Настоящее изобретение относится к таре для потребительских товаров и к слоистой заготовке на основе целлюлозных волокон для образования такой тары, которая находит конкретное применение в хранении удлиненных потребительских товаров, таких как курительные изделия (например, сигареты).
Курительные изделия, такие как сигареты и сигары, обычно предлагаются в мягких пачках или твердых пачках, таких как коробки с откидной крышкой или коробки с шарнирной крышкой. Они обычно содержат часть в виде коробки, имеющую переднюю стенку коробки, заднюю стенку коробки, боковые стенки коробки и основание коробки. Они также обычно содержат часть в виде крышки с передней стенкой крышки, задней стенкой крышки, боковыми стенками крышки и верхней стороной крышки. Часть в виде крышки обычно шарнирно соединена с частью в виде коробки вдоль линии шарнира, проходящей поперек задней стенки тары. Линия шарнира обычно предусмотрена в виде предварительно сложенной линии, линии рилевки или линии биговки.
Тару в виде твердых пачек или по меньшей мере ее части обычно получают из слоистой заготовки, содержащей несколько панелей. Для сборки тары одна такая заготовка складывается таким образом, что панели заготовки могут образовывать стенки тары.
В случае твердых пачек известно, что некоторые кромки коробки и крышки закругляют или скашивают для придания таре отличительного внешнего вида. Ранее это обычно осуществлялось путем создания линий рилевки или линий биговки в заготовке в областях, образующих кромки тары. Эти линии позволяют заготовке складываться таким образом, что кромка изгибается не просто по единственной линии, но вместо этого либо постепенно изгибается между двумя смежными стенками (в случае закругленной кромки), либо изгибается в двух или нескольких отдельных местах между смежными стенками (в случае скошенной кромки).
Тем не менее, такие линии биговки или рилевки могут повысить сложность процесса изготовления. Кроме этого, в некоторых случаях визуальное и тактильное восприятие тары может быть нарушено тем, что внешняя поверхность не полностью гладкая и может содержать складки или волнообразные неровности, проходящие от места рилевки.
Таким образом, может быть желательным обеспечение тары для потребительских товаров, имеющей одну или несколько скошенных кромок, которые имеют улучшенный вид. Было бы также желательно предоставить тару для потребительских товаров с частью в виде скошенной кромки, которая была бы более прочной, а также была бы более простой в производстве. Дополнительно, было бы также желательно предоставить заготовку для изготовления тары для потребительских товаров, которая упростила бы производственный процесс и процесс сборки и сделала бы их более гибкими.
Согласно первому аспекту изобретения предусмотрена тара для потребительских изделий, при этом тара по меньшей мере частично образована из слоистой заготовки на основе целлюлозного волокна, имеющей толщину (T), при этом слоистая заготовка образует часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки; при этом часть в виде скошенной кромки имеет внутреннюю поверхность и внешнюю поверхность, и внутренняя поверхность части в виде скошенной кромки образует область (А) абляции, при этом область абляции имеет длину (L) в продольном направлении части в виде скошенной кромки и ширину (W), которая проходит поперек части в виде скошенной кромки; при этом область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки, при этом каждая линия абляции имеет минимальную остаточную толщину (RT), составляющую по меньшей мере приблизительно 15 процентов, предпочтительно по меньшей мере приблизительно 20, более предпочтительно по меньшей мере приблизительно 25 и еще более предпочтительно по меньшей мере приблизительно 30 процентов от толщины (T) заготовки. Дополнительно или в качестве альтернативы, каждая из линий абляции предпочтительно имеет остаточную толщину, составляющую менее приблизительно 50 процентов, более предпочтительно менее 45 процентов и еще более предпочтительно менее 40 процентов от толщины (Т) заготовки. Авторами настоящего изобретения было установлено, что, если линия абляции проходит слишком далеко в толщину слоистой заготовки (то есть слишком глубоко), то в результате на внешнюю поверхность части в виде скошенной кромки может быть оказано нежелательное влияние. Например, внешняя поверхность может казаться треснувшей или поврежденной. Кроме того, авторами настоящего изобретения было установлено, что, если линия абляции не проходит достаточно далеко в толщину слоистой заготовки (то есть слишком поверхностна), то в результате на внешнюю поверхность части в виде скошенной кромки также может быть оказано нежелательное влияние. В частности, авторы настоящего изобретения установили, что точки перегиба части в виде скошенной кромки могут быть образованы на внешней поверхности тары недостаточно и/или могут поддерживать непредусмотренную траекторию по внешней поверхности части в виде скошенной кромки. Например, если линия абляции проходит по прямой линии по внутренней поверхности части в виде скошенной кромки, авторы настоящего изобретения установили, что соответствующие точки перегиба, которые выполнены на внешней поверхности части в виде скошенной кромки, могут быть нелинейными или неравномерными. Таким образом, авторы настоящего изобретения определили, что более опрятная, более четко определенная часть в виде скошенной кромки может быть выполнена, когда каждая из линий абляции имеет остаточную толщину, указанную выше.
Авторы настоящего изобретения также установили, что для получения части в виде скошенной кромки заявленный диапазон остаточной толщины комбинируется с зазором по меньшей мере приблизительно 1,3 миллиметра между нижними точками двух смежных линий абляции. Предпочтительно, зазор между нижними точками двух смежных линий абляции составляет по меньшей мере приблизительно 1,6 миллиметра, еще более предпочтительно по меньшей мере приблизительно 1,7 миллиметра и еще более предпочтительно по меньшей мере приблизительно 2,0 миллиметра.
Согласно второму аспекту настоящего изобретения предусмотрена слоистая заготовка на основе целлюлозного волокна для образования тары для потребительских изделий, при этом заготовка имеет толщину (Т) и образует часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки; при этом часть в виде скошенной кромки имеет внутреннюю поверхность и внешнюю поверхность, и внутренняя поверхность части в виде скошенной кромки образует область (А) абляции, при этом область абляции имеет длину (L) в продольном направлении части в виде скошенной кромки и ширину (W), которая проходит поперек части в виде скошенной кромки; при этом область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки, при этом каждая линия абляции имеет минимальную остаточную толщину (RT), составляющую по меньшей мере приблизительно 15 процентов, предпочтительно по меньшей мере приблизительно 20, более предпочтительно по меньшей мере приблизительно 25 и еще более предпочтительно по меньшей мере приблизительно 30 процентов от толщины (T) заготовки. Дополнительно или в качестве альтернативы, каждая из линий абляции предпочтительно имеет остаточную толщину, составляющую менее приблизительно 50 процентов, более предпочтительно менее 45 процентов и еще более предпочтительно менее 40 процентов от толщины (Т) заготовки. Авторы настоящего изобретения также установили, что для получения части в виде скошенной кромки заявленный диапазон остаточной толщины комбинируется с зазором по меньшей мере приблизительно 1,3 миллиметра между нижними точками двух смежных линий абляции. Предпочтительно, зазор между нижними точками двух смежных линий абляции составляет по меньшей мере приблизительно 1,6 миллиметра, еще более предпочтительно по меньшей мере приблизительно 1,7 миллиметра и еще более предпочтительно по меньшей мере приблизительно 2,0 миллиметра. Зазор между нижними точками двух смежных линий абляции составляет предпочтительно не более 5 миллиметров.
Следует иметь в виду, что любые признаки, описанные в отношении одного аспекта настоящего изобретения, в равной степени применимы к любому другому аспекту настоящего изобретения.
В отличие от существующих видов тары, в которых используются механические линии рилевки для образования части в виде скошенной кромки тары, настоящее изобретение включает удаление материала с особых мест в части заготовки, которая образует часть в виде скошенной кромки тары. Предоставление областей абляции, включающих линии абляции (например, образованные посредством лазерной абляции) для образования части в виде скошенной кромки тары, преимущественным образом уменьшает усилие, необходимое для складывания заготовки по части в виде скошенной кромки. Это может обеспечить традиционное образование тары из одной такой заготовки посредством традиционной упаковочной машины. Дополнительно, поскольку внешняя поверхность заготовки не подвергается воздействию процесса абляции, получающаяся в результате внешняя поверхность тары не имеет локализованных складок или волнообразных неровностей в месте линии абляции (как было бы в случае с механическими линиями рилевки).
Кроме того, как описано более подробно ниже со ссылкой на фиг. 2-7, было неожиданно установлено, что более опрятная, более четко определенная часть в виде скошенной кромки может быть выполнена, когда линии абляции нанесены на слоистую заготовку согласно настоящему изобретению.
Соответственно, изгибание заготовки согласно настоящему изобретению при образовании части в виде скошенной кромки тары упрощено и приводит в результате к образованию внешней поверхности тары, которая является более гладкой и более четко определенной, при визуальном и тактильном восприятии части пользователем.
Заготовка согласно настоящему изобретению может быть преимущественно изготовлена посредством точного удаления материала с части в виде скошенной кромки с помощью линейного инструмента для абляции (например, лазера или лезвия). Лазер представляет собой особо предпочтительный инструмент для абляции, поскольку он является неинвазивным и возможно его цифровое программирование для повышения гибкости конструкции. В частности, использование лазера в качестве инструмента для абляции обеспечивает возможность получения широкого спектра профилей абляции и конфигураций при минимальной необходимости в регулировании лазерного инструмента. В результате многократных проходов инструмента для абляции над заданной частью заготовки происходит удаление более значительной процентной доли материала, находящегося в области уменьшенной остаточной толщины. Таким образом, процесс изготовления может быть упрощен. Лазерная абляция может быть выполнена с использованием любого подходящего оборудования, предпочтительно лазера на диоксиде углерода мощностью 1000 Ватт, такого как коммерчески доступный от компании DIAMOND, например, E-1000. Абляция может быть выполнена в направлении обработки слоистой заготовки или в поперечном направлении.
Тара, изготовленная из слоистой заготовки согласно настоящему изобретению, может быть получена без этапа предварительного изгибания, который обычно требуется при традиционных способах получения скругленных углов, например конгревном тиснении.
Термин «часть в виде кромки» в контексте данного документа относится к части заготовки, образующей кромку между двумя смежными стенками тары. Часть в виде скошенной кромки является частью заготовки, которая образует кромку тары, находящуюся между первой плоской стенкой и второй плоской стенкой.
«Часть в виде скошенной кромки» в контексте данного документа относится к части в виде кромки тары, которая имеет, при рассмотрении в поперечном сечении, одну или несколько по существу прямых форм, образующих угол от 0 до 90 градусов со смежными стенками тары. Часть в виде скошенной кромки может быть измерена с использованием визуального осмотра одним или несколькими лицами, проводящими испытание, или измерения посредством микроскопа, за которым следует статистический анализ, например, с использованием микроскопа NIKON SMZ800 на внешней поверхности слоистой заготовки. X-Y-координаты могут быть записаны на мелкой расчетной сетке (10 точек контура) для каждого образца. X-Y-координаты устройства записи могут использоваться для линейной сплайн-интерполяции, и профиль получившейся в результате первой производной может быть захвачен. Для почти постоянной первой производной оцениваемый образец можно классифицировать как скос.
