ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее раскрытие относится к системам, способам и устройствам, относящимся к интеллектуальной заготовке, которая содержит заготовку (обрабатываемую деталь) и встроенную вычислительную систему. Интеллектуальная заготовка может применяться в различных производственных сценариях и в других средах промышленной автоматизации.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[2] В обычных производственных линиях, интеллект управления является централизованным за счет использования системы управления производством (MES) или программируемого логического контроллера (PLC) для оптимизации производства и минимизации затрат энергии и других затрат на партию продуктов. Этот способ подходит для массового производства стандартных продуктов с одинаковыми требованиями по времени доставки, качеству и стоимости; однако централизованный интеллект плохо подходит для более разнообразных производственных сред, где отдельные продукты могут различаться, например, с точки зрения времени доставки, материалов, качества или стоимости.
[3] В последнее время, некоторые традиционные производственные линии добавили дополнительный уровень интеллекта на уровне заготовки, используя метки радиочастотной идентификации (RFID). Каждая заготовка представляет собой компонент обрабатываемого продукта. Когда заготовка перемещается по производственной линии, метка RFID, прикрепленная к заготовке, может использоваться для записи производственной информации и обеспечения вводов в систему автоматизации производства. Хотя этот метод поддерживает децентрализованный интеллект на производственной линии, интеллект заготовки крайне ограничен, потому что заготовка не может принимать решения относительно того, как она взаимодействует с другими компонентами системы автоматизации; скорее, эти решения должны приниматься посредством MES или PLC. Таким образом, индивидуализированная оптимизация заготовки (например, с точки зрения стоимости и времени доставки и т.д.) не может быть достигнута, поскольку системы автоматизации производства всегда фокусируются на оптимизации по всей производственной линии.
[4] Соответственно, желательно обеспечить методы для совершенствования заготовок с интеллектом, которые позволяют им интеллектуальным образом взаимодействовать с производственной средой, тем самым способствуя оптимизации на уровне заготовки.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[5] Варианты осуществления настоящего изобретения обращаются к вышеуказанной проблеме и преодолевают один или несколько из вышеупомянутых изъянов и недостатков путем предоставления способов, систем и устройств, относящихся к производственной системе, которая обеспечивает интеллект на уровне заготовки, чтобы обеспечить возможность индивидуализированной оптимизации, например, минимизации затрат на ее производство при одновременном удовлетворении других ее требований по времени доставки, качеству изготовления и технически условиям проектирования. Нынешние основные продукты на рынке серийной стандартизованной продукции позволяют потребителям/клиентам испытывать в деле только сам продукт; некоторые продукты могут позволить пользователям/клиентам испытывать в деле уникальную конструкцию продукта. В некоторых вариантах осуществления, описанные здесь способы предлагают способ, позволяющий пользователям/клиентам также проверять на практике само производство, то есть, также ощущать изготовление продукции по техническим условиям заказчика.
[6] Согласно некоторым вариантам осуществления, система интеллектуальной заготовки включает в себя заготовку, содержащую часть продукта; и встроенную вычислительную систему, прикрепленную к заготовке. Встроенная вычислительная система сконфигурирована, чтобы осуществлять связь с механизмами (машинами) в производственной среде для облегчения сборки заготовки в продукт на сборочных участках. Встроенная вычислительная система может быть сконфигурирована, чтобы выбирать конкретный механизм на каждом соответствующем сборочном участке для выполнения сборочных операций. Например, в некоторых вариантах осуществления, встроенная вычислительная система выбирает каждый механизм на основе информации о состоянии механизма, полученной от контроллеров, соответствующих доступным механизмам на соответствующем сборочном участке. Встроенная вычислительная система может передавать требования к изделию на контроллеры, которые управляют механизмом(ами) на каждом соответствующем участке сборки. Например, в одном варианте осуществления, встроенная вычислительная система сконфигурирована, чтобы транслировать требования продукта на один или несколько контроллеров. В некоторых вариантах осуществления, встроенная вычислительная система дополнительно сконфигурирована, чтобы осуществлять связь с одним или несколькими автоматизированными управляемыми транспортными средствами для облегчения транспортировки между сборочными участками.
[7] Вышеупомянутая система (с дополнительными признаками, рассмотренными выше, или без них) может быть усовершенствована или дополнена дополнительными признаками в разных вариантах осуществления. Например, в некоторых вариантах осуществления, встроенная вычислительная система содержит источник питания, который сконфигурирован, чтобы подзаряжаться на одной или нескольких станциях подзарядки в производственной среде. В других вариантах осуществления, встроенная вычислительная система дополнительно сконфигурирована, чтобы сохранять записи, содержащие информацию, относящуюся к поднабору механизмов, которые выполняли сборочные операции на заготовке. Информация для каждого соответствующего механизма в поднаборе механизмов может включать в себя, например, указание одного или нескольких используемых материалов или деталей, потребляемой энергии или углеродного следа соответствующего механизма в результате соответствующей сборочной операции, выполняемой на заготовке. Кроме того, информация может дополнительно включать в себя одно или несколько из номера партии, идентификатора поставщика и указания данных, полученных на соответствующем механизме.
[8] Согласно другим вариантам осуществления, способ изготовления изделия, содержащего заготовку, включает в себя прием, встроенной вычислительной системой, операционно связанной с заготовкой, информации о требованиях к продукту от шлюзового сервера. Информация о требованиях к продукту может быть задана, например, в терминах по меньшей мере одного из признаков конструкции, времени доставки и желательной стоимости. Встроенная вычислительная система идентифицирует сборочные участки для сборки продукта с использованием заготовки и выполняет сборочный процесс для каждого из участков. Сборочный процесс, выполняемый на каждом соответствующем сборочном участке, включает в себя широковещательную или многоадресную передачу по меньшей мере части информации о требованиях к продукту, соответствующей соответственному сборочному участку, прием информации о доступности обслуживания, соответствующей механизмам, работающим на соответственном сборочном участке, выбор конкретного механизма, включенного в механизмы, на основе информации о доступности обслуживания, осуществления связи с одним или несколькими автоматизированными управляемыми транспортными средствами для облегчения транспортировки встроенной вычислительной системы и заготовки к конкретному механизму и предоставление входной информации, относящейся к заготовке, на конкретный механизм.
[9] Вышеупомянутый способ может быть усовершенствован или дополнен дополнительными признаками в различных вариантах осуществления. Например, в одном варианте осуществления, следуя сборочному процессу, выполняемому на каждом соответственном сборочном участке, запись продвижения сборки, доступная конечному пользователю продукта, обновляется информацией, соответствующей сборочному процессу. В другом варианте осуществления, встроенное вычислительное устройство принимает информацию о ценообразовании на электроэнергию и использует эту информацию для выбора механизма(ов) на каждом сборочном участке.
[10] Встроенная вычислительная система, используемая в вышеупомянутом способе, также может иметь функциональные возможности хранения. Например, в некоторых вариантах осуществления, встроенная вычислительная система сохраняет указание того, какие механизмы на каждом сборочном участке работали над заготовкой. В другом варианте осуществления, встроенная вычислительная система определяет и сохраняет указание потребления энергии (и/или указание углеродного следа), являющееся результатом работы, выполняемой на сборочном участке над заготовкой.
[11] Вышеупомянутый способ может также иметь дополнительные признаки, относящиеся к взаимодействию между встроенной вычислительной системой и операторами или конечными пользователями. Например, в одном варианте осуществления, встроенная вычислительная система принимает запрос от запрашивающего устройства на получение относящейся к заготовке информации, хранящейся во встроенной вычислительной системе. В ответ, встроенная вычислительная система передает информацию о том, какие механизмы на каждом сборочном участке работали над заготовкой, на запрашивающее устройство в ответ на запрос. В другом варианте осуществления, встроенная вычислительная система идентифицирует условие тревоги, относящееся по меньшей мере к одной из встроенной вычислительной системы и заготовки, и передает сообщение, указывающее условие тревоги, оператору или конечному пользователю. Это условие тревоги может включать в себя, например, одно или несколько из низкого уровня заряда батареи встроенной вычислительной системы, изменение в запланированном времени поставки и наступающее запланированное время поставки. Сообщение может также включать в себя предложение оператору или конечному пользователю о том, каким образом сборочный процесс быть изменен для устранения условия тревоги.
