Область техники
Изобретение относится к устройствам, использующим лазерно-струйную технологию обработки материалов с доставкой излучения по струйному лучеводу и может применяться для локальной лазерной обработки мягких материалов, а также в медицине в качестве «холодного скальпеля» для локального рассечения кроветворных биологических тканей.
Предшествующий уровень техники
Хорошо известна технология «Laser microjet» фирмы Synova, Швейцария, подробно описанная в основополагающих патентах DE 4418845 С1 от 28.09.1995 г., WO 95/32834 от 07.12.1996 г., US 5,902,499 от 11.05.1999 "Method and apparatus for machining material with a liquid guided laser beam». В основе технологии «Laser microjet» лежит способ формирования устойчивой ламинарной микроструи и канализация в нее, как в лучевод, лазерного излучения с целью доставки и локализации зоны воздействия на объекте с одновременным удалением из нее тепла и продуктов обработки.
Известное устройство предполагает использование микроструй (на основе воды, минеральных масел и т.д.) диаметром менее ста микрон со скоростями до сотен метров в секунду и давлением более сотни бар. Как показал опыт многолетнего промышленного применения, устройство позволяет в полной мере реализовать достоинства технологии "Laser microjet" для целого ряда уникальных применений, широко описанных в литературе (T.A. Mai, N.U. Kling, N. Vago, B. Richerzhagen, K. Stray. «Laser microjet® technology - Fundamental Study and highlights of it's latest applications)). ALAC 2007, Boston, USA. 25.09.2007, pp. 1-9; F.Wagner, O. Sibailly, N. Vago, R. Romanowicz, B. Richerzhagen. «The Laser microjet® technology - 10 years of development)). ICALEO 2003. Jacksonville, USA, 13.10.2003), позволяет производить обработку глубоких отверстий, ультратонкую обработку твердых материалов и, в частности, изготавливать коронарные медицинские стенты высокого качества.
В то же время для ряда технологических применений, в частности, для резки мягких и легко обрабатываемых материалов (В.Ю. Холодный, А.Ф. Саленко. «Применение лазерно-струйного метода обработки для перфорирования сотового заполнителя авиационных сэндвич-панелей)). Восточно-Европейский журнал передовых технологий, 1/5 (79), 2016, с. 19-30), для рассечения биологических тканей (Агеева С.А., Минаев В.П. «Современные лазерные скальпели как основа внедрения высокоэффективных и стационарозамещающих технологий в оториноларингологии)). Национальный медицинский каталог 2003, 1(2), стр. 62-68), требования к плотности энергии лазерного излучения в струйном лучеводе, по сравнению с известным устройством "Laser microjet", могут быть значительно снижены. При этом, преимущества, связанные с использованием принципа доставки лазерного излучения по струйному лучеводу, сохраняются и могут быть реализованы в новом существенно более простом устройстве, являющемся предметом настоящего изобретения.
Раскрытие сущности предлагаемого изобретения.
Предлагаемое изобретение относится к лазерно-струйной обработке материалов с доставкой излучения по струйному лучеводу. Оно позволяет упростить известное устройство - прототип ("Laser microjet" Synova, Патент US 5,902,499) и использовать в нем новые решения, в частности, прямой ввод излучения из оптоволокна в струйный лучевод.
Известное устройство для реализации принципа лазерно-струйной обработки «Laser microjet)) предполагает локализацию лазерного излучения с высокой плотностью энергии в ламинарной микроструе жидкости диаметром в несколько десятков микрон. При этом длина волны лазера выбирается в области поглощения обрабатываемого материала и в области прозрачности жидкости, формирующей струю.
Формирование устойчивых микроструй с диаметрами в несколько десятков микрон требует необходимости использования высоких (более сотни бар) давлений жидкости и микросопел с уникальной геометрией и сложной технологией изготовления.
Увеличение диаметра струйного лучевода приводит к снижению плотности энергии в зоне обработки и некоторому ограничению возможностей обработки, но при этом существенно упрощает устройство для формирования ламинарной устойчивой струи. Как показали эксперименты, водяные струи диаметром от 0,5 до 0,8 мм устойчивы при скоростях, не превышающих десятка метров в секунду, давлениях 3-5 бар и могут формироваться в простых цилиндрических соплах, изготавливаемых обычным сверлением.
В результате, в предлагаемом лазерно-струйном устройстве требования, предъявляемые к системе формирования струи, а также к системе ввода в нее лазерного излучения, резко упрощаются, а сам лазерный инструмент перестает быть уникальным.
