Изобретение относится к устройствам термообработки специальных стальных изделий непосредственным действием волновой энергии и может быть применено в серийном производстве газовых центрифуг на рабочем месте выполнения технологической операции лазерной закалки торцевой поверхности малогабаритной опорной иглы вращения ротора центрифуги [с.121…146; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»].
При получении изотопов с помощью газовых центрифуг (в производственных условиях промышленного предприятия получения изотопов) путем отбора из полого ротора центрифуги тяжелой и легкой газовых фракций предусматривается многолетнее безостановочное одновременное функционирование (вращение) в цехе нескольких десятков тысяч центрифуг, ротор каждой из которых оснащен опорной иглой. Поэтому при изготовлении центрифуг (на промышленном предприятии производителе центрифуг) организован серийный вид производства опорных игл, включая выполнение операции закалки партии игл на специализированном рабочем месте (стенде) термообработки.
Известна схема внутреннего устройства газовой центрифуги и опорных узлов ротора [рис.4.2.1, с.124; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»]. Внутренний диаметр полого цилиндра вращения (ротора) центрифуги составляет 150 мм, скорость вращения 1300 об/с (612 м/с), центробежное ускорение 500 тыс.g [с.122; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»]. При высокой скорости вращения центрифуги (до 150 тыс.об/мин) элементы ротора, включая опорную иглу, испытывают значительные изгибные колебания вплоть до разрушения изделия [с.129; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»].
У центрифуги опора ротора вынесена от нижней крышки на упругой игле, а ротор подвешен в магнитном поле. Это позволяет оси эллипсоида инерции ротора несколько отклоняться от осей опорных узлов [с.134; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»]. При этом торцевая поверхность опорной иглы, касающаяся поверхности подпятника (изготовленного, например, из сапфира), испытывает незначительную вертикальную механическую нагрузку, но подвергается воздействию сил трения из-за высокоскоростного вращения ротора и периодического горизонтального колебательного смещения (биения) точки опоры по поверхности подпятника. Это означает, что торцевая поверхность контакта стальной иглы с подпятником должна обладать высокой износостойкостью, что обеспечивается повышением твердости материала в результате термообработки (закалки) стали. Вместе с тем известно [см. ст.: «Закалка (металлургия) // Википедия. URL: http://ru.wikipedia.org/?oldid=35960613»], что при существенном повышении твердости стальных деталей повышается их хрупкость и снижается пластичность и вязкость.
Однако повышение хрупкости стали по всей длине опорной иглы является недопустимым, так как при вращении ротора игла испытывает значительные изгибные колебания, приводящие к разрушению изделия [с.129; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»] именно из-за повышения хрупкости закаленной стали. Следовательно, при термообработке опорных игл необходимо обеспечивать сохранение упругих и вязких свойств стали практически по всей длине иглы (без повышения хрупкости), а придавать высокую твердость, то есть износостойкость, лишь опорной торцевой поверхности иглы. Это означает, что при термообработке должна быть осуществлена закалка всей торцевой поверхности иглы при условии минимальной глубины (не более долей мм) распространения закаленной зоны [рис.1; см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия. URL: http://www.triod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnaya-termoobrabotka-stali»] стали по длине иглы вдоль боковой цилиндрической поверхности иглы.
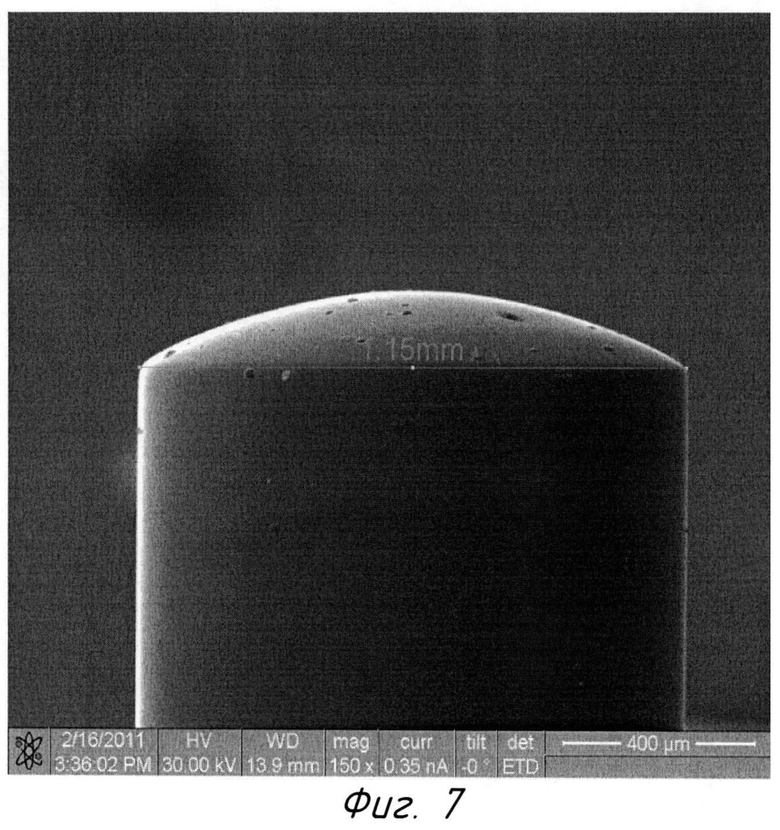
Внешний вид опорной иглы ротора газовой центрифуги приведен на фиг.7, при этом: форма иглы - цилиндрическая диаметром 1,15 мм; длина иглы - 30 мм; форма торцевой опорной поверхности иглы - выпуклая сферическая радиусом 2,8 мм.
Известно [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»], что поверхностная закалка применяется для изделий, у которых должна быть твердая поверхность и вязкая сердцевина (например, валы, шестерни, оси и т.п.), при этом особенностью закалки сталей является возможность коробления и растрескивания деталей из-за значительных остаточных напряжений, возникающих при закалке [с.182; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»]. В зависимости от способов нагрева различают несколько видов поверхностной закалки [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»].
Закалка погружением - разогрев поверхности ведется за счет кратковременного погружения детали в горячую среду, например в расплав соли [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»]. После нагрева деталь охлаждают погружением в воду или в минеральное масло. Толщина закаленного слоя определяется временем выдержки в горячей среде. При нагреве в жидких средах (например, в соляных ваннах), где условия теплообмена очень высокие, продолжительность выдержки составляет 10…15 с на 1 мм толщины [см. ст.: «Металловедение и термообработка. URL: http://tmetall.narod.ru/mater/materpos/konspektl.html»]. Недостаток способа - невозможность получения тонкого закаленного слоя (не более долей мм) на торцевой поверхности иглы.
Газопламенная закалка - разогрев поверхности детали проводится за счет нагрева пламенем газовой горелки [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»]. При нагреве деталей в газовых (также как и в электрических печах) выдержка обычно назначается из расчета 1,5…2 мин на 1 мм максимальной толщины детали (при условии, что детали в печи не соприкасаются) [см. ст.: «Металловедение и термообработка.. URL: http://tmetall.narod.ru/mater/materpos/konspektl.html»]. Достоинство способа в его универсальности, недостаток - высокая температура пламени вызывает перегрев поверхности и, как следствие, приводит к формированию крупного зерна. Кроме того, возможны выгорание углерода и легирующих элементов, резкий температурой градиент, отслаивание закаленного слоя и коробление детали, а также отсутствует возможность получения тонкого закаленного слоя (не более долей мм) на торцевой поверхности иглы.
