Изобретение может быть использовано на газоперерабатывающих производствах, а именно на установках переработки природного и попутного нефтяного газа (УПГ), использующих схему с блоком адсорбционной осушки газа и блоком низкотемпературной переработки газа с наличием пропановой холодильной установки (ПХУ).
Подготовка (утилизация) отработанного газа регенерации имеет важное значение во всех случаях использования блока адсорбционной осушки газа, т.к. подготовка и использование отработанного газа регенерации позволяет увеличить выход товарной продукции с газоперерабатывающего производства. В некоторых случаях отработанный газ регенерации без подготовки используется как топливный газ, но это, как правило, не более 10% от его количества.
В качестве газа регенерации может быть использован как осушенный газ после блока адсорбционной осушки газа, так и сухой отбензиненный газ (СОГ) после блока низкотемпературной переработки газа, подаваемый в магистральный газопровод.
Ранее, в 1980-х годах, при проектировании отечественных газоперерабатывающих заводов (ГПЗ) в качестве газа охлаждения и регенерации использовалась часть потока осушенного газа. Отработанный газ регенерации возвращался либо на прием входных компрессоров, либо дополнительным дожимным специальным компрессором возвращался на вход блока адсорбционной осушки газа. Использование в качестве газа регенерации части потока осушенного газа нежелательно по следующим причинам:
- попутный нефтяной газ (ПНГ) содержит достаточно высокое количество компонентов С5+выше- При температуре регенерации (до 350°С) тяжелые компоненты ПНГ способствуют закоксовыванию пор адсорбентов и, тем самым, снижают поглощающую способность адсорбента;
- возврат отработанного газа регенерации на входные компрессоры снижает количество принимаемого на ГПЗ газа на 10…15% или требует увеличения производительности блока адсорбционной осушки газа;
- использование дополнительного дожимного компрессора увеличивает энергетические и капитальные затраты.
Применение в качестве газа регенерации части потока СОГ имеет ряд преимуществ:
- облегчает регенерацию адсорбента за счет минимального количества углеводородов С3+выше;
- появляется возможность возврата отработанного газа регенерации в систему СОГ.
Известна установка осушки газа и отработанного газа регенерации (см. книга «Подготовка и переработка попутного нефтяного газа в России». 4.1 /А.Ю. Аджиев, П.А. Пуртов. - Краснодар: ЭДВИ, 2014, стр. 255, рис. 3.45), включающая трубопровод подачи углеводородного газа в блок адсорбционной осушки газа, снабженный отводом осушенного углеводородного газа, отводом отработанного газа регенерации и подводом части потока осушенного или отбензиненного газа на регенерацию и охлаждение адсорбента, при этом отвод осушенного углеводородного газа соединен с блоком низкотемпературной конденсации газа, отвод отработанного газа регенерации соединен с двумя дополнительно установленными адсорберами, снабженными отводом подготовленного отработанного газа регенерации, соединенным с дожимной компрессорной станцией (ДКС).
Общими признаками известной и предлагаемой установок являются:
- трубопровод подачи углеводородного газа, соединенный с блоком адсорбционной осушки газа;
- блок адсорбционной осушки газа снабжен отводом осушенного углеводородного газа, отводом отработанного газа регенерации и подводом газа на регенерацию и охлаждение адсорбента;
- отвод осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа;
- отвод подготовленного (осушенного) отработанного газа регенерации соединен с ДКС.
Недостатками известной установки являются:
- наличие дополнительных и достаточно металлоемких аппаратов - адсорберов и фильтров;
- наличие у дополнительных адсорберов собственной системы регенерации, встроенной в общую схему регенерации установки осушки газа, которая требует увеличения общего количества газов регенерации до 10…20%, соответствующей трубной обвязки, значительного количества автоматических клапанов регулирования и, соответственно, необходимого количества приборов контроля в операторной;
- необходимость закупки и периодической перезагрузки дополнительного количества адсорбента, используемого на основной установке осушки газа.
Таким образом, известная установка является достаточно капиталоемкой (основное оборудование, обвязка со средствами КИП и А, стоимость адсорбента) и имеет высокие эксплуатационные затраты (повышение общего количества газов регенерации на установке осушки, обслуживание, перезагрузка и очистка адсорберов и фильтров, увеличение энергетической нагрузки на печь нагрева газов регенерации и ДКС, на дожатие повышенного количества газа регенерации).
