Изобретение относится к контрольно-измерительной технике и может быть использовано при неразрушающем контроле круговых сварных швов вварных элементов на трубах и цилиндрических изделиях, и может быть использовано в технологии машиностроения. Изобретение относится к ядерной энергетике и может найти применение при изготовлении оболочек для тепловыделяющих элементов, преимущественно для энергетических ядерных реакторов.
Известен способ неразрушающего контроля качества кольцевого соединения (сварное стыковое соединение труб) (С.А. Иванов, Н.Н. Потрахов, Г.А. Щукин «Специализированная рентгеновская установка для микродефектоскопии. Электронная техника», серия 4. Электровакуумные и газоразрядные приборы. Выпуск 2(125), 1989 г., стр.100). В указанном способе съемка осуществляется при расположении источника рентгеновского излучения (вынесенный анод рентгеновской трубки) в полости трубы, а детектора излучения - с наружной стороны шва. Способ позволяет получить изображение шва без наложения изображения диаметрально противоположных участков кольцевого соединения. При этом анод должен быть введен в полость трубы на глубину, достаточную для того, чтобы поле облучения "накрыло" шов по всей его высоте.
Применение указанного способа для просвечивания кольцевого соединения не дает желаемого результата ввиду того, что в непосредственной близости от шва находятся другие элементы конструкции. В силу этого анод не может быть установлен в положение, которое обеспечит съемку шва по всей его высоте.
Таким образом, существует техническое противоречие: описанные выше методы рентгенографического контроля качества кольцевого шва, либо имеют недостаточно высокую контрастную чувствительность ввиду наложения изображения противоположной (задней по отношению к источнику излучения) стенки, либо не позволяют осуществить съемку шва по всей его высоте. Кроме того, все эти способы позволяют осуществлять съемку шва только в радиальном направлении. Однако для получения достоверной картины состояния шва необходимо производить дополнительную съемку по высоте шва.
Известен способ неразрушающего контроля качества кольцевого соединения, включающий его просвечивание рентгеновским излучением, при котором исследуемый участок располагают между источником рентгеновского излучения и детектором излучения при исключении возможности попадания в зону прохождения излучения диаметрально противоположного участка соединения, при этом плоскость, в которой располагают фокусное пятно источника излучения, удалена от поверхности в направлении от центра трубчатого изделия на расстояние, не превышающее величину радиуса кольцевого соединения, а "центральный луч" потока излучения источника ориентируют на исследуемый участок под углом, не превышающим 45° к поверхности крышки, фокусное расстояние выбирают соизмеримым с диаметром кольцевого соединения, расстояние между фокусным пятном источника излучения и детектором излучения в 1,5-3 раза превышает расстояние между фокусным пятном и поверхностью исследуемого участка, при этом используют источник, у которого определяющий размер фокусного пятна в 1,5-3 раза меньше, чем абсолютная величина допуска изменения размеров элементов шва (RU №2175126, G01N 23/18, опубл. 2001.10.20).
В известном решении в качестве детектора может использоваться рентгеночувствительная пленка, для экспресс-анализа могут использовать рентгенотелевизионные детекторы, в том числе цифровые с передачей изображения на монитор. Для получения полной картины качества шва при съемке необходимо осуществлять вращение изделия вокруг своей оси. Таким образом, как это видно из рентгенограмм, представленных на чертежах к описанию, способ позволяет получать полное изображение шва, в том числе по всей его высоте как минимум в двух проекциях. С учетом масштаба изображения и благодаря высокой резкости изображения погрешность измерений основных параметров шва не превышает 0,05 мм. Недостатком данного решения является образование и попадание на детектор значительного количества рассеянного излучения, вклад которого в конечное формирование изображения соизмерим с прямым пучком излучения. В результате ухудшается чувствительность и достоверность контроля.
