сухого отбензиненного газа (СОГ) в качестве газа регенерации и газа охлаждения, который получают путем выделения углеводородов С3+выше из осушенного углеводородного газа при его низкотемпературной переработке, нагрев газа охлаждения после продувки адсорбента и подачу его в качестве газа регенерации на регенерацию адсорбента с последующим охлаждением отработанного газа регенерации и направлением его на дальнейшее использование.
Общими признаками известного и предлагаемого способов являются:
- последовательное нагревание и охлаждение адсорбента продувкой нагретым газом регенерации и газом охлаждения, соответственно;
- использование в качестве газа регенерации и газа охлаждения части потока СОГ, который получают путем выделения углеводородов С3+выше из осушенного углеводородного газа при его низкотемпературной переработке;
- нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подача на регенерацию адсорбента.
Недостатком известного способа является значительный расход энергии на нагрев газа регенерации в нагревательном аппарате, что особенно характерно для установок адсорбционной осушки (очистки) газов производительностью более 1 млрд м3/год.
Наиболее близким по технической сущности и достигаемому результату является способ регенерации цеолита процесса осушки и очистки природного газа от сернистых соединений (см. патент РФ №2159663, МПК7 B01D 53/02, B01D 53/26, опубл. 27.11.2000), включающий последовательную продувку цеолита нагретым газом регенерации и газом охлаждения, в качестве которых используют осушенный и очищенный от сернистых соединений природный газ, причем газ охлаждения перед продувкой цеолита подвергают низкотемпературной конденсации и ректификации с выделением углеводородов С2+выше, остаточных количеств сернистых соединений и влаги, оставшуюся метановую фракцию компримируют и очищают от паров компрессорного масла, а после продувки цеолита на стадии охлаждения дополнительно нагревают и используют в качестве газа регенерации.
Общими признаками известного и предлагаемого способов являются:
- последовательное нагревание и охлаждение адсорбента продувкой нагретым газом регенерации и газом охлаждения, соответственно;
- использование в качестве газа регенерации и газа охлаждения СОГ, который получают путем выделения углеводородов С2+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции (ДКС);
- нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подача на регенерацию адсорбента.
Недостатками известного способа являются:
- отсутствие использования тепла газа регенерации для подогрева газа охлаждения перед подачей в печь нагрева газа регенерации;
- значительные колебания температуры газа охлаждения на стадии охлаждения соответствующего адсорбера (от 280-180°C до 60-40°C) перед входом в печь нагрева газа регенерации, оказывающие влияние на расход топливного газа и автоматическое регулирование печи;
- увеличение тепловой нагрузки на печь нагрева газа регенерации и увеличение расхода топливного газа за счет отсутствия рекуперации тепла газа регенерации;
- увеличенная энергетическая нагрузка на блок охлаждения отработанного газа регенерации (электроэнергия, вода).
На практике используются различные схемы нагрева газа регенерации - с использованием (рекуперацией) тепла газа регенерации и без рекуперации тепла - подачей газа охлаждения адсорберов напрямую в печь нагрева газа регенерации.
Схема нагрева газа регенерации без рекуперации тепла использована в известной установке осушки и очистки природного газа от сернистых соединений (см. патент РФ на полезную модель №12904, МПК7 B01D 53/02, опубл. 27.02.2000), которая содержит адсорберы с цеолитом, верх которых соединен с линиями подачи сырого газа и отвода газов регенерации и охлаждения, а низ - с линиями отвода товарного газа и подачи газов регенерации и охлаждения, печь нагрева газа регенерации, соединенная с линией отвода газа охлаждения, при этом линия подачи газа охлаждения соединена с линией отвода товарного газа и снабжена последовательно установленными блоком низкотемпературной конденсации и ректификации, дожимной компрессорной станцией и блоком улавливания паров компрессорного масла, выход которого соединен с линией подачи газа охлаждения адсорберов.
Общими признаками известной установки и предлагаемого изобретения являются:
- блок адсорбционной осушки и очистки газа, содержащий адсорберы с адсорбентом, верх которых соединен с линиями подачи сырьевого газа и отвода газов регенерации и охлаждения, а низ - с линиями отвода осушенного и очищенного газа и подачи газов регенерации и охлаждения;
- печь нагрева газа регенерации, соединенная с линией подачи газа регенерации в адсорберы;
- блок низкотемпературной переработки газа, соединенный с линией отвода осушенного и очищенного газа и снабженный линиями отвода сухого отбензиненного газа (СОГ) и широкой фракции легких углеводородов (ШФЛУ);
- дожимная компрессорная станция (ДКС), снабженная линиями подвода и отвода СОГ.
