Настоящее изобретение относится к таре для изделий, генерирующих аэрозоль. В частности, настоящее изобретение относится к единицам тары, содержащим часть в виде коробки со множеством изделий, генерирующих аэрозоль, часть в виде крышки и удлиненный инструмент для очистки.
Из уровня техники известны изделия, генерирующие аэрозоль, в которых субстрат, образующий аэрозоль, для генерирования вдыхаемого аэрозоля, нагревают, а не сжигают. Назначение таких нагреваемых изделий, генерирующих аэрозоль, заключается в уменьшении содержания известных вредных составляющих дыма, образованных в результате сгорания и пиролитической деградации табака в обычных сигаретах. Как правило, в таких нагреваемых изделиях, генерирующих аэрозоль, аэрозоль генерируется в результате передачи тепла от источника тепла на физически отделенный материал или субстрат, образующий аэрозоль, который может быть расположен внутри, вокруг или дальше по ходу потока относительно источника тепла. Во время курения летучие соединения высвобождаются из субстрата, образующего аэрозоль, в результате передачи тепла от источника тепла и захватываются в воздух, втягиваемый через курительное изделие. По мере охлаждения высвобождающихся соединений, они конденсируются с образованием аэрозоля, который вдыхается потребителем. Такие изделия, генерирующие аэрозоль, как правило, предусмотрены в таре для изделий, генерирующих аэрозоль, очень похожих на тару или пачку для сигарет.
В документе WO 2013102614 раскрыт пример электрического устройства, генерирующего аэрозоль, в котором субстрат, образующий аэрозоль, изделия, генерирующего аэрозоль, нагревается в непосредственном контакте с нагревательным элементом с образованием вдыхаемого аэрозоля. В такой конфигурации устройства тепло от нагревательного элемента может передаваться почти мгновенно на по меньшей мере часть субстрата, образующего аэрозоль, при активации нагревательного элемента, и это может способствовать быстрому генерированию аэрозоля. Кроме того, общее количество тепловой энергии, необходимой для генерирования аэрозоля, может быть ниже, чем было бы в случае системы, в которой субстрат, образующий аэрозоль, не находится в непосредственном контакте с нагревательным элементом и первоначальный нагрев субстрата происходит за счет конвекции или излучения. Если нагревательный элемент находится в непосредственном контакте с субстратом, образующим аэрозоль, первоначальный нагрев частей субстрата, которые контактируют с нагревательным элементом, будет осуществляться за счет проводимости.
Когда субстрат, образующий аэрозоль, такой как субстрат табака, нагревается, летучие соединения высвобождаются. Летучие соединения и аэрозоль, выделяющиеся под действием тепла от нагревательного элемента, могут оседать на устройство, генерирующее аэрозоль, и, в частности, на поверхность нагревательного элемента. Частицы самого субстрата, образующего аэрозоль, могут также прилипать к нагревательному элементу, особенно если нагревательный элемент находится в непосредственном контакте с субстратом, образующим аэрозоль. Например, при использовании устройства, описанного в документе WO 2013102614, нагревательная пластина нагревает субстрат табака до температур свыше 200°C, высвобождая летучие соединения, никотин и глицерин, все из которых образуют респираторный аэрозоль для вдыхания потребителем. Однако остатки и пыль, как правило, скапливаются внутри полости в устройстве после курения множества изделий, генерирующих аэрозоль.
Частицы и соединения, прилипшие и осевшие на нагревательный элемент или в полости устройства, генерирующего аэрозоль, могут препятствовать оптимальному функционированию нагревательного элемента. Данные частицы и соединения могут также разрушиться во время использования устройства, генерирующего аэрозоль, и передать пользователю неприятный или горький вкус. Поэтому целесообразно периодически очищать нагревательный элемент и полость, в которой расположен нагревательный элемент.
Очистка может быть осуществлена посредством способа, предусматривающего пиролиз, при которой нагревательный элемент нагревают до температуры, достаточно высокой для сжигания любых остатков или отложений. Однако пиролиз сам по себе не всегда может быть эффективным. Расходный материал для очистки, такой как щетка, может использоваться в качестве альтернативы пиролизу или в дополнение к нему. Однако такие расходные материалы для очистки пользователь должен иметь при себе в дополнение к устройству, генерирующему аэрозоль, и таре для изделий, генерирующих аэрозоль. В результате расходный материал для очистки можно забывать или он может рассматриваться как неудобство, особенно если расходный материал для очистки является громоздким. Это может привести к редкой очистке нагревательного элемента или полости и снижению производительности.
Согласно первому аспекту настоящего изобретения представлена тара для изделий, генерирующих аэрозоль, при этом тара содержит: часть в виде коробки; часть в виде крышки; множество изделий, генерирующих аэрозоль, расположенных внутри части в виде коробки; и съемную пластинчатую заготовку, расположенную в части в виде коробки или части в виде крышки, или в обеих, при этом съемная пластинчатая заготовка содержит по меньшей мере одну продольную ослабленную линию, при этом съемная пластинчатая заготовка выполнена с возможностью складывания вдоль по меньшей мере одной продольной ослабленной линии с образованием удлиненного инструмента для очистки, имеющего дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему, и имеющего скребковую поверхность на дальнем конце.
Согласно второму аспекту настоящего изобретения представлена тара для изделий, генерирующих аэрозоль, при этом тара содержит: часть в виде коробки, образованную из одной пластинчатой заготовки; часть в виде крышки, образованную из той же одной пластинчатой заготовки, что и часть в виде коробки; множество изделий, генерирующих аэрозоль, расположенных внутри части в виде коробки; и съемную пластинчатую заготовку, изготовленную из того же материала, что и одна пластинчатая заготовка, при этом съемная пластинчатая заготовка расположена внутри части в виде крышки и прикреплена к ней, при этом съемная пластинчатая заготовка содержит по меньшей мере одну продольную ослабленную линию, при этом съемная пластинчатая заготовка выполнена с возможностью складывания вдоль по меньшей мере одной продольной ослабленной линии с образованием удлиненного инструмента для очистки, имеющего скребковую поверхность на своем дальнем конце.
Во втором аспекте настоящего изобретения инструмент для очистки может иметь дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему. Создавая конфигурацию съемной пластинчатой заготовки так, чтобы полученный удлиненный инструмент для очистки имел дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему, дальний конец может вставляться в полость устройства, генерирующего аэрозоль, в котором изделия, генерирующие аэрозоль, отдельно размещаются во время использования. Скребковая поверхность обеспечивает возможность механической очистки поверхностей внутри полости устройства, генерирующего аэрозоль, и внутреннего нагревательного элемента, расположенного внутри такой полости.
В настоящем изобретении удлиненный инструмент для очистки предусмотрен внутри тары и поэтому не нуждается в отдельной переноске к таре для изделий, генерирующих аэрозоль. Это способствует частой очистке устройства, генерирующего аэрозоль, для поддержания надлежащих эксплуатационных характеристик, поскольку это обеспечивает пользователю возможность хранения инструмента для очистки с изделиями, генерирующими аэрозоль, где он может быть более удобно расположен и использован чаще. Кроме того, обеспечивая удлиненный инструмент для очистки в виде съемной пластинчатой заготовки, инструмент для очистки может предусматриваться внутри тары, не занимая пространство, необходимое для изделий, генерирующих аэрозоль, подразумевая, что вместимость и размеры таких единиц тары могут быть такими же, как и для обычных видов тары. После того, как изделия, генерирующие аэрозоль, в таре были израсходованы, тара и удлиненный инструмент для очистки могут быть утилизированы вместе, поскольку новый инструмент для очистки может быть предусмотрен с новой тарой. Это обеспечивает возможность создания инструмента для очистки со сроком службы, соответствующим лишь количеству изделий, генерирующих аэрозоль, в таре. Таким образом, инструмент для очистки может иметь небольшой вес и быть дешевым для производства.
Съемная пластинчатая заготовка может быть расположена внутри части в виде крышки или части в виде коробки, или в обеих. Съемная пластинчатая заготовка может свободно располагаться в части в виде крышки тары или части в виде коробки тары, или как в части в виде крышки, так и в части в виде коробки. Например, съемная пластинчатая заготовка может проходить от части в виде коробки в часть в виде крышки, когда часть в виде крышки закрыта. Съемная пластинчатая заготовка быть прикреплена к части в виде крышки. Съемная пластинчатая заготовка быть прикреплена к части в виде коробки. Съемная пластинчатая заготовка быть прикреплена к части в виде крышки и части в виде коробки.
В предпочтительных вариантах осуществления съемная пластинчатая заготовка расположена внутри части в виде крышки и прикреплена к ней. Благодаря прикреплению съемной заготовки к части в виде крышки тары к инструменту для очистки облегчен доступ и он виден потребителю, когда тара открыта. Это может также способствовать использованию инструмента для очистки и частой очистке устройства, генерирующего аэрозоль. Прикрепление съемной пластинчатой заготовки к части в виде крышки может способствовать предотвращению непреднамеренной потери или смещению съемной пластинчатой заготовки перед использованием, например во время транспортировки.
Съемная пластинчатая заготовка может быть выполнена из материала, отличного от материала части в виде коробки или части в виде крышки, или обеих. В предпочтительных вариантах осуществления съемная пластинчатая заготовка изготовлена из того же материала, что и одна или обе из части в виде крышки и части в виде коробки. Это особенно предпочтительно, когда часть в виде коробки и часть в виде крышки образованы из одной пластинчатой заготовки. Это может способствовать улучшению простоты производства тары.
В некоторых вариантах осуществления тара может представлять собой тару типа с выдвижной частью. В некоторых предпочтительных вариантах осуществления тара представляет собой тару с шарнирной крышкой, в которой часть в виде коробки и часть в виде крышки выполнены из одной пластинчатой заготовки. В таких вариантах осуществления съемная пластинчатая заготовка может быть изготовлена из того же материала, что и одна пластинчатая заготовка.
Съемная пластинчатая заготовка может представлять собой отдельный компонент внутри тары.
Преимущественно как часть в виде коробки, так и часть в виде крышки образованы из одной пластинчатой заготовки, и съемная пластинчатая заготовка изготовлена из того же материала, что и одна пластинчатая заготовка и составляет одно целое с одной пластинчатой заготовкой. Преимущественно, съемная пластинчатая заготовка прикреплена к одной пластинчатой заготовке посредством ослабленной линии. Благодаря наличию цельной съемной пластинчатой заготовки удлиненный инструмент для очистки легко помещается в упаковку. Съемная пластинчатая заготовка также может быть изготовлена быстро и с малыми затратами.
Съемная пластинчатая заготовка может быть прикреплена к одной пластинчатой заготовке вдоль передней стенки части в виде коробки.
Преимущественно часть в виде крышки содержит: заднюю стенку части в виде крышки, отходящую от задней стенки части в виде коробки; верхнюю стенку части в виде крышки, отходящую от задней стенки части в виде крышки; и переднюю стенку части в виде крышки, отходящую от верхней стенки части в виде крышки, при этом передняя стенка части в виде крышки содержит переднюю панель части в виде крышки, отходящую от верхней стенки части в виде крышки, и нижнюю панель передней стенки части в виде крышки, отходящую от передней панели части в виде крышки, при этом нижняя панель передней стенки части в виде крышки лежит под передней панелью части в виде крышки. Преимущественно съемная пластинчатая заготовка по меньшей мере частично образована нижней панелью передней стенки части в виде крышки. Съемная пластинчатая заготовка может быть полностью образована нижней панелью передней стенки части в виде крышки.
Нижняя панель передней стенки части в виде крышки может отходить от передней стенки части в виде крышки вдоль ослабленной линии для обеспечения возможности легкого снятия нижней панели передней стенки части в виде крышки с передней стенки части в виде крышки. Ослабленная линия может быть предусмотрена поперек нижней панели передней стенки части в виде крышки, чтобы обеспечить возможность легкого удаления части нижней панели передней стенки части в виде крышки. В таких вариантах осуществления часть нижней панели передней стенки части в виде крышки будет оставаться прикрепленной к передней стенке части в виде крышки после разделения нижней панели передней стенки части в виде крышки вдоль ослабленной линии. Часть нижней панели передней стенки части в виде крышки, которая выполнена с возможностью разделения вдоль ослабленной линии, затем образует по меньшей мере часть съемной пластинчатой заготовки.
Съемная пластинчатая заготовка может быть полностью образована нижней панелью передней стенки части в виде крышки. В некоторых вариантах осуществления часть в виде крышки также содержит дополнительную нижнюю панель части в виде крышки, отходящую от нижней панели передней стенки части в виде крышки, при этом съемная пластинчатая заготовка по меньшей мере частично образована дополнительной нижней панелью части в виде крышки. Съемная пластинчатая заготовка может быть образована как нижней панелью передней стенки части в виде крышки, так и дополнительной нижней панелью части в виде крышки. Дополнительная нижняя панель части в виде крышки может быть шарнирно прикреплена от нижней панели передней стенки части в виде крышки. Дополнительная нижняя панель части в виде крышки может быть приклеена к внутренней поверхности части в виде крышки. Верхняя стенка части в виде крышки может содержать верхнюю панель части в виде крышки и дополнительную нижнюю панель части в виде крышки, при этом дополнительная нижняя панель части в виде крышки лежит под верхней панелью части в виде крышки.
Съемная пластинчатая заготовка содержит по меньшей мере одну продольную ослабленную линию, вдоль которой съемная пластинчатая заготовка может складываться с образованием удлиненного инструмента для очистки.
По меньшей мере одна продольная ослабленная линия может быть выполнена таким образом, что удлиненный инструмент для очистки имеет по существу параллельные продольные стороны. В этой конфигурации диаметр удлиненного инструмента для очистки может быть существу одинаковым на его ближнем и дальнем концах.
Преимущественно по меньшей мере одна продольная ослабленная линия или продольные боковые кромки съемной пластинчатой заготовки, или как по меньшей мере одна продольная ослабленная линия, так и продольные боковые кромки съемной пластинчатой заготовки не параллельны продольной оси съемной пластинчатой заготовки, так что при складывании съемной пластинчатой заготовки вдоль по меньшей мере одной продольной ослабленной линии с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки сужается в направлении скребковой поверхности. Другими словами, удлиненный инструмент для очистки сужается в направлении скребковой поверхности на дальнем конце.
Благодаря наличию инструмента для очистки, который сужается в направлении скребковой поверхности, обеспечивается возможность легкой вставки инструмента для очистки внутрь полости в устройстве. Сужение может также повышать эффективность инструмента для очистки и может обеспечить возможность увеличения жесткости удлиненного инструмента для очистки на расстоянии от очистительной поверхности в области, где диаметр может быть больше.
По меньшей мере одна продольная ослабленная линия может содержать одну продольную ослабленную линию. По меньшей мере одна продольная ослабленная линия может содержать множество продольных ослабленных линий.
По меньшей мере одна продольная ослабленная линия может проходить вдоль лишь части длины съемной пластинчатой заготовки. По меньшей мере одна продольная ослабленная линия может проходить вдоль по существу всей длины съемной пластинчатой заготовки.
По меньшей мере одна продольная ослабленная линия может быть расположена на съемной пластинчатой заготовке так, что удлиненный инструмент для очистки имеет открытую форму поперечного сечения. Например, удлиненный инструмент для очистки может иметь V-образное или С-образное поперечное сечение.
Преимущественно по меньшей мере одна продольная ослабленная линия содержит множество продольных ослабленных линий, каждая из которых проходит вдоль по существу всей длины съемной пластинчатой заготовки и расположена так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки имеет замкнутую форму поперечного сечения.