[12] Согласно другим вариантам осуществления, производственная система включает в себя множество контроллеров и встроенную вычислительную систему. Контроллеры соединены с механизмами, сконфигурированными, чтобы выполнять сборочный процесс с использованием заготовки для получения в результате продукта. Каждый соответствующий контроллер сконфигурирован, чтобы осуществлять широковещательную (или многоадресную) передачу информации о доступности, соответствующей одному или нескольким механизмам. Встроенная вычислительная система прикреплена к заготовке и сконфигурирована, чтобы принимать информацию о доступности, выбирать поднабор механизмов для выполнения сборочного процесса и осуществлять связь с одним или несколькими автоматизированными управляемыми транспортными средствами для облегчения транспортировки заготовки между каждым соответствующим механизмом.
[13] Дополнительные признаки и преимущества изобретения будут очевидны из последующего подробного описания иллюстративных вариантов осуществления, которое изложено со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[14] Вышеизложенные и другие аспекты настоящего изобретения поясняются в последующем подробном описании со ссылками на прилагаемые чертежи. В целях иллюстрации изобретения, на чертежах показаны варианты осуществления, которые в настоящее время являются предпочтительными, однако следует понимать, что изобретение не ограничивается конкретным раскрытым инструментарием. На чертежах представлены следующие фигуры:
[15] Фиг. 1 представляет концептуальный вид системы, которая использует встроенную вычислительную систему для обеспечения интеллекта заготовке в соответствии с некоторыми вариантами осуществления;
[16] Фиг. 2 представляет концептуальный вид, который иллюстрирует, как заготовка перемещается через три сборочных участка на типичной производственной установке;
[17] Фиг. 3 показывает линию сборки велосипедов, которая включает в себя пять сборочных участков, соответствующих этапам, ассоциированным со сборкой велосипеда от рамы велосипеда;
[18] Фиг. 4 представляет таблицу, показывающую информацию, которая может быть получена для линии сборки велосипедов, показанной на фиг. 3, в соответствии с некоторыми вариантами осуществления;
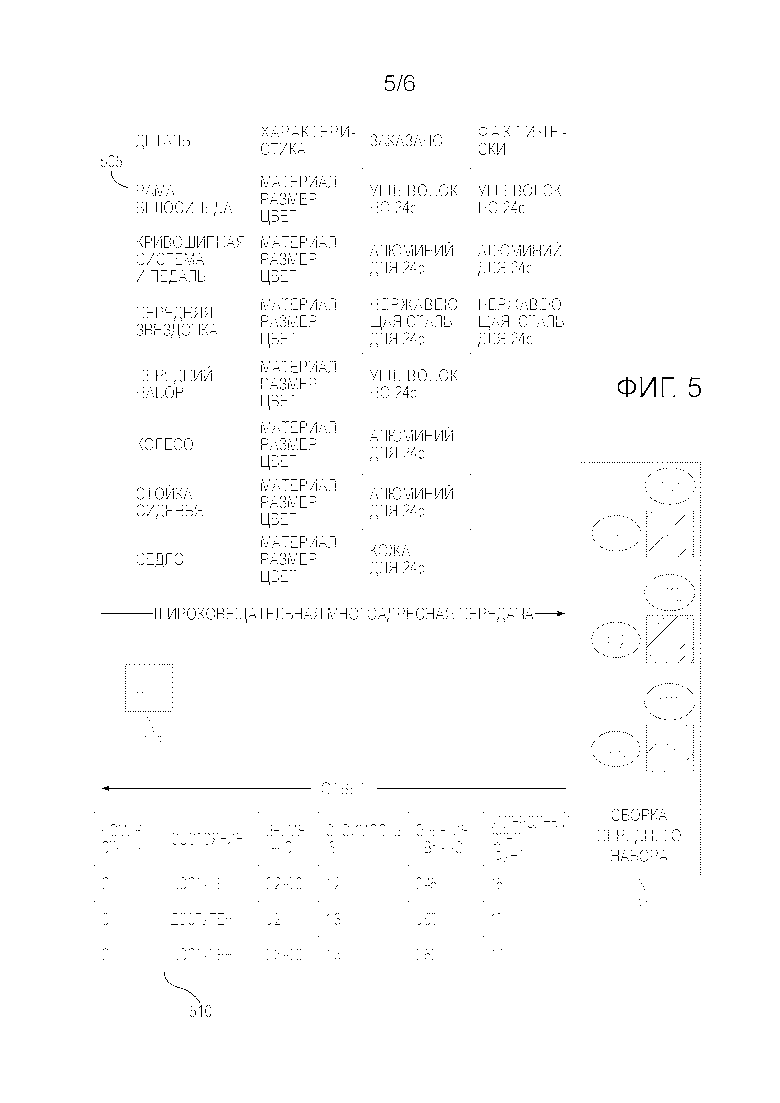
[19] Фиг. 5 представляет подробности информации, обмен которой производится между заготовкой и механизмами в линии сборки велосипедов, показанной на фиг. 3, на конкретном сборочном участке; и
[20] Фиг. 6 представляет пример информации, которая может широковещательно передаваться контроллерами и приниматься заготовкой, в соответствии с некоторыми вариантами осуществления
ПОДРОБНОЕ ОПИСАНИЕ
[21] Нижеследующее раскрытие описывает настоящее изобретение в соответствии с несколькими вариантами осуществления, направленными на способы, системы и устройства, относящиеся к промышленной производственной системе, которая обеспечивает интеллект на уровне заготовки через встроенную вычислительную систему, прикрепленную к заготовке. Этот подход помогает обмену информацией заготовки с системой автоматизации производства и принимает решения во время производства, что позволяет оптимизировать производство каждого отдельного заказного продукта с такими целями, как стоимость производства, потребление энергии, углеродный след и время поставки. Хорошей аналогией этой концепции является сценарий обработки пробок на транспорте в интеллектуальной транспортной системе (ITS): в предположении, что на маршруте X есть пробка, ITS может перенаправить транспортный поток на маршрут Y. Однако водитель D, как интеллектуальный водитель, может предположить, что если весь трафик перенаправляется на маршрут Y, то пробка трафика вскоре возникнет на маршруте Y, и может потребоваться меньше времени для продолжения движения по маршруту X, а не по маршруту Y. Водитель D участвовал в принятии решения о том, какой маршрут он должен принять, на основе индивидуализированной оптимизации с целью кратчайшего времени движения для водителя D. Соответственно, описанные здесь методы могут быть использованы для оптимизации операций различных механизм и материалов, используемых в производственном процессе. Кроме того, как объяснено более подробно ниже, описанные методы также могут использоваться для облегчения настроенных по техническим условиям заказчика производственных процессов, которые конфигурируются на основе ввода от конечных пользователей продукта, который производится.
