Изобретение относится к радиографическому методу контроля и может быть использовано, например, при контроле макроструктуры кольцевых сварных соединений труба-трубная доска теплообменных аппаратов в режиме динамической щелевой радиографии.
Известны технологии и средства панорамного просвечивания и регистрации макроструктуры герметизирующих торцевых сварных соединений с использованием компенсаторов [1], выравнивающих неравномерность оптической плотности снимка дискриминацией избыточного потока проникающего излучения, например, автоматизированный радиографический комплекс аппаратуры, подвижная радиационная головка которого скреплена с приводом штатива и содержит подпружиненный компенсатор, детектор в виде кольцеобразной кассеты, аксиально-подвижный стержневой держатель источника, заключенный в блок защиты, и средства перемещений оснащенного излучателем стержневого держателя и детектора в зону контроля кольцевых сварных швов для экспонирования и возврата в исходные состояния [1, 2].
Также известны системы и способ радиографического контроля кольцевых (круговых) сварных стыков вварных трубчатых элементов направленным пучком излучения в заданном телесном угле [3, 4, 5].
Наиболее близкими по технологии контроля и схемно-конструктивному устройству средств, реализующих способы осесимметричной радиационной дефектоскопии кольцевых сварных стыков теплообменных аппаратов из внутренних полостей вварных трубчатых элементов с регистрацией макроструктуры сварного стыка на пленочный детектор, размещенный на торце вварного элемента в кольцеобразной светозащитной кассете с центральным отверстием, сканирующими щелевыми потоками ионизирующего излучения, сформированными регулярно перфорированной в радиацонно-непрозрачном диске щелевидной системой отверстий в том числе со смещенными рядами, фрагменты разделительных перемычек которых с определенной регулярностью и в определенной последовательности могут быть исключены [6, 7].
Недостатками прототипов является дистанционирование пленочного детектора от объекта контроля в присутствии перфорированного диска с искажением регистрируемой геометрии стыка за счет увеличения масштаба системы регистрации, неравномерность оптической плотности почернения радиографических снимков и снижение надежности выявления дефектов при этом.
