Изобретение относится к способам переработки политетрафторэтилена (фторопласт 4Д) и может быть использовано при изготовлении гибких трубопроводов как общего, так и специального назначения.
Наиболее близким к предлагаемому изобретению по технической сущности является гибкий трубопровод, содержащий фторопластовую трубку, металлические законцовки и наружную армирующую оплетку (см.ав.св. СССР N 203397, кл. F 16 L 33/22, 1976).
Однако фторопластовая трубка, входящая в состав изделия, имеет низкую изгибную жесткость и недостаточную стойкость к растрескиванию при одновременном воздействии гидростатического давления и знакопеременных температур.
Известен являющийся наиболее близким к предложенному решению, способ изготовления фторопластовой гибкой трубки, включающий приготовление гомогенной пасты из смеси порошка фторопласта с инертным наполнителем или без него и органической смазки, формование из пасты методом прессования трубчатой цилиндрической таблетки - заготовки, получение из таблетки-заготовки методом поршневой экструзии через концентрацию оси экструзии формующую щель фторопластовой трубки с последующей сушкой и спеканием, причем в процессе экструзии осуществляют осевую подачу внутреннего элемента (жилы) из продольной полости дорна в кольцеобразную формующую щель, формируя трубку из фторопласта с внутренним элементом, размещенным по внутренней поверхности трубки (см. Горяинова А.В. Фторопласты в машиностроении; М.: Машиностроение. 1971, с.73-74).
Данный способ не позволяет реализовать армирование стенок экструдируемых фторопластовых трубок металлической или неметаллической сеткой, что снижает эффективность использования трубок за счет их низкой изгибочной жесткости.
Известно устройство для изготовления гибкой фторопластовой трубки произвольного поперечного сечения, содержащее цилиндр и размещенные внутри цилиндра поршень и дорн с продольной полостью для подачи внутреннего элемента, причем цилиндр и дорн снабжены концевыми насадками произвольного поперечного сечения (см. Горяинова А.В. Фторопласты в машиностроении. М.: Машиностроение, 1971, с.73-74).
Известное устройство имеет ограничительный ассортимент изготавливаемых фторопластовых трубок достаточной изгибной жесткости и стойкости.
Техническим результатом предложенных изобретений является повышение качества трубопроводов произвольного поперечного сечения за счет увеличения изгибной жесткости фторопластовой трубки и стойкости ее к растрескиванию.
Указанный технический результат достигается благодаря тому, что в гибком трубопроводе, содержащем фторопластовую трубку, армирующую оплетку и металлические законцовки, согласно изобретению армирующая оплетка выполнена в виде предварительно сплетенной замкнутой оболочки и заформована во внутреннюю поверхность фторопластовой трубки.
Наличие предварительно сплетенной замкнутой оболочки обеспечивает непрерывное формование армирующей оплетки во внутреннюю поверхность трубки произвольного поперечного сечения в процессе изготовления (экструзии).
Введение предварительно сплетенной замкнутой оболочки во внутреннюю поверхность трубки путем формования в процессе поршневой экструзии обеспечивает надежное закрепление армирующей оплетки на внутренней поверхности тpубки произвольного сечения.
Использование в гибком трубопроводе фторопластовой трубки произвольного поперечного сечения с заформованной оплеткой на внутренней поверхности трубки позволяет повысить устойчивость формы фторопластовой оболочки без применения дополнительных подкрепляющих конструктивных элементов.
В способе изготовления гибкой фторопластовой трубки, включающем приготовление гомогенной пасты из смеси порошка фторопласта с инертным наполнителем или без него и органической смазки, формование из пасты методом прессования трубчатой цилиндрической таблетки-заготовки, получение из таблетки-заготовки методом поршневой экструзии через концентричную оси экструзии формующую щель фторопластовой трубки с последующей сушкой и спеканием, причем в котором в процессе экструзии осуществляют осевую подачу из продольной полости дорна в формующую щель внутреннего элемента для формования фторопластовой трубки с размещенным в ней внутренним элементом для достижения указанного выше технического результата - осевую подачу внутреннего элемента, который выполнен в виде армирующей предварительно сплетенной замкнутой оболочки, осуществляют из продольной полости дорна совместно с направляющим стержнем с формованием в формующей щели проходного сечения трубки с заформованным в ней армирующим элементом.