Наиболее близкой по технической сущности и заявляемому результату является установка подготовки углеводородного газа (см. патент РФ на изобретение №2381822, МПК B01D 53/04 (2006.01), опуб. 20.02.2010), включающая подключенный к линии подачи скомпримированного сырого газа от сырьевого компрессора блок адсорбционной осушки газа с линиями подвода сырого газа и отвода осушенного газа, линиями подвода и отвода газа охлаждения и линиями подвода и отвода газа регенерации, блок низкотемпературной переработки газа с отводом СОГ, отводом целевых углеводородов, отводом газообразного потока хладагента и соединенный с пропановой холодильной установкой, снабженной входом газообразного и выходом жидкого потоков хладагента, и дожимной компрессор, снабженный выходом подготовленного газа, при этом установка также снабжена узлом подготовки отработанного газа регенерации, включающим установленный на линии отвода газа регенерации узел тонкой очистки отработанного газа регенерации и блок мембранного разделения (осушки), линия выхода ретентата из которого подключена к линии подачи СОГ на дожимной компрессор, а линия выхода пермеата - к линии подачи сырого газа на сырьевой компрессор.
Общими признаками известной и предлагаемой установки являются:
- трубопровод подачи углеводородного газа, соединенный с блоком адсорбционной осушки газа;
- блок адсорбционной осушки газа снабжен отводом осушенного углеводородного газа, отводом отработанного газа регенерации и подводом газа на регенерацию и охлаждение адсорбента;
- отвод осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа;
- блок низкотемпературной переработки газа снабжен отводом СОГ, отводом целевых углеводородов и отводом газообразного потока хладагента;
- блок низкотемпературной переработки газа соединен с пропановой холодильной установкой;
- пропановая холодильная установка снабжена входом газообразного и выходом жидкого потоков хладагента;
- отвод СОГ соединен с дожимным компрессором, снабженным выходом подготовленного газа,
- отвод подготовленного отработанного газа регенерации соединен с отводом СОГ перед дожимным компрессором.
- выход подготовленного газа из дожимного компрессора соединен с магистральным газопроводом.
Недостатками известной установки являются:
- высокая стоимость используемых мембранных модулей;
- высокие капитальные и эксплуатационные затраты вследствие возврата одного из потоков, обогащенного водой и углеводородами С3+выше, на вход сырьевого компрессора, что также снижает количество принимаемого на ГПЗ сырого газа и приводит к частичным потерям товарной продукции;
- необходимость очень тонкой очистки отработанного газа регенерации от всех видов примесей и капельной влаги перед подачей на блок мембранного разделения, приводящее к увеличению капитальных и эксплуатационных затрат, т.к. в случае отсутствия такой очистки время эксплуатации мембранных модулей будет значительно сокращено и потребуется существенное увеличение эксплуатационных затрат на их замену.
Технический результат - увеличение выхода товарной продукции с газоперерабатывающего производства за счет подготовки и возврата в полном объеме отработанного газа регенерации в готовый продукт, а также снижение капитальных и эксплуатационных затрат.
Указанный технический результат достигается тем, что в установке подготовке газа, включающей соединенные трубопроводами и снабженные необходимой запорно-регулирующей арматурой блок адсорбционной осушки газа с отводом осушенного углеводородного газа, отводом отработанного газа регенерации, подводом газа на регенерацию и охлаждение адсорбента, блок низкотемпературной переработки газа с отводом потока целевых углеводородов, отводом потока сухого отбензиненного газа и отводом газообразного потока хладагента, пропановую холодильную установку с входом газообразного и выходом жидкого потоков хладагента, и дожимной компрессор с выходом подготовленного газа, при этом отвод осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа, отвод потока сухого отбензиненного газа соединен с дожимным компрессором, выход подготовленного газа из которого соединен с магистральным газопроводом, кроме того установка снабжена отводом подготовленного отработанного газа регенерации, соединенным с потоком сухого отбензиненного газа перед дожимным компрессором, согласно изобретению, установка снабжена дополнительно установленным холодильником, снабженным по первому теплоносителю входом и отводом газообразного потока хладагента, а по второму теплоносителю - входом для подачи отработанного газа регенерации, соединенным с отводом отработанного газа регенерации с блока адсорбционной осушки газа, и отводом охлажденного отработанного газа регенерации, соединенным с дополнительно установленным сепаратором, снабженным отводом подготовленного газа регенерации и отводом жидкой фазы.
