Уровень техники
Настоящее изобретение относится к устройству с признаками ограничительной части п.1 формулы изобретения и к способу его изготовления. Устройство такого типа уже известно, например, из заявки DE 4240755 А1 и применяется, в частности, в электронных блоках управления. Устройство содержит несущую пластину с расположенной на ней подложкой в виде печатной платы, снабженной электронной схемой и схемными элементами, и соединенную с несущей пластиной вилочную часть штекерного соединения с несколькими контактными штырями, заделанными в изоляционный материал и выведенными с обеих сторон из вилочной части. Устройство предназначено, например, для подсоединения в транспортном средстве внешних разъемов штекерного соединения, которые насаживаются на первые концы контактных штырей. Обращенные к печатной плате вторые концы контактных штырей расположены параллельно печатной плате с ориентированными перпендикулярно ей торцами и соединены своими прокатанными боковыми поверхностями через проволочные выводы, присоединенные термокомпрессионной сваркой, с контактными площадками на печатной плате. Недостаток этого устройства состоит в том, что при такой компоновке пространство над боковыми поверхностями контактных штырей, ориентированных параллельно подложке печатной платы и несущей пластине, необходимо оставлять свободным, чтобы при изготовлении термокомпрессионных соединений рабочий инструмент для микросварки можно было надеть на штыри. Поэтому контактные штыри невозможно расположить в несколько параллельных рядов, что прежде всего в случае вилочных частей с очень большим количеством контактных штырей приводит к необходимости бокового расширения штекерной колодки, недостатком чего является увеличение габаритов вилочной части и значительное увеличение монтажного пространства. Кроме того, вследствие большой удаленности вынесенных ближе к периферии контактных штырей можно использовать сварные соединения только лишь с применением толстых проволок диаметром от 0,1 до 0,3 мм, присоединяемых микросваркой (или термокомпрессионной сваркой) к прокатанным боковым поверхностям контактных штырей. Недостаток применения толстых проволок при изготовлении термокомпрессионных соединений состоит в существенно больших затратах времени в сравнении с изготовлением тех же соединений, но с применением более тонких проволок. Кроме того, например, известно, что при корпусировании гибридных интегральных схем торцы контактных штырей выгибают или делают пологими, чтобы микросварку можно было производить непосредственно по этим пологим участкам контактных штырей. Недостаток такого способа состоит в том, что требуется дополнительная, связанная с определенными затратами технологическая операция, что в целом приводит к увеличению размеров вилочной части в результате пространственного удлинения выгнутых частей.
Преимущества изобретения
Преимущество предлагаемого согласно изобретению устройства с признаками отличительной части п.1 формулы состоит в том, что оно позволяет очень просто существенно уменьшить потребность в монтажном пространстве, необходимом для присоединения подложки к контактным штырям, а также ширину вилочной части штекерного соединения. Это достигается благодаря тому, что гибкие металлические проводники могут быть присоединены микросваркой непосредственно к полученным листовой штамповкой и ориентированным параллельно подложке на несущей пластине торцам контактных штырей. Достигаемое в результате преимущество заключается в том, что контактные штыри, изготовленные в виде исключительно отштампованных деталей, можно располагать со столь малыми интервалами между ними, чтобы размеры площади, занимаемой контактными штырями, соответствовали площади, занимаемой контактными площадками на подложке. Кроме того, еще одно преимущество состоит в сокращении расстояния между контактными штырями и контактными площадками на подложке и уменьшении размера самой подложки. Все это в целом позволяет реализовать устройство с малогабаритной компактной компоновкой.
Контактные штыри предпочтительно располагать в вилочной части в несколько параллельных рядов, поскольку при этом ко всем торцам контактных штырей обеспечивается свободный доступ, а рабочий инструмент для микросварки при изготовлении соединений с использованием гибких металлических проводников можно насадить на торцы с той стороны несущей пластины, которая обращена к подложке. Преимущество расположения контактных штырей в несколько параллельных рядов состоит в том, что общая длина участка, занимаемого всеми торцами, не превышает длину общего участка, занимаемого контактными площадками на подложке, и даже в том случае, когда ширина каждого из торцев несколько превышает ширину каждой из контактных площадок.
Далее, предпочтительно по меньшей мере на полученные после листовой штамповки кромки контактных штырей наносить гальваническое металлическое покрытие с целью повысить качество сварного соединения между гибким металлическим проводником и контактным штырем.
