ВВЕДЕНИЕ
Изобретение относится к одно- или многоэтажному прессу горячего прессования, включающему в себя, по меньшей мере, одну нагревательную плиту, по меньшей мере, один прессовальный лист и, по меньшей мере, одну расположенную между нагревательной плитой и прессовальным листом прессовальную подушку, которая имеет несущий материал в виде металлической ткани и слой подушки, состоящий из каучукового FKM-материала (сополимера фтора и каучука).
Кроме того, изобретение относится к прессовальной подушке для применения в вышеописанном гидравлическом одно- или многоэтажном прессе горячего прессования.
Также изобретение относится к способу изготовления прессовальной подушки для одно- или многоэтажного пресса горячего прессования, по меньшей мере, с одной нагревательной плитой и одним прессовальным листом, причем прессовальная подушка расположена между нагревательной плитой и прессовальным листом и имеет несущий материал в виде металлической ткани и слой подушки, состоящий из каучукового FKM-материала.
Кроме того, изобретение относится к применению прессовальной подушки, которая имеет несущий материал в виде металлической ткани и слой подушки, состоящий из каучукового FKM-материала, причем слой подушки имеется в таком состоянии, что каучуковый FKM-материал частично сшит или частично вулканизирован.
УРОВЕНЬ ТЕХНИКИ
Подобные прессовальные подушки могут использоваться в различных прессовальных установках, например, в многоэтажных прессах с высоким давлением или в одноэтажных короткотактных прессах с низким давлением. В многоэтажных прессах, как правило, под высоким удельным давлением прессования изготавливаются пластиковые ламинаты из нескольких слоев бумаги, которые пропитаны термореактивными смолами. В многоэтажных прессах, также при более низком давлении прессования покрываются древесностружечные плиты или древесноволокнистые плиты средней (MDF) или высокой (HDF) плотности печатной, декоративной или одноцветной бумагой из облагороженной целлюлозы, которая также пропитана термореактивными смолами. Покрытие древесностружечных, MDF- или HDF-плит пленками из синтетических смол осуществляется, тем не менее, как правило, в одноэтажных или так называемых короткотактных прессах. Название "короткотактный пресс" означает относительно короткие длительности прессования под давлением и температурой, причем извлечение плитного материала из формы происходит в горячем состоянии.
Пропитанная меламино-формальдегидными смолами, полученными поликонденсацией, бумага из облагороженной целлюлозы образует под давлением и температурой твердые и необратимые поверхности и принимает при этом соответствующую поверхностную структуру и степень блеска использованных металлических прессовальных листов. Прессовальные подушки при покрытии древесностружечных плит пленками, пропитанными термореактивными смолами, имеют важную функцию, так как в противном случае поверхности без дефектов не могут образовываться. Они обеспечивают равномерное распределение давления и постоянный температурный поток. Во время нанесения покрытия в прессе термореактивные смолы сначала являются низковязкими, плавкими и текучими, а затем сшиваются в нерастворимый, неплавкий, твердый и износостойкий пластик. Этот тип сшивания пластика называется поликонденсацией, причем возникает вода и формальдегид. Возникающая при реакции поликонденсации вода и формальдегид не могут выделяться в виде пара, так как более высокое давление прессования, которое выше давления пара воды, вдавливает эти оба газообразных продукта в слой пленки и в несущую плиту, то есть древесностружечный материал. Следовательно, необходимо равномерно распределенное давление прессования по всей поверхности покрываемого материала. Эту функцию принимают на себя прессовальные подушки.
Прессовальные подушки должны выдерживать высокие температуры, которые преобладают в прессовальных установках. Сверх этого, они должны быстро передавать тепло от нагревательной плиты на прессовальный лист и далее на поверхность прессуемого материала. Сверх этого, сами прессовальные подушки должны выдерживать высокое давление прессования, не теряя своих свойств, то есть свойств возврата в исходное состояние, или тем более не разрушаясь.
В прессовальных установках зачастую имеются такие геометрические или размерные дефекты, что нагревательные плиты и/или прессовальные листы не ориентированы в каждом случае точно параллельно по плоскости друг относительно друга, и/или сами их поверхности не являются точно плоскими. При больших отклонениях от идеальных геометрических условий (полная плоскопараллельность и плоскостность поверхностей прессовальных листов и нагревательных плит) требуются специальные подушки, которые по своей поверхности имеют различную толщину, для того чтобы была возможность компенсировать отклонения размеров в прессе.