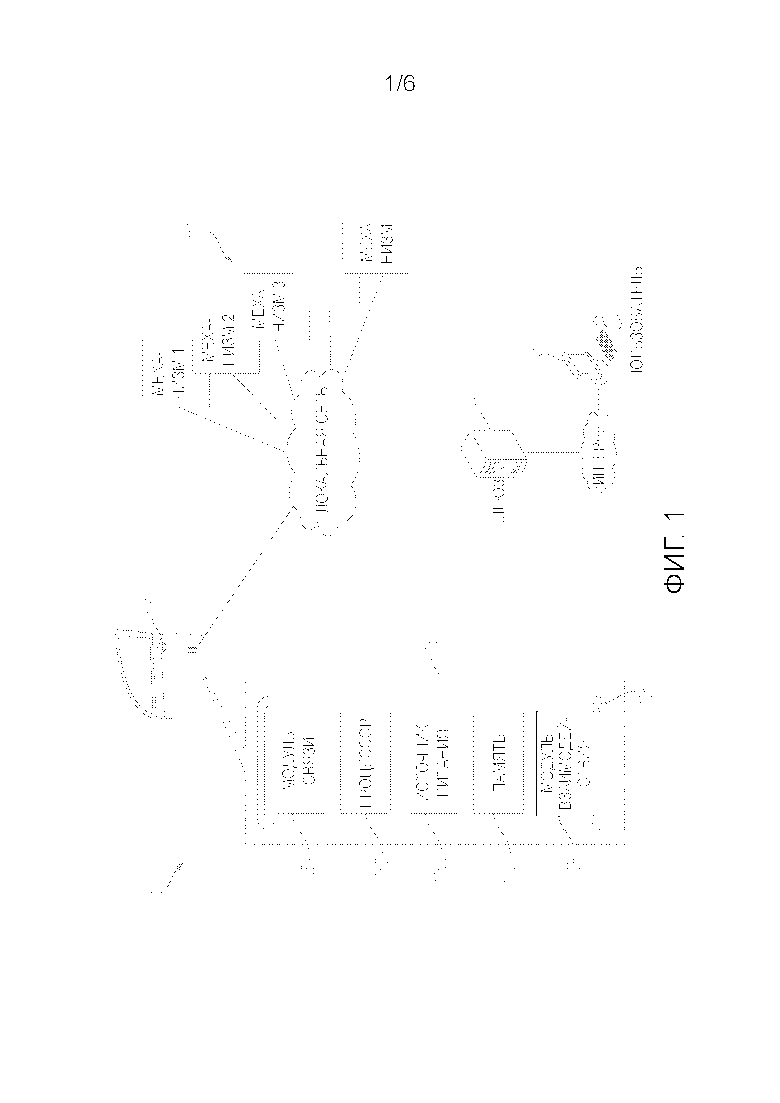
[22] Фиг. 1 представляет концептуальный вид системы 100, в которой используется встроенная вычислительная системы 105 для обеспечения интеллекта заготовке 115 в соответствии с некоторыми вариантами осуществления. В примере на фиг. 1, заготовка 115 является автомобильной дверью. Однако следует понимать, что общие концепции, проиллюстрированные на фиг. 1 и обсужденные в целом ниже, могут быть распространены на любой тип заготовки, обрабатываемой в промышленной среде. В общем, встроенная вычислительная система 105 может быть любой мини-компьютерной системой, общеизвестной в данной области, включая, например, такие системы, как Raspberry PiТМ, ArduinoТМ, BeagleBoardТМ или PandaBoardТМ.
[23] Вкратце, заготовка 115 монтируется в автомобиль промышленным способом, выполняемым механизмами 110 на производственной линии. Один или несколько беспроводных маршрутизаторов промышленного уровня в производственных цехах завода (не показаны на фиг. 1) могут использоваться для обмена данными между различными устройствами в системе 100. Производственный процесс запускается на основе инструкций, предоставляемых шлюзовым сервером 120 на встроенную вычислительную систему 105. В некоторых вариантах осуществления, эти инструкции могут автоматически генерироваться на основе желательной обработки партии для производственной системы. Например, на заводе может потребоваться выпустить 100 автомобилей определенного типа. В других вариантах осуществления, конечный пользователь 125 может отправлять запросы заказа на шлюзовой сервер 120 через Интернет. Таким образом, шлюзовой сервер может настраивать производственный процесс для конечного пользователя 125. Механизмы 110 передают информацию, относящуюся к операции каждого механизма, широковещательным или многоадресным способом. Эта информация принимается встроенной вычислительной системой 105, прикрепленной к заготовке 115. На основе принятой информации, встроенная вычислительная система 105 осуществляет связь с различными устройствами в промышленной среде, чтобы использовать механизмы 110 для выполнения сборочного процесса. Встроенная вычислительная система 105 может предоставлять обновления производственного процесса конечному пользователю 125 прямо или опосредованно через шлюзовой сервер 120. Таким образом, конечный пользователь 125 может использовать мобильный телефон или любой веб-браузер для понимания, где находится его продукт в процессе производства, ожидаемого срока поставки и т.д.
[24] Примеры информации, которая может широковещательно передаваться каждым из механизмов 110, включают в себя, без ограничения указанным, состояние механизма (например, работа, ожидание, выключение или техническое обслуживание); размер буфера и число незавершенных заготовок в буфере; ожидаемое время обработки для всех заготовок в буфере; ожидаемое качество продукции; ожидаемое время обработки входящей заготовки; доступные материалы и детали и связанные с ними данные (например, качество, размер, цвет, тип); ожидаемое потребление энергии и углеродный след; расходы на обработку; и/или ожидаемое время технического обслуживания (если состоянием механизма является 'в техническом обслуживании'). Кроме того, информация, такая как стоимость электроэнергии в реальном времени и запланированный процесс производства для входящей заготовки системой автоматизации производственной линии, может широковещательно передаваться для повышения оптимизации индивидуализированной заготовки.
[25] Встроенная вычислительная система 105 включает в себя корпус 105F, который используется для прикрепления его к заготовке 115. Различные способы могут быть использованы для прикрепления встроенной вычислительной системы 105 к заготовке 115, и способ прикрепления может зависеть от состава самой заготовки 115. Например, если заготовка 115 представляет ферромагнитный материал, корпус встроенной вычислительной системы 105 может быть магнитным. Альтернативно, могут применяться немагнитные методы для прикрепления, такие как, например, системы на клеевой основе, на основе липучки (велкро). Кроме того, корпус 105F встроенной вычислительной системы 105 может быть сформирован так, чтобы способствовать его прикреплению к заготовке 115. Например, для изогнутой заготовки, такой как рама велосипеда, корпус 105F также может быть изогнутым. Кроме того, корпус 105F может быть сконструирован, чтобы выдерживать определенные условия окружающей среды, существующие в промышленной среде. Так, например, он может быть водонепроницаемым и ударопрочным.
[26] Встроенная вычислительная система 105 включает в себя модуль 105А связи, который сконфигурирован, чтобы отправлять и принимать данные от источников вне встроенной вычислительной системы 105. Например, на станции загрузки в начале производства, модуль 105А связи может принимать всю информацию, относящуюся к заготовке 115, по беспроводной линии связи от механизма в конце производства или, альтернативно, через шлюзовой сервер 120. Позже, в промышленном процессе (например, на станции выгрузки) модуль 105А связи может выгружать всю информацию, относящуюся к заготовке 15, на шлюзовой сервер 120 (или некоторую другую систему, локальную или внешнюю по отношению к системе 100) через беспроводную линию связи. Модуль 105А связи может реализовывать различные протоколы связи для облегчения связи с внешними устройствами. Например, в некоторых вариантах осуществления, встроенная вычислительная система 105 и каждый из механизмов 110 осуществляют связь через Wi-Fi с использованием адреса IPv4 широковещательной передачи, тогда как встроенная вычислительная система 105 осуществляет связь непосредственно с шлюзовым сервером 120 с использованием адреса одноадресной передачи. В других вариантах осуществления, протокол IPv6 используется для связи Wi-Fi. Поскольку IPv6 не включает функциональность широковещания, могут использоваться функции многоадресной передачи протокола. Например, один или несколько адресов многоадресной передачи могут быть назначены механизмам 110. Встроенная вычислительная система 105 может затем имитировать функциональность широковещательной передачи путем отправки сообщения на эти адреса многоадресной передачи. Следует отметить, что связь не ограничена Wi-Fi и может быть распространена также на другие методы и протоколы связи.
