Изобретение относится к информационной технике, в частности к автоматизированным системам управления технологическими процессами производства и может быть использовано при автоматизации технологических процессов на предприятиях, производящих мелкосерийную наукоемкую продукцию из керамических материалов.
Известна автоматизированная система управления технологическими процессами (патент РФ №2217786, МПК G05B 15/02, G05B 19/02, публ. 27.08.2003), содержащая вычислительное устройство, предназначенное для анализа времени рассогласования с ожидаемым временем протекания технологических процессов, с входным и выходным интерфейсами к вычислительному устройству, датчики, коммутаторы, а также исполнительные механизмы, дешифратор выбора соответствующего коммутатора и цифроаналоговый преобразователь к выходу которого подключены коммутаторы, входы которых соединены параллельно между собой, а выходы подключены к исполнительным механизмам и обеспечивают подачу фиксированного дискретного напряжения на соответствующие исполнительные механизмы путем управления коммутаторами посредством дешифратора выбора, при этом соответствующие выходы выходного интерфейса подключены к дешифратору выбора соответствующего коммутатора, а остальные выходы выходного интерфейса подключены к цифроаналоговому преобразователю, причем выходы датчиков соединены с входом входного интерфейса.
Недостатком данной системы является то, что она контролирует только время протекания технологического процесса и реагирует на это отклонение, без последующего анализа влияния на качественные показатели производимой продукции.
Известна автоматизированная система оперативного управления деятельности предприятия (патент РФ №2441274, МПК G06F 17/40, H04L 12/00, опубл. 27.01.2012), содержащая сервер с серверным коммуникационным модулем и с центральной базой данных, связанной двусторонней связью с внешними источниками данных, один клиентский терминал с клиентским коммуникационным модулем, серверный и клиентский коммуникационные модули соединены двусторонней связью через канал связи. Сервер дополнительно снабжен модулем формирования индивидуальной контрольной точки для текущего клиента и модулем индивидуальной выборки данных для текущего клиента и сконфигурирован так, что модуль формирования индивидуальной контрольной точки для текущего клиента одним входом связан с внешними источниками данных, вторым входом связан с серверным коммуникационным модулем, а выходом соединен с входом центральной базы данных, которая соединена с выходом серверного коммуникационного модуля.
Недостатком системы являются узкие функциональные возможности, ограниченные отсутствием оперативного обмена данными между рабочими местами и возможности автоматического сбора данных, и управления технологическим оборудованием.
Наиболее близкой по технической сущности является многоуровневая автоматизированная система управления производственно-технологическими процессами с управлением затратами по месту их возникновения для технологических объектов газовой и нефтяной промышленности (патент РФ №2304798, МПК G05B 19/418, опубл. 20.08.2007), характеризующаяся тем, что она содержит автоматизированную систему разработки и контроля выполнения плановых производственных заданий предприятия, находящуюся на верхнем уровне управления, автоматизированную систему управления производственно-хозяйственной и финансово-экономической деятельностью, системы автоматического управления технологическими установками, находящиеся на нижних уровнях управления, системы автоматического управления технологическими объектами, находящиеся на уровне управления технологическими процессами производственных объектов, при этом на уровне управления производственными процессами предприятия находятся: автоматизированная система управления производственными процессами предприятия; система текущей оценки эффективности хода производственных процессов предприятия; диспетчерский пульт контроля производственных процессов предприятия; на уровне управления производственно-технологическими процессами предприятия находятся: автоматизированная система управления производственно-технологическими процессами предприятия в реальном времени; система текущей оценки эффективности хода производственно-технологических процессов предприятия; диспетчерский пульт контроля производственно-технологических процессов предприятия; на уровне управления технологическими процессами объектов находятся: автоматизированные системы управления технологическими процессами объектов; системы текущей оценки эффективности хода технологических процессов в технологическом объекте; диспетчерские или операторские пульты контроля технологических процессов объектов, при этом автоматизированная система управления производственными процессами предприятия, автоматизированная система управления производственно-технологическими процессами предприятия в реальном времени и автоматизированные системы управления технологическими процессами объектов состоят из подсистем сбора, хранения и первичной обработки производственной или технологической информации, выработки управляющих воздействий, подготовки отчетов для верхнего уровня, связанных с соответствующими подсистемами ввода-вывода; а система текущей оценки эффективности хода производственных процессов предприятия, система текущей оценки эффективности хода производственно-технологических процессов предприятия и системы текущей оценки эффективности хода технологических процессов в технологическом объекте состоят из подсистем расчета обобщенных производственных или технологических, удельных, расходных, затратных и ресурсных показателей, снижения размерности текущей информации и производственных или технологических, удельных, расходных, затратных