Прессовальными подушками являются, как правило, текстильные ткани, которые снабжены самыми разными материалами и имеют равномерную толщину по всей своей поверхности. На практике существуют различные варианты осуществления, которые лишь частично могут удовлетворять необходимым требованиям соответствующей прессовальной установки:
Соответствующая типу прессовальная подушка согласно DE-B-23 19 593 имеет металлическую ткань, которая полностью покрывается несшитой кремнийорганической смолой в виде эластомера, причем отверждение или сшивание происходит после нанесения в сушильном канале, и соответствующие поверхности должны трудоемким образом покрываться по отдельности.
В DE 90 17 587 U1 описывается прессовальная подушка, говоря о которой, речь идет о гибкой набивочной ткани, которая состоит из ароматической полиамидной пряжи, смешанной с другими материалами пряжи. Текстильная ткань должна, по отношению к общему весу прессовальной подушки, включать в себя металлические нити с содержанием между 0 и 70 процентами по весу, чтобы теплопроводность могла устанавливаться на необходимое значение.
Из EP 0 713 762 A2 известна прессовальная подушка для прессов высокого и низкого давления, которая имеет различные материалы, а именно, например, пряжу из ароматического полиамида с металлическими нитями, металлические нити, жаростойкую нить из резины или резиновой смеси, жаростойкую нить из силикона или кремнийорганических смесей и их смеси с и без металлических нитей.
К дальнейшему уровню техники относится прессовальная подушка из EP 0 725 949 B1, у которой основные и/или уточные нити имеют кремнийорганический эластомер, который может содержаться в ткани, например, в виде сплошных нитей или в виде покрытой силиконом металлической проволоки.
Далее аналогичная прессовальная подушка известна из EP 1 136 248 A1, причем ткань имеет существенный процент фторэластомера и/или кремний-фторэластомера. Альтернативно предусмотрено при этом, что ткань имеет существенный процент смешанного эластомера, который изготовлен посредством сшивания смеси из кремний-каучука и фторкаучука или кремний-фторкаучука. Описанные типы эластомеров выполнены при этом в виде нитевидного материала и образуют соответствующую ткань, которая в качестве основных или уточных нитей имеет сшитые металлические нити.
В EP 1 300 235 B1 описывается прессовальная подушка, которая имеет текстильную основу с нитями, из которых, по меньшей мере, часть образует теплопроводные нити, которые либо напрямую, либо через контакт с другими теплопроводными нитями вызывают перенос тепла от одной наружной стороны к другой наружной стороне прессовальной подушки, причем основа имеет слой подушки из резино-эластичного материала в области пересекающихся нитей. Известная прессовальная подушка отличается тем, что толщина слоя подушки меньше, чем толщина основы, и слой подушки уложен на основу таким образом, что теплопроводные нити выступают на обеих наружных сторонах прессовальной подушки за слой подушки. Далее описано то, что слой подушки вводится в текстильную ткань посредством процесса нанесения слоя раклей.
Кроме того, в EP 1 300 235 B1 указывается на то, что благодаря двухстороннему выступанию теплопроводный нитей за слой подушки возник бы прямой или плоскостной под давлением прессования контакт с нагревательными плитами с одной стороны и с прессовальными листами с другой стороны. Вследствие этого перенос тепла существенно ускорился бы. Однако в аспекте технологии прессования и смолы оказалось, что подобные прессовальные подушки с равномерной толщиной ткани приводят к проблемам при формировании поверхности термореактивной смолы. В частности, при изготовлении половых плит из несущего HDF-материала (High Density Fibreboards - древесноволокнистых плит высокой плотности) с объемными плотностями от 800 кг/м3 до 1000 кг/м3 необходимы прессовальные подушки, которые выполнены с ориентацией на конкретную установку. Это означает, что подобные прессовальные подушки должны иметь, если необходимо, различные коэффициенты теплопроводности по своей поверхности с одной стороны и различающийся так же по поверхности амортизирующий эффект с другой стороны.