[27] Процессор 105B выполняет интеллектуальную программу, которая позволяет встроенной вычислительной системе 105 осуществлять широковещательную (или многоадресную) передачу требований обслуживания на механизмы 110 в производственных цехах завода и принимать информацию (например, стоимость изготовления, размер буфера, незавершенный заказ (задолженность по невыполненным заказам), качество изготовления, доступные материалы и детали и т.д.) от этих механизмов 110. Кроме того, процессор 105B обрабатывает взаимодействие и согласование между механизмами 110 и встроенной вычислительной системой 105, позволяя встроенной вычислительной системе 105 принимать решения относительно того, какой из механизмов 110 будет использоваться для выполнения следующего производственного процесса/этапа на заготовке 115. Например, на основе информации, принятой от механизмов 110, может быть выбран предпочтительный механизм, и встроенная вычислительная система 105 может отправить соответствующий запрос на автоматизированное управляемое транспортное средство (AGV) для осуществления транспортировки. Запрос может быть сгенерирован, например, с использованием информации о местоположении механизма, хранящейся во встроенной вычислительной системе 105 или AGV. Альтернативно, встроенная вычислительная система 105 может осуществлять связь с шлюзовым сервером 120 или с самим механизмом для определения информации о местоположении механизма, которая затем может использоваться для генерации запроса для AGV.
[28] Блок питания 105C обеспечивает питание для встроенной вычислительной системы 105. В некоторых вариантах осуществления, блок питания 105C представляет собой обычную батарею с мощностью, соответствующей мощности, потребляемой встроенной вычислительной системой 105. Эта батарея может быть расположена во встроенной вычислительной системе 105, так что она легко заменяется. В некоторых вариантах осуществления, источник питания 105C может содержать перезаряжаемый ресурс, так что он заряжается на беспроводных зарядных станциях в производственных цехах завода, например, в буферном пространстве и парковочном пространстве (не показано на фиг.1). Беспроводные зарядные станции могут быть распределены на некоторых буферах в производственных цехах завода, чтобы заряжать батареи, используемые встроенной вычислительной системой 105. В вариантах осуществления, где встроенная вычислительная система 105 установлена на поддоне или в контейнере (описано ниже), беспроводные зарядные станции могут устанавливаться в другом месте хранения (например, на парковке).
[29] Память 105D является считываемым компьютером носителем, который хранит информацию, относящуюся к требованиям продукта, например, с точки зрения конструкции (например, размера, цвета, материала и т.д.), времени поставки, качества, процессов/этапов производства и стоимости каждого процесса. Кроме того, память 105D может хранить информацию о том, когда и какие механизмы работали на заготовке 115, о материалах, потреблении энергии в каждом процессе, углеродном следе и т.д.
[30] Модуль 105E взаимодействия сконфигурирован, чтобы генерировать человеко-машинные интерфейсы (HMI) и другие графические пользовательские интерфейсы с операторами и пользователями для облегчения взаимодействия с встроенной вычислительной системой 105. Например, модуль 105E взаимодействия может позволять мобильным HMI оператора (не показано на фиг. 1) считывать из встроенной вычислительной системы 105 информацию, такую как версия встроенного программного обеспечения, срок службы батареи и состояние обработки заготовки 115.
[31] В некоторых вариантах осуществления, модуль 105E взаимодействия сконфигурирован, чтобы отправлять сигналы тревоги, относящиеся, например, к состоянию батареи и состоянию обработки заготовки 115, на мобильное устройство оператора. Альтернативно (или дополнительно), в некоторых вариантах осуществления, модуль 105E взаимодействия может использоваться для прямого или опосредованного взаимодействия с конечным пользователем 125 (например, для предоставления информации о технологическом процессе, информации о состоянии производства и/или информации относительно ожидаемого времени поставки продукта). В некоторых вариантах осуществления, конечному пользователю 125 могут быть представлены варианты в ассоциации с производственным процессом. Например, встроенная вычислительная система 105 может определить, что было бы дешевле использовать электричество в ночные часы для производства продукта; однако это задержало бы время поставки на 1-2 дня. В этом случае, конечному пользователю 125 может быть представлен вариант задержки ожидаемого срока поставки продукта в обмен на снижение цены продукта.
[32] В некоторых вариантах осуществления, встроенная вычислительная система 105 может хранить и обрабатывать информацию, относящуюся к множеству заготовок. Например, встроенная вычислительная система 105 может быть присоединена и ассоциирована с поддоном, контейнером или лотком, который содержит несколько заготовок. Эти заготовки могут разделяться на несколько поддонов от одного процесса к другому. Тогда информация каждой заготовки в первой встроенной вычислительной системе может быть передана на новые встроенные вычислительные системы, прикрепленные к новым поддонам, соответственно.
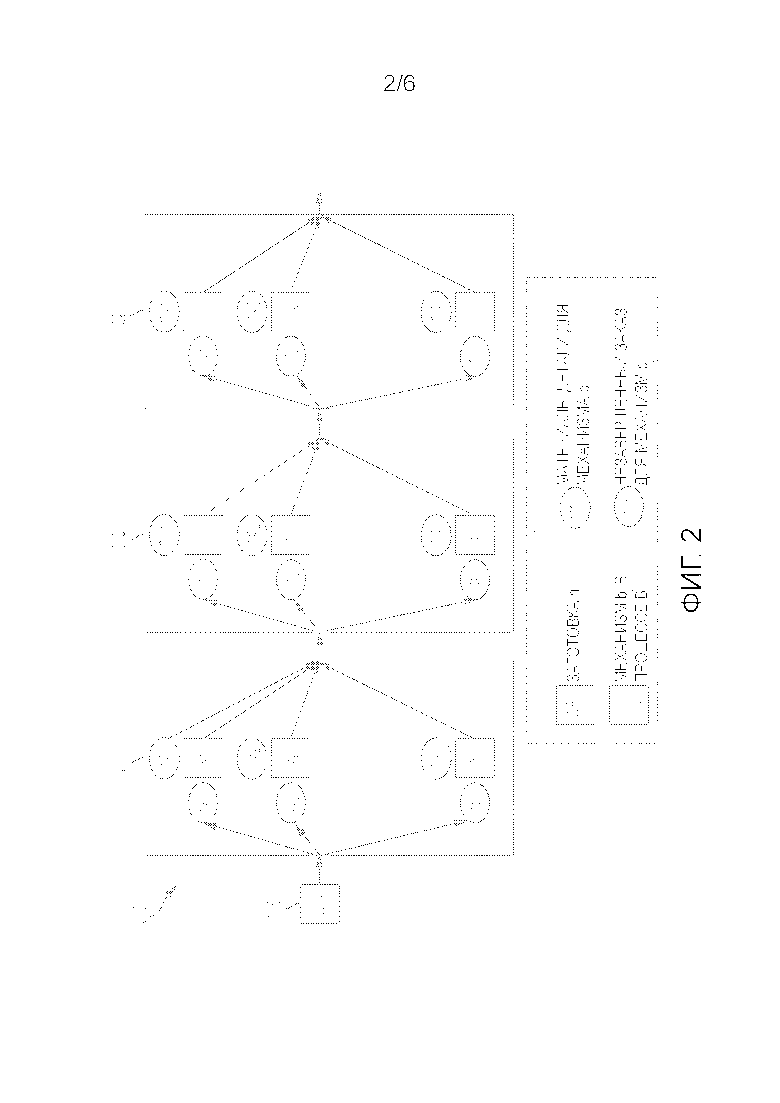
[33] Используя методы, описанные здесь, интеллект, ассоциированный с процессом производства или изготовлением, переносится от механизмов или системы высокого уровня (например, MES) на собственно заготовку. Чтобы проиллюстрировать преимущества, которые имела бы интеллектуальная заготовка в производственной среде, на фиг. 2 представлен концептуальный вид 200 того, как заготовка 205 перемещается через три сборочных участка 210, 215 и 220 на типовом заводе-изготовителе. Типовой завод использует информационные технологии, компьютерные средства управления, датчики, интеллектуальные двигатели, программное обеспечение управления производством и линию связи для управления каждым конкретным этапом или операцией производственного процесса. Обычные производственные системы проектируются, чтобы оптимизировать весь процесс сборки, используемый на заводе, а не процесс сборки одного продукта. Таким образом, когда имеется входящая заготовка 205, система автоматизации принимает решение, как направлять заготовку к механизму на сборочном участке 210, на основе состояния буфера или незавершенного заказа для каждого механизма ba1, ba2 … bai; и доступного материала для каждого механизма ma1, ma2 … mai. Этот подход предполагает, что все продукты, производимые в процессе, имеют одинаковые требования к конструкции, качеству, сроку поставки и стоимости. Изготовление в соответствии с требованиями заказчика отдельных продуктов является проблематичным или даже невозможным при таком подходе, потому что система более высокого уровня должна отслеживать и управлять каждой заготовкой индивидуально на протяжении всего сборочного процесса. В свою очередь, это предъявляло бы к системе более высокого уровня вычислительные требования, которые технически не осуществимы. Кроме того, пропускная способность сети, поддерживающей систему, должна быть достаточно надежной, чтобы поддерживать большие нагрузки трафика, которые были бы связаны с активным администрированием и управлением отдельными заготовками.