Благодаря наличию инструмента для очистки с замкнутой формой поперечного сечения жесткость инструмента для очистки может быть увеличена. Это может увеличить срок службы инструмента для очистки и может повысить его эффективность при очищении мусора, который плотно прилеплен.
Удлиненный инструмент для очистки может иметь любую подходящую замкнутую форму поперечного сечения. Например, инструмент может иметь неправильную замкнутую форму поперечного сечения. В некоторых примерах инструмент может иметь правильную многоугольную форму поперечного сечения, такую как квадратная, пятиугольная или шестиугольная форма поперечного сечения.
Преимущественно множество продольных ослабленных линий расположены так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки имеет треугольную форму поперечного сечения.
Множество продольных ослабленных линий могут быть расположены так, что продольные боковые кромки съемной пластинчатой заготовки непосредственно смежны друг с другом при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки. Другими словами, когда съемная пластинчатая заготовка складывается вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки, первая продольная кромка съемной пластинчатой заготовки примыкает ко второй противоположной продольной кромке.
Преимущественно множество продольных ослабленных линий расположены так, что продольные боковые кромки съемной пластинчатой заготовки перекрываются друг другом, когда съемная пластинчатая заготовка складывается вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки.
Благодаря наличию инструмента для очистки с замкнутой формой поперечного сечения и с продольными боковыми кромками, которые перекрываются, жесткость может быть дополнительно увеличена.
В случае, если удлиненный инструмент для очистки имеет замкнутую форму поперечного сечения, съемная пластинчатая заготовка образует стенки удлиненного инструмента для очистки и образует центральный просвет, или проход, вокруг которого предусмотрены стенки удлиненного инструмента для очистки.
Центральный просвет может быть по существу не загражденным. Альтернативно съемная пластинчатая заготовка может быть выполнена так, что удлиненный инструмент для очистки содержит один или более внутренних выступов, проходящих поперечно в центральный просвет. Это может способствовать очистке внутреннего нагревательного элемента, такого как нагревательная пластина, например посредством расположения удлиненного инструмента для очистки вокруг внутреннего нагревательного элемента и механического очищения нагревательного элемента с помощью одного или более внутренних выступов.
Преимущественно съемная пластинчатая заготовка также содержит по меньшей мере одну дополнительную продольную ослабленную линию, расположенную так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий в первом направлении и складывании вдоль по меньшей мере одной дополнительной продольной ослабленной линии во втором противоположном направлении с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки содержит внутренний выступ, проходящий в центральный просвет удлиненного инструмента для очистки, при этом по меньшей мере одна дополнительная продольная ослабленная линия образует по меньшей мере одну вершину внутреннего выступа.
По меньшей мере одна дополнительная продольная ослабленная линия может состоять из одной дополнительной продольной ослабленной линии. В таких вариантах осуществления дополнительная продольная ослабленная линия образует апекс внутреннего выступа.
По меньшей мере одна дополнительная продольная ослабленная линия может содержать множество дополнительных продольных ослабленных линий. В таких вариантах осуществления дополнительная продольная ослабленная линия образует множество вершин внутреннего выступа.
Внутренний выступ может иметь любую подходящую форму поперечного сечения, такую как треугольная форма поперечного сечения, квадратная форма поперечного сечения, прямоугольная форма поперечного сечения, трапециевидная форма поперечного сечения или любая другая многоугольная форма поперечного сечения. Внутренний выступ может быть образован из двух смежных панелей съемной заготовки, которые согнуты вдоль одной дополнительной продольной ослабленной линии. Две смежные панели могут быть сложены одна на одну. В таких вариантах осуществления внутренний выступ может иметь по существу плоское поперечное сечение.
Внутренний выступ может проходить в центральный просвет удлиненного инструмента для очистки вдоль лишь части длины удлиненного инструмента для очистки. Внутренний выступ может проходить в центральный просвет удлиненного инструмента для очистки вдоль по существу всей длины удлиненного инструмента для очистки. Внутренний выступ может иметь ширину от приблизительно 1,5 миллиметра до приблизительно 4 миллиметров, например, от приблизительно 1,8 миллиметра до приблизительно 3,3 миллиметра. Ширина внутреннего выступа является максимальным поперечным размером внутреннего выступа. Другими словами, степень, до которой внутренний выступ проходит в центральный просвет, рассматриваемый как поперечное сечение.
При использовании удлиненный инструмент для очистки может быть захвачен просто на своей наружной поверхности.
Преимущественно съемная пластинчатая заготовка также содержит по меньшей мере одну ближнюю ослабленную линию на ближнем конце съемной пластинчатой заготовки или смежно с ним, проходящую вдоль лишь части длины съемной пластинчатой заготовки. Съемная пластинчатая заготовка может быть выполнена с возможностью складывания вдоль по меньшей мере одной ближней ослабленной линии с образованием части в виде рукоятки, проходящей наружу от удлиненного инструмента для очистки на ближнем конце удлиненного инструмента для очистки или смежно с ним. Часть в виде рукоятки может способствовать захвату инструмента для очистки.
В контексте настоящего документа термин «ослабленная линия» используется для описания части поверхности тары или заготовки, при этом структурная прочность материала была ослаблена любой подходящей методикой. Например, ослабленная линия может быть выполнена в виде линии биговки, линии рилевки, линии абляции или линии перфорации.
Преимущественно по меньшей мере одна продольная ослабленная линия, вдоль которой съемная пластинчатая заготовка может складываться с образованием удлиненного инструмента для очистки, образована посредством рилевки, биговки или посредством абляции, или их комбинации. В предпочтительных вариантах осуществления по меньшей мере одна продольная ослабленная линия образована посредством рилевки. В случае, если как часть в виде коробки, так и часть в виде крышки выполнены из одной пластинчатой заготовки и съемная пластинчатая заготовка выполнена из того же материала, что и одна пластинчатая заготовка, и составляет одно целое с одной пластинчатой заготовкой, по меньшей мере одна продольная ослабленная линия преимущественно образована таким же образом, что и линии сгиба в одной пластинчатой заготовке, которые используются для образования части в виде коробки и части в виде крышки. Например, в случае, если часть в виде коробки и часть в виде крышки выполнены из одной пластинчатой заготовки, содержащей множество линий сгиба, образованных рилевкой, по меньшей мере одна продольная ослабленная линия в съемной пластинчатой заготовке также образована посредством рилевки. Одна пластинчатая заготовка может содержать множество линий сгиба, посредством которых образованы части в виде коробки и крышки, при этом любые ослабленные линии в съемной пластинчатой заготовке образуются таким же образом, что и линии сгиба, например посредством рилевки. В случае, если съемная пластинчатая заготовка содержит множество ослабленных линий, каждая из множества ослабленных линий может быть образована таким же образом, что и каждая другая. Каждая из множества ослабленных линий может быть образована таким же образом, что и линии сгиба в одной пластинчатой заготовке, используемой для образования частей в виде коробки и крышки тары.
Преимущественно в случае, если как часть в виде коробки, так и часть в виде крышки выполнены из одной пластинчатой заготовки, съемная пластинчатая заготовка выполнена из того же материала, что и одна пластинчатая заготовка, составляет единое целое с одной пластинчатой заготовкой и прикреплена к одной пластинчатой заготовке посредством ослабленной линии, причем ослабленная линия образована посредством линии биговки, или посредством линии абляции, или посредством линии перфорации, или любой их комбинации.
В контексте настоящего документа термин «линия биговки» относится к линии, образованной посредством частичного вырезания в материале заготовки. Линия биговки может быть выполнена посредством удаления материала из заготовки, другими словами, посредством образования канавки или впадины в заготовке. В качестве альтернативы, линия биговки может быть образована без удаления какого-либо материала из заготовки. Это, как правило, будет предусматривать сжатие материала.
Термин «линия рилевки», как правило, относится к линии, образованной посредством смещения части материала по существу перпендикулярно плоскости заготовки, что приводит к образованию канавки или впадины в заготовке. Смещение может включать сжатие и, как правило, достигается посредством инструмента для сжатия, такого как валик. Альтернативно, или помимо этого, материал на линии рилевки может быть смещен таким образом, что он по меньшей мере частично выступает из противоположной стороны заготовки. В целом, при образовании линии рилевки материал не удаляют.
Термин «линия абляции» используется для описания линии, образованной посредством удаления материала с поверхности заготовки до заданной глубины посредством абляции, например посредством лазерного луча или лезвия.
Термин «линия перфорации» описывает линию или последовательность отдельных отверстий или пазов в заготовке. Отверстия могут быть образованы посредством проталкивания объекта через заготовку, что может привести к удалению материала из заготовки, например посредством пробивания. Альтернативно отверстия могут быть созданы фактически без удаления материала, при этом объект используется для выталкивания материала наружу из центра отверстия.
Скребковая поверхность удлиненного инструмента для очистки может представлять собой плоскую или изогнутую поверхность на дальнем конце удлиненного инструмента для очистки. Скребковая поверхность удлиненного инструмента для очистки может представлять собой острый кончик, образованный посредством совмещения двух кромок удлиненного инструмента для очистки.
Преимущественно съемная пластинчатая заготовка может содержать множество отдельных пальцеобразных выступов на своем дальнем конце, при этом каждый из отдельных пальцеобразных выступов выполнен с возможностью складывания вдоль поперечной линии сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки.
Такая компоновка может способствовать очистке внутреннего нагревательного элемента. Это обусловлено тем, что щетинки заострены в направлении внутреннего нагревательного элемента во время чистки и могут обеспечивать возможность приложения большего скребкового усилия к нагревательному элементу в поперечном направлении по сравнению со скребковой поверхностью, образованной дальней кромкой инструмента для очистки. Щетинки также могут увеличивать площадь поверхности скребковой поверхности для обеспечения возможности более быстрой очистки полости и нагревательного элемента, например просто посредством перемещения инструмента вверх и вниз внутри полости или вращения инструмента внутри полости.
Согласно третьему аспекту настоящего изобретения представлена тара для изделий, генерирующих аэрозоль, при этом тара содержит: часть в виде коробки; часть в виде крышки; множество изделий, генерирующих аэрозоль, расположенных внутри части в виде коробки; и съемную пластинчатую заготовку, расположенную в части в виде коробки или части в виде крышки, или в обеих, при этом съемная пластинчатая заготовка выполнена с возможностью сгибания вокруг своей продольной оси с образованием трубчатого удлиненного инструмента для очистки, имеющего дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему, и при этом съемная пластинчатая заготовка содержит множество отдельных пальцеобразных выступов на своем дальнем конце, при этом каждый из отдельных пальцеобразных выступов выполнен с возможностью складывания вдоль поперечной линии сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки.
Съемная пластинчатая заготовка может быть плоской. Съемная пластинчатая заготовка может иметь любую подходящую форму. Например, съемная пластинчатая заготовка может иметь треугольную, квадратную, прямоугольную, косоугольную, овальную, трапециевидную, ромбовидную, пятиугольную, шестиугольную, семиугольную или другую многоугольную форму.
Съемная пластинчатая заготовка может быть выполнена из любого подходящего материала или комбинации материалов, включая, но без ограничения, картон, плотную бумагу, пластмассу, металл или их комбинации. Предпочтительно съемная пластинчатая заготовка представляет собой картонную заготовку, имеющую вес от приблизительно 100 грамм на квадратный метр до приблизительно 350 грамм на квадратный метр. В предпочтительных вариантах осуществления заготовка имеет толщину от приблизительно 100 микрометров до приблизительно 500 микрометров, предпочтительно от приблизительно 200 микрометров до приблизительно 350 микрометров. Предпочтительно съемные пластинчатые заготовки согласно настоящему изобретению и получающиеся в результате удлиненные инструменты для очистки имеют длину от приблизительно 60 миллиметров до приблизительно 150 миллиметров, более предпочтительно длину от приблизительно 70 миллиметров до приблизительно 125 миллиметров, при этом длина измеряется от дальней кромки до ближней кромки съемной пластинчатой заготовки. В определенных вариантах осуществления съемная пластинчатая заготовка имеет длину от приблизительно 70 миллиметров до приблизительно 75 миллиметров, например, приблизительно 72 миллиметра. Длина съемной заготовки может по существу соответствовать ширине тары.
Согласно дополнительному аспекту представлена пластинчатая заготовка для образования тары для изделий, генерирующих аэрозоль, согласно любому из вариантов осуществления, описанных в контексте настоящего документа.
Также представлена пластинчатая заготовка для образования тары для изделий, генерирующих аэрозоль, при этом заготовка, содержит: часть заготовки, образующая коробку, для образования части в виде коробки тары; часть заготовки, образующая крышку, для образования части в виде крышки тары и часть съемной пластинчатой заготовки для образования съемной пластинчатой заготовки, при этом съемная пластинчатая заготовка содержит по меньшей мере одну продольную ослабленную линию, вдоль которой съемная пластинчатая заготовка может складываться или сгибаться с образованием удлиненного инструмента для очистки, имеющего скребковую поверхность на своем дальнем конце. Часть съемной пластинчатой заготовки может быть прикреплена к части заготовки, образующей коробку, или части заготовки, образующей крышку, посредством ослабленной линии. Часть съемной пластинчатой заготовки может содержать множество отдельных пальцеобразных выступов на своем дальнем конце, при этом каждый из отдельных пальцеобразных выступов выполнен с возможностью складывания вдоль поперечной линии сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки.
Часть заготовки, образующая коробку, может содержать заднюю панель части в виде коробки для образования задней стенки части в виде коробки тары, при этом часть заготовки, образующая крышку, отходит от части заготовки, образующей коробку, вдоль линии шарнира крышки, проходящей поперек задней панели части в виде коробки.
Часть заготовки, образующая крышку, может содержать: заднюю панель части в виде крышки, отходящую от задней панели части в виде коробки; верхнюю панель части в виде крышки, отходящую от задней панели части в виде крышки; переднюю панель части в виде крышки, отходящую от верхней панели части в виде крышки, и переднюю нижнюю панель части в виде крышки, отходящую от передней панели части в виде крышки, при этом съемная пластинчатая заготовка по меньшей мере частично образована передней нижней панелью части в виде крышки. В таких вариантах осуществления передняя нижняя панель части в виде крышки может отходить от передней панели части в виде крышки вдоль ослабленной линии так, что передняя нижняя панель части в виде крышки представляет собой съемную пластинчатую заготовку.
Часть заготовки, образующая крышку, может также содержать дополнительную нижнюю панель части в виде крышки, отходящую от передней нижней панели части в виде крышки, при этом съемная пластинчатая заготовка по меньшей мере частично образована дополнительной нижней панелью части в виде крышки. Съемная пластинчатая заготовка может быть образована как передней нижней панелью части в виде крышки, так и дополнительной нижней панелью части в виде крышки.
В контексте настоящего документа термины «передний», «задний», «верхний», «нижний», «верх», «низ» и «боковой» относятся к относительным положениям частей единиц тары согласно настоящему изобретению и ее компонентов, когда тара находится в вертикальном положении, когда часть в виде крышки находится в закрытом положении. В случае, если тара имеет линию шарнира, соединяющую часть в виде крышки и часть в виде коробки, линия шарнира находится на задней стороне тары. При описании единиц тары согласно настоящему изобретению эти термины используются независимо от ориентации описываемой тары.
Термин «линия шарнира» относится, в частности, к линии, вокруг которой часть в виде крышки можно поворачивать для того, чтобы открыть тару. Линия шарнира может представлять собой, например, линию сгиба предварительной фальцовки или линию биговки на панелях, образующих заднюю стенку тары.
