Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к пластине с опрессованными контактами и электрическому соединителю с такой пластиной.
Предшествующий уровень техники настоящего изобретения
Электрические соединители, используемые в авиационной промышленности, должны удовлетворять требованиям стандартов, принятых Комитетом по электронной технике авиатранспортных компаний, например, стандарта ARINC 600. Стандартные соединители ARINC обычно характеризуются наличием корпуса, состоящего из двух частей, представляющих собой переднюю вставку и заднюю вставку с соответствующими каналами в каждой из них, в которые заходят контакты. Для сборки стандартного соединителя ARINC требуется выполнить множество операций, включая механическую обработку отдельных контактов, установку фиксирующих зажимов в каналах передней вставки, соединение между собой передней и задней вставок и, наконец, установку контактов в каналах таким образом, чтобы фиксирующие зажимы удерживали контакты в указанных каналах. Таким образом, стандартные соединители ARINC требуют наличия ряда деталей, которые должны собираться по отдельности. Кроме того, стандартные соединители ARINC отличаются громоздкостью и большим весом.
Следовательно, существует потребность в соединителях, простых в изготовлении и сборке, обладающих меньшим весом и удовлетворяющих требованиям стандарта ARINC.
Краткое раскрытие настоящего изобретения
Соответственно, настоящим изобретением предложена контактная пластина с множеством контактов. Каждый из этих контактов характеризуется наличием тела со стыковочным концом и противоположным хвостовым наконечником. Стыковочный конец выполнен с возможностью соединения с сопрягаемым контактом, а хвостовой наконечник выполнен с возможностью вхождения в соединение с печатной платой. Формованная обкладка охватывает тела контактов таким образом, что стыковочные концы и хвостовые наконечники контактов выходят наружу с противоположных концов этой обкладки. Формованная обкладка характеризуется наличием первой стороны, содержащей множество углублений. Каждое углубление располагается между телами смежных контактов; при этом оно обладает такими размерами, которые позволяют войти в него соответствующей части формованной обкладки другой контактной пластины.
Настоящим изобретением также предложен соединитель, включающий в себя корпус, который характеризуется наличием лицевой сопрягаемой стороны и стороны зацепления с печатной платой, противоположной лицевой сопрягаемой стороне, а также, по меньшей мере, одной полости, проходящей между лицевой сопрягаемой стороной и стороной зацепления с печатной платой. По меньшей мере, один контакт входит, по меньшей мере, в одну полость. Контакт состоит из тела со стыковочным концом для соединения с сопрягаемым контактом и хвостовым наконечником на противоположном конце для соединения с печатной платой. Формованная обкладка охватывает тело контакта таким образом, что стыковочный конец и хвостовой наконечник выходят наружу с противоположных сторон этой обкладки; при этом стыковочный конец выходит наружу на лицевой сопрягаемой стороне корпуса, а хвостовой наконечник выходит наружу на стороне корпуса, входящей в зацепление с печатной платой.
Настоящим изобретением может быть также предложен соединитель, включающий в себя корпус, который характеризуется наличием лицевой сопрягаемой стороны и стороны зацепления с печатной платой, противоположной лицевой сопрягаемой стороне. Между лицевой сопрягаемой стороной и стороной зацепления с печатной платой проходит множество полостей. Сборка пластин соединена с корпусом. Сборка пластин состоит из первой и второй контактных пластин. Каждая из указанных первой и второй контактных пластин содержит множество контактов, выполненных с возможностью вхождения в полости корпуса. Каждый контакт характеризуется наличием тела со стыковочным концом и противоположным хвостовым наконечником. Стыковочный конец выполнен с возможностью соединения с сопрягаемым контактом, а хвостовой наконечник выполнен с возможностью вхождения в соединение с печатной платой. Формованная обкладка охватывает тела множества контактов таким образом, что стыковочные концы и хвостовые наконечники контактов выходят наружу с противоположных концов; при этом стыковочные концы выходят наружу на лицевой сопрягаемой стороне корпуса, а хвостовые наконечники выходят наружу на стороне корпуса, входящей в зацепление с печатной платой. Первая и вторая контактные пластины сцепляются друг с другом таким образом, что контакты первой контактной платины чередуются с контактами второй контактной пластины.
Настоящим изобретением также предложен способ изготовления соединителя, который предусматривает выполнение таких стадий, как формирование первой контактной пластины путем подготовки первой группы контактов, каждый из которых содержит тело, стыковочный конец и хвостовой наконечник, и опрессовки тел этих контактов; формирование второй контактной пластины путем подготовки второй группы контактов, каждый из которых содержит тело, стыковочный конец и хвостовой наконечник, и опрессовки тел этих контактов; сцепление между собой первых и вторых контактов для получения сборки пластин таким образом, чтобы стыковочные концы первой и второй контактных пластин были выстроены параллельно друг другу по одной линии, равно как и хвостовые наконечники первой и второй контактных пластин; и установка сборки пластин на стороне корпуса соединителя, входящей в зацепление с печатной платой, таким образом, чтобы стыковочные концы первой и второй контактных пластины выходили наружу на лицевой сопрягаемой стороне корпуса соединителя.
Хотя цели, преимущества и признаки настоящего изобретения могут стать в дальнейшем очевидными, более глубокое понимание сущности заявленного изобретения может быть обеспечено путем ознакомления с его последующим подробным описанием, прилагаемой формулой и несколькими чертежами, приложенными к настоящему документу.