Неравномерность оптической плотности радиографических снимков при пленочной радиографии в соответствии со схемой осесимметричной панорамной регистрации макроструктуры кольцевого сварного стыка (Фиг. 1) является следствием узкого динамического диапазона пленочного детектора на основе рентгеновской пленки и перепадами уровней несущих информацию о макроструктуре сварного стыка регистрируемых детектором потоков проникающего излучения (I), изменяющихся при прохождении барьера переменной толщины согласно экспоненциальному закону ослабления [8]: I=I0 е-μx,
где I0 - первичный поток проникающего излучения;
е - основание натурального логарифма;
μ - линейный коэффициент ослабления излучения;
х - переменный параметр радиационной толщины сварного стыка.
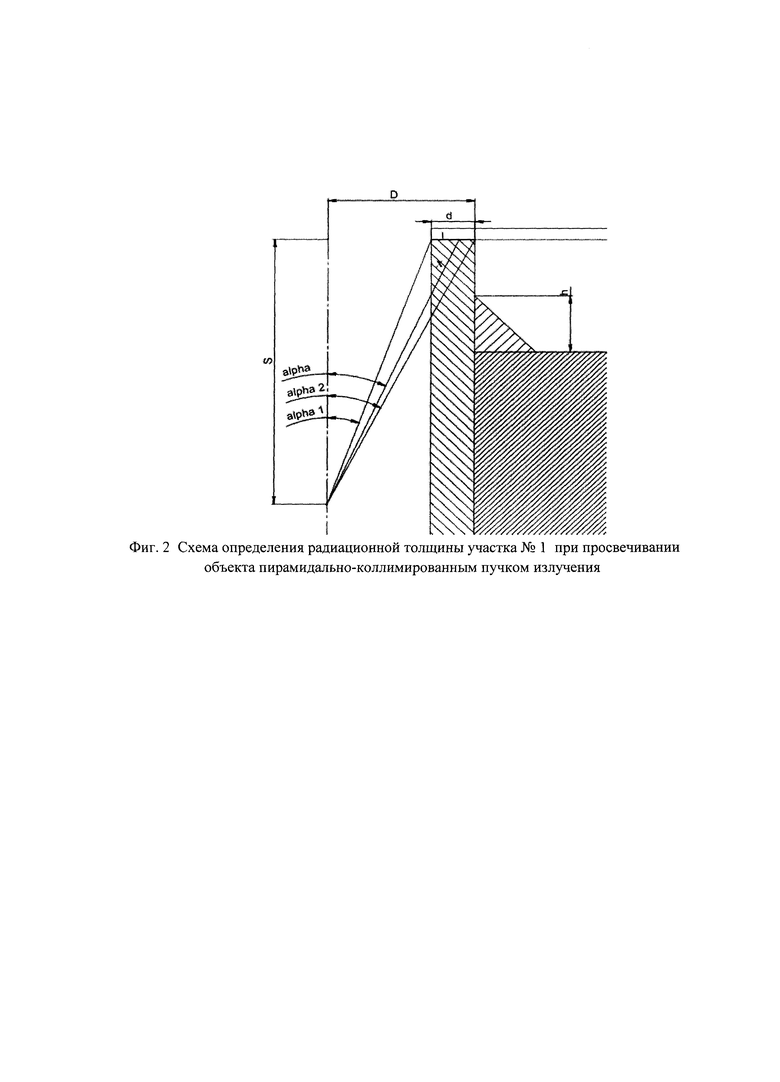
Целью настоящего изобретения является коррекция оптической плотности поля снимка с одновременным повышением надежности выявления регистрируемых пленочным детектором дефектов при радиографическом методе контроля осесимметричных кольцевых сварных стыков вварных трубчатых элементов теплообменного аппарата просвечиванием из удаленной от внешнего торца сварного стыка точки оси симметрии внутренней полости веерной системой поворотно-сканирующих пирамидально-щелевых пучков излучения (Фиг. 2-6), формируемых с возможностью локальной компенсации потерь интенсивности несущих информацию потоков проникающего излучения соразмерно системе количественных оценок в виде формализованных аналитических закономерностей изменения радиационной толщины сварного стыка.
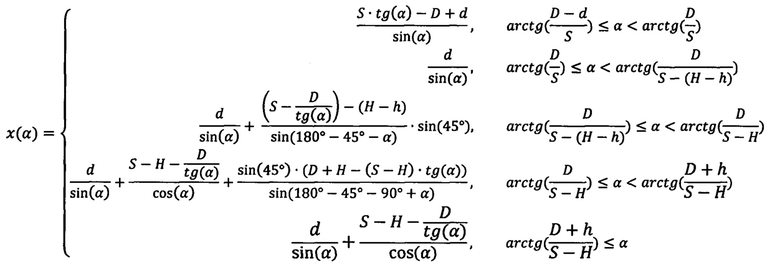
Коррекция оптической плотности поля снимка при осесимметричной радиографии кольцевого сварного стыка из внутренней полости вварного трубчатого элемента теплообменного аппарата веерной системой множественных поворотно-сканирующих пирамидально-щелевых потоков проникающего излучения предполагает установление закономерности изменения радиационной толщины по профилю сварного стыка.
Конструктивные параметры кольцевого сварного стыка «труба - трубная доска» определены соответствующими размерами:
S - расстояние от торца вварного трубчатого элемента до центра острофокусного излучателя;
D - расстояние от оси до внешней поверхности вварного трубчатого элемента;
d -толщина оболочки вварного трубчатого элемента;
h - высота сварного шва;
Н - расстояние от плоскости детектора до трубной доски.
В целях упрощения расчетов приняты допущения:
- пленочный детектор в светозащитной оболочке плотно контактирует с торцем вварного трубчатого элемента;
- сварной шов вварного трубчатого элемента в сечении по внешнему профилю соответствует равнобедренному прямоугольному треугольнику.