«Слоистая заготовка на основе целлюлозного волокна» в контексте данного документа относится к слоистой заготовке, содержащей по меньшей мере 50 процентов по весу целлюлозных волокон, исходя из общего содержания волокон в слоистой заготовке. Слоистая заготовка на основе целлюлозного волокна согласно настоящему изобретению может содержать другие типы волокон, например полимерные волокна.
Термин «внутренняя поверхность» в контексте данного описания относится к стороне части заготовки, которая в случае собранной тары обращена внутрь тары, например, в направлении потребительских товаров, когда тара закрыта. Таким образом, внутренняя поверхность непосредственно не видна потребителю, когда тара закрыта. Термин «внешняя поверхность» в контексте данного описания относится к стороне части заготовки, которая в случае собранной тары обращена в направлении наружу от тары.
Термин «область абляции» в контексте данного документа относится к минимальной области заготовки, которая заключает в себе все линии абляции на части заготовки, которая образует часть в виде скошенной кромки тары.
Термин «линия абляции» в контексте данного документа относится к линии вдоль внутренней поверхности части в виде кромки, из которой был аблирован материал (например, удален посредством лазерного луча или лезвия). Соответственно, остаточная толщина линии абляции составляет меньше, чем толщина (Т) слоистой заготовки. Предпочтительно, линию абляции выполняют в виде канавки в заготовке. Она может быть образована с помощью линейного инструмента для абляции, такого как лазер или лезвие.
«Толщина» (T) заготовки представляет собой толщину заготовки после ее изготовления, но перед образованием на заготовке каких-либо линий абляции или линий рилевки. То есть, толщина (T) заготовки представляет собой толщину в любой области заготовки, не содержащей линию абляции или линию рилевки.
Термин «остаточная толщина» в контексте данного документа относится к минимальному расстоянию, измеренному между двумя противоположными поверхностями слоистой заготовки или стенки тары, образованной из заготовки. На практике расстояние в заданном местоположении измеряют вдоль направления, локально перпендикулярного противоположным поверхностям. Остаточная толщина линии абляции может варьироваться по ширине линии абляции (например, V-образной, U-образной канавок).
Термин «минимальная остаточная толщина» в контексте данного документа относится к наименьшему значению «остаточной толщины», измеренной в линии абляции в заданном месте.
Остаточная толщина каждой линии абляции может быть определена посредством использования оптического профилометра для 2D бесконтактной поверхностной метрологии, такого как профиль MicroSpy (RTM) (коммерчески доступный от Fries Research & Technology GmbH, г. Бергиш-Гладбах, Германия). Предпочтительно, несколько точек минимальной остаточной толщины измеряются по длине линии абляции, при этом точки измерения равномерно распределены по длине одной линии абляции, и вычисляется среднее арифметическое.
Еще более предпочтительно, для получения «минимальной остаточной толщины» согласно настоящему изобретению выполняются пять измерений, равномерно распределенных по длине линии абляции, а затем вычисляется среднее арифметическое.
Например, если длина линии абляции составляет 80 миллиметров, остаточная толщина измеряется на обоих концах линии абляции и в трех дополнительных точках, расположенных на расстоянии 20 миллиметров, сорок миллиметров и шестьдесят миллиметров соответственно от одного конца линии абляции, предпочтительно от нижнего конца линии абляции.
Термин «зазор» в контексте данного документа относится к расстоянию между нижними точками двух смежных линий абляции.
Предпочтительно, несколько точек зазора измерены по длине пары параллельных линий абляции, при этом точки измерения равномерно распределены по длине параллельных частей одной линии абляции, и вычисляется среднее арифметическое.
Еще более предпочтительно, для получения «зазора» согласно настоящему изобретению выполняются пять измерений, равномерно распределенных по длине параллельных частей двух смежных линий абляции, а затем вычисляется среднее арифметическое.
Например, если длина параллельной части двух смежных линий абляции составляет 80 миллиметров соответственно, зазор измеряется на обоих концах и в трех дополнительных точках, расположенных на расстоянии 20 миллиметров, сорок миллиметров и шестьдесят миллиметров соответственно от одного конца параллельной части, предпочтительно от нижнего конца линии абляции.
Термин «остаточная жесткость» используется для описания жесткости существующей слоистой заготовки, измеряемой на минимальной остаточной толщине одной заданной линии абляции и вычисляется с использованием жесткости в направлении изгиба слоистой заготовки, умноженной на процентное отношение остаточной толщины. Например, если жесткость в направлении изгиба неаблированной слоистой заготовки составляет 100 миллиньютон, и минимальная остаточная толщина составляет 30 процентов, следовательно остаточная жесткость в направлении изгиба составляет 100 миллиньютон, умноженных на тридцать процентов, и составляет 30 миллиньютон. Жесткость слоистой заготовки может быть измерена согласно ISO 2493, 15 градусов, например, путем взятия образца материала заготовки из части заготовки, которая не является согнутой или аблированной (образец может быть напечатан или иным образом покрыт, если он в готовой форме).
Осуществляется испытание и выдерживание при температуре в 23 градуса по Цельсию, 50% относительной влажности в соответствии с ISO 187 через две недели после абляции.
В контексте данного документа термины «передний», «задний», «верхний», «нижний», «верх», «низ» и «боковой» относятся к относительным положениям частей тары согласно настоящему изобретению и ее компонентов, когда тара находится в вертикальном положении с отверстием для доступа в верхней части тары. В частности, когда тара представляет собой тару с шарнирной крышкой, это означает, что тара находится в вертикальном положении с крышкой в закрытом положении и линией шарнира в задней части тары. При описании тары согласно настоящему изобретению эти термины используются независимо от ориентации описываемой тары.
Тара согласно настоящему изобретению по меньшей мере частично образована из слоистой заготовки, имеющей заданную толщину (T). Заготовка образует часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки. Внутренняя поверхность части в виде скошенной кромки образует область абляции, которая имеет длину, проходящую в продольном направлении части в виде скошенной кромки, и ширину, которая проходит поперек части в виде скошенной кромки. Область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки.
Предпочтительно, толщина (T) слоистой заготовки составляет от приблизительно 260 микрометров до приблизительно 340 микрометров. Более предпочтительно, толщина (T) слоистой заготовки составляет от приблизительно 300 микрометров до приблизительно 320 микрометров. Толщина (T) слоистой заготовки может быть измерена согласно ISO 534:2011.
Область абляции может содержать любое подходящее количество линий абляции для образования части в виде скошенной кромки. Например, в некоторых предпочтительных вариантах осуществления область абляции содержит только две линии абляции в любом заданном продольном положении на части в виде скошенной кромки. Это соответствует наиболее простой компоновке скошенной кромки, где единственная грань проходит между первой плоской стенкой и второй плоской стенкой. Альтернативно, область абляции может содержать по меньшей мере три линии абляции в любом заданном продольном положении на части в виде скошенной кромки. Для таких вариантов осуществления часть в виде скошенной кромки будет содержать две или более граней, проходящих между первой плоской стенкой и второй плоской стенкой.
Предпочтительно, область абляции содержит пять или менее указанных линий абляции в любом заданном продольном положении на части в виде скошенной кромки. Для таких вариантов осуществления часть в виде скошенной кромки будет содержать не более четырех граней, проходящих между первой плоской стенкой и второй плоской стенкой. Если более пяти линий абляции предусмотрены в любом заданном продольном положении на части в виде скошенной кромки, может стать сложным сохранение отдельных граней между смежными линиями абляции, без значительного увеличения области абляции и, следовательно, части в виде скошенной кромки.
Слоистая заготовка предпочтительно имеет базовый вес от приблизительно 150 грамм на квадратный метр до приблизительно 350 грамм на квадратный метр, более предпочтительно от 200 до 300 грамм на квадратный метр. Базовый вес вычислен с использованием ISO 536 и может варьироваться от плюс десяти процентов до минус десяти процентов, предпочтительно от плюс пяти процентов до минус пяти процентов.
Предпочтительно, ширина (X) абляции каждой линии абляции составляет по меньшей мере приблизительно 0,1 миллиметра. Более предпочтительно, ширина абляции каждой линии абляции составляет по меньшей мере приблизительно 0,2 миллиметра. Наиболее предпочтительно, ширина абляции каждой линии абляции составляет по меньшей мере приблизительно 0,3 миллиметра. Дополнительно или в качестве альтернативы, ширина абляции каждой линии абляции составляет менее приблизительно 0,5 миллиметра. Более предпочтительно, ширина абляции каждой линии абляции составляет менее приблизительно 0,45 миллиметра. В некоторых предпочтительных вариантах осуществления ширина абляции каждой линии абляции составляет от приблизительно 0,1 миллиметра до приблизительно 0,5 миллиметра. Еще более предпочтительно, ширина абляции каждой линии абляции составляет от приблизительно 0,2 миллиметра до приблизительно 0,45 миллиметра, более предпочтительно от приблизительно 0,3 миллиметра до приблизительно 0,4 миллиметра.
Предпочтительно, ширина (W) области абляции составляет по меньшей мере приблизительно 2 миллиметра. Более предпочтительно, ширина области абляции составляет по меньшей мере приблизительно 4 миллиметра. Дополнительно или в качестве альтернативы, ширина области абляции составляет предпочтительно менее приблизительно 8 миллиметров. Более предпочтительно, ширина области абляции составляет менее приблизительно 6 миллиметров.
Предпочтительно, расстояние (Y) между смежными линиями абляции в области абляции составляет по меньшей мере приблизительно 1,2 миллиметра. Более предпочтительно, расстояние (Y) между смежными линиями абляции, измеренное посредством двух смежных кромок двух смежных линий абляции в области абляции, составляет по меньшей мере приблизительно 1,5 миллиметра. Дополнительно или в качестве альтернативы, расстояние (Y) между смежными линиями абляции в области абляции составляет менее приблизительно 10 миллиметров, более предпочтительно менее приблизительно 6 миллиметров.