Краткое описание фигур
Более полная оценка настоящего изобретения со многими из сопутствующих ей преимуществ будет без труда получена после глубокого ознакомления с последующим подробным описанием изобретения в привязке к прилагаемым чертежам, где:
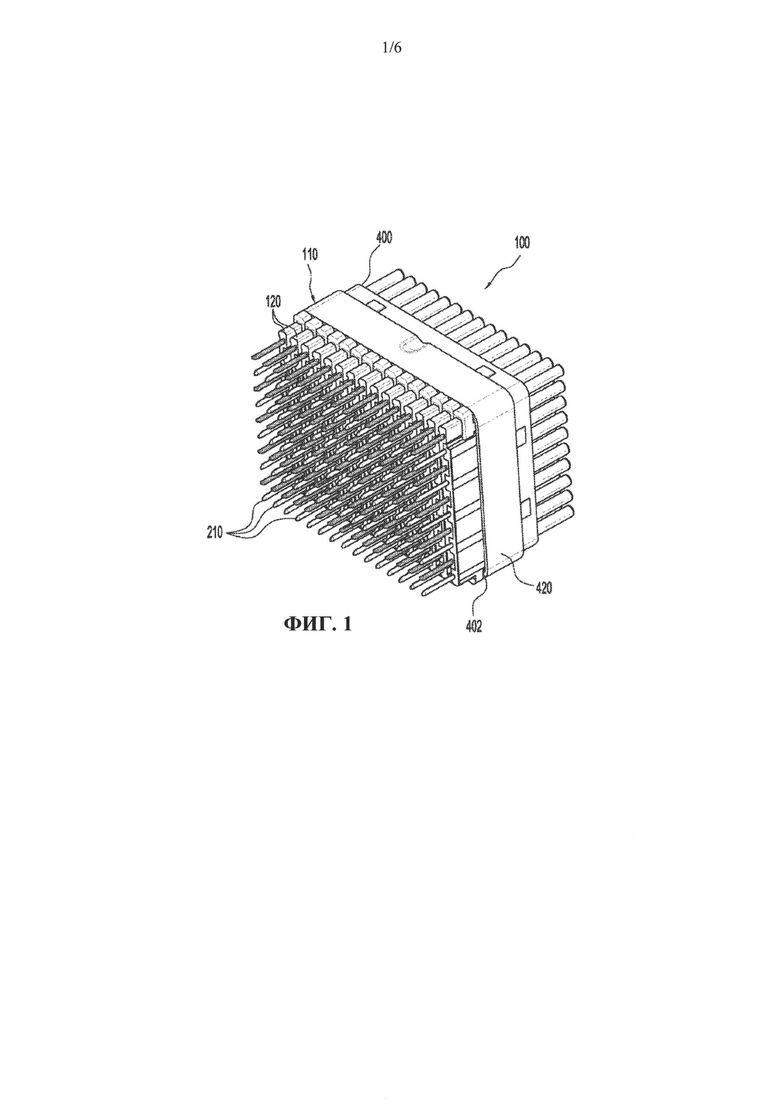
На фиг. 1 представлено перспективное изображение соединителя согласно одному из примеров осуществления настоящего изобретения, иллюстрирующее соединитель, снабженный сборками пластин с опрессованными контактами;
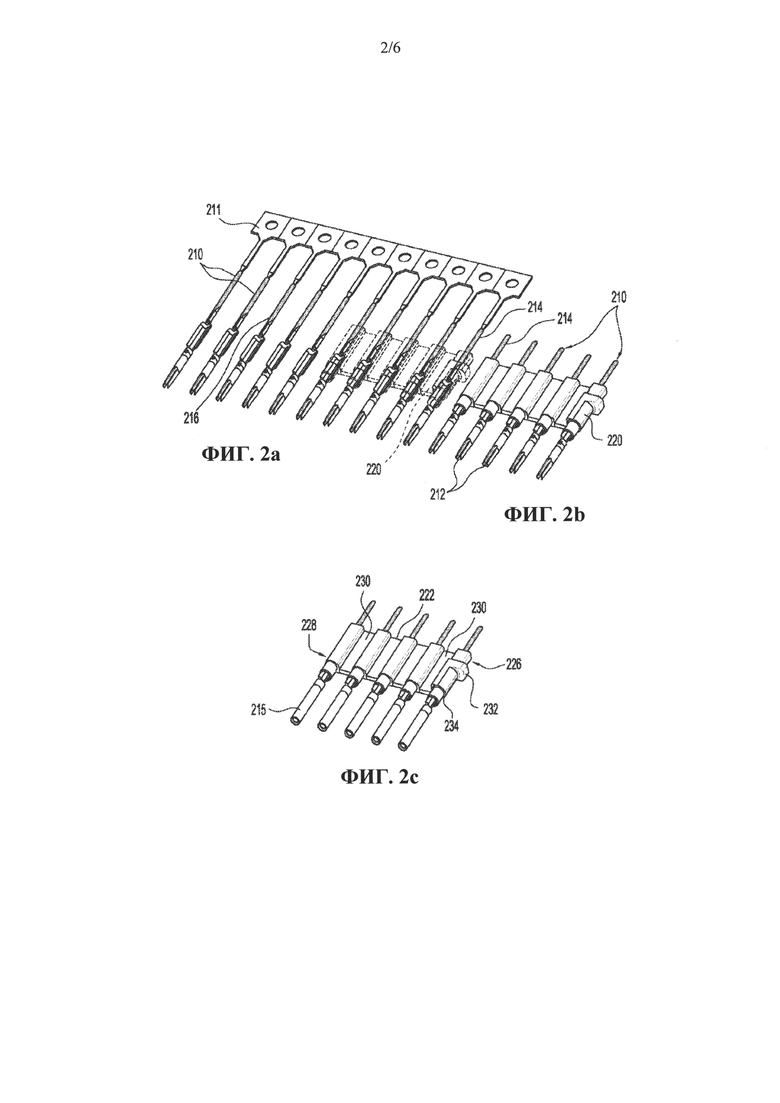
На фиг. 2а представлено перспективное изображение множества контактов одного из примеров осуществления настоящего изобретения, иллюстрирующее группу контактов, которая опрессовывается для формирования пластины;