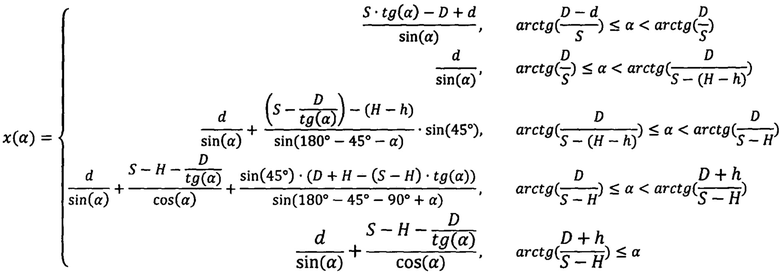
Применительно к участку №1 (фиг. 2) искомый параметр радиационной толщины (x) в зависимости от α определяется выражением  с учетом соотношений:
с учетом соотношений:


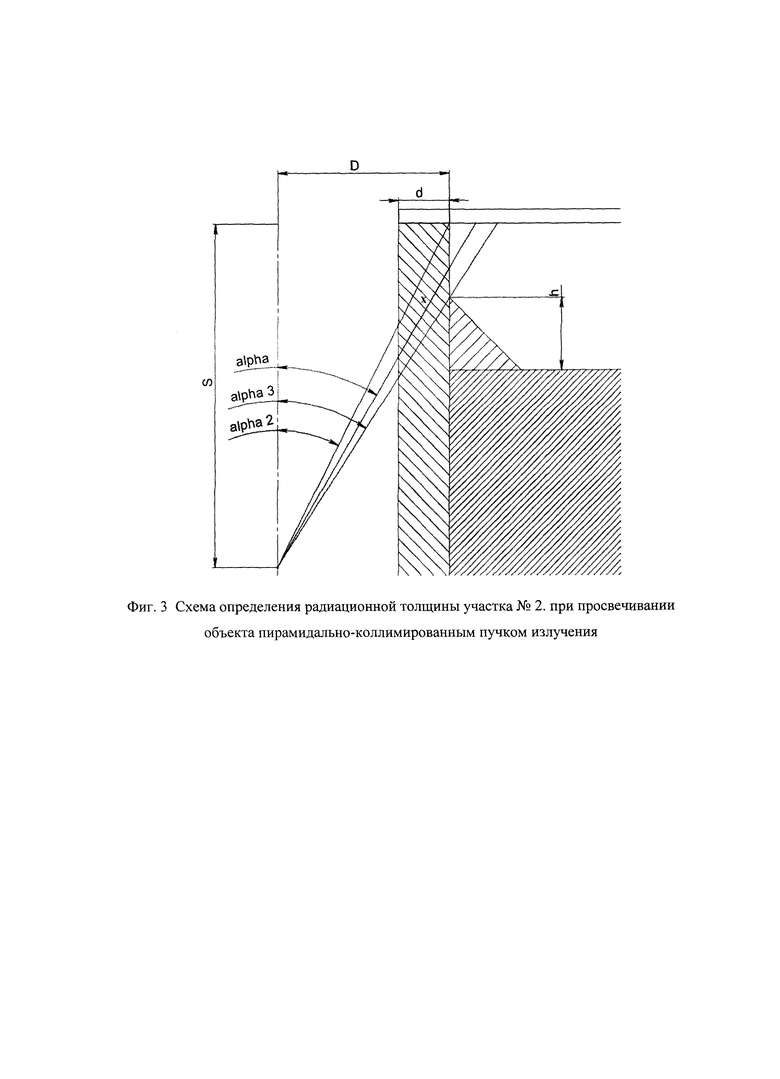
Применительно к участку №2 (фиг. 3) искомый параметр радиационной толщины (x) в зависимости от α определяется выражением  с учетом соотношений:
с учетом соотношений:


Применительно к участку №3 (фиг. 4) искомый параметр радиационной толщины (x) в зависимости от α определяется выражением  с учетом соотношений:
с учетом соотношений:

Применительно к участку №4 (фиг. 5) искомый параметр радиационной толщины (x) в зависимости от α определяется выражением  с учетом соотношений:
с учетом соотношений:




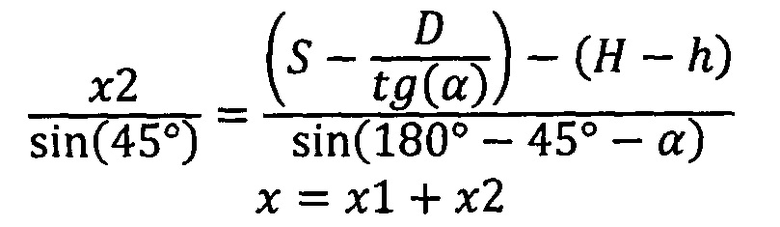
Применительно к участку №5 (фиг. 6) искомый параметр радиационной толщины (x) в зависимости от α определяется выражением  с учетом соотношений:
с учетом соотношений:

Указанный технический результат способа радиографического контроля кольцевых соединений вварных трубчатых элементов, достигается в том случае, когда их просвечивание, а также регистрацию γ-излучения, несущего информацию о макроструктуре объекта контроля рентгеновской пленкой в светозащитной кассете, контактно укрепленной к торцовой поверхности вварного трубчатого элемента, осуществляют из углубленной и эквидистантно отстоящей относительно внешнего кольцевого сварного стыка определенной точки его внутренней полости веерной системой радиально-ориентированных относительно сварного стыка в полярной системе координат поворотно-сканирующих пирамидально-щелевых пучков γ-излучения, часть которых адаптивно компенсирует обусловленный экспоненциальным законом ослабления (I=I0 е-μх) дисбаланс уровней регистрируемых потоков проникающего γ-излучения при прохождении барьера переменной толщины, соразмерно формализованной аналитической закономерности изменения радиационных толщин сварного стыка (x) в зависимости от углового параметра α в полярной системе координат в виде:
Указанный технический результат способа радиографического контроля кольцевых соединений вварных трубчатых элементов согласно схеме контроля достигается также и в том случае, когда размещаемый в определенной фокально-осевой точке объекта контроля острофокусный источник γ-излучения конструктивно заключен в выполненный из радиационно непрозрачного материала и перфорированный по образующей поверхности веерной системой коллимационных щелей, поворотный и дискретно подвижный вдоль оси вварного