Предлагаемое изобретение относится к области автоматизации управления производством, в частности к автоматизации учета состояния производственного процесса на основе считывания в реальном времени штрих-кодов, идентифицирующих выполнение его технологических операций, на автозаводе, и может быть использовано в мелкосерийном производстве коммерческих спецавтомобилей.
Уровень техники, имеющий отношение к автоматизированым системам управления работой предприятия (см., например, заявки на изобретения: №2006115394, G05B 15/00, 2007; №2005100593, G05B 13/00, 2006; №2004104444, G06F 17/60, 2005; патенты РФ на полезные модели: №64795, G06F 17/00, 2007; №64791, G05B 15/00, G06F 12/00, 2007; №44840, G05B 15/00, G11B 5/00, 2005; №43384, G06F 17/60, 2005; №37244, G06F 17/00, G06F 17/60, 2004; №27721, G06F 17/00, G06F 17/60, 2003; №20796, G05B 15/00, G11B 5/00, 2001; №18782, G06F 17/60, 2001), в целом многообразен и характеризуется, кроме современной тенденции отвечать требованиям интенсификации производства, недостаточно высокой эффективностью (практической отдачей) использования средств автоматизации в реальных производственных условиях вследствие отсутствия оптимального при изготовлении изделий технического решения обратной связи: производство → автоматизированное управление.
Анализ аналогов, указанных выше и таких как изобретение по патенту РФ №2370821, G07C 3/00, G06F 17/40, 2009; или полезная модель по патенту РФ №17641, G06F 17/60, 2001, в итоге не позволил выбрать из них ближайший из них (прототип).
Указанные аналоги имеют иное содержание технической задачи автоматизированного управления и средств ее решения в сравнении с заявляемым способом формирования потоков носителей информации при учете изготовления коммерческих спецавтомобилей на автозаводе (на основе считывания в реальном времени штрих-кодов) в связи с особенностями автоматизированного учета в условиях мелкосерийного производства изделий с постоянно меняющимся ассортиментом на одной и той же рабочей площадке производственного участка (см. следующую таблицу).
Технический результат - повышение корректности и достоверности оценки деятельности предприятия, оптимизация параметров, анализируемых при принятии решений для будущей деятельности предприятия.
Технический результат - обеспечение полноты базы данных для повышения качества управления.
Технический результат - оптимизация материальных и энергетических потоков в связи с протеканием различных технологических процессов на установках, работающих в широком диапазоне температурных и иных режимов.
Технический результат - разработка автоматизированной системы управления производством, применимой к нуждам реального производства.
Технический результат - реализация универсальной, корректной и точной автоматизированной системы для задач управления качеством на основе комплексирования автоматизированных рабочих мест эксперта-метролога и эксперта-патентоведа.
Технический результат - создание информационно-управляющей системы для предприятий с большим количеством постоянно меняющихся факторов.
Технический результат - обеспечение комплексного контроля и оптимального управления предприятием.
Технический результат - оперативное создание и анализ динамической картины состояния производства.
Ознакомление с уровнем техники в области штрих-кодовой технологии (см., например, «Bar Codes in the Manufacturing Process». 2006; на сайте Интернет: www.mobius.gr/files/pdf/Manufacturing/Barcodes%20in%20the%20Manufacturing%20Process%20-%20Zebra.pdf или «Использование штрих-кодирования для учета готовой продукции - автомобильных проводов на Самарской Кабельной компании» на сайте Интернет: www.bvte-1c.ru/articles/2008/04/29/) подтвердило новизну заявляемого способа формирования потоков носителей информации при учете изготовления коммерческих спецавтомобилей на автозаводе и дало возможность заявителю выбрать способ-прототип, раскрытый в статье К.Чилингарова «Technologies v4. Специализированная информационная система для машиностроительного предприятия». - Журнал «САПР и графика», 2006, №1 (см. сайт Интернет: www.sapr.ru/Archive/SG/2006/17/).