На фиг. 2b представлено перспективное изображение пластины, полученной в результате опрессовки, проиллюстрированной на фиг. 2а;
На фиг. 2с представлено перспективное изображение пластины, показанной на фиг. 2b, иллюстрирующее пластину, снабженную стыковочными гильзами;
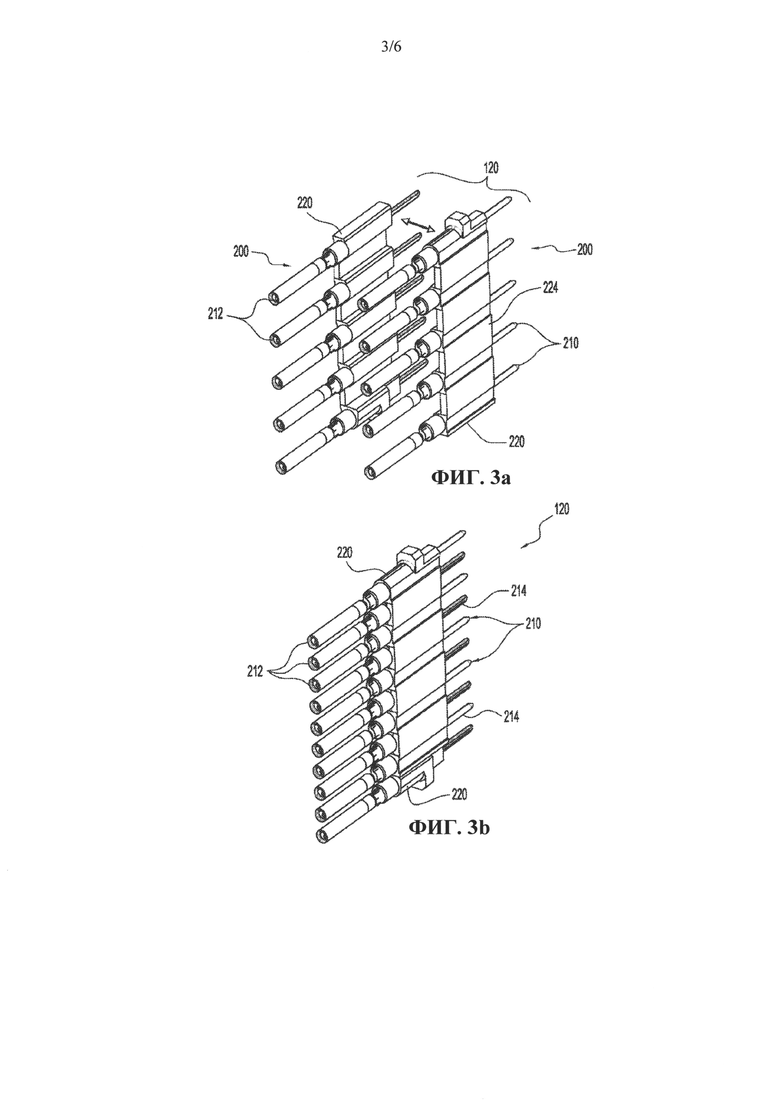
На фиг. 3а представлено перспективное изображение двух пластин, одна из которых показана на фиг. 2с, иллюстрирующее процесс сцепления пластин;
На фиг. 3b представлено перспективное изображение сборки пластин, полученной в результате сцепления двух пластин, проиллюстрированного на фиг. 3а;