Осевая подача армирующего элемента - сетки совместно с направляющим стержнем из продольной полости дорна в кольцеобразную щель позволяет предельно упростить процесс армирования фторопластовой трубки путем использования существующего оборудования и получить армированную фторопластовую трубку с повышенной прочностью к воздействию внутреннего гидростатического давления, повышенной устойчивостью к воздействию внешнего давления, электропроводностью при армировании металлической сеткой.
Реализация в процессе изготовления операции осевой подачи, одновременно с направляющим стержнем, армирующей сетки из продольной полости дорна в кольцевую щель позволяет расширить ассортимент изготавливаемых армированных фторопластовых трубок по форме поперечного сечения.
Устройство для изготовления гибкой фторопластовой трубки произвольного поперечного сечения, содержащее цилиндр и размещенные внутри цилиндра поршень и дорн с продольной полостью для подачи внутреннего элемента, причем цилиндр и дорн снабжены концевыми насадками произвольного поперечного сечения, для достижения технического результата снабжено подвижным направляющим стержнем для размещения на нем с зазором относительно внутренней поверхности дорна внутреннего элемента в виде армирующей предварительно сплетенной замкнутой оболочки, при этом подвижный стержень имеет произвольное поперечное сечение и расположено эквидистантно концевым насадкам цилиндра и дорна.
Наличие полого дорна с насадком обеспечивает размещение внутри него подвижного направляющего стержня с надетой на него армирующей оплеткой.