и ресурсных показателей, расчета интегральных показателей оценки текущей эффективности, анализа статистических и временных характеристик показателей эффективности хода процессов и выявления источников и причин потери эффективности, связанных с соответствующими подсистемами ввода-вывода; кроме того, имеются двухсторонние каналы передачи данных между: автоматизированной системой разработки и контроля выполнения плановых производственных заданий предприятия и диспетчерским пультом контроля производственных процессов предприятия; автоматизированной системой разработки и контроля выполнения плановых производственных заданий предприятия и подсистемой ввода-вывода автоматизированной системы управления производственными процессами предприятия; автоматизированной системой разработки и контроля выполнения плановых производственных заданий предприятия и подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия; автоматизированной системой управления производственно-хозяйственной и финансово-экономической деятельностью и подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия; диспетчерским пультом контроля производственных процессов предприятия и подсистемой ввода-вывода автоматизированной системы управления производственными процессами предприятия; подсистемой ввода-вывода автоматизированной системы управления производственными процессами предприятия и подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия; подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия и подсистемой ввода-вывода системы текущей оценки эффективности хода производственно-технологических процессов предприятия; подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия и диспетчерским пультом контроля производственно-технологических процессов предприятия; подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия и системами автоматического управления технологическими объектами; подсистемой ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия и подсистемами ввода-вывода автоматизированных систем управления технологическими процессами объекта; подсистемой ввода-вывода системы текущей оценки эффективности хода производственно-технологических процессов предприятия и подсистемами ввода-вывода систем текущей оценки эффективности хода технологических процессов в технологическом объекте; подсистемами ввода-вывода автоматизированных систем управления технологическими процессами объекта и диспетчерскими или операторскими пультами контроля технологических процессов объектов; подсистемами ввода-вывода автоматизированных систем управления технологическими процессами объекта и системами автоматического управления технологическими установками; кроме того, имеются односторонние каналы передачи данных: от подсистемы ввода-вывода автоматизированной системы управления производственными процессами предприятия до подсистемы ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия; от подсистемы ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия до диспетчерского пульта контроля производственных процессов предприятия; от подсистемы ввода-вывода системы текущей оценки эффективности хода производственных процессов предприятия до подсистемы ввода-вывода системы текущей оценки эффективности хода производственно-технологических процессов предприятия; от автоматизированной системы управления производственно-хозяйственной и финансово-экономической деятельностью до подсистемы ввода-вывода системы текущей оценки эффективности хода производственно-технологических процессов предприятия; от подсистемы ввода-вывода системы текущей оценки эффективности хода производственно-технологических процессов предприятия до диспетчерского пульта контроля производственно-технологических процессов предприятия; от подсистем ввода-вывода автоматизированных систем управления технологическими процессами объекта до подсистем ввода-вывода систем текущей оценки эффективности хода технологических процессов в технологическом объекте; от подсистем ввода-вывода систем текущей оценки эффективности хода технологических процессов в технологическом объекте до диспетчерских или операторских пультов контроля технологических процессов объектов; от автоматизированной системы управления производственно-хозяйственной и финансово-экономической деятельностью до подсистем ввода-вывода систем текущей оценки эффективности хода технологических процессов в технологическом объекте, кроме того, диспетчерский пульт контроля производственных процессов предприятия, диспетчерский пульт контроля производственно-технологических процессов предприятия и диспетчерские или операторские пульты контроля технологических процессов объектов связаны двухсторонними служебными и/или телефонными диспетчерскими каналами связи.
Недостатком наиболее близкого технического решения является узкая направленность системы на анализ расходов на местах и контроля отклонений производственно-технологических показателей без анализа причин и выдачи рекомендуемых управленческих решений по оптимизации процессов, относительно низкая оперативность управления, обусловленная наличием цепочки передающих и конвертирующих модулей между подсистемами.
Задачей, на решение которой направлено предлагаемое изобретение, является создание интегрированной системы управления и оптимизации технологических процессов производства мелкосерийной наукоемкой продукции из керамики, с высоким числом контрольных операций, высоким уровнем технологических потерь на всех стадиях производственного процесса.
Техническим результатом является повышение эффективности управления технологическими процессами за счет автоматизации функций анализа, контроля и оптимизации процессов производства мелкосерийной наукоемкой продукции из керамики.