Узел ввода лазерного пучка в струю в области сопла имеет новую простую конфигурацию, предполагающую непосредственный вход пучка из кварцевого оптоволокна в струйный лучевод (переход кварц - жидкость) и исключающую необходимость дополнительных оптических элементов.
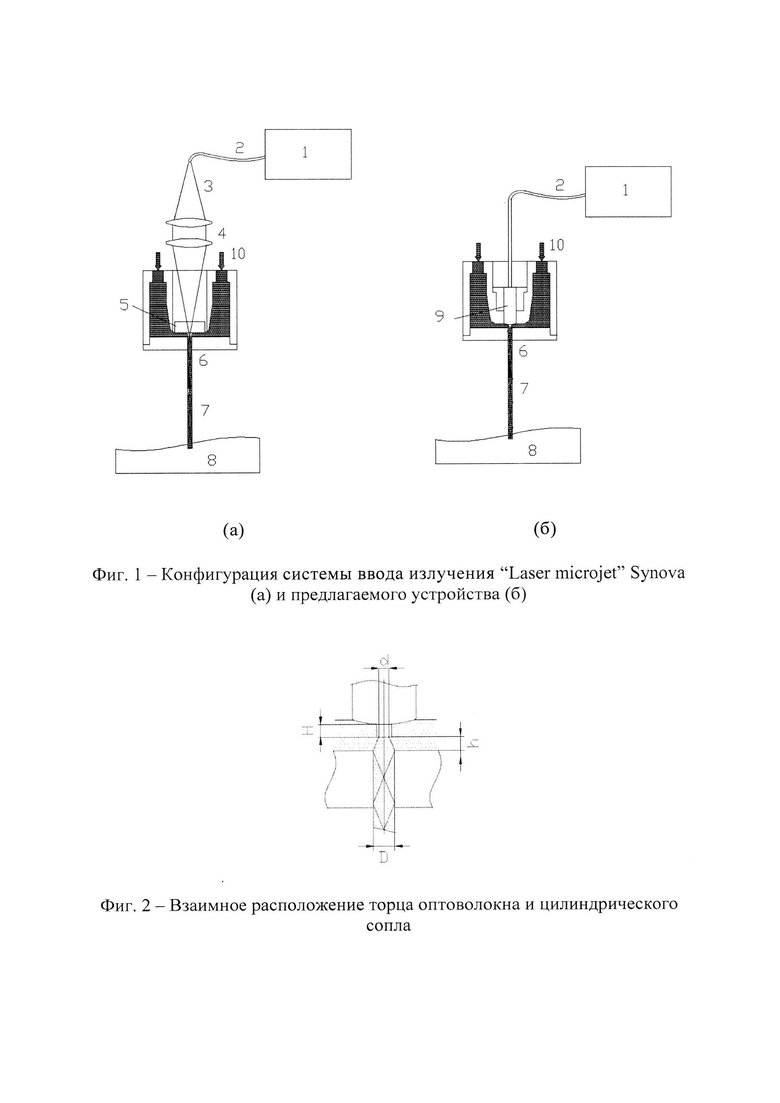
На Фиг. 1 приведены конфигурации системы ввода излучения "Laser microjet" Synova (а) и предлагаемого устройства (б).
На Фиг. 2 приведено взаимное расположение торца оптоволокна и цилиндрического сопла.
В известной системе прототипа (Фиг. 1(а)) излучение лазера 1 после доставки по оптоволокну 2 расширяется коллиматором 3 и попадает на линзу 4, фокусирующую излучение через окно 5 в плоскость сопла 6. Далее излучение по струйному лучеводу 7 доставляется на объект обработки 8.
Окно 5, разделяющее водяную и воздушную среды, в этом случае изготовлено из материала, пропускающего лазерное излучение (стекло). Кроме этого, разделительное окно в конструкции устройства «Laser microjet» (Фиг. 1) располагается вблизи плоскости фокусировки излучения, и его нижняя грань, граничащая с жидкостью, подвергается значительным лучевым нагрузкам и риску возникновения оптического пробоя, в особенности, если на нее нанесено просветляющее покрытие.
В предлагаемом устройстве (Фиг. 1б) система фокусировки исключена, а оптоволокно 2 через разделительный элемент 9, например, стандартную оптоволоконную феррулу, вводится непосредственно в рабочую жидкость, например, в воду таким образом, чтобы открытый полированный торец оптоволокна располагался напротив оси сопла 6. Жидкость в обоих случаях может подаваться в инструмент через несколько отверстий 10, расположенных симметрично относительно оси струйного лучевода 7.