Наличие подвижного перфорированного направляющего стержня обеспечивает установку на него предварительно сплетенной замкнутой оболочки, а также легкий объем армированной оболочки после термообработки.
Наличие кольцевых насадков дорна и цилиндра произвольного поперечного сечения, а также подвижного стержня такого же сечения, расположенных эквидистантно, обеспечивает изготовление фторопластовой трубки, армированной оплеткой с заданным поперечны сечением.
Использование устройства для изготовления фторопластовой трубки произвольного поперечного сечения полого дорна и подвижного направляющего стержня с надетой на него предварительно сплетенной замкнутой армирующей оболочкой, установленного с зазором внутри дорна, позволяет армировать внутреннюю поверхность фторопластовой трубки и, тем самым, расширить ассортимент и повысить качество выпускаемой продукции.
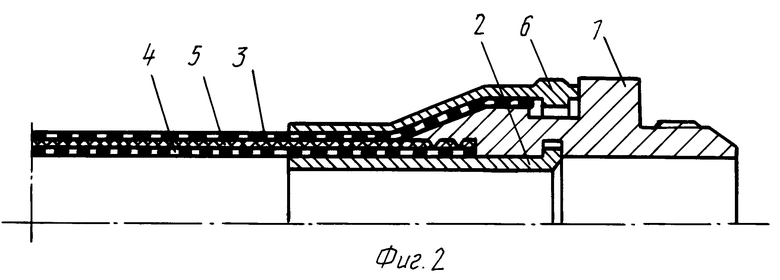
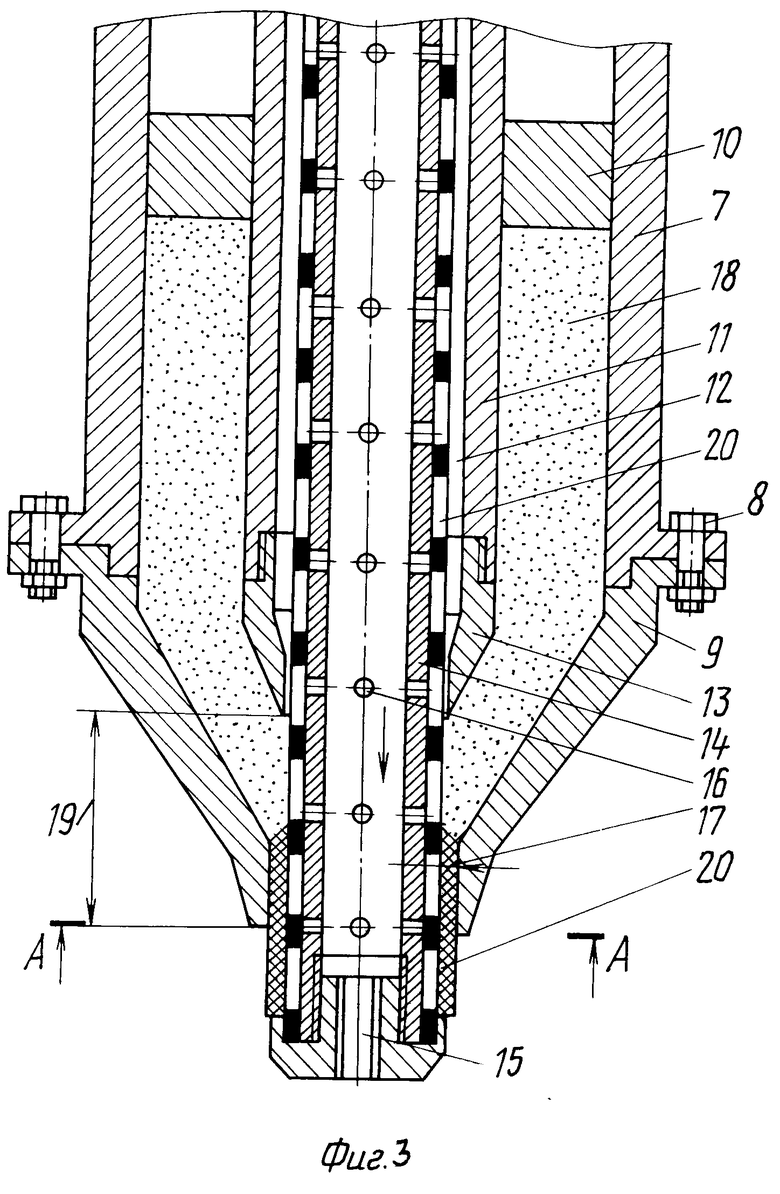
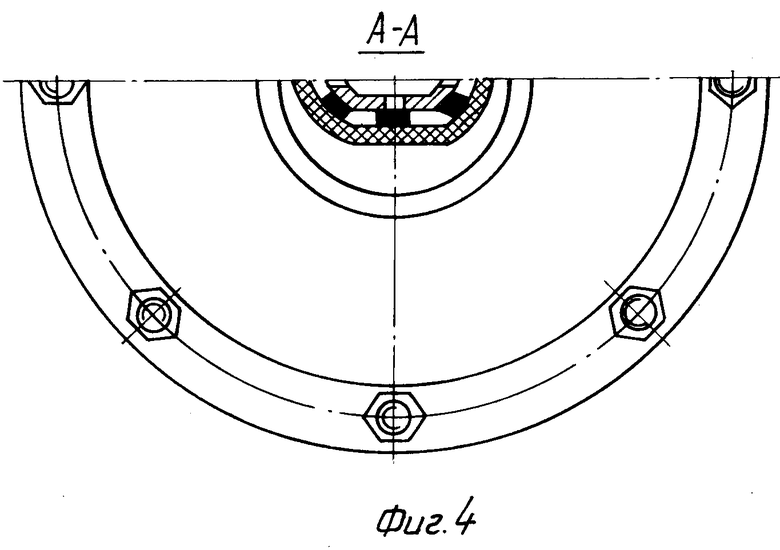
На фиг. 1 изображен гибкий трубопровод; на фиг.2 - гибкий трубопровод с наружной армирующей оболочкой-сеткой; на фиг.3 - устройство для изготовления фторопластовой трубки гибкого трубопровода; на фиг.4 - разрез А-А на фиг.3.
Гибкий трубопровод содержит металлические законцовки в виде ниппеля 1, вкладыша 2, армирующую оплетку 3 в виде предварительно сплетенной замкнутой оболочки, заформованной во внутреннюю поверхность фторопластовой трубки 4. Кроме того, гибкий трубопровод может иметь наружную оплетку 5 и муфту 6 (см.фиг.2).