Кроме того, при изготовлении вилочной части предпочтительно оставить вторые концы контактных штырей несколько выступающими над вилочной частью, изготовленной в виде детали, полученной литьем под давлением, поскольку в этом случае контактные штыри в процессе литья под давлением вилочной части могут удерживаться в литьевой форме в точно отрегулированном положении.
Далее, предпочтительно размещать вилочную часть в гнезде несущей пластины, т. к. благодаря этому контактные штыри наиболее просто позиционировать вблизи контактных площадок подложки.
Согласно изобретению предлагается также способ изготовления устройства, содержащего несущую пластину и по меньшей мере одну расположенную на ней подложку под электрические и/или электронные схемные элементы, а также вилочную часть штекерного соединения с несколькими заделанными в изоляционный материал контактными штырями, первые концы которых предназначены для подсоединения внешних разъемов, а их вторые концы электрически соединены гибкими металлическими проводниками с подложкой, при этом согласно изобретению при осуществлении этого способа контактные штыри вырубают при штамповке из металлической полосы, сохраняя с одной стороны поперечную перемычку, соединяющую между собой контактные штыри их первыми концами, затем контактные штыри подвергают точной листовой штамповке, после чего на контактные штыри наносят гальваническое металлическое покрытие с получением контактного слоя, удаляют поперечную перемычку, контактные штыри закладывают в форму для литья под давлением и изготавливают вилочную часть путем заливки под давлением контактных штырей изоляционным материалом, вилочную часть вставляют в гнездо несущей пластины таким образом, чтобы торцы контактных штырей были ориентированы приблизительно параллельно подложке, и микросваркой с использованием гибких металлических проводников торцы отдельных контактных штырей соединяют с подложкой на несущей пластине.
Изготовление контактных штырей в виде простых отштампованных деталей является особенно экономичным способом. Последующая точная листовая штамповка контактных штырей позволяет достичь необходимого для микросварки с использованием гибких проводников качества торцев контактных штырей. При этом контактные штыри предпочтительно удерживать с одной стороны с помощью соединительной перемычки, которую удаляют лишь после последующего нанесения на контактные штыри гальванического покрытия.
Согласно наиболее предпочтительному варианту для получаемых микросваркой соединений применяют тонкую проволоку с диаметром от 0,025 до 0,1 мм, при этом такие соединения могут быть изготовлены гораздо быстрее в сравнении с обычно применяемыми согласно уровню техники соединениями с использованием толстых проволок.
Чертежи
Ниже изобретение более подробно поясняется на примере одного из вариантов его выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - поперечный разрез плоскостью 1-1 по фиг.2 части предлагаемого согласно изобретению устройства с несущей частью и вилочной частью,
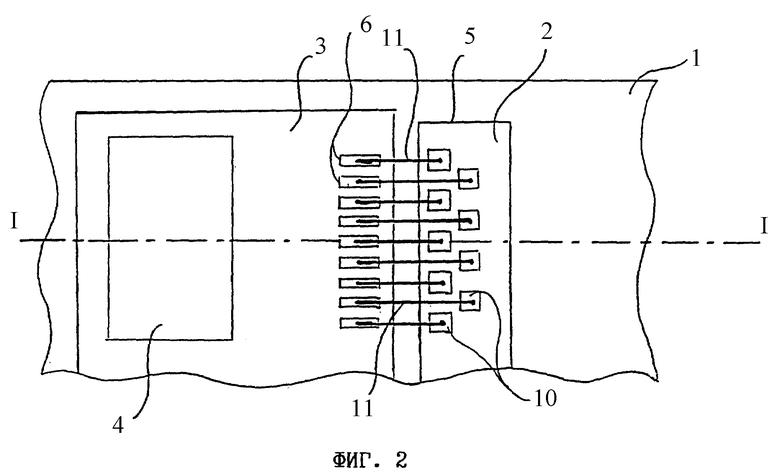
на фиг.2 - схематичное изображение в виде сверху предлагаемого согласно изобретению устройства с несущей частью и вилочной частью и
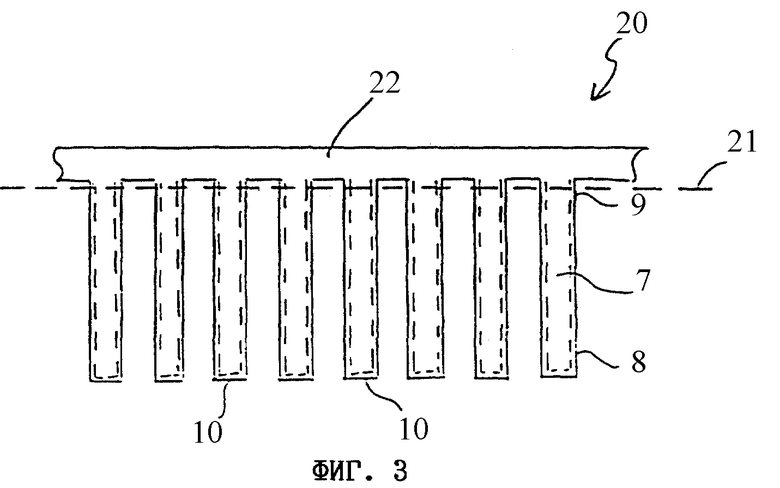
на фиг. 3 - контактные штыри после первой стадии процесса листовой штамповки, соединенные друг с другом с одной стороны поперечной перемычкой.