Ввод излучения из оптоволокна с диаметром керна d в струйный лучевод, формируемый соплом диаметром D (Фиг. 2), может осуществляться без потерь при условии, что диаметр оболочки оптоволокна меньше диаметра сопла, и полированный торец приподнят над верхней плоскостью сопла на расстояние h, не превышающее значение, определяемое соотношением:
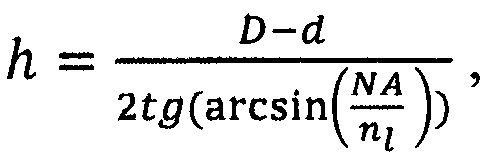
где NA - значение числовой апертуры кварцевого волокна, а  -коэффициент преломления жидкости, формирующей струйный лучевод (для воды
-коэффициент преломления жидкости, формирующей струйный лучевод (для воды  ).
).
В реализованном лазерно-струйном устройстве в качестве источника излучения используется иттербиевый оптоволоконный импульсно-периодический лазер ИРЭ «Полюс» YLPM-1-4×200-20-20 с пиковой мощностью до нескольких десятков киловатт, длительностью импульса в несколько десятков наносекунд и средней мощностью до 20 Вт. Излучение лазера выводится через серийное многомодовое кварцевое оптоволокно 315/400 мкм с диаметром керна d=315 мкм, NA=0,22.
Предпочтительный диаметр цилиндрического сопла, изготовленного из металла, составляет D=0,5 мм, высота цилиндра - 3 мм, наибольшее удаление торца волокна от сопла, вычисленное по формуле (1), составляет для воды: h=0,55 мм. Как показали эксперименты, целесообразно выпустить торец оптоволокна из феррулы на расстояние H, равное 2-3 мм (Фиг. 2).
Технический результат, достигаемый предлагаемым изобретением, сводится к формированию устойчивой ламинарной струи, эффективному вводу в нее лазерного излучения и к достижению преимуществ, присущих лазерно-струйной обработке, в сочетании с простотой устройства для его реализации.
Локализация в струе импульсно-периодического лазерного излучения с высокой пиковой и средней мощностью обеспечивает возможность точной обработки мягких материалов (например, полистирола), а также позволяет производить рассечение кроветворных биологических тканей в результате испарительной абляции. Как показали эксперименты, проводимые на образцах говяжьей печени in vitro, наличие эффекта охлаждения зоны обработки, локализованной струйным лучеводом, обеспечивает локальную коагуляцию краев разреза без карбонизации шва и термического перегрева прилегающих к нему областей.
В качестве жидкости в технологических применениях может использоваться вода, в медицинских применениях - водный физиологический раствор.
Промышленная применимость.
Устройство может найти применение в технологии тонкой обработки мягких конструкционных пластиков, а также в области лазерной хирургии, в качестве «холодного скальпеля» для рассечения кровонасыщенных биологических тканей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОПТИЧЕСКОГО ИНИЦИИРОВАНИЯ | 2022 |
|
RU2794055C1 |
| Лазерный скальпель | 2023 |
|
RU2803933C1 |