Поставленная задача решается, а требуемый технический результат достигается тем, что программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий, содержащий персональные компьютеры с установленным программным обеспечением, взаимосвязанные между собой локальной и/или глобальной сетью, управляющие контроллеры технологического оборудования, датчики технологических параметров процессов, по меньшей мере, один сервер баз данных, отличающийся тем, что он дополнительно содержит считыватели RFID-меток и штрих-кодов, которые подключены к персональным компьютерам и обеспечивают идентификацию пользователей и изделий, по меньшей мере, один сервер приложений, осуществляющий обеспечение единой интегрированной программной среды, по меньшей мере, один сервер визуализации, осуществляющий создание графических объектов для информационных табло; ввод данных о движении изделий на операциях, о фактических параметрах проводимых технологических процессов осуществляется в автоматическом режиме от управляющих контроллеров технологического оборудования, размещенных на производственных участках; передача информации о производственных показателях, загрузки оборудования, результатах выполнения производственных задач осуществляется в режиме онлайн и выводится на информационные табло, которые установлены непосредственно на производственных участках; комплекс осуществляет автоматизированный учет и маркировку каждого экземпляра изделия, с сохранением данных о результатах выполнения технологических операций, контроля ОТК, информации о партии и поставщике материалов, исполнителях операции и участвовавших в производстве единиц оборудования, используемых для модификации свойств изделий.
Авторы установили, что сбор таких сведений позволяет обнаружить отклонение качественных параметров и произвести статистический анализ с указанием на источник основных производственных потерь в разрезах по исполнителям, оборудованию и партий материалов.
Установлено, что возможность выполнять ввод данных, считывать показатели и производить анализ ситуации непосредственно на производственном участке повышает оперативность и качество принимаемых управленческих решений, а авторизация по карте со встроенным идентификатором (RFID) предотвращает несанкционированный доступ и изменение информации.
Кроме того, экспериментально установлено, что автоматический ввод данных о движении изделий непосредственно со считывателей, датчиков параметров и контроллеров оборудования в базу данных повышает достоверность вводимой информации. Организация сервером приложений интегрированной информационной среды позволяет избежать использование интерфейсов преобразования, передачи, кодирования и синхронизации данных между модулями и подсистемами вводимых на узконаправленных рабочих местах в системе-прототипе, тем самым повышается оперативность доступа информации и ее актуальность.
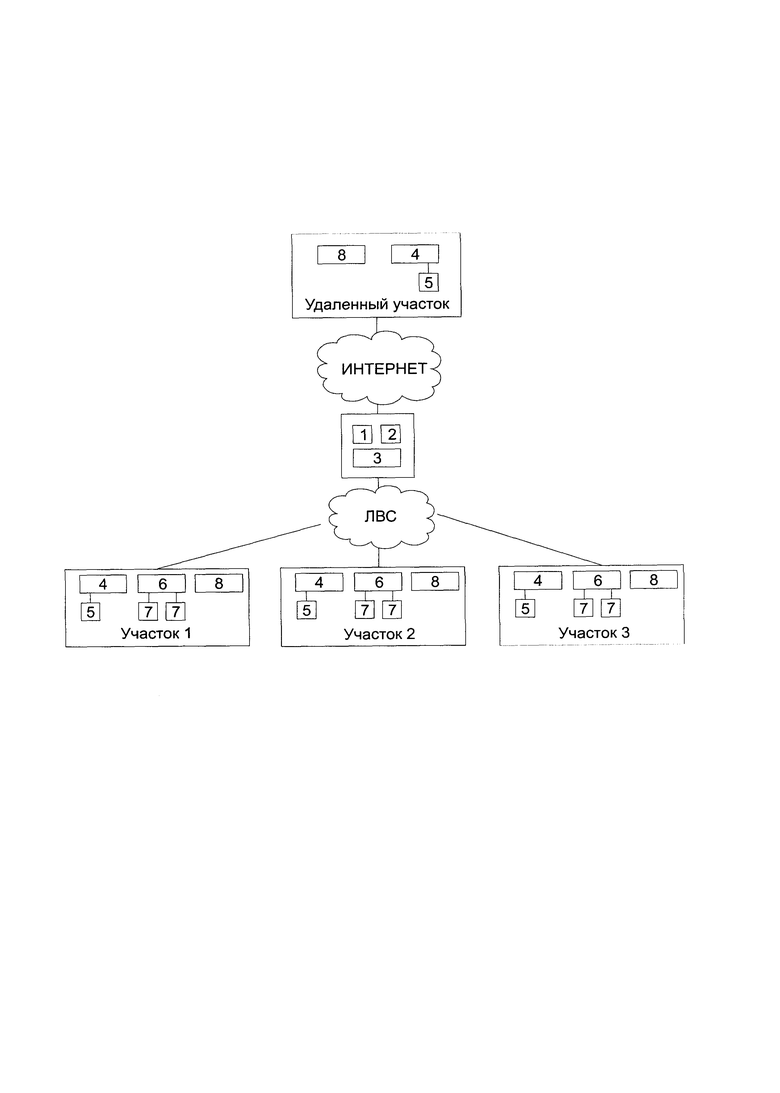
На фигуре представлен программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий.