Термины «продольный», «поперечный», «ближний» и «дальний» определяются в отношении удлиненного инструмента для очистки, который получается в результате складывания или сгибания съемной пластинчатой заготовки. Таким образом, термин «продольный» относится к направлению вдоль длины удлиненного инструмента для очистки, а термин «поперечный» относится к направлению, перпендикулярному продольному направлению. Термин «дальний конец» относится к концу удлиненного инструмента для очистки или к съемной пластинчатой заготовке, на которой расположена скребковая поверхность и которая предназначена для вставки в полость устройства, требующего чистки. Термин «ближний конец» относится к концу удлиненного инструмента для очистки или съемной пластинчатой заготовке, которая противоположна дальнему концу. Это, как правило, тот конец, за который удлиненный инструмент для очистки захватывается во время использования.
Термин «продольная ослабленная линия» относится к ослабленной линии, которая проходит главным образом в продольном направлении съемной пластинчатой заготовки. Другими словами, продольный компонент продольной ослабленной линии больше, чем любой поперечный компонент продольной ослабленной линии. В определенных вариантах осуществления одна или более продольных ослабленных линий по существу параллельны продольной оси съемной пластинчатой заготовки. В таких вариантах осуществления одна или более продольных ослабленных линий по существу не имеют поперечного компонента.
Термин «ближняя ослабленная линия» относится к ослабленной линии, расположенной в ближней половине съемной пластинчатой заготовки. Ближняя ослабленная линия может находиться исключительно в ближней половине съемной пластинчатой заготовки. Ближняя ослабленная линия может быть расположена исключительно в ближней одной трети или ближней одной четверти съемной пластинчатой заготовки. Ближняя ослабленная линия может проходить от ближней кромки съемной пластинчатой заготовки. Например, ближняя ослабленная линия может проходить под углом от ближней кромки съемной пластинчатой заготовки в направлении продольной кромки съемной пластинчатой заготовки. Ближняя ослабленная линия может проходить поперек ширины съемной пластинчатой заготовки. Ближняя ослабленная линия может находиться рядом с ближней кромкой съемной пластинчатой заготовки, но на расстоянии от нее.
Термин «поперечная линия сгиба» относится к линии, вдоль которой может быть согнута съемная пластинчатая заготовка или часть съемной пластинчатой заготовки, которая проходит, главным образом, в поперечном направлении съемной пластинчатой заготовки. Другими словами, поперечный компонент поперечной линии сгиба больше, чем любой продольный компонент поперечной линии сгиба. В определенных вариантах осуществления поперечная линия сгиба является по существу перпендикулярной продольной оси съемной пластинчатой заготовки. В таких вариантах осуществления поперечная линия сгиба по существу не содержит продольный компонент. Поперечная линия сгиба может представлять собой поперечную ослабленную линию.
Термин «длина» относится к максимальному размеру удлиненного инструмента для очистки в продольном направлении. Термин «диаметр» относится к максимальному размеру удлиненного инструмента для очистки в поперечном направлении.
Термин «удлиненный инструмент для очистки» относится к инструменту для очистки, длина которого больше, чем его диаметр. Например, удлиненный инструмент для очистки может иметь длину, которая по меньшей мере в два раза больше диаметра инструмента для очистки.
Термин «продольные боковые кромки» относится к кромкам съемной пластинчатой заготовки, которые проходят между ближним и дальним концами съемной пластинчатой заготовки. Продольные боковые кромки могут быть линейными или нелинейными. Продольные боковые кромки могут быть непрерывными или прерывистыми.
Термин «внутренняя поверхность» используется в настоящем описании для обозначения поверхности компонента собранной тары, которая обращена в направлении внутренней стороны тары, например, в направлении изделий, генерирующих аэрозоль, когда тара находится в закрытом положении. Аналогично термин «наружная поверхность» используется в настоящем описании для обозначения поверхности компонента тары, которая обращена наружу от тары. Например, в случае, если тара содержит внутреннюю рамку, внутренняя рамка содержит наружную поверхность, которая обращена к наружному корпусу тары, и внутреннюю поверхность, которая обращена к внутренней упаковке тары. Следует отметить, что внутренняя или наружная поверхность необязательно эквивалентна конкретной стороне пластинчатой заготовки, используемой при сборке тары. В зависимости от того, каким образом пластинчатая заготовка складывается вокруг изделий, генерирующих аэрозоль, во время изготовления, зоны, находящиеся на одной и той же стороне тары, могут быть обращены либо внутрь, либо наружу от тары.
Изделия, генерирующие аэрозоль, такие как курительные изделия и, как правило, предусмотренные в виде набора изделий, генерирующих аэрозоль, помещенных в часть в виде коробки тары. Набор изделий, генерирующих аэрозоль, размещенных в части в виде коробке, обычно обернут во внутренний вкладыш, или внутреннюю упаковку, из металлизированной бумаги, металлической фольги или другого гибкого листового материала. Для доступа к набору изделий, генерирующих аэрозоль, находящемуся во внутреннем вкладыше, потребитель должен удалить верхнюю часть внутреннего вкладыша после первого открытия тары.
В единицах тары с шарнирной крышкой эта крышка часто также содержит нижнюю панель передней стенки части в виде крышки, или передний клапан крышки, проходящую от нижней кромки передней стенки части в виде крышки вдоль линии сгиба. Когда тара собрана из пластинчатой заготовки, передний клапан крышки сложен внутрь и, как правило, прикреплен к внутренней поверхности передней стенки части в виде крышки. Это повышает жесткость крышки, в то же время улучшая отделку и внешний вид передней стороны тары. Единицы тары, содержащие один такой передний клапан крышки, известны, например, из документа WO 2010/001335 и документа EP 2789547.
С целью облегчения и направления складывания пластинчатой заготовки для образования тары вышеописанного типа, в целом, предусматривается ослабленная линия, такая как линия рилевки, на нижней кромке передней стенки части в виде крышки, посредством которой передний клапан крышки легко может быть сложен внутрь на приблизительно 180 градусов, чтобы находиться вплотную к внутренней стороне передней стенки части в виде крышки. С этой целью полоса материала пластинчатой заготовки непрерывно подается в машину, оснащенную одним или более блоками рилевки, приспособленными для образования локальных линейных углублений в пластинчатом материале так, чтобы уменьшить устойчивость последнего к изгибу. Таким образом, материал пластинчатой заготовки может легко сгибаться или складываться вдоль линии (линий) рилевки посредством фальцевальной машины. Тот же самый процесс может использоваться для обеспечения ослабленных линий на съемной пластинчатой заготовке, вдоль которых может складываться съемная пластинчатая заготовка.
В случае, если одна или более ослабленных линий предусмотрены в виде линии рилевки, или линии абляции, предпочтительно одна или более ослабленных линий имеют остаточную толщину менее чем приблизительно 30 процентов от толщины (Т) пластинчатой заготовки, в которой образована ослабленная линия. Более предпочтительно одна или более ослабленных линий могут иметь остаточную толщину менее чем приблизительно 20 процентов, менее чем приблизительно 10 процентов или менее чем приблизительно 5 процентов от толщины (Т) пластинчатой заготовки, в которой образована ослабленная линия.
Термин «остаточная толщина» используется в контексте настоящего документа для обозначения минимального расстояния, измеренного между двумя противоположными поверхностями пластинчатой заготовки или стенки тары, образованной из пластинчатой заготовки. На практике, расстояние в заданном месте измеряют вдоль направления, локально перпендикулярного противоположным поверхностям. «Остаточная толщина» линии абляции или линии рилевки может быть постоянной, если материал удален или сжат равномерно по существу по ширине линии (плоский профиль). Альтернативно остаточная толщина может варьироваться по ширине линии абляции или линии рилевки, если материал удален неравномерно по ширине линии (например, V-образные, U-образные канавки).
Единицы тары согласно настоящему изобретению могут быть образованы из пластинчатой заготовки. Пластинчатая заготовка может быть выполнена из любого подходящего материала или комбинации материалов, включая, но без ограничения, картон, плотную бумагу, пластмассу, металл или их комбинации. Предпочтительно заготовка представляет собой пластинчатую картонную заготовку, имеющую вес от приблизительно 100 грамм на квадратный метр до приблизительно 350 грамм на квадратный метр. В предпочтительных вариантах осуществления заготовка имеет толщину от приблизительно 100 микрометров до приблизительно 500 микрометров, предпочтительно от приблизительно 200 микрометров до приблизительно 350 микрометров.
Единицы тары согласно настоящему изобретению могут необязательно содержать наружную обертку, которая предпочтительно представляет собой прозрачную полимерную пленку из, например, полиэтилена высокой или низкой плотности, полипропилена, ориентированного полипропилена, поливинилиденхлорида, целлюлозной пленки или их комбинаций, и эту наружную обертку наносят обычным способом. Наружная обертка может содержать отрывную ленту. Помимо этого, на наружной обертке могут быть напечатаны изображения, потребительская информация или другие данные.
Также, изделия, генерирующие аэрозоль, могут быть предусмотрены в таре в виде набора, завернутого во внутреннюю упаковку, образованную из металлической фольги или металлизированной бумаги. Материал внутренней упаковки может быть выполнен в виде пластинчатой структуры из металлизированной полиэтиленовой пленки и прокладочного материала. Прокладочный материал может представлять собой суперкаландрированную глассиновую бумагу. Помимо этого, материал внутренней упаковки может быть обеспечен верхним покрытием, на котором возможна печать. Внутренняя упаковка имеет отверстие для доступа, через которое могут извлекаться изделия, генерирующие аэрозоль, когда крышка тары находится в соответствующем открытом положении.
Тара предпочтительно представляет собой прямоугольный параллелепипед, содержащий две более широкие стенки, разделенные двумя более узкими стенками. Единицы тары согласно настоящему изобретению могут иметь форму прямоугольного параллелепипеда с прямоугольными продольными и прямоугольными поперечными кромками. Альтернативно тара может содержать одну или более закругленных продольных кромок, закругленных поперечных кромок, скошенных продольных кромок или скошенных поперечных кромок или их комбинации. Альтернативно тара может иметь непрямоугольное поперечное сечение, например, многоугольное, такое как треугольное или шестиугольное, полуовальное или полукруглое.
При соответствующем выборе размеров единицы тары согласно настоящему изобретению могут быть предназначены для вмещения разного общего количества изделий, генерирующих аэрозоль, или разных расположений изделий, генерирующих аэрозоль. Например, при соответствующем выборе размеров единицы тары согласно настоящему изобретению могут быть предназначены для вмещения в общей сложности от десяти до тридцати изделий, генерирующих аэрозоль, таких как курительные изделия. Изделия, генерирующие аэрозоль, могут быть расположены в различных компоновках в зависимости от общего количества.
Предпочтительно единицы тары согласно настоящему изобретению имеют высоту от приблизительно 40 миллиметров до приблизительно 150 миллиметров, более предпочтительно высоту от приблизительно 40 миллиметров до приблизительно 60 миллиметров, причем высота измеряется от нижней стенки до верхней стенки тары. В одном конкретном варианте осуществления тара имеет высоту 48 миллиметров.
Предпочтительно единицы тары согласно настоящему изобретению имеют ширину от приблизительно 12 миллиметров до приблизительно 150 миллиметров, более предпочтительно ширину от приблизительно 50 миллиметров до приблизительно 90 миллиметров, при этом ширина измеряется от одной боковой стенки к другой боковой стенке тары. В одном конкретном варианте осуществления тара имеет ширину 72 миллиметра.
Предпочтительно единицы тары согласно настоящему изобретению имеют глубину от приблизительно 6 миллиметров до приблизительно 150 миллиметров, более предпочтительно глубину от приблизительно 12 миллиметров до приблизительно 25 миллиметров, при этом глубина измеряется от передней стенки к задней стенке тары. В одном конкретном варианте осуществления тара имеет глубину 15 миллиметров.
Предпочтительно соотношение высоты тары к глубине тары составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 2 к 1 до 4 к 1.
Предпочтительно соотношение ширины тары к глубине тары составляет от приблизительно 0,3 к 1 до приблизительно 10 к 1, более предпочтительно от приблизительно 2 к 1 до приблизительно 8 к 1, наиболее предпочтительно от приблизительно 4 к 1 до 6 к 1.
Предпочтительно соотношение высоты задней стенки крышки к высоте задней стенки коробки наружного корпуса составляет от приблизительно 0 к 1 (крышка расположена на верхней кромке тары) до приблизительно 1 к 1, более предпочтительно от приблизительно 1 к 3 до приблизительно 1 к 8, наиболее предпочтительно от приблизительно 1 к 4 до приблизительно 1 к 6.
Изделия, генерирующие аэрозоль, для использования с единицами тары или хранения в них согласно настоящему изобретению содержат субстрат, образующий аэрозоль, который испаряется во время использования посредством устройства, генерирующего аэрозоль, с образованием аэрозоля.
В контексте настоящего документа термин «субстрат, образующий аэрозоль» означает субстрат, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Такие летучие соединения могут высвобождаться в результате нагрева субстрата, образующего аэрозоль.
В контексте настоящего документа термин «изделие, генерирующее аэрозоль» означает изделие, содержащее субстрат, образующий аэрозоль, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Например, изделие, генерирующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который может непосредственно вдыхаться в легкие пользователя, посредством использования втягивания или осуществления затяжек на мундштуке на ближнем или пользовательском конце системы. Изделие, генерирующее аэрозоль, может быть одноразовым. Изделие, содержащее субстрат, образующий аэрозоль, содержащий табак, называется табачной палочкой.
Изделие, генерирующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, генерирующее аэрозоль, может быть по существу удлиненным. Изделие, генерирующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Субстрат, образующий аэрозоль, может иметь по существу цилиндрическую форму. Субстрат, образующий аэрозоль, может быть по существу удлиненным. Субстрат, образующий аэрозоль, также может иметь длину и окружность, по существу перпендикулярную длине.
Изделие, генерирующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. В одном варианте осуществления изделие, генерирующее аэрозоль, имеет общую длину приблизительно 45 миллиметров.
Изделие, генерирующее аэрозоль, может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров, например, от приблизительно 6 миллиметров до приблизительно 8 миллиметров. В предпочтительном варианте осуществления изделие, генерирующее аэрозоль, имеет наружный диаметр 7,2 миллиметра +/- 10 процентов.
Субстрат, образующий аэрозоль, может иметь длину от приблизительно 7 миллиметров до приблизительно 15 миллиметров. В одном варианте осуществления субстрат, образующий аэрозоль, может иметь длину приблизительно 10 миллиметров. Альтернативно субстрат, образующий аэрозоль, или средство для удержания жидкости может иметь длину приблизительно 12 миллиметров.
Субстрат, генерирующий аэрозоль, предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру изделия, генерирующего аэрозоль. Наружный диаметр субстрата, образующего аэрозоль, может составлять от приблизительно 5 миллиметров до приблизительно 12 миллиметров. В одном варианте осуществления субстрат, образующий аэрозоль, может иметь наружный диаметр приблизительно 7,2 миллиметра +/- 10 процентов.
Субстрат, образующий аэрозоль, может представлять собой твердый субстрат, образующий аэрозоль. Субстрат, образующий аэрозоль, может содержать табакосодержащий материал, содержащий летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата при нагреве. Альтернативно субстрат, образующий аэрозоль, может содержать нетабачный материал. Субстрат, образующий аэрозоль, может также содержать вещество для образования аэрозоля, которое способствует образованию плотного и стабильного аэрозоля. В контексте настоящего документа термин «вещество для образования аэрозоля» используется для описания любого подходящего известного соединения или смеси соединений, которые, при использовании, способствуют образованию аэрозоля. Подходящие вещества для образования аэрозоля по существу являются стойкими к термической деградации при рабочей температуре изделия, генерирующего аэрозоль. Примерами подходящих веществ для образования аэрозоля являются глицерин и пропиленгликоль.