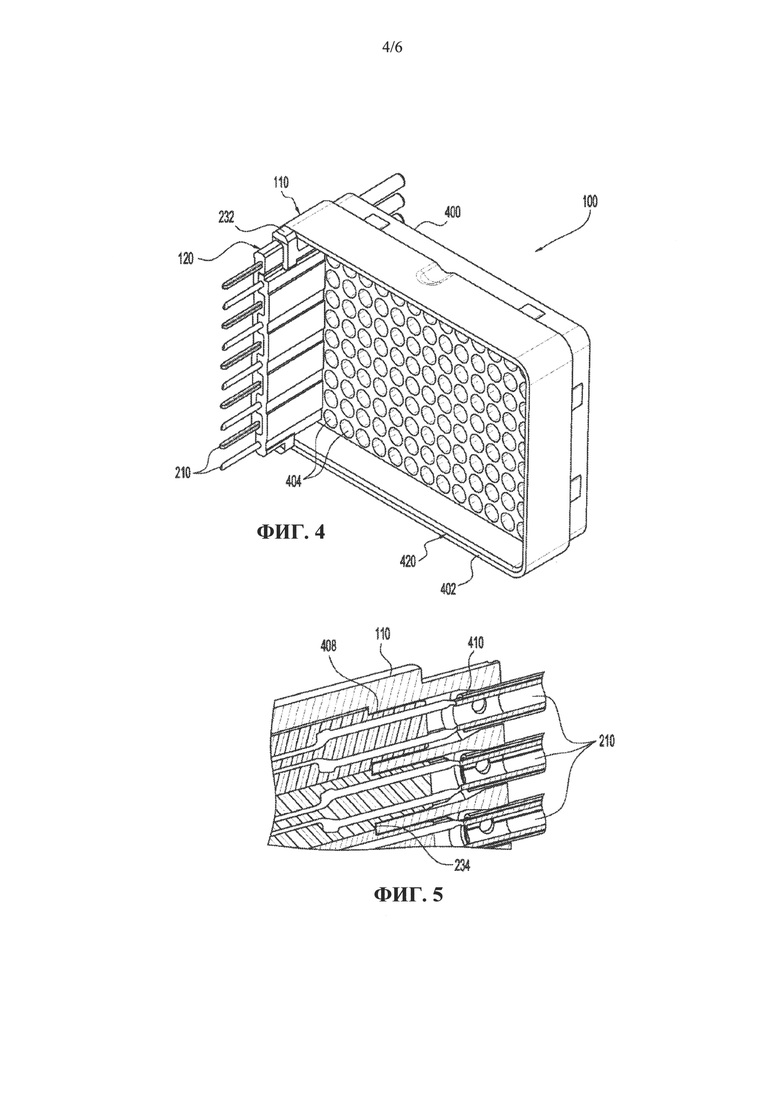
На фиг. 4 показан перспективный вид сзади соединителя, показанного на фиг. 1, иллюстрирующий одну сборку пластин, установленную в соединителе;
На фиг. 5 показан увеличенный частичный разрез соединителя, показанного на фиг. 4, выполненный по линии 5-5;
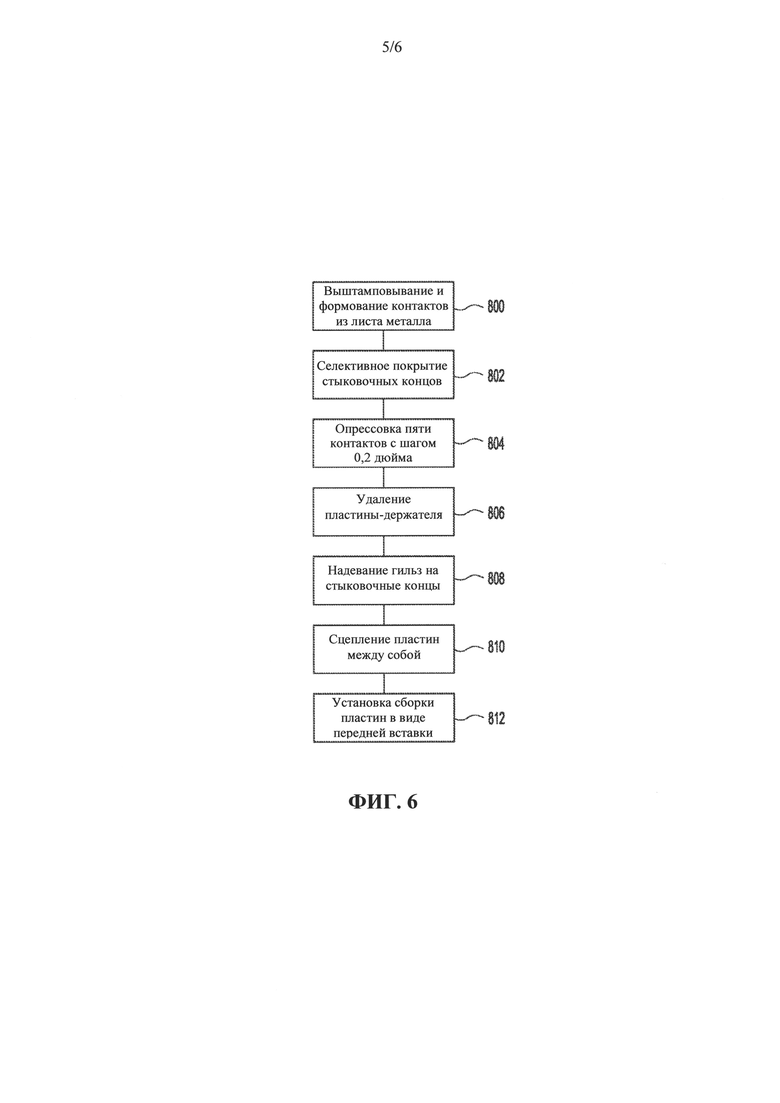
На фиг. 6 представлена блок-схема, иллюстрирующая стадии сборки соединителя, показанного на фиг. 4; а
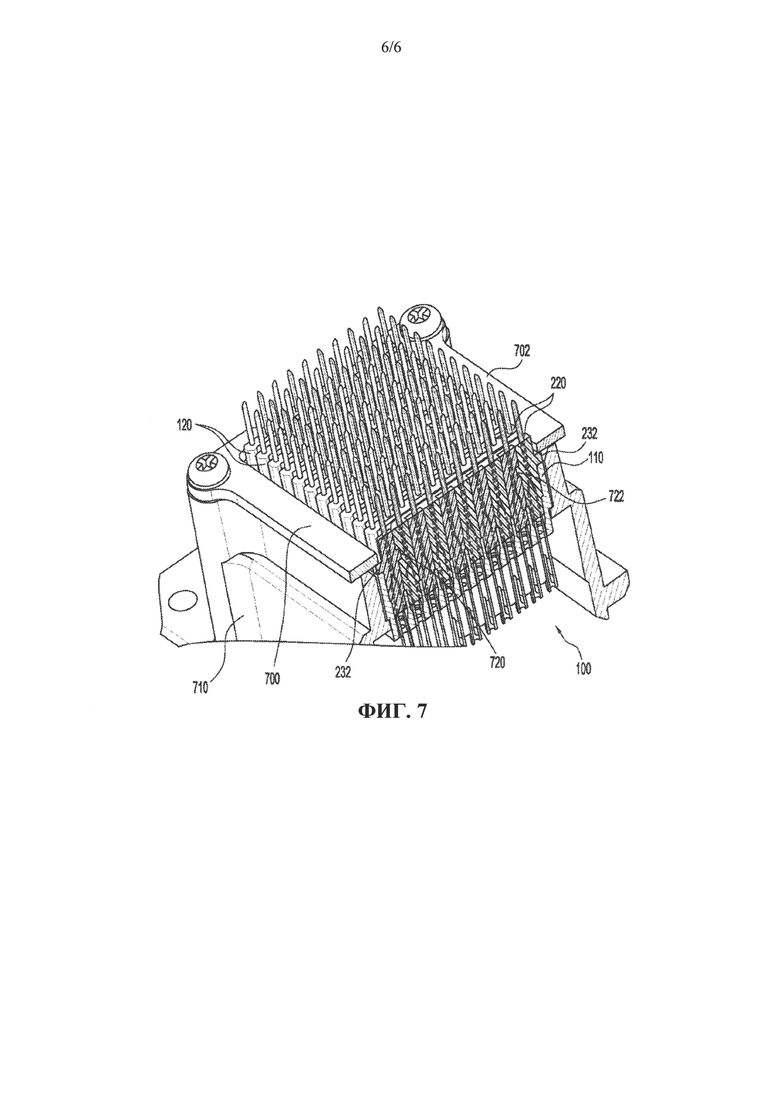
На фиг. 7 представлено перспективное изображение альтернативного варианта осуществления соединителя, показанного на фиг. 1, иллюстрирующее удерживающие пластины, которыми дополнительно снабжен соединитель.