Всем вышеописанным прессовальным подушкам свойственно то, что они изготавливаются на соответствующих ткацких станках и в случае DE-B-23 19 593, а также EP 1 300 235 покрываются затем пригодным в режиме обработки для намазывания амортизирующим материалом. Это означает, что эти известные прессовальные подушки имеют неизменную по всей поверхности подушки толщину подушки и могут лишь очень ограниченно адаптироваться к имеющимся техническим условиям прессовальной установки. В частности, адаптация к индивидуальной геометрической ситуации соответствующей прессовальной установки практически не возможна. У прессовальных установок с различными допусками толщины, распределенными по поверхности, известные прессовальные подушки деформируются в разной степени, так что оказанное на прессовальный лист и прессуемый материал давление прессования различно по поверхности прессовальной подушки. Результатом этого являются преждевременный износ подушки и низкокачественные поверхности на покрытом прессуемом материале.
Дальнейший недостаток известных прессовальных подушек можно увидеть в их закреплении в прессовальной установке, то есть в частности на нагревательных плитах или прессовальных листах. Как правило, известные прессовальные подушки фиксируются в прессовальных установках при помощи сложных зажимных устройств. При этом они подвержены очень высоким растягивающим напряжениям, которые неизбежно возникают. Нередко это приводит к преждевременному износу ткани и к разрыву в частности у так называемых верхних подушек. В прессовальных установках также очень часто меняются прессовальные листы, что обусловлено различными поверхностями, которые необходимы для формирования поверхностей термореактивных смол. При этом подушки остаются, как правило, зафиксированными в установках. Однако в частности у так называемого верхнего листа доходит, что обусловлено весом подушек, до большого провисания подушек. При повторном введении прессовальных листов в прессовальную установку доходит затем нередко до механических повреждений прессовальных подушек, которые в зависимости от тяжести повреждения должны заменяться новыми прессовальными подушками. Результатом этого является высокий расход подушек, причем дальнейшее использование поврежденных прессовальных подушек привело бы к поверхностным дефектам у покрытых древесностружечных плит.
ЗАДАЧА ИЗОБРЕТЕНИЯ
В основе изобретения лежит задача предоставить одно- или многоэтажный пресс горячего прессования, способ изготовления прессовальной подушки для такого пресса, а также прессовальную подушку для такого пресса, при помощи которых могут удовлетворяться даже повышенные требования при технически инновационных применениях прессов. В частности, должен достигаться более длительный срок службы прессовальных подушек, а также должна достигаться адаптация к индивидуальным размерным и геометрическим свойствам соответствующего пресса. Кроме того, желательно, если фиксация прессовальной подушки в одно- или многоэтажном прессе горячего прессования упростилась бы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Исходя из одно- или многоэтажного пресса горячего прессования указанного вначале типа, эта задача решается согласно изобретению вследствие того, что прессовальная подушка уложена в таком состоянии в одно- или многоэтажный пресс горячего прессования, в котором слой подушки имеет частично сшитый или частично вулканизированный каучуковый FKM-материал, и что окончательная сшивка или окончательная вулканизация прессовальной подушки происходит в одно- или многоэтажном прессе горячего прессования под давлением и температурой между нагревательной плитой и прессовальным листом. Тем самым прессовальная подушка может адаптироваться к имеющимся условиям, в частности к индивидуальной размерной и геометрической ситуации прессовальной установки.
Таким образом, при поставке прессовальной подушки изготовителем слой подушки состоит изначально из лишь частично сшитого или частично вулканизированного фторкаучука, в частности из FKM согласно DIN 1629 и ASTM D 1418. В этом виде он не подходит для эксплуатации в прессовальной установке. Далее внутренний слой сердечника прессовальной подушки состоит из металлической проволочной ткани, для того чтобы обеспечивать перенос тепла на высоком уровне. Окончательное изготовление прессовальной подушки осуществляется таким образом согласно изобретению лишь в соответствующей прессовальной установке, то есть больше не на производственных объектах изготовителя, а только у его клиентов. Изготовленная согласно изобретению прессовальная подушка выполнена в итоге индивидуально для соответствующей прессовальной установки и может целесообразно использоваться также лишь в ней, а также лишь на соответствующей позиции (например, верхняя подушка или нижняя подушка). Так как использованный фторкаучук изначально лишь частично сшит, окончательная сшивка или вулканизация происходит под давлением и температурой в соответствующей прессовальной установке. При этом часто могут реализовываться обычные для подобной прессовальной установки при нормальной эксплуатации значения давления и температуры. Однако отклонения от этих значений вверх или вниз также легко возможны, если это необходимо для процесса сшивания или вулканизации. Как правило, в момент времени, в который происходит окончательная сшивка или вулканизация прессовальной подушки, действительный процесс нанесения покрытия не происходит в прессе, то есть в прессе отсутствует прессуемый материал. Однако также возможно использовать "фиктивный материал" между противоположными прессовальными листами, для того чтобы обеспечивать равномерное распределение давления и предотвращать контакт прессовальных листов друг с другом.
