ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к механической обработке и сборке частей воздушного летательного аппарата и, в частности, к сборке конструктивного узла воздушного летательного аппарата без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера.
УРОВЕНЬ ТЕХНИКИ
[0002] Сложные производственные проекты, такие как проектирование и изготовление воздушных летательных аппаратов, обычно требуют успешной интеграции инженерного проектирования, технологии машиностроения, а иногда программирования на основе числового программного управления (ЧПУ). Производство воздушных летательных аппаратов, например, обычно требует успешной интеграции сотен тысяч деталей и связанных с ними процессов согласно комплексному плану производства воздушного летательного аппарата в соответствии с инженерными проектными данными и включает в себя автоматизированное изготовление ряда компонентов, узлов и подузлов согласно способам программирования с ЧПУ.
[0003] Инженерное проектирование часто требует использования выполняющих сложные расчеты графических систем автоматизированного проектирования (САПР) для подготовки чертежей, спецификаций, ведомостей обрабатываемых деталей или частей и других элементов, относящихся к проектированию. В современных системах САПР составные части проектируют путем их геометрического моделирования в трех измерениях (3D) с получением определения компонента. Проектирование и разработка сложных трехмерных геометрических моделей для многих современных составных частей воздушного летательного аппарата является действенным, но дорогостоящим и сложным процессом, при котором ограничения для составных частей и проектирования сбалансированы с учетом производственных возможностей и затрат. Производители тратят значительное количество сил и ресурсов, чтобы найти сбалансированное решение этого вопроса. Ключевым моментом при этом являются трехмерные геометрические модели составных частей и узлов составных частей, включающие их соответствующие заранее определенные допуски размеров. Основная часть процесса изготовления сконцентрирована на эффективном достижении ограничений, задаваемых в трехмерных геометрических моделях составных частей и узлов, и между трехмерными геометрическими моделями составных частей и узлов.
[0004] В настоящее время современные производители затрачивают значительное количество своих ресурсов на разработку и совершенствование трехмерных геометрических моделей для каждой составной части и узла. Затем инженеры должны создать двумерные (2D) чертежи для деталей и включить в них размеры и диапазоны допусков для признаков составных частей и конфигураций узлов. Этот процесс определяет двумерный чертеж как элемент управления конфигурацией и "санкционирование на изготовление". Указанный процесс требует создания ряда двумерных перспектив компонентов, подлежащих созданию, и, после этого, допусков, подлежащих назначению и точному указанию на двумерном чертеже, при этом диапазоны допусков назначают на основании посадки и функции признаков составных частей. Например, в случае монтажных отверстий, выполненных по центру в двух выступах, находящихся в одной плоскости и имеющих ширину 1 дюйм (25,400 мм), которые размещены один вдоль другого, номинальный размер по ширине составляет 1,000 дюйм (25,400 мм) и допуск по ширине выступа должен составлять +0,000/-0,030 дюйма (+0,000/-0,762 мм), так как размещение одного вдоль другого двух выступов, имеющих ширину больше 1,000 дюйма, приведет к сдвигу отцентрированных монтажных отверстий дальше друг от друга и может помешать выравниванию отверстий в сопрягаемом компоненте. При назначении допуска в 1,000+0,000/-0,030 дюйма (25,400+0,000/-0,762 мм) ширина выступа в результате механической обработки может оказаться меньше 1,000 дюйма (25,400 мм), что попросту приведет к появлению зазора между выступами, когда они расположены один вдоль другого и собраны с помощью монтажных отверстий.
[0005] Таким образом, для выступа детали, имеющего номинальную ширину 1 дюйм (25,400 мм), двумерный чертеж детали с этим назначенным допуском в 1,000+0,000/-0,030 дюйма (25,400+0,000/-0,762 мм) приведет к тому, что производитель установит механическую обработку выступа в средней точке указанного допуска на ширине 0,985 дюйма (25,019 мм) (+0,0157-0,015 дюйма (+0,3817-0, 381 мм)), чтобы учесть возможные изменения при производственном процессе, приводящие к ширине больше или меньше величины 0,985 дюйма (25,019 мм), которая, тем не менее, остается в пределах диапазона допусков 1,000+0,000/-0,030 дюйма (25,400+0,000/-0,762 мм) для двумерных чертежей.
[0006] Этот процесс изготовления признаков детали с обеспечением их нахождения в пределах диапазонов допусков также, как правило, приводит к появлению зазоров для регулировок составных частей при сборке с помощью прокладок и неточному определению формы деталей собираемых частей; а получаемым составным частям или узлу из них часто во время производства необходимо придавать нужную форму с использованием множества крупных приспособлений.
[0007] Во время изготовления и программирования с ЧПУ, программы ЧПУ часто настраивают для механической обработки признаков составных частей и получения значений их ширины не с номинальными размерами (например, 1,000 дюйм (25,400 мм)), а, напротив, с конкретным размером в пределах диапазона допусков, указанных в двумерном чертеже детали (например, 1,000+0,000 /-0,030 (25,400+0,000/-0,762 мм)), так что изменения при производственном процессе будут оставаться в пределах допусков для двумерных чертежей для снижения риска несоответствия техническим условиям.
[0008] Станки с ЧПУ могут также быть настроены на выполнение механической обработки отверстий или признаков с одного или другого конца различных допусков на их размер, чтобы учесть износ и максимизировать эффективность инструментов, используемых для механической обработки данных частей, или уменьшить продолжительность механической обработки. Например, вместо номинального размера отверстия, подлежащего механической обработке, оператор-станочник может установить инструмент для выполнения отверстий или сверло, размер которого находится в пределах указанного допуска, но со сдвигом в сторону одного конца диапазона допусков, что приведет к диаметрам отверстий, которые сначала находятся на одном конце диапазона допусков, а по мере износа сверла диаметры полученного отверстия сдвигаются в сторону другого конца диапазона допусков, так что можно изготовить максимальное количество частей или деталей с использованием сверла по мере его постепенного износа, при этом диаметр отверстий изменяется, но остается в пределах допуска, отодвигая, таким образом, время до необходимости замены этого сверла другим сверлом.
[0009] В другом примере, рабочая траектория фрезерного станка может быть запрограммирована для фрезерования с минимальным заглублением, позволяющим оставаться в пределах допуска, что может уменьшить количество повторных проходов по рабочей траектории, необходимых для достижения заглубления, глубина которого в течение процесса механической обработки находится в пределах диапазона допусков. Указанное, в свою очередь, обеспечивает возможность сокращения общей продолжительности механической обработки и уменьшения опасности растрескивания тонких стенок, чтобы уменьшить возможность несоответствия техническим условиям.
[00010] После изготовления составных частей для их сборки используют обычные производственные технологии, чтобы получить узлы, некоторые из которых могут представлять собой подузлы еще более крупных узлов. Обычно этот процесс осуществляют с использованием крепежных приспособлений, которыми закрепляют составные части в определенных положениях и временно скрепляют их вместе для размещения данных частей согласно предварительно определенным техническим требованиям. Для составных частей, соединенных и скрепленных друг с другом крепежными элементами, процесс сборки обычно также включает в себя предварительно просверленные направляющие отверстия в одной из соединенных частей и сверлильный кондуктор, используемый для получения готовых отверстий необходимого размера, для высверливания направляющих отверстий также через другую из соединенных частей, чтобы в результате получить отверстия нужного конечного размера в обеих частях.
[00011] Использование упомянутых выше регулировочных прокладок, а также установочных приспособлений и сверлильных кондукторов для получения готовых отверстий необходимого размера во время сборки является затратным и часто приводит к высокому уровню несоответствий техническим условиям, которые необходимо устранить. Обычный процесс сборки также часто включает в себя использование множества регулировочных прокладок, что также приводит к повышенным финансовым и временным затратам. Были разработаны некоторые технологии, которые предусматривают сканирование составных частей после сборки и последующее программирование для каждой сопрягаемой части (изготовленной по техническим условиям заказчика для одного узла) для точного соответствия поверхности. Однако это требует многократного монтажа и демонтажа составных частей для завершения процесса сборки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00012] Примеры реализаций настоящего раскрытия относятся к улучшению механической обработки и сборки частей воздушного летательного аппарата. В соответствии с примерами реализаций используется трехмерная (3D) геометрическая модель части, в которой признаки ее поверхности и отверстия могут быть смоделированы для получения номинальных размеров готовой части. Программа для механической обработки с числовым программным управлением (ЧПУ) может быть выработана непосредственно на основе трехмерной геометрической модели, без двумерных чертежей этой части - и, следовательно, зазоров для регулировочных прокладок и неточных определений, которые часто сопровождают двумерные чертежи. Затем данная часть может быть подвергнута механической обработке на одном обрабатывающем устройстве с ЧПУ с номинальными размерами, получаемыми из трехмерной геометрической модели, а не с размерами, находящимися на одном или другом конце различных допусков на размер этой части.
[00013] Части, обрабатываемые механически согласно примерам реализаций, могут включать в себя отверстия, обрабатываемые механически с получением по существу номинального диаметра. Относительно сборки механически обработанных частей, эти отверстия могут быть предварительно просверлены (просверлены во время механической обработки и перед сборкой). Указанные отверстия, обрабатываемые механически с получением по существу номинального диаметра, могут обеспечивать сборку без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера (т.е. без использования каких-либо регулировочных прокладок, без использования каких-либо установочных приспособлений и без использования каких-либо сверлильных кондукторов для получения готовых отверстий необходимого размера). Примеры реализаций используют присущую современным станкам с ЧПУ способность добиваться точности, позволяющей обеспечить возможность выравнивания всех отверстий в полученном узле. Указанные части могут быть подвергнуты механической обработке точно в соответствии с моделями (расчетами) без необходимости интерпретации оператором-станочником или находящимися далее по технологической цепочке оператором или бригадой.
[00014] Более конкретно, части могут быть подвергнуты механической обработке с получением по существу номинальных параметров, что может позволить осуществлять их сборку без использования регулировочных прокладок. Для выравнивания и сборки указанных частей могут быть использованы предварительно просверленные в них отверстия без необходимости в многоместных установочных приспособлениях; и с помощью этих предварительно просверленных отверстий собираемые части могут быть собраны без сверлильных кондукторов, обеспечивающих получение готовых отверстий необходимого размера, для сверления отверстий при сборке. Указанные части могут быть собраны без сканирования части или детали с получением профиля ее поверхности для выполнения механической обработкой профиля сопрягаемых частей или деталей. Части или детали могут быть подвергнуты механической обработке на множестве площадок поставщиков, но при этом будут хорошо подходить друг другу при сборке.