Известен способ контроля и разбраковка сварных швов оболочек с заглушками тепловыделяющих элементов («Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов». Книга 2, Ф.Г. Решетников, Ю.К. Бибилашвили, И.С. Головнин и др. Под редакцией Ф.Г. Решетникова, М., Энергоатомиздат, 1975, стр.268-271) включает операции выборочного контроля сварных швов оболочек с нижними заглушками путем рентгеновского просвечивания сварных швов с поворотом оболочек вокруг своей оси, преобразования радиационного изображения сварного шва в радиографический снимок с последующим преобразованием в световое изображение и разбраковку
В сварных швах на оболочках из сплавов циркония, выполненных электронно-лучевой сваркой, наиболее часто встречающимися дефектами являются поры, несплавления в корне стыка, газовые каналы в виде корневого вздутия в зоне сопряжения оболочки с заглушкой. Наибольшую трудность представляет выявление непроваров в корне шва с малым раскрытием и мелких пор. Конструкция герметизирующих сварных швов очень не благоприятна для радиографии, так как толщина просвечиваемого материала изменяется от максимума (по диаметру) до нуля (по касательной). Поэтому радиографию сварных соединений по этому способу проводят в трех-шести положениях оболочки с поворотом вокруг оси на 120-60°. При этом полезная информация о качестве сварного соединения получается лишь на двух небольших диаметрально противоположных участках, что не полно характеризует сварной шов. Важное значение имеет и угол поворота оболочки вокруг своей оси, так как только четкий угол поворота может дать полную информацию о качестве сварного шва оболочки с заглушкой, а приблизительные повороты оболочки вокруг своей оси дадут приблизительную информацию о качестве сварного шва.
В нормативной документации по контролю кольцевых сварных швов теплообменников (ПНАЭ Г-7-017-89, пп.5.11-5.12) приняты два способа контроля.
По первому способу рентгеновский аппарат размещается снаружи на некотором удалении от объекта контроля. Полоска рентгеновской пленки в гибкой кассете вставляется в контролируемое отверстие и производится экспонирование пленки. В этом случае, принятом в документации, как основной, на каждый шов приходится делать 6 снимков и потом «сшивать» полученное изображение. Кроме того, данный способ нормативно ограничен диаметрами труб не менее 15 мм.
По второму способу используют гамма-источник, который вводят в канал, пленка укладывается на шов сверху и производят снимок. В этом случае за одну экспозицию можно получить снимок всего кольцевого шва, однако из-за малой удельной активности гамма-источников приходится применять источники с относительно большим фокусным пятно, что ухудшает разрешение снимка. Кроме того, энергия таких источников слишком велика, чтобы получать достаточно контрастные снимки и, следовательно, снимки имеют недостаточную дефектоскопическую чувствительность.
Известен способ радиационной дефектоскопии круговых сварных швов трубчатых элементов, заключающийся в просвечивании рентгеновским излучением кольцевого сварного шва трубчатого элемента, приеме детектором рентгеновского излучения, прошедшего через сварной шов, и преобразовании радиационного изображения сварного шва в радиографический снимок (U. Zscherpel, O. AIekseychuk, P. Rost, V. Schid, K. Spartiotis, A. Warrikhoff "Anew fully digital system for RT inspection of metal tube to tube sheet joints of heat exchanger." 17th World Conference on Nondestructive Testing, 25-28 Oct 2008, Shanghai, China).
Данное решение принято в качестве прототипа для способов и устройства.
Настоящее изобретение направлено на достижение технического результата, заключающегося в повышении достоверности контроля сварных швов трубчатых вварных оболочек и упрощении проведения операции по получению рентгенограмм (изображения) сварного шва при исключении необходимости вращения контролируемой оболочки вокруг излучателя. Также изобретение позволяет повысить безопасность контроля качества кольцевых сварных швов трубчатых изделий при обеспечении простоты управления и достаточно высокой скорости проведения контроля.
Указанный технический результат для первого способа достигается тем, что в способе радиационной дефектоскопии круговых сварных швов трубчатых элементов, заключающемся в просвечивании рентгеновским излучением кольцевого сварного шва трубчатого элемента, приеме детектором рентгеновского излучения, прошедшего через сварной шов, и преобразовании радиационного изображения сварного шва в радиографический снимок, в качестве источника рентгеновского излучения используют анод рентгеновского аппарата стержневого типа, который вводят в полость трубчатого элемента за плоскость кругового сварного шва, осуществляют рентгеновское излучение, а расположенным снаружи трубчатого элемента детектором рентгеновского излучения осуществляют прием прошедшего через зону кругового сварного шва рентгеновского излучения через вращающийся щелевой коллиматор, щели которого выполнены радиально направленными.