И хотя лишь частично сшитый или частично вулканизированный каучуковый FKM-материал является текучим под давлением и температурой, тем не менее при комнатной температуре он обладает такой вязкостью, что им вместе со средней металлической тканью можно без проблем манипулировать в виде верхнего и нижнего слоя, и прессовальная подушка может укладываться в прессовальную установку в виде единого блока ("сандвича"). Во время процесса окончательной сшивки или вулканизации под давлением и температурой каучуковый FKM-материал может при рассмотрении в горизонтальном направлении затекать в зоны, в которых противоположные прессовальные листы удалены друг от друга на большее расстояние, чем в других областях. Таким образом, в вышеуказанных зонах образуется "больший" слой подушки, то есть создается в целом более толстая прессовальная подушка. Это свойство прессовальной подушки изменяющейся толщины наиболее важно для последующего нанесения покрытия древесностружечных плит, для того чтобы достигать равномерного распределения давления и тем самым высокого качества поверхности.
Так как каучуковый FKM-материал имеет хорошую склонность прилипания к металлам, во время окончательной сшивки или вулканизации в прессовальной установке может образовываться адгезионный слой для нагревательной плиты или прессовального листа. В зависимости от требования образованная прессовальная подушка может фиксироваться с прессовальным листом напрямую на нагревательной плите или с использованием разделительной пленки между прессовальным листом и прессовальной подушкой только на нагревательной плите. Металлическая ткань прессовальной подушки может укладываться между верхним и нижним эластомерным слоем в виде FKM-пленки, то есть там располагаться, и соединяется при процессе сшивания или вулканизации в прессовальной установке с эластомерными слоями.
При образовании поверхностей из меламиноформальдегидной смолы используются все более сложные (тонкие) тиснильные структуры, которые должны тиснить не только сам слой меламиновой смолы, но и частично верхний слой HDF-плит. При необходимых на сегодняшний день коротких длительностях прессования доходит при различных при рассмотрении по поверхности пресса допусках по толщине и связанных с ними давлениях прессования, внутри плиты до нарушений растекания смолы, которые приводят затем к тисненным с дефектами поверхностям. Соответствующая изобретению прессовальная подушка противодействует этим обстоятельствам, так как она уже при изготовлении выравнивает различные допуски по толщине в пределах прессовальной установки, прессовальной плиты и прессовального листа и при необходимости может учитывать различные необходимые коэффициенты теплопроводности.
Предпочтительно каучуковый FKM-материал должен применяться в виде листового материала или пленочного материала, который располагается с обеих сторон от будущей средней металлической ткани (несущего материала) и укладывается в виде пакета ("сандвича") в прессовальную установку. Процесс изготовления, таким образом, существенно упрощается.
Использование каучукового FKM-материала в соответствующей изобретению прессовальной подушке приводит к способности длительное время выдерживать крайне высокие температуры, которые находятся выше всех используемых в настоящее время температур прессования. Также во время длительной эксплуатации не происходят процессы разложения каучукового FKM-материала, которые возникают, например, в кремнийорганических эластомерах, у которых без доступа воздуха может происходить деполимеризация. Если такая деполимеризация начинается, то она также связана с понижением механической прочности, в частности это затрагивает твердость по Шору, которая также отвечает за амортизирующий эффект прессовальной подушки.