Кроме того, вход для подачи газообразного потока хладагента в дополнительно установленный холодильник соединен с отводом газообразного потока хладагента с блока низкотемпературной переработки газа трубопроводом для подачи потока хладагента, снабженным регулирующим клапаном, а выход газообразного потока хладагента из дополнительно установленного холодильника соединен с входом газообразного потока хладагента в пропановую холодильную установку.
Кроме того, вход для подачи газообразного потока хладагента в дополнительно установленный холодильник соединен с выходом жидкого потока хладагента из пропановой холодильной установки трубопроводом для подачи потока хладагента, снабженным регулирующим дросселирующим клапаном, а выход газообразного потока хладагента из дополнительно установленного холодильника соединен с входом газообразного потока хладагента в пропановую холодильную установку.
Кроме этого, выход подготовленного газа из дожимного компрессора снабжен дополнительным отводом, соединенным с подводом газа на регенерацию и охлаждение адсорбента в блок адсорбционной осушки газа.
Снабжение установки дополнительно установленным холодильником позволяет охладить до требуемой температуры отработанный газ регенерации, полученный на блоке адсорбционной осушки газа, за счет его теплообмена или с потоком холодного газообразного пропана, подаваемого с блока низкотемпературной переработки газа, или с потоком жидкого пропана, подаваемого от существующей на газоперерабатывающем производстве ПХУ и сдросселированного до газообразного состояния, а также сконденсировать определенное количество влаги с последующей сепарацией и отводом жидкой фазы и, тем самым, обеспечить подготовку отработанного газа регенерации для возможности его дальнейшей подачи в полном объеме с требуемым качеством на смешение с потоком сухого отбензиненного газа перед дожимным компрессором при минимальных капитальных и эксплуатационных затратах на осуществление процесса подготовки отработанного газа регенерации.
Выбор хладагента (газообразного или жидкого пропана) делается на основании анализа схемы размещения технологических объектов (блока адсорбционной осушки газа, блока низкотемпературной переработки газа, ПХУ) с учетом минимальных затрат на размещение, обвязку и регулирование установки подготовки газа, что позволяет обеспечить соответствующее качество подготовки отработанного газа регенерации с сохранением качества и количества товарной продукции при минимизации капитальных и эксплуатационных затрат на осуществление процесса подготовки газа в привязке к существующему газоперерабатывающему производству.
Соединение отвода охлажденного отработанного газа регенерации из холодильника с дополнительно установленным сепаратором позволяет с высокой эффективностью выделить из охлажденного отработанного газа регенерации жидкую фазу и вывести из сепаратора подготовленный (осушенный) отработанный газ регенерации, после чего направить подготовленный отработанный газ регенерации в полном объеме с требуемым качеством на смешение с потоком сухого отбензиненного газа перед дожимным компрессором.
Соединение отвода подготовленного отработанного газа регенерации с отводом сухого отбензиненного газа перед дожимным компрессором позволяет увеличить выход товарной продукции с газоперерабатывающего предприятия с необходимыми показателями по температуре точки росы по воде (ТТРВ) и температуре точки росы по углеводородам (ТТРУВ), а также снизить эксплуатационные затраты за счет подачи всего объема подготовленного отработанного газа регенерации с требуемым качеством на смешение с потоком сухого отбензиненного газа перед дожимным компрессором без необходимости функционирования дополнительного контура регенерации или возврата на сырьевую компрессорную станцию.
Наличие дополнительного отвода подготовленного газа, соединенного с подводом газа на регенерацию и охлаждение адсорбента в блок адсорбционной осушки газа, позволяет использовать в качестве газа регенерации часть потока подготовленного газа после дожимного компрессора и проводить регенерацию практически при том же давлении, что и давление адсорбции (осушки), например снижение давления при регенерации с 3,6-4,0 МПа до 1,8-2,4 МПа, а потом подъем с этого давления до давления адсорбции (осушки) 3,6-4,0 МПа. Это исключает необходимость операции сброса давления при регенерации и операции повышения давления при переходе на стадию адсорбции, тем самым позволяет исключить лишние стадии по контролю и регулированию процесса.