[00015] Из сказанного следует по меньшей мере то, что примеры реализаций изобретения могут обеспечить уменьшение затрат на сборку конструктивных узлов воздушного летательного аппарата за счет сокращения продолжительности их сборки, уменьшения исправлений брака, необходимой инструментальной оснастки, а также благодаря отказу от использования регулировочных прокладок. Полученный в результате конструктивный узел воздушного летательного аппарата может представлять собой узел более высокого качества за счет очень хорошей подгонки частей или деталей. Примеры реализаций также могут обеспечивать незначительное увеличение дополнительных затрат или их отсутствие для поставщиков, уменьшение возможного мусора из инородных объектов и/или уменьшение затрат на качество для отверстий, просверленных не по плану.
[00016] Настоящее раскрытие, таким образом, включает в себя, без ограничения, следующие примеры реализаций. В некоторых примерах реализаций предложен способ сборки конструктивного узла воздушного летательного аппарата без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера. Конструктивный узел воздушного летательного аппарата состоит из множества секций, включающих в себя первую и вторую корпусные секции, соединительную корпусную секцию и множество конструктивных секций сопряжения. Способ включает в себя опирание первой и второй корпусных секций на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга, и размещение в необходимом положении соединительной корпусной секции между первой и второй корпусными секциями. Способ включает в себя выравнивание первых предварительно просверленных отверстий сопряжения в соединительной корпусной секции с первыми предварительно просверленными отверстиями сопряжения в первой и второй корпусных секциях и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения. Для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения, способ включает в себя размещение в необходимом положении конструктивной секции сопряжения относительно первой и второй корпусных секций и соединительной корпусной секции. И для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения, способ включает в себя выравнивание вторых предварительно просверленных отверстий сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения.
[00017] В некоторых примерах реализаций способа согласно предшествующему или любому последующему примеру реализации или любой их комбинации, способ дополнительно включает в себя размещение в необходимом положении регулируемых опор в базовых положениях для размещения в необходимом положении и выравнивания первой и второй корпусных секций с разнесением относительно друг друга, при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
[00018] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, способ дополнительно включает осуществляемую с числовым программным управлением механическую обработку по меньшей мере двух секций из указанных секций на основе их соответствующих трехмерных геометрических моделей. В этих примерах реализаций указанные по меньшей мере две секции из указанных секций в соответствующих трехмерных моделях имеют идентичный профиль признака поверхности сопряжения, так что указанные по меньшей мере две секции из указанных секций подвергают механической обработке с получением профиля по существу идентичных признаков поверхности сопряжения.
[00019] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, размещают в необходимом положении конструктивную секцию сопряжения, выравнивают вторые предварительно просверленные отверстия сопряжения и через выровненные вторые предварительно просверленные отверстия сопряжения устанавливают крепежные элементы, чтобы с помощью указанного множества конструктивных секций сопряжения осуществить сборку конструктивного узла воздушного летательного аппарата внутрь от первой и второй корпусных секций, которые образуют конструкцию его внешнего периметра.
[00020] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, первая и вторая корпусные секции соответственно являются корпусными секциями передней кромки и хвостовой части, а соединительная корпусная секция включает в себя выполненные по размаху крыльев внутреннюю и внешнюю секции. В этих примерах реализаций размещение в необходимом положении соединительной корпусной секции включает в себя размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера.
[00021] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, первые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием первых предварительно просверленных отверстий сопряжения. В этих примерах реализаций первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления соединительной корпусной секции и первой и второй корпусных секций относительно друг друга.
[00022] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием вторых предварительно просверленных отверстий сопряжения. В этих примерах реализаций вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления конструктивной секции сопряжения и указанной по меньшей мере одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции относительно друг друга.
[00023] В некоторых других примерах реализаций предложен способ сборки узла крыла воздушного летательного аппарата без использования каких-либо установочных приспособлений для выравнивания указанных секций или сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий. Узел крыла воздушного летательного аппарата состоит из множества секций, включающих в себя корпусные секции передней кромки и хвостовой части, выполненные по размаху крыльев внутреннюю и внешнюю секции и множество внутренних конструктивных элементов. Способ включает в себя опирание корпусных секций передней кромки и хвостовой части на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга и размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части. Способ включает в себя выравнивание первых предварительно просверленных отверстий сопряжения в выполненных по размаху крыльев внутренней и внешней секциях с первыми предварительно просверленными отверстиями сопряжения в корпусных секциях передней кромки и хвостовой части и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения, с образованием в результате этого конструкции внешнего периметра узла крыла воздушного летательного аппарата. Для каждого внутреннего конструктивного элемента из указанного множества внутренних конструктивных элементов, способ включает в себя размещение в необходимом положении указанного внутреннего конструктивного элемента внутри конструкции внешнего периметра. И для каждого внутреннего конструктивного элемента из указанного множества внутренних конструктивных элементов, способ включает в себя выравнивание вторых предварительно просверленных отверстий сопряжения в указанном внутреннем конструктивном элементе со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления указанного внутреннего конструктивного элемента. Узел крыла воздушного летательного аппарата собирают внутрь от конструкции внешнего периметра.
[00024] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, указанное множество внутренних конструктивных элементов включает в себя основной лонжерон. Для основного лонжерона размещение в необходимом положении указанного внутреннего конструктивного элемента включает размещение в необходимом положении основного лонжерона внутри конструкции внешнего периметра. И для основного лонжерона выравнивание вторых предварительно просверленных отверстий сопряжения включает выравнивание вторых предварительно просверленных отверстий сопряжения в основном лонжероне со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления основного лонжерона.
[00025] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, узел крыла воздушного летательного аппарата дополнительно состоит из одного или более участков внешней обшивки. В этих примерах реализаций способ дополнительно включает размещение в необходимом положении указанных одного или более участков внешней обшивки относительно конструкции внешнего периметра без использования каких-либо установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера, и выравнивание третьих предварительно просверленных отверстий сопряжения в указанных одном или более участках внешней обшивки с третьими предварительно просверленными отверстиями сопряжения в конструкции внешнего периметра и установку крепежных элементов через выровненные четвертые предварительно просверленные отверстия сопряжения для закрепления указанных одного или более участков обшивки.
[00026] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, способ дополнительно включает размещение в необходимом положении регулируемых опор в базовых положениях для размещения в необходимом положении и выравнивания корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга, при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
[00027] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, способ дополнительно включает осуществляемую с числовым программным управлением механическую обработку по меньшей мере двух секций из указанных секций на основе их соответствующих трехмерных геометрических моделей, причем указанные по меньшей мере две секции из указанных секций в соответствующих трехмерных геометрических моделях имеют идентичный профиль признака поверхности сопряжения, так что указанные по меньшей мере две секции из указанных секций подвергают механической обработке с получением профиля по существу идентичного признакам поверхности сопряжения.
[00028] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, первые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием первых предварительно просверленных отверстий сопряжения. В этих примерах реализаций первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления выполненных по размаху крыльев внутренней и внешней секций и корпусных секций передней кромки и хвостовой части относительно друг друга.
[00029] В некоторых примерах реализаций способа согласно любому предшествующему или любому последующему примеру реализации или любой их комбинации, вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием вторых предварительно просверленных отверстий сопряжения. В этих примерах реализаций вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления указанного внутреннего конструктивного элемента и указанного по меньшей мере одного из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, относительно друг друга.
[00030] Эти и другие признаки, аспекты и преимущества настоящего раскрытия будут очевидны из нижеследующего подробного описания вместе с сопроводительными чертежами, которые кратко описаны ниже. Настоящее раскрытие включает в себя любую комбинацию из двух, трех, четырех или более признаков или элементов, указанных в данном раскрытии, независимо от того, являются ли такие признаки или элементы явным образом объединенными или иным образом приведены в определенном примере реализации, описанном в данном документе. Настоящее раскрытие предназначено для чтения в целом, так что любые отделимые признаки или элементы настоящего раскрытия, в любом из его аспектов и примеров реализаций, следует рассматривать, как предполагается, а именно, обладающими способностью к комбинированию, если контекстом настоящего раскрытия явно не указано иное.
[00031] Поэтому следует отметить, что данный раздел "Раскрытие изобретения" представлен только в целях обобщения некоторых примеров реализаций, с тем чтобы обеспечить базовое понимание некоторых аспектов настоящего раскрытия. Соответственно, следует отметить, что описанные выше примеры реализаций являются всего лишь примерами и не должны быть истолкованы как сужающие каким-либо образом объем или сущность настоящего раскрытия. Другие примеры реализаций, аспекты и преимущества станут очевидными из следующего раздела "Осуществление изобретения", которое следует рассматривать совместно с прилагаемыми чертежами, иллюстрирующими посредством примера принципы некоторых описываемых примеров реализаций.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00032] После описания, таким образом, примеров реализаций настоящего раскрытия в общих понятиях будет сделана ссылка на прилагаемые чертежи, которые необязательно выполнены в масштабе и на которых:
[00033] на ФИГ. 1 показана система согласно примерам реализаций настоящего раскрытия;
[00034] на ФИГ. 2 показана система определений на основе моделирования и механической обработки, согласно некоторым примерам реализаций;
[00035] на ФИГ. 3 показана система сборки компонентов, согласно некоторым примерам реализаций;
[00036] на ФИГ. 4-14 показан участок системы сборки компонентов, которая может быть полезна при сборке конструкции воздушного летательного аппарата без использования каких-либо установочных приспособлений для выравнивания секции или сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий, согласно некоторым примерам реализаций;
[00037] на ФИГ. 15 и 16 представлены блок-схемы, иллюстрирующие различные этапы способов соответственно сборки конструктивного узла воздушного летательного аппарата и сборки узла крыла воздушного летательного аппарата, согласно некоторым примерам реализаций; и
[00038] на ФИГ. 17 показано устройство согласно некоторым примерам реализаций.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00039] Некоторые варианты реализации настоящего раскрытия будут далее описаны более полно со ссылкой на сопроводительные чертежи, на которых показаны некоторые, но не все, варианты осуществления настоящего раскрытия. Действительно, различные варианты осуществления настоящего раскрытия могут быть реализованы во многих различных формах и не должны быть истолкованы как ограниченные вариантами реализаций, изложенными в данном документе; наоборот, эти примеры реализаций представлены для того, чтобы данное раскрытие было полным и завершенным и полностью раскрывало объем настоящего раскрытия для специалистов в данной области техники. Одинаковые ссылочные позиции относятся к одинаковым элементам.