На участке №1, где начинается обработка изделия, осуществляется печать этикетки со штрих-кодом и нанесение ее на паспорт изделия. В автоматическом режиме в базе данных 1 создается запись о поступлении изделия на участок №1, на операцию №1 в режиме ожидания. На персональном компьютере 4 высвечивается информация о готовности изделия к обработке. Рабочий, находящийся в смене, при помощи считывателя меток 5, устанавливает на участке свой идентификатор и штрих-код изделия. Система отображает на экране персонального компьютера 4 форму, содержащую инструкции относительно операции требуемой к выполнению с данным изделием. Нажатием кнопки рабочий подтверждает начало выполнения операции изделия. Сервер приложений 2 получает информацию о начале операции, осуществляет выборку из базы данных 1 перечня оборудования используемого на данной операции и программы обработки для данного вида изделия, осуществляет ее загрузку в управляющий контроллер оборудования 6. Сервер визуализации 3 осуществляет опрос состояния контроллеров оборудования 6 и осуществляет передачу данных на информационное табло 8. Информационное табло 8 в текстовой и графической форме отображает номер и вид обрабатываемого изделия, длительность выполнения операции, аварийные состояния, ключевые показатели эффективности работы оборудования. По завершению выполнения операции рабочий повторно считывает свой идентификатор и штрих-код изделия. Нажатием кнопки подтверждает успешное завершение операции, отправку изделия в брак, отправку изделия на доработку или вводит дополнительные параметры операции. По завершению операции система регистрирует в базе данных 1 время начала операции, время завершения операции, результат операции, параметры датчиков технологических параметров 7 в процессе выполнения операции, а также состояние технологического оборудования.
Впоследствии при помощи специализированного отчета, формируемого с необходимой частотой, производится статистический анализ количества обнаруженных дефектов в зависимости от исполнителя, оборудования и значений технологических параметров.
Таким образом, благодаря усовершенствованию известной системы достигается требуемый технический результат, заключающийся в повышении эффективности управления технологическими процессами за счет автоматизации функций анализа, контроля и оптимизации процессов производства мелкосерийной наукоемкой продукции из керамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОУРОВНЕВАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ С УПРАВЛЕНИЕМ ЗАТРАТАМИ ПО МЕСТУ ИХ ВОЗНИКНОВЕНИЯ ДЛЯ ТЕХНОЛОГИЧЕСКИХ ОБЪЕКТОВ ГАЗОВОЙ И НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ | 2005 |
|
RU2304798C2 |
| МНОГОУРОВНЕВАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОИЗВОДСТВЕННО-ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ С УПРАВЛЕНИЕМ ЗАТРАТАМИ НА ОСНОВЕ МОНИТОРИНГА, АНАЛИЗА И ПРОГНОЗА СОСТОЯНИЯ ТЕХНОЛОГИЧЕСКОЙ ИНФРАСТРУКТУРЫ НЕФТЕГАЗОДОБЫВАЮЩЕГО ПРЕДПРИЯТИЯ | 2010 |
|
RU2435188C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОТОКОВ НОСИТЕЛЕЙ ИНФОРМАЦИИ ПРИ УЧЕТЕ ИЗГОТОВЛЕНИЯ КОММЕРЧЕСКИХ СПЕЦАВТОМОБИЛЕЙ НА АВТОЗАВОДЕ | 2011 |
|
RU2481628C1 |
| СИСТЕМА УПРАВЛЕНИЯ ТРУДОВЫМИ РЕСУРСАМИ ПРЕДПРИЯТИЯ - "ЦИФРОВОЙ КЛАСТЕР "ПРЕДПРИЯТИЕ - ВУЗ" | 2017 |
|
RU2665275C1 |
| Система и способ автоматизированного учета производственных операций работников | 2020 |
|
RU2743136C1 |
| КОМПЛЕКСНАЯ СИСТЕМА ИНЖЕНЕРНОГО ОБЕСПЕЧЕНИЯ, АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ, СВЯЗИ И ЭЛЕКТРОПИТАНИЯ (КСИАС) | 2010 |
|
RU2445693C1 |