Таким образом, заявляемая совокупность признаков предлагаемой установки позволяет существенно снизить капитальные затраты вследствие более простой технологической схемы, доступности традиционных аппаратов, упрощения схемы и снижения количества контуров контроля и регулирования.
Кроме того, заявляемая совокупность признаков предлагаемой установки подготовки газа позволяет решить проблему подготовки и использования отработанного газа регенерации, получаемого на блоке адсорбционной осушки газа, и за счет этого увеличить выход товарной продукции с газоперерабатывающего производства, а также сократить капитальные и эксплуатационные затраты.
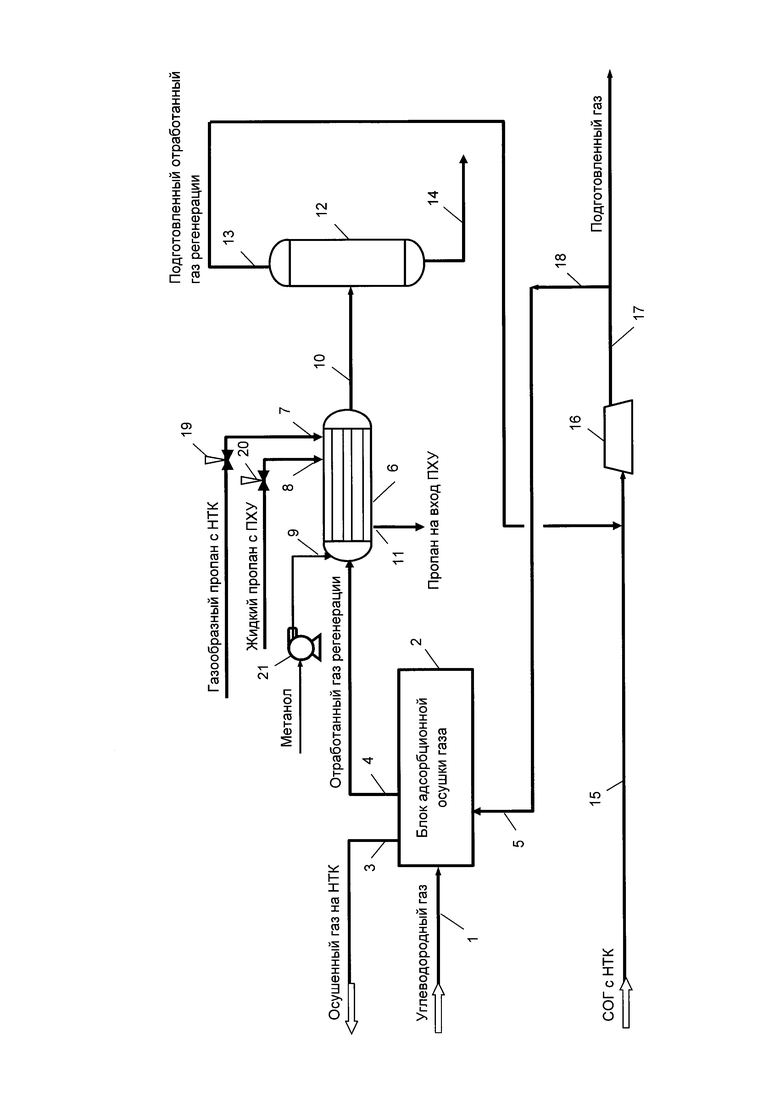
Принципиальная технологическая схема установки подготовки газа представлена на рисунке.
Установка включает трубопровод 1 подачи углеводородного газа в блок 2 адсорбционной осушки газа.
Блок 2 адсорбционной осушки газа может быть выполнен в виде любой известной из уровня техники установки адсорбционной осушки газа, состоящей из адсорберов, заполненных адсорбентом, узлов регенерации и охлаждения, содержащих фильтр газа регенерации, фильтр газа охлаждения, рекуперативный теплообменник, печь нагрева газа регенерации, охлаждающие аппараты и сепаратор отработанного газа регенерации (на рисунке не показано).
Блок 2 адсорбционной осушки газа снабжен отводом 3 осушенного углеводородного газа, отводом 4 отработанного газа регенерации и входом 5 для подачи газа на охлаждение и регенерацию адсорбента.
Отвод 3 осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа (на рисунке не показано), выполненным в виде любой известной из уровня техники установки низкотемпературного разделения газа (например, установки низкотемпературной конденсации - НТК), снабженной отводом СОГ и отводом целевых углеводородов С3+выше или С2+выше (в зависимости от производственной необходимости).