Каучуковый FKM-материал может сшиваться и соответственно вулканизироваться по-разному. Известным способом является диаминовое сшивание, которое благодаря хорошей адгезии между произведенным из каучука эластомерным материалом и металлами применяется очень часто. Более современным способом сшивания является бисфенольный механизм, называемый также дигидрокси-механизмом, при котором используются бисфенол AF и четвертичная фосфониевая соль в качестве компонентов сшивающего агента. Речь идет о нуклеофильном механизме замещения. По сравнению с диаминовым сшиванием достигаются лучшие сопротивляемости гидролизу и более высокая термостойкость, а также улучшение остаточной деформации сжатия. Дальнейшим типом сшивания является перекисное сшивание, называемое также триазиновым способом, причем за сшивание отвечают свободные радикалы. Перекисное сшивание является наиболее важным, если используются FKM-каучуки, которые содержат перфторметилвиниловый эфир (PMVE), так как оба ионных механизма благодаря воздействию на PMVE могут приводить к разрушению полимерных цепей. В водных и неводных электролитах перекисные фторэластомеры превосходят продукты других механизмов сшивания. Термостойкость аналогична, как при сшитых бисфенольным способом материалах.
Металлическая каркасная ткань в подушках отвечает с одной стороны за перенос тепла от нагревательной плиты прессовальной установки на прессовальный лист, а с другой стороны за устойчивость формы подушки (механическую прочность). Коэффициент теплопроводности соответствующей изобретению прессовальной подушки может устанавливаться, например, посредством толщины основных или уточных нитей, кроме того альтернативно или дополнительно посредством различных металлических материалов с определенными коэффициентами теплопроводности (медь, латунь, бронза, сталь, нержавеющая сталь и т.д.) у нитей.
Сверх этого, согласно изобретению возможно устанавливать у прессовальных подушек также различную, то есть местами различную по поверхности прессовальной подушки теплопроводность. Для этого, например, в необходимом месте или в необходимой области основные и/или уточные нити могут варьироваться в отношении своего состава материала (состава металла) или толщины нити и/или плотности нити. Вследствие этого в прессовальной подушке возникают зоны с измененными скоростями теплопередачи, которые положительно сказываются на необходимом растекании смолы по покрываемым поверхностям, так что поверхностные дефекты могут предотвращаться.