трубчатого элемента цилиндрический картридж, оснащенный отражающим конвертером и остроугольным рассеивателем γ-излучения, формирующими ориентированные относительно сварного стыка сканирующие пирамидально-щелевые пучки излучения, часть которых конструктивно выполнена с возможностью адаптивной компенсации дисбаланса уровней регистрируемых детектором потоков проникающего γ-излучения с учетом изменений радиационных толщин сварного стыка. Предлагаемая схема устройства представлена на фиг. 7 и 8.
Схема устройства реализации способа включает в себя: перфорированную по центру дискообразную светозащитную кассету 1 с рентгеновской пленкой 2; блок биологической защиты облучателя 3, содержащий поступательно-подвижный вдоль оси объекта контроля и поворотный (в полости вварных трубчатых элементов) перфорированный щелевыми пазами коллимирующий картридж из радиационно непрозрачного материала 4, снабженный острофокусным радиоизотопным излучателем 8, заключенным в соответствующем ему гнезде между конструктивно сопряженных отражающим конвертером 7 и остроугольным рассеивателем 6 излучения, выполненных с возможностью формирования веерной щелевой коллимации с телесными углами, определяющими в полярной системе координат зону контроля сварного стыка, и ручным приводом 9 осевого перемещения картриджа, кинематически сопряженного через шкив 10 с фрикционной муфтой 11 привода поворота 12.
Оснащенный подшипниками скольжения 5, картридж 4, содержащий и источник излучения 8 имеет два фиксированных положения («хранение» и «просвечивание») и может быть переведен оператором из блока биологической защиты облучателя 3, например, ручным приводом 9 в рабочее положение («просвечивание») после установки светозащитной кассеты 1 с рентгеновской пленкой 2 и выпуском веерно-сканирующих пирамидально-щелевых пучков излучения после деблокирования привода поворота 12.
Алгоритм работы устройства:
- монтаж устройства относительно контролируемого сварного стыка;
- перемещение дискретно-подвижного картриджа 4 с источником излучения 8 в зону контроля, определяемую величиной фокусного расстояния с использованием привода 9 и обеспечение вращательного движения приводом поворота 12;
- просвечивание осесимметричного сварного стыка веерной системой сканирующих пучков излучения, выполненных согласно установленным аналитическим закономерностям, компенсирует дисбаланс уровней регистрируемых рентгеновской пленкой 2 потоков проникающего излучения и стабилизирует оптическую плотность поля снимка с одновременным улучшением надежности выявления дефектов.