Блок низкотемпературного разделения газа также снабжен подводом жидкого и отводом газообразного потоков хладагента (на фигуре не показано) и соединен с имеющейся на газоперерабатывающем производстве ПХУ.
ПХУ выполнена в виде любой известной из уровня техники установки пропанового охлаждения, снабженной входом газообразного и выходом жидкого потоков хладагента - пропана, а также необходимыми трубопроводами и запорно-регулирующей арматурой (на рисунке не показано).
Отвод 4 отработанного газа регенерации соединен с дополнительно установленным холодильником 6.
Холодильник 6 может быть снабжен входом 7 для подачи газообразного потока хладагента, в качестве которого используют часть потока газообразного пропана после пропановых холодильников с блока низкотемпературной переработки газа (на рисунке не показано), или входом 8 для подачи газообразного хладагента, в качестве которого используют предварительно сдросселированный жидкий пропан с существующей на газоперерабатывающем производстве ПХУ. Кроме того, холодильник 6 снабжен входом 9 для подачи метанола, отводом 10 отвода охлажденного отработанного газа регенерации и отводом 11 газообразного потока хладагента.
Отвод 10 охлажденного отработанного газа регенерации соединен с сепаратором 12, снабженным отводом 13 подготовленного (осушенного) отработанного газа регенерации и отводом 14 жидкой фазы.
Отвод 11 газообразного потока хладагента соединен с входом газообразного потока хладагента в ПХУ.
СОГ с блока низкотемпературной переработки газа через трубопровод 15 соединен с дожимным компрессором 16.
Дожимной компрессор 16 снабжен выходом 17 подготовленного газа, соединенным с магистральным газопроводом.
Отвод 13 подготовленного отработанного газа регенерации из сепаратора 12 соединен с трубопроводом 15 перед дожимным компрессором 16.
Выход 17 подготовленного газа снабжен дополнительным отводом 18, соединенным с входом 5 для подачи газа на охлаждение и регенерацию адсорбента в блок 2 адсорбционной осушки газа.
Вход 7 для подачи газообразного потока хладагента соединен с отводом потока газообразного потока хладагента с блока низкотемпературной переработки газа трубопроводом для подачи хладагента, снабженным регулирующим клапаном 19, позволяющим регулировать температуру потока отработанного газа регенерации до необходимой.
Вход 8 для подачи газообразного хладагента соединен с выходом жидкого потока хладагента из ПХУ трубопроводом для подачи хладагента, снабженным регулирующим дросселирующим клапаном 20, выполняющим функцию дросселя и позволяющим подавать направляемый в холодильник 6 жидкий поток хладагента в газообразном состоянии.
Установка снабжена дозировочным насосом 21 подачи метанола в холодильник 6.
Установка также снабжена необходимой запорно-регулирующей арматурой.
Установка работает следующим образом.
Углеводородный газ по трубопроводу 1 поступает в блок 2 адсорбционной осушки газа. Полученный поток осушенного углеводородного газа через отвод 3 выводится с блока 2 адсорбционной осушки газа и далее направляется в блок низкотемпературной переработки газа (на рисунке не показано) для получения потока СОГ и потока целевых углеводородов С3+выше или С2+выше (в зависимости от производственной необходимости). Полученный поток СОГ по трубопроводу 15 направляется на дожимной компрессор 16.
Отработанный газ регенерации через отвод 4 выводится с блока 2 адсорбционной осушки газа и далее поступает в холодильник 6 для охлаждения потоком хладагента.
Охлаждение отработанного газа регенерации в холодильнике 6 может проводиться (в зависимости от технологических параметров и выбранной схемы установки) двумя способами:
- или потоком газообразного пропана, подаваемого через вход 7 по трубопроводу подачи хладагента из пропановых холодильников с блока низкотемпературной переработки газа с регулировкой температуры потока отработанного газа регенерации до необходимой с помощью регулирующего клапана 19;
- или потоком жидкого пропана, сдросселированного до газообразного состояния с помощью регулирующего дросселирующего клапана 20 и подаваемого через вход 8 по трубопроводу подачи хладагента из ПХУ.