Указанный способ-прототип основан на генерировании прямого потока задаваемой учетной идентификационной штрих-кодовой информации (набора штрих-кодов, соответствующих различным технологическим операциям, в маршрутном листе) о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета и вводе этой штрих-кодовой информации на указанных бумажных носителях по окончании технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии выполнения технологических операций в электронном виде и его доставки на управленческие автоматизированные рабочие места (АРМ) предприятия.
Однако способ-прототип характеризуется недостаточно высоким уровнем эффективности использования аппаратно-программных ресурсов в условиях мелкосерийного производства изделий с постоянно меняющимся ассортиментом на одной и той же рабочей площадке производственного участка.
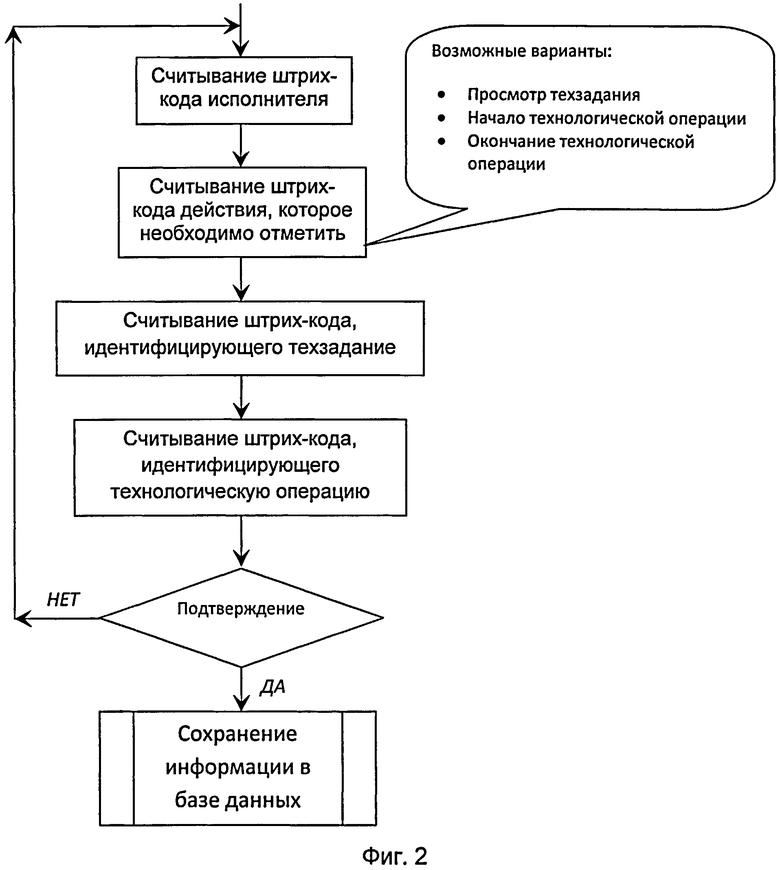
Технический результат заявляемого изобретения - повышение эффективности учета производственного процесса за счет оптимизации использования аппаратно-программных ресурсов, обеспечиваемой введением режима обратной связи АРМ оформителя в реальном времени в способ формирования потоков носителей информации при автоматизированном учете изготовления коммерческих спецавтомобилей с постоянно меняющимся ассортиментом на одной и той же рабочей площадке производственного участка на автозаводе и появлением возможности обеспечения распечатки карточек штрих-кодовой идентификации исполнителей технологических операций или технического контроля с помощью принтеров на терминалах производственных участков автозавода, входящих в состав его компьютерной сети, в результате подачи на эти принтеры с сервера соответствующей штрих-кодовой информации (наборов штрих-кодов) в электронном виде, а также расширение функциональных возможностей штрих-кодовой технологии - возможность регулирования процесса изготовления на производственном участке на основе интерактивной регистрации просмотра исполнителя карточки - технического задания, начала и окончания выполнения технологических операций в соответствии с алгоритмом, представленным на фиг.2 в настоящем описании изобретения, посредством считывания исполнителями технологических операций и технического контроля с помощью контрольного сканера на терминале производственного участка автозавода соответствующих штрих-кодов на отдельной карте-планшете производственного участка.