Указанный технический результат для второго способа достигается тем, что в способе радиационной дефектоскопии круговых сварных швов трубчатых элементов, заключающемся в просвечивании сформированным источником излучения кольцевого сварного шва трубчатого элемента, приеме детектором излучения, прошедшего через кольцевой сварной шов, и преобразовании радиационного изображения указанного шва в радиографический снимок, в качестве источника рентгеновского излучения используют источник гамма-излучения, расположенный на конце стержневого элемента и который вводят в полость трубчатого элемента и перемещают через зону этого шва за его плоскость, затем осуществляют излучение в этом положении, а детектором излучения осуществляют прием излучения через щелевой коллиматор, вращающийся вокруг продольной оси трубчатого элемента напротив кольцевого сварного шва, щели которого выполнены радиально направленными.
Указанный технический результат также достигается тем, что устройство рентгеновского контроля круговых сварных швов вварных трубчатых элементов, представляет собой, например, анод рентгеновского аппарата стержневого вида для формирования рентгеновского излучения, детектор приема рентгеновского излучения и расположенный перед детектором коллиматор в виде диска с радиально направленными щелями, при этом указанный диск выполнен с возможностью вращения вокруг продольной оси анода для пропускания через сквозные щели рентгеновского излучения в направлении к детектору, при этом диск смонтирован на втулке конусной формы, закрепленной на аноде для перекрытия входного отверстия трубчатого элемента при вводе анода в полость этого элемента.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