Недостатками известной установки являются:
- отсутствие использования тепла газа регенерации для подогрева газа охлаждения перед подачей в печь нагрева газа регенерации;
- значительные колебания температуры газа охлаждения на стадии охлаждения соответствующего адсорбера (от 280-180°С до 60-40°С) перед входом в печь нагрева газа регенерации, оказывающие влияние на расход топливного газа и автоматическое регулирование печи;
- увеличение тепловой нагрузки на печь нагрева газа регенерации и увеличение расхода топливного газа за счет отсутствия рекуперации тепла газа регенерации;
- увеличенная энергетическая нагрузка на блок охлаждения отработанного газа регенерации (электроэнергия, вода).
Схема нагрева газа регенерации с рекуперацией тепла использована в установке подготовки углеводородного газа (см. патент РФ на изобретение №2381822, B01D 53/04, опубл. 20.02.2010 в ОБ №5), являющейся наиболее близкой по технической сущности и достигаемому результату к предлагаемому изобретению. Известная установка включает подключенный к линии подачи скомпримированного сырого газа от сырьевого компрессора блок адсорбционной осушки газа, содержащий параллельно соединенные адсорберы, заполненные сорбентом, с линиями подвода сырого газа и отвода осушенного газа, линиями подвода и отвода газа охлаждения и линиями подвода и отвода газа регенерации, дожимной компрессор и узел регенерации. Установка также снабжена блоком низкотемпературной обработки газа, вход которого соединен с линией отвода осушенного газа адсорберов, а выход - с входом дожимного компрессора, а также с линией подвода газа охлаждения к адсорберам. Кроме того, установка снабжена узлом подготовки отработанного газа регенерации, включающим установленные на линии отвода газа регенерации узел очистки (сепарации) отработанного газа регенерации и блок мембранного разделения, подключенный к линии подачи газа на дожимной компрессор и к линии подачи сырого газа на сырьевой компрессор.
Общими признаками известной установки и предлагаемого изобретения являются:
- установленный на линии подачи сырого газа входной сепаратор;
- блок адсорбционной осушки газа, содержащий параллельно соединенные адсорберы, заполненные сорбентом, с линиями подвода сырого газа и отвода осушенного газа, линиями подвода и отвода газа охлаждения и линиями подвода и отвода газа регенерации;
- узел регенерации и охлаждения, содержащий фильтр газа регенерации, фильтр газа охлаждения, рекуперативный теплообменник, нагревательный аппарат, охлаждающий аппарат и сепаратор отработанного газа регенерации;
- линия отвода газа охлаждения последовательно соединена с фильтром газа охлаждения, рекуперативным теплообменником и нагревательным аппаратом;
- линия отвода газа регенерации последовательно соединена с фильтром газа регенерации, рекуперативным теплообменником, охлаждающим аппаратом и сепаратором отработанного газа регенерации;
- блок низкотемпературной переработки газа, соединенный с линией отвода осушенного и очищенного газа и снабженный линиями отвода СОГ и ШФЛУ;
- дожимной компрессор, снабженный линиями подвода и отвода СОГ.
Недостатком известной установки является значительный расход энергии на нагрев газа регенерации в нагревательном аппарате, что особенно характерно для установок адсорбционной осушки (очистки) газов производительностью более 1 млрд м3/год.
Технической задачей предлагаемого изобретения является снижение энергетических затрат на проведение процесса регенерации адсорбента.
Поставленная техническая задача согласно первому варианту заявляемого способа регенерации адсорбента процесса осушки и очистки углеводородного газа, включающему последовательное нагревание и охлаждение адсорбента продувкой сухим отбензиненным газом в качестве газа регенерации и газа охлаждения, который получают выделением углеводородов С2+выше или С3+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции, нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подачу на регенерацию адсорбента решается за счет того, что в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в количестве, равном общему количеству газа, необходимого для регенерации адсорбента, а при достижении заданной температуры на стадии охлаждения адсорбента подачу газа охлаждения прекращают и одновременно на стадию получения газа регенерации обеспечивают подачу части потока горячего сухого отбензиненного газа, отбираемого после сжатия в дожимной компрессорной станции в количестве, равном количеству газа охлаждения.
Поставленная техническая задача согласно второму варианту заявляемого способа регенерации адсорбента процесса осушки и очистки углеводородного газа, включающему последовательное нагревание и охлаждение адсорбента продувкой сухим отбензиненным газом в качестве газа регенерации и газа охлаждения, который получают выделением углеводородов С2+выше или С3+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции, нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подачу на регенерацию адсорбента, решается за счет того, что в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в рассчитанном количестве, обеспечивающем за время цикла охлаждение-регенерация охлаждение адсорбента, при этом после стадии охлаждения адсорбента газ охлаждения соединяют с частью потока горячего сухого отбензиненного газа, постоянно отбираемого после сжатия в дожимной компрессорной станции в количестве, суммарно обеспечивающем регенерацию адсорбента.