[00040] Примеры реализаций настоящего раскрытия в целом относятся к механической обработке и сборке частей воздушного летательного аппарата и, в частности, к определению на основе моделирования для механической обработки частей воздушных летательных аппаратов, и сборки частей без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера. На ФИГ. 1 показана система 100 согласно примерам реализаций настоящего раскрытия. Система может включать в себя любую из множества различных подсистем (каждая индивидуальная система) для выполнения одной или более функций или операций. Как показано, например, система может включать в себя одну или более каждых подсистем из подсистемы 102 определений на основе моделирования и механической обработки и подсистемы 104 сборки компонентов. Хотя они показаны как часть системы, следует отметить, что одна или обе из подсистем могут функционировать или работать в качестве отдельной системы без учета другой подсистемы. Также следует отметить, что система может включать в себя одну или более дополнительных или альтернативных подсистем по сравнению с показанным на ФИГ. 1.
[00041] Подсистема 102 определений на основе моделирования и механической обработки в целом выполнена с возможностью обеспечения разработки и моделирования частей воздушных летательных аппаратов таким образом, что в результате этого части могут быть подвергнуты механической обработке и собраны без регулировочных прокладок, многоместных установочных приспособлений или сверлильных кондукторов, обеспечивающих получение готовых отверстий необходимого размера. Эти части воздушных летательных аппаратов могут включать в себя, например, грубые отливки, поковки, грубые компоненты композиционного материала и тому подобное. Подсистема определений на основе моделирования и механической обработки может создавать трехмерную (3D) геометрическую модель для частей воздушных летательных аппаратов - например, трехмерные реляционные модели с помощью систем автоматизированного проектирования (САПР) для сопрягаемых частей - с признаками поверхности, отверстиями и местоположениями, имеющими размеры и допуски, обеспечивающие надежную посадку при сборке, с использованием технологий, реализуемых без регулировочных прокладок и без монтажа со сверлением.
[00042] Подсистема 102 определений на основе моделирования и механической обработки может быть выполнена с возможностью создания трехмерной геометрической модели части воздушного летательного аппарата, в которой ее признаки могут иметь такие размеры, чтобы номинальные размеры готовой части точно соответствовали необходимой конечной форме. Программа для механической обработки с числовым программным управлением (ЧПУ) - например, компьютерная программа для механической обработки с числовым программным управлением (ЧПУ, т.е. NC или CNC) - может быть выработана непосредственно на основе трехмерной геометрической модели, и соответствующее обрабатывающее устройство с ЧПУ может быть выполнено с возможностью механической обработки данной части с получением номинальной формы необходимой части согласно используемой трехмерной геометрической модели. Данная часть может быть подвергнута механической обработке с получением точных номинальных размеров согласно программе механической обработки с ЧПУ, без ручной коррекции в некоторых местах, как это обычно имеет место. Полученные части могут быть собраны без использования регулировочных прокладок, с минимальным набором инструментов и без сверления отверстий во время сборки компонентов воздушного летательного аппарата. В этом отношении подсистема определений на основе моделирования и механической обработки может использовать присущую современным обрабатывающим устройствам с ЧПУ способность достижения точности, обеспечивающей выравнивание всех отверстий в полученном узле. Данные части могут быть подвергнуты механической обработке точно в соответствии с моделями (расчетами) без необходимости интерпретации поставщиком частей или находящейся далее по технологической цепочке сборочной бригадой.
[00043] Подсистема 104 сборки компонентов может быть в целом выполнена с возможностью обеспечения сборки конструктивных узлов воздушного летательного аппарата, состоящих из секций, таких как секции, подвергнутые механической обработке, посредством подсистемы 102 определений на основе моделирования и механической обработки. Подсистема сборки компонентов может обеспечивать сборку конструктивных узлов воздушного летательного аппарата с секциями, подвергнутыми механической обработке на множестве площадок поставщиков, без регулировочных прокладок, многоместных установочных приспособлений или сверлильных кондукторов, обеспечивающих получение готовых отверстий необходимого размера. В соответствии с примерами реализаций настоящего раскрытия, секции конструктивного узла включают в себя предварительно просверленные отверстия для крепежных элементов, которые могут быть использованы для выравнивания и сборки указанных секций. Отверстия для крепежных элементов могут быть предварительно просверлены перед сборкой, в отличие от выполнения их во время сборки с использованием сверлильных кондукторов, с большинством отверстий, если не всеми, просверливаемыми одновременно с механической обработкой деталей. Подсистема сборки компонентов также может обеспечивать возможность сборки частей без сканирования части или детали с получением профиля ее поверхности для выполнения механической обработкой профиля сопрягаемых частей или деталей. Посредством системы 100 согласно примерам реализаций, части воздушных летательных аппаратов могут быть спроектированы, подвергнуты механической обработке и собраны быстрее при одновременном сокращении исправлений брака, необходимой инструментальной оснастки и без регулировочных прокладок. Это может обеспечить получение конструктивных узлов более высокого качества за счет очень хорошей подгонки секций. Система может быть реализована без дополнительных затрат для поставщиков, она может обеспечивать уменьшение возможного мусора из инородных объектов и/или может приводить к уменьшению затрат на качество для отверстий, просверленных не по плану.
[00044] На ФИГ. 2 показана система 200 определений на основе моделирования и механической обработки, которая в некоторых примерах может соответствовать подсистеме 102 определений на основе моделирования и механической обработки на ФИГ. 1. Система определений на основе моделирования и механической обработки может включать в себя один или более каждого из ряда компонентов, соединенных друг с другом, таких как устройство 202 для создания трехмерных геометрических моделей, генератор 204 программы ЧПУ и обрабатывающее устройство с ЧПУ 206, с инструментом 208 для выполнения отверстий и/или инструментом 210 для механической обработки поверхности. В некоторых примерах, однако, система определений на основе моделирования и механической обработки может включать в себя только одно обрабатывающее устройство с ЧПУ.
[00045] Устройство 202 для создания трехмерных геометрических моделей может быть выполнено с возможностью создания трехмерной геометрической модели 212 для части воздушного летательного аппарата, имеющей признаки поверхности и отверстия, представленные в настоящем документе. Для этого, в некоторых примерах, устройство для создания трехмерных геометрических моделей может представлять собой, включать в себя или иным образом использовать преимущества доступной на рынке системы САПР, такой как система цифрового моделирования САТ1А, которую можно приобрести в компании Dassault Systemes S.A., Велизи-Вилакубле, Франция. Согласно примерам реализаций настоящего раскрытия, признаки поверхности и отверстия в трехмерной геометрической модели выполняют имеющими показатели соответственно номинального размера признаков поверхности и номинального диаметра отверстий, и они могут иметь соответственно диапазон допусков для признаков поверхности и диапазон допусков для диаметров отверстий, связанных с ними, которые могут быть основаны на форме, соответствии или функции этой части. Более обобщенно, трехмерная геометрическая модель для указанной части воздушного летательного аппарата может включать в себя каркасную или монолитную трехмерную модель указанной части воздушного летательного аппарата, а также инженерные данные, необходимые для механической обработки или контроля этой части. Эти инженерные данные могут включать в себя указанные выше диапазон допусков для признаков поверхности и диапазон допусков для диаметров отверстий (один или более из каждого), а также включать в себя индикаторные отметки, требования к готовым изделиям и тому подобное.
[00046] В одном примере реализации, трехмерную геометрическую модель для части воздушного летательного аппарата создают с признаками поверхности и отверстиями размера обеспечения посадки и функционирования, такими как стандартные размеры отверстий для крепежных элементов или целочисленная ширина выступа, например, и для указанной части воздушного летательного аппарата на основе трехмерной геометрической модели создают непосредственно программу ЧПУ. Программа ЧПУ включает в себя программные инструкции для механической обработки отверстий и признаков поверхности с получением номинальных размеров, которые приведены в трехмерной геометрической модели для указанной части воздушного летательного аппарата, где номинальный размер означает собственно значение размера согласно геометрической модели или приведен в качестве полученных моделированием размера и профиля признаков поверхности и отверстий, созданных в трехмерной геометрической модели, в отличие от срединного значения размеров, которое попадает в диапазон или середину диапазона допусков для диаметра отверстий или признаков указанной части воздушного летательного аппарата.
[00047] Генератор 204 программы ЧПУ может быть выполнен с возможностью создания программы 214 механической обработки с ЧПУ непосредственно на основе трехмерной геометрической модели 212, и в некоторых примерах может представлять собой, включать в себя или иным образом использовать преимущества доступной на рынке системы САПР (например, CATIA). Программа механической обработки с ЧПУ может иметь инструкции для одного обрабатывающего устройства 206 с ЧПУ, чтобы выполнять механическую обработку указанной части воздушного летательного аппарата, включая ее признаки поверхности и отверстия, включая инструкции, чтобы выполнять механическую обработку отверстий с получением номинального диаметра отверстий, указанного в трехмерной геометрической модели для данной части. Соответственно, производственные площадки могут быть необходимы для создания программы ЧПУ на основе трехмерной геометрической модели, с тем чтобы включать в себя программные инструкции для выполнения механической обработки отверстий и признаков поверхности с получением номинальных размеров в трехмерной геометрической модели, вместо создания инструкций программы ЧПУ, которые изменяют номинальный размер на специальный размер в пределах диапазона допусков на двумерном чертеже детали, что учло бы изменения при производственном процессе и уменьшило бы вероятность изменения размеров, превосходящих пределы допусков (снижая риск несоответствия деталей техническим условиям). В одном примере диапазон допусков увеличен (например, расширен, ослаблен) для размеров отверстий и признаков поверхности, чтобы снизить остроту вопроса несоответствия производственных площадок техническим условиям для механической обработки данных частей и стимулировать производственные площадки не изменять или не сдвигать размеры, полученные программированием ЧПУ, от номинальных размеров, указанных в трехмерной геометрической модели (например, номинальный размер ширины 1,00 дюйм (25,40 мм)) к другим размерам, находящимся в пределах диапазона допусков (например, размер 0,985 дюйма (25,019 мм) в пределах диапазона допусков 1,000+0,000/-0,030 дюйма (25,400+0,000/-0,762 мм)), чтобы оставить возможность для изменений при производственном процессе, износа инструмента, скорости резания и т.п.После этого обрабатывающее устройство с ЧПУ может быть выполнено с возможностью механической обработки части 216 воздушного летательного аппарата, включая ее признаки поверхности и отверстия, с использованием программы механической обработки с ЧПУ, которая включает в себя инструкции, чтобы выполнять механическую обработку признаков поверхности и отверстий с получением номинальных размеров, указанных в трехмерной геометрической модели для указанной части воздушного летательного аппарата. В некоторых примерах обрабатывающее устройство с ЧПУ может быть многоосным обрабатывающим устройством с ЧПУ, выполненным с возможностью механической обработки признаков поверхности и отверстий в каждой из двух или более ортогональных плоскостей, при одной настройке для механической обработки, так что отверстия и поверхности во второй ортогональной плоскости не подвергают механической обработке при осуществлении операции вторичной механической обработки на втором обрабатывающем устройстве после механической обработки с ЧПУ отверстий и поверхностей в первой ортогональной плоскости на первом обрабатывающем устройстве.