Подробное раскрытие предпочтительных вариантов осуществления настоящего изобретения
В привязке к фиг. 1, 2а-2с, 3а, 3b и 4-7 настоящее изобретение относится к электрическому соединителю 100 и сборке 120 пластин для указанного соединителя. Соединитель 100 предпочтительно удовлетворяет требованиям стандарта ARINC 600, имея в своем составе меньшее число компонентов и обладая меньшим весом в сравнении со стандартными соединителями ARINC. В одном из предпочтительных вариантов осуществления настоящего изобретения общий вес соединителя 100 снижен примерно на 20-25% по сравнению со стандартными соединителями. Соединитель 100 предпочтительно содержит множество сборок 120 пластин, что обеспечивает большую плотность контактов 210. Контакты 210 выполнены с возможностью соединения одним своим концом с сопрягаемым соединителем, а другим концом - с печатной платой, обеспечивая тем самым электрическое соединение сопрягаемого соединителя с печатной платой.
Как показано на фиг. 1 и 4, соединитель 100, в общем, содержит корпус 110, в котором располагается множество сборок 120 пластин с концами, выходящими наружу с обеих сторон корпуса 110. Корпус 110 предпочтительно представляет собой единый цельный элемент. Корпус 110 характеризуется наличием одной стороны 400, стыкуемой с сопрягаемым соединителем, и противоположной второй стороны 402, обращенной к печатной плате. Между сторонами 400 и 402 проходит множество полостей 404. Полости 404 предпочтительно выстроены в горизонтальные и вертикальные ряды. Каждая полость 404 характеризуется наличием монтажного конца 408 и контактного конца 410, что лучше всего видно на фиг. 5. Монтажные концы 408 полостей задают торец стороны 402 корпуса 110, входящей в соединение с печатной платой, а контактные концы 410 задают торец стыкуемой стороны 400 корпуса 110. По периметру стороны 402, входящей в соединение с печатной платой, может быть предусмотрен выступ 420, вследствие чего она оказывается заглубленной, как это показано на фиг. 4. Выступ 420 закрывает часть сборки 120 пластин.
Каждая сборка 120 пластин образуется путем сцепления двух пластин 200, как это проиллюстрировано на фиг. 3а и 3b. Каждая пластина 200 содержит множество контактов 210, удерживаемых вместе с помощью формованной обкладки 220. Каждый контакт 210 характеризуется наличием стыковочного конца 212 и противоположного хвостового наконечника 214. Концы 212 и 214 каждого контакта 210 выходят наружу с обеих сторон формованной обкладки 220. Стыковочные концы 212 контактов 210 могут содержать гибкие язычки (см. фиг. 2b), выполненные с возможностью вхождения в зацепление с сопрягаемым контактом, а хвостовые наконечники 214 выполнены с возможностью соединения с печатной платой, например, методом пайки или прессовой посадки. Для создания пластины 200 группа контактов 210 подвергается опрессовке с целью получения формованной обкладки 220, охватывающей контакты, как это показано на фиг. 2а. Затем с концов 212 контактов 210 удаляется пластина-держатель 211, как это можно видеть на фиг. 2b. После этого на стыковочные концы 212 контактов 210 могут быть надеты стыковочные гильзы 215, как это показано на фиг. 2с.
Формованная обкладка 220 предпочтительно представляет собой единый цельный элемент, который характеризуется наличием противолежащих сторон 222 и 224 и противолежащих концов 226 и 228. Первая сторона 222 содержит углубления 230, расположенные между контактами, в частности, между телами 216 смежных контактов. Каждое углубление 230 выполнено с возможностью обеспечения вхождения в него соответствующей части другой формованной обкладки другой контактной пластины. Противоположная вторая сторона 224 (см. фиг. 3а) формованной обкладки 220 выполнена по существу плоской. Формованная обкладка 220 может содержать стопорный выступ 232, отходящий от одного из ее концов 226 или 228. Стопорный выступ 232 выполнен с возможностью прижатия к корпусу 110 при установке в нем сборок 120 пластин. Формованная обкладка 220 может также характеризоваться наличием стопорного буртика 234 у стыковочного конца 212 каждого контакта, который входит в соединение с монтажными концами 408 полостей 404 корпуса, что лучше всего видно на фиг. 5.
Как показано на фиг. 3b, после сцепления двух пластин 200 контакты 210 двух пластин 210 будут чередоваться друг с другом, будучи выровненными по одной линии. Иначе говоря, стыковочные концы 212 контактов обеих пластин расположены на одной линии, равно как и хвостовые наконечники 214 контактов обеих пластин расположены на одной линии. В одном из предпочтительных вариантов осуществления настоящего изобретения каждая сборка 120 пластин характеризуется наличием ряда из 10 контактов, отстоящих друг от друга с интервалом 0,100 дюйма.