В особенно предпочтительном варианте осуществления субстрат, образующий аэрозоль, содержит собранный гофрированный лист гомогенизированного табачного материала. В контексте настоящего документа термин «гофрированный лист» обозначает лист, имеющий множество по существу параллельных складок или гофров.
Изделия, генерирующие аэрозоль, для использования с единицами тары или хранения в них согласно настоящему изобретению могут также содержать опорный элемент, который может быть расположен непосредственно дальше по ходу потока относительно субстрата, образующего аэрозоль. Опорный элемент может упираться в субстрат, образующий аэрозоль. Опорный элемент может быть выполнен из любого подходящего материала или комбинации материалов. Например, опорный элемент может быть выполнен из одного или более материалов, выбранных из группы, состоящей из: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы. Опорный элемент может содержать полый трубчатый элемент. Например, опорный элемент содержит полую ацетилцеллюлозную трубку. Опорный элемент предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру изделия, генерирующего аэрозоль. Опорный элемент может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров, например от приблизительно 5 миллиметров до приблизительно 10 миллиметров или от приблизительно 6 миллиметров до приблизительно 8 миллиметров. Например, опорный элемент может иметь наружный диаметр 7,2 миллиметра +/- 10 процентов. Опорный элемент может иметь длину от приблизительно 5 миллиметров до приблизительно 15 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину приблизительно 8 миллиметров.
Элемент, охлаждающий аэрозоль, может быть расположен дальше по ходу потока относительно субстрата, образующего аэрозоль, например, элемент, охлаждающий аэрозоль, может быть расположен непосредственно дальше по ходу потока относительно опорного элемента и может упираться в опорный элемент. Элемент, охлаждающий аэрозоль, может располагаться непосредственно дальше по ходу потока относительно субстрата, образующего аэрозоль. Например, элемент, охлаждающий аэрозоль, может упираться в субстрат, образующий аэрозоль. Элемент, охлаждающий аэрозоль, может иметь общую площадь поверхности от приблизительно 300 квадратных миллиметров на миллиметр длины до приблизительно 1000 квадратных миллиметров на миллиметр длины. В предпочтительном варианте осуществления элемент, охлаждающий аэрозоль, имеет общую площадь поверхности приблизительно 500 квадратных миллиметров на миллиметр длины. Элемент, охлаждающий аэрозоль, предпочтительно имеет низкое сопротивление втягиванию. Другими словами, элемент, охлаждающий аэрозоль, предпочтительно оказывает малое сопротивление прохождению воздуха через изделие, генерирующее аэрозоль. Предпочтительно элемент, охлаждающий аэрозоль, по существу не влияет на сопротивление втягиванию изделия, генерирующего аэрозоль. Элемент, охлаждающий аэрозоль, может содержать множество каналов, проходящих в продольном направлении. Множество каналов, проходящих в продольном направлении, могут быть образованы листовым материалом, который был обработан одним или более способами, выбранными из гофрирования, складывания складками, собирания и изгибания для образования каналов. Множество каналов, проходящих в продольном направлении, могут быть образованы одним листом, который был обработан одним или более способами, выбранными из гофрирования, складывания складками, собирания и изгибания для образования множества каналов. Альтернативно множество каналов, проходящих в продольном направлении, могут быть образованы несколькими листами, которые были обработаны одним или более способами, выбранными из гофрирования, складывания складками, собирания и изгибания для образования множества каналов.
В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может содержать собранный лист материала, выбранный из группы, состоящей из металлической фольги, полимерного материала и по существу непористой бумаги или картона. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может содержать собранный лист материала, выбранный из группы, состоящей из полиэтилена (PE), полипропилена (PP), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (CA) и алюминиевой фольги. В предпочтительном варианте осуществления элемент, охлаждающий аэрозоль, содержит собранный лист из биоразлагаемого материала. Например, собранный лист из непористой бумаги или собранный лист из биоразлагаемого полимерного материала, такого как полимолочная кислота или материал марки Mater-Bi® (имеющееся в продаже семейство сополиэфиров на основе крахмала). В особенно предпочтительном варианте осуществления элемент, охлаждающий аэрозоль, содержит собранный лист из полимолочной кислоты.
Элемент, охлаждающий аэрозоль, может быть выполнен из собранного листа материала, имеющего удельную площадь поверхности от приблизительно 10 квадратных миллиметров на миллиграмм до приблизительно 100 квадратных миллиметров на миллиграмм веса. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может быть выполнен из собранного листа материала, имеющего удельную площадь поверхности приблизительно 35 мм2/мг.
Изделие, генерирующее аэрозоль, может содержать мундштук, расположенный на конце, подносимом ко рту, изделия, генерирующего аэрозоль. Мундштук может быть расположен непосредственно дальше по ходу потока относительно элемента, охлаждающего аэрозоль, и может упираться в элемент, охлаждающий аэрозоль. Мундштук может быть расположен непосредственно дальше по ходу потока относительно субстрата, образующего аэрозоль, или, в случае, если изделие содержит средство для удержания жидкости для удержания жидкого субстрата, образующего аэрозоль, непосредственно дальше по ходу потока относительно средства для удержания жидкости. В таких вариантах осуществления мундштук может упираться в субстрат, образующий аэрозоль, или средство для удержания жидкости. Мундштук может содержать фильтр. Фильтр может быть образован из одного или более подходящих фильтрующих материалов. Большинство таких фильтрующих материалов известны в данной области техники. В одном варианте осуществления мундштук может содержать фильтр, выполненный из ацетилцеллюлозного жгута.
Мундштук предпочтительно имеет наружный диаметр, который приблизительно равен наружному диаметру изделия, генерирующего аэрозоль. Мундштук может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 10 миллиметров, например, от приблизительно 6 миллиметров до приблизительно 8 миллиметров. В предпочтительном варианте осуществления мундштук имеет наружный диаметр 7,2 миллиметра +/- 10%.
Мундштук может иметь длину от приблизительно 5 миллиметров до приблизительно 20 миллиметров. Например, мундштук может иметь длину от приблизительно 7 миллиметров до приблизительно 12 миллиметров.
Изделие, генерирующее аэрозоль, может содержать заглушку фильтра. Заглушка фильтра может быть расположена на расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль. Заглушка фильтра может представлять собой ацетилцеллюлозную заглушку фильтра. Заглушка фильтра в одном варианте осуществления имеет длину приблизительно 7 миллиметров, но может иметь длину от приблизительно 5 миллиметров до приблизительно 10 миллиметров.
Элементы изделия, образующего аэрозоль, могут быть окружены наружной оберткой, например, в форме стержня. Наружная обертка может быть образована из любого подходящего материала или комбинации материалов. Предпочтительно наружная обертка является непористой.
Следует иметь в виду, что любые признаки, описанные в отношении одного аспекта настоящего изобретения, в равной степени применимы к любому другому аспекту настоящего изобретения. В частности, признаки, описанные со ссылкой на единицы тары согласно первому и второму аспектам, применимы к единицам тары согласно третьему аспекту, и наоборот.
Настоящее изобретение будет также описано исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
на фиг. 1 показан вид в перспективе спереди тары согласно первому варианту осуществления в соответствии с настоящим изобретением с частью в виде крышки, находящейся в открытом положении;
на фиг. 2 показан частичный вид в перспективе тары, показанной на фиг. 1, с частью в виде крышки в открытом положении и со съемной пластинчатой заготовкой в сложенном положении в направлении наружу;
на фиг. 3 показан вид сверху первого варианта осуществления съемной пластинчатой заготовки для тары, показанной на фиг. 1;
на фиг. 4 показан вид в перспективе удлиненного инструмента для очистки, выполненного из съемной пластинчатой заготовки, показанной на фиг. 3;
на фиг. 5 показан частичный вид в перспективе удлиненного инструмента для очистки, показанного на фиг. 4, при использовании в полости устройства, генерирующего аэрозоль;
на фиг. 6 показан вид сверху пластинчатой заготовки для образования тары, показанной на фиг. 1;
на фиг. 7 показан вид в перспективе спереди тары согласно второму варианту осуществления в соответствии с настоящим изобретением с частью в виде крышки, находящейся в открытом положении;
на фиг. 8 показан вид сверху второго варианта осуществления съемной пластинчатой заготовки для единиц тары, показанных на фиг. 1 и фиг. 7;
на фиг. 9A, 9B и 9C показаны виды в перспективе процесса складывания для образования удлиненного инструмента для очистки из съемной пластинчатой заготовки, показанной фиг. 8;
на фиг. 10A показан частичный вид сбоку в перспективе в разрезе удлиненного инструмента для очистки, показанного на фиг. 9C, при использовании в полости устройства, генерирующего аэрозоль;
на фиг. 10B показан вид с торца в направлении стрелки B на фиг. 10A;
на фиг. 11 показан вид сверху третьего варианта осуществления съемной пластинчатой заготовки для единиц тары, показанных на фиг. 1 и фиг. 7;
на фиг. 12 показан вид в перспективе удлиненного инструмента для очистки, выполненного из съемной пластинчатой заготовки, показанной на фиг. 11;
на фиг. 13A показан частичный вид сбоку в перспективе в разрезе удлиненного инструмента для очистки, показанного на фиг. 12, при использовании в полости устройства, генерирующего аэрозоль;
на фиг. 13B показан вид с торца в направлении стрелки B на фиг. 13A;
на фиг. 14 показан вид сверху четвертого варианта осуществления съемной пластинчатой заготовки для единиц тары, показанных на фиг. 1 и фиг. 7;
на фиг. 15 показан вид в перспективе удлиненного инструмента для очистки, выполненного из съемной пластинчатой заготовки, показанной на фиг. 14;
на фиг. 16A показан частичный вид сбоку в перспективе в разрезе удлиненного инструмента для очистки, показанного на фиг. 15, при использовании в полости устройства, генерирующего аэрозоль; и
на фиг. 16B показан вид с торца в направлении стрелки B на фиг. 16A.
На фиг. 1 показан первый вариант осуществления тары 10 для изделий, генерирующих аэрозоль, в соответствии с настоящим изобретением. Тара, или пачка, 10 содержит наружную упаковку, образованную из сложенной пластинчатой заготовки, и содержит часть 14 в виде коробки и часть 16 в виде крышки, шарнирно прикрепленную к задней стенке части 14 в виде коробки. При использовании передняя часть крышки 16 поворачивается вверх и назад потребителем для открытия пачки 10 и, таким образом, обеспечивается доступ к ее содержимому, как показано на фиг. 1. Пачка 10 также включает внутреннюю рамку 18 внутри передней и боковых сторон части 14 в виде коробки. По меньшей мере часть внутренней рамки 18 проходит над частью 14 в виде коробки в пространство, закрытое крышкой 16 в закрытом положении. Внутренняя рамка 18 образована из сложенной пластинчатой заготовки и имеет переднюю стенку 20 и боковые стенки 22, проходящие назад от боковых кромок передней стенки 20. В части 14 в виде коробке и между боковыми стенками 22 внутренней рамки 18 расположены два в отдельности обернутые в фольгу набора 24 изделий, генерирующих аэрозоль. В передней стенке 20 внутренней рамки предусмотрен центральный вырез 26 для обеспечения возможности извлечения потребителем курительных изделий из пачки 10 в открытом положении. Помимо придания жесткости передней и боковым сторонам пачки 10 внутренняя рамка 18 обеспечивает некоторое взаимодействие или фрикционное зацепление с крышкой 16 когда она открывается и закрывается, тем самым способствуя предотвращению случайного открытия пачки 10 и удержанию крышки 16 в закрытом положении при необходимости.
Часть 16 в виде крышки содержит заднюю стенку 28 части в виде крышки, отходящую от задней стенки части в виде коробки, верхнюю стенку 30 части в виде крышки, отходящую от задней стенки 28 части в виде крышки, и переднюю стенку 32 части в виде крышки, отходящую от верхней стенки 30 части в виде крышки. Первая и вторая боковые стенки 34, 36 части в виде крышки отходят от задней, верхней и передней стенок части в виде крышки.
Как показано на фиг. 2, передняя стенка 32 части в виде крышки содержит переднюю панель 38 части в виде крышки, отходящую от верхней стенки 30 части в виде крышки, и нижнюю панель 40 передней стенки части в виде крышки, проходящую от нижней кромки передней стенки 32 части в виде крышки вдоль линии 42 сгиба. Когда тара 10 собрана из пластинчатой заготовки, нижняя панель 40 передней стенки части в виде крышки, или передний клапан крышки, складывается внутрь вплотную к внутренней поверхности передней панели 38 части в виде крышки. С целью облегчения и направления складывания пластинчатой заготовки для образования тары вышеописанного типа линия 42 сгиба представляет собой ослабленную линию на нижней кромке передней стенки 32 части в виде крышки, посредством которой передний клапан 40 крышки легко может быть сложен внутрь на приблизительно 180 градусов, чтобы находиться вплотную к внутренней стороне передней панели 38 части в виде крышки. Когда часть 16 в виде крышки открыта, передний клапан 40 крышки может быть развернут наружу вдоль линии 42 сгиба пользователем, как показано.
В этом примере линия 42 сгиба содержит множество перфорационных отверстий для обеспечения возможности извлечения переднего клапана 40 крышки из тары 10 посредством разлома тары 10 вдоль линии 42 сгиба. В этом примере передний клапан 40 крышки представляет собой съемную пластинчатую заготовку 50 и образует всю съемную пластинчатую заготовку 50. В других примерах дополнительная ослабленная линия (не показана) может быть предусмотрена в любом другом положении по ширине передней стенки 32 части в виде крышки, чтобы обеспечить возможность удаления части передней стенки 32 части в виде крышки с тары 10 вдоль ослабленной линии. В таких примерах съемная пластинчатая заготовка может быть образована лишь частью переднего клапана 40 крышки, передним клапаном 40 крышки и частью передней панели 38 части в виде крышки или дополнительной нижней панелью части в виде крышки, проходящей от переднего клапана 40 крышки.
Как показано на фиг. 3, съемная пластинчатая заготовка 50, образованная передним клапаном 40 крышки, является плоской и имеет, в целом, прямоугольную удлиненную форму с диагональным разрезом поперек одного угла. Съемная пластинчатая заготовка 50 имеет ближний конец 51 и дальний конец 52, а также первую и вторую продольные боковые кромки 53, 54, проходящие вдоль длины съемной пластинчатой заготовки от ближнего конца 51 к дальнему концу 52. Первая продольная боковая кромка 53 проходит вдоль линии 42 сгиба и является параллельной продольной оси 55 съемной пластинчатой заготовки 50. Вторая продольная боковая кромка 54 имеет первую часть 54A, проходящую от ближнего конца 51, которая параллельна продольной оси 55, и вторую часть 54B, которая проходит под углом от первой части 54A к дальнему концу 52 с образованием сужения в направлении дальнего конца 52. Съемная пластинчатая заготовка 50 также имеет продольную ослабленную линию 56 и ближнюю ослабленную линию 58. Продольная ослабленная линия 56 проходит вдоль всей длины заготовки 50 между ближним и дальним концами 51, 52 и под углом к продольной оси 55. Ближняя ослабленная линия 58 проходит под углом от ближнего конца 51 вдоль части длины первой продольной боковой кромки 53.