[34] Вместо того, чтобы полагаться на систему более высокого уровня для управления всем сборочным процессом, методы, описанные в настоящем документе, добавляют интеллект к самой заготовке 205, так что она может активно принимать решение, как ориентироваться в производственной среде на основе ее индивидуальных требований к продукту. Таким образом, возвращаясь к фиг. 2, заготовка 205 может принимать информацию от механизмов на каждом из сборочных участков 210, 215 и 220 и выбирать поднабор механизмов, которые должны использоваться для операторов сборки. Например, используя принятую информацию о механизмах на сборочном участке 210, заготовка 205 может определить, что только механизм a1 имеет материалы/детали, соответствующие требованиям продукта. Таким образом, заготовка 205 может осуществлять связь с AGV (или другой транспортной системой), чтобы облегчать транспортировку заготовки 205 в рабочую зону механизма a1. В качестве альтернативы, заготовка 205 может определять, что незавершенный заказ для заданий на механизме a1 вызвал бы то, что заготовка 205 пропустит свой крайний срок поставки, и, в результате, заготовка 205 может выбрать альтернативный механизм на сборочном участке 210 с меньшим количеством заданий в его незавершенном заказе. Продолжая таким образом, заготовка 205 может выбрать маршрут через сборочные участки 210, 215 и 220, который оптимизирован на основе требований к продукту, ассоциированному с заготовкой 205.
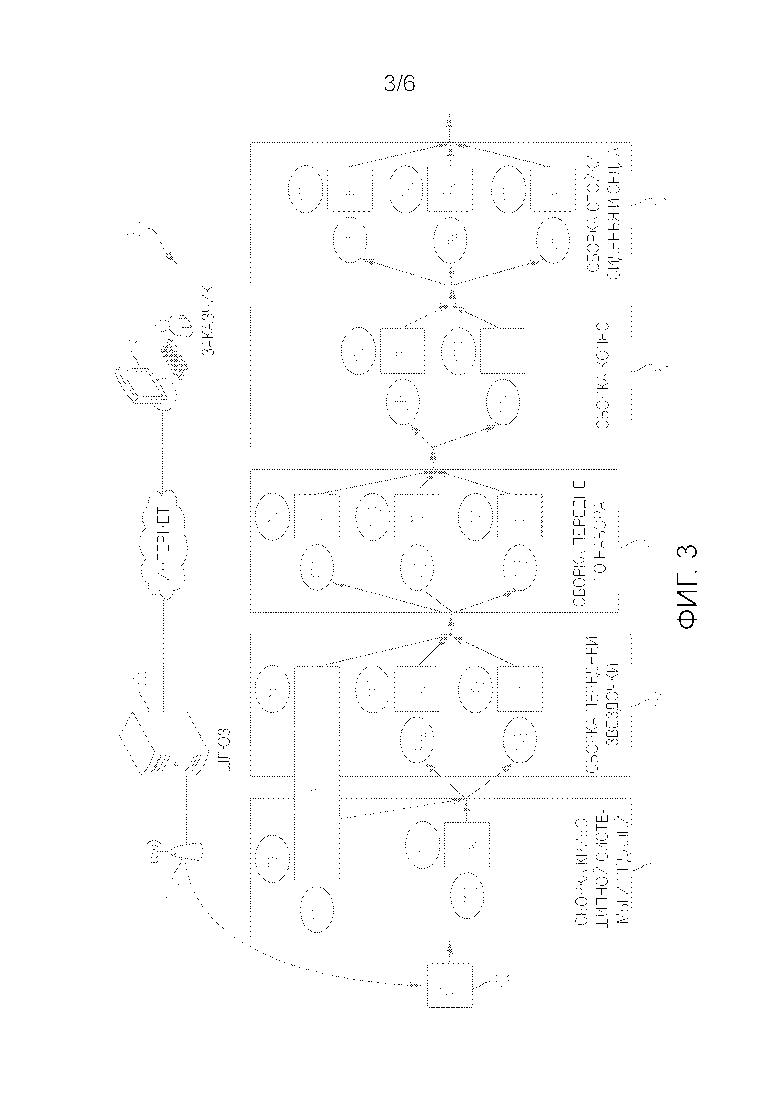
[35] Чтобы дополнительно проиллюстрировать эту концепцию интеллектуальной детали, на фиг. 3 показана линия 300 сборки велосипедов, которая включает в себя пять сборочных участков 310, 315, 317, 320 и 325, соответствующих этапам, ассоциированным со сборкой велосипеда от рамы велосипеда, в соответствии с некоторыми вариантами осуществления. В частности, пять сборочных участков 310, 315, 317, 320 и 325 соответствуют сборке кривошипной системы и педалей, сборке передней звездочки, сборке переднего набора, сборке колес и сборке стойки сиденья и седла, соответственно. Заготовка 305 представляет собой велосипедную раму, которая имеет встроенную вычислительную систему (не показана на фиг. 3), прикрепленную к самой раме или ее несущей. Встроенная вычислительная система способна обмениваться данными с шлюзовым сервером 335 в производственных цехах завода через одну или несколько точек 330 беспроводного соединения, например, через Wi-Fi. Шлюзовой сервер 335 также подключен к Интернету. Таким образом, заказчик 340 может напрямую или опосредованно осуществлять связь с шлюзовым сервером 335, чтобы заказать велосипед с одной или несколькими заказными деталями (например, размером и цветом стойки сиденья и седла и/или материалом колес), тогда как другие детали просто стандартизированы. После размещения заказа, заказчик 340 может обмениваться с заготовкой 305 данными, касающимися, например, того, где заготовка 305 находится в производственном процессе, и каково ожидаемое время поставки. Встроенная вычислительная система, ассоциированная с заготовкой 305, также может обмениваться данными с механизмами на всех сборочных участках.
[36] В качестве одного этапа всей процедуры сборки велосипеда, каждый сборочный участок содержит два или три механизма для выполнения одной и той же задачи сборки. Кроме того, в примере на фиг. 3, механизм ab1 работает на двух сборочных участках 310 и 315, соответствующих сборке кривошипной системы и педалей и сборке передней звездочки, соответственно. Механизм ab1 может выполнять обе задачи сборки, и он может освободить заготовку 305 после завершения процесса ʺсборка кривошипной системы и педалейʺ. Каждый механизм имеет буфер (участок промежуточного хранения) перед ним и пул (общий фонд) материалов/деталей сбоку. В буфере хранятся незавершенные входящие заготовки, а в пуле материалов/деталей хранятся необходимые материалы и детали.