На фиг. 6 проиллюстрирован способ изготовления соединителя 100. Этот способ предусматривает формирование первой и второй контактных пластин путем подготовки на первом этапе контактов 210, которые выштамповываются из листа металла на стадии 800. Стыковочные концы 212 контактов 210 могут быть необязательно селективно покрыты, например, позолотой на стадии 802. Далее, на стадии 804, группа контактов 210 каждой контактной пластины опрессовывается с образованием формованной обкладки 220. В одном из предпочтительных вариантов осуществления настоящего изобретения опрессовывается пять контактов с шагом 0,200 дюйма. После этого с контактов 210 каждой пластины удаляется пластина-держатель 211, что выполняется на стадии 806, и на стыковочные концы 212 контактов 210 надеваются стыковочные гильзы 215, что выполняется на стадии 808. Затем, на стадии 810, пластины сцепляются друг с другом таким образом, что в углубления 230 каждой пластины заходят соответствующие части другой пластины, в результате чего образуется сборка 120 пластин. В предпочтительном варианте пластины сцепляются друг с другом с небольшим натягом. После этого сборка 120 пластин может быть вставлена в корпус 110 со стороны 402 корпуса, входящей в соединение с печатной платой, что выполняется на стадии 812. Сборка 120 пластин устанавливается таким образом, что каждый контакт 210 заводится в соответствующую полость 404 до тех пор, пока стопорный буртик 234 формовочной обкладки 220 не упрется в монтажный конец 408 каждой полости 404, как это показано на фиг. 5. Стопорный выступ 232 формовочной обкладки 220 также прижимается к выступу 420 корпуса 110 для предотвращения чрезмерного захождения сборки 120 пластин в корпус 110. После установки в корпус 110 стыковочные концы 212 контактов будут выступать наружу с одной стороны и готовы к соединению с сопрягаемым элементом, а хвостовые наконечники 214 контактов будут выступать наружу с другой стороны и готовы к соединению с печатной платой. Аналогичным образом в корпусе 110 может быть установлено множество сборок 120 пластин, образующих соединитель 100, показанный на фиг. 1.
На фиг. 7 проиллюстрирован альтернативный вариант осуществления настоящего изобретения, характеризующийся наличием удерживающих пластин 700 и 702, предусмотренных на стороне 402 корпуса 110, входящей в зацепление с печатной платой, для закрепления сборок 120 пластин в корпусе 110. Удерживающие пластины 700 и 702 выполнены с возможностью перекрытия стопорных выступов 232 сборок пластин для предотвращения выскакивания сборок 120 пластин из корпуса 110. В предпочтительном варианте удерживающие пластины 700 и 702 прикреплены к опоре 710 соединителя 100 любым известным способом, например, винтами 712.
Как можно видеть на фиг. 7, формованная обкладка 220 пластин 200 каждой из сборок 120 пластин может необязательно содержать направленный внутрь стопорный выступ 720, входящий в зацепление с соответствующим каналом 722 соседней сцепленной пластины, образующей сборку пластин. Стопорный выступ 720 и канал 722 обеспечивают дополнительный механизм соединения друг с другом пластин 200, образующих сборку пластин.
Хотя в настоящем документе описаны, в частности, предпочтительные на данный момент времени определенные варианты осуществления заявленного изобретения, специалистам в данной области техники, на которых оно рассчитано, очевидно, что в различные варианты осуществления заявленного изобретения, проиллюстрированные и описанные в настоящем документе, могут быть внесены различные изменения и модификации без отступления от его сущности и объема. Соответственно, предполагается, что настоящее изобретение ограничено лишь в той мере, в какой это необходимо в соответствии с прилагаемой формулой изобретения и применимыми правовыми нормами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННО-ОПТИЧЕСКАЯ КАССЕТА | 2013 |
|
RU2654358C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕСТИРОВАНИЯ ВОЛОКОННО-ОПТИЧЕСКОЙ КАССЕТЫ | 2013 |
|
RU2642523C2 |
| ЗАРЯЖАЮЩАЯ ПАЧКА ДЛЯ ЭЛЕКТРОННОЙ СИГАРЕТЫ | 2015 |
|
RU2656616C1 |
| КОРОБКА ЭЛЕКТРОННОГО ПРИБОРА | 2005 |
|
RU2392708C2 |
| СОЕДИНИТЕЛЬ С ДВОЙНОЙ ОРИЕНТАЦИЕЙ С ВНЕШНИМИ КОНТАКТАМИ | 2011 |
|
RU2544839C2 |
| АДАПТЕР АНТЕННЫ | 1996 |
|
RU2178935C2 |
| МОДУЛЬНЫЕ СОЕДИНИТЕЛИ ДЛЯ ОСВЕТИТЕЛЬНОГО УСТРОЙСТВА В СБОРЕ | 2017 |
|
RU2719338C2 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРАЦИИ СКВАЖИНЫ И ПЕРФОРАЦИОННЫЙ ИНСТРУМЕНТ ДЛЯ ПЕРФОРАЦИИ СКВАЖИНЫ (ВАРИАНТЫ) | 2020 |
|
RU2812325C2 |
| МОНТАЖНАЯ ЭЛЕКТРИЧЕСКАЯ СХЕМА ПП ДЛЯ ПЛАНАРНЫХ СВЕТОДИОДНЫХ ПОЛОС | 2020 |
|