Далее согласно изобретению предусмотрено, что в слой подушки, в данном случае в каучуковый FKM-материал, добавляются при его изготовлении наполняющие материалы с теплопроводными свойствами. Здесь принимаются в расчет в частности металлические порошки или металлические волокна, а также углеродные порошки или углеродные волокна или, например кварцевый песок. Однако также возможны другие материалы, причем их теплопроводность должна быть предпочтительно больше, чем теплопроводность материала подушки. Процент теплопроводных наполняющих материалов зависит от желаемых или необходимых значений теплопроводности всей прессовальной подушки.
Если соответствующая изобретению прессовальная подушка зафиксирована непосредственно на нагревательной плите и/или прессовальном листе, то тепловой поток сокращается при каждом процессе прессования по сравнению с уровнем техники. А именно при открытом состоянии прессовальной установки не возникают задержки в тепловом потоке, обусловленные воздушными слоями между прессовальной подушкой и нагревательной плитой и/или прессовальным листом, а наоборот непосредственно после изъятия готового покрытого прессуемого материала потеря тепла в прессовальном листе может снова компенсироваться, так что необходимые для последующего процесса нанесения покрытия температуры становятся более быстрее снова доступными. Кроме того, соответствующие изобретению прессовальные подушки ввиду своего окончательного изготовления в прессовальной установке не обладают усадкой по длине и/или ширине или же нежелательными растяжениями во время эксплуатации пресса.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
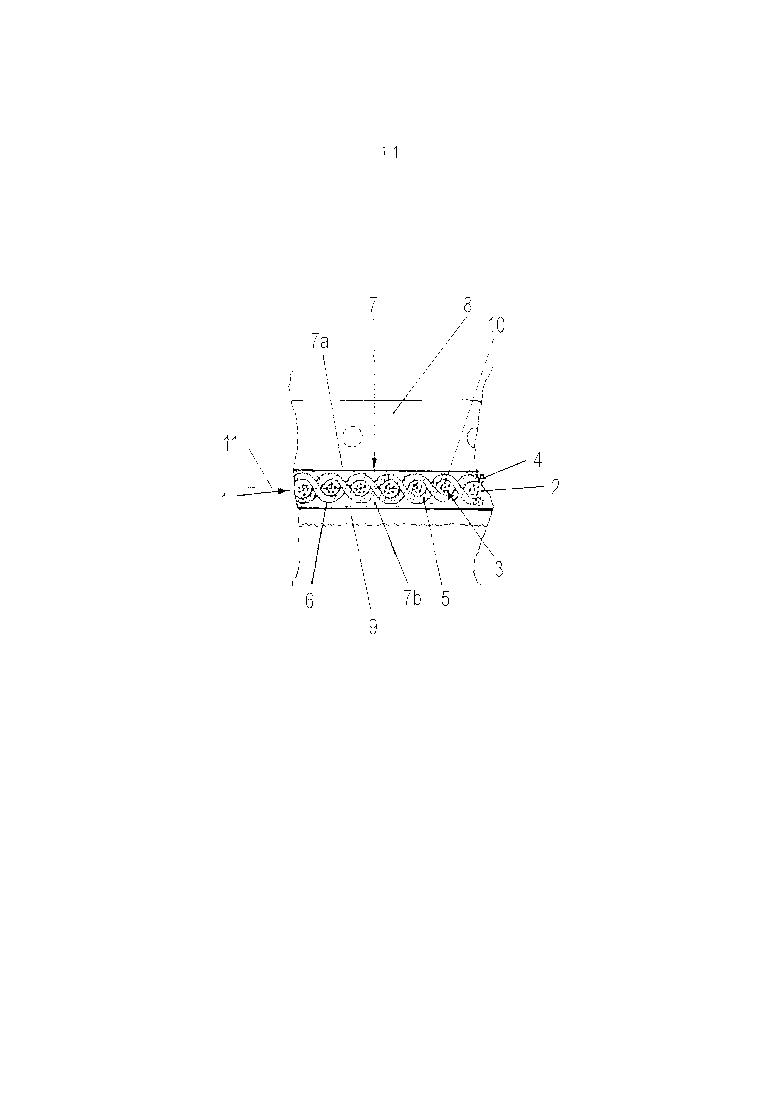
На приложенном чертеже изобретение разъясняется далее более подробно при помощи примера осуществления. Единственная фигура чертежа показывает вертикальный разрез части не изображенной помимо этого, однако известной из уровня техники прессовальной установки, а именно разрез нагревательной плиты 8, прессовальной подушки 1, а также прессовального листа 9. Прессовальная подушка 1 расположена известным образом между нагревательной плитой 8 и прессовальным листом 9, причем все три вышеуказанных элемента расположены параллельно друг к другу, а именно горизонтально. Под прессовальным листом 9 находится в рабочем состоянии одно- или многоэтажного пресса горячего прессования покрываемый прессуемый материал, к которому обращена рельефная нижняя поверхность прессовального листа 9. Говоря о прессовальном листе 9, речь идет о так называемом "верхнем листе", а говоря о прессовальной подушке 1, о так называемой "верхней подушке".