Съемная пластинчатая заготовка 50 имеет общую длину L, ширину WP на ближнем конце 51 и ширину WD на дальнем конце 52, которая меньше ширины WP на ближнем конце 51. Первая часть 54A второй продольной боковой кромки 54 имеет длину LA. Это расстояние от ближнего конца 51, на котором вторая продольная боковая кромка 54 начинает сужаться в направлении дальнего конца 52. Продольная ослабленная линия 56 проходит от точки A на ближней кромке 51 к точке C на дальней кромке 52. Ближняя ослабленная линия 58 проходит от точки B на ближней кромке 52 к точке D на первой продольной боковой кромке 53.
В особо предпочтительном примере общая длина L составляет 72 миллиметра, первая часть 54A имеет длину LA 34 миллиметра, ширина WP на ближнем конце 43 составляет 18 миллиметров, ширина WD на дальнем конце 52 составляет 4 миллиметра, точка A находится на расстоянии 3 миллиметров от первой части 54A второй продольной боковой кромки 54, точка B находится на расстоянии 10 миллиметров от первой продольной боковой кромки 53, точка C находится на расстоянии 2 миллиметров от первой продольной боковой кромки 53 и точка D находится на расстоянии 20 миллиметров от ближнего конца 51.
На фиг. 4 показан удлиненный инструмент 80 для очистки, выполненный из съемной пластинчатой заготовки 50. Для образования инструмента 80 для очистки съемную пластинчатую заготовку сначала удаляют из остальной части тары посредством отрыва вдоль линии 42 сгиба и складывают в первом направлении как вдоль продольной ослабленной линии 56, так и вдоль ближней ослабленной линии 58. Удлиненный инструмент 80 для очистки имеет скребковую поверхность 82 на своем дальнем конце, рукоятку 84 на своем ближнем конце и открытую форму с, в целом, V-образным поперечным сечением. Поскольку продольная ослабленная линия 56 и вторая часть 54B второй продольной боковой кромки 54 съемной пластинчатой заготовки не параллельны продольной оси 55 съемной пластинчатой заготовки, получаемый в результате удлиненный инструмент 80 для очистки сужается в направлении скребковой поверхности 82 на своем дальнем конце. Это может обеспечивать легкость при вставке инструмента 80 для очистки в полость. Узкая скребковая поверхность 82 может способствовать механической очистке мусора в полости. Рукоятка 84 образована посредством складывания съемной пластинчатой заготовки наружу вдоль ближней ослабленной линии.
На фиг. 5 показан удлиненный инструмент 80 для очистки, когда он вставлен в полость 2 устройства 1, генерирующего аэрозоль. Открытая форма удлиненного инструмента 80 для очистки обеспечивает возможность размещения инструмента 80 вокруг пластины 3 нагревателя в полости 2. Затем пластина 3 нагревателя и полость 2 могут быть механически очищены с помощью скребковой поверхности посредством захвата инструмента 80 за рукоятку и перемещения инструмента 80 по окружности внутри полости 2. После того, как полость 2 была очищена, удлиненный инструмент 80 для очистки вытаскивают из полости 2, и устройство 1, генерирующее аэрозоль, затем переворачивают, чтобы обеспечить возможность вытряхивания отделенного мусора из полости 2. Затем устройство 1, генерирующее аэрозоль, может быть снова использовано как обычно.
На фиг. 6 показана пластинчатая заготовка 100 для образования тары 10 согласно первому варианту осуществления. Сплошные линии представляют собой линии разреза, а пунктирные линии представляют собой ослабленные линии, такие как линии биговки, вдоль которых складывают пластинчатую заготовку 100 с образованием тары 10. Пластинчатая заготовка 100 содержит нижнюю панель 102 части в виде коробки, переднюю панель 104 части в виде коробки, отходящую вдоль линии 106 сгиба от нижней панели части в виде коробки, и заднюю панель 108 части в виде коробки, отходящую вдоль линии 110 сгиба от нижней панели 102 части в виде коробки. Первые боковые панели 112 части в виде коробки отходят вдоль линий 114 сгиба от задней панели 108 части в виде коробки, и вторые боковые панели 116 части в виде коробки отходят вдоль линий 118 сгиба от передней панели 104 части в виде коробки. Два пылезащитных клапана 120 части в виде коробки отходят вдоль линий 122 сгиба от первых боковых панелей 112 части в виде коробки.
Пластинчатая заготовка 100 также содержит заднюю панель 124 части в виде крышки, отходящую вдоль линии 126 сгиба от задней панели 108 части в виде коробки, верхнюю панель 128 части в виде крышки, отходящую вдоль линии 130 сгиба от задней панели части в виде крышки, и переднюю панель 38 части в виде крышки, отходящую вдоль линии 134 сгиба от верхней панели 128 части в виде крышки. Передняя нижняя панель 40 части в виде крышки отходит вдоль линии 42 сгиба от передней панели 38 части в виде крышки. Пластинчатая заготовка 100 также содержит первые боковые клапаны 140 части в виде крышки, отходящие вдоль линий 142 сгиба от задней панели 124 части в виде крышки, пылезащитные клапаны 144, отходящие вдоль линий 146 сгиба от первых боковых клапанов 140 части в виде крышки, и вторые боковые клапаны 148 части в виде крышки, отходящие вдоль линий 150 сгиба от передней панели 38 части в виде крышки. Когда пластинчатую заготовку 100 сгибают с образованием части 12 в виде коробки и части 14 в виде крышки, показанных на фиг. 1, каждая пара из первого и второго боковых клапанов 140, 148 части в виде крышки перекрывает друг друга с образованием боковых стенок 34, 36 части в виде крышки. Пылезащитные клапаны 144 складывают вокруг линий 146 сгиба таким образом, чтобы они лежали под верхней панелью 42 части в виде крышки. Переднюю нижнюю панель 40 части в виде крышки складывают вокруг линии 42 сгиба с размещением под передней панелью 38 части в виде крышки и, вместе с передней панелью 38 части в виде крышки, образованием передней стенки 32 части в виде крышки.
На фиг. 7 показан второй вариант осуществления тары 210 для изделий, генерирующих аэрозоль, в соответствии с настоящим изобретением. Как и в случае тары согласно первому варианту осуществления, тара, или пачка, 210 содержит наружную упаковку, образованную из сложенной пластинчатой заготовки, и содержит часть 214 в виде коробки и часть 216 в виде крышки, шарнирно прикрепленную к задней стенке части 214 в виде коробки, и содержит съемную пластинчатую заготовку 250. Однако в отличие от тары 10 согласно первому варианту осуществления съемная пластинчатая заготовка 250 предусмотрена в виде отдельного компонента, или вставки, который прикреплен к внутренней поверхности части 216 в виде крышки с возможностью снятия. Например, прикреплен как к верхней стенке 230, так и к передней стенке части в виде крышки. Съемная пластинчатая заготовка 250 может быть прикреплена к части 216 в виде крышки любыми подходящими средствами. Например, съемная пластинчатая заготовка 250 может быть размещена в кармане, образованном между передней панелью 238 части в виде крышки и нижней панелью 240 части в виде крышки. В предпочтительном варианте осуществления съемная пластинчатая заготовка 250 прикреплена с возможностью снятия к части 216 в виде крышки посредством клея, чувствительного к давлению. Подобно таре 10 согласно первому варианту осуществления съемная пластинчатая заготовка 250 может извлекаться из тары 210 и складываться с образованием удлиненного инструмента для очистки, как описано ниже в отношении фиг. 8-10B.
На фиг. 8 показана съемная пластинчатая заготовка 250 согласно второму варианту осуществления для тары 210 согласно второму варианту осуществления. Как показано на фиг. 8, съемная пластинчатая заготовка 250 является плоской и имеет, в целом, прямоугольную удлиненную форму. В этом примере съемная пластинчатая заготовка 250 содержит дополнительный клапан 260, содержащий ряд печатных инструкций для образования удлиненного инструмента для очистки из съемной пластинчатой заготовки 250. Дополнительный клапан 260 прикреплен к остальной части съемной пластинчатой заготовки 250 с помощью линии 262 перфорации и удаляется посредством отрыва по линии 262 перфорации перед складыванием съемной пластинчатой заготовки 250. Первая и вторая продольные боковые кромки 253, 254 параллельны друг другу и продольной оси 255 съемной пластинчатой заготовки 250. Множество продольных ослабленных линий 256 проходят вдоль длины съемной пластинчатой заготовки 250 параллельно продольным боковым кромкам 253, 254. Съемная пластинчатая заготовка 250 также содержит дополнительную продольную ослабленную линию 257, которая параллельна множеству продольных ослабленных линий 256 и расположена между двумя смежными продольными ослабленными линиями 256.
Съемная пластинчатая заготовка 250 разделена на ряд панелей продольными ослабленными линиями 256. В частности, съемная пластинчатая заготовка содержит первую панель 264 между первой продольной боковой кромкой 253 и смежной первой продольной ослабленной линией 256A, вторую панель 265, смежную с первой панелью 264 и расположенную между первой и второй продольными ослабленными линиями 256A, 256B, третью панель 266, смежную со второй панелью 265 и расположенную между второй и третьей продольными ослабленными линиями 256B, 256C, четвертую панель 267 между третьей и четвертой продольным ослабленными линиями 256C, 256D и пятую панель 268 между четвертой продольной ослабленной линией 256D и второй продольной боковой кромкой 254. Вторая панель 265 разделена на две подпанели посредством дополнительной продольной ослабленной линии 257.
Ссылаясь на фиг. 9A-9C, съемная пластинчатая заготовка 250 складывается вдоль множества продольных ослабленных линий 256 в первом направлении и складывается вдоль дополнительной продольной ослабленной линии 257 во втором противоположном направлении с образованием удлиненного инструмента 280 для очистки, имеющего замкнутую форму поперечного сечения и имеющего внутренний выступ 288, проходящий в центральный просвет 286 удлиненного инструмента 280 для очистки. Внутренний выступ 288 образует часть скребковой поверхности 282 и имеет боковые стенки, образованные второй панелью 265, и апекс 289, образованный дополнительной продольной ослабленной линией 257. Первая, третья и четвертая панели 264, 266, 267 образуют боковые стенки 290 инструмента 280 для очистки. Пятая панель 268 перекрывается с первой панелью 265 для обеспечения дополнительной жесткости.
В этом примере съемная пластинчатая заготовка 250 имеет четыре равномерно разнесенных продольных ослабленных линии 256 и одну дополнительную продольную ослабленную линию 257, расположенную в средней точке между двумя смежными продольными ослабленными линиями 256. Это приводит к образованию удлиненного инструмента 280 для очистки с равносторонним треугольным поперечным сечением и параллельными боковыми стенками 290, а также внутренним выступом 288, имеющим ширину, или радиальную протяженность, составляющую приблизительно половину ширины каждой из боковых стенок 290. Следует понимать, что могут быть предусмотрены различные формы поперечного сечения с использованием разного количества продольных ослабленных линий или посредством изменения расстояния между продольными ослабленными линиями. Также следует понимать, что могут предусматриваться инструменты для очистки с непараллельными боковыми стенками посредством предоставления съемной пластинчатой заготовки с непараллельными продольными боковыми кромками и непараллельными продольными ослабленными линиями.
На фиг. 10A и 10B показан удлиненный инструмент 280 для очистки при использовании в полости 2 устройства 1, генерирующего аэрозоль. Треугольная форма поперечного сечения удлиненного инструмента 280 для очистки обеспечивает возможность размещения боковых стенок 290 вокруг пластины 3 нагревателя в полости 2. Затем пластина 3 нагревателя и полость 2 могут быть механически очищены с помощью скребковой поверхности 282 и внутреннего выступа 288 посредством перемещения инструмента 280 для очистки по окружности внутри полости 2. Преимущественно боковые стенки внутреннего выступа 288 обеспечивают плоскую поверхность, о которую пластина 3 нагревателя может очищаться более эффективно. После того, как полость 2 была очищена, удлиненный инструмент 280 для очистки вытаскивают из полости 2, и устройство 1, генерирующее аэрозоль, затем переворачивают, чтобы обеспечить возможность вытряхивания отделенного мусора из полости 2. Затем устройство 1, генерирующее аэрозоль, может быть снова использовано как обычно.
На фиг. 11 показана съемная пластинчатая заготовка 350 согласно третьему варианту осуществления для тары 210 согласно второму варианту осуществления. Как показано на фиг. 11, съемная пластинчатая заготовка 350 является плоской и имеет, в целом, прямоугольную удлиненную форму. Съемная пластинчатая заготовка 350 подобна по конструкции и работе съемной пластинчатой заготовке 250 согласно второму варианту осуществления, и при наличии одинаковых признаков используются одинаковые ссылочные позиции. Как и в случае съемной пластинчатой заготовки 250 согласно второму варианту осуществления съемная пластинчатая заготовка 350 содержит дополнительный клапан 360, содержащий ряд печатных инструкций для образования удлиненного инструмента для очистки и прикрепленный с возможностью снятия к остальной части съемной пластинчатой заготовки 350 посредством линии 362 перфорации. Съемная пластинчатая заготовка 350 также имеет четыре равномерно разнесенных продольных ослабленных линии 356 и одну дополнительную продольную ослабленную линию 357, расположенную в средней точке между двумя смежными продольными ослабленными линиями 356. И в этом случае это приводит к образованию удлиненного инструмента 380 для очистки с равносторонним треугольным поперечным сечением и параллельными боковыми стенками 390, а также внутренним выступом 388, имеющим ширину, или радиальную протяженность, составляющую приблизительно половину ширины каждой из боковых стенок 390. Однако в отличие от первого и второго вариантов осуществления съемной пластинчатой заготовки третий вариант осуществления съемной пластинчатой заготовки 350 также содержит множество отдельных пальцеобразных выступов 370 на своем дальнем конце 352, при этом каждый из отдельных пальцеобразных выступов 370 выполнен с возможностью складывания вдоль поперечной линии 372 сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки. В этом примере отдельные пальцеобразные выступы 370 предусмотрены в группах на дальнем конце каждой из первой, третьей и четвертой панелей 364, 366, 367, а не на дальнем конце второй панели 365 или пятой панели 368. Это способствует предотвращению наложения друг на друга отдельных пальцеобразных выступов 370 на смежных панелях, когда съемную пластинчатую заготовку 350 складывают с образованием инструмента 380.
Ссылаясь на фиг. 12, полученный в результате удлиненный инструмент 380 для очистки согласно третьему варианту осуществления подобен по конструкции удлиненному инструменту 280 для очистки согласно второму варианту осуществления с добавлением множества щетинок 392 на дальнем конце инструмента 380. Щетинки 392 образуются посредством складывания каждого из отдельных пальцеобразных выступов 370 съемной пластинчатой заготовки 350 вдоль их соответствующей поперечной линии 372 сгиба в направлении центрального прохода, или просвета 386. Щетинки 392 образуют часть скребковой поверхности 382 инструмента 380.