Поставленная техническая задача согласно заявляемой системе регенерации адсорбента, включающей установленный на линии подачи сырого газа входной сепаратор, блок адсорбционной осушки и очистки газа, содержащий параллельно соединенные адсорберы, заполненные сорбентом, с линиями подвода сырого газа и отвода осушенного и очищенного газа, линиями подвода и отвода газа охлаждения и линиями подвода и отвода газа регенерации, узел регенерации и охлаждения, содержащий фильтр газа регенерации, фильтр газа охлаждения, рекуперативный теплообменник, печь нагрева газа регенерации, охлаждающие аппараты и сепаратор отработанного газа регенерации, блок низкотемпературной переработки газа, соединенный с линией отвода осушенного и очищенного газа и снабженный линиями отвода сухого отбензиненного газа и отвода широкой фракции легких углеводородов, дожимной компрессор, снабженный линиями подвода и отвода сухого отбензиненного газа, решается за счет того, что отвод сухого отбензиненного газа после дожимного компрессора соединен с дополнительно установленным воздушным холодильником и далее с магистралью товарного газа, при этом отвод сухого отбензиненного газа после воздушного холодильника снабжен дополнительным отводом, соединенным с линией подачи газа охлаждения в адсорберы, а отвод сухого отбензиненного газа после дожимного компрессора снабжен дополнительным отводом, соединенным с входом рекуперативного теплообменника.
Технический результат предлагаемого изобретения состоит в снижении энергетических затрат на проведение процесса регенерации адсорбента.
Заявляемая совокупность признаков предлагаемого способа регенерации адсорбента по первому и второму вариантам позволяет за счет дополнительного отвода горячего СОГ после дожимного компрессора, снабженного необходимыми средствами КиА (контроля и автоматизации) и арматурой, значительно снизить затраты энергии (топливного газа) на стадии регенерации адсорбента, что в зависимости от использования первого или второго варианта может составлять до 50%.
Заявляемая совокупность признаков предлагаемой системы регенерации адсорбента позволяет за счет соединения дополнительного отвода СОГ после воздушного холодильника с линией подачи газа охлаждения в адсорберы, а дополнительного отвода СОГ после дожимного компрессора - с входом рекуперативного теплообменника:
- повысить температуру газа на выходе рекуперативного теплообменника и снизить тепловую нагрузку на печь, при этом расход топливного газа в печь нагрева газа регенерации снизится на 20-50%;
- за счет меньшего колебания температуры после рекуперативного теплообменника осуществить более мягкое и стабильное автоматическое регулирование работы печи нагрева газа регенерации по поддержанию требуемой температуры газа регенерации на выходе из печи;
- при подаче горячих газов после дожимного компрессора в систему регенерации снизить энергетическую нагрузку на воздушный холодильник охлаждения СОГ на 5-15% (от количества газа регенерации на процесс) за счет отбора горячего СОГ после дожимного компрессора.
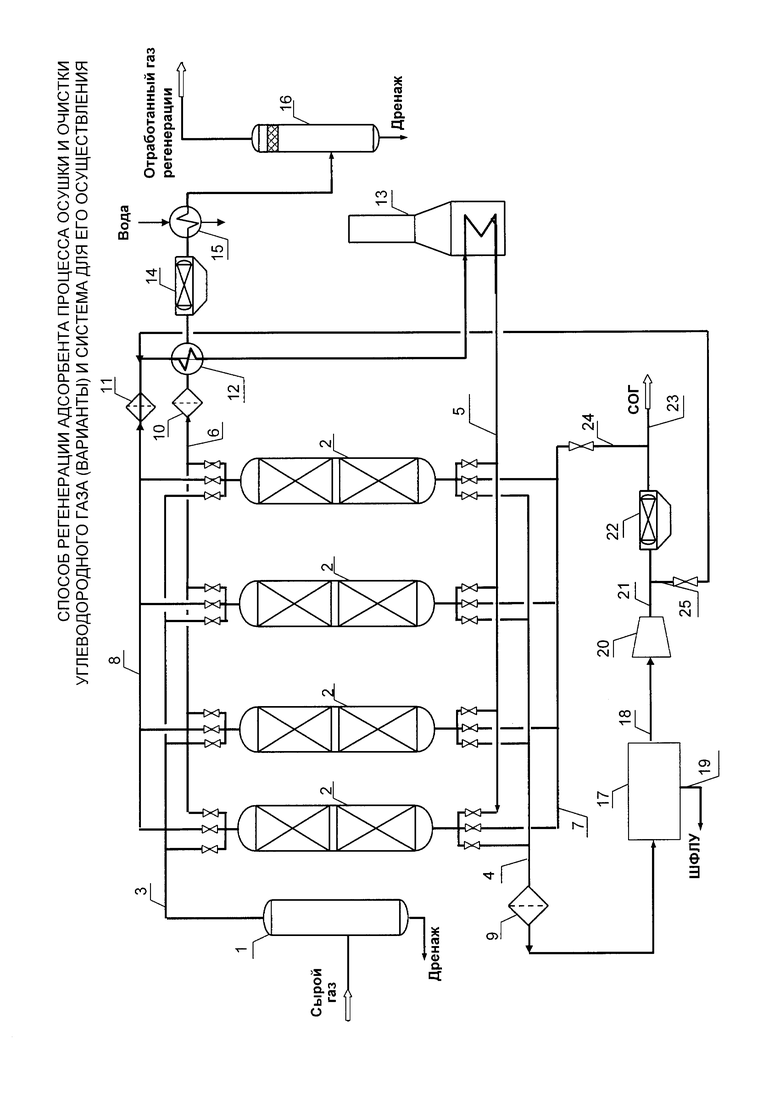
На чертеже представлена принципиальная технологическая схема предлагаемой системы регенерации адсорбента.