Технологическая последовательность реализации предлагаемого способа изготовления фторопластовой трубки гибкого трубопровода включает следующие основные операции.
Операция 1 - приготовление смазочной пасты из смеси порошков фторопласта, инертного наполнителя (при необходимости), и органической смазки.
Операция 2 - таблетирование, заключающееся в формование из пасты трубчатой цилиндрической таблетки-заготовки методом прессования.
Операция 3 - получение из таблетки-заготовки трубки методом порошковой экструзии через формующую щель экструдата с подвижным перфорированным направляющим стержнем.
Операция 4 - термообработка армированного экструдата (сушка, спекание, закалка).
При осуществлении способа в процессе экструзии производят осевую подачу из продольной полости дорна в концентричную оси экструзии формующую щель внутреннего элемента, который выполнен в виде армирующей предварительно сплетенной замкнутой оболочки, причем осевую подачу внутреннего элемента осуществляют совместно с направляющим стержнем для формования в формующей щели проходного сечения трубки с заформованным в ней армирующим элементом.
Операция 5 включает съем подвижного перфорированного направляющего стержня путем подачи воздуха во внутреннюю полость стержня.
Устройство для изготовления гибкой фторопластовой трубки произвольного поперечного сечения для гибкого трубопровода, реализующее заявляемый способ, содержит цилиндр 7 с закрепленным на нем болтами 8 концевым насадком 9. В цилиндре 7 размещены поршень 10 и дорн 11 с продольной полостью 12 для подачи внутреннего элемента. Дорн 11 снабжен концевой насадкой 13 произвольного поперечного сечения.
В полости 12 дорна 11 расположен подвижный направляющий стержень 14 для размещения на нем с зазором относительно внутренней поверхности дорна 11 внутреннего элемента. При этом подвижный направляющий стержень 14 имеет произвольное поперечное сечение, расположен эквидистантно концевым насадкам 9, 13 цилиндра 1 и дорна 11. В направляющем стержне 14 выполнены отверстие 15 для подачи сжатого воздуха и перфорации 16. На выходе из устройства размещена формующая щель 17.
Устройство работает следующим образом. Пластичная таблетка-заготовка 18 под действием сжатия поршнем 10 выдавливается через кольцеобразную формующую щель 17 и, взаимодействуя на участке 19 с внутренним элементом армирующей сеткой 20, осуществляет осевую подачу последней совместно с перфорированным направляющим стержнем 14 из полости 12 дорна 11 в кольцеобразную щель 17, формируя проходное сечение фторопластовой трубки. На выходе из кольцеобразной щели 17 получают армированный экструдат 20 с перфорированным направляющим стержнем 14. После термообработки в полость направляющего стержня 14 подают через отверстие 15 сжатый воздух, который через перфорации 16 поступает в стыки стержня 14 и фторопластовой трубки, обеспечивая съем трубки со стержня 14.
П р и м е р. Изготовление армированной фторопластовой трубки Ду12 мм, толщиной 1,1 мм. Способ реализуют в последовательности, приведенной выше (смотри операции 1-5) на устройстве, изображенном на фиг.3, 4.
Операция 1 - приготовление гомогенной пасты. Состав пасты: порошок фторопластовый 4Д марки III ГОСТ 14906-77 (100 мас.ч.), органическая смазка-изооктан по ГОСТ 5394-70 (18 мас.ч.).
Операция 2 - таблетирование. Оборудование - таблетировочный пресс С-1367. Давление прессования пасты - 20 кгс/см2.
Операция 3 - поршневая экструзия. Оборудование - экструзионный пресс УЭСС-1. Давление прессования - 150 кгс/см2. Полученную на таблетировочном прессе таблетку 18 с дорном 11 устанавливают в цилиндр 7 экструзионного пресса, как показано на фиг.3. Во внутреннюю полость 12 дорна 11 предварительно помещают направляющий стержень 14, поверх которого надевают армирующую сетку 20, изготовленную из медных проволок диаметром 0,1 мм. Пластичную таблетку - заготовку 18 под действием сжатия поршнем 10 выдавливают через кольцеобразную щель 17. В результате взаимодействия на участке 18 материала таблетки - заготовки 18 с армирующей сеткой 20 и перфорированным направляющим стержнем 14 осуществляют осевую подачу последних из внутренней полости 12 дорна 11 в кольцеобразную щель 17. На выходе из формующей щели 17 получают армированный экструдат 20 с перфорированным направляющим стержнем 14.