Закалка ТВЧ (токами высокой частоты или индукционная закалка) - разогрев детали производится за счет наведения в металле токов высокой частоты [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»]. Деталь помещается внутрь индуктора, подключенного к источнику токов высокой частоты. Время нагрева 3…20 с [см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия [2011-2011]. URL: http://www.triod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnaya-termoobrabotka-stali»], [с.84; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с.»], причем с увеличением частоты переменного тока глубина закаленного слоя уменьшается. Достоинство способа - высокая производительность, недостаток - потребность в сложном оборудовании, так как для каждой детали необходим свой индуктор, наличие вредных электромагнитных полей, а также невозможность получения тонкого закаленного слоя (не более долей мм) на торцевой поверхности иглы.
Индукционная закалка ТВЧ тел вращения (валов) производится с вращением закаливаемой детали [см. ст.: «Индукционная поверхностная закалка ТВЧ тел вращения // Интерм: индукционный нагрев ТВЧ. URL: http://www.interm.su/htm/tech_proc/zakalka htm/zakalkavraschen.htm»]. Длинномерные детали закаливаются последовательно с перемещением индуктора вдоль оси детали [с.194, рис.6.37; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»]. Обычно зазор между индуктором и поверхностью нагреваемой детали составляет 1,5…3 мм [см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologijaobrobotki/20.html»].
Охлаждение поверхности детали непосредственно после нагрева производится струями воды или жидкости специально подобранного состава из спрейера под давлением [с.195; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»], [рис.77, рис.78; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologiiaobrobotki/20.html»]. Струя воды, поданная под давлением на поверхность разогретой детали, исключает возможность образования поверхностной паровой пленки, препятствующей интенсивному охлаждению поверхности детали [с.181; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»].
Глубина закалки 0,5…3 мм [см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия. URL: http://www.triod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnaya-termoobrabotka-stali»], [с.84, табл.5.1; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с»], [табл.9; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologiiaobrobotki/20.html»] и твердость закаленного слоя варьируются путем выбора частоты переменного тока, удельной поверхностной мощности нагрева и интенсивности охлаждения.
Учитывая малые размеры опорной торцевой поверхности иглы ротора центрифуги (диаметр иглы 1,15 мм), величину зазора 1,5…3 мм [см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologijaobrobotki/20.html»] между индуктором и поверхностью детали, а также форму и направление силовых линий переменного магнитного поля ТВЧ [рис.72; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnoloeiiaobrobotki/20.html»] одновитковых [с.84; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с.»], [рис.77, д; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologiiaobrobotki/20.html»] и плоских индукторов [рис.77, г, з; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologiiaobrobotki/20.html»], наведенные вихревые токи производят нагрев и закалку как торцевой поверхности иглы, так и частично боковой цилиндрической поверхности вдоль оси иглы на участке длиной в несколько мм.
С учетом монотонности фактического распределения температуры вглубь металла при закалке [рис.76; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologiiaobrobotki/20.html»] без четкой границы глубины закаленного слоя происходит сквозное прокаливание [рис.2; см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия. URL: http://www.triod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnaya-termoobrabotka-stali»] иглы, то есть потеря свойств пластичности и вязкости сердцевины и, как следствие, повышение хрупкости [см. ст.: «Закалка (металлургия) // Википедия. URL: http://ru.wikipedia.org/?oldid=35960613»] термообработанной токами ВЧ малогабаритной детали, что в дальнейшем при эксплуатации иглы приводит к ее разрушению при высокоскоростном вращении ротора из-за значительных изгибных колебаний [с.129; см. кн.: «Изотопы: свойства, получение, применение / Б.М. Андреев, В.Ю. Баранов, И.А. Белов и др.: Под ред. В.Ю. Баранова. - М.: ИздАТ, 2000. - 704 с.»].
Лазерная закалка - разогрев поверхности осуществляется за счет воздействия на нее высокоэнергетического пучка излучения [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»]. Отличительные особенности лазерной закалки состоят в следующем.
Интенсивность энергии (мощность) воздействующего лазерного излучения [с.40…43, с.287; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»], [с.108; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978. - 336 с., ил.»] настолько велика (до 6 кВт, до 106 Вт/см2), что поверхность детали в течение долей секунды (от 0,1 до 10 мс) может быть нагрета вплоть до расплавления. Охлаждение поверхности массивной детали после нагрева происходит за счет теплоотвода вглубь детали [с.85, с.410; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с.»], [с.233; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»]. Дополнительное охлаждение водой при закалке крупногабаритных стальных деталей не требуется [с.165; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978.- 336 с., ил.»]. Перемещая луч лазера по поверхности можно закаливать как отдельные участки детали, так и всю ее поверхность [с.289.,.294, рис.4.41…4.45; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»]. Глубина закаленного слоя регулируется временем освещения поверхности лазером. При таком способе закалки глубина закаленного слоя может меняться от нескольких микрон до десятков и сотен микрон [см. ст.: «Теория термообработки. Поверхностная закалка. URL: http://my.profmetal.com.ua/index.php?option=com_content&task=view&id=42&Itemid=39»].
Лазерную обработку поверхности, как правило, проводят в расходящемся пучке, так как это позволяет обеспечить оптимальные показатели качества термоупрочнения [с.286, рис.4.38; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»].
В ряде случаев для обеспечения необходимой скорости охлаждения детали применяют охлаждающие жидкости [с.165; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978. - 336 с., ил.»], при этом на поверхности стальной детали не должна образовываться паровая пленка, препятствующая теплообмену с закалочной средой (охлаждающей жидкостью) [с.181; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»].
Известен процесс упрочнения стальной поверхности легированием посредством лазерной цементации из жидкой фазы (так называемый способ гидролучевой лазерной поверхностной обработки стальных деталей, погруженных в углеродосодержащий раствор [с.326, рис.5.2; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»]). По данному способу предусматривается формирование в жидкости вертикально направленным вниз непрерывным лазерным лучом парогазового канала, через который лазерное излучение попадает на поверхность изделия с образованием около этой поверхности куполообразного пространства, насыщенного парами углерода, который при длительном по времени лазерном воздействии насыщает углеродом приповерхностный слой стальной детали. Образующийся парогазовый канал (с куполообразным пространством в области светового пятна излучения на поверхности детали) является устойчивым структурным формированием в объеме жидкости при условии отсутствия поперечного каналу движения углеродосодержащей жидкости вдоль поверхности детали, приводящего к разрушению канала, а также при условии вертикального направления лазерного луча на поверхность детали. При горизонтальном направлении лазерного луча на поверхность детали парогазовый канал разрушается «силами Архимеда» из-за «всплытия» канала.
Кроме того, известно [с.234; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»], что если толщина обрабатываемой детали соизмерима с размерами зоны лазерного воздействия (с диаметром светового пятна лазерного излучения), то условия ускоренного теплоотвода энергии не обеспечиваются и имеет место лазерный отжиг, а не лазерная закалка.