Система регенерации адсорбента включает входной сепаратор 1 для отделения жидкости, соединенный с блоком адсорбционной осушки и очистки газа.
Блок адсорбционной осушки и очистки газа содержит параллельно соединенные адсорберы 2, заполненные адсорбентом. Количество адсорберов 2 в схеме может быть 3, 4 или 6 (при необходимости). Каждый адсорбер 2 снабжен:
- линией 3 подачи сырьевого газа,
- линией 4 отвода осушенного и очищенного газа,
- линией 5 подачи газа регенерации,
- линией 6 отвода газа регенерации,
- линией 7 подачи газа охлаждения,
- линией 8 отвода газа охлаждения.
Линия 4 отвода осушенного и очищенного газа соединена с фильтром 9.
Установка снабжена узлом регенерации и охлаждения, содержащим фильтр 10 газа регенерации, фильтр 11 газа охлаждения, рекуперативный теплообменник 12, печь 13 нагрева газа регенерации, охлаждающие аппараты - воздушный холодильник 14 и водяной холодильник 15 (при необходимости) и сепаратор 16 отработанного газа регенерации.
Линия 6 отвода газа регенерации соединена с последовательно установленными фильтром 10 газа регенерации, рекуперативным теплообменником 12, воздушным холодильником 14, водяным холодильником 15 и сепаратором 16 отработанного газа регенерации. Сепаратор 16 отработанного газа регенерации снабжен отводами отработанного газа регенерации и сконденсированной воды.
Линия 8 отвода газа охлаждения соединена с последовательно установленными фильтром 11 газа охлаждения, рекуперативным теплообменником 12 и печью 13 нагрева газа регенерации. Выход печи 13 нагрева газа регенерации соединен с линией 5 подачи газа регенерации в адсорберы 2.
Установка снабжена блоком 17 низкотемпературной переработки газа, соединенным с линией 4 отвода осушенного и очищенного газа после фильтра 9. Блок 17 низкотемпературной переработки газа снабжен линией 18 отвода СОГ и линией 19 отвода ШФЛУ.
Установка снабжена дожимной компрессорной станцией (ДКС), включающей дожимной компрессор 20 и воздушный холодильник 22.
Дожимной компрессор 20 снабжен подводом СОГ, соединенным по линии 18 с блоком 17 низкотемпературной переработки газа, и отводом СОГ, соединенным по линии 21 с воздушным холодильником 22. При необходимости дожимной компрессор 20 может быть снабжен блоком улавливания паров компрессорного масла (не показано).
Отвод СОГ из воздушного холодильника 22 по линии 23 соединен с магистралью товарного газа (не показано).
Линия 23 отвода СОГ после воздушного холодильника 22 снабжена дополнительным отводом, который по линии 24 соединен с линией 7 подачи газа охлаждения в адсорберы 2.
Линия 21 отвода СОГ после дожимного компрессора 20 снабжена дополнительным отводом, который по линии 25 соединен с входом рекуперативного теплообменника 12.
Система также снабжена необходимыми трубопроводами, запорно-регулирующей арматурой и средствами контроля и автоматики (не показаны).
Система работает следующим образом (в качестве примера приведена схема с четырьмя адсорберами).
Сырьевой газ с температурой 20-45°C и давлением 2,0-10,0 МПа после отделения жидкости во входном сепараторе 1 поступает по линии 3 в блок адсорбционной осушки и очистки углеводородного газа для осушки газа и его очистки от кислых компонентов. При этом два адсорбера находятся в цикле адсорбции, один в цикле регенерации адсорбента и один в цикле охлаждения. Время циклов регенерации и охлаждения - по 6 ч, цикл адсорбции - 12 ч. Температура газа регенерации 200-320°C. Температура в адсорбере в конце цикла регенерации 180-300°C.