[00048] Обрабатывающее устройство 206 с ЧПУ может представлять собой любое из ряда подходящих устройств, выполненных с возможностью удерживать подходящий материал на месте и механически обрабатывать этот материал в указанной части воздушного летательного аппарата в соответствии с программой 214 механической обработки с ЧПУ. В некоторых примерах обрабатывающее устройство с ЧПУ может быть одним обрабатывающим устройством с ЧПУ. В других примерах обрабатывающее устройство с ЧПУ может включать в себя обрабатывающее устройство с ЧПУ для грубой обработки части и еще одно обрабатывающее устройство с ЧПУ для выполнения конечной или финишной механической обработки, например, чтобы выполнять механическую обработку признаков поверхности, отмеченных друг для друга в трехмерной геометрической модели при одной настройке.
[00049] Обрабатывающее устройство с ЧПУ может включать в себя устройство числового программного управления, выполненное с возможностью направления инструмента 208 для выполнения отверстий и/или инструмента 210 для механической обработки поверхности согласно подходящей программе механической обработки с ЧПУ. Примеры подходящих обрабатывающих станков с ЧПУ с соответствующими инструментами для механической обработки поверхности включают в себя фрезерный станок, токарный станок, штамповочный пресс и тому подобное. Примеры подходящих инструментов для выполнения отверстий включают в себя сверло, концевую фрезу, фрезу-развертку, расточную оправку, устройство для пробивания отверстий и тому подобное.
[00050] Обрабатывающее устройство 206 с ЧПУ может использовать инструмент 208 для выполнения отверстий для механической обработки отверстий. Инструмент для выполнения отверстий может быть установлен по существу на номинальный диаметр отверстия, указанный в трехмерной геометрической модели для данной части, вместо размера в пределах диапазона допусков для двумерных чертежей, чтобы учесть изменения при производственном процессе и снизить риск несоответствия техническим условиям, или размер, в зоне высоких значений диапазона допусков для диаметров отверстий, чтобы учесть износ инструмента, в результате этого отверстия подвергают механической обработке с получением по существу номинального диаметра отверстия, указанного в трехмерной геометрической модели для данной части. Это может быть реализовано посредством программы 214 механической обработки с ЧПУ. В некоторых примерах, ввод данных оператором в обрабатывающее устройство 206 с ЧПУ может быть отключен для установки инструмента выполнения отверстий со значением смещения для механической обработки отверстий с получением диаметра, который сдвинут в пределах диапазона допусков, чтобы учесть изменения при производственном процессе и снизить риск несоответствия техническим условиям, или для механической обработки отверстий с получением диаметра ближе к зоне высоких значений или зоне низких значений диапазона допусков для диаметров отверстий, чтобы учесть износ инструмента. Это может быть реализовано любым из ряда различных способов, например, с помощью подходящих инструкций в программе механической обработки с ЧПУ, которые могут защитить диаметр отверстия, соответствующий номинальному диаметру в трехмерной геометрической модели, от изменения оператором-станочником или другим оператором.
[00051] Инструкции программы 214 механической обработки с ЧПУ могут включать в себя инструкции для механической обработки признаков поверхности части 216 воздушного летательного аппарата с получением номинального размера признаков поверхности. Обрабатывающее устройство 206 с ЧПУ может использовать инструмент 210 для механической обработки поверхности для механической обработки признаков поверхности. Аналогично инструменту 208 для выполнения отверстий, инструмент для механической обработки поверхности может быть установлен по существу на номинальный размер признаков поверхности, вместо размера в пределах диапазона допусков для двумерных чертежей, чтобы учесть изменения при производственном процессе и снизить риск несоответствия техническим условиям, или размера в зоне высоких значений или зоне низких значений диапазона допусков для признаков поверхности, чтобы учесть износ инструмента или уменьшить количество удаляемого материала, в результате чего признаки поверхности подвергают механической обработке с получением по существу номинального размера признаков поверхности, указанного в трехмерной геометрической модели для данной части. В этом случае это также может быть реализовано посредством программы механической обработки с ЧПУ. Также аналогично инструменту для выполнения отверстий, в некоторых примерах, ввод данных, осуществляемый оператором в обрабатывающее устройство с ЧПУ, может быть отключен для установки инструмента для механической обработки поверхности со значением смещения для механической обработки признаков поверхности от номинального размера признаков поверхности в трехмерной геометрической модели на отличающийся диаметр в пределах диапазона допусков, чтобы учесть изменения при производственном процессе и снизить риск несоответствия техническим условиям, или на диаметр ближе к зоне высоких значений или зоне низких значений диапазона допусков для признаков поверхности, чтобы учесть износ инструмента или уменьшить количество удаляемого материала, например, опять посредством подходящих инструкций в программе механической обработки с ЧПУ, которые могут защитить указанный размер признаков поверхности от изменения.
[00052] В дополнение к вышесказанному рассмотрим пример концевой фрезы для механической обработки части или детали, имеющей признак поверхности с диапазоном допусков +0,0107-0,003. Оператор-станочник может быть склонен к установке смещения инструмента на +0,005 дюйма (+0,127 мм), чтобы скорректировать или сместить положение концевой фрезы на +0,005 дюйма (+0,127 мм) в сторону зоны высоких значений диапазона допусков, при фрезеровании базовой кромки или профиля на данной части. Производительность производства может быть улучшена за счет повышения скорости инструмента и т.д., так как меньшее количество материала удаляется и больше материала остается на получаемой базовой кромке или профиле, которая или который, тем не менее, будет оставаться в пределах допуска, что приведет к получению части, которая пройдет технический контроль. Хотя указанная практика обеспечивает получение частей, которые находятся в пределах конкретных допусков, это приводит к получению отверстий и других признаков, имеющих размеры на основе базовых параметров, но отличных для одной части в сравнении с другой. Этого можно избежать, по меньшей мере в некоторых примерах реализаций, путем отключения для оператора возможности ввода данных в обрабатывающее устройство с ЧПУ.
[00053] В некоторых примерах, механически обработанная часть 216 воздушного летательного аппарата может быть взвешена, и ее вес сравнивают с базовым весом для указанной части воздушного летательного аппарата с номинальными размерами. Указанное может обеспечить система 200 определений на основе моделирования и механической обработки для подтверждения того, что признаки поверхности подвергают механической обработке с получением по существу номинального размера признаков поверхности, указанного в трехмерной геометрической модели для данной части, и что отверстия подвергают механической обработке с получением по существу номинального диаметра отверстий, указанного в трехмерной геометрической модели для данной части.
[00054] В некоторых примерах часть 216 воздушного летательного аппарата, трехмерная геометрическая модель 212 и программа 214 механической обработки с ЧПУ каждая могут быть первыми. Иными словами, указанная часть воздушного летательного аппарата может быть первой частью воздушного летательного аппарата, трехмерная геометрическая модель может быть первой трехмерной геометрической моделью, а программа механической обработки с ЧПУ может быть первой программой механической обработки с ЧПУ. В этих примерах, устройство 202 для создания трехмерных геометрических моделей также может быть выполнено с возможностью создания второй трехмерной геометрической модели 212' для второй части воздушного летательного аппарата, имеющей признаки поверхности и отверстия, представленные ею. В этом отношении, признаки поверхности первой части воздушного летательного аппарата и второй части воздушного летательного аппарата соответственно в первой трехмерной геометрической модели и второй трехмерной геометрической модели могут иметь идентичный профиль признака поверхности сопряжения. Это может быть реализовано посредством ряда различных способов, например, посредством использования общего профиля поверхностей сопряжения в определении обеих трехмерных геометрических моделей 212, 212'.
[00055] Генератор 204 программы ЧПУ также может быть выполнен с возможностью создания второй программы 214' механической обработки с ЧПУ непосредственно на основе второй трехмерной геометрической модели 212'. В некоторых примерах первая и вторая программы 214, 214' механической обработки с ЧПУ могут включать в себя инструкции для одной и той же рабочей траектории для механической обработки профиля признаков поверхностей сопряжения на обеих частях 216, 216'.
[00056] Одно обрабатывающее устройство 206 с ЧПУ может быть выполнено с возможностью механической обработки второй части 216' воздушного летательного аппарата, включая ее признаки поверхности и отверстия с использованием второй программы 214' механической обработки с ЧПУ. В данном случае, обрабатывающее устройство с ЧПУ, которое выполняет механическую обработку второй части воздушного летательного аппарата, может быть тем же обрабатывающим устройством с ЧПУ, которое выполняет механическую обработку первой части воздушного летательного аппарата (как показано) или они могут быть разными обрабатывающими устройствами с ЧПУ. Профиль по существу идентичных признаков поверхности сопряжения для признаков поверхности первой части 216 воздушного летательного аппарата и второй части воздушного летательного аппарата, с выработкой первой программы 214 механической обработки с ЧПУ и второй программы механической обработки с ЧПУ непосредственно на основе соответственно первой трехмерной геометрической модели 212 и второй трехмерной геометрической модели, может благодаря этому обеспечивать возможность выполнения обрабатывающим устройством с ЧПУ механической обработки соответственно первой части воздушного летательного аппарата и второй части воздушного летательного аппарата с профилем по существу идентичных признаков поверхности сопряжения. Указанное может обеспечить сборку этих частей без каких-либо последующих регулировок прокладками или шлифовочных операций.
[00057] В некоторых примерах отверстия второй части воздушного летательного аппарата во второй трехмерной геометрической модели 212' могут иметь номинальный диаметр, указанный в трехмерной геометрической модели для второй части воздушного летательного аппарата. В этих примерах одно обрабатывающее устройство 206 с ЧПУ, которым выполняют механическую обработку второй части 216' воздушного летательного аппарата, может использовать инструмент 208 для выполнения отверстий для механической обработки отверстий второй части воздушного летательного аппарата. Аналогично обрабатывающему устройству с ЧПУ, инструмент для выполнения отверстий, которым выполняют механическую обработку отверстий второй части воздушного летательного аппарата, может быть тем же инструментом для выполнения отверстий, которым выполняют механическую обработку отверстий первой части 216 воздушного летательного аппарата (как показано), или они могут быть различными инструментами для выполнения отверстий.