Предпочтительно, слоистая заготовка имеет жесткость в направлении изгиба по меньшей мере приблизительно 50 миллиньютон, предпочтительно по меньшей мере приблизительно 75 миллиньютон, наиболее предпочтительно по меньшей мере приблизительно 90 миллиньютон. Дополнительно или в качестве альтернативы, слоистая заготовка имеет жесткость на изгиб менее приблизительно 500 миллиньютон, предпочтительно менее приблизительно 200 миллиньютон, более предпочтительно менее приблизительно 160 миллиньютон. Слоистая заготовка предпочтительно имеет жесткость на изгиб от приблизительно 50 миллиньютон до приблизительно 200 миллиньютон. Более предпочтительно, слоистая заготовка имеет жесткость в направлении обработки от приблизительно 75 миллиньютон до приблизительно 160 миллиньютон. Жесткость в «направлении изгиба» означает, что жесткость на изгиб измерена в направлении, в котором готовая панель должна складываться вокруг зоны абляции.
Предпочтительно, слоистая заготовка имеет жесткость в направлении изгиба по меньшей мере 10, предпочтительно по меньшей мере 12, более предпочтительно по меньшей мере 15 и еще более предпочтительно по меньшей мере 20 миллиньютон. Более предпочтительно, слоистая заготовка имеет остаточную жесткость в направлении изгиба от приблизительно 60 или менее, предпочтительно 50 или менее, еще более предпочтительно 40 или менее миллиньютон.
Предпочтительно, слоистая заготовка имеет шероховатость поверхности от приблизительно 0,5 микрометра до приблизительно 1,5 микрометра. Более предпочтительно, слоистая заготовка имеет шероховатость поверхности от приблизительно 0,75 микрометра до приблизительно 1,25 микрометра. Шероховатость поверхности может быть измерена согласно ISO 8791-4.
Предпочтительно, слоистая заготовка имеет поверхностную прочность от приблизительно 0,25 метра в секунду до приблизительно 1 метра в секунду. Более предпочтительно, слоистая заготовка имеет поверхностную прочность от приблизительно 0,5 метра в секунду до приблизительно 0,8 метра в секунду. Шероховатость поверхности может быть измерена согласно ISO 3783.
Две или более линий абляции могут иметь любой подходящий профиль по длине в продольном направлении части в виде скошенной кромки. Например, линия абляции может проходить по скошенной траектории по меньшей мере по части ее профиля по длине в продольном направлении части в виде скошенной кромки. В таких вариантах осуществления грань, образованная такой линией абляции, будет иметь нелинейный периметр.
В некоторых предпочтительных вариантах осуществления область абляции содержит по меньшей мере две линии абляции, которые проходят параллельно по меньшей мере по части указанной части в виде скошенной кромки в ее продольном направлении. Это может создавать грань по существу прямоугольной формы на части в виде скошенной кромки. В некоторых конкретных предпочтительных вариантах осуществления все линии абляции в области абляции проходят параллельно вдоль продольного направления части в виде скошенной кромки. Это может создавать часть в виде скошенной кромки, имеющую грани только по существу прямоугольной формы.
Предпочтительно, первая плоская стенка перпендикулярна второй плоской стенке.
Предпочтительно, тара имеет упругое возвратное усилие, составляющее менее чем приблизительно 10 миллиньютон-метров между двумя плоскими стенками, которые соединены посредством части в виде скошенной кромки.
В некоторых предпочтительных вариантах осуществления слоистая заготовка образует по меньшей мере часть тары, содержащую часть в виде коробки, имеющую переднюю стенку коробки, заднюю стенку коробки и боковые стенки коробки, проходящие между передней стенкой коробки и задней стенкой коробки, и при этом одна из боковых стенок коробки соединена с передней стенкой коробки или задней стенкой коробки посредством части в виде скошенной кромки. В качестве альтернативы или дополнительно, часть в виде скошенной кромки может соединять нижнюю стенку коробки с одной из боковых стенок коробки, передней стенкой коробки или задней стенкой коробки.
Дополнительно или в альтернативных вариантах осуществления слоистая заготовка предпочтительно образует по меньшей мере часть тары, содержащую часть в виде крышки, имеющую переднюю стенку крышки, заднюю стенку крышки и боковые стенки крышки, проходящие между передней стенкой крышки и задней стенкой крышки, и при этом одна из боковых стенок крышки соединена с передней стенкой крышки или задней стенкой крышки посредством части в виде скошенной кромки. В качестве альтернативы или дополнительно, часть в виде скошенной кромки может соединять верхнюю стенку крышки с одной из боковых стенок крышки, передней стенкой крышки или задней стенкой крышки.
В некоторых особо предпочтительных вариантах осуществления тара содержит две или более частей в виде скошенной кромки вдоль ее поперечных кромок, продольных кромок, или обеих из них, при этом каждая часть в виде скошенной кромки имеет любой из предпочтительных признаков, описанных выше.
Тара согласно настоящему изобретению находит применение в качестве тары для потребительских товаров, в частности, удлиненных потребительских товаров, таких как курительные изделия. Тем не менее, она может также использоваться для нескольких других типов потребительских товаров, например кондитерских изделий.
Заготовка образована из материала на основе целлюлозного волокна, предпочтительно растительного происхождения и более предпочтительно древесного происхождения. Заготовка может содержать по меньшей мере 50 процентов по весу, предпочтительно по меньшей мере 60 процентов по весу и еще более предпочтительно по меньшей мере 70 процентов по весу целлюлозных волокон, исходя из общего содержания волокон в заготовке. Предпочтительно, слоистая заготовка образована из картона или плотной бумаги на основе древесных волокон. Альтернативно, материал на основе целлюлозного волокна может также содержать другие волокна, например полимерные волокна. Заготовка может быть покрытой или непокрытой, и предпочтительно покрыта с обеих сторон. Тара может необязательно содержать внешнюю обертку, которая предпочтительно представляет собой прозрачную полимерную пленку, например, из полиэтилена высокой или низкой плотности, полипропилена, ориентированного полипропилена, поливинилиденхлорида, целлюлозной пленки или их комбинаций, при этом внешнюю обертку наносят обычным способом. Внешняя обертка может содержать отрывную ленту. Кроме того, на указанной внешней обертке могут быть напечатаны изображения, информация для потребителя или иные данные.
Дополнительно, потребительские изделия могут быть размещены внутри тары в форме комплекта, обернутого во внутреннюю упаковку, образованную из металлической фольги или металлизированной бумаги. Материал внутренней упаковки может быть образован в виде слоистой структуры из металлизированной полиэтиленовой пленки и облицовочного материала. Облицовочный материал может представлять собой суперкаландрированную глассиновую бумагу. В дополнение, материал внутренней упаковки может быть обеспечен верхним покрытием, на котором возможна печать. Внутренняя упаковка имеет отверстие для доступа, через которое могут быть извлечены потребительские товары, когда крышка тары находится в соответствующем открытом положении.
Тара предпочтительно представляет собой прямоугольный параллелепипед, содержащий две более широкие стенки, разделенные двумя более узкими стенками. Тара с шарнирной крышкой согласно настоящему изобретению может иметь форму прямоугольного параллелепипеда с продольными и поперечными кромками. В таких вариантах осуществления по меньшей мере одна из продольных или поперечных кромок является скошенной. То есть, тара с шарнирной крышкой содержит одну или несколько скошенных продольных кромок или скошенных поперечных кромок, или их комбинацию.
Если тара содержит одну или несколько скошенных кромок, часть в виде скошенной кромки предпочтительно имеет ширину от приблизительно 2 мм до приблизительно 8 мм, предпочтительно от приблизительно 4 мм до приблизительно 6 мм.
Тара согласно настоящему изобретению находит конкретное применение в качестве пачек для удлиненных курительных изделий, таких как, например, сигареты, сигары или сигариллы. Будет понятно, что путем надлежащего выбора размеров тары согласно настоящему изобретению обеспечивают возможность ее изготовления для разного количества сигарет обычного формата и форматов king size, super-king size, slim или super-slim. В качестве альтернативы, внутри тары могут храниться другие потребительские товары.
Путем надлежащего выбора размеров тара согласно настоящему изобретению может быть изготовлена для хранения разного суммарного количества курительных изделий или разных компоновок курительных изделий. Например, путем надлежащего выбора размеров тара согласно настоящему изобретению может быть изготовлена для хранения в общей сложности от десяти до тридцати курительных изделий.
Курительные изделия могут быть расположены в разных компоновках, в зависимости от общего количества курительных изделий.
Тара согласно настоящему изобретению может хранить курительные изделия одного типа или бренда или разных типов или брендов. Кроме того, обеспечена возможность хранения как курительных изделий без фильтра, так и курительных изделий с различными фильтрами, а также курительных изделий различной длины (например, от приблизительно 40 мм до приблизительно 180 мм) и диаметра (например, от приблизительно 4 мм до приблизительно 9 мм). Предпочтительно, размеры тары адаптированы к длине курительных изделий и компоновке курительных изделий. Обычно внешние размеры тары превышают размеры комплекта или комплектов курительных изделий, помещаемых внутрь тары, на величину, составляющую от приблизительно 0,5 мм до приблизительно 5 мм.
Длина, ширина и глубина тары согласно настоящему изобретению могут быть такими, чтобы результирующие габаритные размеры тары были аналогичны размерам типовой одноразовой пачки на двадцать сигарет.
Предпочтительно, тара согласно настоящему изобретению имеет высоту от приблизительно 60 мм до приблизительно 150 мм, более предпочтительно высоту от приблизительно 70 мм до приблизительно 125 мм, при этом высоту измеряют от нижней стенки до верхней стенки тары.
Предпочтительно, тара согласно настоящему изобретению имеет ширину от приблизительно 12 мм до приблизительно 150 мм, более предпочтительно ширину от приблизительно 70 мм до приблизительно 125 мм, при этом ширину измеряют от одной боковой стенки до другой боковой стенки тары.
Предпочтительно, тара согласно настоящему изобретению имеет глубину от приблизительно 6 мм до приблизительно 150 мм, более предпочтительно глубину от приблизительно 12 мм до приблизительно 25 мм, при этом глубину измеряют от передней стенки до задней стенки тары.
Предпочтительно, соотношение высоты тары к глубине тары составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 3 к 1 до 5 к 1.
Предпочтительно, соотношение ширины тары к глубине тары составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 2 к 1 до 3 к 1.
Предпочтительно, соотношение высоты задней стенки крышки к высоте задней стенки коробки внешнего корпуса составляет от приблизительно 0 к 1 (крышка расположена на верхней кромке тары) до приблизительно 1 к 1, более предпочтительно от приблизительно 1 к 5 до приблизительно 1 к 10, наиболее предпочтительно от приблизительно 1 к 6 до приблизительно 1 к 8.
Предпочтительно, соотношение высоты передней стенки крышки внешнего корпуса к высоте передней стенки коробки внешнего корпуса составляет от приблизительно 1 к 0 (крышка закрывает всю переднюю стенку) до приблизительно 1 к 10, более предпочтительно от приблизительно 1 к 1 до приблизительно 1 к 5, наиболее предпочтительно от приблизительно 1 к 2 до приблизительно 1 к 3.