На фиг. 13A и 13B показан удлиненный инструмент 380 для очистки при использовании в полости 2 устройства 1, генерирующего аэрозоль. Треугольная форма поперечного сечения удлиненного инструмента 380 для очистки обеспечивает возможность размещения боковых стенок 390 вокруг пластины 3 нагревателя в полости 2. Затем пластина 3 нагревателя и полость 2 могут быть механически очищены с помощью скребковой поверхности 382, внутреннего выступа 388 и щетинок 392 посредством перемещения инструмента 380 для очистки по окружности внутри полости 2. Преимущественно боковые стенки внутреннего выступа 388 обеспечивают плоскую поверхность, о которую пластина 3 нагревателя может очищаться более эффективно, и щетинки 392 обеспечивают дополнительную очистительную поверхность, чтобы способствовать чистке. Щетинки 392 заострены в направлении внутренней пластины 3 нагревателя во время чистки и изгибаются вокруг нее, чтобы вмещать пластину 3 нагревателя и увеличивать уровень контакта между инструментом 380 и пластиной 3 нагревателя. Щетинки 392 также могут обеспечивать возможность приложения большего скребкового усилия к пластине 3 нагревателя в поперечном направлении. После того, как полость 2 была очищена, удлиненный инструмент 380 для очистки вытаскивают из полости 2, и устройство 1, генерирующее аэрозоль, затем переворачивают, чтобы обеспечить возможность вытряхивания отделенного мусора из полости 2. Затем устройство 1, генерирующее аэрозоль, может быть снова использовано как обычно.
На фиг. 14 показана съемная пластинчатая заготовка 450 согласно четвертому варианту осуществления для тары 210 согласно второму варианту осуществления. Как показано на фиг. 14, съемная пластинчатая заготовка 450 является плоской и имеет, в целом, прямоугольную удлиненную форму. В отличие от второго и третьего вариантов осуществления съемной пластинчатой заготовки, съемная пластинчатая заготовка 450 согласно четвертому варианту осуществления содержит лишь одну продольную ослабленную линию 456, предусмотренную смежно со второй продольной боковой кромкой 454. Одна продольная ослабленная линия 456 параллельна первой и второй продольным боковым кромкам 453, 454 и продольной оси 455 и делит съемную пластинчатую заготовку 450 на первую панель 464 и намного меньшую вторую панель 465. В отличие от съемных пластинчатых заготовок согласно первому и третьему вариантам осуществления, съемная пластинчатая заготовка 450 не складывается с образованием удлиненного инструмента для очистки, но сворачивается вокруг своей продольной оси 455 с образованием трубчатого удлиненного инструмента для очистки, имеющего закрытое круглое поперечное сечение. Первая панель 464 образует боковую стенку 490 инструмента 480, а вторая панель 465 лежит под первой панелью 464 для придания жесткости инструменту. Как и в случае третьего варианта осуществления съемной пластинчатой заготовки 350 множество отдельных пальцеобразных выступов 470 предусмотрены на дальнем конце 452 съемной пластинчатой заготовки 450, при этом каждый из отдельных пальцеобразных выступов 470 выполнен с возможностью складывания вдоль поперечной линии 472 сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки. В этом примере отдельные пальцеобразные выступы 470 предусмотрены на дальнем конце первой панели 464, а не на дальнем конце второй панели 465. Это обусловлено тем, что вторая панель 465 лежит вплотную к первой панели 464, когда образуется инструмент, и любые из пальцеобразных выступов на второй панели 465 могут накладываться вплотную на те, что находятся на первой панели 466.
Ссылаясь на фиг. 15, полученный в результате удлиненный инструмент 480 для очистки согласно четвертому варианту осуществления является трубчатым и имеет круглую цилиндрическую форму. Как и в случае третьего варианта осуществления, удлиненный инструмент 480 для очистки содержит множество щетинок 492 на своем дальнем конце, которые образованы посредством складывания каждого из отдельных пальцеобразных выступов 470 съемной пластинчатой заготовки 450 вдоль их соответствующей поперечной линии 472 сгиба в направлении центрального прохода, или просвета, инструмента 480. Щетинки 492 образуют часть скребковой поверхности 482 инструмента 480.
На фиг. 16A и 16B показан удлиненный инструмент 480 для очистки при использовании в полости 2 устройства 1, генерирующего аэрозоль. Трубчатая форма поперечного сечения удлиненного инструмента 480 для очистки обеспечивает возможность размещения пластины 3 нагревателя в полости 2 в центральном проходе 486 инструмента 480. Затем пластина 3 нагревателя и полость 2 могут быть механически очищены с помощью скребковой поверхности 482 и щетинок 490 посредством перемещения инструмента 480 для очистки по окружности внутри полости 2. Преимущественно щетинки 490 обеспечивают дополнительную очистительную поверхность, чтобы способствовать механической очистке полости 2 и нагревателя 3, в частности, в областях, к которым в противном случае может быть трудно дотянуться с помощью инструмента при отсутствии каких-либо проходящих в поперечном направлении частей. Щетинки 490 заострены в направлении внутренней пластины 3 нагревателя во время чистки и изгибаются вокруг нее, чтобы вмещать пластину 3 нагревателя и увеличивать уровень контакта между инструментом 480 и пластиной 3 нагревателя. Щетинки 490 также могут обеспечивать возможность приложения большего скребкового усилия к пластине 3 нагревателя в поперечном направлении. После того, как полость 2 была очищена, удлиненный инструмент 480 для очистки вытаскивают из полости 2, и устройство 1, генерирующее аэрозоль, затем переворачивают, чтобы обеспечить возможность вытряхивания отделенного мусора из полости 2. Затем устройство 1, генерирующее аэрозоль, может быть снова использовано как обычно.