[00058] Инструмент 208 для выполнения отверстий может быть установлен по существу на номинальный диаметр отверстий, указанный в трехмерной геометрической модели для второй части 216' воздушного летательного аппарата, в результате чего отверстия второй части воздушного летательного аппарата могут быть подвергнуты механической обработке с получением по существу номинального диаметра отверстия в его трехмерных геометрических моделях. В некоторых примерах номинальный диаметр отверстий, указанный в трехмерных геометрических моделях, представляет собой диаметр, с которым отверстия первой части 216 воздушного летательного аппарата и второй части воздушного летательного аппарата по существу выполняют, и он может быть таким же, и размер готового отверстия с диаметром, имеющим класс точности и соответствующим крепежному элементу. Указанное может обеспечить возможность установки крепежных элементов для сборки первой части воздушного летательного аппарата и второй части воздушного летательного аппарата без какого-либо последующего сверления, рассверловок или регулировок прокладками. Примеры подходящих типов крепежных элементов включают в себя болты с внешней резьбой или винты, заклепки, штифты или т.п.
[00059] В одном примере реализации часть 216 воздушного летательного аппарата, трехмерная геометрическая модель 212 и программа 214 механической обработки с ЧПУ являются первой частью воздушного летательного аппарата, первой трехмерной геометрической моделью и первой программой механической обработки с ЧПУ, а устройство 202 для создания трехмерных геометрических моделей выполнено с возможностью создания множества трехмерных геометрических моделей для множества частей, предназначенных для сборки с первой частью. Соответственно, в одном примере реализации предложен способ производства частей воздушных летательных аппаратов для узла, который включает создание первой программы 214 механической обработки с ЧПУ для первой части воздушного летательного аппарата на основе первой созданной трехмерной геометрической модели, при этом множество дополнительных трехмерных геометрических моделей с отверстиями и признаками поверхности с номинальными размерами созданы для множества частей, предназначенных для сборки в один узел с первой частью. По существу, способ включает создание множества трехмерных геометрических моделей для множества частей, предназначенных для сборки с первой частью, при этом программы механической обработки с ЧПУ для механической обработки каждой части созданы на основе каждой из указанного множества трехмерных геометрических моделей, каждая из которых включает в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения, так что указанное множество частей подвергают механической обработке с ЧПУ на основе трехмерных геометрических моделей, имеющих профили идентичных признаков поверхностей так, чтобы получить множество частей с профилями по существу идентичных признаков поверхностей сопряжения.
[00060] В приведенном выше примере реализации способ может дополнительно включать этап создания множества трехмерных геометрических моделей с отверстиями и признаками поверхности с номинальными размерами для множества частей или деталей, предназначенных для сборки с первой частью, с каждой из указанных трехмерных геометрических моделей, включающей профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения, и этап механической обработки каждой из указанного множества частей или деталей, предназначенных для сборки с первой частью с использованием программ механической обработки с ЧПУ каждая из которых создана на основе трехмерной геометрической модели для каждой соответствующей части, так что каждую из указанного множества отдельных частей подвергают механической обработке с получением по существу идентичных поверхностей сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей.
[00061] В приведенном выше примере реализации способ может дополнительно включать этап создания множества трехмерных геометрических моделей с отверстиями и признаками поверхности с номинальными размерами для множества частей или деталей, предназначенных для сборки с первой частью, с каждой из указанных трехмерных геометрических моделей, включающей профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения, и этап отправки отдельных трехмерных геометрических моделей на различные отдельные производственные площадки для создания программ механической обработки с ЧПУ на основе трехмерных геометрических моделей, имеющих профили идентичных признаков поверхностей. Таким образом, способ функционирует так, чтобы выполнять механическую обработку множества отдельных частей на нескольких различных производственных площадках с получением по существу идентичных профилей поверхности сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей.
[00062] В этом примере реализации способ включает в себя подмножество указанного множества частей или деталей, подвергаемых механической обработке на различных производственных площадках, каждая из которых имеет обрабатывающее устройство с числовым программным управлением, вместо механической обработки всех из указанных частей на одной и той же производственной площадке. Соответственно, способ дополнительно включает этапы создания множества трехмерных геометрических моделей с отверстиями и признаками поверхности с номинальными размерами для множества частей или деталей, предназначенных для сборки с первой частью, с каждой из указанных трехмерных геометрических моделей, включающих профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения, и отправки отдельных трехмерных геометрических моделей на различные отдельные производственные площадки для создания программ механической обработки с ЧПУ на основе трехмерных геометрических моделей, имеющих профили идентичных признаков поверхностей, так чтобы выполнять механическую обработку множества отдельных частей на нескольких различных производственных площадках с получением по существу идентичных поверхностей сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей. В этом примере реализации способ также включает механическую обработку частей, подлежащих механической обработке с ЧПУ, при по существу совместимой температуре, которая эффективна для соответствующей механической обработки отверстий и поверхностей каждой части с получением номинальных размеров на множестве различных отдельных производственных площадок, так что указанное множество частей или деталей подвергают механической обработке с ЧПУ на основе трехмерных геометрических моделей, имеющих профили идентичных признаков поверхностей, с получением по существу идентичных поверхностей сопряжения без теплового расширения вследствие различных температур, влияющих на размеры отверстий и поверхностей, подвергаемых механической обработке. Сходным образом каждая из частей, подлежащих механической обработке, может быть оперта на крепежное приспособление для подавления отклонения указанной части во время механической обработки отверстий и поверхностей с получением номинальных размеров, там, где эта часть может являться удлиненной корпусной секцией, имеющей концевые участки, которые могут отклоняться вследствие упругости, веса, длины и т.д. этой части.
[00063] На ФИГ. 3 показана система 300 сборки компонентов, которая в некоторых примерах может соответствовать подсистеме 104 сборки компонентов по ФИГ. 1. Как обозначено выше и описано более подробно ниже, система сборки компонентов может способствовать сборке конструктивного узла воздушного летательного аппарата без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера. В соответствии с примерами реализаций, узел воздушного летательного аппарата может состоять из множества секций, включающих в себя первую и вторую корпусные секции 302, 304, соединительную корпусную секцию 306 и множество конструктивных секций 308 сопряжения. В некоторых примерах по меньшей мере две секции из этих секций 302-308 могут быть обработаны на станках с ЧПУ, например, с помощью подсистемы 102, 200 определений на основе моделирования и механической обработки с учетом их соответствующих трехмерных геометрических моделей. Также в этих примерах указанные секции в соответствующих трехмерных моделях могут иметь идентичный профиль признака поверхности сопряжения, так что указанные секции могут быть подвергнуты механической обработке с получением профиля по существу идентичных признаков поверхности сопряжения.
[00064] Как показано на ФИГ. 3, система 300 сборки компонентов может включать в себя один или более каждого из ряда компонентов, таких как регулируемые опоры 310 и лазерная измерительная система 312. Первая и вторая корпусные секции 302, 304 могут быть оперты на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга. В некоторых примерах лазерная измерительная система 312 может быть использована для размещения регулируемых опор в базовых положениях для размещения в необходимом положении и выравнивания первой и второй корпусных секций с разнесением относительно друг друга.
[00065] Соединительная корпусная секция 306 может быть размещена в необходимом положении между первой и второй корпусными секциями 302, 304. Как более подробно объясняется ниже, в некоторых примерах первая и вторая корпусные секции могут быть соответственно корпусными секциями передней кромки и хвостовой части, а соединительная корпусная секция может включать в себя выполненные по размаху крыльев внутреннюю и внешнюю секции. В этих примерах выполненные по размаху крыльев внутренняя и внешняя секции соединительной корпусной секции могут быть размещены в необходимом положении между корпусными секциями передней кромки и хвостовой части без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера.
[00066] В отношении, в частности, лазерной измерительной системы 312, например, первая и вторая корпусные секции 302, 304 могут включать в себя первые предварительно просверленные отверстия 314 сопряжения, которые могут быть выполнены самовыравнивающимися друг с другом, а также с первыми предварительно просверленными отверстиями 316 в соединительной корпусной секции 306. Лазерная измерительная система затем может быть использована для размещения в необходимом положении регулируемых опор 310 и, следовательно, первой и второй корпусных секций с разнесением друг относительно друга, так что их первые предварительно просверленные отверстия могут быть выровнены, что облегчает последующее выравнивание с первыми предварительно просверленными отверстиями в соединительной корпусной секции. Следует, однако, отметить, что от регулируемых опор не требуется размещения в необходимом положении соответствующих первой и второй корпусных секций или каких-либо из их признаков, а требуется просто опора для первой и второй корпусных секций для облегчения сборки. Корпусные секции сами могут быть размещены в необходимом положении, например, посредством предварительно просверленных отверстий и, при возможности, одного или более других отверстий, признаков поверхности или т.п.В некоторых примерах регулируемые опоры могут быть размещены в необходимом положении в базовых положениях для размещения в необходимом положении и выравнивания первой и второй корпусных секций с разнесением друг от друга на заданном расстоянии, соответствующем длине соединительной корпусной секции, подлежащей установке между первой и второй корпусными секциями. Следует отметить, что каждая из первой и второй корпусных секций может быть отрегулирована посредством регулируемых опор для размещения в необходимом положении разнесенных относительно друг друга секций на заданном расстоянии и соответствующего выравнивания и для учета отклонения, которое может возникать там, где секция или часть является удлиненной секцией, имеющей концевые участки, испытывающие минимальное отклонение вследствие упругости, веса, длины и т.д. этой части.
[00067] Оператор может выравнивать первые предварительно просверленные отверстия 316 сопряжения в соединительной корпусной секции 306 с первыми предварительно просверленными отверстиями 314 сопряжения в первой и второй корпусных секциях 302, 304 и устанавливать крепежные элементы 318 (например, винт с внешней резьбой или болт, заклепку, штифт) через выровненные первые предварительно просверленные отверстия сопряжения. Для каждой конструктивной секции 308 сопряжения из множества конструктивных секций сопряжения, указанная конструктивная секция сопряжения может быть размещена в необходимом положении относительно первой и второй корпусных секций и соединительной корпусной секции. Оператор может выравнивать вторые предварительно просверленные отверстия 320 сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями 322, 324 сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции, и установить крепежные элементы 326 (например, винт с внешней резьбой или болт, заклепку, штифт) через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения. В некоторых примерах может быть произведено размещение в необходимом положении конструктивной секции сопряжения, вторые предварительно просверленные отверстия сопряжения могут быть выровнены и через выровненные вторые предварительно просверленные отверстия сопряжения могут быть установлены крепежные элементы, чтобы с помощью указанного множества конструктивных секций сопряжения осуществить сборку конструктивного узла воздушного летательного аппарата внутрь от первой и второй корпусных секций, которые образуют конструкцию его внешнего периметра.