Внешние поверхности тары согласно настоящему изобретению могут быть подвергнуты печати, конгревному тиснению, блинтовому тиснению или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками.
Тара согласно настоящему изобретению может быть заполнена и собрана с использованием обычного оборудования и способов, модифицированных для включения этапа образования двух или нескольких линий абляции в заготовке. Линии абляции могут быть выполнены с помощью инструмента для абляции, такого как лазер или лезвие. Лазер является особо предпочтительным в качестве инструмента для абляции, поскольку он обеспечивает возможность получения широкого спектра профилей абляции и конфигураций при минимальной необходимости в регулировании лазерного инструмента. Например, лазер может многократно проходить над заданной частью заготовки для поэтапного удаления разного количества материала, обеспечивая возможность получения профиля абляции с очень высокой точностью регулирования. Это полезно также в том случае, если требуются тонкие линии абляции с малыми значениями ширины. Обеспечена возможность точного регулирования относительного перемещения лазера и заготовки таким образом, чтобы образовать любой тип рисунка при изменяющейся интенсивности удаления («глубине») по области абляции.
Настоящее изобретение будет дополнительно описано исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
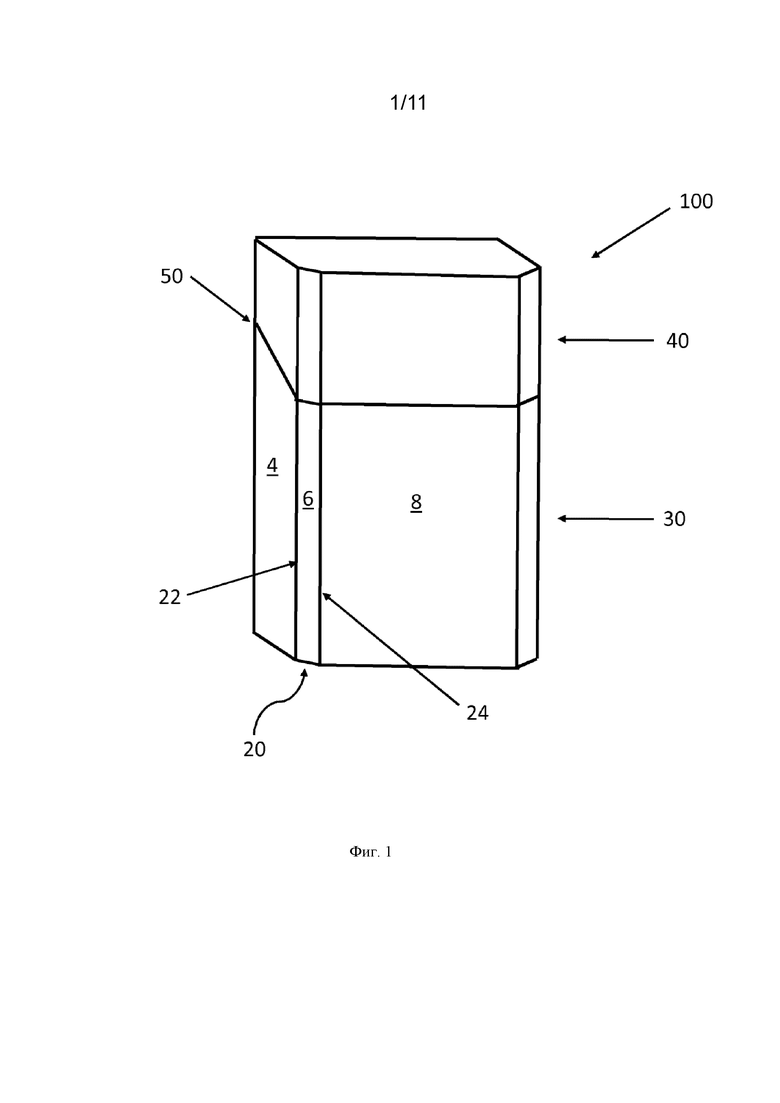
на фиг. 1 показан вид в перспективном изображении тары, имеющей по меньшей мере одну часть в виде скошенной кромки согласно варианту осуществления настоящего изобретения;
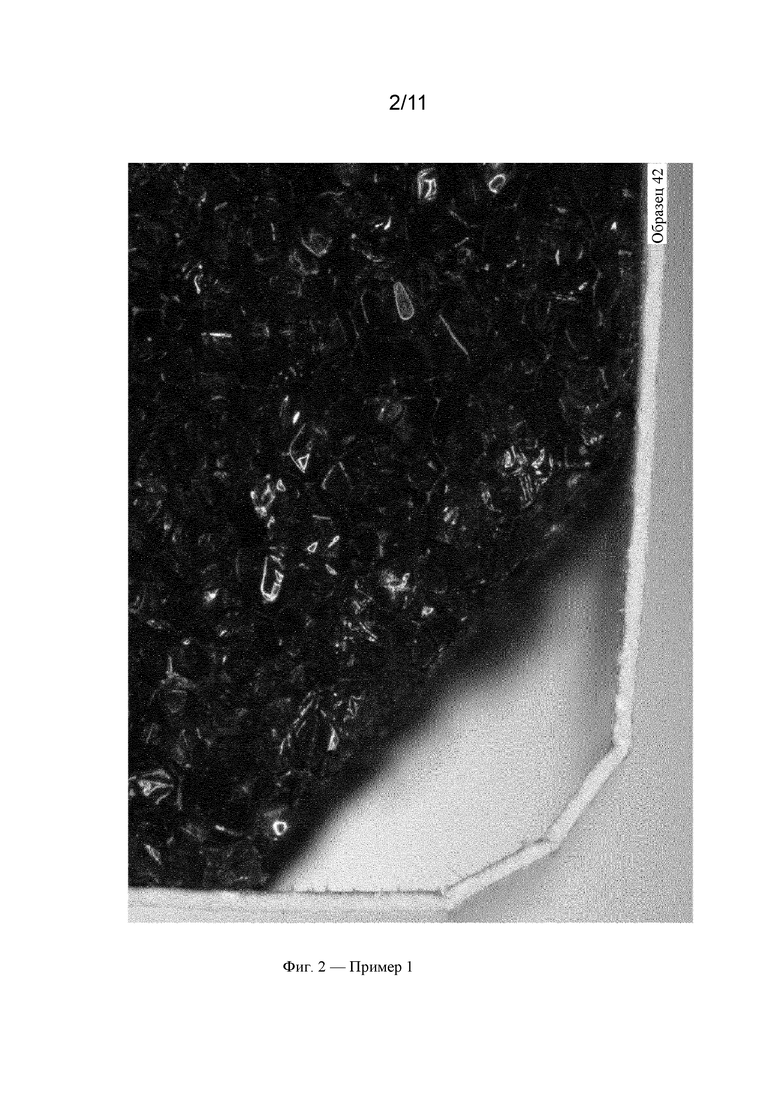
фиг. 2 представляет собой фотографию, на которой показан увеличенный вид поперечного сечения слоистой заготовки согласно первому варианту осуществления настоящего изобретения (Пример 1);
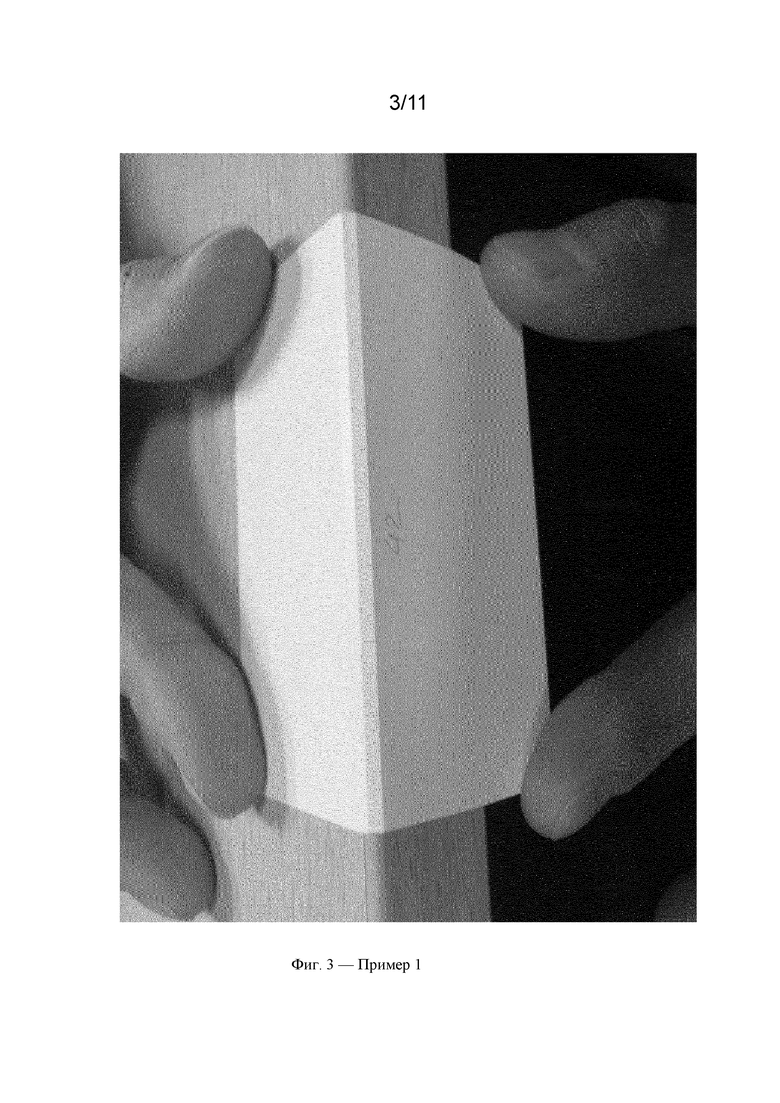
фиг. 3 представляет собой фотографию, на которой показан вид в перспективном изображении заготовки по фиг. 2 (Пример 1);
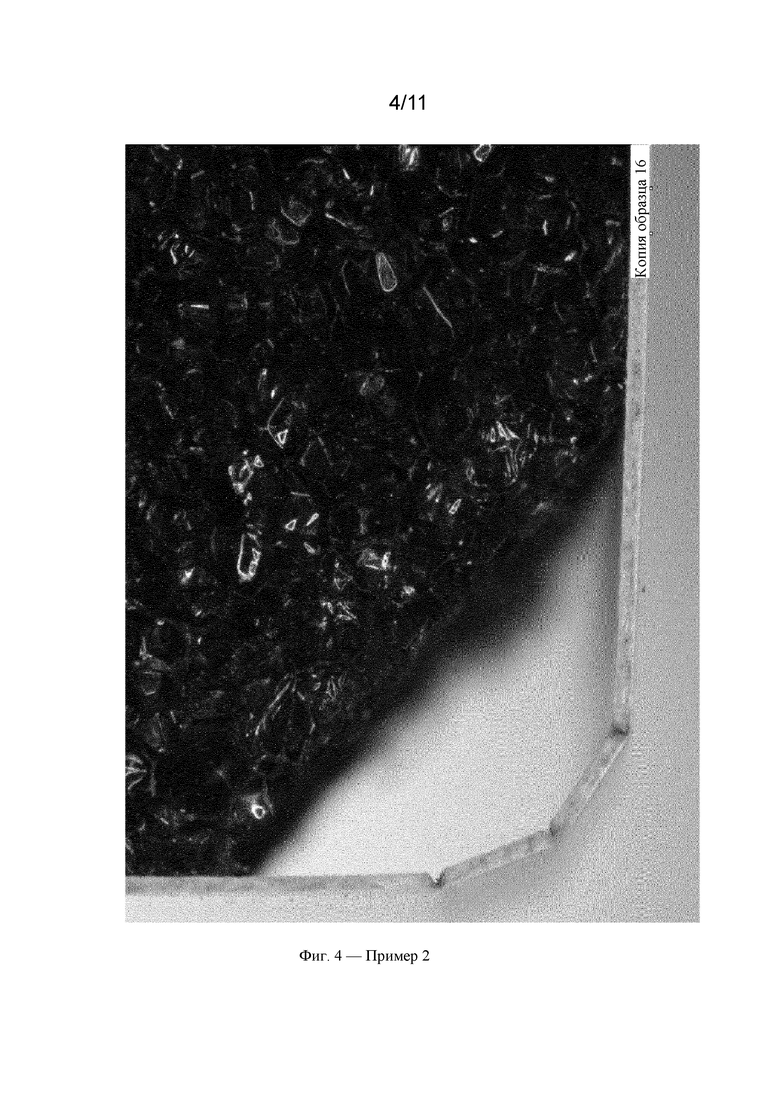
фиг. 4 представляет собой фотографию, на которой показан увеличенный вид поперечного сечения слоистой заготовки согласно второму варианту осуществления настоящего изобретения (Пример 2);
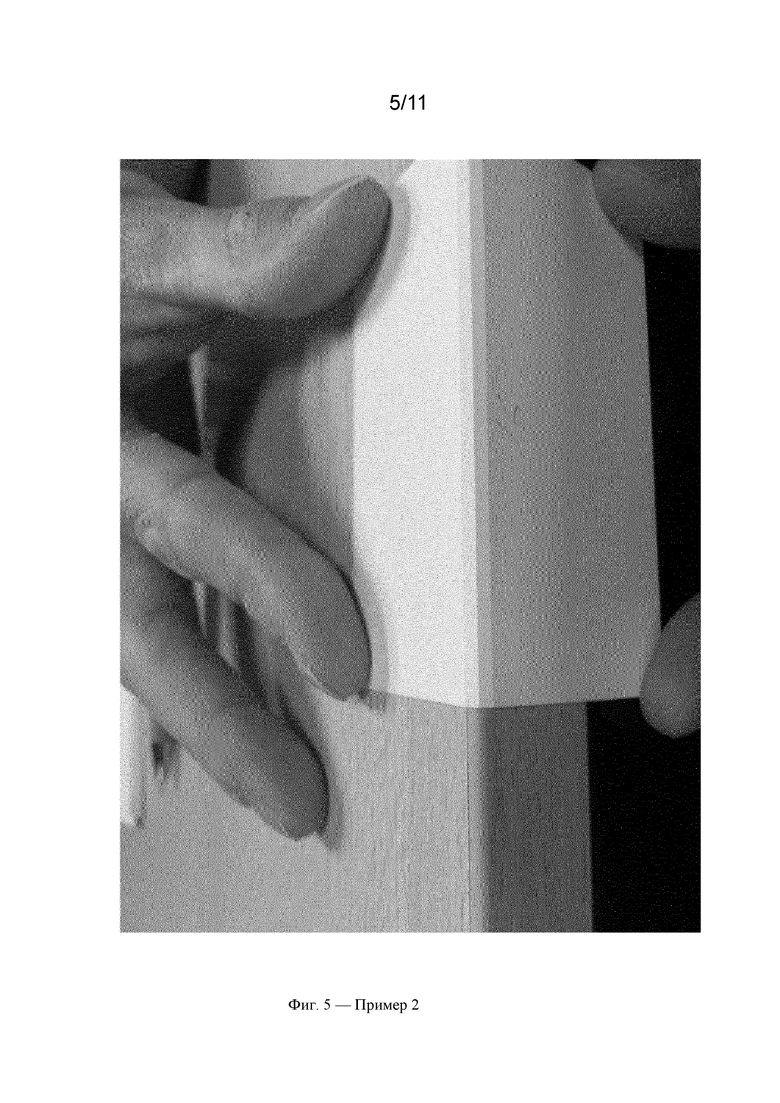
фиг. 5 представляет собой фотографию, на которой показан вид в перспективном изображении заготовки по фиг. 4 (Пример 2);