Кроме того, заявляемое изобретение расширяет технологический арсенал автоматизированных информационных систем учета производства.
Для достижения указанного технического результата в способе формирования потоков носителей информации при учете изготовления коммерческих спецавтомобилей на автозаводе, основанном на генерировании прямого потока задаваемой учетной идентификационной штрих-кодовой информации (набора штрих-кодов) о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета изготовления коммерческих спецавтомобилей на автозаводе и вводе этой штрих-кодовой информации на указанных бумажных носителях по окончании технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде и его доставки на управленческие АРМ автозавода, предлагаемое формирование потоков носителей информации производят в следующем порядке:
на первом предварительном этапе - при подготовке производства с помощью АРМ оформителя, интерфейсно связанного в режиме обратной связи в реальном времени через сервер компьютерной сети автозавода, оснащенной соответствующим программным продуктом, с АРМ менеджеров по закупкам-продажам, АРМ технологов и АРМ начальника производства, генерируют в электронном виде прямой поток учетной идентификационной штрих-кодовой информации о выполнении технологических операций;
на втором стартовом этапе - в начале производства перед выполнением технологических операций с помощью принтеров, которыми снабжены АРМ исполнителей, каждое своим принтером, на терминалах производственных участков автозавода, входящих в состав компьютерной сети автозавода, выводят прямой поток сгенерированной в электронном виде учетной идентификационной штрих-кодовой информации о выполнении технологических операций на бумажные носители, выполненные, например, в виде карточек - технических заданий, с возможностью обеспечения распечатки с помощью этих же принтеров карточек штрих-кодовой идентификации исполнителей технологических операций или технического контроля в результате подачи на них с сервера соответствующей штрих-кодовой информации в электронном виде;
на третьем текущем этапе - в процессе производства после штрих-кодовой идентификации с помощью размещенного на терминале производственного участка автозавода контрольного сканера исполнителей технологических операций и технического контроля регистрируют посредством считывания указанным контрольным сканером соответствующих штрих-кодов на отдельной карте-планшете производственного участка и карточке - техническом задании просмотр исполнителя карточки - технического задания, начало и окончание выполнения технологических операций, а также идентификацию самого задания и каждой основной технологической операции в соответствии с алгоритмом, представленным на фиг.2 в описании изобретения;
на четвертом заключительном этапе после выполнения технологических операций регистрируют приемку качества выполненных технологических операций считыванием размещенным на терминале производственного участка автозавода контрольным сканером соответствующего штрих-кода на карточке - техническом задании или карте-планшете;
при этом результаты считывания на третьем и четвертом этапах в электронном виде направляют с АРМ исполнителя на сервер компьютерной сети автозавода для программной обработки и с сервера в учетной форме направляют на АРМ начальника производства, АРМ экономиста и АРМ главного менеджера автозавода.
Известная система для управления производством (см. патент РФ на полезную модель №17641, G06F 17/60, 2001), построенная на базе нескольких автоматизированных рабочих мест - персональных ЭВМ, объединенных в локальную вычислительную сеть и работающую с единой базой данных, размещенной на жестком диске файл-сервера, позволяет оперативно создавать и анализировать динамичную картину состояния производства.
Создание картины состояния производства в этой системе на мониторах рабочих мест технолога, диспетчера, исполнителя, кладовщика, экономиста и руководителя в виде журналов записи событий и/или заданий для каждой из пяти стадий - «заявки на производство», «технологического задания», «выполненных операций», «приемки технического контроля» и «склада» характеризуется недостаточно высокой степенью автоматизации поддерживания записей в указанных журналах, отображающих процессы производства в динамике, в связи с необходимостью их генерирования (ручного и интерфейсного) каждым из перечисленных участников управления производством.