Прессовальная подушка 1 имеет в качестве несущего материала 2 металлическую ткань, которая выполнена с суконным (полотняным) переплетением. Несущий материал 2 обладает проходящими перпендикулярно к плоскости чертежа уточными нитями 3 из сплетенных металлических проволок 10. Уточные нити 3 оплетаются основными нитями 4 и 5, которые между уточными нитями 3 в каждом случае меняют стороны прессовальной подушки 1 и в каждом случае выше и ниже уточных нитей образуют изгибы 6. Относительно средней плоскости 11 прессовальной подушки 1 симметрично выполнен слой 7 подушки из FKM-каучука. Слой 7 подушки состоит из верхнего слоя 7a подушки и нижнего слоя 7b подушки, которые через несущий материал 2 могут быть друг с другом соединены посредство молекулярного замыкания. Воздушные включения в прессовальной подушке 1 в области несущего материала 2 возможны, однако равным образом также возможно полное отсутствие газов в готовом состоянии. Прессовальная подушка 1 благодаря адгезионным свойствам между каучуковым FKM-материалом верхнего слоя 7a подушки и металлической нагревательной плитой 8 прочно прилипает к последней, так что она не нуждается в дополнительной фиксации в прессовальной установке. Вследствие этого прессовальный лист 9, к которому прессовальная подушка 1 не прилипает, так как во время окончательной сшивки в прессовальной установке, между прессовальной подушкой 1 и прессовальным листом 9 была расположена разделительная пленка (которая позже была снова удалена), может без проблем заменяться, если необходим прессовальный лист 9 с другой тиснильной структурой, то есть с другим контуром поверхности. Во время подобного процесса замены прессовальная подушка 1 не провисает от нагревательной плиты 8 вниз.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 прессовальная подушка
2 несущий слой
3 уточная нить
4 основная нить
5 основная нить
6 изгиб
7 слой подушки
7a верхний слой подушки
7b нижний слой подушки
8 нагревательная плита
9 прессовальный лист
10 металлическая проволока
11 средняя плоскость
Изобретения относятся к прессовому оборудованию для горячего оборудования для горячего прессования. Этажный пресс для горячего прессования содержит по меньшей мере одну нагревательную плиту, по меньшей мере один прессовальный лист и по меньшей мере одну прессовальную подушку, расположенную между нагревательной плитой и прессовальным листом. Для изготовления прессовальной подушки несущий материал в виде металлической ткани и слой, содержащий частично сшитый или частично вулканизированный фторкаучук FKM, укладывают между нагревательной плитой и прессовальным листом пресса, в котором будет использована данная прессовальная подушка. Осуществляют окончательную сшивку или окончательную вулканизацию слоя, содержащего фторкаучук FKM, между нагревательной плитой и прессовальным листом воздействием давления и температуры. В результате обеспечивается адаптация прессовальной подушки к индивидуальным размерам и геометрии пресса и увеличивается срок ее эксплуатации. 3 н. и 11 з.п. ф-лы, 1 ил.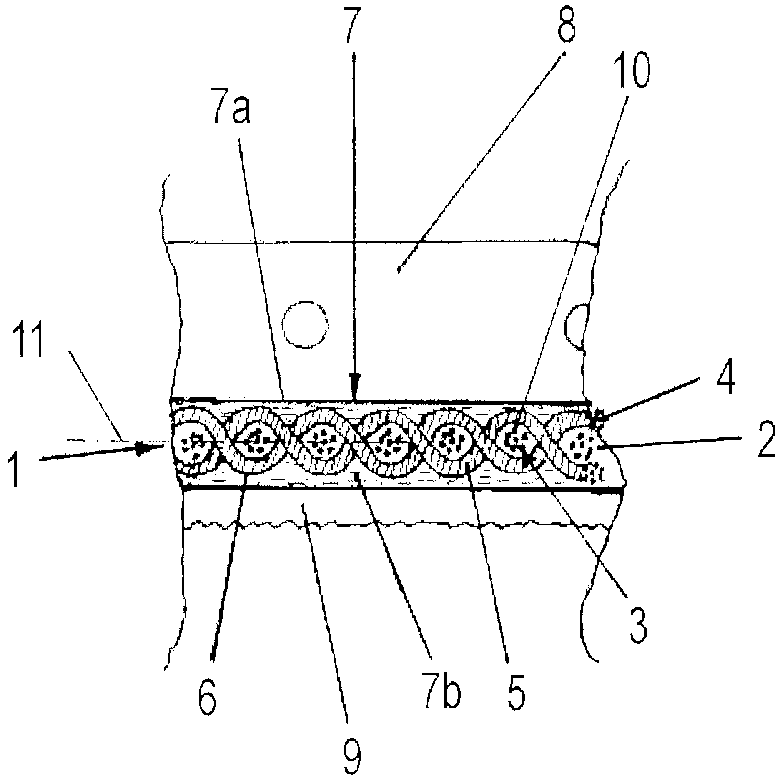
1. Способ изготовления прессовальной подушки (1) этажного пресса для горячего прессования, содержащего по меньшей мере одну нагревательную плиту (8) и по меньшей мере один прессовальный лист (9), в котором по меньшей мере одна прессовальная подушка (1) расположена между нагревательной плитой (8) и прессовальным листом (9), отличающийся тем, что несущий материал (2) в виде металлической ткани и слой (7), содержащий частично сшитый или частично вулканизированный фторкаучук FKM, укладывают между нагревательной плитой (8) и прессовальным листом (9) этажного пресса для горячего прессования, в котором будет использована данная прессовальная подушка, и осуществляют окончательную сшивку или окончательную вулканизацию слоя, содержащего фторкаучук FKM, между нагревательной плитой (8) и прессовальным листом (9) воздействием давления и температуры с обеспечением адаптации прессовальной подушки (1) к размерам и геометрии упомянутого этажного пресса для горячего прессования.