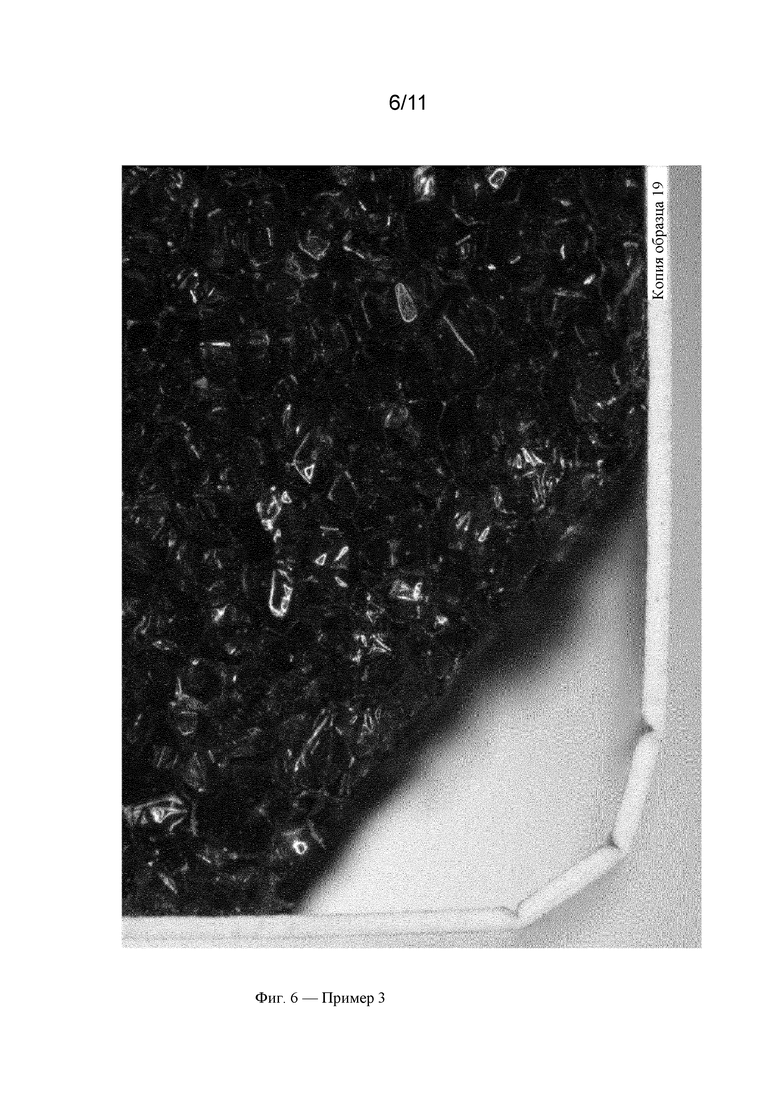
фиг. 6 представляет собой фотографию, на которой показан увеличенный вид поперечного сечения слоистой заготовки согласно настоящему изобретению (Пример 3);
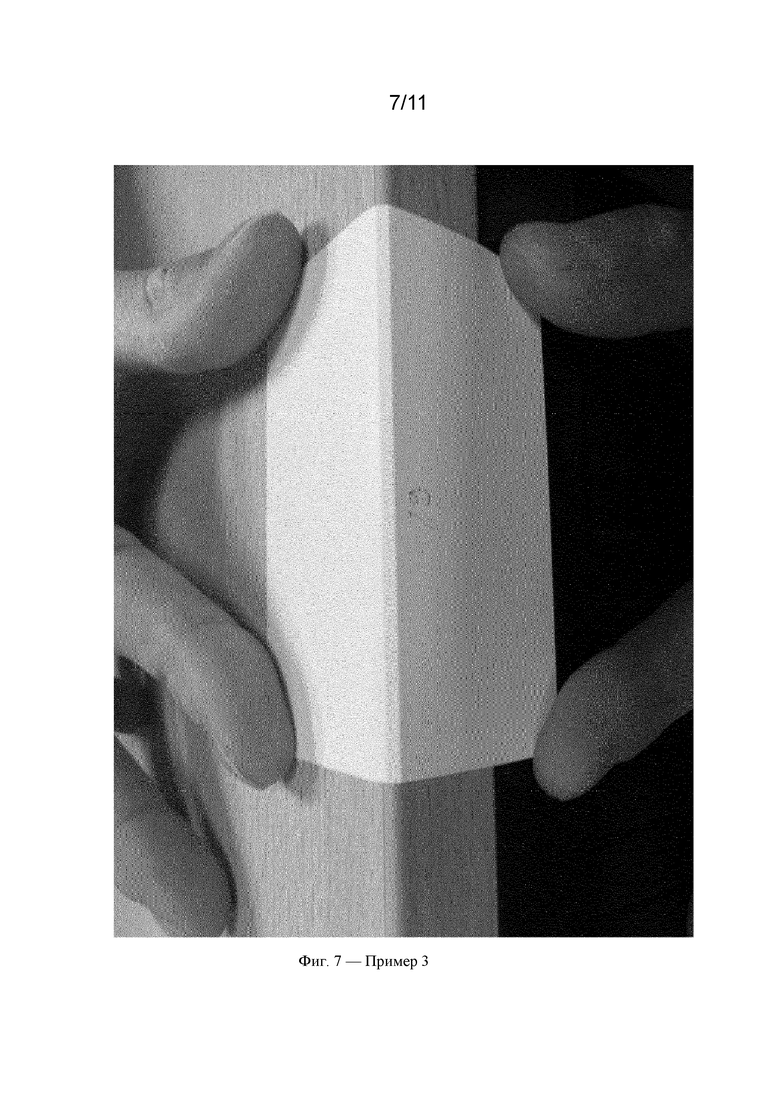
фиг. 7 представляет собой фотографию, на которой показан вид в перспективном изображении заготовки по фиг. 6 (Пример 3);
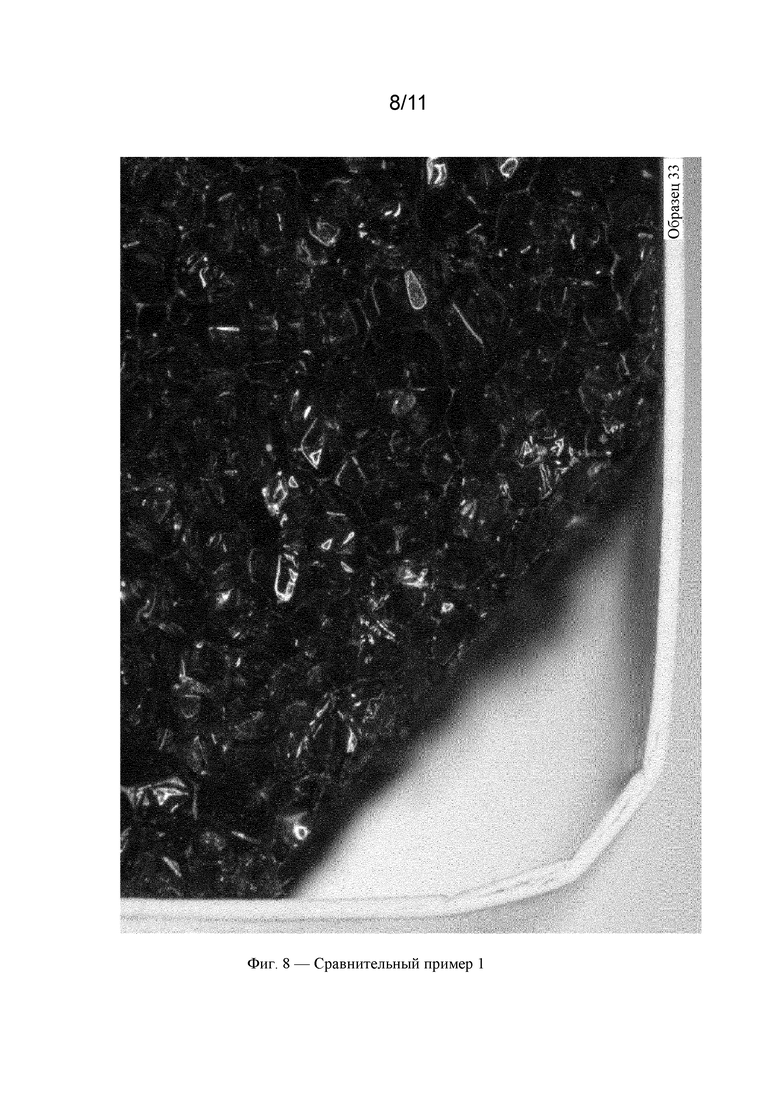
фиг. 8 представляет собой фотографию, на которой показан увеличенный вид поперечного сечения слоистой заготовки, не соответствующей настоящему изобретению (Сравнительный пример 1);
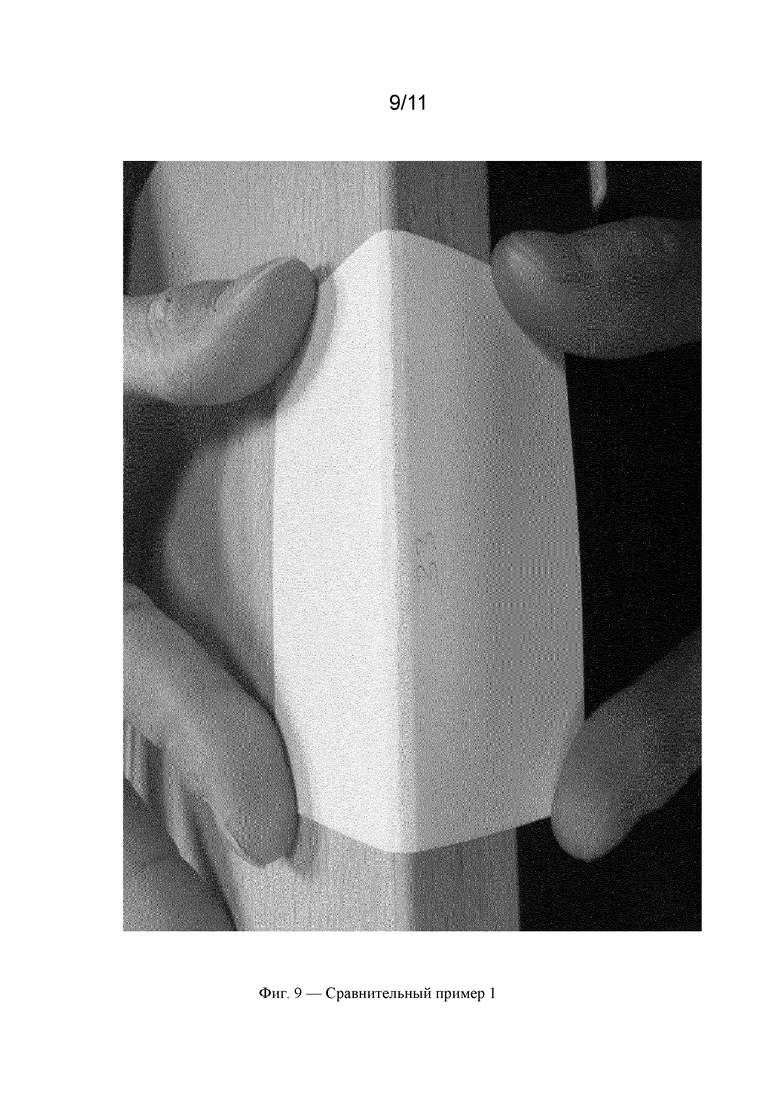
фиг. 9 представляет собой фотографию, на которой показан вид в перспективном изображении заготовки по фиг. 6 (Сравнительный пример 1);
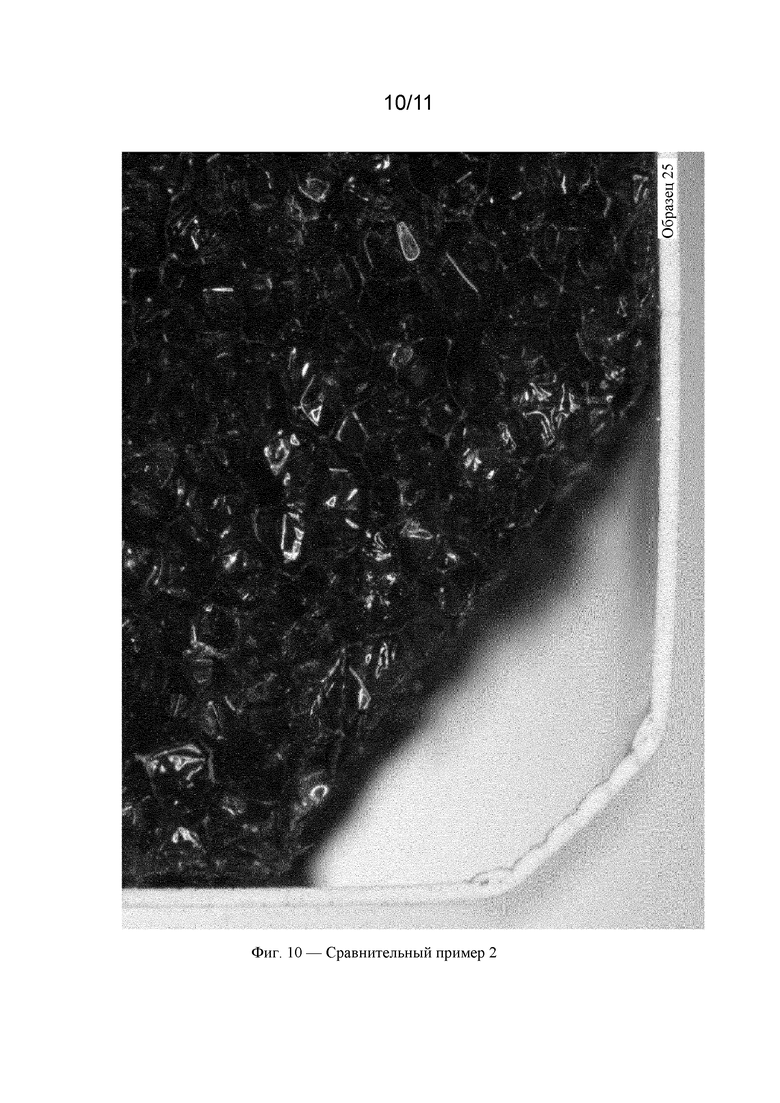
фиг. 10 представляет собой фотографию, на которой показан увеличенный вид поперечного сечения слоистой заготовки, не соответствующей настоящему изобретению (Сравнительный пример 2);
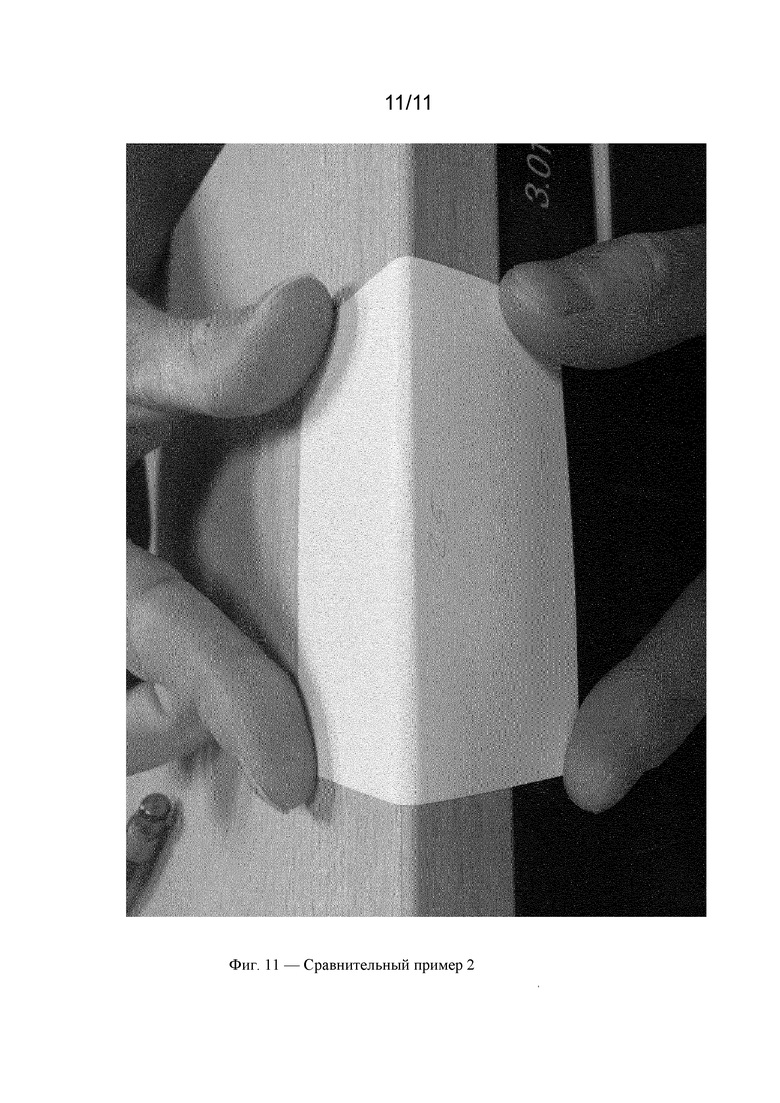
фиг. 11 представляет собой фотографию, на которой показан вид в перспективном изображении заготовки по фиг. 10 (Сравнительный пример 2).