Описание примера выполнения
На фиг. 1 показан разрез предлагаемого согласно изобретению устройства, которое может использоваться, например, в электронном блоке управления транспортного средства. Устройство содержит несущую пластину 1, образующую, например, дно блока управления. На верхней стороне несущей пластины 1 находится подложка 3, которая может представлять собой, например, печатную плату, керамическую подложку для гибридной ИС или керамическую многослойную структуру. На подложке 3 размещена электронная схема со схемными элементами 4, из которых на фиг. 1 и 2 показан только один. Токопроводящие дорожки, соединяющие между собой схемные элементы 4, не показаны. На подложке 3 имеются контактирующие с частями схемы и схемными элементами 4 контактные площадки 6 для соединения с вилочной частью 2, закрепленной в гнезде 5 несущей пластины 1. Такое крепление может осуществляться, например, привинчиванием, приклеиванием или другим пригодным для этой цели методом. Вилочная часть 2 выполнена в виде полученной литьем под давлением детали и имеет несколько изготовленных в виде простых штампованных деталей и заделанных в изоляционный материал контактных штырей 7, которые выступают из вилочной части 2 с ее обеих сторон.
Контактные штыри могут быть изготовлены, например, из сплава CuFe2 с нанесенным гальваническим покрытием из никеля и золота и имеют квадратное поперечное сечение размером 0,6•0,6 мм. Первые концы 9 контактных штырей 7, выведенные из вилочной части 2 со стороны несущей пластины 1, противоположной подложке 3, предназначены для присоединения к внешней ответной части штекерного соединения, тогда как вторые концы 8, выступающие с обращенной к подложке 3 верхней стороны несущей пластины 1, предназначены для электрического присоединения к этой подложке 3. Основополагающим моментом при этом является то, что торцы 10 вторых концов контактных штырей ориентированы параллельно подложке 3 и контактным площадкам 6, чтобы рабочий инструмент для микросварки можно было подвести к торцам 10 и контактным площадкам 6 и приварить гибкий металлический проводник к этим торцам 10 и контактным площадкам 6 для их соединения между собой. Показанные на фиг.1 и 2 гибкие металлические проводники 11, соединяющие контактные площадки 6 подложки 3 с торцами 10 контактных штырей, могут быть изготовлены из толстой или тонкой проволоки. В качестве тонких проволок применяют золотые проволоки диаметром от 0,025 до 0,1 мм, а в качестве толстых проволок используют алюминиевые проволоки диаметром от 0,1 до 0,3 мм. Контактные штыри 7 расположены в вилочной части 2 двумя параллельными рядами. Однако в других вариантах эти контактные штыри можно также располагать более чем в два ряда. Как показано, в частности, на фиг.2, контактные штыри 7 в вилочной части 2 размещены в два ряда, расположенных друг за другом в шахматном порядке, т.е. смещенных друг относительно друга. Шаг, с которым расположены торцы 10, соответствует шагу, с которым расположены контактные площадки 6 на подложке 3, при этом общая длина участка, занимаемого всеми торцами 10, не превышает общую длину участка, занимаемого контактными площадками 6, а сами контактные площадки 6 и торцы 10 расположены друг против друга. Преимущество такой компоновки состоит в сокращении габаритных размеров устройства. При этом благодаря расположению торцев 10 в два взаимно смещенных ряда гибкие металлические проводники, проходящие к торцам 10 наиболее удаленного от подложки 3 ряда, не перекрывают торцы 10 переднего ряда, расположенного ближе к подложке, вследствие чего присоединение гибких металлических проводников к передним рядам может осуществляться без каких-либо проблем. В предлагаемом устройстве торцы 10 контактных штырей расположены достаточно близко к контактным площадкам 6, благодаря чему для соединения между собой обеих поверхностей можно использовать относительно короткие гибкие металлические проводники. Поэтому микросварку можно производить с использованием как толстых, так и тонких проволок, причем сварные соединения с помощью толстых проволок применяют, в частности, для многоамперных контактов.