Аналогами предлагаемого стенда являются следующие виды технологического оборудования поверхностной термообработки деталей.
Известно оборудование [с.192 - аналог; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.: Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. аумана, 2008. - 648 с.»] для термической обработки (закалки) стальных деталей в составе: источник теплоты (например, в виде печи-ванны с расплавленной солью, либо в виде электрической или топливной газовой/мазутной печи), нагревательная установка и охлаждающее устройство. На машиностроительных предприятиях для групповой термической обработки партии мелких деталей применяют механизированные печи и автоматизированные агрегаты [с.192…194, рис.6.36; см. кн.: «Материаловедение: Учебник для вузов / Б.Н. Арзамасов, В.И. Макарова, Г.Г. Мухин и др.; Под общ. ред. Б.Н. Арзамасова, Г.Г. Мухина. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 648 с.»]. Конструкция подобного оборудования (стенда) поверхностной закалки партии деталей включает поддон (кассету) со стальными деталями; нагревательную камеру печи; закалочную камеру (бак) с охлаждающей жидкостью (с закалочной средой); подъемный столик (механизм), обеспечивающий подачу (погружение) поддона с разогретыми деталями в закалочную среду; вентилятор (насос), обеспечивающий подачу (движение) охлаждающей жидкости вдоль поверхности разогретых деталей, погруженных в закалочную среду; цепной механизм для передвижения (последовательной подачи) поддона с деталями в нагревательную камеру, затем в закалочную камеру и для загрузки/выгрузки деталей из оборудования. Данный вид оборудования обладает ограниченными функциональными возможностями, так как не обеспечивает возможность локальной закалки части поверхности детали, а также отсутствует возможность получения тонкого закаленного слоя на поверхности детали [см. ст.: «Металловедение и термообработка. URL: http://tmetall.narod.ru/mater/materpos/konspektl.html»] в пределах долей миллиметра.
Известна также установка (стенд) [Аналог: см. ст.: «Установка ИЗВ-1-650 для поверхностной закалки ТВЧ цилиндрических и плоских поверхностей // Интерм: Г2011-2011]. URL: http://www.interm.su/htm/prod/inst_izvl-650.htm (дата обращения: 23.08.2011)»1 для поверхностной закалки токами ВЧ цилиндрических и плоских поверхностей стальных деталей. Конструкция установки включает станок, содержащий механизм вертикального закрепления обрабатываемой детали (вала) в центрах (захватах) и механизм перемещения вдоль поверхности детали индуктора-спрейера с блоком согласования; бак (корпус) из нержавеющей стали для закалочной жидкости; источник питания установки; блок управления установки с программируемым микроконтроллером. При этом минимальный диаметр обрабатываемого вала с учетом глубины закаленного слоя ограничен несколькими мм [см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия. URL: http://www.tnod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnava-termoobrabotka-stali»], [с.84, табл.5.1; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с.»], [табл.9, рис.76; см. ст.: «Индукционная закалка. URL: http://www.tehnoinfa.ru/tehnologijaobrobotki/20.html»]. Установка обладает ограниченными функциональными возможностями, так как не обеспечивает поверхностную локальную закалку мелких стальных валов (игл) диаметром 1…1,5 мм с сохранением вязкой сердцевины вала, а реализует сквозную прокалку подобного вала в результате нагрева ТВЧ [рис.2; см. ст.: «Индукционный нагрев. Поверхностная термообработка стали // Промэнергия. URL: http://www.triod-gu.ru/content/induktsionnyi-nagrev-poverkhnostnaya-termoobrabotka-stali»], что приводит к хрупкости вала.
Наиболее близким к предлагаемому стенду по схеме обработки [с.294, рис.4.44, рис.4.45: см. кн.: «Григорьянц А.Г., Шиганов И.Н.. Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.] и технической сущности является лазерная технологическая установка [с.583…589, рис.9.1, рис.9.2 - прототип: см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»] с механизмом, оснащенным захватом для линейного перемещения деталей, помещенных в защитную камеру (корпус) с входным окном из кварцевого стекла для пропускания лазерного излучения [с.289, рис.4.40; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»], дополненная насосом подачи на закаливаемую деталь охлаждающей (закалочной) жидкости [с.165; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978. - 336 с.»] и блоком управления технологической установкой и оснасткой. Например, установка «Квант-16» [с.306; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978. - 336 с., ил.»] и др. аналогичные [с.590…602; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»].
Указанные установки и схемы обработки обладают ограниченными функциональными возможностями, так как не обеспечивают возможность лазерной закалки отдельной (например, торцевой) поверхности малогабаритных стальных деталей, соизмеримой с размерами светового пятна импульсного лазерного излучения [с.234; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 с.»].
Задачей предлагаемого изобретения является расширение функциональных возможностей установки (стенда) серийной лазерной закалки малоразмерных поверхностей стальной детали, соизмеримых с размерами светового пятна импульсного лазерного излучения.
Поставленная задача решается тем, что в стенд лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг, содержащий:
лазер параллельного пучка импульсного излучения с механизмом фокусировки оптической системы из собирающей и рассеивающей линз,
корпус ванны с охлаждающей закалочной жидкостью внутри и герметичным боковым окном из кварцевого стекла по центру вертикальной стенки корпуса ванны для пропускания пучка лазерного излучения,
кассету с незакаленными иглами,
контейнер для сбора закаленных игл,
насос охлаждающей закалочной жидкости и
блок управления,
дополнительно введены:
горизонтальная перегородка, разделяющая корпус ванны на верхнюю и нижнюю камеры, с краевым прямоугольным вырезом по центру одной из сторон перегородки с шириной выреза не менее ширины бокового окна,
цилиндрическая обойма с первым и вторым торцами и сквозным внутренним осевым отверстием между торцами для скользящей посадки иглы, причем первый торец обоймы выполнен с фаской в виде лепестков цангового захвата иглы, и длина обоймы соответствует длине иглы, а внешний диаметр обоймы превосходит диаметр иглы, по меньшей мере, в два раза,
сжимающий упор, выполненный в виде швеллера с внутренним сечением, соответствующим сечению прямоугольного выреза в горизонтальной перегородке корпуса ванны, и коническим отверстием в центре основания швеллера, причем конусность отверстия в основании швеллера соответствует параметрам фаски первого торца цилиндрической обоймы и обеспечивает сжатие лепестков цангового захвата иглы в позиции лазерной закалки,
осевой упор второго торца обоймы,
механизм периодического линейного возвратно-поступательного перемещения обоймы между сжимающим и осевым упорами,
держатель незакаленной иглы в горизонтальном положении, подлежащей скользящей посадке внутрь обоймы,
затвор кассеты с механизмом, обеспечивающим последовательную подачу незакаленных игл на держатель после перемещения обоймы в позицию лазерной закалки иглы,
фильтры тонкой очистки охлаждающей закалочной жидкости на входе и выходе насоса,
решетка, обеспечивающая формирование продольного вертикального ламинарного потока охлаждающей закалочной жидкости внутри швеллера при протекании охлаждающей жидкости вдоль поверхности первого торца обоймы в позиции лазерной закалки опорной поверхности иглы,
при этом
окно из кварцевого стекла в вертикальной боковой стенке корпуса ванны выполнено в виде рассеивающей линзы, а показатели преломления кварцевого стекла рассеивающей и собирающей линз и радиусы кривизны сферических поверхностей этих линз взаимно идентичны,
горизонтальная перегородка плотно закреплена на боковых стенках корпуса ванны с размещением краевого прямоугольного выреза под окном из кварцевого стекла,
сжимающий упор плотно установлен вертикально над краевым прямоугольным вырезом перегородки с плотным прилеганием стенок швеллера к вертикальной боковой стенке корпуса ванны с охватом стенками швеллера бокового окна из кварцевого стекла,
решетка формирования ламинарного потока охлаждающей закалочной жидкости установлена внутри швеллера под окном из кварцевого стекла,
насос соединен входным и выходным патрубками, соответственно, с верхней и нижней камерами корпуса ванны,
а выходные шины блока управления соединены с соответствующими входными шинами управления запуском лазера и двигателями насоса и механизмов фокусировки оптической системы, перемещения обоймы и привода затвора кассеты,
причем собирающая линза лазерного излучения, рассеивающая линза в окне из кварцевого стекла, коническое отверстие сжимающего упора первого торца обоймы, обойма с закаливаемой иглой, последующая незакаленная игла на держателе и осевой упор второго торца обоймы установлены в горизонтальной последовательности по главной оптической оси лазера, при этом механизм фокусировки обеспечивает линейное перемещение собирающей линзы вдоль главной оптической оси лазера относительно рассеивающей линзы, и диаметр светового пятна параллельного лазерного излучения на опорной поверхности закаливаемой иглы соответствует ее диаметру.