Список использованной литературы
1. А.Н. Майоров, и др. Радиоизотопная дефектоскопия (методы и аппаратура) М., Атомиздат, 1976, 208 с.
2. Декопов А.С. "Особенности контроля качества сварных соединений «в ус» технологических каналов с трактами ядерных реакторов РБМК-1000 радиографическим методом", ВАНТ, Серия: Техническая физика и автоматизация, Вып. 63, 2008, с. 29-40.
3. Е.Ю. Усачев, В.Е. Усачев, В.Н. Твердохлебов, М.М. Гнедин, Д.И. Галкин, "Рентгенографический контроль кольцевых сварных швов в системе труба-трубная доска", Химическое и нефтегазовое машиностроение, 2011, №11, стр. 41-43
4. Радиационный контроль сварных соединений теплообменных аппаратов ядерных энергетических установок. Э.А. Катюшин, Ф.М. Митенков, Ю.Д. Кондраненков, А.К. Фадеев, В.Г. Фирстов, А.В. Шилин., М.: Энергоатомиздат, 1985, 80 с.
5. U. Zscherpel, О. Alekseychuk, P. Rost, М. Schmid, К. Spartiotis, A. Warrikhoff, "A new fully digital system for RT inspection of metal tube to tube sheet joints of heat exchangers", 17th World conference on nondestructive testing, 25-28 oct 2 008, Shanghai, China.
6. Усачев Е.Ю., Твердохлебов B.H. Патент РФ №2493557 Способ радиационной дефектоскопии круговых сварных швов трубчатых элементов и устройство для реализации способа.
7. Декопов А.С. Злобин Н.Н. и др. Патент РФ №2530452 Способ и устройство для радиоизотопной дефектоскопии кольцевых сварных соединений
8. Румянцев С.В. Радиационная дефектоскопия, Москва, Атомиздат., 1974, с. 510.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ радиоизотопной дефектоскопии и схема устройства динамической щелевой радиографии надмолекулярной структуры металла кольцевых сварных стыков вварных трубчатых элементов | 2018 |
|
RU2683997C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2530452C1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| ШЛАНГОВЫЙ ГАММА-ДЕФЕКТОСКОП | 2023 |
|
RU2818496C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ИЗДЕЛИЙ | 2011 |
|
RU2472138C1 |
| ГАММА-ДЕФЕКТОСКОП ЗАТВОРНОГО ТИПА | 2025 |
|
RU2839928C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФЕКТОГРАММ ПРИ РАДИОГРАФИЧЕСКОМ ИЛИ РЕНТГЕНОВСКОМ КОНТРОЛЕ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2030735C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕШНЕГО ОСМОТРА СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2010 |
|
RU2533757C2 |
| ГАММА-ДЕФЕКТОСКОП ЗАТВОРНОГО ТИПА | 2022 |
|
RU2791427C1 |
| УСТРОЙСТВО ДЛЯ МАЛОУГЛОВОЙ МАММОГРАФИИ (ВАРИАНТЫ) | 1997 |
|
RU2173087C2 |


Использование: для радиографического контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов. Сущность изобретения заключается в том, что просвечивание, а также регистрацию γ-излучения, несущего информацию о макроструктуре объекта контроля, рентгеновской пленкой в светозащитной кассете, контактно укрепленной к торцевой поверхности вварного трубчатого элемента, осуществляют из углубленной и эквидистантно отстоящей относительно внешнего кольцевого сварного стыка определенной точки его внутренней полости веерной системой радиально-ориентированных относительно сварного стыка в полярной системе координат поворотно-сканирующих пирамидально-щелевых пучков γ-излучения, часть которых адаптивно компенсирует обусловленный