| Автоматизированная система управления производственным процессом при производстве системы элементов для возведения жилых или общественных зданий и ее части | 2021 |
|
RU2796205C2 |
| ИНФОРМАЦИОННО-УПРАВЛЯЮЩАЯ СИСТЕМА КОМПЛЕКСНОГО КОНТРОЛЯ БЕЗОПАСНОСТИ ОПАСНОГО ПРОИЗВОДСТВЕННОГО ОБЪЕКТА | 2013 |
|
RU2536351C1 |
| Индивидуальный диспетчерский тренажер для тренинга оперативно-диспетчерского персонала магистральных нефтепроводов | 2015 |
|
RU2639932C2 |
| Программный комплекс интегрированных информационных систем управления производственным предприятием | 2015 |
|
RU2626349C2 |
Изобретение относится к автоматизированным системам управления технологическими процессами производства. Программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий, содержит взаимосвязанные между собой персональные компьютеры, управляющие контроллеры технологического оборудования, датчики технологических параметров процессов, сервер баз данных. Дополнительно имеются считыватели RFID-меток и штрихкодов; сервер приложений; сервер визуализации; информационные табло, установленные на производственных участках. Комплекс осуществляет автоматизированный учет и маркировку каждого экземпляра изделия с сохранением данных о результатах выполнения технологических операций, контроля ОТК, информации о партии и поставщике материалов, исполнителях операции и участвовавших в производстве единиц оборудования. Повышается эффективность управления технологическими процессами. 1 ил.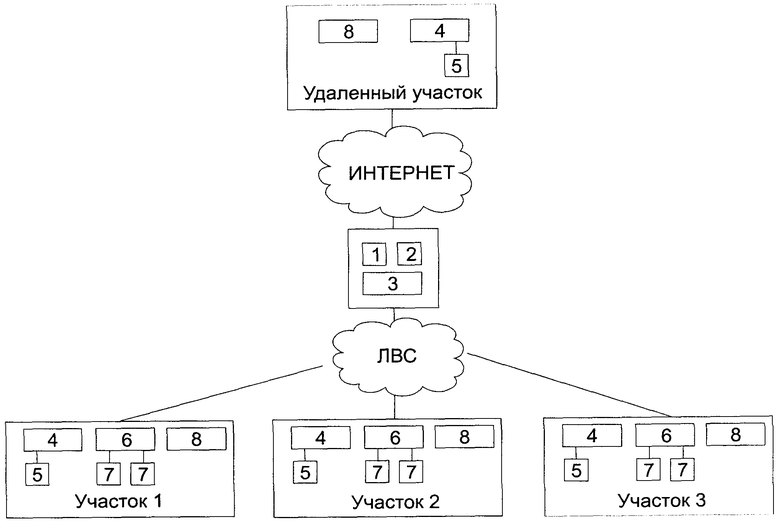
Программно-аппаратный управленческий комплекс, интегрированный в производство керамических изделий, содержащий персональные компьютеры с установленным программным обеспечением, взаимосвязанные между собой локальной и/или глобальной сетью, управляющие контроллеры технологического оборудования, датчики технологических параметров процессов, по меньшей мере один сервер баз данных, отличающийся тем, что он дополнительно содержит считыватели RFID-меток и штрихкодов, которые подключены к персональным компьютерам и обеспечивают идентификацию пользователей и изделий, по меньшей мере один сервер приложений, осуществляющий обеспечение единой интегрированной программной среды, по меньшей мере один сервер визуализации, осуществляющий создание графических объектов для информационных табло; ввод данных о движении изделий на операциях, о фактических параметрах проводимых технологических процессов осуществляется в автоматическом режиме от управляющих контроллеров технологического оборудования, размещенных на производственных участках; передача информации о производственных показателях, загрузке оборудования, результатах выполнения производственных задач осуществляется в режиме онлайн и выводится на информационные табло, которые установлены непосредственно на производственных участках; комплекс осуществляет автоматизированный учет и маркировку каждого экземпляра изделия с сохранением данных о результатах выполнения технологических операций, контроля ОТК, информации о партии и поставщике материалов, исполнителях операции и участвовавших в производстве единиц оборудования, используемых для модификации свойств изделий.
| Обмотка ротора турбогенератора | 1959 |
|
SU130100A1 |
| АВТОМАТИЗИРОВАНИЕ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ РЕМОНТА С ПРИМЕНЕНИЕМ МОБИЛЬНОГО РЕМОНТНО-ДИАГНОСТИЧЕСКОГО КОМПЛЕКСА | 2008 |
|
RU2420777C2 |
| КОМПЛЕКС ПРОГРАММНО-АППАРАТНЫХ СРЕДСТВ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 2004 |
|
RU2279117C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