Кроме того:
обойма с лепестками цангового захвата выполнена из упругого металлического теплоемкого сплава, например из бронзы;
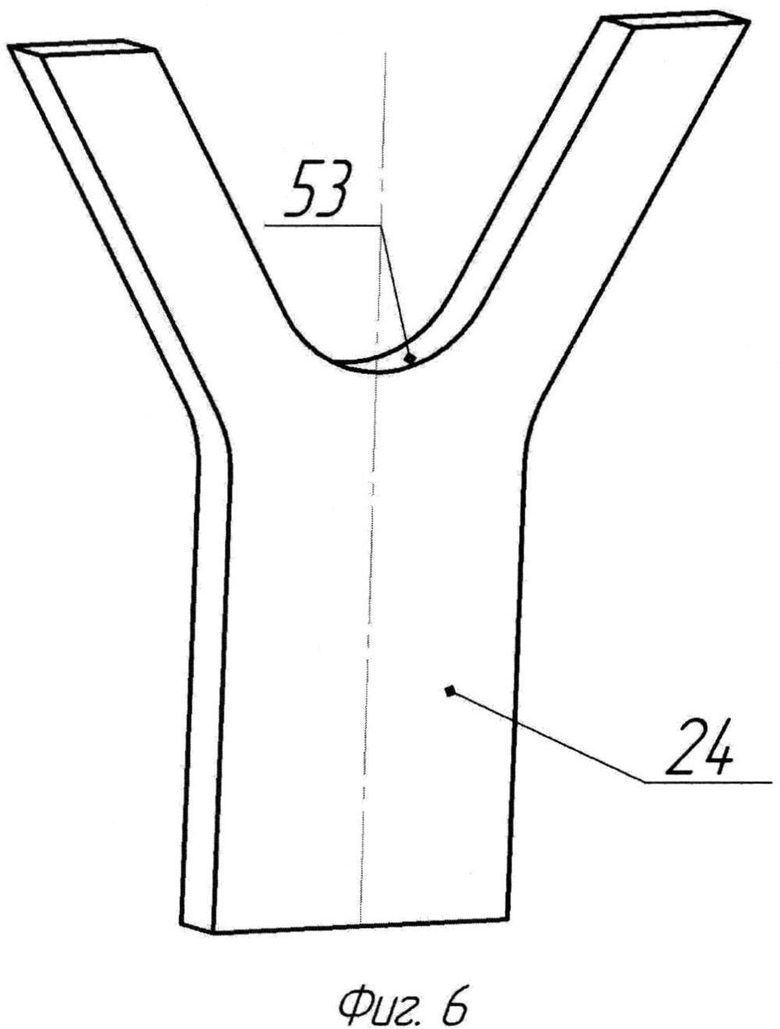
держатель незакаленной иглы выполнен, например, в виде, по меньшей мере, двух вертикально защемленных в дополнительной нижней опоре плоских Y-образных стальных пружин;
затвор кассеты приводится в действие, например, дополнительным электромагнитом, сигнал запуска которого поступает с выхода блока управления.
Сущность изобретения поясняется чертежами:
фиг.1 - структурно-функциональная схема стенда лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг (вертикальный разрез стенда);
фиг.2 - пример конструктивного исполнения цилиндрической цанговой обоймы;
фиг.3 - конструкция горизонтальной перегородки с краевым прямоугольным вырезом;
фиг.4 - конструкция торцевого упора в виде швеллера с коническим отверстием в основании;
фиг.5 - конструкция решетки формирования ламинарного потока охлаждающей закалочной жидкости;
фиг.6 - конструкция держателя незакаленной иглы в виде плоской Y-образной стальной пружины;
фиг.7 - внешний вид опорной иглы ротора газовой центрифуги.
На чертежах обозначено:
1 - лазер импульсного излучения (источник лазерного обрабатывающего излучения); 2 - главная оптическая ось лазера; 3 - параллельный пучок лазерного излучения диаметром Dп; 4 - собирающая линза; 5 - окно из стекла в форме рассеивающей линзы; 6 - механизм фокусировки оптической системы из собирающей и рассеивающей линз; 7 - корпус ванны; 8 - вертикальная боковая стенка корпуса ванны; 9 - охлаждающая закалочная жидкость; 10 - цилиндрическая обойма; 11 - направляющие линейного перемещения цилиндрической обоймы; 12 - механизм возвратно-поступательного перемещения цилиндрической обоймы; 13 - сжимающий упор первого торца цилиндрической обоймы в виде швеллера; 14 - осевой упор второго торца цилиндрической обоймы; 15 - сходящийся пучок лазерного излучения; 16 - параллельный пучок лазерного излучения диаметром dп; 17 - игла в позиции лазерной закалки торца диаметром dи; 18 - направления линейного возвратно-поступательного перемещения цилиндрической обоймы; 19 - кассета с незакаленными иглами; 20 - партия незакаленных игл; 21 - контейнер для сбора закаленных игл; 22 - закаленные иглы; 23 - незакаленная игла, подлежащая скользящей посадке внутрь цилиндрической обоймы; 24 - держатели незакаленной иглы в виде плоских Y-образных стальных пружин; 25 - рычаг качающейся кулисы; 26 - ось качания кулисы; 27 - втягивающий электромагнит механизма возвратно-поступательного перемещения цилиндрической обоймы; 28 - сердечник втягивающего электромагнита; 29 - возвратная пружина рычага качающейся кулисы; 30 - затвор кассеты с незакаленными иглами; 31 - возвратная пружина затвора; 32 - втягивающий электромагнит затвора; 33 - окно в затворе для пропускания незакаленной иглы на Y-образные держатели; 34 - окно в направляющей для пропускания закаленной иглы в контейнер; 35 - блок управления запуском лазера, двигателями насоса и механизма фокусировки оптической системы и втягивающими электромагнитами кулисы и затвора; 36 - горизонтальная перегородка корпуса ванны; 37 - верхняя камера корпуса ванны; 38 - нижняя камера корпуса ванны; 39 - насос для перекачки охлаждающей закалочной жидкости из верхней камеры корпуса ванны в нижнюю камеру; 40 - входной патрубок насоса; 41 - выходной патрубок насоса; 42 - входные и выходные фильтры тонкой очистки охлаждающей закалочной жидкости; 43 - решетка формирования ламинарного потока охлаждающей закалочной жидкости; 44 - ламинарный поток охлаждающей закалочной жидкости; 45 - ось зацепления рычага кулисы; 46 - лепестки (зажимные кулачки) цангового захвата цилиндрической обоймы; 47 - первый торец цилиндрической обоймы; 48 - второй торец цилиндрической обоймы; 49 - фаска первого торца цилиндрической обоймы; 50 - осевое отверстие цилиндрической обоймы для скользящей посадки закаливаемой иглы; 51 - краевой прямоугольный вырез в горизонтальной перегородке корпуса ванны; 52 - коническое отверстие в плоском основании сжимающего упора; 53 - поверхность для размещения незакаленной иглы, подлежащей скользящей посадке внутрь цилиндрической обоймы.