экспоненциальным законом ослабления (I=I0 e-μx) дисбаланс уровней регистрируемых потоков проникающего γ-излучения при прохождении барьера переменной толщины, соразмерно формализованной аналитической закономерности изменения радиационных толщин сварного стыка в зависимости от углового параметра в полярной системе координат в заданном виде. Технический результат: повышение надежности выявления регистрируемых пленочным детектором дефектов при радиографическом методе контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов. 2 н.п. ф-лы, 8 ил.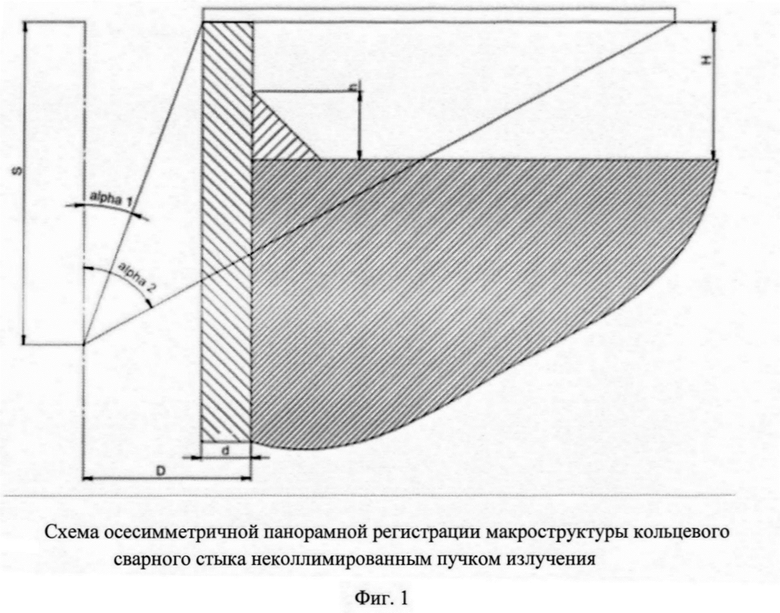
1. Способ радиографического контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов, отличающийся тем, что просвечивание, а также регистрацию γ-излучения, несущего информацию о макроструктуре объекта контроля рентгеновской пленкой в светозащитной кассете, контактно укрепленной к торцовой поверхности вварного трубчатого элемента, осуществляют из углубленной и эквидистантно отстоящей относительно внешнего кольцевого сварного стыка определенной точки его внутренней полости веерной системой радиально-ориентированных относительно сварного стыка в полярной системе координат поворотно-сканирующих пирамидально-щелевых пучков γ-излучения, часть которых адаптивно компенсирует обусловленный экспоненциальным законом ослабления (I=I0 e-μx) дисбаланс уровней регистрируемых потоков проникающего γ-излучения при прохождении барьера переменной толщины, соразмерно формализованной аналитической закономерности изменения радиационных толщин сварного стыка в зависимости от углового параметра в полярной системе координат в виде:
где х - толщина сварного стыка;
α - угловой параметр;
S - расстояние от торца вварного трубчатого элемента до центра острофокусного излучателя;
D - расстояние от оси до внешней поверхности вварного трубчатого элемента;
d - толщина оболочки вварного трубчатого элемента;
Н - расстояние от плоскости детектора до трубной доски;
h - высота сварного шва.
2. Схема устройства радиографического контроля для осуществления способа контроля по п. 1, отличающаяся тем, что размещаемый в определенной фокально-осевой точке объекта контроля острофокусный источник γ-излучения конструктивно заключен в выполненный из радиационно непрозрачного материала и перфорированный по образующей поверхности веерной системой коллимационных щелей, поворотный и дискретно подвижный вдоль оси вварного трубчатого элемента цилиндрический картридж, оснащенный отражающим конвертером и остроугольным рассеивателем γ-излучения, формирующими ориентированные относительно сварного стыка сканирующие пирамидально-щелевые пучки излучения, часть которых конструктивно выполнена с возможностью адаптивной компенсации дисбаланса уровней регистрируемых детектором потоков проникающего γ-излучения с учетом изменений радиационных толщин сварного стыка.
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2530452C1 |
| RU 2009124082 A, 27.12.2010 | |||
| Термический телефон | 1929 |
|
SU17378A1 |
| ВНУТРИТРУБНЫЙ КРОТ ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ТОРЦЕВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2285252C1 |
| US 3889116 A, 10.06.1975 | |||
| JP 59162441 A, 13.09.1984. | |||