| ЛАЗЕРНАЯ УСТАНОВКА | 2006 |
|
RU2315582C1 |
| Лазерный аппарат для термической обработки нераспыляемых геттеров | 2020 |
|
RU2751404C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| СПОСОБ РАЗРАБОТКИ МЕСТОРОЖДЕНИЙ НЕФТЕЙ И ГАЗОВ С ИСПОЛЬЗОВАНИЕМ МОЩНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ ДЛЯ ИХ НАИБОЛЕЕ ПОЛНОГО ИЗВЛЕЧЕНИЯ | 2012 |
|
RU2509882C1 |
| ХИРУРГИЧЕСКАЯ ЛАЗЕРНАЯ СИСТЕМА | 2018 |
|
RU2694126C1 |
| ФОТОДИОДНЫЙ ОПТОВОЛОКОННЫЙ МОДУЛЬ | 2024 |
|
RU2830139C1 |
| Устройство для переключения режимов работы оптоволоконного лазера и способ его изготовления | 2018 |
|
RU2708902C1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
Изобретение относится к лазерно-струйной технологии и может применяться для локальной лазерной обработки. Лазерно-струйное устройство с вводом лазерного излучения в струйный лучевод содержит лазерный излучатель импульсно-периодического режима, малогабаритный мобильный инструмент, включающий узел формирования струйного лучевода и узел ввода лазерного излучения в струйный лучевод, оптоволоконный кабель для доставки излучения от лазера к мобильному модулю, систему снабжения инструмента жидкостью. Ввод излучения из кварцевого волокна в струйный лучевод осуществляется без дополнительных оптических элементов фокусировки излучения в струю в результате прямого перехода из кварца в жидкость, при этом диаметр струи составляет 0,5-0,8 мм, давление 3-4 бар, диаметр оболочки оптоволокна меньше диаметра сопла, свободный полированный торец оптоволокна находится на оси струи и приподнят над верхней плоскостью сопла. Технический результат заключается в упрощении конструкции и уменьшении ее габаритов. 2 ил.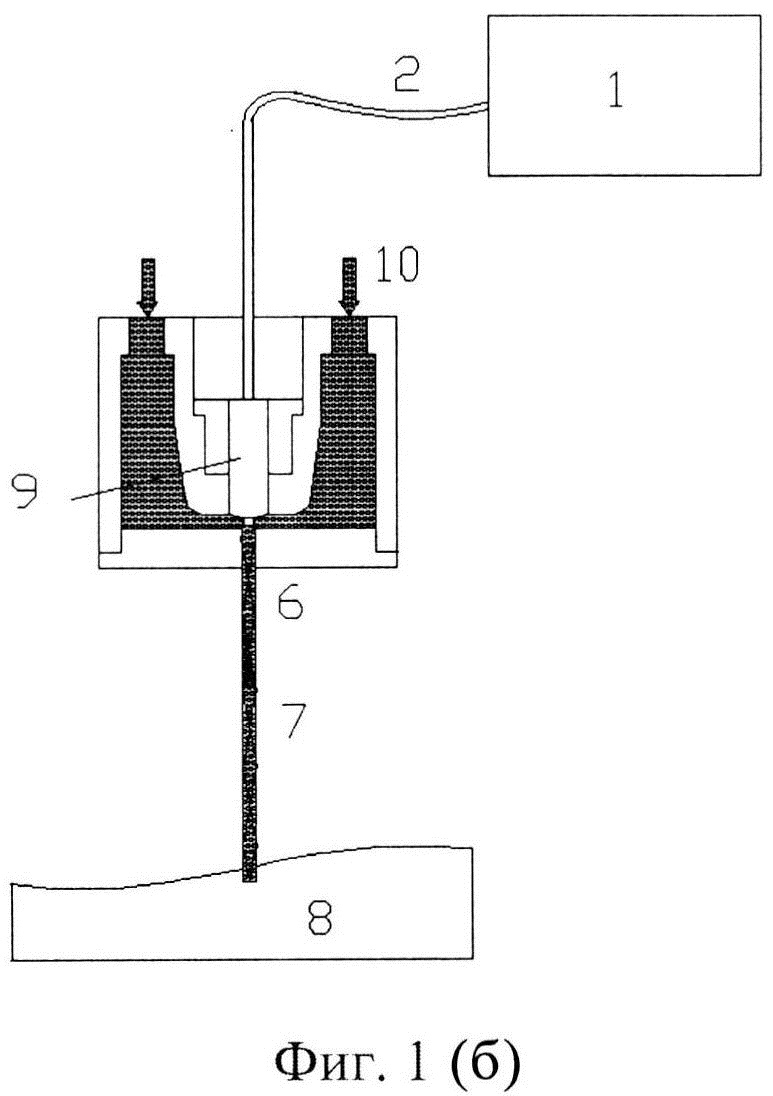
Лазерно-струйное устройство с вводом лазерного излучения в струйный лучевод, содержащее лазерный излучатель импульсно-периодического режима, малогабаритный мобильный инструмент, включающий узел формирования струйного лучевода и узел ввода лазерного излучения в струйный лучевод, оптоволоконный кабель для доставки излучения от лазера к мобильному модулю, систему снабжения инструмента жидкостью, отличающееся тем, что ввод излучения из кварцевого волокна в струйный лучевод осуществляется без дополнительных оптических элементов фокусировки излучения в струю в результате прямого перехода из кварца в жидкость, при этом диаметр струи составляет 0,5-0,8 мм, давление 3-4 бар, диаметр оболочки оптоволокна меньше диаметра сопла, свободный полированный торец оптоволокна находится на оси струи и приподнят над верхней плоскостью сопла.
| US 5902499 A1, 11.05.1999 | |||
| СТРУЙНЫЙ СПОСОБ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2015 |
|
RU2612349C1 |
| DE 102011102166 A1, 22.11.2012 | |||
| RU 2010129204 A, 20.01.2012 | |||
| Радиоприемное устройство | 1944 |
|
SU67159A1 |