Особенности режимов работы и конструктивно-функционального исполнения узлов, блоков и элементов стенда состоят в следующем.
Лазер 1 формирует импульс излучения 3 по командам блока управления 35. Длина волны импульсного лазерного излучения 3 должна соответствовать диапазону прозрачности стекла собирающей 4 и рассеивающей 5 линз, то есть быть менее 2,5 мкм [с.9, рис.1, с.10; см. кн.: «Мачулка Г.А. Лазерная обработка стекла. - М.: Сов. радио, 1979. - 136 с., ил.»]. Например, быть равной: 1,06 мкм (твердотельный лазер - неодим в стекле); 0,53…0,55 мкм (активаторы - редкоземельные элементы); 0,69 мкм (рубин); 0,85 мкм (полупроводниковый лазер) [с.27…28, с.160, табл.25; см. кн.: «Крылов К.И., Прокопенко В.Т., Митрофанов А.С. Применение лазеров в машиностроении и приборостроении. - Л.: Изд-во «Машиностроение». Ленигр. отд-ние, 1978. - 336 с., ил.»], [с.39, табл.4; см. кн.: «Федоров Б.Ф. Лазеры. Основы устройства и применение. - М.: ДОСААФ, 1988. - 190 с., ил.»]. Мощность обрабатывающего лазерного излучения 3 составляет до 300 Вт при длительности импульса излучения до 100 нс. Распределение энергии в сечении пучка лазерного излучения 3 соответствует, например, закону Гаусса. Блок управления 35 обеспечивает формирование импульса лазерного излучения 3 (либо последовательности импульсов) требуемой длительности и интенсивности с учетом необходимости достижения в световом пятне излучения 16 температуры закалки (до 900 К) для конкретного материала иглы 17.
Радиусы кривизны сферических поверхностей и показатели преломления собирающей линзы 4 и рассеивающей линзы 5 взаимно идентичны. Собирающая линза 4 и рассеивающая линза 5 изготовлены, например, из кварцевого стекла.
Механизм 6 фокусировки оптической системы (см. фиг.1) по командам блока управления 35 обеспечивает линейное перемещение собирающей линзы 4 относительно рассеивающей линзы 5 вдоль главной оптической оси 2 лазера 1, например, с помощью червячной передачи винт-гайка.
Охлаждающая закалочная жидкость 9 обеспечивает (после воздействия на торец иглы 17 импульсного лазерного излучения 16) интенсивное охлаждение всех омываемых поверхностей, таких как закаливаемая торцевая поверхность иглы 17, поверхность 47 первого торца цилиндрической обоймы 10, внутренняя поверхность сжимающего упора 13 (основания швеллера).
Цилиндрическая обойма 10 (см. фиг.2) со стороны первого торца 47 исполнена в виде цангового зажима с числом лепестков 46 (зажимных кулачков), например, от двух и более, обеспечивающих плотное сжатие иглы 17 в позиции закалки и интенсивный отвод тепловой энергии (охлаждение за счет теплопроводности) от закаливаемого торца иглы 17 в толщу материала обоймы 10 после воздействия импульса лазерного излучения 16. Диаметр цилиндрической обоймы 10 должен превышать диаметр иглы 17 не менее чем в два раза и составлять преимущественно 25…30 мм. Диаметр окружности торцевой поверхности 47 должен составлять преимущественно 20…25 мм. Высота фаски 49 первого торца 47 обоймы 10 должна составлять преимущественно 10…15 мм. Осевое отверстие 50 в обойме 10 обеспечивает скользящую посадку с зазором [черт.2; см. ст.: «ГОСТ 7713-62. Межгосударственный стандарт. Допуски и посадки. Основные определения. // Основные нормы взаимозаменяемости. - М.: ИПК Издательство стандартов, 2004. URL: http://docs.cntd.ru/document/1200012205»] иглы 23 внутрь обоймы 10 при ее перемещении до осевого упора 14. При этом игла 23 выталкивает из отверстия 50 обработанную иглу 17, которая, в свою очередь, сквозь окно 34 попадает в контейнер 21. Со стороны второго торца 48 обоймы 10 вход в осевое отверстие 50 должен быть исполнен в виде конического отверстия-ловителя иглы 23. Обойма 10 подлежит изготовлению из упругого теплоемкого металла, например, из бронзы или из стали.
Элементы конструкции направляющих 11 должны обеспечивать беспрепятственное линейное перемещение цилиндрической обоймы 10 между сжимающим упором 13 и осевым упором 14 вдоль главной оптической оси 2 лазера 1.
Механизм 12 (см. фиг.1) по командам блока управления 35 обеспечивает возвратно-поступательного перемещения обоймы 10 между сжимающим упором 13 и осевым упором 14, например, с помощью качающейся вокруг оси 26 кулисы 25, которая приводится в движение электромагнитом 27 и возвращается в исходное положение с помощью пружины растяжения 29. Зацепление рычага кулисы 25 с обоймой 10 (являющейся ползуном в качающемся вокруг оси 26 кулисном 25 механизме 12) осуществляется, например, с помощью оси 45. Допускается двустороннее расположение осей 45 на цилиндрической поверхности обоймы 10 и зацепление обоймы 10 посредством раздвоенного рычага кулисы 25 (охватывающего обойму 10). Возможны и другие кинематические схемы реализации механизма 12, например, червячные с электроприводом.
Сжимающий упор 13 (см. фиг.4) исполнен, например, в виде швеллера с коническим отверстием 52, обеспечивающим сжатие цанговых лепестков 46 обоймы 10 при ее перемещении в позицию лазерной закалки торца иглы 17. Конусность и глубина отверстия 52 соответствуют параметрам фаски 49 первого торца 47 обоймы 10, что способствует плотному прилеганию поверхности 49 обоймы 10 к конической поверхности отверстия 52 (см. фиг.4) и обеспечивает интенсивный отвод тепловой энергии (охлаждение за счет теплопроводности) от обоймы 10 в толщу материала упора 13 после воздействия импульса лазерного излучения 16. Глубина отверстия 52 в сжимающем упоре 13 (то есть толщина основания швеллера 13) должна быть преимущественно 10…15 мм.