[37] Чтобы контролировать и управлять сборочным процессом, каждый из сборочных участков 310, 315, 317, 320 и 325 имеет по меньшей мере один контроллер, а некоторые сборочные участки могут иметь несколько контроллеров. Например, со ссылкой на фиг. 3, участки ʺсборки переднего набораʺ и ʺсборки стойки сиденья и седлаʺ (то есть сборочные участки 317 и 325, соответственно) могут иметь, каждый, специализированный контроллер, в то время как на других трех сборочных участках (то есть, сборочных участках 310, 315 и 320), каждый механизм имеет свой собственный контроллер. Все контроллеры имеют интерфейс беспроводной связи для обмена данными с входящими интеллектуальными заготовками.
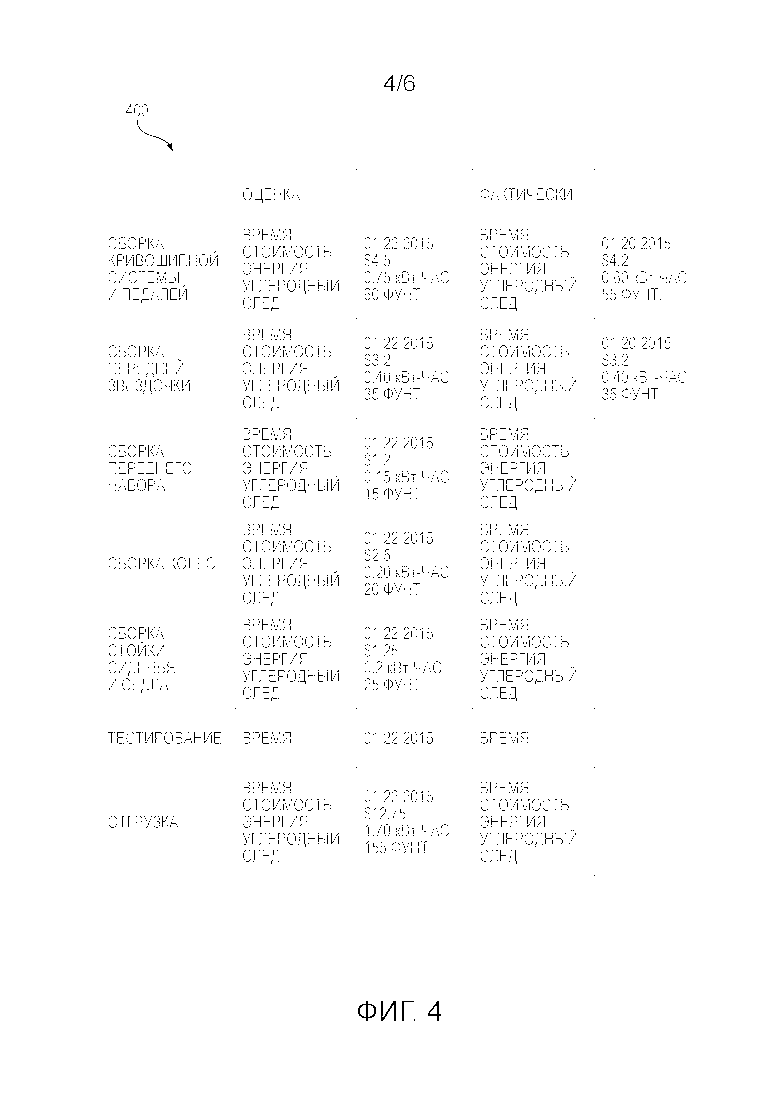
[38] В некоторых вариантах осуществления, на каждом этапе производственного процесса, информация из заготовки 305 может использоваться для обновления информации о состоянии. Фиг. 4 представляет таблицу 400, показывающую информацию, которая может быть собрана для линии 300 сборки велосипедов, показанной на фиг. 3, в соответствии с некоторыми вариантами осуществления. В этом примере, четыре сегмента информации собираются для каждого сборочного участка: время, стоимость, энергия и углеродный след. Таблица 400 показывает, как эта информация может выглядеть после того, как изготовление на втором сборочном участке (сборки передней звездочки) завершено. Отметим, что таблица 400 показывает как оценочную, так и фактическую информацию. Оценочные значения могут быть вычислены до начала производственного процесса на основе текущего состояния системы. Таблица 400, представленная на фиг. 4, может храниться непосредственно на самой заготовке 305 и/или на шлюзовом сервере 335. Кроме того, в некоторых вариантах осуществления, она может быть доступна для заказчика 340. Например, таблица 400 может доставляться через веб-страницу по запросу от заказчика 340. Альтернативно (или дополнительно), обновления могут быть направляться заказчику 340 на протяжении всего производственного процесса, например, посредством текстового сообщения или электронной почты.
[39] Фиг. 5 представляет детали информации, обмен которой производится между заготовкой 305 и механизмами в линии 300 сборки велосипедов, показанной на фиг. 3, когда заготовка 305 (т.е. рама велосипеда) поступает на сборочный участок 317 (т.е. на сборку переднего набора). Таблица 505 включает в себя информацию о деталях, которую встроенная вычислительная система, ассоциированная с заготовкой, имеет непосредственно перед сборочным участком 317. Каждая строка таблицы 505 показывает отдельную деталь, которая требуется для сборки конечного продукта. В третьем столбце показаны детали, предварительно заказанные во время каждой ступени линии 300 сборки велосипедов в отношении материалов, размера и цвета. Затем, в четвертом столбце показаны фактически используемые детали, вновь в отношении материалов, размера и цвета. Этот четвертый столбец обновляется по мере того, как заготовка проходит через линию 300 сборки велосипеда. Перед сборочным участком 317, информация, представленная в таблице 505 (или соответствующем ее поднаборе), передается (посредством широковещательной или многоадресной передачи) на все контроллеры механизмов в виде запроса на задание. В таблице 510 приведены три ответа от трех механизмов на запрос, широковещательно переданный заготовкой 305. В этом примере, механизмам C1 и C3 потребуется больше времени для завершения, потому что у них обоих есть незавершенный заказ, в то время как у механизма C2 нет незавершенного заказа, поэтому он может начать выполнять задание немедленно.
[40] В дополнение к информации, изображенной на фиг. 5, контроллеры на сборочном участке 317 непрерывно передают (посредством широковещательной или многоадресной передачи) информацию механизма для заготовки 305, чтобы ее учитывать. Таким образом, заготовка 305 может принимать решения без необходимости широковещательной передачи информации самостоятельно. Например, в некоторых вариантах осуществления, после приема широковещательно переданной информации от контроллеров, заготовка может напрямую осуществлять связь с конкретным контроллером для направления запроса на задание.