RU2803649C1 |
| КОНСТРУКЦИЯ И РЕАЛИЗАЦИИ СИСТЕМЫ ДЛЯ КОРОБКИ С ШИНОЙ ДАННЫХ ("DATA BUS-IN-A-BOX") | 2015 |
|
RU2690032C2 |
Изобретение относится к электротехнике. Контактная пластина содержит множество контактов. Каждый контакт состоит из тела со стыковочным концом и противоположным хвостовым наконечником. Стыковочный конец выполнен с возможностью вхождения в соединение с сопрягаемым контактом, а хвостовой наконечник выполнен с возможностью вхождения в соединение с печатной платой. Формованная обкладка охватывает тела контактов таким образом, что стыковочные концы и хвостовые наконечники контактов выходят наружу с противоположных сторон указанной обкладки. Формованная обкладка характеризуется наличием первой стороны, содержащей множество углублений. Каждое углубление проходит между телами смежных контактов и имеет такие размеры, которые обеспечивают вхождение в них соответствующей части формованной обкладки другой контактной пластины. Технический результат заключается в обеспечении простоты изготовления и сборки соединителя, обладающего меньшим весом и удовлетворяющего требованиям стандарта ARINC. 4 н. и 23 з.п. ф-лы, 10 ил.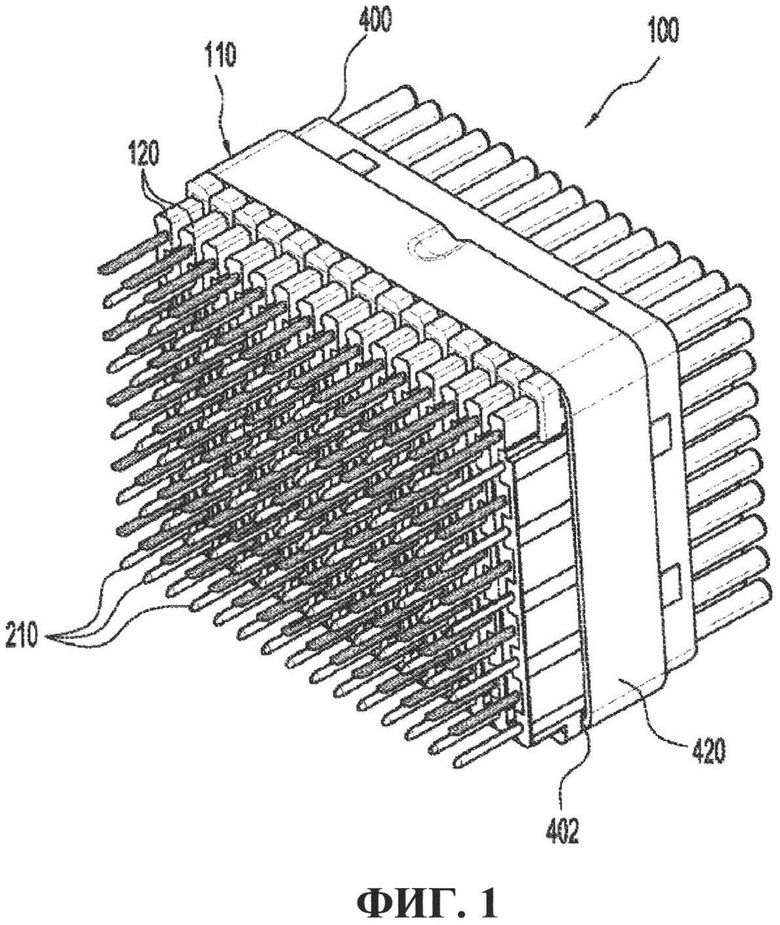
1. Контактная пластина, содержащая:
множество контактов, каждый из которых характеризуется наличием тела со стыковочным концом и противоположным хвостовым наконечником; при этом указанный стыковочный конец выполнен с возможностью соединения с сопрягаемым контактом, а указанный хвостовой наконечник выполнен с возможностью вхождения в соединение с печатной платой; и
формованную обкладку, охватывающую указанные тела контактов из указанного множества таким образом, что указанные стыковочные концы и указанные хвостовые наконечники указанных контактов выходят наружу с противоположных первого и второго концов этой обкладки; при этом указанная формованная обкладка характеризуется наличием первой стороны, содержащей множество углублений, каждое из которых располагается между телами смежных контактов из указанного множества контактов и имеет размеры, обеспечивающее вхождение в него соответствующей части формованной обкладки другой контактной пластины, при этом указанная формованная обкладка содержит стопорный элемент, отходящий от одного из указанных концов между указанными первой и второй сторонами.
2. Контактная пластина по п. 1, в которой указанная формованная обкладка представляет собой единый цельный элемент.
3. Контактная пластина по п. 1, в которой указанная формованная обкладка характеризуется наличием второй стороны, противоположной указанной первой стороне; при этом указанная вторая сторона выполнена по существу плоской.
4. Контактная пластина по п. 1, в которой указанная формованная обкладка содержит стопорный выступ, входящий в зацепление с каналом соседней формованной обкладки.
5. Контактная пластина по п. 1, в которой указанный хвостовой наконечник представляет собой конец, который припаивается или запрессовывается.
6. Контактная пластина по п. 1, в которой каждый из указанных стыковочных концов содержит стыковочную гильзу, которая охватывает стыковочные концы для соединения с сопрягаемым контактом.
7. Соединитель, содержащий:
корпус, характеризующийся наличием лицевой сопрягаемой стороны и стороны зацепления с печатной платой, противоположной лицевой сопрягаемой стороне, а также по меньшей мере одной полости, проходящей между указанной лицевой сопрягаемой стороной и указанной стороной зацепления с печатной платой;
по меньшей мере один контакт, заходящий по меньшей мере в одну указанную полость; при этом указанный контакт включает в себя тело со стыковочным концом для соединения с сопрягаемым контактом и хвостовым наконечником на конце, противоположном указанному стыковочному концу, для соединения с печатной платой; и
формовочную обкладку, охватывающую указанное тело указанного контакта так, что указанный стыковочный конец и указанный хвостовой наконечник указанных контактов выходят наружу с противоположных первой и второй сторон указанной формовочной обкладки; при этом указанный стыковочный конец выходит наружу на указанной лицевой сопрягаемой стороне указанного корпуса, а указанный хвостовой наконечник выходит наружу на указанной стороне указанного корпуса, входящей в зацепление с печатной платой, при этом указанная формованная обкладка содержит стопорный элемент, расположенный на конце между указанными первой и второй сторонами.
8. Соединитель по п. 7, в котором указанный корпус содержит выступ, проходящий по существу по периметру указанного корпуса на указанной стороне зацепления с печатной платой.