[00068] В одном примере первые предварительно просверленные отверстия 314, 316 сопряжения могут быть предварительно просверлены перед их выравниванием и предварительно просверлены с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу 318. Аналогично, в некоторых примерах, вторые предварительно просверленные отверстия 320-324 сопряжения могут быть предварительно просверлены перед их выравниванием и предварительно просверлены с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу 326. В этих примерах крепежные элементы могут быть вставлены через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления соединительной корпусной секции 306 и первой и второй корпусных секций 302, 304 относительно друг друга. Дополнительно или альтернативно, крепежные элементы могут быть вставлены через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления конструктивной секции 308 сопряжения и соединительной корпусной секции, первой корпусной секции и/или второй корпусной секции относительно друг друга.
[00069] В одном примере реализации способ сборки конструктивного узла воздушного летательного аппарата дополнительно включает этап механической обработки с ЧПУ по меньшей мере двух секций из указанных секций на основе их соответствующих трехмерных геометрических моделей, причем указанные по меньшей мере две секции из указанных секций в соответствующих трехмерных моделях имеют идентичный профиль признака поверхности сопряжения, так что указанные по меньшей мере две секции из указанных секций подвергают механической обработке с получением профиля по существу идентичных признаков поверхности сопряжения. Способ может дополнительно включать этап создания множества трехмерных геометрических моделей, имеющих отверстия и признаки поверхности с номинальными размерами, для множества частей или деталей, предназначенных для сборки, с каждой из указанных трехмерных геометрических моделей, включающей профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения. Способ дополнительно включает в себя этап механической обработки каждой из указанного множества частей или деталей, предназначенных для сборки с использованием программ механической обработки с ЧПУ, каждая из которых создана на основе трехмерной геометрической модели для каждой соответствующей части, так что каждую из указанного множества отдельных частей подвергают механической обработке с получением по существу идентичных поверхностей сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей.
[00070] Способ может дополнительно включать этап отправки отдельных трехмерных геометрических моделей, полученных на основе указанного множества, на различные отдельные производственные площадки для создания программ механической обработки с ЧПУ на основе трехмерных геометрических моделей, имеющих профили идентичных признаков поверхностей. Таким образом, способ функционирует так, чтобы выполнять механическую обработку множества отдельных частей на нескольких различных производственных площадках с получением по существу идентичных профилей поверхности сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей.
[00071] Соответственно, пример способа сборки конструктивного узла воздушного летательного аппарата может включать сборку первой и второй корпусных секций с соединительной секцией и другими секциями внутренних соединений, при этом множество отдельных частей корпусных секций подвергают механической обработке на нескольких различных производственных площадках с получением по существу идентичных профилей поверхности сопряжения на основе указанного множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих сопрягаемых частей, вместо механической обработки всех частей корпусных секций на одной и той же производственной площадке. В представленном примере способа множество отверстий подвергают механической обработке в каждой из первой и второй корпусных секций, соединительной секции других секций внутренних соединений, на номинальный размер с получением размера готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, при этом указанные отдельные части корпусных секций подвергают механической обработке на нескольких различных производственных площадках с использованием программ механической обработки с ЧПУ на основе указанного множества трехмерных геометрических моделей, чтобы выполнять механическую обработку диаметров отверстий и мест расположения по существу с номинальными размерами для каждой из частей и/или секций. Вместо механической обработки или сверления всех отверстий для двух или более сопрягаемых частей для получения размера готовых отверстий на одной и той же производственной площадке, чтобы обеспечить выравнивание отверстий и их сверление на размер крепежного элемента (например, с использованием сверлильного кондуктора, используемого для получения готовых отверстий необходимого размера, для сверления отверстий при осуществлении операции вторичной механической обработки после механической обработки с ЧПУ указанных частей), отправляют подмножество множества трехмерных геометрических моделей на различные отдельные производственные площадки для создания программ механической обработки с ЧПУ на основе трехмерных геометрических моделей, чтобы выполнять механическую обработку множества отдельных частей на нескольких различных производственных площадках, при этом данные части и/или корпусные секции были предварительно просверлены с номинальными размерами для получения размера готовых отверстий, соответствующих крепежному элементу, на нескольких различных производственных площадках. Даже если отверстия для указанного множества частей или корпусных секций были предварительно просверлены на нескольких различных производственных площадках, поскольку эти части были подвергнуты механической обработке с использованием программ механической обработки с ЧПУ на основе указанного множества трехмерных геометрических моделей, чтобы выполнять механическую обработку и предварительное сверление отверстий с получением номинальных размеров и мест расположения на одном обрабатывающем устройстве с числовым программным управлением (без какой-либо дополнительной операции для фиксирования частей и сверления отверстий), предварительно просверленные на станке с ЧПУ отверстия с диаметрами и местами расположения с номинальными размерами обеспечивают возможность сборки указанного множества корпусных секций посредством выравнивания предварительно просверленных отверстий сопряжения в соответствующих частях и вставки крепежных элементов через выровненные предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления корпусных секций относительно друг друга или сверлильных кондукторов для сверления отверстий с получением отверстий конечного размера во время сборки.
[00072] На ФИГ. 4-14 проиллюстрирован участок системы 400 сборки компонентов, которая в некоторых примерах может соответствовать системе 300 сборки компонентов по ФИГ. 3 и которая может быть полезна при сборке конструкции воздушного летательного аппарата без использования каких-либо установочных приспособлений для выравнивания указанных секций или сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий. Система сборки компонентов показана как используемая при сборке узла крыла воздушного летательного аппарата, однако следует отметить, что система сборки компонентов может быть полезной при сборке любой из ряда различных конструкций воздушного летательного аппарата. Как показано на ФИГ. 6-14, узел крыла воздушного летательного аппарата может состоять из множества секций, включающих в себя, например, корпусные секции 602, 604 передней кромки и хвостовой части, выполненные по размаху крыльев внутреннюю и внешнюю секции 702, 704 и множество внутренних конструктивных элементов 902, включающих основной лонжерон 902', который может быть собран внутрь от конструкции внешнего периметра, включая корпусные секции и выполненные по размаху крыльев секции.
[00073] Как показано на ФИГ. 4 и, в частности, на ФИГ. 5, система может включать в себя регулируемые опоры 402, каждая из которых включает в себя держатель 404 регулируемой опоры. Держатель регулируемой опоры может включать в себя основание 502, на котором с возможностью регулировки может быть закреплен уголок 504, например, посредством звездочки 506 через удлиненное отверстие 508, выполненное в уголке. Держатель опоры может также включать в себя штифт 510 и звездочку 512 для прикрепления секции указанной конструкции воздушного летательного аппарата к регулируемой опоре. Держатель опоры может также включать в себя один или более штифтов 514 номинального положения для верификации точности сборки, если это необходимо. Держатель опоры может быть перемещен, чтобы приспособиться под вставку части в узел, или, в случае необходимости, чтобы приспособиться к увеличению допуска узла.
[00074] Как показано на ФИГ. 6, регулируемые опоры 402 могут поддерживать корпусные секции 602, 604 передней кромки и хвостовой части и могут быть размещены для выравнивания корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга. В некоторых примерах регулируемые опоры могут быть размещены в необходимых базовых положениях для размещения в необходимом положении и выравнивания корпусных секций передней кромки и хвостовой части с разнесением друг от друга на заданном расстоянии, соответствующем длине соединительной корпусной секции, подлежащей установке между корпусными секциями передней кромки и хвостовой части. Следует отметить, что каждая из корпусных секций передней кромки и хвостовой части может быть отрегулирована посредством регулируемых опор 402 для размещения в необходимом положении разнесенных относительно друг друга секций на заданном расстоянии и соответствующего выравнивания и для учета отклонения, которое может возникать там, где секция или часть является удлиненной секцией, имеющей концевые участки, испытывающие минимальное отклонение вследствие упругости, веса, длины и т.д. этой части. Это может быть реализовано, например, с использованием лазерной измерительной системы (например, лазерной измерительной системы 312) системы сборки компонентов 400.
[00075] Как показано на ФИГ. 7, выполненные по размаху крыльев внутренняя и внешняя секции 702, 704 могут быть размещены в необходимом положении между корпусными секциями передней кромки и хвостовой части. Первые предварительно просверленные отверстия сопряжения в выполненных по размаху крыльев внутренней и внешней секциях могут быть выровнены с первыми предварительно просверленными отверстиями сопряжения в корпусных секциях передней кромки и хвостовой части, а крепежные элементы могут быть вставлены через выровненные первые предварительно просверленные отверстия сопряжения, с образованием в результате этого конструкции внешнего периметра узла крыла воздушного летательного аппарата. Как обозначено на ФИГ. 7, это показано на ФИГ. 8 для выравнивания первых предварительно просверленных отверстий 802 сопряжения в выполненной по размаху крыльев внутренней секции 702 и первых предварительно просверленных отверстий 804 сопряжения в корпусной секции 602 передней кромки, для установки крепежных элементов 806. На ФИГ. 8 только одна пара выровненных отверстий обозначена, и показан только один крепежный элемент с целью иллюстрации. [00076] Как показано на ФИГ. 9-12, для каждого внутреннего конструктивного элемента 902 указанного множества внутренних конструктивных элементов, указанный внутренний конструктивный элемент может быть размещен в необходимом положении внутри конструкции внешнего периметра (включая корпусные секции 602, 604 передней кромки и хвостовой части и выполненные по размаху крыльев внутреннюю и внешнюю секции 702, 704). Вторые предварительно просверленные отверстия сопряжения в указанном внутреннем конструктивном элементе могут быть выровнены со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, а крепежные элементы могут быть вставлены через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления указанного внутреннего конструктивного элемента. Как обозначено на ФИГ. 9, что показано, в частности, на ФИГ. 10, для выравнивания вторых предварительно просверленных отверстий 1002 сопряжения в основном лонжероне 902', и вторых предварительно просверленных отверстий 1004 сопряжения в другом внутреннем конструктивном элементе, для установки крепежных элементов 1006. На ФИГ. 10 только одна пара выровненных отверстий обозначена, и показан только один крепежный элемент с целью иллюстрации.