Осушенный и очищенный газ по линии 4 поступает в фильтр 9, в котором улавливается пыль адсорбента, унесенная из адсорберов, и далее направляется в блок 17 низкотемпературной переработки газа.
В блоке 17 низкотемпературной переработки газа за счет понижения давления и снижения температуры часть осушенного и очищенного газа конденсируется и из него выделяется СОГ и ШФЛУ. ШФЛУ по линии 19 направляется на дальнейшую переработку, а СОГ по линии 18 с давлением 1,8-4,0 МПа поступает на сжатие в дожимной компрессор 20.
После дожимного компрессора 20 большая часть потока СОГ с температурой 140-220°C по линии 21 подается на охлаждение в воздушный холодильник 22, а другая часть потока СОГ по линии 25 направляется в рекуперативный теплообменник 12 и далее в печь 13.
В воздушном холодильнике 22 СОГ охлаждается до температуры 30-45°С, после чего основная часть потока СОГ по линии 23 направляется в магистраль товарного газа, а оставшаяся часть потока СОГ по линии 24 направляется в качестве газа охлаждения в адсорбер 2, находящийся в режиме охлаждения.
Газ охлаждения поступает в адсорбер 2 по линии 7 и после выхода из адсорбера 2 по линии 8 направляется в фильтр 11, где очищается от пыли адсорбента, и затем поступает в межтрубное пространство рекуперативного теплообменника 12, в котором нагревается горячим потоком газа регенерации, выходящим по линии 6 из адсорбера 2, находящегося в режиме регенерации, после чего поступает в печь 13.
Нагретый поток газа из печи 13 в качестве газа регенерации поступает по линии 5 на регенерацию адсорбента в адсорбер 2, находящийся в режиме регенерации. Насыщенный влагой отработанный газ регенерации по линии 6 через фильтр 10 поступает в рекуперативный теплообменник 12, в котором отдает свое тепло потоку газа охлаждения, поступающему в рекуперативный теплообменник по линии 8. Далее газ регенерации доохлаждается в воздушном холодильнике 14 и (при необходимости) водяном холодильнике 15, после чего направляется в сепаратор 16 для разделения отработанного газа регенерации и сконденсированной воды. Отработанный газ регенерации направляется на утилизацию одним из известных методов, а сконденсированная вода сбрасывается в дренаж.
Способ регенерации адсорбента процесса осушки и очистки газа осуществляется следующим образом.
В соответствии с первым вариантом газ охлаждения по линии 24 в количестве 5-15% от потока СОГ (соответствующем обычному расходу газа на охлаждение и регенерацию в существующих и известных системах регенерации адсорбентов) с температурой 30-45°C подают в адсорбер 2, находящийся в режиме охлаждения. При продолжительности стадий охлаждения и регенерации по 6 ч (обычный режим работы) для охлаждения адсорбера и адсорбента перед стадией адсорбции необходимо 1,5-2 часа. При достижении в адсорбере 2 заданной температуры 40-60°C системой автоматизации и регулирования плавно перекрывают (соответствующим клапаном) линию 24 подачи газа охлаждения и одновременно открывают линию 25 подачи горячего СОГ после дожимного компрессора. Горячий СОГ в количестве 5-15% от всего потока СОГ с температурой 140-220°C направляют в рекуперативный теплообменник 12, замещая таким образом газ охлаждения, ранее поступавший в рекуперативный теплообменник 12 по линии 8.
В соответствии со вторым вариантом рассчитанное (в соответствии с известной практикой промышленной эксплуатации установок адсорбционной осушки/очистки газа) количество газа, необходимое для охлаждения адсорбера (20-40% от количества газов охлаждения-регенерации) отбирают после охлаждения в воздушном холодильнике 22 и по линии 24 направляют в линию 7 подачи газа охлаждения в адсорбер 2, находящийся на стадии охлаждения. Дополнительное количество газа, отбираемого после сжатия в дожимном компрессоре 20 в количестве, суммарно обеспечивающем регенерацию адсорбента (60-80% от количества газов регенерации), по линии 25 подается в рекуперативный теплообменник 12 вместе с потоком газа охлаждения, поступающим в рекуперативный теплообменник 12 по линии 8.
В обоих случаях подача горячего СОГ после дожимного компрессора с температурой 140-220°C увеличит температуру газа, входящего и выходящего из рекуперативного теплообменника 12 и поступающего на подогрев до требуемой температуры регенерации в печь 13. При этом снижение тепловой нагрузки на печь 13 нагрева газа регенерации, а, следовательно, и количество топливного газа на нагрев газа регенерации снижается на 20-50%. Энергетический эффект в указанных пределах будет увеличиваться с увеличением необходимой температуры регенерации адсорбента, обеспечивающей более глубокую осушку/очистку газа, что особенно важно в процессах низкотемпературной переработки газов и получения СПГ.