Что же касается известного способа электронной регистрации движения ресурсов в организациях с помощью средств автоматизации в виде карточек учета движения ресурсов со штрих-кодами, автоматизированного рабочего места для регистрации движения ресурсов - персональной ЭВМ, подключенной к ЭВМ-серверу организации и сканера для считывания штрих-кодов карточек учета движения ресурсов (см. патент РФ на изобретение №2370821), в нем, несмотря на то, что перечисленные средства автоматизации близки по составу используемым в заявляемом способе, они подобно подсистеме для слежения за состоянием производства в другом аналоге (см. патент РФ на полезную модель №43384) предназначены для учета не процесса изготовления изделий, а для регистрации движения ресурсов в ходе производства (что сужает назначение способа электронной регистрации движения ресурсов в организациях эффективностью такого автоматизированного учета мелких ресурсов с широким, но с «запараллеленным» для одновременно запущенных ресурсов в производство ассортиментом, незначительно меняющимся для различных заказов), в связи с чем нет прямого потока активной информации: карточка учета движения ресурсов выполняет пассивную подготовительную функцию для образования в реальном времени по ходу производственного процесса электронного обратного потока учетной информации, который информационно обеднен одним штрих-кодом на одной карточке учета.
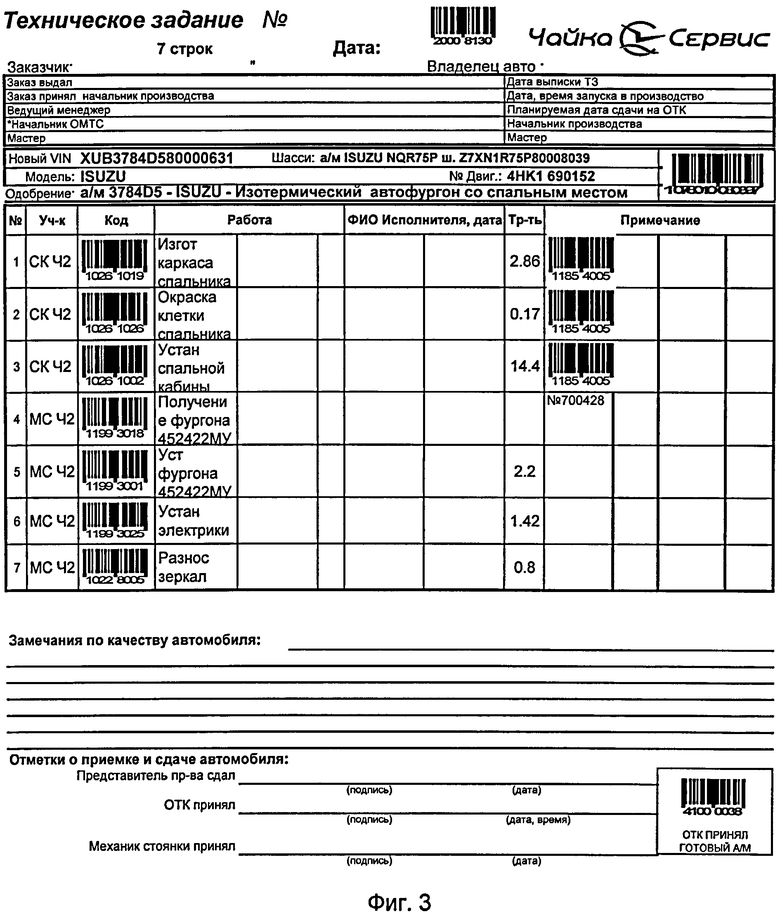