Как может быть понятно специалисту в данной области техники, фиг. 1 показывает тару 100 для потребительских товаров, которая может быть образована посредством складывания слоистой заготовки из картона или плотной бумаги, имеющей толщину (T).
Тара 100 имеет форму по существу прямоугольного параллелепипеда и содержит часть 30 в виде коробки и шарнирную крышку 40, соединенную с частью 30 в виде коробки по линии 50 шарнира, проходящей по существу по задней стенке тары 100. Наружные размеры и конструкция коробки 30 и крышки 40 тары 100 являются по существу такими же, что и у стандартной сигаретной пачки с шарнирной крышкой. Часть 30 в виде коробки содержит переднюю стенку коробки, заднюю стенку коробки, нижнюю стенку коробки, левую боковую стенку коробки и правую боковую стенку коробки. Шарнирная крышка 40 содержит переднюю стенку крышки, заднюю стенку крышки, верхнюю стенку крышки, левую боковую стенку крышки и правую боковую стенку крышки. Шарнирная крышка 40 выполнена с возможностью поворота вокруг линии 50 шарнира между закрытым положением и открытым положением. В закрытом положении шарнирная крышка 40 закрывает отверстие для доступа тары 100, и стенки шарнирной крышки 40 образуют продолжение соответствующих стенок части 30 в виде коробки. В открытом положении шарнирная крышка 40 поворачивается вокруг линии 50 шарнира с выступанием назад от части 30 в виде коробки и полным открытием отверстия для доступа в верхнем конце части 30 в виде коробки. Часть 30 в виде коробки и шарнирная крышка 40 могут быть образованы вместе из одной слоистой заготовки, имеющей толщину T. Тара может быть собрана из слоистой заготовки и заполнена с использованием стандартного устройства.
Тара содержит первую плоскую стенку 4, которая на фиг. 1 является боковой стенкой части 30 в виде коробки. Тара также содержит вторую плоскую стенку 8, которая на фиг. 1 является передней стенкой части 30 в виде коробки. Боковая стенка 4 и передняя стенка 8 соединены друг с другом посредством части 20 в виде скошенной кромки. Также невидимая на виде в перспективном изображении на фиг. 1 внутренняя поверхность части 20 в виде скошенной кромки содержит две линии абляции, каждая из которых определяет соответствующие точки 22 и 24 перегиба части в виде скошенной кромки в случае собранной тары 100. Точки 22 и 24 перегиба проходят параллельно одна другой в продольном направлении части 20 в виде скошенной кромки с образованием, таким образом, отдельной прямоугольной грани 6 части 20 в виде скошенной кромки.
Шесть различных слоистых заготовок были изготовлены и сложены с образованием части в виде скошенной кромки. Детали каждой слоистой заготовки предоставлены ниже, и фотографии каждой слоистой заготовки и их соответствующие части в виде скошенных кромок показаны на фиг. 2-13. Во всех примерах слоистая заготовка была обеспечена тремя линиями абляции на ее внутренней поверхности. Линии абляции были образованы приложением инструмента для лазерной абляции на внутреннюю поверхность слоистой заготовки для удаления материала с указанной поверхности. Это привело к образованию канавок по существу V-образной формы на внутренней поверхности слоистой заготовки. Целью было определение, какая слоистая заготовка или слоистые заготовки (при складывании) будут создавать наиболее четко определяемую часть в виде скошенной кромки. Испытание и выдерживание осуществляли при 23 градусах по Цельсию и 50 процентах относительной влажности согласно ISO 187, через две недели после образования линий абляции.
Пример 1:
На фиг. 2 показан увеличенный вид поперечного сечения слоистой заготовки согласно первому варианту осуществления настоящего изобретения (Пример 1). На фиг. 3 показан вид в перспективном изображении заготовки по фиг. 2 (Пример 1).
Заготовка по Примеру 1 имеет базовый вес 195 грамм на квадратный метр, толщину (T) 315 микрометров. Было измерено, что каждая линия абляции имеет минимальную остаточную толщину 15 процентов от толщины (T) заготовки и ширину абляции 0,28 миллиметра. Зазор между нижними точками смежных линий абляции составляет 2,0 миллиметра и остаточная жесткость в направлении изгиба, вычисленная на основе жесткости в поперечном направлении перед наслоением, составляет 15 миллиньютон. Жесткость слоистой заготовки перед абляцией составляет 197 миллиньютон в направлении обработки и 98 миллиньютон в поперечном направлении (в данном примере поперечное направление представляет собой направление изгиба).
Как можно видеть на фиг. 2 и 3, было обнаружено, что заготовка по Примеру 1 имеет четко определяемую часть в виде скошенной кромки. То есть, часть в виде скошенной кромки имеет четко определяемые острые точки перегиба между основными плоскими стенками, при этом гладкие плоские грани находятся между смежными точками перегиба, образованными линиями абляции.
Пример 2:
На фиг. 4 показан увеличенный вид поперечного сечения слоистой заготовки согласно второму варианту осуществления настоящего изобретения (Пример 2). На фиг. 5 показан вид в перспективном изображении заготовки по фиг. 4 (Пример 2).
Заготовка по Примеру 2 имеет базовый вес 240 грамм на квадратный метр, толщину (T) 298 микрометров. Было измерено, что каждая линия абляции имеет минимальную остаточную толщину 22 процента от толщины (T) заготовки и ширину абляции 0,46 миллиметра.
Зазор между нижними точками смежных линий абляции составляет 2,0 миллиметра и остаточная жесткость в направлении изгиба, вычисленная на основе жесткости в поперечном направлении перед наслоением, составляет 13 миллиньютон. Жесткость слоистой заготовки перед абляцией составляет 185 миллиньютон в направлении обработки и 59 миллиньютон в поперечном направлении (в данном примере поперечное направление представляет собой направление изгиба).
Как можно видеть на фиг. 4 и 5, было обнаружено, что заготовка по Примеру 2 имеет четко определяемую часть в виде скошенной кромки. То есть, часть в виде скошенной кромки имеет четко определяемые острые точки перегиба между основными плоскими стенками, при этом гладкие плоские грани находятся между смежными точками перегиба, образованными линиями абляции.
Пример 3:
На фиг. 6 показан увеличенный вид поперечного сечения слоистой заготовки согласно второму варианту осуществления настоящего изобретения (Пример 2). На фиг. 7 показан вид в перспективном изображении заготовки по фиг. 6 (Пример 3).
Заготовка по Примеру 3 имеет базовый вес 270 грамм на квадратный метр, толщину (T) 340 микрометров. Было измерено, что каждая линия абляции имеет минимальную остаточную толщину 40 процентов от толщины (T) заготовки и ширину абляции 0,51 миллиметра.
Зазор составляет 2,0 миллиметра и остаточная жесткость в направлении изгиба, вычисленная на основе жесткости в поперечном направлении перед наслоением, составляет 58 миллиньютон. Жесткость слоистой заготовки перед абляцией составляет 290 миллиньютон в направлении обработки и 145 миллиньютон в поперечном направлении (в данном примере поперечное направление представляет собой направление изгиба).
Как можно видеть на фиг. 6 и 7, было обнаружено, что заготовка по Примеру 3 имеет четко определяемую часть в виде скошенной кромки. То есть, часть в виде скошенной кромки имеет четко определяемые острые точки перегиба между основными плоскими стенками, при этом гладкие плоские грани находятся между смежными точками перегиба, образованными линиями абляции.
Сравнительный пример 1:
На фиг. 8 показан увеличенный вид поперечного сечения слоистой заготовки, не соответствующей варианту осуществления настоящего изобретения (Сравнительный пример 1). На фиг. 7 показан вид в перспективном изображении заготовки по фиг. 6 (Сравнительный пример 1).
Заготовка по Сравнительному примеру 2 имеет базовый вес 270 грамм на квадратный метр, толщину (T) 340 микрометров. Было измерено, что каждая линия абляции имеет минимальную остаточную толщину 47 процентов от толщины (T) заготовки и ширину абляции 0,46 миллиметра. Линии абляции расположены на расстоянии 2,12 миллиметра друг от друга.
Зазор составляет 2,1 миллиметра. Жесткость слоистой заготовки перед абляцией составляет 197 миллиньютон в направлении обработки и 98 миллиньютон в поперечном направлении (в данном примере поперечное направление представляет собой направление изгиба).
Как можно видеть на фиг. 8 и 9, было обнаружено, что заготовка по Сравнительному примеру 1 не имеет четко определяемых острых точек перегиба между основными плоскими стенками, при этом гладкие плоские грани находятся между смежными точками перегиба, образованными линиями абляции.
Сравнительный пример 2:
На фиг. 10 показан увеличенный вид поперечного сечения слоистой заготовки, не соответствующей варианту осуществления настоящего изобретения (Сравнительный пример 2). На фиг. 11 показан вид в перспективном изображении заготовки по фиг. 10 (Сравнительный пример 2).
Заготовка по Сравнительному примеру 2 имеет базовый вес 240 грамм на квадратный метр, толщину (T) 298 микрометров. Было измерено, что каждая линия абляции имеет минимальную остаточную толщину 66 процентов от толщины (T) заготовки и ширину абляции 0,35 миллиметра. Зазор составляет 0,71 миллиметра. Жесткость слоистой заготовки перед абляцией составляет 197 миллиньютон в направлении обработки и 98 миллиньютон в поперечном направлении (в данном примере поперечное направление представляет собой направление изгиба).
Как можно видеть на фиг. 10 и 11, было обнаружено, что заготовка по Сравнительному примеру 2 не имеет четко определяемых острых точек перегиба между основными плоскими стенками, при этом гладкие плоские грани находятся между смежными точками перегиба, образованными линиями абляции.