Ниже рассматривается способ изготовления вышеописанного устройства. Как показано на фиг.3, сначала на первой стадии процесса штамповки из металлической полосы 20, например, из сплава СuFe2, по контуру контактных штырей вырубают заготовку (сплошная линия), оставляя при этом с одной стороны перемычку 22, соединяющую контактные штыри между собой их первыми концами 9. При этом доля гладких срезов при первой штамповке приблизительно соответствует доле изломанных срезов, вследствие чего контактные штыри затем необходимо подвергать дополнительной стадии точной листовой штамповки, в результате которой они приобретают свой окончательный контур (штриховая линия на фиг. 3). Доля гладких срезов на отштампованных кромках при второй штамповке существенно выше, вследствие чего, в частности, предусмотренные в качестве контактных площадок под микросварку торцы 10 контактных штырей 7 приобретают гладкую, пригодную для микросварки структуру поверхности. Затем по меньшей мере на торцы 10 контактных штырей наносят гальваническое покрытие из золота на никелевой основе и отрезают вдоль линии 21 по фиг.3. Штыри 7 закладывают в форму для литья под давлением и заливают изоляционным материалом вплоть до первых концов 9 и вторых концов 8. При микросварке с использованием тонких проволок вторые концы 8 не должны выступать из вилочной части более чем на 1 мм, а при микросварке с использованием толстых проволок - не более чем на 0,5 мм. Готовую вилочную часть 2 закрепляют в гнезде 5 несущей пластины 1 таким образом, чтобы торцы 10 на вторых концах 8 контактных штырей 7 были ориентированы параллельно контактным площадкам 6 на подложке 3. Затем контактные площадки 6 соединяют с торцами 10 гибкими металлическими проводниками 11 с помощью инструмента для микросварки.
Описано устройство, которое содержит несущую пластину и по меньшей мере одну расположенную на ней подложку для электрических и/или электронных схемных элементов, а также вилочную часть штекерного соединения с несколькими заделанными в изоляционный материал контактными штырями, первые концы которых предназначены для подсоединения внешних разъемов, а их вторые концы электрически соединены гибкими металлическими проводниками с подложкой. Для достижения технического результата - уменьшения размеров занимаемой контактными штырями площади и для создания устройства с малогабаритной компактной компоновкой - согласно изобретению предлагается изготавливать отдельные контактные штыри в виде отштампованных деталей, каждый из вторых концов которых имеет торец, ориентированный приблизительно параллельно подложке и полученный в процессе листовой штамповки, и присоединять гибкие металлические проводники методом микросварки непосредственно к полученным листовой штамповкой торцам контактных штырей. В заявке описан также способ изготовления предлагаемого устройства. 2 c. и 5 з.п. ф-лы, 3 ил.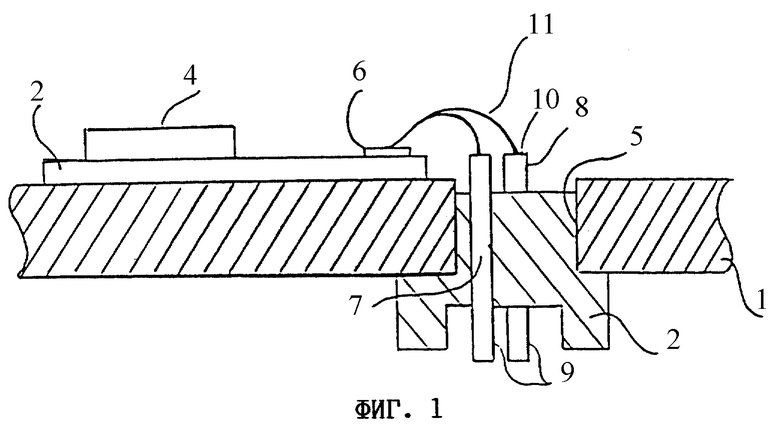
| DE 4240755 А, 16.06.1994 | |||
| DE 19507143 A1, 07.09.1995 | |||
| ТАНК-ПАРОВОЗ | 1923 |
|
SU625A1 |
| Контактное устройство для подключения проводов матриц запоминающего устройства при прошивке | 1976 |
|
SU566285A1 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ВЫВОДОВ К КОНТАКТНЫМ ПЛОЩАДКАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035281C1 |