На фиг.1 показана схема устройства рентгеновского контроля;
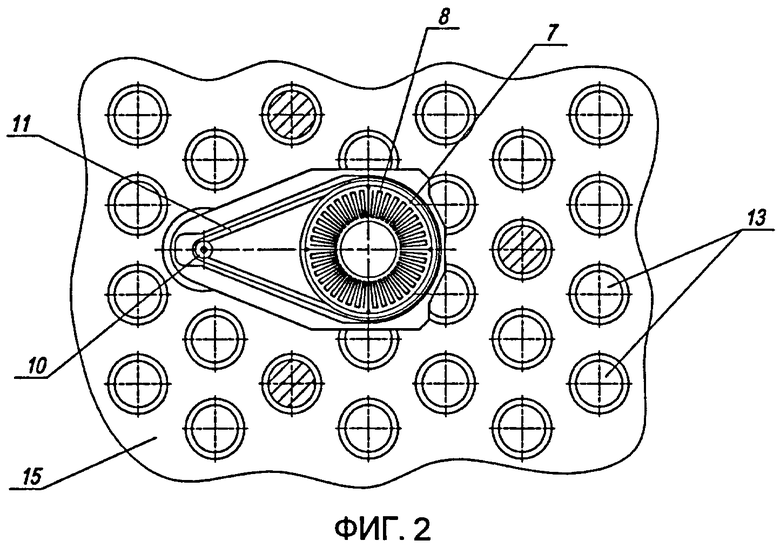
фиг.2 - конструкция дискового коллиматора;
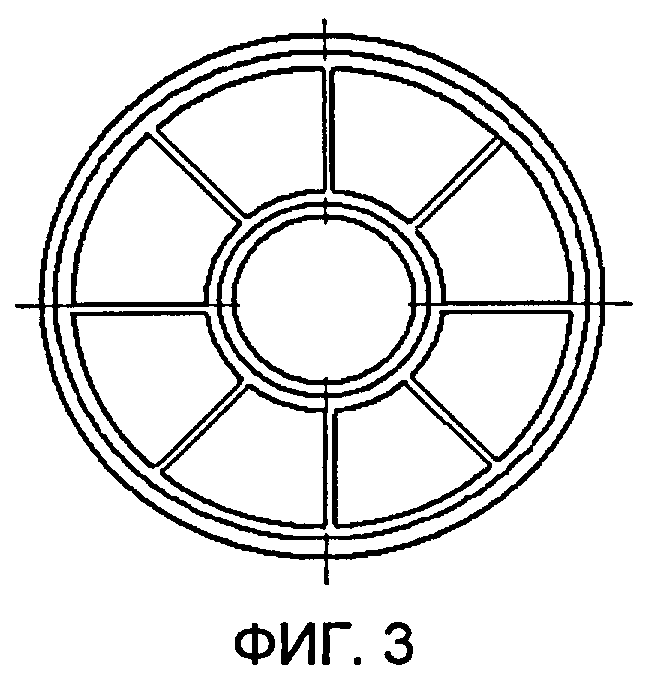
фиг.3 - вариант исполнения коллиматора;
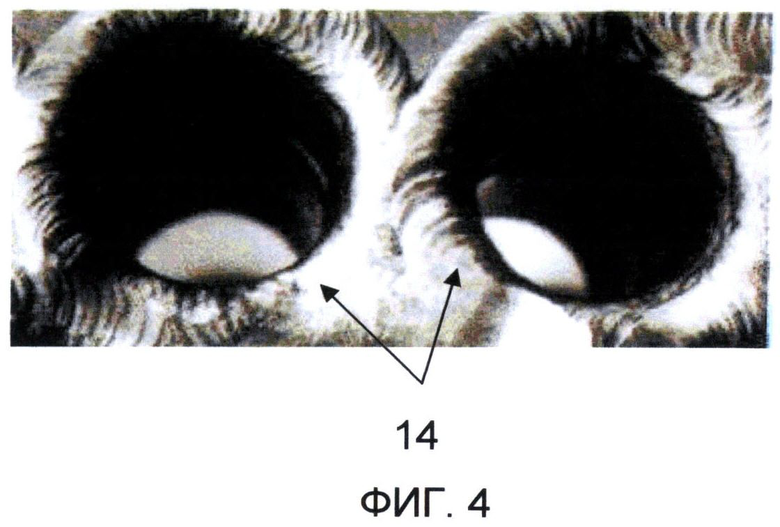
фиг.4 - кольцевые сварные швы в оболочке;
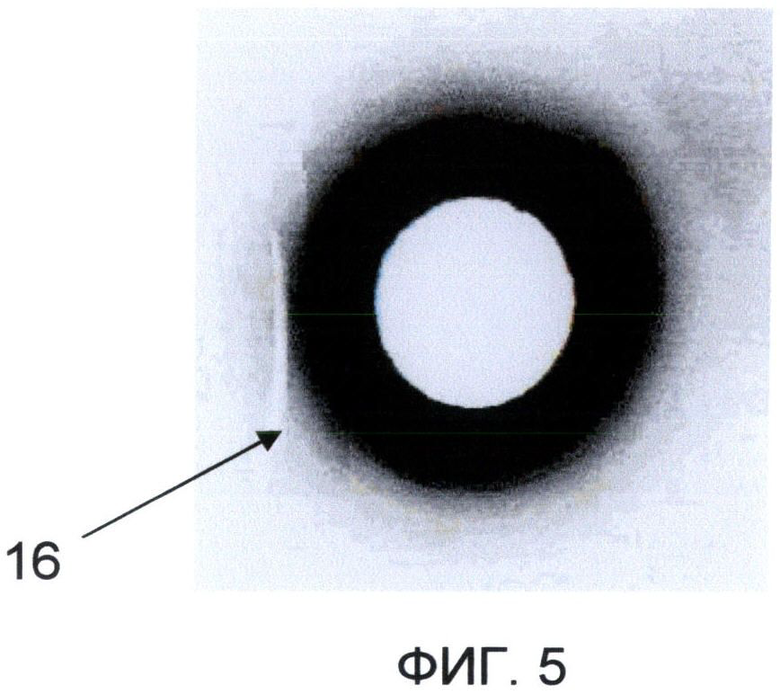
фиг.5 - рентгеновский снимок кольцевого сварного шва.
Согласно настоящему изобретению рассматривается способ неразрушающего контроля круговых сварных швов вварных трубчатых элементов, основанный на том, что рентгеновским излучением просвечивают сварной шов вварного трубчатого элемента, затем принимают детектором рентгеновское излучение, прошедшее через сварной шов, и преобразуют радиационное изображение сварного шва в радиографический снимок.
Особенностью настоящего способа является то, что в качестве источника рентгеновского излучения используют анод рентгеновского аппарата стержневого типа с мишенью-излучателем, который вводят в полость трубчатого элемента с перемещением мишени-излучателя через зону кругового сварного шва. После прохождения мишени-излучателя через зону кругового сварного шва осуществляют остановку этой мишени (фиксацию) на заданном расстоянии от этого шва при размещении зоны кругового сварного шва между мишенью и детектором.
На участке между круговым сварным швом и мишенью-излучателем осуществляют рентгеновское излучение, а детектором рентгеновского излучения осуществляют прием рентгеновского излучения через вращающийся щелевой коллиматор, щели которого выполнены радиально направленными.