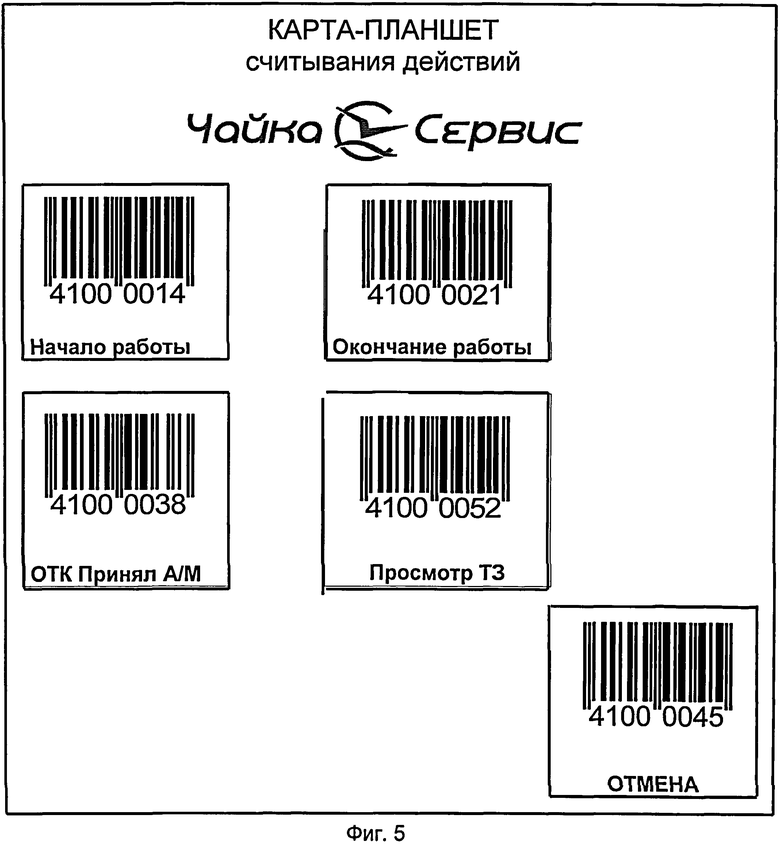
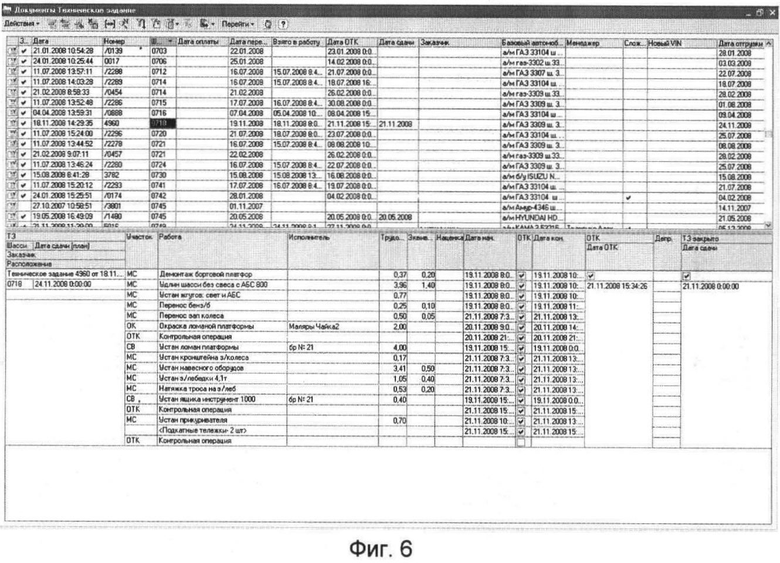
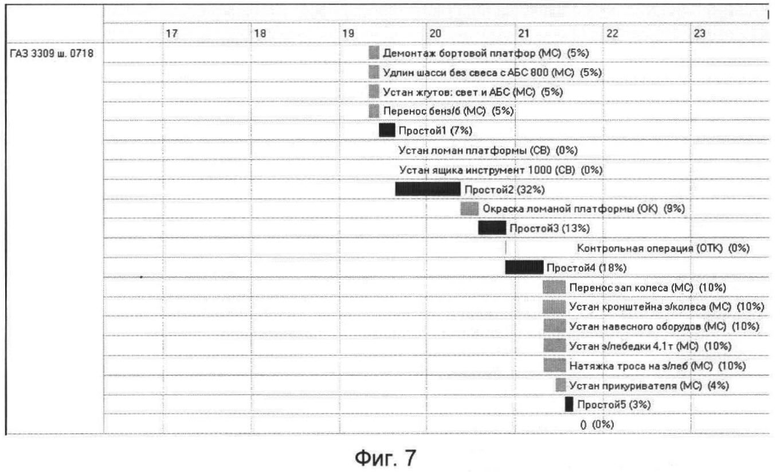
На фиг.1 приведена схема распределения потоков носителей информации в соответствии с заявляемым способом; на фиг.2 - блок-схема алгоритма считывания исполнителем технологических операций штрих-кодов на бумажных носителях интерактивной обратной информации на автоматизированном рабочем месте - терминале производственного участка; на фиг.3 - пример реализации карточки учета выполнения технологических операций со штрих-кодами в виде технического задания; на фиг.4 - пример реализации карточки идентификации исполнителя технологических операций или приемки технического контроля со штрих-кодом; на фиг.5 - пример реализации карты-планшета для считывания исполнителями технологических операций указанных в ней действий в виде штрих-кодов на автоматизированном рабочем месте - терминале производственного участка; на фиг.6 и 7 - образцы, соответственно учетной формы для начальника производства и экономиста и отчетной формы для главного менеджера, автоматически подготавливаемых в сервере автозавода данных считывания штрих-кодов на бумажных носителях интерактивной обратной информации на автоматизированном рабочем месте - терминале производственного участка.