Вышеописанные конкретные варианты осуществления и примеры иллюстрируют, но не ограничивают изобретение. Следует понимать, что возможны и другие варианты осуществления настоящего изобретения и описанные в данном документе конкретные варианты осуществления и примеры не являются исчерпывающими.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАРА, СОДЕРЖАЩАЯ УКУПОРОЧНОЕ СРЕДСТВО С ИНДИКАЦИЕЙ ВСКРЫТИЯ | 2018 |
|
RU2762051C1 |
| ТАРА, ИМЕЮЩАЯ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ПОДВИЖНУЮ ПАНЕЛЬ | 2017 |
|
RU2760793C2 |
| ТАРА, СОДЕРЖАЩАЯ ПОДВИЖНУЮ СТЕНКУ | 2015 |
|
RU2672635C2 |
| УСОВЕРШЕНСТВОВАННАЯ ТАРА С ШАРНИРНОЙ КРЫШКОЙ И КРЫШЕЧНЫМ КЛАПАНОМ | 2015 |
|
RU2721498C2 |
| ТАРА, ИМЕЮЩАЯ КОРОБКУ И ГИЛЬЗУ С МЕХАНИЗМОМ ЗАЩИТЫ ОТ НЕСАНКЦИОНИРОВАННОГО ДОСТУПА | 2021 |
|
RU2841134C1 |
| ЕМКОСТЬ С УЛУЧШЕННЫМ УСТРОЙСТВОМ ДЛЯ ЗАКРЫТИЯ | 2016 |
|
RU2711460C2 |
| ТАРА СО СДВИЖНОЙ КРЫШКОЙ И ЗАПОРНЫМ МЕХАНИЗМОМ | 2020 |
|
RU2806107C2 |
| ТАРА, СОДЕРЖАЩАЯ КОРОБКУ И ГИЛЬЗУ С БЛОКИРУЮЩИМ МЕХАНИЗМОМ | 2020 |
|
RU2808877C2 |
| ТАРА, СОДЕРЖАЩАЯ КОРОБКУ И ГИЛЬЗУ С БЛОКИРУЮЩИМ МЕХАНИЗМОМ | 2020 |
|
RU2808209C2 |
| ТАРА С РАСШИРЯЕМОЙ ПРОКЛАДКОЙ ДЛЯ ИСПОЛЬЗОВАННЫХ И НЕИСПОЛЬЗОВАННЫХ ПОТРЕБИТЕЛЬСКИХ ТОВАРОВ | 2021 |
|
RU2825678C1 |
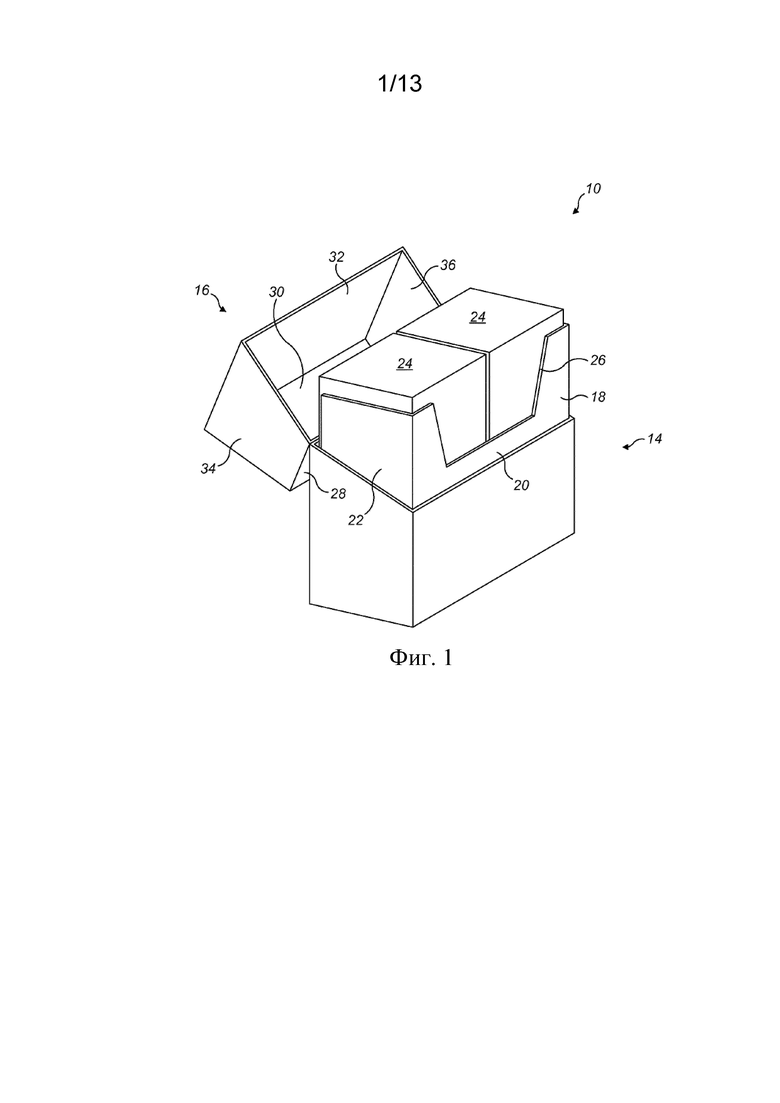

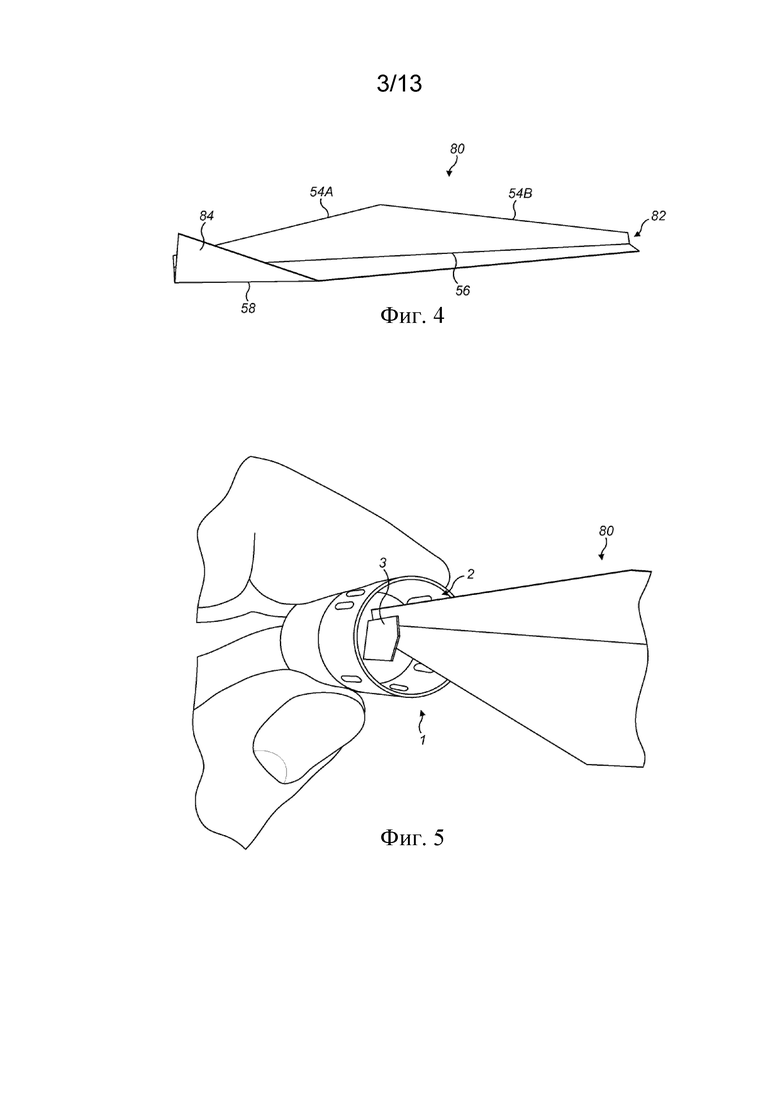
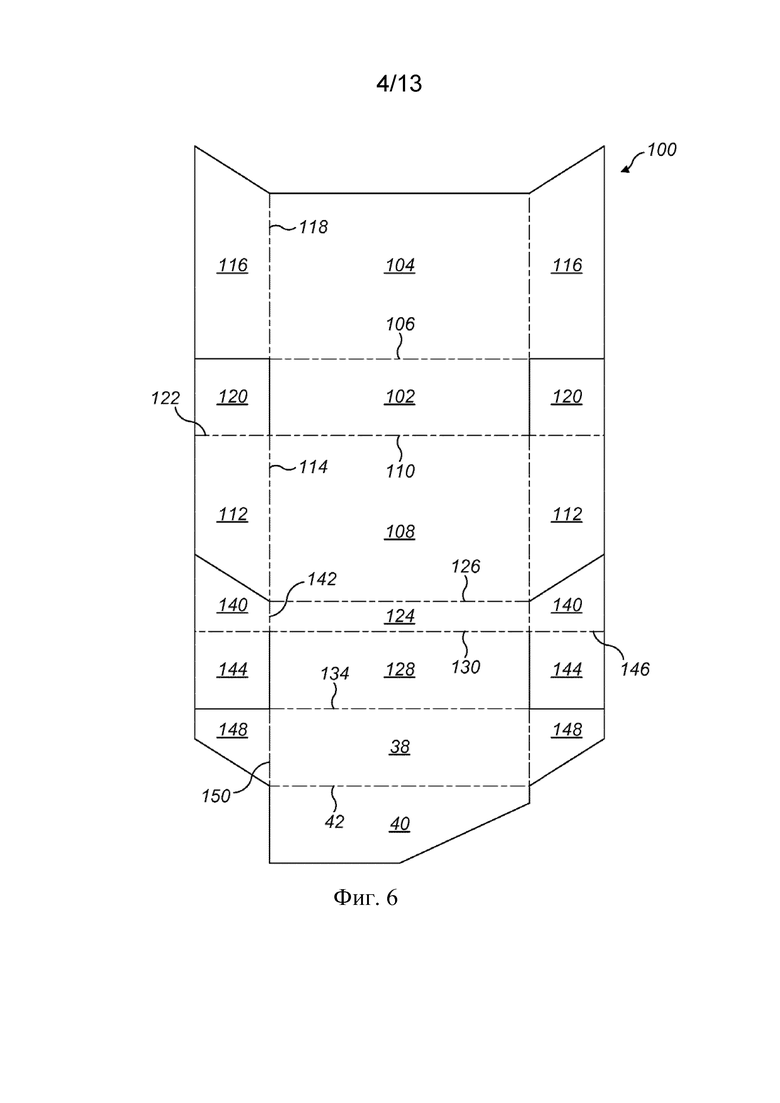
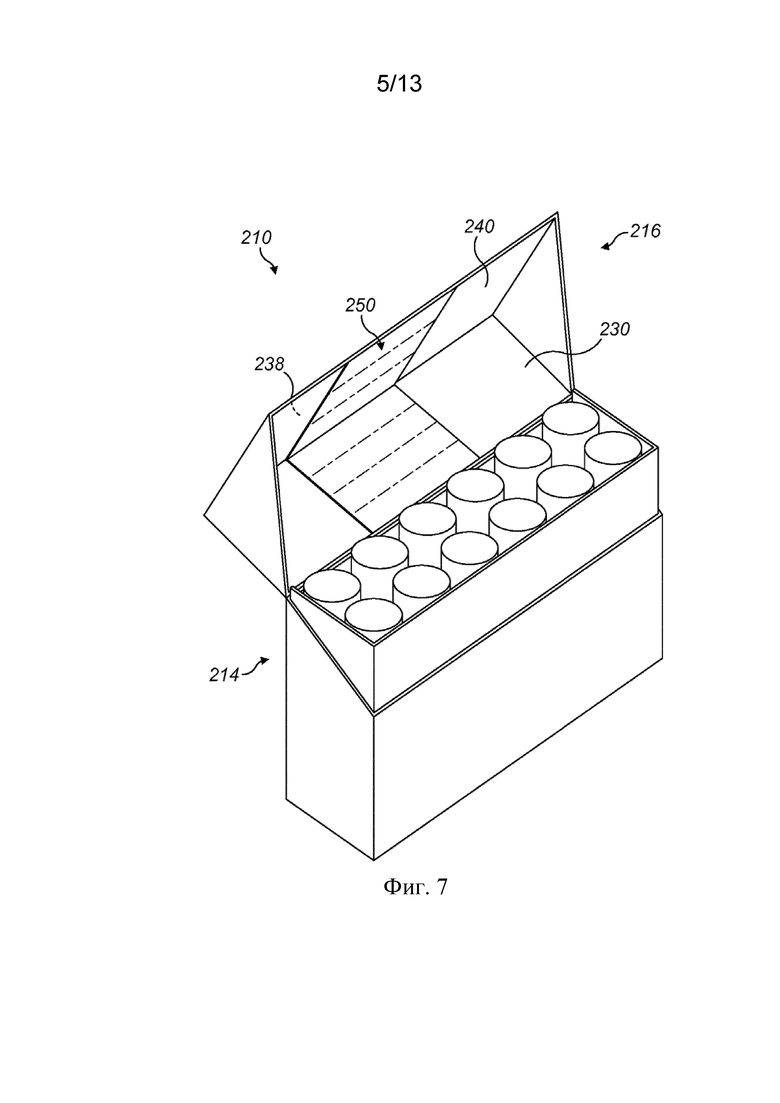
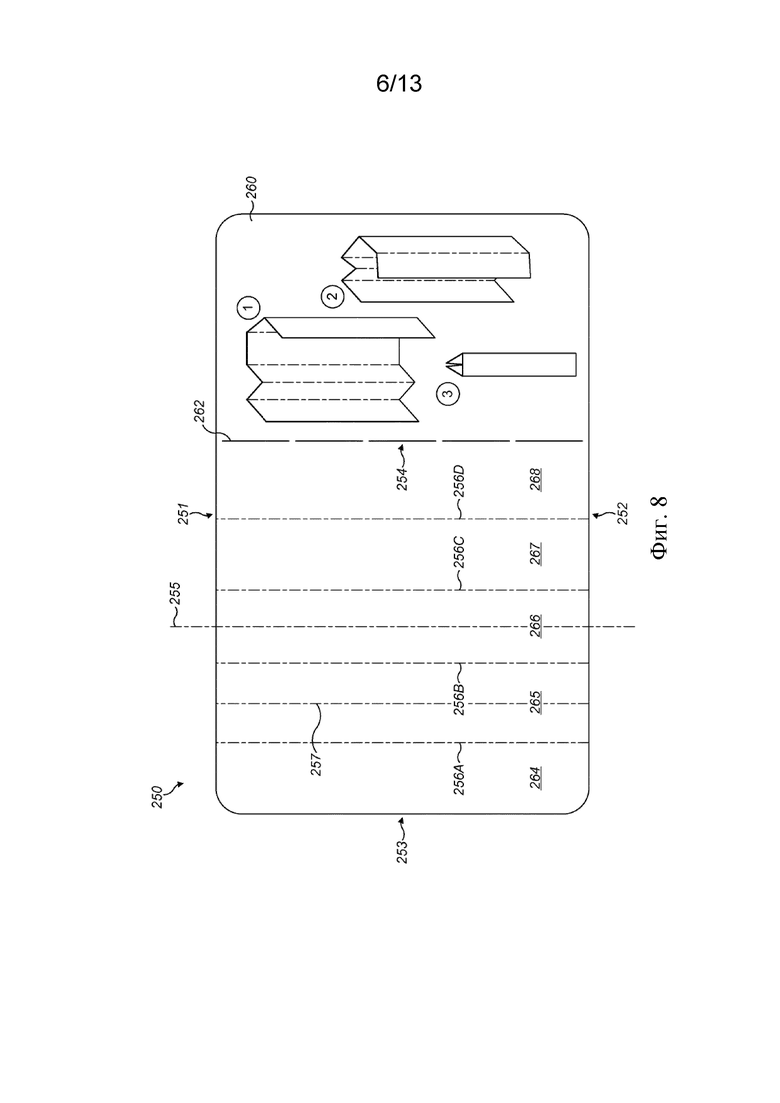
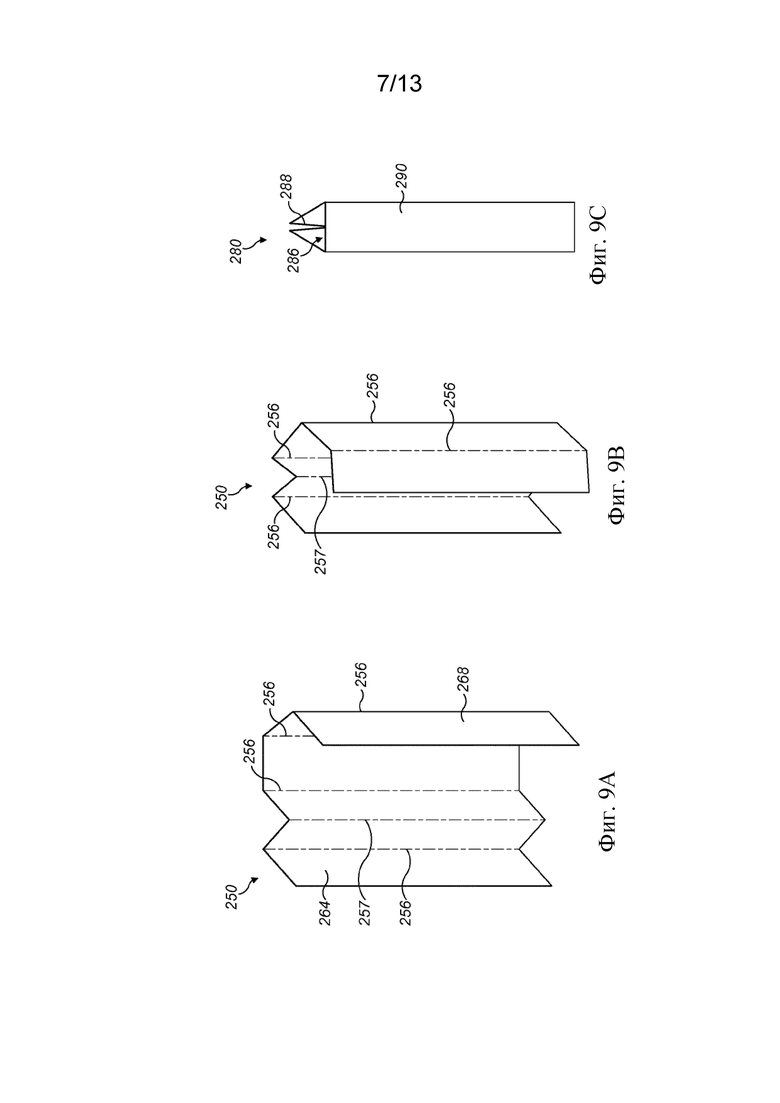
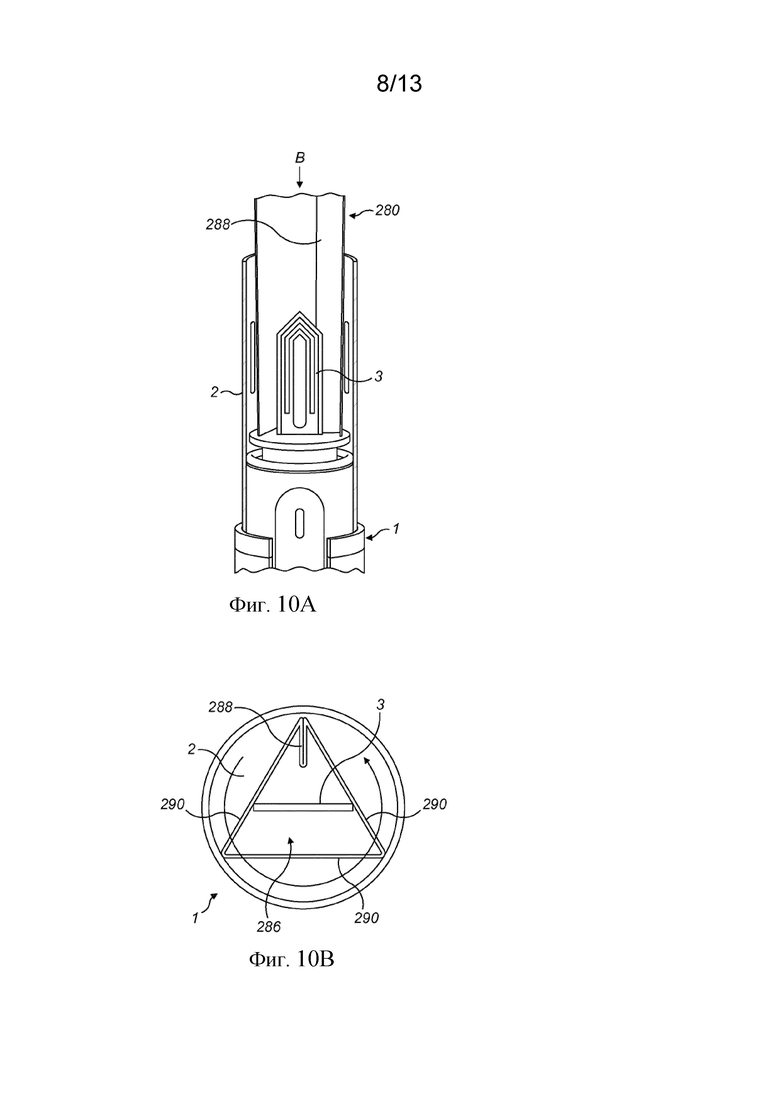
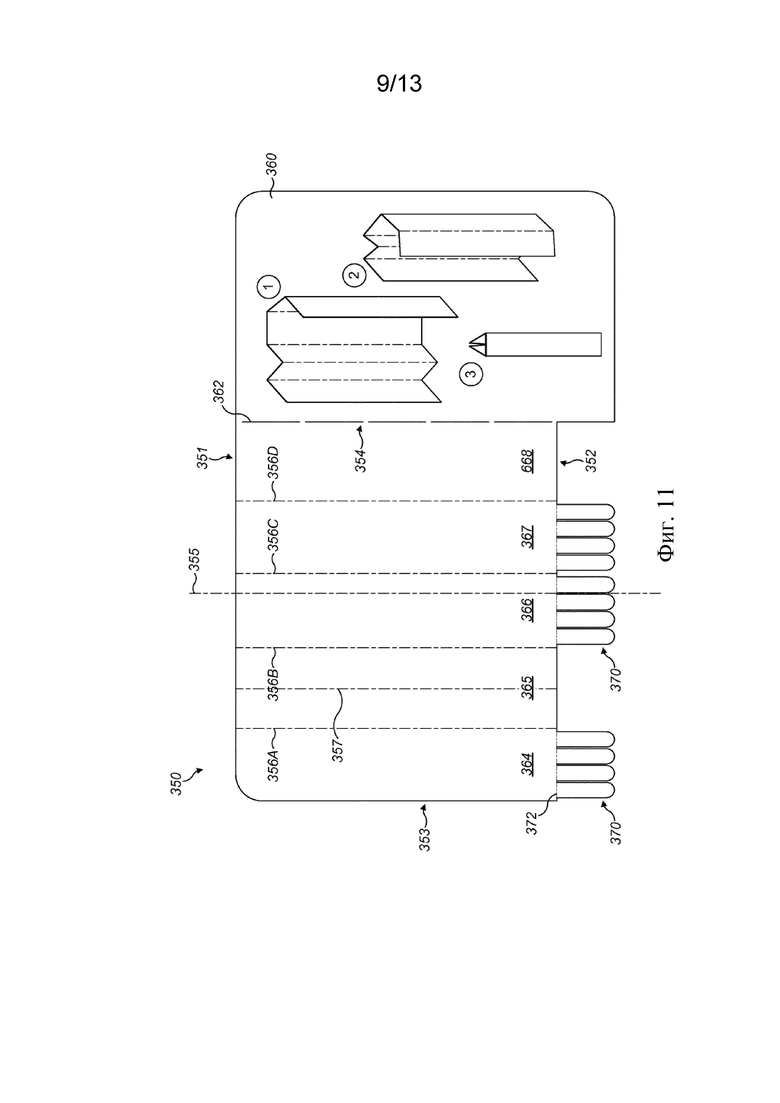
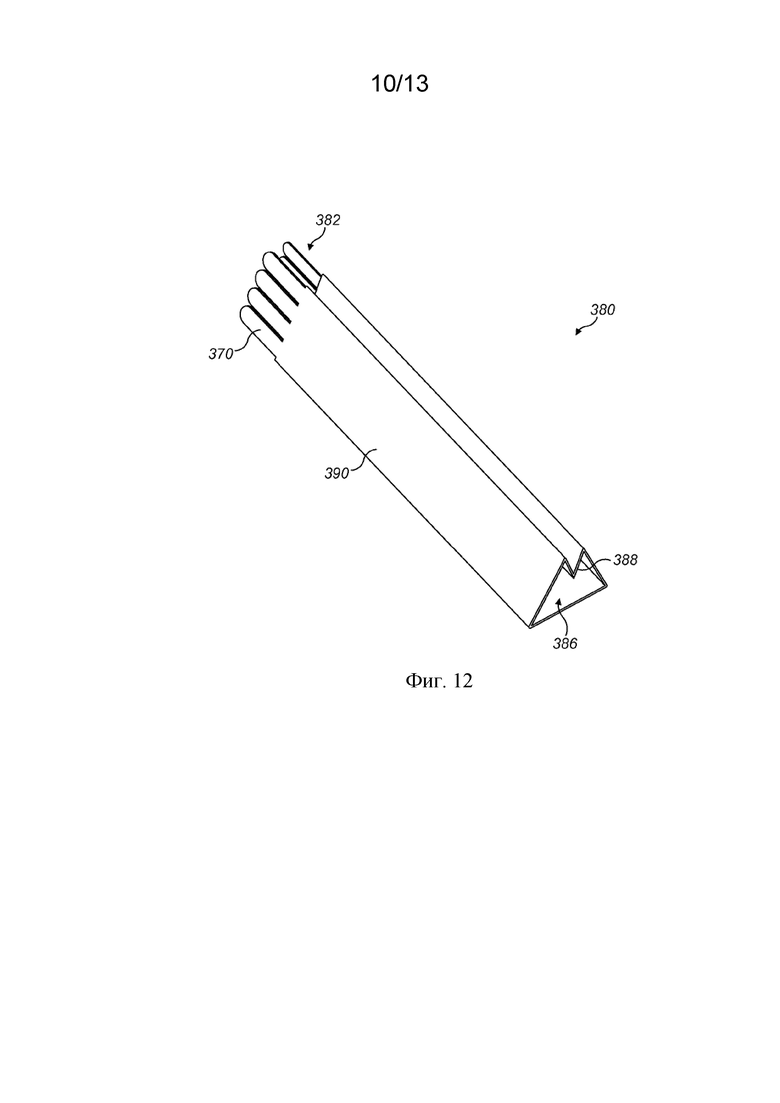
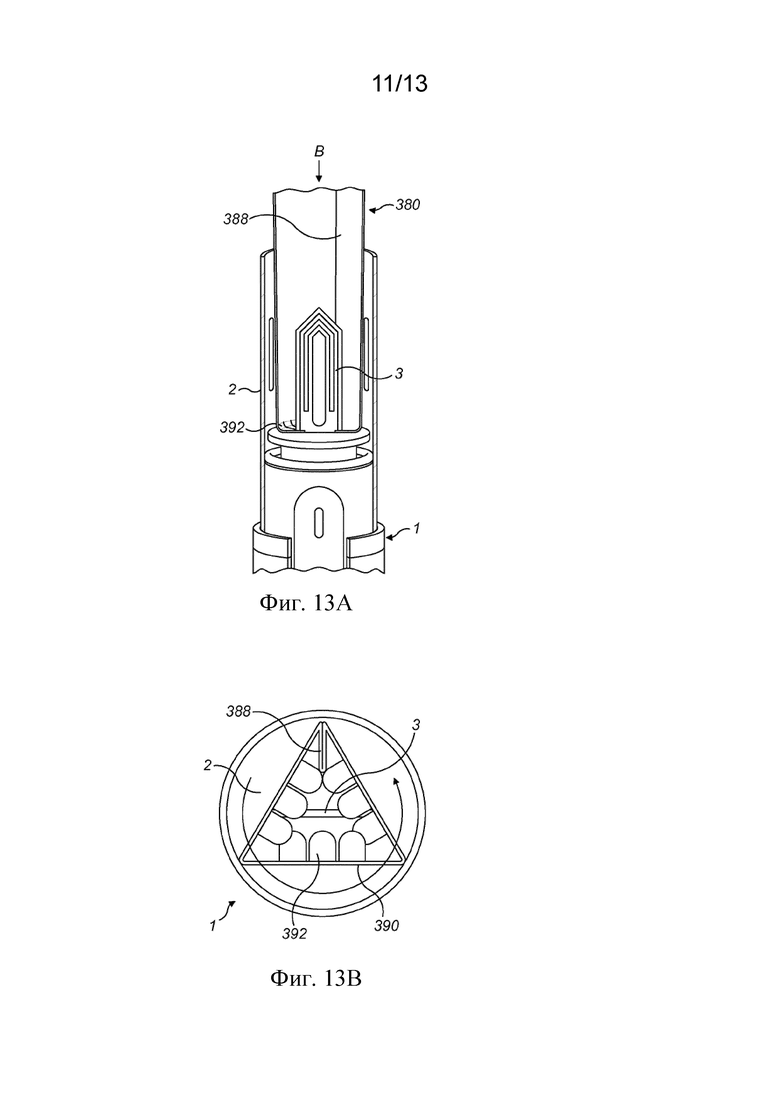
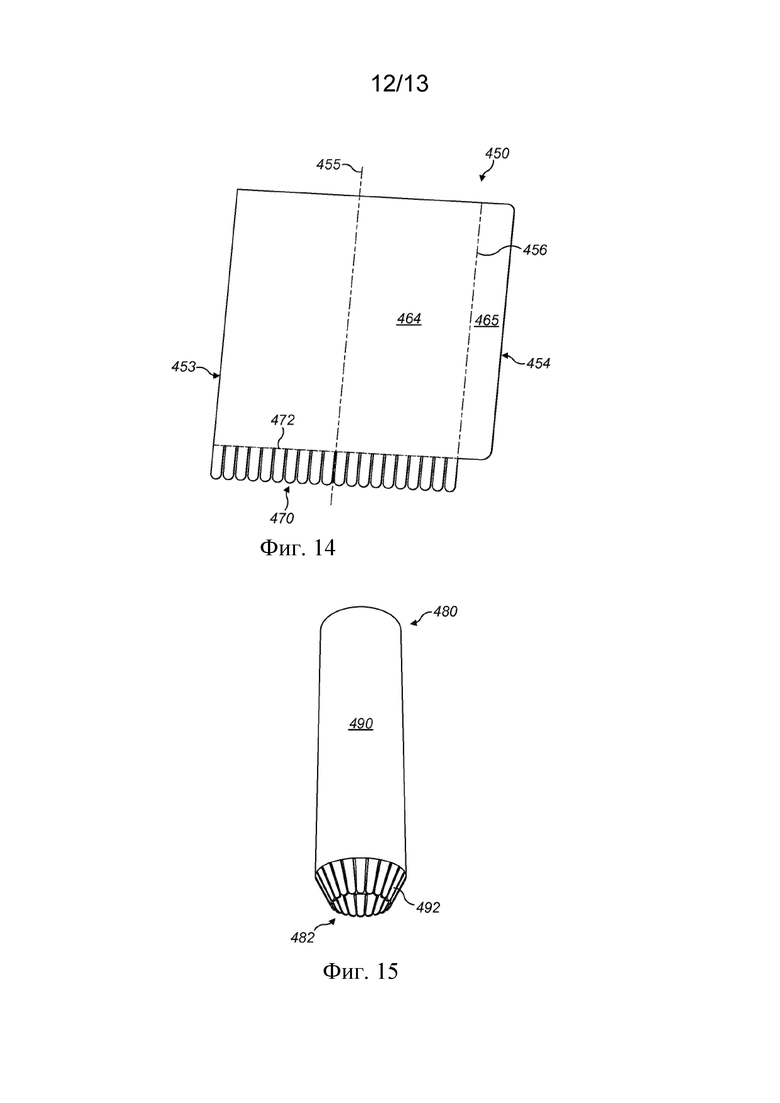

Представлена тара (210) для изделий, генерирующих аэрозоль, содержащая часть (214) в виде коробки, часть (216) в виде крышки и множество изделий, генерирующих аэрозоль, расположенных внутри части (214) в виде коробки. Тара также содержит съемную пластинчатую заготовку (250), расположенную в части (214) в виде коробки, или части (216) в виде крышки, или в обеих. Съемная пластинчатая заготовка (250) имеет по меньшей мере одну продольную ослабленную линию, вдоль которой съемная пластинчатая заготовка может складываться с образованием удлиненного инструмента (280) для очистки, имеющего дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему. Удлиненный инструмент для очистки имеет скребковую поверхность (282) на своем дальнем конце для механического очищения полости (3) устройства (1), генерирующего аэрозоль, в котором размещаются изделия, генерирующие аэрозоль, при использовании. Также представлена тара, имеющая съемную пластинчатую заготовку, имеющую множество отдельных пальцеобразных выступов на своем дальнем конце, и которая может сгибаться вокруг своей продольной оси с образованием трубчатого удлиненного инструмента для очистки, имеющего проходящие внутрь щетинки, образующие скребковую поверхность. 2 н. и 14 з.п. ф-лы, 16 ил.
1. Тара для изделий, генерирующих аэрозоль, при этом тара содержит:
часть в виде коробки, образованную из одной пластинчатой заготовки;
часть в виде крышки, образованную из той же пластинчатой заготовки, что и часть в виде коробки;
множество изделий, генерирующих аэрозоль, расположенных внутри части в виде коробки; и
съемную пластинчатую заготовку, изготовленную из того же материала, что и одна пластинчатая заготовка, при этом съемная пластинчатая заготовка расположена внутри части в виде крышки и прикреплена к ней,
при этом съемная пластинчатая заготовка содержит по меньшей мере одну продольную ослабленную линию, при этом съемная пластинчатая заготовка выполнена с возможностью складывания вдоль по меньшей мере одной продольной ослабленной линии с образованием удлиненного инструмента для очистки, имеющего скребковую поверхность на своем дальнем конце.
2. Тара по п. 1, отличающаяся тем, что дальний конец имеет диаметр менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равный ему.
3. Тара по п. 1 или 2, отличающаяся тем, что съемная пластинчатая заготовка составляет единое целое с одной пластинчатой заготовкой и прикреплена к одной пластинчатой заготовке посредством ослабленной линии.
4. Тара по п. 3, отличающаяся тем, что часть в виде крышки содержит:
заднюю стенку части в виде крышки, отходящую от задней стенки части в виде коробки;
верхнюю стенку части в виде крышки, отходящую от задней стенки части в виде крышки; и
переднюю стенку части в виде крышки, отходящую от верхней стенки части в виде крышки,
при этом передняя стенка части в виде крышки содержит переднюю панель части в виде крышки, отходящую от верхней стенки части в виде крышки, и нижнюю панель передней стенки части в виде крышки, отходящую от передней панели части в виде крышки, при этом нижняя панель передней стенки части в виде крышки лежит под передней панелью части в виде крышки, и при этом съемная пластинчатая заготовка по меньшей мере частично образована нижней панелью передней стенки части в виде крышки.
5. Тара по п. 4, отличающаяся тем, что часть в виде крышки также содержит дополнительную нижнюю панель части в виде крышки, отходящую от нижней панели передней стенки части в виде крышки, при этом съемная пластинчатая заготовка по меньшей мере частично образована нижней панелью части в виде крышки.