Для получения изображения структуры сварного шва продольным перемещением вводят источник излучения в полость трубчатого элемента до упора конусной поверхности втулки (приставки-компенсатора) в сварное соединение. Источник излучения при этом находится за плоскостью сварного соединения (кругового сварного шва) в полости трубчатого элемента. Приводят во вращение круговое кольцо щелевого растра и направляют пучок радиационного излучения в направлении сварного соединения. Кольцевой поток излучения, прошедший через сварное соединение и состоящий из прямого (информативного) и рассеянного излучений, направляется в сторону работающего щелевого растра, через который на детектор попадают только прямые лучи, прошедшие через радиальные щели кругового кольца. В итоге, влияние рассеянного излучения сводится к минимуму, и на детекторе формируется неискаженное радиационное изображение сварного соединения.
Настоящий способ реализуется при помощи устройства рентгеновского контроля круговых сварных швов вварных трубчатых элементов (фиг.1, 2). Это устройство представляет собой анод 1 стержневого вида (выполнен в виде полого стержня) рентгеновского аппарата 2, внутри которого находится мишень-излучатель 3 для создания потока рентгеновского излучения 4, направленного назад в сторону контролируемого шва, детектор 5 приема рентгеновского излучения, например, в качестве детектора использована рентгеновская пленка, за которой расположена свинцовая пластина 6 - защита обратно рассеянного излучения. Перед детектором расположен коллиматор 7 в виде диска, изготовленного из радиационнонепрозрачного материала, с радиально направленными щелями 8. Диск выполнен с возможностью вращения вокруг продольной оси 9 анода для пропускания через щели рентгеновского излучения в направлении к детектору. Привод вращения диска включает в себя ведущее колесо 10 (ведущий шкив), связанное кинематически с электродвигателем и охваченное пассиком 11, который уложен в кольцевую канавку на диске (диск выполняет функцию ведомого колеса - шкива). Сквозные щели в диске выполнены резкой, радиально направлены и имеют одинаковую ширину по всей длине. Сквозные щели в диске могут быть выполнены переменной ширины, увеличивающейся по мере удаления от центра к периферии пропорционально квадрату радиуса. Или сквозные щели диска выполнены по форме круговых секторов (фиг.3).
Диск с возможностью вращения смонтирован на втулке 12 конусной формы, закрепленной на аноде для перекрытия входного отверстия проверяемого трубчатого элемента 13 при вводе анода в полость этого элемента.
Возможно исполнение данного устройства рентгеновского контроля круговых сварных швов вварных трубчатых элементов, в котором источник излучения представляет собой источник гамма-излучения, расположенный на конце стержневого элемента, при этом перед детектором расположен вращающийся коллиматор с радиально направленными сквозными щелями, коллиматор выполнен с возможностью вращения вокруг продольной оси стержневого элемента для пропускания через щели излучения в направлении к детектору и закреплен на стержневом элементе для перекрытия входного отверстия трубчатого элемента при вводе анода или стержневого элемента в полость этого элемента.
Устройство позиционируют относительно входного отверстия трубчатого элемента 13, круговым сварным швом 14 приваренного к базовой поверхности 15, например, к оболочке для тепловыделяющих элементов энергетического ядерного реактора (фиг.4). Затем продольным перемещением анода вводят мишень-излучатель в полость трубчатого элемента до упора конусной поверхности втулки в кольцевой сварной шов. Мишень-излучатель при этом находится за швом в полости трубчатого элемента (фиг.1). Приводят во вращение диск коллиматора для решения задачи снижения вклада рассеянного изображения и осуществляют рентгеновское излучение в направлении мишени-излучателя. Излучение от мишени направляется в сторону вращающегося коллиматора, через который на рентгеновскую пленку проходят только прямые лучи, попущенные через радиальные щели. В итоге, на пленке формируется рентгенографическое изображение 16 кольцевого сварного шва, по которому визуально определяют качество сварки, наличие трещин, непровара и других дефектов (фиг.5). При качественно проваренном шве на изображении наблюдается однородная по цвету и тону кольцевая картинка, а при наличии трещин на снимке видны темные полосы (при позитивном проявлении - светлые полосы, как это показано на фиг.5).
Особенностью такого устройства является то, что за один импульс излучения проверяющий получает полную информацию о состоянии сварного шва по всей его окружности. При использовании в качестве детектора, например, рентгенотелевизионной установки, в том числе цифровой, передача изображения может осуществляться непосредственно на монитор.