[00077] На ФИГ. 11 показаны дополнительные внутренние конструктивные элементы 1102 (из которых обозначены только некоторые), прикрепленные к конструкции внешнего периметра; и как обозначено, на ФИГ. 12 показано выравнивание вторых предварительно просверленных отверстий 1202 сопряжения во внутреннем конструктивном элементе со вторыми предварительно просверленными отверстиями 1204 сопряжения в выполненной по размаху крыльев внутренней секции 702, для установки крепежных элементов 1206. На ФИГ. 12 обозначены только две пары выровненных отверстий, и только два крепежных элемента показано с целью иллюстрации.
[00078] Как показано на ФИГ. 13, в некоторых примерах, узел крыла воздушного летательного аппарата дополнительно может состоять из одного или более участков внешней обшивки 1302. В этих примерах, и снова без использования каких-либо установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера, участки внешней обшивки могут быть размещены в необходимом положении относительно конструкции внешнего периметра. Третьи предварительно просверленные отверстия сопряжения в наружных участках (наружном участке) обшивки могут быть выровнены с третьими предварительно просверленными отверстиями сопряжения в конструкции внешнего периметра, а крепежные элементы могут быть вставлены через выровненные третьи предварительно просверленные отверстия сопряжения для закрепления участков обшивки. Это показано в частности на ФИГ. 14, например, для выравнивания третьих предварительно просверленных отверстий 1402 сопряжения в наружном участке обшивки и третьих предварительно просверленных отверстий 1404 сопряжения в выполненной по размаху крыльев внутренней секции 702, для установки крепежных элементов 1406. И в этом случае, на ФИГ. 14 обозначена только одна пара выровненных отверстий, и показан только один крепежный элемент с целью иллюстрации.
[00079] Соответственно, пример способа сборки конструктивного узла воздушного летательного аппарата может включать сборку выполненных по размаху крыльев внутренней и внешней секций 702, 704 с корпусными секциями 602, 604 передней кромки и хвостовой части, при этом множество отдельных частей корпусных секций подвергают механической обработке на нескольких различных производственных площадках с получением по существу идентичных профилей поверхности сопряжения на основе множества трехмерных геометрических моделей, которые включают в себя профили идентичных признаков поверхностей для соответствующих поверхностей сопряжения соответствующих секций сопряжения, вместо механической обработки всей секции или частей на одной и той же производственной площадке. В представленном примере способа множество отверстий подвергают механической обработке в каждой из выполненных по размаху крыльев внутренней и внешней секций 702, 704 и корпусных секций 602, 604 передней кромки и хвостовой части, на номинальный размер с получением размера готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, при этом указанные отдельные секции подвергают механической обработке на нескольких различных производственных площадках, с использованием программ механической обработки с ЧПУ на основе указанного множества трехмерных геометрических моделей, чтобы выполнять механическую обработку диаметров отверстий и мест расположения по существу с номинальными размерами для каждой из указанных секций. Вместо механической обработки или сверления всех отверстий для двух или более сопрягаемых частей для получения размера готовых отверстий на одной и той же производственной площадке, чтобы обеспечить выравнивание отверстий и их сверление на размер крепежного элемента (например, с использованием сверлильного кондуктора, используемого для получения готовых отверстий необходимого размера, для сверления отверстий при осуществлении операции вторичной механической обработки после механической обработки с ЧПУ указанных частей), указанное множество секций было предварительно просверлено с номинальными размерами для получения размера готовых отверстий, соответствующих крепежному элементу на нескольких различных производственных площадках. Даже если отверстия для указанного множества секций были предварительно просверлены на нескольких различных производственных площадках, поскольку указанные секции были подвергнуты механической обработке с использованием программ механической обработки с ЧПУ на основе указанных множеств трехмерных геометрических моделей, чтобы выполнять механическую обработку и предварительное сверление отверстий с получением номинальных размеров и мест расположения на одном обрабатывающем устройстве с числовым программным управлением (без какой-либо дополнительной операции для фиксирования частей и сверления отверстий), предварительно просверленные на станке с ЧПУ отверстия с диаметрами и местами расположения с номинальными размерами обеспечивают возможность сборки указанного множества корпусных секций посредством выравнивания предварительно просверленных отверстий сопряжения в соответствующих секциях и вставки крепежных элементов через выровненные предварительно просверленные отверстия сопряжения, без использования установочных приспособлений для размещения в необходимом положении и закрепления корпусных секций относительно друг друга или сверлильных кондукторов для сверления отверстий с получением отверстий конечного размера во время сборки.
[00080] На ФИГ. 15 представлена блок-схема, иллюстрирующая различные этапы способа 1500 сборки конструктивного узла воздушного летательного аппарата без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера, согласно некоторым примерам реализаций. Конструктивный узел воздушного летательного аппарата состоит из множества секций, включающих в себя первую и вторую корпусные секции, соединительную корпусную секцию и множество конструктивных секций сопряжения. Как показано в блоках 1502, 1504, способ может включать в себя опирание первой и второй корпусных секций на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга и размещение в необходимом положении соединительной корпусной секции между первой и второй корпусными секциями. Способ может включать в себя выравнивание первых предварительно просверленных отверстий сопряжения в соединительной корпусной секции с первыми предварительно просверленными отверстиями сопряжения в первой и второй корпусных секциях и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения, как показано в блоке 1506. Для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения, способ может включать в себя размещение в необходимом положении конструктивной секции сопряжения относительно первой и второй корпусных секций и соединительной корпусной секции, как показано в блоке 1508. И для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения, способ может включать в себя выравнивание вторых предварительно просверленных отверстий сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения, как показано в блоке 1510.
[00081] На ФИГ. 16 представлена блок-схема, иллюстрирующая различные этапы 1600 сборки узла крыла воздушного летательного аппарата без использования каких-либо установочных приспособлений для выравнивания указанных секций или сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий, согласно некоторым примерам реализаций. Узел крыла воздушного летательного аппарата состоит из множества секций, включающих в себя корпусные секции передней кромки и хвостовой части, выполненные по размаху крыльев внутреннюю и внешнюю секции и множество внутренних конструктивных элементов. Как показано в блоках 1602, 1604, способ может включать в себя опирание корпусных секций передней кромки и хвостовой части на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга, и размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части. Способ может включать в себя выравнивание первых предварительно просверленных отверстий сопряжения в выполненных по размаху крыльев внутренней и внешней секциях с первыми предварительно просверленными отверстиями сопряжения в корпусных секциях передней кромки и хвостовой части и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения, с образованием в результате этого конструкции внешнего периметра узла крыла воздушного летательного аппарата, как показано в блоке 1606. Для каждого внутреннего конструктивного элемента указанного множества внутренних конструктивных элементов, способ может включать в себя размещение в необходимом положении внутреннего конструктивного элемента внутри конструкции внешнего периметра, как показано в блоке 1608. И для каждого внутреннего конструктивного элемента указанного множества внутренних конструктивных элементов, способ может включать в себя выравнивание вторых предварительно просверленных отверстий сопряжения в указанном внутреннем конструктивном элементе со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления указанного внутреннего конструктивного элемента, как показано в блоке 1610. Узел крыла воздушного летательного аппарата может быть собран внутрь от конструкции внешнего периметра.
[00082] Согласно примерам реализаций настоящего раскрытия, подсистема 102 определений на основе моделирования и механической обработки, и пример подсистемы 200 определений на основе моделирования и механической обработки, а также их подсистемы, включая устройство 202 для создания трехмерных геометрических моделей и/или генератор 204 программы ЧПУ могут быть реализованы с помощью разнообразных средств. Средства реализации подсистемы определений на основе моделирования и механической обработки и ее подсистемы могут включать в себя аппаратные средства, одиночные или под управлением одной или более компьютерных программ с компьютерочитаемого носителя данных. В некоторых примерах одно или более устройств могут быть выполнены с возможностью функционировать в качестве подсистемы определений на основе моделирования и механической обработки или иным образом реализовывать эту подсистему и их подсистемы показанные и описанные в настоящем документе. В примерах, включающих в себя более одного устройства, соответствующие устройства могут быть подключены друг к другу или иным образом осуществлять связь друг с другом рядом различных способов, например, прямо или опосредованно посредством проводов или беспроводных сетей или т.п.
[00083] На ФИГ. 17 показано устройство 1700 согласно некоторым примерам реализаций настоящего раскрытия. В целом, устройство примеров реализаций настоящего раскрытия может содержать, включать в себя или быть реализовано по меньшей мере в одном стационарном или переносном электронном устройстве. Примеры подходящих электронных устройств включают в себя смартфон, планшетный компьютер, ноутбук, настольный компьютер, рабочую станцию, серверный компьютер или т.п.Указанное устройство может включать в себя по меньшей мере один из множества компонентов, таких как, например, процессор 1702 (например, процессорный блок), соединенный с запоминающим устройством 1704 (например, устройством для хранения).
[00084] Процессор 1702 в целом представляет собой какую-либо часть компьютерных аппаратных средств, которая выполнена с возможностью обработки информации, такой как, например, данные, компьютерные программы и/или другая подходящая электронная информация. Процессор состоит из набора электронных схем, некоторые из которых могут быть собраны в виде интегральной схемы или множества соединенных интегральных схем (интегральная схема обычно называется "чипом"). Процессор может быть выполнен с возможностью исполнения компьютерных программ, которые могут быть сохранены в бортовом процессоре или иным образом сохранены в запоминающем устройстве 404 (того же самого или другого устройства).
[00085] Процессор 1702 может представлять собой множество процессоров, ядро мультипроцессора или некоторые другие типы процессора в зависимости от конкретного выполнения. Кроме того, процессор может быть реализован с использованием ряда неоднородных процессорных систем, в которых основной процессор выполнен с одним или большим количеством вторичных процессоров на однокристальной интегральной схеме. Согласно другому иллюстративному примеру процессор может представлять собой симметричную многопроцессорную систему, содержащую множество процессоров одного и того же типа. Еще в одном примере процессор может быть реализован в виде одной или большего количества специализированных интегральных схем (ASIC), программируемых вентильных матриц (FPGA) и т.п.или содержать их. Таким образом, хотя процессор может быть реализован с возможностью исполнения компьютерной программы для выполнения одной или большего количества функций, процессор согласно различным примерам может быть реализован с возможностью выполнения одной или большего количества функций без помощи компьютерной программы.