6. Тара по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере одна продольная ослабленная линия или продольные боковые кромки съемной пластинчатой заготовки или как по меньшей мере одна продольная ослабленная линия, так и продольные боковые кромки съемной пластинчатой заготовки не параллельны продольной оси съемной пластинчатой заготовки, так что при складывании съемной пластинчатой заготовки вдоль по меньшей мере одной продольной ослабленной линии с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки сужается в направлении скребковой поверхности.
7. Тара по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере одна продольная ослабленная линия содержит множество продольных ослабленных линий, каждая из которых проходит вдоль по существу всей длины съемной пластинчатой заготовки и расположена так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки имеет замкнутую форму поперечного сечения.
8. Тара по п. 7, отличающаяся тем, что множество продольных ослабленных линий расположены так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки имеет треугольную форму поперечного сечения.
9. Тара по п. 7 или 8, отличающаяся тем, что множество продольных ослабленных линий расположены так, что продольные боковые кромки съемной пластинчатой заготовки перекрываются друг другом, когда съемная пластинчатая заготовка складывается вдоль множества продольных ослабленных линий с образованием удлиненного инструмента для очистки.
10. Тара по любому из пп. 7-9, отличающаяся тем, что съемная пластинчатая заготовка также содержит по меньшей мере одну дополнительную продольную ослабленную линию, расположенную так, что при складывании съемной пластинчатой заготовки вдоль множества продольных ослабленных линий в первом направлении и складывании вдоль по меньшей мере одной дополнительной продольной ослабленной линии во втором противоположном направлении с образованием инструмента для очистки удлиненный инструмент для очистки содержит внутренний выступ, проходящий в центральный просвет удлиненного инструмента для очистки, при этом по меньшей мере одна дополнительная продольная ослабленная линия образует вершину внутреннего выступа.
11. Тара по любому из предыдущих пунктов, отличающаяся тем, что съемная пластинчатая заготовка также содержит по меньшей мере одну ближнюю ослабленную линию, расположенную на ближнем конце съемной пластинчатой заготовки или смежно с ним и проходящую вдоль лишь части длины съемной пластинчатой заготовки, при этом съемная пластинчатая заготовка выполнена с возможностью складывания вдоль по меньшей мере одной ближней ослабленной линии с образованием части в виде рукоятки, проходящей наружу от удлиненного инструмента для очистки на ближнем конце удлиненного инструмента для очистки или смежно с ним.
12. Тара по любому из предыдущих пунктов, отличающаяся тем, что по меньшей мере одна продольная ослабленная линия образована посредством рилевки, биговки, абляции или их комбинации.
13. Тара по любому из предыдущих пунктов, отличающаяся тем, что съемная пластинчатая заготовка содержит множество отдельных пальцеобразных выступов на своем дальнем конце, при этом каждый из отдельных пальцеобразных выступов выполнен с возможностью складывания вдоль поперечной линии сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки.
14. Тара для изделий, генерирующих аэрозоль, при этом тара содержит:
часть в виде коробки;
часть в виде крышки;
множество изделий, генерирующих аэрозоль, расположенных внутри части в виде коробки; и
съемную пластинчатую заготовку, расположенную в части в виде коробки, или части в виде крышки, или в обеих,
при этом съемная пластинчатая заготовка выполнена с возможностью складывания вокруг продольных ослабленных линий, каждая из которых проходит вдоль продольной оси съемной пластинчатой заготовки с образованием трубчатого удлиненного инструмента для очистки, имеющего дальний конец с диаметром менее чем диаметр по меньшей мере одного из изделий, генерирующих аэрозоль, или равным ему, и
при этом продольные ослабленные линии расположены так, что при складывании съемной пластинчатой заготовки вдоль продольных ослабленных линий с образованием удлиненного инструмента для очистки удлиненный инструмент для очистки имеет треугольную форму поперечного сечения.
15. Тара по п. 14, отличающаяся тем, что съемная пластинчатая заготовка содержит множество отдельных пальцеобразных выступов на своем дальнем конце, при этом каждый из отдельных пальцеобразных выступов выполнен с возможностью складывания вдоль поперечной линии сгиба с образованием проходящих внутрь щетинок, образующих скребковую поверхность на дальнем конце удлиненного инструмента для очистки.
16. Тара по п. 14 или 15, отличающаяся тем, что удлиненный инструмент для очистки содержит центральный просвет и удлиненный инструмент для очистки содержит один или более внутренних выступов, проходящих поперечно в центральный просвет.
| US2017203911 A1, 20.07.2017 | |||
| ТВЕРДАЯ УПАКОВКА С ОТКИДНОЙ КРЫШКОЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2294308C2 |
| УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ, СОДЕРЖАЩАЯ ВНУТРЕННЮЮ УПАКОВКУ С ЗАЩИТНЫМ ОТВОРОТОМ, ПРИКРЕПЛЕННЫМ К ШАРНИРНОЙ КРЫШКЕ | 2008 |
|
RU2455214C2 |
| ЛИСТОВАЯ ВНУТРЕННЯЯ ПРОКЛАДКА ДЛЯ ГИГИЕНИЧЕСКОЙ КОРОБКИ СИГАРЕТ И ГИГИЕНИЧЕСКАЯ КОРОБКА СИГАРЕТ, ИСПОЛЬЗУЮЩАЯ ЕЕ | 2005 |
|
RU2340525C1 |
| RU 2004100822 A, 27.02.2005 | |||
| DE 8801301 U1, 30.06.1988. | |||