Держатели 24 (см. фиг.6) изготовлены, например, в виде плоских Y-образных упругих стальных пружин (толщиной до 0,3 мм), обеспечивающих горизонтальную фиксацию незакаленной иглы 23 соосно с обоймой 10 и главной оптической осью 2 лазера 1. При смещении обоймы 10 в сторону осевого упора 14 после вхождения иглы 23 в осевое отверстие 50 обоймы 10 происходит поочередный упругий изгиб держателей 24 корпусом обоймы 10, а также выталкивание иглой 23 иглы 17 из отверстия 50. Возможны и другие кинематические схемы механизмов фиксации иглы 23 горизонтально и соосно с обоймой 10, например, с использованием дополнительных зажимов.
Затвор 30 кассеты 19 (см. фиг.1) обеспечивает последовательную поштучную подачу незакаленных игл 20 из кассеты 19 на держатели 24 с помощью, например, электромагнитного привода 32, втягивающего осевой сердечник затвора 30 по командам блока управления 35. Затвор 30 возвращается в исходное (закрытое) состояние с помощью пружины растяжения 31. Возможны и другие кинематические схемы привода затвора 30 по командам блока управления 35.
Блок управления 35 (см. фиг.1) запуском лазера 1, двигателем насоса 39, двигателем механизма фокусировки 6, втягивающим электромагнитом 27 кулисы 12 и втягивающим электромагнитом 32 затвора 30 обеспечивает формирование команд управления перечисленными узлами и передачу управляющих сигналов на их входные шины управления в соответствие с алгоритмом функционирования стенда. В качестве блока управления 35 могут быть применены программируемый микроконтроллер, специализированная микросборка/микросхема высокой степени интеграции, однокристальная микро-ЭВМ или персональный компьютер.
Насос 39 (см. фиг.1) для перекачки охлаждающей закалочной жидкости 9 из верхней камеры 37 корпуса ванны 7 в нижнюю камеру 38 по командам блока управления 35 обеспечивает необходимую скорость протекания (до 1 м/с) охлаждающей закалочной жидкости 9 вдоль закаливаемой торцевой поверхности иглы 17. Месторасположение насоса 39 на фиг.1 показано условно. Входной 40 и выходной 41 патрубки насоса 39 должны располагаться преимущественно на боковой стенке 8, соответственно, выше окна 5 (в верхней камере 37 выше сжимающего упора 13) и ниже окна 5 (в нижней камере 38 ниже решетки 43).
Входные и выходные фильтры тонкой очистки 42 охлаждающей закалочной жидкости 9 обеспечивают удаление из ее состава взвешенных мелкодисперсных частиц, образующихся в зоне воздействия светового пятна интенсивного лазерного излучения 16 на торец иглы 17 вследствие высокотемпературного атомарно-молекулярного отслаивания металла иглы 17, поверхностных загрязнений и окислов, а также неизбежных мелкодисперсных частиц износа трущихся и соприкасающихся поверхностей элементов конструкции и механизмов стенда. В случае отсутствия фильтров тонкой очистки 42, наличие взвешенных мелкодисперсных частиц в составе охлаждающей закалочной жидкости 9 (а тем более увеличение со временем их концентрации) приводит к возрастающему рассеиванию на примесных частицах энергии лазерного излучения в сечении пучка 16, что снижает воспроизводимость в пределах обрабатываемой партии игл 22 физико-механических и теплофизических параметров и характеристик закаленной торцевой поверхности игл 22.
Решетка 43 (см. фиг.5) формирования ламинарного (равномерного параллельного) потока 44 охлаждающей закалочной жидкости 9 состоит из тонких пластин (например, стальных толщиной до 0,1 мм), исключающих возможность формирования завихрений охлаждающей закалочной жидкости 9 в зоне лазерной обработки торца иглы 17. В случае возникновения вихрей жидкости 9 (см. фиг.1) в области прохождения по жидкости 9 главной оптической оси 2 лазера 1 возможно рассеивание энергии лазерного излучения в сечении пучка 16 из-за нелинейности оптических свойств жидкости 9 в зоне возникающих завихрений. В результате снизится воспроизводимость в пределах обрабатываемой партии игл 22 физико-механических и теплофизических параметров и характеристик закаленной торцевой поверхности отдельных игл 22. Размеры решетки 43 (см. фиг.5) должны быть: а до 50 мм; b до 20 мм.
Скорость протекания ламинарного потока 44 охлаждающей закалочной жидкости 9 вдоль закаливаемой торцевой поверхности иглы 17 должна обеспечивать интенсивный конвективный отвод тепловой энергии от омываемых поверхностей иглы 17, обоймы 10 и упора 13, а также оперативное удаление из зоны термообработки иглы 17 мелкодисперсных частиц, отслаивающихся от закаливаемой поверхности иглы 17 в результате воздействия светового пятна лазерного луча 16, и побочных продуктов разложения и парообразования закалочной жидкости 9 вдоль оси распространения лазерного излучения 16 в толще ламинарного потока 44 охлаждающей жидкости 9. Кроме того, осуществляя с помощью блока управления 35 регулирование производительности насоса 39, достигается целенаправленное изменение скорости протекания потока 44 вдоль закаливаемой торцевой поверхности иглы 17, что обеспечивает возможность дополнительного управления ходом процесса нагрева/охлаждения торцевой поверхности иглы 17 и оперативного устранения по командам блока управления 35 эффекта оплавления закаливаемой торцевой поверхности иглы 17 из-за воздействия избыточно мощного импульса лазерного излучения 16. Сечение канала для протекания ламинарного потока 44 внутри сжимающего упора 13 (см. фиг.4) должно быть размером: а до 50 мм; b до 20 мм.
Принцип действия стенда состоит в следующем.
Расчетно-экспериментальным методом в процессе технологической подготовки производства определяются параметры и характеристики импульсного лазерного излучения 3 (включая диаметр dп пучка лазерного излучения 16), которые определяют температуру закалки торца для конкретного диаметра dи и материала иглы, а также режимы работы насоса 39 (а именно его производительность, которая определяет скорость протекания ламинарного потока 44) для конкретной марки металла закаливаемой иглы, при условии, что dп=dи.
В кассету 19 загружается партия однотипных игл 20 (до тысячи и более шт.).
В механизм 12 устанавливается обойма 10 с диаметром осевого отверстия 50, соответствующим диаметру dи иглы 20.
Подается электрическое напряжение в цепи электропитания соответствующих узлов, блоков и электроприводов механизмов стенда.
В блок управления 35 устанавливается программное обеспечение алгоритма функционирования стенда.
Выполняется настройка стенда, а именно в блок управления 35 вводятся данные о режимах работы лазера 1 и насоса 39.
Осуществляется запуск программы управления блока 35 узлами и механизмами стенда в соответствии с алгоритмом функционирования стенда.