Для предотвращения гидратообразования в холодильник 6 через вход 9 насосом 21 подается метанол из существующего на газоперерабатывающем производстве метанольного хозяйства (на рисунке не показано). Количество метанола рассчитывается в зависимости от количества воды, выделенной в сепараторе 12, при этом концентрация метанола в смеси с водой должна составлять 8…12% маc.
Отработанный хладагент через отвод 11 выводится из холодильника 6 и направляется на вход газообразного потока хладагента в ПХУ. Количество холода, необходимого для снижения температуры отработанного газа регенерации (в связи с незначительным потоком этого газа - 10% от основного), полностью обеспечивается производительностью существующей ПХУ.
Охлажденный отработанный газ регенерации из холодильника 6 через отвод 10 поступает в дополнительно установленный сепаратор 12, в котором из него отделяется выпавшая жидкая фаза - водометанольная смесь с концентрацией метанола 8…12% маc.
Жидкая фаза из сепаратора 12 через отвод 14 направляется на утилизацию или на смешение с жидкой фазой (водой) из сепаратора (на рисунке не показано) блока 2 адсорбционной осушки газа.
Подготовленный (осушенный) отработанный газ регенерации из сепаратора 12 через отвод 13 направляется в трубопровод 15 в поток СОГ, поступающий в дожимной компрессор 16.
Подготовленный газ, полученный в результате смешения потока СОГ и подготовленного отработанного газа регенерации, из дожимного компрессора 16 через выход 17 поступает в магистральный газопровод, при этом часть этого потока газа после дожимного компрессора 16 отбирается и через дополнительный отвод 18 направляется в блок 2 адсорбционной осушки газа для охлаждения и регенерации адсорбента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ОТРАБОТАННОГО ГАЗА РЕГЕНЕРАЦИИ | 2018 |
|
RU2696437C1 |
| СПОСОБ РЕГЕНЕРАЦИИ АДСОРБЕНТА ПРОЦЕССА ОСУШКИ И ОЧИСТКИ УГЛЕВОДОРОДНОГО ГАЗА (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2637242C1 |
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
| Комплекс по переработке природного углеводородного газа в товарную продукцию | 2019 |
|
RU2715838C1 |
| Способ и установка адсорбционной осушки и очистки природного газа | 2019 |
|
RU2717052C1 |
| Установка по деэтанизации попутного нефтяного газа высокого давления | 2022 |
|
RU2790898C1 |
| Газоперерабатывающий завод | 2022 |
|
RU2791366C1 |
| СПОСОБ КОМПЛЕКСНОГО ИЗВЛЕЧЕНИЯ ЦЕННЫХ ПРИМЕСЕЙ ИЗ ПРИРОДНОГО ГЕЛИЙСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО ГАЗА С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ АЗОТА | 2014 |
|
RU2597081C2 |
| ГАЗОПЕРЕРАБАТЫВАЮЩИЙ И ГАЗОХИМИЧЕСКИЙ КОМПЛЕКС | 2014 |
|
RU2570795C1 |
| Комплекс по переработке магистрального природного газа в товарную продукцию | 2021 |
|
RU2772595C1 |
Изобретение может быть использовано на газоперерабатывающих производствах. Установка подготовки газа включает соединенные трубопроводами и снабженные необходимой запорно-регулирующей арматурой блок адсорбционной осушки газа с отводом осушенного углеводородного газа, отводом отработанного газа регенерации, подводом газа на регенерацию и охлаждение адсорбента, блок низкотемпературной переработки газа с отводом потока целевых углеводородов, отводом потока сухого отбензиненного газа отводом газообразного потока хладагента, пропановую холодильную установку с входом газообразного и выходом жидкого потоков хладагента, дожимной компрессор с выходом подготовленного газа. Установка снабжена дополнительно установленным холодильником, соединенным с дополнительно установленным сепаратором, снабженным отводом подготовленного газа регенерации и отводом жидкой фазы. Изобретение обеспечивает увеличение выхода товарной продукции с газоперерабатывающего производства за счет подготовки и возврата в полном объеме отработанного газа регенерации в готовый продукт, а также снижение капитальных и эксплуатационных затрат. 3 з.п. ф-лы, 1 ил.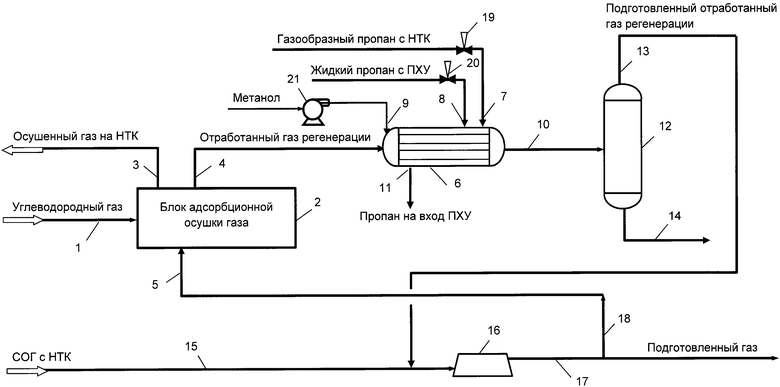