Для примеров приведены следующие исходные данные по существующей промышленной установке осушки газа:
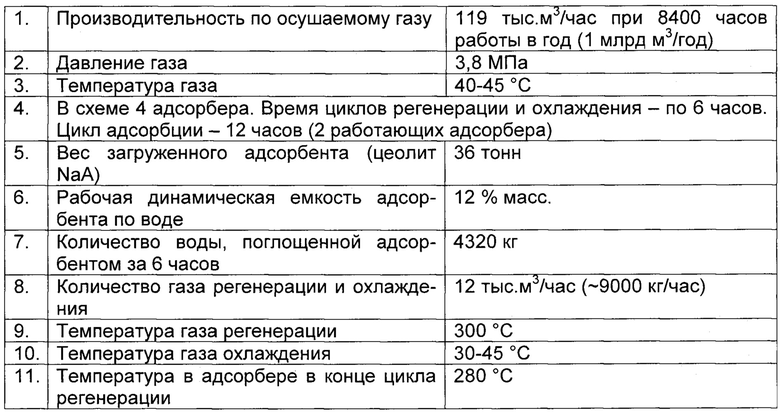
На основании расчетов по известным формулам определяем суммарное количество тепла, которое необходимо внести для проведения регенерации цеолита Qт.р.:
- тепло для нагрева адсорбента: Qнаг.ад-та=2340 тыс. ккал.
- тепло для нагрева адсорбированной воды и десорбции воды из пор цеолита: Qдес.=4321 тыс. ккал.
- тепло для нагрева металла адсорбера: Qнаг.ад-ра=1591 тыс. ккал.
- потери тепла в окружающую среду: Qпот. ~413 тыс. ккал. ΣQт.р.=2340+1591+4321+413=8665 тыс. ккал.
Аналогичным образом определяется необходимое количество отводимого тепла на стадии охлаждения адсорбента с 280°C до 50°C: Qохл.ад-та=2070 тыс. ккал. Количество тепла на охлаждение стенок адсорбера до 50°C: Qохл.ад-ра=710 тыс. ккал.
Общее количество отводимого тепла на стадии охлаждения: ΣQохл=2780 тыс. ккал.
Остальные составляющие расхода тепла, необходимые при регенерации адсорбента, при его охлаждении отсутствуют.
В результате количество тепла, отводимого на стадии охлаждения процесса, составляет: ΣQохл./ΣQт.р.=2780/8665=32,0% от количества тепла, необходимого на регенерацию.
По известным формулам определяем количество газа регенерации с температурой 300°C, которое за цикл регенерации внесет 8665 тыс.ккал: Vг.р.=12 тыс.м3/ч (~9000 кг/ч), что составляет 12/119 ~10,0% от осушаемого на установке газа.
Таким образом, при продолжительности стадий охлаждения и регенерации по 6 ч (обычный режим работы) для охлаждения адсорбента и адсорбера до температуры 50°С перед стадией адсорбции необходимо: 6 ч. 0,32=2 ч. При этом после 2 ч температура газа охлаждения перед рекуперативным теплообменником 12 составит 50-60°С, а после него на входе в печь 13 при температуре отработанного газа регенерации (линия 6) на уровне 270-280°С составит 120-140°С.
Пример 1
Начало циклов охлаждение-регенерация проводится по обычной схеме. В качестве газа охлаждения используется часть потока СОГ, который отбирают по линии 24 после охлаждения в воздушном холодильнике 22. После подачи газа охлаждения в адсорбер с температурой 30-45°С в количестве 12 тыс.м3/ч в течение 2 ч адсорбер с адсорбентом охлаждается до температуры 40-60°С и готов к стадии адсорбции. При достижении заданной температуры (40-60°С) подача газа охлаждения прекращается, для чего системой автоматизации и регулирования плавно перекрывают соответствующим клапаном линию 24. Одновременно с прекращением подачи газа охлаждения открывается линия 25 подачи горячего потока СОГ, отбираемого после сжатия в дожимном компрессоре 20. Горячий поток СОГ с температурой 140-220°С в количестве 12 тыс.м3/ч направляют на вход рекуперативного теплообменника 12.
Для дальнейших расчетов экономии топливного газа приняты следующие данные.
Температура газа охлаждения (~12 тыс.м3/ч) перед рекуперативным теплообменником 12 через 2 часа составит 50-60°С, а после него - 120-140°С. Для догрева газа в печи 13 в течение последующих 4 ч до температуры 300°С потребуется ~890000 ккал/ч тепла или ~95 кг/ч, или ~134 м3/ч топливного газа.