Далее циклически выполняются следующие действия блоков, узлов и механизмов стенда по командам блока управления 35:
1) По команде, поданной блоком управления 35 на электропривод механизма фокусировки 6 - «включить и выключить подачу рабочего тока на электродвигатель механизма», происходит перемещение вдоль главной оптической оси 2 собирающей линзы 4 относительно неподвижной рассеивающей линзы 5, в результате диаметр пучка лазерного излучения 16 устанавливается из условия dп=dи.
2) По команде, поданной блоком управления 35 на электропривод насоса 39 - «включить подачу рабочего тока на электродвигатель насоса», устанавливается скорость протекания ламинарного потока 44.
3) По команде, поданной блоком управления 35 на электромагнит 32 - «включить, а затем выключить электромагнит 32», затвор 30 пропускает иглу из партии 20 на держатели 24.
4) По команде, поданной блоком управления 35 на электромагнит 27 - «включить, а затем выключить электромагнит 27», обойма 10 посредством рычага 25 вначале смещается по направляющим 11 до упора 14, при этом держатели 24 поочередно отклоняются корпусом обоймы 10 в горизонтальное положение, и игла 23 входит в отверстие 50 обоймы 10. Затем пружина 29 посредством рычага 25 перемещает обойму 10 по направляющим 11 до упора 13. В результате конусная поверхность отверстия 52 в основании упора 13, механически воздействуя на поверхность фаски 49, плотно сжимает цанговые лепестки 46, которые, в свою очередь, плотно сжимают иглу 17. Тем самым образуется плотный теплопроводящий контакт металла иглы 17 с металлом цанги 10, которая, в свою очередь, плотно контактирует с металлом упора 13.
В результате прижатия обоймы 10 к сжимающему упору 13 внутри швеллера 13 образуется непрерывная поверхность, состоящая из концентрически расположенных торцевой поверхности иглы 17, торцевой поверхности 47 цанги 10 и внутренней поверхности основания швеллера 13, которые интенсивно омываются потоком 44 закалочной жидкости 9.
5) По команде, поданной блоком управления 35 на вход запуска лазера 1, происходит формирование пучка импульсного лазерного излучения 3, которое в фокусирующей системе линз 4 и 5 преобразуется в пучок лазерного излучения 16, световое пятно которого воздействует на торец иглы 17 и разогревает его до температуры закалки.
После окончания импульса лазерного излучения 16 (по аналогии с [с.85,с.410; см. кн.: «Материаловедение и технология конструкционных материалов: учебник для студ. высш. учеб. заведений / В.Б. Арзамасов, А.Н. Волочков, В.А. Головин и др.; под общ. ред. В.Б. Арзамасова, А.А. Черепахина. - М.: Издательский центр «Академия», 2009. - 448 с.»] и [с.233; см. кн.: «Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки: Учеб. пособие для вузов / Под ред. А.Г. Григорьянца.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2008. - 664 c.»]) происходит быстрое охлаждение торцевой поверхности иглы 17 из-за интенсивного отвода (за счет кондукции) тепловой энергии в толщу металла обоймы 10 и далее в толщу металла упора 13.
Кроме того, тепловая энергия интенсивно отводится от торцевой поверхности иглы 17 за счет жидкостного принудительного охлаждения торца омывающим ламинарным потоком 44.
В результате на торце иглы 17 образуется закаленный слой глубиной от нескольких микрон до десятков и сотен микрон в зависимости от длительности воздействия светового пятна 16 на торец иглы 17, то есть в зависимости от длительности импульса лазерного излучения.
По истечении времени выдержки обоймы 10 в сжатом состоянии (например, длительностью до 10 с) блок управления 35 возвращается к выполнению действия, изложенного в п.3, и далее по замкнутому циклу выполнения действий по п.3…п.5 вплоть до окончания игл в партии 20.
В том случае, если при контроле поверхности закаленного торца игл 22 обнаруживается оплавление закаливаемой торцевой поверхности отдельных игл, выполняется подстройка стенда, а именно в блок управления 35 вводятся скорректированные данные о режимах работы лазера 1 и насоса 39.
Экспериментальные исследования макета предлагаемого стенда показывают, что в результате импульсной лазерной закалки торцевой поверхности малогабаритных игл, охваченных сжимающей металлической обоймой, происходит увеличение микротвердости стали по HV в среднем на 58% (например, с 424 до 671) без сквозного диаметрального прокаливания иглы со стороны боковой цилиндрической поверхности.
Предлагаемый стенд выгодно отличается от известных аналогов, так как обеспечивает возможность повышения твердости (а следовательно, износостойкости) торцевых поверхностей малогабаритных деталей без изменения физико-механических свойств сердцевины металла (например, без ухудшения свойств упругости и вязкости и без повышения свойств хрупкости) по всей длине детали.
В том случае, когда необходимо исключить взаимодействие разогретого лазерным излучением металла торцевой поверхности иглы с активными химическими элементами закалочной жидкости, таких, например, как кислород и гидроксильная группа ОН, жидкостный ламинарный поток, охлаждающий торцевую поверхность иглы, может быть заменен обдувающим потоком инертного газа, например азота. При этом структурно-функциональная схема предлагаемого стенда остается фактически неизменной.