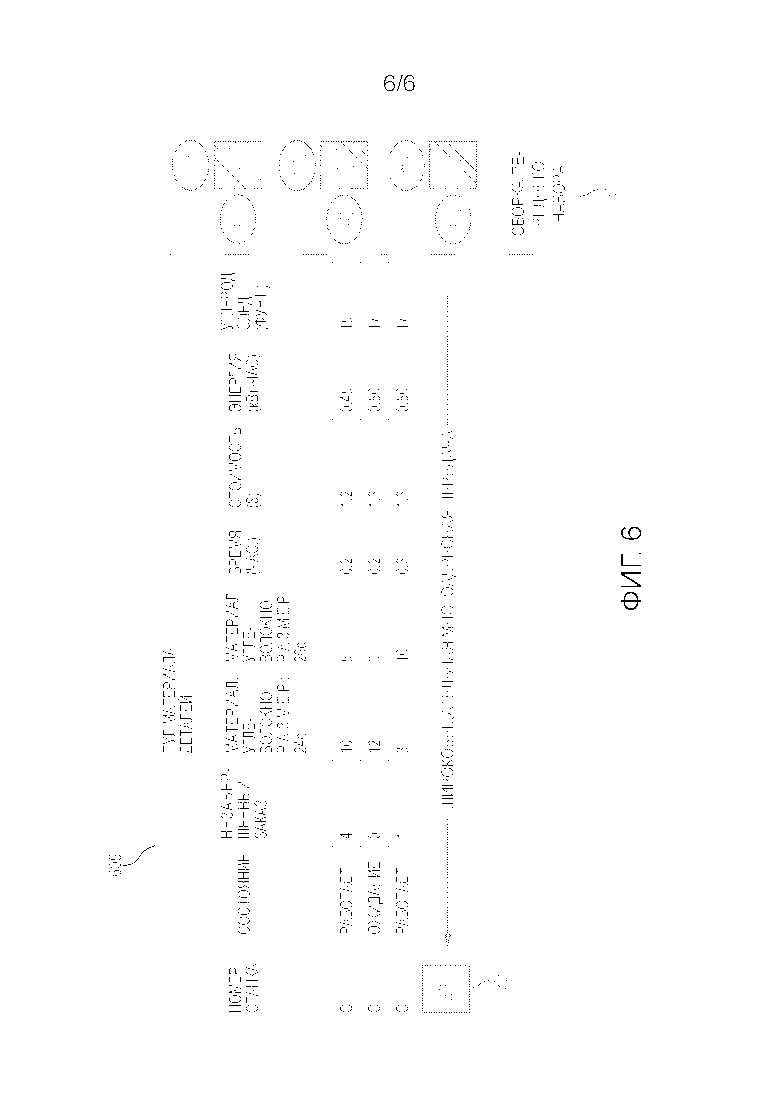
[41] Фиг. 6 представляет пример информации, которая может широковещательно передаваться контроллерами и собираться заготовкой 305 в соответствии с некоторыми вариантами осуществления. Отметим, что хотя информация представлена в таблице 605, информация не обязательно обменивается в табличной форме. Кроме того, когда несколько контроллеров присутствуют на конкретном сборочном участке, то может приниматься множество информационных сообщений (например, множество таблиц).
[42] В примере на фиг. 6, механизмы C1 и C3 указали, что они имеют незавершенный заказ из 4 и 1 заготовки, соответственно. Встроенная вычислительная система на заготовке 305 может затем выполнять согласование с контроллером участка сборки переднего набора (т.е., сборочного участка 317) и на основе индивидуально настроенных задач (например, минимальной стоимости или минимального времени до завершения или минимального потребления энергии, и информации о том, какой механизм имеет меньше заготовок незавершенного заказа, о стоимости, времени сборки, доступности забронированных материалов и т.д.) найти один механизм из C1, C2 и C3, чтобы выполнить сборку переднего набора.
[43] Следует отметить, что таблица 605, показанная на фиг. 6, указывает, что материал зеленого цвета недоступен в пуле материала/деталей механизма C2. Заготовка 305 может разрешить эту проблему путем уведомления контроллера этого участка, чтобы доставить желательный передний набор на механизм C2. В качестве альтернативы, если время ожидания для желательной детали больше, чем время ожидания для незавершенного заказа других механизмов с нужной деталью (например, механизма C3), то заготовка 305 может переключить задание на механизм C3. Другой альтернативой было бы уведомить конечного пользователя (например, заказчика 340) и спросить, не захотел бы он/она заменить передний набор на другой (например, красный), который доступен в пуле материалов/деталей C2.
[44] Процессоры, описанные в настоящем документе в качестве используемых встроенными устройствами, могут включать в себя один или несколько центральных процессоров (CPU), графических процессоров (GPU) или любой другой процессор, известный в данной области техники. В общем случае процессор, используемый здесь, представляет собой устройство для исполнения машиночитаемых инструкций, сохраненных на считываемом компьютером носителе, для выполнения задач и может содержать любую комбинацию аппаратных средств и встроенного программного обеспечения. Процессор может также содержать память, хранящую машиночитаемые инструкции, исполняемые для выполнения задач. Процессор воздействует на информацию посредством манипулирования, анализа, изменения, преобразования или передачи информации для использования исполняемой процедурой или информационным устройством и/или путем маршрутизации информации на устройство вывода. Например, процессор может использовать или содержать функциональные возможности компьютера, контроллера или микропроцессора и конфигурироваться с использованием исполняемых инструкций, чтобы выполнять функции специального назначения, не выполняемые компьютером общего назначения. Процессор может быть связан (электрически и/или как содержащий исполняемые компоненты) с любым другим процессором, обеспечивающим возможность взаимодействия и/или осуществления связи между ними. Процессор или генератор пользовательского интерфейса представляют собой известный элемент, содержащий электронную схему или программное обеспечение или комбинацию обоих для генерации отображаемых изображений или их частей. Пользовательский интерфейс содержит одно или несколько отображаемых изображений, которые позволяют пользователю взаимодействовать с процессором или другим устройством.
[45] Различные устройства, описанные здесь, включая, без ограничения, встроенные устройства и контроллеры, могут включать в себя по меньшей мере один машиночитаемый носитель или память для хранения инструкций, запрограммированных в соответствии с вариантами осуществления изобретения, и для хранения структур данных, таблиц, записей или других данные, описанные здесь. Используемый здесь термин ʺсчитываемый компьютером носительʺ относится к любому средству, которое участвует в предоставлении инструкций на один или несколько процессоров для исполнения. Машиночитаемый носитель может принимать множество форм, включая, но не ограничиваясь ими, не-временные, энергонезависимые носители, энергозависимые носители и среды передачи. Неограничивающие примеры энергонезависимых носителей включают в себя оптические диски, твердотельные накопители, магнитные диски и магнитооптические диски. Неограничивающие примеры энергозависимых носителей включают в себя динамическую память. Неограничивающие примеры среды передачи включают в себя коаксиальные кабели, медный провод и волоконную оптику, включая провода, составляющие системную шину. Передающие среды могут также принимать форму акустических или световых волн, например, генерируемых при радиоволновой и инфракрасной передаче данных.
[46] Исполняемое приложение, как используется здесь, содержит коды или машиночитаемые инструкции для конфигурирования процессора, чтобы реализовывать предопределенные функции, такие как функции операционной системы, системы сбора контекстных данных или другой системы обработки информации, например, в ответ на команду или ввод пользователя. Исполняемая процедура представляет собой сегмент кода или машиночитаемой команды, подпрограмму или другую отдельную секцию кода или часть исполняемого приложения для выполнения одного или нескольких конкретных процессов. Эти процессы могут включать в себя прием входных данных и/или параметров, выполнение операций над принятыми входными данными и/или выполнение функций в ответ на принятые входные параметры и предоставление результирующих выходных данных и/или параметров.
[47] Графический пользовательский интерфейс (GUI), используемый здесь, содержит одно или несколько отображаемых изображений, генерируемых процессором отображения, и позволяет осуществлять пользовательское взаимодействие с процессором или другим устройством и ассоциированные функции сбора и обработки данных. GUI также включает исполняемую процедуру или исполняемое приложение. Исполняемая процедура или исполняемое приложение конфигурируют процессор отображения, чтобы генерировать сигналы, представляющие отображаемые изображения GUI. Эти сигналы подаются на устройство отображения, которое отображает изображение для просмотра пользователем. Процессор, управляемый исполняемой процедурой или исполняемым приложением, манипулирует отображаемыми изображениями GUI в ответ на сигналы, полученные от устройств ввода. Таким образом, пользователь может взаимодействовать с отображаемым изображением с помощью устройств ввода, обеспечивающих возможность взаимодействия пользователя с процессором или другим устройством.
[48] Функции и этапы процесса, описанные в настоящем документе, могут выполняться автоматически, полностью или частично в ответ на команду пользователя. Действие (включая этап), выполняемое автоматически, выполняется в ответ на одну или несколько исполняемых инструкций или операцию устройства без прямого инициирования действия пользователем.