9. Соединитель по п. 7, в котором указанный корпус представляет собой единый цельный элемент.
10. Соединитель по п. 7, в котором указанная формованная обкладка характеризуется наличием противоположных концов; при этом указанная формованная обкладка содержит стопорный элемент, отходящий от одного из указанных концов.
11. Соединитель по п. 7, в котором указанный хвостовой наконечник представляет собой конец, который припаивается или запрессовывается.
12. Соединитель, содержащий:
корпус, характеризующийся наличием лицевой сопрягаемой стороны и стороны зацепления с печатной платой, противоположной лицевой сопрягаемой стороне, а также множества полостей, проходящих между указанной лицевой сопрягаемой стороной и указанной стороной зацепления с печатной платой; и
сборку пластин, соединенную с указанным корпусом; при этом указанная сборка пластин включает в себя первую и вторую контактные пластины, каждая из которых содержит:
множество контактов, выполненных с возможностью захождения в указанные полости указанного корпуса; при этом каждый из указанных контактов включает в себя тело со стыковочным концом и противоположным хвостовым наконечником; при этом указанный стыковочный конец выполнен с возможностью соединения с сопрягаемым контактом, а указанный хвостовой наконечник выполнен с возможностью соединения с печатной платой; и
формовочную обкладку, охватывающую указанные тела указанного множества контактов так, что указанные стыковочные концы и указанные хвостовые наконечники указанных контактов выходят наружу с противоположных сторон указанной формовочной обкладки; при этом указанные стыковочные концы выходят наружу на указанной лицевой сопрягаемой стороне указанного корпуса, а указанные хвостовые наконечники выходит наружу на указанной стороне указанного корпуса, входящей в зацепление с печатной платой;
при этом указанные первая и вторая контактные пластины сцепляются друг с другом таким образом, что указанные контакты указанной первой контактной пластины чередуются с указанными контактами указанной второй контактной пластины, и
указанные стыковочные концы указанных первой и второй контактных пластин расположены на одной линии, а также хвостовые наконечники первой и второй контактных пластин расположены на одной линии.
13. Соединитель по п. 12, в котором каждая из указанных первой и второй контактных пластин характеризуется наличием первой стороны, содержащей множество углублений между телами смежных контактов из указанного множества; при этом указанные углубления обладают размерами, обеспечивающими вхождение в них соответствующей части формованной обкладки другой контактной пластины.
14. Соединитель по п. 12, в котором указанная формованная обкладка представляет собой единый цельный элемент.
15. Соединитель по п. 12, в котором указанные первая и вторая пластины идентичны друг другу.
16. Соединитель по п. 12, в котором указанный корпус содержит выступ, проходящий по существу по периметру указанного корпуса на указанной стороне зацепления с печатной платой.
17. Соединитель по п. 12, в котором указанная формованная обкладка характеризуется наличием противоположных концов; при этом указанная формованная обкладка содержит стопорный элемент, отходящий от одного из указанных концов.
18. Соединитель по п. 12, в котором указанные полости выстроены в ряды по вертикали и горизонтали.
19. Соединитель по п. 12, в котором указанный корпус содержит по меньшей мере одну удерживающую пластину на указанной стороне корпуса соединителя, входящей в соединение с печатной платой; при этом по меньшей мере одна указанная удерживающая пластина закрывает часть указанной формованной обкладки каждой из указанных первой и второй контактных пластин.
20. Соединитель по п. 12, в котором указанный корпус представляет собой единый цельный элемент.
21. Соединитель по п. 12, удовлетворяющий требованиям стандарта ARINC 600.
22. Способ получения соединителя, предусматривающий выполнение следующих стадий:
формирования первой контактной пластины путем подготовки первой группы контактов, каждый из которых содержит тело, стыковочный конец и хвостовой наконечник, и опрессовки тел этих контактов;
формирования второй контактной пластины путем подготовки второй группы контактов, каждый из которых содержит тело, стыковочный конец и хвостовой наконечник, и опрессовки тел этих контактов;
сцепления между собой первых и вторых контактов для получения сборки пластин таким образом, чтобы стыковочные концы первой и второй контактных пластин расположены на одной линии, и хвостовые наконечники первой и второй контактных пластин расположены на одной линии; и
установки сборки пластин на стороне корпуса соединителя, входящей в зацепление с печатной платой, таким образом, чтобы стыковочные концы первой и второй контактных пластины выходили наружу на лицевой сопрягаемой стороне корпуса соединителя.
23. Способ по п. 22, дополнительно предусматривающий стадию выштамповывания контактов первой и второй групп контактов.
24. Способ по п. 23, дополнительно предусматривающий стадию удаления пластины-держателя после опрессовки тел контактов.
25. Способ по п. 24, дополнительно предусматривающий стадию надевания стыковочной гильзы на каждый стыковочный конец каждого контакта.
26. Способ по п. 25, дополнительно предусматривающий стадию закрепления по меньшей мере одной удерживающей пластины на стороне корпуса соединителя, входящей в соединение с печатной платой.
27. Способ по п. 25, дополнительно предусматривающий стадию установки множества сборок пластин на стороне корпуса соединителя, входящей в соединение с печатной платой.
| US 2007205774 A1, 06.09.2007 | |||
| Пуансон для вырубки | 1980 |
|
SU969378A1 |
| УСТРОЙСТВО для КАЧАНИЯ ВСПОМОГАТЕЛЬНОГО ЗЕРКАЛА ДВУХЗЕРКАЛЬНОЙ АНТЕННЫ | 0 |
|
SU266865A1 |
| УСТРОЙСТВО, В ЧАСТНОСТИ, ДЛЯ ПРИМЕНЕНИЯ В ЭЛЕКТРОННОМ БЛОКЕ УПРАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2183892C2 |