Автоматизированная система учета изготовления коммерческих спецавтомобилей на автозаводе для проведения заявляемого способа содержит подключенные к серверу 1 компьютерной сети автозавода, снабженному программным продуктом (на основе программы - 1C: Предприятие. Версия 8.1), АРМ главного менеджера 2, начальника производства 3, экономиста 4, оформителя техзаданий 5 (интерфейсно связанного в режиме обратной связи в реальном времени с сервером компьютерной сети автозавода), менеджеров по закупкам-продажам 6 и технологов 7, а также размещенных (по одному) на производственных участках автоматизированных АРМ (терминалов) исполнителей технологических операций 8 с контрольными сканерами 9 для считывания штрих-кодов (см. фиг.1).
При этом производственный участок оснащен принтером 10 в составе автоматизированного рабочего места 8 для подготовки в бумажном виде технического задания 11 со штрих-кодами (см. фиг.3), а также для распечатки карточек 12 штрих-кодовой идентификации исполнителей технологических операций или технического контроля (см. фиг.4). Кроме того, на каждом производственном участке автозавода размещена карта-планшет 13 со штрих-кодами (см. фиг.5) для оперативной регистрации начала и окончания выполнения основных технологических операций.
Предлагаемый способ осуществляют в две стадии.
На первой стадии формируют прямой поток носителей активной информации (в электронном и затем бумажном виде) - формы учета выполнения технологических операций в виде технического задания на изготовление спецавтомобилей на базе закупаемых шасси с набором штрих-кодов в два этапа.