Кроме того, предлагаемый стенд может использоваться для повышения твердости и износостойкости опорных поверхностей осей вращения и опор часовых механизмов и других приборов измерительной техники и точной механики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ КРОМОК РЕЖУЩЕГО ИНСТРУМЕНТА | 2021 |
|
RU2781887C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ ЧЕТЫРЕХСОПЛОВОЙ ГАЗОПОРОШКОВОЙ ЛАЗЕРНОЙ НАПЛАВКИ С РЕГУЛИРОВАНИЕМ РАСХОДА ПОРОШКА | 2016 |
|
RU2660499C2 |
| Способ упрочнения лапы культиваторной | 2018 |
|
RU2684127C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Дистанционный способ обнаружения растительности, находящейся в неблагоприятных для развития условиях | 2017 |
|
RU2664757C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2016 |
|
RU2620656C1 |
| Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее | 2018 |
|
RU2676064C1 |
Изобретение относится к устройствам термообработки стальных изделий непосредственным действием волновой энергии и может быть применено в серийном производстве газовых центрифуг на рабочем месте выполнения технологической операции лазерной закалки торцевой поверхности малогабаритной опорной иглы. Стенд лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг содержит лазер параллельного пучка импульсного излучения с механизмом фокусировки оптической системы из собирающей и рассеивающей линз, корпус ванны с охлаждающей закалочной жидкостью внутри и герметичным боковым окном из кварцевого стекла по центру вертикальной стенки корпуса ванны для пропускания пучка лазерного излучения, кассету с незакаленными иглами, контейнер для сбора закаленных игл, насос охлаждающей закалочной жидкости и блок управления. В стенд дополнительно введены горизонтальная перегородка, разделяющая корпус ванны на верхнюю и нижнюю камеры, цилиндрическая обойма с первым и вторым торцами и сквозным внутренним осевым отверстием, сжимающий упор в виде швеллера с коническим отверстием в центре основания швеллера, осевой упор второго торца обоймы, механизм периодического линейного возвратно-поступательного перемещения обоймы между сжимающим и осевым упорами, держатель незакаленной иглы, подлежащей посадке внутрь обоймы, затвор кассеты с механизмом, обеспечивающим последовательную подачу незакаленных игл на держатель, фильтры тонкой очистки охлаждающей закалочной жидкости на входе и выходе насоса, решетка формирования ламинарного потока охлаждающей закалочной жидкости внутри швеллера. При этом окно из кварцевого стекла в вертикальной боковой стенке корпуса ванны выполнено в виде рассеивающей линзы. Выходные шины блока управления соединены с соответствующими входными шинами управления запуском лазера и двигателями насоса и механизмов фокусировки оптической системы, перемещения обоймы и привода затвора кассеты. Собирающая линза лазерного излучения, рассеивающая линза в окне из кварцевого стекла, коническое отверстие сжимающего упора первого торца обоймы, обойма с закаливаемой иглой, незакаленная игла на держателе и осевой упор второго торца обоймы установлены в горизонтальной последовательности по главной оптической оси лазера. Механизм фокусировки обеспечивает линейное перемещение собирающей линзы вдоль главной оптической оси лазера относительно рассеивающей линзы. Диаметр светового пятна лазерного излучения на опорной поверхности закаливаемой иглы соответствует ее диаметру. Техническим результатом является повышение твердости торцевой поверхности малогабаритной иглы без изменения физико-механических свойств сердцевины металла по всей длине детали. 3 з.п. ф-лы, 7 ил.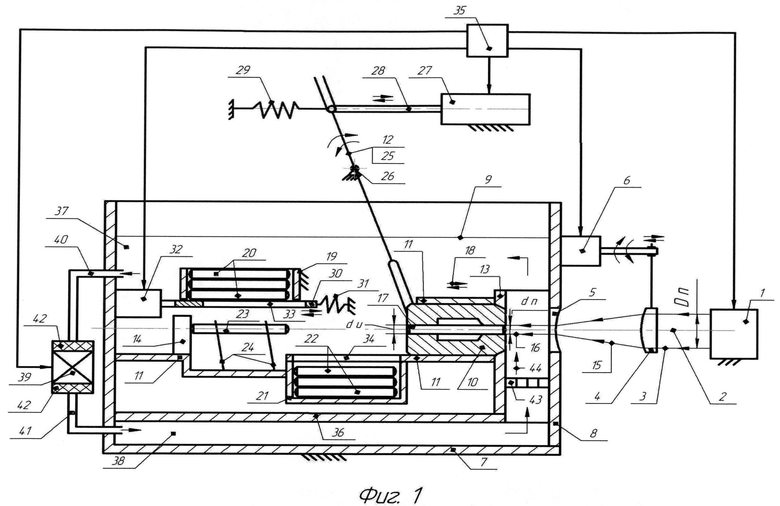
1. Стенд лазерной закалки опорной поверхности игл вращения высокоскоростных центрифуг, содержащий лазер параллельного пучка импульсного излучения с механизмом фокусировки оптической системы из собирающей и рассеивающей линз, корпус ванны с охлаждающей закалочной жидкостью внутри и герметичным боковым окном из кварцевого стекла по центру вертикальной стенки корпуса ванны для пропускания пучка лазерного излучения, кассету с незакаленными иглами, контейнер для сбора закаленных игл, насос охлаждающей закалочной жидкости и блок управления, отличающийся тем, что в него дополнительно введены горизонтальная перегородка, разделяющая корпус ванны на верхнюю и нижнюю камеры, с краевым прямоугольным вырезом по центру одной из сторон перегородки с шириной выреза не менее ширины бокового окна, цилиндрическая обойма с первым и вторым торцами и сквозным внутренним осевым отверстием между торцами для скользящей посадки иглы, причем первый торец обоймы выполнен с фаской в виде лепестков цангового захвата иглы, и длина обоймы соответствует длине иглы, а внешний диаметр обоймы превосходит диаметр иглы, по меньшей мере, в два раза, сжимающий упор, выполненный в виде швеллера с внутренним сечением, соответствующим сечению прямоугольного выреза в горизонтальной перегородке корпуса ванны, и коническим отверстием в центре основания швеллера, причем конусность отверстия в основании швеллера соответствует параметрам фаски первого торца цилиндрической обоймы и обеспечивает сжатие лепестков цангового захвата иглы в позиции лазерной закалки, осевой упор второго торца обоймы, механизм периодического линейного возвратно-поступательного перемещения обоймы между сжимающим и осевым упорами, держатель незакаленной иглы в горизонтальном положении, подлежащей скользящей посадке внутрь обоймы, затвор кассеты с механизмом, обеспечивающим последовательную подачу незакаленных игл на держатель после перемещения обоймы в позицию лазерной закалки иглы, фильтры тонкой очистки охлаждающей закалочной жидкости на входе и выходе насоса, решетка, обеспечивающая формирование продольного вертикального ламинарного потока охлаждающей закалочной жидкости внутри швеллера при протекании охлаждающей жидкости вдоль поверхности первого торца обоймы в позиции лазерной закалки опорной поверхности иглы, при этом окно из кварцевого стекла в вертикальной боковой стенке корпуса ванны выполнено в виде рассеивающей линзы, а показатели преломления кварцевого стекла рассеивающей и собирающей линз и радиусы кривизны сферических поверхностей этих линз взаимно идентичны, горизонтальная перегородка плотно закреплена на боковых стенках корпуса ванны с размещением краевого прямоугольного выреза под окном из кварцевого стекла, сжимающий упор плотно установлен вертикально над краевым прямоугольным вырезом перегородки с плотным прилеганием стенок швеллера к вертикальной боковой стенке корпуса ванны с охватом стенками швеллера бокового окна из кварцевого стекла, решетка формирования ламинарного потока охлаждающей закалочной жидкости установлена внутри швеллера под окном из кварцевого стекла, насос соединен входным и выходным патрубками, соответственно, с верхней и нижней камерами корпуса ванны, а выходные шины блока управления соединены с соответствующими входными шинами управления запуском лазера и двигателями насоса и механизмов фокусировки оптической системы, перемещения обоймы и привода затвора кассеты, причем собирающая линза лазерного излучения, рассеивающая линза в окне из кварцевого стекла, коническое отверстие сжимающего упора первого торца обоймы, обойма с закаливаемой иглой, последующая незакаленная игла на держателе и осевой упор второго торца обоймы установлены в горизонтальной последовательности по главной оптической оси лазера, при этом механизм фокусировки обеспечивает линейное перемещение собирающей линзы вдоль главной оптической оси лазера относительно рассеивающей линзы, и диаметр светового пятна параллельного лазерного излучения на опорной поверхности закаливаемой иглы соответствует ее диаметру.
2. Стенд по п.1, отличающийся тем, что обойма с лепестками цангового захвата выполнена из упругого металлического теплоемкого сплава, например, из бронзы.
3. Стенд по п.1, отличающийся тем, что держатель незакаленной иглы выполнен, например, в виде, по меньшей мере, двух вертикально защемленных в дополнительной нижней опоре плоских Y-образных стальных пружин.
4. Стенд по п.1, отличающийся тем, что затвор кассеты приводится в действие, например, дополнительным электромагнитом, сигнал запуска которого поступает с выхода блока управления.