2. Способ по п.1, отличающийся тем, что между прессовальным листом (9) и несущим материалом (2) со слоем, содержащим частично сшитый или частично вулканизированный фторкаучук FKM, располагают разделительную пленку для предотвращения во время окончательной сшивки или окончательной вулканизации фиксации прессовальной подушки (1) на прессовальном листе (9).
3. Способ по п.1 или 2, отличающийся тем, что в процессе окончательной сшивки или окончательной вулканизации между прессовальной подушкой (1) и нагревательной плитой (8) образуют адгезионный слой для фиксации прессовальной подушки (1) на нагревательной плите (8).
4. Способ по п.1, отличающийся тем, что в процессе окончательной сшивки или окончательной вулканизации между прессовальной подушкой (1) и нагревательной плитой (8) и/или прессовальным листом (9) образуют адгезионный слой для фиксации прессовальной подушки (1) на нагревательной плите (8) и/или прессовальном листе (9) и исключения ее отслаивания от упомянутой нагревательной плиты (8) и/или прессовального листа (9) при открытом прессе для горячего прессования.
5. Прессовальная подушка (1) этажного пресса для горячего прессования, содержащая несущий материал (2) в виде металлической ткани и слой (7), содержащий фторкаучук FKM, отличающаяся тем, что она изготовлена способом по любому из пп.1-4.
6. Этажный пресс горячего прессования, содержащий по меньшей мере одну нагревательную плиту (8), по меньшей мере один прессовальный лист (9) и по меньшей мере одну расположенную между нагревательной плитой (8) и прессовальным листом (9) прессовальную подушку (1), которая содержит несущий материал (2) в виде металлической ткани и слой (7), содержащий фторкаучук FKM, отличающийся тем, что он содержит прессовальную подушку (1), изготовленную способом по любому из пп.1-4.
7. Пресс по п.6, отличающийся тем, что слой (7) содержит перфторкаучук (PFKM).
8. Пресс по п.6 или 7, отличающийся тем, что слой (7) содержит тетрафторэтилен-пропилен-каучук (FEPM).
9. Пресс по любому из пп. 6-8, отличающийся тем, что слой (7) содержит фтор-кремний-каучук.
10. Пресс по любому из пп. 6-9, отличающийся тем, что слой (7) содержит кремний-каучук.
11. Пресс по любому из пп. 6-10, отличающийся тем, что слой (7) подушки содержит сополимер из кремний-каучука и фтор-кремний-каучука.
12. Пресс по любому из пп. 6-11, отличающийся тем, что металлическая ткань выполнена из проволоки из различных металлических материалов, расположенной в направлении основных и/или уточных нитей.
13. Пресс по любому из пп. 6-11, отличающийся тем, что металлическая ткань частично выполнена из проволоки из различных металлических материалов, расположенной в направлении основных и/или уточных нитей.
14. Пресс по любому из пп. 6-13, отличающийся тем, что металлическая ткань выполнена с плотностью по основным и/или по уточным нитям, обеспечивающей образование зон с различной теплопроводностью.
| ВЫРАВНИВАЮЩАЯ ДАВЛЕНИЕ ПОДУШКА ДЛЯ ГИДРАВЛИЧЕСКИХ УСТАНОВОК ГОРЯЧЕГО ПРЕССОВАНИЯ | 2006 |
|
RU2417893C2 |
| УСОВЕРШЕНСТВОВАНИЯ ПРЕССОВЫХ ПОДУШЕК | 2007 |
|
RU2429970C2 |
| ЭТАЖНЫЙ ПРЕСС, А ТАКЖЕ УЗЕЛ ПРЕСС-ПРОКЛАДКИ И ПРЕССОВОЙ ПОДУШКИ | 2009 |
|
RU2520873C2 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