На первом предварительном этапе - при подготовке производства с помощью АРМ оформителя 5 (см. фиг.1), интерфейсно связанного в режиме обратной связи в реальном времени через сервер 1 компьютерной сети автозавода с АРМ 6 менеджеров по закупкам-продажам, АРМ 7 технологов и АРМ 3 начальника производства, генерируют в электронном виде прямой поток учетной идентификационной штрих-кодовой информации о выполнении технологических операций - технические задания, содержащие сведения о номере и дате самого технического задания и закупленном базовом шасси, и табличные строчки в виде перечня основных технологических операций изготовления спецавтомобиля с выделенными из них ответственными технологическими операциями с необходимой приемкой технического контроля результатов их выполнения, после интеграционной обработки поступающих на АРМ 5 в электронном виде заявок на изготовление из АРМ 6 менеджеров по закупкам-продажам и технологических карт из АРМ 7 технологов.
При этом указанные электронные формы - технические задания с помощью сервера 1, функционирующего на основе упомянутого специализированного программного продукта, доводят до рабочего вида (см. фиг.3) со штрих-кодами, идентифицирующими техническое задание, закупленное базовое шасси, основные технологические операции изготовления спецавтомобиля, приемку технического контроля результата выполнения каждой из ответственных технологических операций и общую приемку технического контроля изготовленного спецавтомобиля в целом.
На втором стартовом этапе - в начале производства перед выполнением технологических операций с помощью принтера 10 на каждом АРМ - терминале 8 производственного участка автозавода (см. фиг.1), входящем в состав компьютерной сети автозавода, выводят прямой поток сгенерированной в электронном виде учетной идентификационной штрих-кодовой информации о выполнении технологических операций - технические задания, имеющие электронную форму, на бумажные носители 11 в виде карточек - бумажных форм для исполнителей технологических операций и исполнителей приемки технического контроля, а также в результате подачи на принтер 10 с сервера 1 соответствующей штрих-кодовой информации на этом же принтере распечатывают карточки штрих-кодовой идентификации исполнителей технологических операций или технического контроля.
На второй стадии формируют обратный поток носителей оперативной информации (в электронном виде) в интерактивном режиме цифровых сигналов, полученных в результате считывания штрих-кодов на бумажных носителях и обработанных до придания интерактивной информации учетной электронной формы, также в два этапа (третий и четвертый этапы).
На третьем текущем этапе - в процессе производства после штрих-кодовой идентификации исполнителей технологических операций и технического контроля в интерактивном режиме обратной связи с помощью размещенного на терминале 8 производственного участка контрольного сканера 9 (см. фиг.1) - считывания в соответствии с алгоритмом считывания (см. фиг.2) штрих-кода карточки 12 идентификации (см. фиг.4) регистрируют посредством считывания контрольным сканером 9 соответствующих штрих-кодов на отдельной карте-планшете 13 производственного участка (см. фиг.5) и карточке - техническом задании 11 (см. фиг.3) просмотр исполнителя карточки технического задания, начало и окончание выполнения технологических операций, а также идентификацию самого задания и каждой основной технологической операции.
На четвертом заключительном этапе выполнения технологических операций регистрируют приемку качества выполненных технологических операций или изготовленного спецавтомобиля в целом считыванием размещенным на терминале 8 производственного участка контрольным сканером 9 соответствующего штрих-кода на карточке - техническом задании 11 или карте-планшете 13 (см. фиг.5).
При этом результаты считывания на третьем и четвертом этапах в электронном виде направляют с АРМ 8 исполнителя на сервер 1 компьютерной сети автозавода для программной обработки и с сервера 1 в электронной учетной форме (см. фиг 6 и 7) направляют на АРМ 3 начальника производства, АРМ 4 экономиста и АРМ 2 главного менеджера автозавода.
В результате предлагаемое изобретение позволяет обеспечить оперативную оценку эффективности производственного процесса на автозаводе в условиях мелкосерийного производства изделий с постоянно меняющимся ассортиментом на одной и той же рабочей площадке производственного участка за счет повышения эффективности автоматизированного инструментария для учета в интерактивном режиме состояния изготовления коммерческих спецавтомобилей на автозаводе.