1. Установка подготовки газа, включающая соединенные трубопроводами и снабженные необходимой запорно-регулирующей арматурой блок адсорбционной осушки газа с отводом осушенного углеводородного газа, отводом отработанного газа регенерации, подводом газа на регенерацию и охлаждение адсорбента, блок низкотемпературной переработки газа с отводом потока целевых углеводородов, отводом потока сухого отбензиненного газа и отводом газообразного потока хладагента, пропановую холодильную установку с входом газообразного и выходом жидкого потоков хладагента и дожимной компрессор с выходом подготовленного газа, при этом отвод осушенного углеводородного газа соединен с блоком низкотемпературной переработки газа, отвод потока сухого отбензиненного газа соединен с дожимным компрессором, выход подготовленного газа из которого соединен с магистральным газопроводом, кроме того, установка снабжена отводом подготовленного отработанного газа регенерации, соединенным с потоком сухого отбензиненного газа перед дожимным компрессором, отличающаяся тем, что установка снабжена дополнительно установленным холодильником, снабженным по первому теплоносителю входом и отводом газообразного потока хладагента, а по второму теплоносителю - входом для подачи отработанного газа регенерации, соединенным с отводом отработанного газа регенерации с блока адсорбционной осушки газа, и отводом охлажденного отработанного газа регенерации, соединенным с дополнительно установленным сепаратором, снабженным отводом подготовленного газа регенерации и отводом жидкой фазы.
2. Установка подготовки газа по п. 1, отличающаяся тем, что вход для подачи газообразного потока хладагента в дополнительно установленный холодильник соединен с отводом газообразного потока хладагента с блока низкотемпературной переработки газа трубопроводом для подачи потока хладагента, снабженным регулирующим клапаном, а выход газообразного потока хладагента из дополнительно установленного холодильника соединен с входом газообразного потока хладагента в пропановую холодильную установку.
3. Установка подготовки газа по п. 1, отличающаяся тем, что вход для подачи газообразного потока хладагента в дополнительно установленный холодильник соединен с выходом жидкого потока хладагента из пропановой холодильной установки трубопроводом для подачи потока хладагента, снабженным регулирующим дросселирующим клапаном, а выход газообразного потока хладагента из дополнительно установленного холодильника соединен с входом газообразного потока хладагента в пропановую холодильную установку.
4. Установка подготовки газа по п. 1, отличающаяся тем, что выход подготовленного газа из дожимного компрессора снабжен дополнительным отводом, соединенным с подводом газа на регенерацию и охлаждение адсорбента в блок адсорбционной осушки газа.
| УСТАНОВКА ПОДГОТОВКИ УГЛЕВОДОРОДНОГО ГАЗА | 2008 |
|
RU2381822C1 |
| СПОСОБ ГЛУБОКОЙ ОСУШКИ И ОЧИСТКИ УГЛЕВОДОРОДНЫХ ГАЗОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2240859C1 |
| US 6118037 A1, 12.09.2000 | |||
| US 4952219 A1, 28.08.1990 | |||
| СИСТЕМА СТЕКЛООЧИСТИТЕЛЯ ДЛЯ ОБЕСПЕЧЕНИЯ УЛУЧШЕННЫХ ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ В ЗИМНИХ ПОГОДНЫХ УСЛОВИЯХ И СПОСОБ ОГРАНИЧЕНИЯ И ОЧИСТКИ СКОПЛЕНИЯ ЛЬДА И СНЕГА НА УЗЛЕ СТЕКЛООЧИСТИТЕЛЯ | 2015 |
|
RU2671436C2 |
| JP 6170147 A, 21.06.1994. | |||