[49] Система и процессы, изображенные на чертежах, не являются исключительными. Другие системы, процессы и меню могут быть получены в соответствии с принципами изобретения для достижения тех же целей. Хотя настоящее изобретение описано со ссылкой на конкретные варианты осуществления, следует понимать, что варианты осуществления и видоизменения, показанные и описанные здесь, предназначены только для иллюстрации. Модификации настоящей структуры могут быть реализованы специалистами в данной области техники без отклонения от объема изобретения. Как описано здесь, различные системы, подсистемы, агенты, менеджеры и процессы могут быть реализованы с использованием аппаратных компонентов, программных компонентов и/или их комбинаций. Ни один элемент пункта формулы изобретения в настоящем документе не должен толковаться в соответствии с положениями 35 U.S.C. 112, шестой абзац, если только этот элемент явно не указан с использованием фразы ʺсредство дляʺ.
Система интеллектуальной заготовки включает в себя заготовку, содержащую часть продукта, и встроенную вычислительную систему, прикрепленную к заготовке. Встроенная вычислительная система сконфигурирована, чтобы осуществлять связь с механизмами в производственной среде для облегчения сборки заготовки в продукт на множестве сборочных участков. 2 н. и 12 з.п. ф-лы, 6 ил.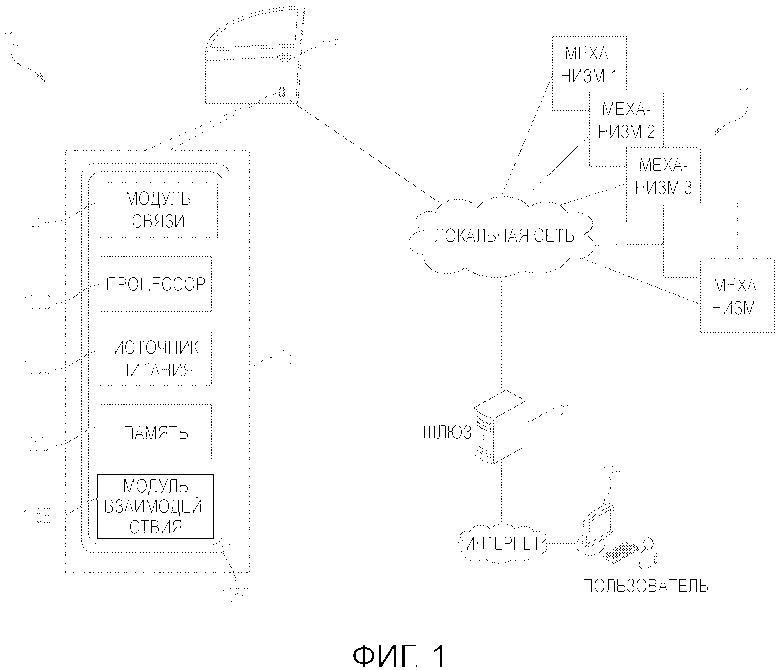
1. Интеллектуальная заготовка, содержащая:
заготовку, содержащую часть продукта; и
встроенную вычислительную систему, прикрепленную к заготовке, причем встроенная вычислительная система сконфигурирована, чтобы:
осуществлять связь с множеством механизмов в производственной среде, чтобы облегчать сборку заготовки в продукт на множестве сборочных участков,
передавать информацию о требованиях к продукту на один или несколько контроллеров, которые управляют одним или несколькими из множества механизмов на каждом соответствующем сборочном участке, и
выбирать конкретный механизм на каждом соответствующем сборочном участке для выполнения сборочных операций на основе информации о состоянии механизма, принятой от одного или нескольких контроллеров, соответствующих доступным механизмам на соответствующем сборочном участке, причем информация о состоянии механизма принимается от каждого из одного или нескольких контроллеров на основе информации о требованиях к продукту.
2. Интеллектуальная заготовка по п. 1, в которой встроенная вычислительная система дополнительно сконфигурирована, чтобы осуществлять связь с одним или несколькими автоматизированными управляемыми транспортными средствами для облегчения транспортировки между множеством сборочных участков.
3. Интеллектуальная заготовка по п. 1, в которой встроенная вычислительная система дополнительно сконфигурирована, чтобы хранить записи, содержащие информацию, относящуюся к поднабору механизмов, которые выполняли сборочные операции на заготовке.
4. Интеллектуальная заготовка по п. 3, в которой информация о состоянии механизма для каждого соответствующего механизма в поднаборе механизмов содержит указание одного или нескольких используемых материалов или деталей, стоимости, потребляемой энергии или углеродного следа соответствующего механизма, являющихся результатом соответствующей сборочной операции, выполняемой на заготовке.
5. Интеллектуальная заготовка по п. 4, в которой информация о состоянии механизма включает в себя как оценочные, так и фактические значения, причем оценочные значения вычисляются до начала сборочной операции.
6. Интеллектуальная заготовка по п. 4, в которой информация о состоянии механизма для каждого соответствующего механизма в поднаборе механизмов дополнительно содержит одно или несколько из номера партии, идентификатора поставщика и указания данных, производимых соответствующим механизмом.
7. Способ изготовления продукта, содержащего заготовку, причем способ содержит:
прием, встроенной вычислительной системой, операционно связанной с заготовкой, информации о требованиях к продукту от шлюзового сервера;
идентификацию, встроенной вычислительной системой, множества сборочных участков для сборки продукта с использованием заготовки;
выполнение, при помощи встроенной вычислительной системы, процесса сборки для каждого из множества сборочных участков, причем процесс сборки, выполняемый на каждом соответствующем сборочном участке, содержит:
широковещательную или многоадресную передачу на множество механизмов, работающих на соответственном сборочном участке, по меньшей мере части информации о требованиях к продукту, соответствующей соответственному сборочному участку,
прием информации о состоянии механизма, соответствующей упомянутому множеству механизмов, работающих на соответственном сборочном участке, на основе информации о требованиях к продукту,
выбор конкретного механизма, включенного в упомянутое множество механизмов, на основе информации о состоянии механизма,
осуществление связи с одним или несколькими автоматизированными управляемыми транспортными средствами для облегчения транспортировки встроенной вычислительной системы и заготовки к упомянутому конкретному механизму, и
обеспечение входной информации, относящейся к заготовке, на упомянутый конкретный механизм.
8. Способ по п. 7, дополнительно содержащий:
после процесса сборки, выполняемого на каждом соответственном сборочном участке, обновление записи о ходе сборки, доступной для конечного пользователя продукта, информацией, соответствующей процессу сборки.
9. Способ по п. 7, дополнительно содержащий:
прием, встроенным вычислительным устройством, информации ценообразования на электроэнергию в реальном времени,
причем выбор конкретного механизма, включенного во множество механизмов на каждом сборочном участке, дополнительно основан на информации ценообразования на электроэнергию.
10. Способ по п. 7, дополнительно содержащий:
сохранение, на встроенной вычислительной системе, указания того, какие механизмы на каждом сборочном участке работали над заготовкой.
11. Способ по п. 10, дополнительно содержащий:
определение, встроенной вычислительной системой, указания потребления энергии в результате работы, выполняемой на сборочном участке над заготовкой; и
сохранение, на встроенной вычислительной системе, указания потребления энергии в результате работы, выполняемой на сборочном участке с использованием заготовки.
12. Способ по п. 7, дополнительно содержащий:
прием, встроенной вычислительной системой, запроса от запрашивающего устройства на информацию, относящуюся к заготовке, сохраненную во встроенной вычислительной системе; и
передачу, встроенной вычислительной системой, указания того, какие механизмы на каждом сборочном участке работали над заготовкой, на запрашивающее устройство в ответ на запрос.
13. Способ по п. 7, дополнительно содержащий:
идентификацию, встроенной вычислительной системой, условия тревоги, относящегося по меньшей мере к одной из встроенной вычислительной системы и заготовки; и
передачу, встроенной вычислительной системой, сообщения, содержащего указание условия тревоги, на устройство оператора или к пользователю через шлюзовой сервер.
14. Способ по п. 13, в котором сообщение дополнительно содержит информацию, предлагающую модификацию процесса сборки для разрешения условия тревоги.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| EP 2940539 A2, 04.11.2015 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