Данное явление пропуска только прямого излучения было использовано ранее «Рентгенотехника», справочник под ред. В.В. Клюева, М.: Машиностроение, том 1, стр.422, 423, рис.11, в котором описан растр (отсеивающая решетка), выполненный из тонких узких прямолинейных пластин материала, значительно поглощающего рентгеновское излучение, разделенных рентгенопрозрачным материалом. Пластины расположены параллельно потоку прямого рентгеновского излучения. Растр устанавливается между объектом контроля и пленкой. Рассеянное излучение поглощается в стенках пластин, и на пленку попадает преимущественно поток прямого излучения. Для того чтобы изображение пластин не возникало на пленке, растру на время экспозиции придается возвратно-поступательное движение. Но в настоящем изобретении данный растр используется в новой форме движения - вращении.
С использованием такого устройства появляется возможность реализации нового способа неразрушающего контроля круговых сварных швов вварных трубчатых элементов. Этот способ основан на том, что стержневой формы анод рентгеновского аппарата вводят в полость трубчатого элемента, перемещают через зону кругового сварного шва за плоскость этого шва. Затем осуществляют рентгеновское излучение. Детектором рентгеновского излучения (например, на рентгеновскую пленку) осуществляют прием рентгеновского излучения, которое проходит через сквозные щели вращающегося щелевого коллиматора, щели которого выполнены радиально направленными.
Особенностью данного способа является то, что при таком процессе на детекторе проецируются только прямые лучи рентгеновского излучения. Потоки излучения, отраженные от стенок трубчатого элемента, которые вносят помехи в изображение радиографического снимка, не попадают на детектор, что позволяет получить «чистое» просвечивание кругового сварного шва.
Наличие втулки с конусной частью позволяет гарантированно установить анод в полости трубчатого элемента в заданном позиционном положении примерно по продольной оси этого элемента, что позволяет при равноудаленном положении мишени сформировать однородное по окружности излучение. При этом втулка убирает излишек излучения, который иначе прошел бы в щели между анодом и стенками трубы. Такой подход позволяет получать на радиографическом снимке равномерно засвеченное круговое поле (для качественно проваренного шва) и выявить неоднородности структуры сварного шва, не скрытые влиянием на снимок вторичного отраженного от стенок трубки излучения.
Настоящее изобретение промышленно применимо, проверено в лабораторных условиях и показало высокую эффективность в получении достоверной информации о структуре кругового сварного шва за один импульс рентгеновского излучения. При этом за счет фиксируемого позиционирования анода в трубчатом элементе обеспечивается возможность сравнения швов смежно расположенных вварных трубок теплообменных аппаратов ядерных реакторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и схема устройства радиографического контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов | 2018 |
|
RU2700364C1 |
| Способ радиоизотопной дефектоскопии и схема устройства динамической щелевой радиографии надмолекулярной структуры металла кольцевых сварных стыков вварных трубчатых элементов | 2018 |
|
RU2683997C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2530452C1 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175126C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ МИШЕНЕЙ - НАКОПИТЕЛЕЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2586449C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕШНЕГО ОСМОТРА СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2010 |
|
RU2533757C2 |