Краткое описание Примеров и Сравнительных примеров
На фиг. 2-7, таким образом, показано, что может быть получена неожиданно более опрятная, более четкая определяемая часть в виде скошенной кромки, когда линии абляции наносятся на слоистую заготовку согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАРА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2016 |
|
RU2713480C2 |
| ТАРА, ИМЕЮЩАЯ УЛУЧШЕНУЮ КРИВОЛИНЕЙНУЮ КРОМКУ | 2016 |
|
RU2700952C2 |
| ЕМКОСТЬ СО СКОШЕННОЙ КРОМКОЙ И СМЕЖНОЙ ПОПЕРЕЧНОЙ КРИВОЛИНЕЙНОЙ КРОМКОЙ | 2016 |
|
RU2706812C2 |
| ЕМКОСТЬ С НЕКВАДРАТНЫМИ КРОМКАМИ | 2016 |
|
RU2705481C2 |
| ТАРА С УЛУЧШЕННЫМ ВНЕШНИМ ВИДОМ | 2016 |
|
RU2707447C2 |
| УСОВЕРШЕНСТВОВАННАЯ ТАРА С ШАРНИРНОЙ КРЫШКОЙ И КРЫШЕЧНЫМ КЛАПАНОМ | 2015 |
|
RU2721498C2 |
| ТАРА С УСОВЕРШЕНСТВОВАННЫМ МАГНИТНЫМ ЗАТВОРОМ | 2016 |
|
RU2704901C2 |
| ТАРА СО СЪЕМНЫМ ИНСТРУМЕНТОМ ДЛЯ ОЧИСТКИ | 2018 |
|
RU2766159C2 |
| МОДИФИЦИРОВАННАЯ ТАРА ДЛЯ ПОТРЕБИТЕЛЬСКИХ ИЗДЕЛИЙ, СОДЕРЖАЩАЯ ЭЛЕМЕНТ ВИДИМОЙ ТОЛЩИНЫ | 2017 |
|
RU2736521C2 |
| БИГОВАННАЯ ЗАГОТОВКА ДЛЯ ОБРАЗОВАНИЯ ЕМКОСТИ С ЗАКРУГЛЕННЫМИ ИЛИ СКОШЕННЫМИ КРОМКАМИ | 2016 |
|
RU2711862C2 |
Тара для потребительских изделий по меньшей мере частично образована из слоистой заготовки из картона или плотной бумаги, имеющей толщину (Т) и образующей часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки. Часть в виде скошенной кромки имеет внутреннюю поверхность и внешнюю поверхность, и внутренняя поверхность части в виде скошенной кромки образует область (А) абляции, имеющую длину (L) в продольном направлении части в виде скошенной кромки и ширину (W), которая проходит поперек части в виде скошенной кромки. Область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки. Каждая линия абляции имеет минимальную остаточную толщину (RT), которая составляет по меньшей мере приблизительно 15 процентов и менее приблизительно 40 процентов от толщины (T) заготовки, и зазор между нижними точками двух смежных линий абляции составляет более 1,3 мм и менее 5,0 мм. 2 н. и 12 з.п. ф-лы, 11 ил.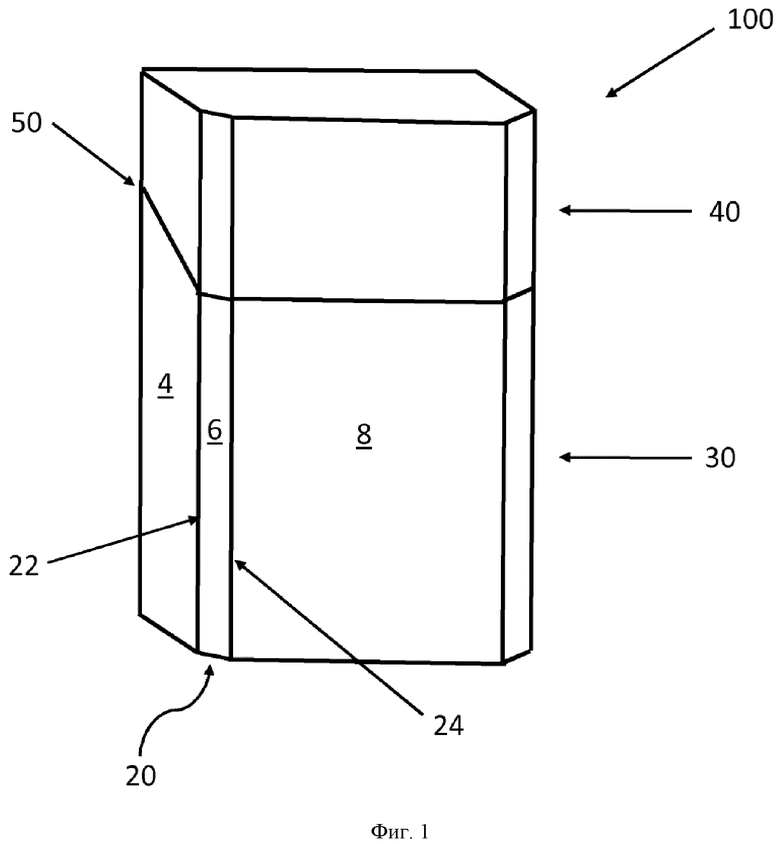
1. Тара для потребительских изделий, при этом тара по меньшей мере частично образована из слоистой заготовки на основе целлюлозного волокна, имеющей толщину (Т), при этом слоистая заготовка образует часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки;
при этом часть в виде скошенной кромки имеет внутреннюю поверхность и внешнюю поверхность и внутренняя поверхность части в виде скошенной кромки образует область (А) абляции, при этом область абляции имеет длину (L) в продольном направлении части в виде скошенной кромки и ширину (W), которая проходит поперек части в виде скошенной кромки;
при этом область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки, при этом каждая линия абляции имеет минимальную остаточную толщину (RT), которая меньше толщины (T) слоистой заготовки;
при этом минимальная остаточная толщина (RT) каждой из двух или более линий абляции составляет по меньшей мере приблизительно 15 процентов и менее приблизительно 40 процентов от толщины (T) заготовки;
при этом зазор между нижними точками двух смежных линий абляции составляет более 1,3 миллиметра и менее 5,0 миллиметра; и при этом толщина (T) слоистой заготовки составляет от приблизительно 260 микрометров до приблизительно 340 микрометров.
2. Тара по п. 1, отличающаяся тем, что область абляции содержит от двух до пяти указанных линий абляции по существу по длине в любом продольном положении части в виде скошенной кромки.
3. Тара по любому из предыдущих пунктов, отличающаяся тем, что слоистая заготовка имеет базовый вес от приблизительно 160 грамм на квадратный метр до приблизительно 300 грамм на квадратный метр.
4. Тара по любому из предыдущих пунктов, отличающаяся тем, что каждая из двух или более линий абляции имеет ширину (X) абляции от приблизительно 0,1 миллиметра до приблизительно 0,5 миллиметра при измерении поперечно к продольному направлению части в виде скошенной кромки.
5. Тара по любому из предыдущих пунктов, отличающаяся тем, что ширина (W) области абляции составляет от приблизительно 2 миллиметров до приблизительно 8 миллиметров.
6. Тара по любому из предыдущих пунктов, отличающаяся тем, что расстояние между смежными линиями абляции в области абляции составляет по меньшей мере приблизительно 1,2 миллиметра.
7. Тара по любому из предыдущих пунктов, отличающаяся тем, что слоистая заготовка имеет жесткость в направлении изгиба от приблизительно 50 миллиньютон до приблизительно 500 миллиньютон.
8. Тара по любому из предыдущих пунктов, отличающаяся тем, что слоистая заготовка имеет остаточную жесткость в направлении изгиба от приблизительно 10 миллиньютон до приблизительно 60 миллиньютон.
9. Тара по любому из предыдущих пунктов, отличающаяся тем, что слоистая заготовка имеет шероховатость поверхности от приблизительно 0,5 микрометра до приблизительно 1,5 микрометра.
10. Тара по любому из предыдущих пунктов, отличающаяся тем, что слоистая заготовка имеет поверхностную прочность от приблизительно 0,25 метра в секунду до приблизительно 1 метра в секунду.
11. Тара по любому из предыдущих пунктов, отличающаяся тем, что область абляции содержит по меньшей мере две линии абляции, которые проходят параллельно по меньшей мере по части указанной части в виде скошенной кромки в ее продольном направлении.
12. Тара по любому из предыдущих пунктов, отличающаяся тем, что первая плоская стенка по существу перпендикулярна второй плоской стенке.
13. Тара по любому из предыдущих пунктов, содержащая:
часть в виде коробки, содержащую переднюю стенку части в виде коробки, заднюю стенку части в виде коробки, первую и вторую боковые стенки части в виде коробки и нижнюю стенку части в виде коробки, и
часть в виде крышки, проходящую вдоль линии шарнира от верхней кромки части в виде коробки, при этом часть в виде крышки выполнена с возможностью движения вокруг линии шарнира между открытым положением и закрытым положением.
14. Слоистая заготовка на основе целлюлозного волокна для образования тары для потребительских изделий, при этом заготовка имеет толщину (Т) и образует часть тары, которая содержит по меньшей мере первую плоскую стенку и вторую плоскую стенку, которые соединены друг с другом посредством части в виде скошенной кромки;
при этом часть в виде скошенной кромки имеет внутреннюю поверхность и внешнюю поверхность и внутренняя поверхность части в виде скошенной кромки образует область (А) абляции, при этом область абляции имеет длину (L) в продольном направлении части в виде скошенной кромки и ширину (W), которая проходит поперек части в виде скошенной кромки;
при этом область абляции содержит две или более линий абляции, проходящих по существу в продольном направлении части в виде скошенной кромки, при этом каждая линия абляции имеет минимальную остаточную толщину (RT), которая меньше толщины (T) слоистой заготовки;
при этом минимальная остаточная толщина (RT) каждой из двух или более линий абляции составляет по меньшей мере приблизительно 15 процентов и менее приблизительно 40 процентов от толщины (T) заготовки;
при этом зазор между нижними точками двух смежных линий абляции составляет более 1,3 миллиметра и менее 5,0 миллиметра; и
при этом толщина (Т) слоистой заготовки составляет от приблизительно 260 микрометров до приблизительно 340 микрометров.
| WO 2005007537 A1, 27.01.2005 | |||
| Способ создания многоступенчатой рекуперации энергии заряженных частиц и устройство для его реализации | 2018 |
|
RU2700583C1 |
| WO 2012123189 A1, 20.09.2012 | |||
| US 5143282 A, 01.09.1992. | |||