Операция 4 - термообработка. Полученный армированный экструдат с перфорированным направляющим стержнем подвергают сушке при температуре 40-100оС, спеканию при температуре 380-400оС и последующей закалке с нагревом до 345-375оС и охлаждению в водяной ванне.
Операция 5 - съем направляющего перфорированного стержня 14 из армированного экструдата 20 осуществляют путем подачи воздуха от заводской сети во внутреннюю полость стержня 14.
Изготовленные по вышеизложенной технологии фторопластовые трубки произвольного поперечного сечения, армированные по внутренней поверхности металлической и неметаллической сеткой, используются для сборки гибких рукавов, которые затем подвергают лабораторно-стендовым испытаниям.
По результатам испытаний установлено, что несущая способность гибкого трубопровода с фторопластовой трубкой произвольного поперечного сечения, изготовленного по предлагаемому способу превосходит несущую способность известных гибких трубопроводов более, чем в 1,6 раза.
Использование предлагаемого устройства для изготовления фторопластовой трубки произвольного поперечного сечения гибкого трубопровода обеспечивает по сравнению с известными устройствами существенное расширение ассортимента и качества продукции, достигаемое благодаря повышению изгибной жесткости фторопластовой трубки, армированной по внутренней поверхности металлической и неметаллической сеткой, а также стойкости к растрескиванию в условиях одновременного воздействия гидростатического давления и знакопеременных температур, обеспечению электропроводности и прочности к воздействию внутреннего гидростатического давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| ГИБКИЙ ТРУБОПРОВОД | 1992 |
|
RU2044946C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОГО ШЛАНГА | 2019 |
|
RU2701235C1 |
| ПОДВИЖНОЕ СОЕДИНЕНИЕ ВЫХЛОПНОГО ТРУБОПРОВОДА | 1998 |
|
RU2133399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБКИ СИЛИКОНОВОЙ АРМИРОВАННОЙ И ТРУБКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2293657C2 |
| АНТИФРИКЦИОННОЕ ИЗДЕЛИЕ | 1992 |
|
RU2068423C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ЛЕНТЫ | 1992 |
|
RU2015901C1 |
| ОБОЛОЧКА ТРУБОПРОВОДА ДЛЯ ЛОКАЛИЗАЦИИ УТЕЧЕК | 2001 |
|
RU2194902C1 |
| ЛИНЕЙНЫЙ ШАГОВЫЙ ДВИГАТЕЛЬ | 2000 |
|
RU2168836C1 |

Использование: изготовление гибких трубопроводов и армированных фторопластовых трубок, предназначенных для гибких трубопроводов общего и специального назначения. Сущность изобретения: гибкий трубопровод содержит фторопластовую трубку, металлические законцовки и армирующую оплетку в виде предварительно сплетенной замкнутой оболочки, заформованной во внутреннюю поверхность фторопластовой трубки. Для изготовления фторопластовой трубки в процессе экструзии осуществляют осевую подачу из продольной полости дорна предварительно сплетенной замкнутой оболочки совместно с направляющим стержнем. Это позволяет формовать в формующей щели проходное сечение трубки с заформованным в ней армирующим элементом. Устройство для изготовления фторопластовой трубки содержит цилиндр, поршень и дорн с продольной полостью. Устройство снабжено подвижным направляющим стержнем для размещения на нем внутреннего элемента в виде замкнутой предварительно сплетенной оболочки. Направляющий стержень имеет произвольное поперечное сечение и расположен эквидистантно концевым насадкам цилиндра и дорна. Данное решение обеспечивает изготовление гибкого трубопровода с повышенной устойчивостью формы поперечного сечения. 3 с.п. ф-лы, 4 ил.
ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА.
| Горяинова А.В | |||
| Фторопласты в машиностроении, М.: Машиностроение, 1971, с.73-74. |