Использование: для радиационной дефектоскопии круговых сварных швов трубчатых элементов. Сущность: заключается в том, что просвечивают рентгеновским излучением кольцевой сварной шов трубчатого элемента, принимают детектором рентгеновское излучение, прошедшее через сварной шов, и преобразуют радиационное изображение сварного шва в радиографический снимок, при этом в качестве источника рентгеновского излучения используют анод рентгеновского аппарата стержневого типа, который вводят в полость трубчатого элемента за плоскость кругового сварного шва, осуществляют рентгеновское излучение, а расположенным снаружи трубчатого элемента детектором рентгеновского излучения осуществляют прием прошедшего через зону кругового сварного шва рентгеновского излучения через вращающийся щелевой коллиматор, щели которого выполнены радиально направленными. Технический результат: повышение достоверности контроля сварных швов трубчатых вварных оболочек, упрощение проведения операции по получению рентгенограмм сварного шва, а также исключение необходимости вращения контролируемой оболочки вокруг излучателя. 3 н. и 3 з.п. ф-лы, 5 ил.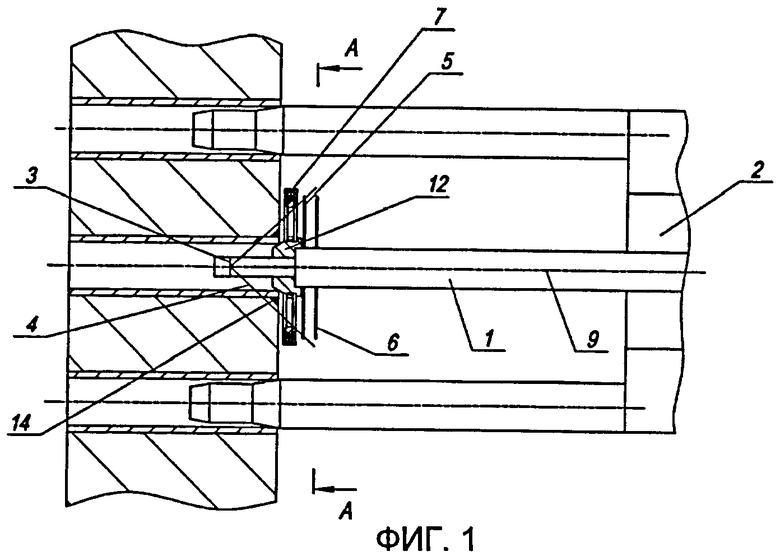
1. Способ радиационной дефектоскопии круговых сварных швов трубчатых элементов, заключающийся в просвечивании рентгеновским излучением кольцевого сварного шва трубчатого элемента, приеме детектором рентгеновского излучения, прошедшего через сварной шов, и преобразовании радиационного изображения сварного шва в радиографический снимок, отличающийся тем, что в качестве источника рентгеновского излучения используют анод рентгеновского аппарата стержневого типа, который вводят в полость трубчатого элемента за плоскость кругового сварного шва, осуществляют рентгеновское излучение, а расположенным снаружи трубчатого элемента детектором рентгеновского излучения осуществляют прием прошедшего через зону кругового сварного шва рентгеновского излучения через вращающийся щелевой коллиматор, щели которого выполнены радиально направленными.
2. Способ радиационной дефектоскопии круговых сварных швов трубчатых элементов, заключающийся в просвечивании сформированным источником излучения кольцевого сварного шва трубчатого элемента, приеме детектором излучения, прошедшего через кольцевой сварной шов и преобразовании радиационного изображения указанного шва в радиографический снимок, отличающийся тем, что в качестве источника рентгеновского излучения используют источник гамма-излучения, расположенный на конце стержневого элемента и который вводят в полость трубчатого элемента и перемещают через зону этого шва за его плоскость, затем осуществляют излучение в этом положении, а детектором излучения осуществляют прием излучения через щелевой коллиматор, вращающийся вокруг продольной оси трубчатого элемента напротив кольцевого сварного шва, щели которого выполнены радиально направленными.
3. Устройство рентгеновского контроля круговых сварных швов вварных трубчатых элементов, представляющее собой анод рентгеновского аппарата стержневого вида или источник гамма-излучения, расположенный на конце стержневого элемента, детектор приема излучения и расположенный перед детектором коллиматор в виде диска с радиально направленными сквозными щелями, при этом указанный диск выполнен с возможностью вращения вокруг продольной оси анода или стержневого элемента для пропускания через щели излучения в направлении к детектору, и диск смонтирован на втулке конусной формы, закрепленной на аноде или стержневом элементе для перекрытия входного отверстия трубчатого элемента при вводе анода или стержневого элемента в полость этого элемента.
4. Устройство по п.3, отличающееся тем, что сквозные щели в диске коллиматора выполнены резкой и имеют одинаковую ширину по всей длине.
5. Устройство по п.3, отличающееся тем, что сквозные щели в диске коллиматора выполнены переменной ширины, увеличивающейся от центра к периферии пропорционально квадрату радиуса.
6. Устройство по п.3, отличающееся тем, что сквозные щели в диске коллиматора имеют форму круговых секторов.
| ВНУТРИТРУБНЫЙ КРОТ ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ТОРЦЕВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2285252C1 |
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 2006 |
|
RU2318203C1 |
| МОБИЛЬНЫЙ АГРЕГАТ ДЛЯ ДИАГНОСТИКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ПРИ ИХ МОНТАЖЕ | 2005 |
|
RU2284512C1 |
| US 3889116 A, 10.06.1975 | |||
| US 4283628 A, 11.08.1981. | |||