Изобретение относится к средствам автоматизации учета состояния производственного процесса. Технический результат заключается в повышении точности учета производственного процесса по каждой технологической операции. В способе генерируют учетную идентификационную штрих-кодовую информацию о технологических операциях в виде потока с выводом на бумажные носители на отдельной карте-планшете производственного участка и карточке технического задания, осуществляют с контролем, просмотр карточки, начала и окончания выполнения операций, а также идентификацию самого задания и каждой основной технологической операции, а после выполнения технологических операций регистрарации приемки качества выполненных операций считыванием размещенного на терминале производственного участка сканера штрих-кода как на карточке - техническом задании, так и карте-планшете. 7 ил., 1 табл.
Способ формирования потоков носителей информации при учете изготовления коммерческих спецавтомобилей на автозаводе, основанный на генерировании прямого потока задаваемой учетной идентификационной штрихкодовой информации о предстоящем выполнении технологических операций в электронном виде с ее последующим размещением на бумажных носителях с помощью технических средств автоматизированной системы учета изготовления коммерческих спецавтомобилей на автозаводе и вводе этой штрихкодовой информации на указанных бумажных носителях по окончанию технологических операций в указанную автоматизированную систему с помощью контрольных сканеров при получении обратного потока оперативной информации о состоянии изготовления спецавтомобилей в электронном виде и его доставки на управленческие автоматизированные рабочие места (АРМ) автозавода, отличающийся тем, что предлагаемое формирование потоков носителей информации производят в следующем порядке:
на первом предварительном этапе - при подготовке производства с помощью АРМ оформителя, интерфейсно связанного в режиме обратной связи в реальном времени через сервер компьютерной сети автозавода, оснащенной соответствующим программным продуктом, с АРМ менеджеров по закупкам-продажам, АРМ технологов и АРМ начальника производства, генерируют в электронном виде прямой поток учетной идентификационной штрихкодовой информации о выполнении технологических операций;
на втором стартовом этапе - в начале производства перед выполнением технологических операций с помощью принтеров, которыми снабжены АРМ исполнителей, каждое своим принтером, на терминалах производственных участков автозавода, входящих в состав компьютерной сети автозавода, выводят прямой поток сгенерированной в электронном виде учетной идентификационной штрихкодовой информации о выполнении технологических операций на бумажные носители, выполненные, например в виде карточек - технических заданий, с возможностью обеспечения распечатки с помощью этих же принтеров карточек штрихкодовой идентификации исполнителей технологических операций или технического контроля в результате подачи на них с сервера соответствующей штрихкодовой информации в электронном виде;
на третьем текущем этапе - в процессе производства после штрихкодовой идентификации с помощью размещенного на терминале производственного участка автозавода контрольного сканера исполнителей технологических операций и технического контроля регистрируют посредством считывания указанным контрольным сканером соответствующих штрихкодов на отдельной карте-планшете производственного участка и карточке - техническом задании просмотр исполнителя карточки - технического задания, начало и окончание выполнения технологических операций, а также идентификацию самого задания и каждой основной технологической операции в соответствии с алгоритмом, представленным на фиг.2 в описании изобретения;
на четвертом заключительном этапе после выполнения технологических операций регистрируют приемку качества выполненных технологических операций считыванием размещенным на терминале производственного участка автозавода контрольным сканером соответствующего штрихкода на карточке - техническом задании или карте-планшете;
при этом результаты считывания на третьем и четвертом этапах в электронном виде направляют с АРМ исполнителя на сервер компьютерной сети автозавода для программной обработки и с сервера в учетной форме направляют на АРМ начальника производства, АРМ экономиста и АРМ главного менеджера автозавода.
| Машина для покрытия агаром и подобными веществами внутренних поверхностей цилиндрической посуды для изготовления бактерийных препаратов | 1948 |
|
SU83640A1 |
| СИСТЕМА МАРКИРОВКИ И ИДЕНТИФИКАЦИИ ИЗДЕЛИЙ | 2000 |
|
RU2183349C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