После переключения и подачи горячего газа по линии 25 с температурой 140°С на вход рекуперативного теплообменника 12 температура газа после рекуперативного теплообменника 12 составит ~200°С. Для догрева газа в печи 13 до температуры 300°С потребуется ~60 кг/ч или ~85 м3/ч топливного газа.
При температуре горячего газа перед рекуперативным теплообменником ~200°С его температура перед печью 13 составит ~240°С. Для догрева газа в печи 13 до температуры 300°С потребуется ~35 кг/ч или ~50 м3/ч топливного газа.
С учетом того, что время снижения расхода топливного газа составляет 4 ч из 6 ч, необходимых на регенерацию, экономия топливного газа составит:
- при температуре газа по линии 24 на уровне 140°С: (134-85)/134 4/6≈24%
- при температуре газа по линии 24 на уровне 200°С: (134-50)/134 4/6≈42%
Пример 2
В качестве газа охлаждения используется часть потока СОГ, направляемого по линии 24 после охлаждения в воздушном холодильнике 22 в количестве 20-40% от общего количества газа, необходимого для проведения стадий охлаждение-регенерация (в данном примере это количество составляет ~33% от 12 тыс.м3/ч, т.е. ~4,0 тыс.м3/ч). Это количество газа обеспечивает охлаждение адсорбера с адсорбентом до 50-60°С в течение 6 ч.
Остальное количество газа - 60-80% от общего количества газа, необходимого для проведения стадий охлаждение-регенерация (в данном примере это количество составляет ~66% от 12 тыс.м3/ч, т.е. ~8,0 тыс.м3/ч) с температурой 140-220°С подается по линии 25 на вход рекуперативного теплообменника 12.
При температуре горячего газа, подаваемого по линии 25 на вход рекуперативного теплообменника 12 равной 140°С (в данном примере 8,0 тыс.м3/ч в течение 6 ч), средняя температура газа после рекуперативного теплообменника 12 составит ~185°С. Для догрева газа в печи 13 до температуры 300°С потребуется ~70 кг/ч или ~100 м3/ч топливного газа. Экономия топливного газа в данном случае составит: (134-100)/134≈25%
При температуре горячего газа, подаваемого по линии 25 на вход рекуперативного теплообменника 12 равной 200°С, температура газа после рекуперативного теплообменника 12 составит ~220°С. Для догрева газа в печи 13 до температуры 300°С потребуется ~47 кг/ч или -66 м3/ч топливного газа. Экономия топливного газа в данном случае составит: (134-66)/134≈51%.
Таким образом, как видно из примеров 1 и 2, по сравнению с известными способами регенерации адсорбента предлагаемый способ позволяет снизить энергетические затраты на проведение процесса регенерации адсорбента вследствие снижения тепловой нагрузки на печь нагрева и снижения количества топливного газа на нагрев газа регенерации на 20-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПОДГОТОВКИ ГАЗА | 2018 |
|
RU2689623C1 |
| СПОСОБ ПОДГОТОВКИ ОТРАБОТАННОГО ГАЗА РЕГЕНЕРАЦИИ | 2018 |
|
RU2696437C1 |
| Способ и установка адсорбционной осушки и очистки природного газа | 2019 |
|
RU2717052C1 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
| СПОСОБ КОМПЛЕКСНОГО ИЗВЛЕЧЕНИЯ ЦЕННЫХ ПРИМЕСЕЙ ИЗ ПРИРОДНОГО ГЕЛИЙСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО ГАЗА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ АЗОТА | 2014 |
|
RU2597081C2 |
| Установка подготовки углеводородного газа | 2022 |
|
RU2784867C1 |
| Установка по деэтанизации попутного нефтяного газа высокого давления | 2022 |
|
RU2790898C1 |
| Способ переработки природного углеводородного газа | 2015 |
|
RU2613914C9 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА К НИЗКОТЕМПЕРАТУРНОЙ ПЕРЕРАБОТКЕ | 2014 |
|
RU2565320C1 |
| Способ осушки и очистки природного газа | 2024 |
|
RU2840043C1 |
Изобретение относится к технике и технологии адсорбционной осушки и очистки углеводородных газов и может быть использовано в нефтегазоперерабатывающей и нефтехимической промышленности при проектировании и строительстве объектов подготовки и переработки газа, нефтехимпереработки, имеющих в своем составе установки адсорбционной подготовки газа. Способ регенерации адсорбента включает последовательное нагревание и охлаждение адсорбента продувкой сухим отбензиненным газом в качестве газа регенерации и газа охлаждения, который получают выделением углеводородов С2+выше или С3+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции, нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подачу на регенерацию адсорбента. При этом по первому варианту в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в количестве, равном общему количеству газа, необходимого для регенерации адсорбента, а при достижении заданной температуры на стадии охлаждения адсорбента подачу газа охлаждения прекращают и одновременно на стадии получения газа регенерации обеспечивают подачу части потока горячего сухого отбензиненного газа, отбираемого после сжатия в дожимной компрессорной станции в количестве, равном количеству газа охлаждения. По второму варианту в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в рассчитанном количестве, обеспечивающем за время цикла охлаждение-регенерация охлаждение адсорбента, при этом после стадии охлаждения адсорбента газ охлаждения соединяют с частью потока горячего сухого отбензиненного газа, постоянно отбираемого после сжатия в дожимной компрессорной станции в количестве, суммарно обеспечивающем регенерацию адсорбента. Также предложена система для осуществления предлагаемого способа. Изобретение позволяет снизить энергетические затраты на проведение процесса регенерации адсорбента. 3 н. п. ф-лы, 1 ил.
1. Способ регенерации адсорбента процесса осушки и очистки углеводородного газа, включающий последовательное нагревание и охлаждение адсорбента продувкой сухим отбензиненным газом в качестве газа регенерации и газа охлаждения, который получают выделением углеводородов С2+выше или С3+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции, нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подачу на регенерацию адсорбента, отличающийся тем, что в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в количестве, равном общему количеству газа, необходимого для регенерации адсорбента, а при достижении заданной температуры на стадии охлаждения адсорбента подачу газа охлаждения прекращают и одновременно на стадию получения газа регенерации обеспечивают подачу части потока горячего сухого отбензиненного газа, отбираемого после сжатия в дожимной компрессорной станции в количестве, равном количеству газа охлаждения.
2. Способ регенерации адсорбента процесса осушки и очистки углеводородного газа, включающий последовательное нагревание и охлаждение адсорбента продувкой сухим отбензиненным газом в качестве газа регенерации и газа охлаждения, который получают выделением углеводородов С2+выше или С3+выше из осушенного и очищенного углеводородного газа при его низкотемпературной переработке, последующем сжатии и охлаждении в дожимной компрессорной станции, нагрев газа охлаждения после стадии охлаждения адсорбента для получения горячего газа регенерации и его подачу на регенерацию адсорбента, отличающийся тем, что в качестве газа охлаждения используют часть потока сухого отбензиненного газа, который отбирают после охлаждения в дожимной компрессорной станции в рассчитанном количестве, обеспечивающем за время цикла охлаждение-регенерация охлаждение адсорбента, при этом после стадии охлаждения адсорбента газ охлаждения соединяют с частью потока горячего сухого отбензиненного газа, постоянно отбираемого после сжатия в дожимной компрессорной станции в количестве, суммарно обеспечивающем регенерацию адсорбента.
3. Система регенерации адсорбента, включающая установленный на линии подачи сырого газа входной сепаратор, блок адсорбционной осушки и очистки газа, содержащий параллельно соединенные адсорберы, заполненные сорбентом, с линиями подвода сырого газа и отвода осушенного и очищенного газа, линиями подвода и отвода газа охлаждения и линиями подвода и отвода газа регенерации, узел регенерации и охлаждения, содержащий фильтр газа регенерации, фильтр газа охлаждения, рекуперативный теплообменник, печь нагрева газа регенерации, охлаждающие аппараты и сепаратор отработанного газа регенерации, блок низкотемпературной переработки газа, соединенный с линией отвода осушенного и очищенного газа и снабженный линиями отвода сухого отбензиненного газа и отвода широкой фракции легких углеводородов, дожимной компрессор, снабженный линиями подвода и отвода сухого отбензиненного газа, отличающаяся тем, что отвод сухого отбензиненного газа после дожимного компрессора соединен с дополнительно установленным воздушным холодильником и далее с магистралью товарного газа, при этом отвод сухого отбензиненного газа после воздушного холодильника снабжен дополнительным отводом, соединенным с линией подачи газа охлаждения в адсорберы, а отвод сухого отбензиненного газа после дожимного компрессора снабжен дополнительным отводом, соединенным с входом рекуперативного теплообменника.
| СПОСОБ РЕГЕНЕРАЦИИ ЦЕОЛИТА ПРОЦЕССА ОСУШКИ И ОЧИСТКИ ПРИРОДНОГО ГАЗА ОТ СЕРНИСТЫХ СОЕДИНЕНИЙ | 1999 |
|
RU2159663C2 |
| ПРИБОР ДЛЯ ПРОКЛАДКИ КУРСОВ И РЕШЕНИЯ ДРУГИХ ЗАДАЧ ТАКТИЧЕСКОЙ НАВИГАЦИИ | 1947 |
|
SU78091A1 |
| СПОСОБ ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2470865C2 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
| WO 2006024030 A2, 02.03.2006. | |||