[00086] Запоминающее устройство 1704 в целом представляет собой какую-либо часть компьютерных аппаратных средств, которая выполнена с возможностью хранения информации, такой как, например, данные, компьютерные программы (например, компьютерочитаемый программный код 1706), и/или другой подходящей информации на временной основе и/или постоянной основе. Запоминающее устройство может включать в себя энергозависимое и/или энергонезависимое запоминающее устройство и может быть несъемным или съемным. Примеры подходящего запоминающего устройства включают в себя память с произвольным доступом (RAM), постоянное запоминающее устройство (ROM), жесткий диск, флэш-память, карту флэш-памяти, извлекаемый компьютерный гибкий магнитный диск, оптический диск, магнитную ленту или какую-либо их комбинацию. Оптические диски могут включать в себя компакт-диск только для чтения (CD-ROM), перезаписываемый компакт-диск (CD-R/W), DVD или т.п. В различных примерах запоминающее устройство может быть названо компьютерочитаемым носителем данных. Компьютерочитаемый носитель данных представляет собой не имеющее кратковременного характера устройство, которое выполнено с возможностью хранения информации и может быть отличным от компьютерочитаемых средств передачи данных, таких как электронные временные сигналы, обладающие возможностью переноса информации из одного места в другое. Компьютерочитаемый носитель согласно настоящему описанию в целом может относиться к компьютерочитаемому носителю данных или компьютерочитаемому средству передачи данных.
[00087] Помимо запоминающего устройства 1704 процессор 1702 1302 также может быть соединен с одним или большим количеством интерфейсов для отображения, передачи и/или приема информации. Интерфейсы могут включать в себя интерфейс 1708 связи (например, блок связи) и/или один или большее количество пользовательских интерфейсов. Интерфейс связи может быть выполнен с возможностью передачи и/или приема информации, например, в другое устройство (другие устройства), другую сеть (другие сети) и/или от другого устройства (других устройств), другой сети (других сетей) или т.п. Интерфейс связи может быть выполнен с возможностью передачи и/или приема информации по физическим (проводным) и/или беспроводным линиям связи. Примеры подходящих интерфейсов связи включают в себя контроллер сетевого интерфейса (NIC), беспроводной NIC (WNIC) или т.п.
[00088] Пользовательские интерфейсы могут включать в себя дисплей 1710 и/или один или большее количество пользовательских интерфейсов 1712 ввода (например, блок ввода/вывода). Дисплей может быть выполнен с возможностью представления или иным образом отображения информации пользователю, примеры дисплея включают в себя жидкокристаллический дисплей (LCD), светодиодный дисплей (LED), плазменную панель (PDP) или т.п. Пользовательские интерфейсы ввода могут быть проводными или беспроводными и могут быть выполнены с возможностью приема информации от пользователя с подачей в указанное устройство, например, для обработки, хранения и/или отображения. Подходящие примеры пользовательских интерфейсов ввода включают в себя микрофон, устройство захвата изображения или видео, клавиатуру или вспомогательную клавиатуру, джойстик, сенсорную поверхность (выполненную отдельно от сенсорного экрана или встроенную в него), биометрический датчик или т.п. Пользовательские интерфейсы могут дополнительно включать в себя один или более интерфейсов для взаимодействия с периферийными устройствами, такими как принтеры, сканеры или т.п.
[00089] Как отмечено выше, команды программного кода могут быть сохранены в запоминающем устройстве и исполнены процессором для реализации функций систем, подсистем и их соответствующих элементов, раскрытых в настоящем документе. Очевидно, что любые подходящие команды программного кода могут быть загружены в компьютер или иное программируемое устройство из компьютерочитаемого носителя данных для создания конкретной машины так, чтобы конкретная машина становилась средством для реализации функций, определенных в настоящем документе. Эти команды программного кода также могут быть сохранены в компьютерочитаемом носителе данных, который может управлять компьютером, процессором или другим программируемым устройством для функционирования конкретным способом с тем, чтобы таким образом создавать конкретную машину или конкретное изделие. Командами, сохраненными в компьютерочитаемом носителе данных, можно создавать изделие, которое становится средством реализации функций, раскрытых в настоящем документе. Команды программного кода могут быть извлечены из компьютерочитаемого носителя данных и загружены в компьютер, процессор или иное программируемое устройство для задания конфигурации компьютера, процессора или иного программируемого устройства, чтобы исполнять операции, подлежащие исполнению на компьютере или компьютером, процессором иным программируемым устройством.
[00090] Извлечение, загрузка и выполнение команд программного кода могут быть выполнены последовательно таким образом, чтобы одна команда извлекалась, загружалась и выполнялась за один раз. В некоторых примерах реализаций извлечение, загрузка и/или выполнение могут быть выполнены параллельно таким образом, что извлекаются, загружаются и/или выполняются вместе множество команд. Исполнение команд программного кода может создавать реализуемый компьютером процесс таким образом, что команды, исполняемые компьютером, процессором или иным программируемым устройством, обеспечивают операции для реализации функций, указанных в настоящем документе.
[00091] Исполнение команд процессором или хранение команд в компьютерочитаемом носителе данных обеспечивает комбинации операций для выполнения указанных конкретных функций. Таким образом, устройство 1700 может включать в себя процессор 1702 и компьютерочитаемый носитель данных или запоминающее устройство 1704, соединенное с процессором, причем процессор выполнен с возможностью исполнения компьютерочитаемого программного кода 1706, сохраненного в запоминающем устройстве. Следует отметить, что одна или более функций и комбинации функций могут быть реализованы компьютерными системами на основе специализированного аппаратного обеспечения и/или процессорами, которые выполняют указанные функции, или комбинациями аппаратных средств особого назначения и командами программного кода.
[00092] Множество модификаций и других вариантов реализации изобретения, раскрытого в настоящем документе, окажутся очевидными для специалиста в данной области техники при изучении особенностей настоящего изобретения, представленных в вышеприведенном описании и на соответствующих чертежах. В связи с этим, следует отметить, что настоящее изобретение не ограничено конкретными раскрытыми вариантами его реализации и что модификации и другие варианты реализации следует считать включенными в объем формулы изобретения. Кроме того, несмотря на то, что предшествующее описание и соответствующие чертежи описывают примеры реализаций в контексте некоторых приведенных в качестве примеров комбинаций элементов и/или функций, следует понимать, что различные комбинации элементов и/или функций могут быть созданы в альтернативных вариантах реализации без отступления от объема прилагаемой формулы изобретения. В этом отношении, например, различные комбинации элементов и/или функций, отличные от комбинаций, явно описанных выше, также рассматриваются как комбинации, которые могут быть изложены в некоторых из пунктов прилагаемой формулы изобретения. Несмотря на то, что в настоящем описании использованы конкретные термины, данные термины использованы только в общем и описательном смысле, а не в целях ограничения.
[00093] В этом разделе описаны дополнительные аспекты и признаки способов согласно настоящему раскрытию, представленные без ограничения в виде ряда параграфов, некоторые из которых могут быть обозначены буквами и цифрами для ясности и оперативности. Каждый из этих параграфов может быть скомбинирован с одним или большим количеством других параграфов и/или с раскрытием из других источников в данной заявке любым подходящим способом. Некоторые из нижеследующих параграфов явно ссылаются на другие параграфы и дополнительно ограничивают их, создавая, без ограничения, примеры некоторых из подходящих комбинаций.
А1. Способ сборки конструктивного узла воздушного летательного аппарата, при этом узел состоит из множества секций, включающих в себя первую и вторую корпусные секции, соединительную корпусную секцию и множество конструктивных секций сопряжения, а способ включает следующие операции, выполняемые без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера:
опирание первой и второй корпусных секций на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга;
размещение в необходимом положении соединительной корпусной секции между первой и второй корпусными секциями;
выравнивание первых предварительно просверленных отверстий сопряжения в соединительной корпусной секции с первыми предварительно просверленными отверстиями сопряжения в первой и второй корпусных секциях и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения; и для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения;
размещение в необходимом положении конструктивной секции сопряжения относительно первой и второй корпусных секций и соединительной корпусной секции и
выравнивание вторых предварительно просверленных отверстий сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения.
А2. Способ по параграфу А1, дополнительно включающий размещение в необходимом положении регулируемых опор в базовых положениях для размещения в необходимом положении и выравнивания первой и второй корпусных секций с разнесением относительно друг друга, при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
A3. Способ по любому из параграфов А1-А2, дополнительно включающий механическую обработку с числовым программным управлением по меньшей мере двух секций из указанных секций на основе их соответствующих трехмерных геометрических моделей,
причем указанные по меньшей мере две секции из указанных секций в соответствующих трехмерных геометрических моделях имеют идентичный профиль признака поверхности сопряжения, так что указанные по меньшей мере две секции из указанных секций подвергают механической обработке с получением профиля по существу идентичных признаков поверхности сопряжения.
А4. Способ по любому из параграфов А1-А3, согласно которому размещают в необходимом положении конструктивную секцию сопряжения, выравнивают вторые предварительно просверленные отверстия сопряжения и через выровненные вторые предварительно просверленные отверстия сопряжения устанавливают крепежные элементы, чтобы с помощью указанного множества конструктивных секций сопряжения осуществить сборку конструктивного узла воздушного летательного аппарата внутрь от первой и второй корпусных секций, которые образуют его конструкцию внешнего периметра.
А5. Способ по любому из параграфов А1-А4, согласно которому первая и вторая корпусные секции соответственно являются корпусными секциями передней кромки и хвостовой части, а соединительная корпусная секция включает в себя выполненные по размаху крыльев внутреннюю и внешнюю секции, причем
размещение в необходимом положении соединительной корпусной секции включает в себя размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера.
А6. Способ по любому из параграфов А1-А5, согласно которому первые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием первых предварительно просверленных отверстий сопряжения,
при этом первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления соединительной корпусной секции и первой и второй корпусных секций относительно друг друга.
А7. Способ по любому из параграфов А1-А6, согласно которому вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием вторых предварительно просверленных отверстий сопряжения,
при этом вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления конструктивной секции сопряжения и указанной по меньшей мере одной секции из соединительной корпусной секции, первой корпусной секции или второй корпусной секции относительно друг друга.
А8. Способ сборки конструктивного узла воздушного летательного аппарата по параграфу 1, согласно которому конструктивный узел воздушного летательного аппарата является узлом крыла воздушного летательного аппарата, состоящим из множества секций, включающих в себя корпусные секции передней кромки и хвостовой части, выполненные по размаху крыльев внутреннюю и внешнюю секции и множество внутренних конструктивных элементов, при этом для способа не используют какие-либо установочные приспособления для выравнивания указанных секций или сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий, при этом этапы способа по параграфу 1 включают:
опирание корпусных секций передней кромки и хвостовой части на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга;
размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части;
выравнивание первых предварительно просверленных отверстий сопряжения в выполненных по размаху крыльев внутренней и внешней секциях с первыми предварительно просверленными отверстиями сопряжения в корпусных секциях передней кромки и хвостовой части и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения, с образованием в результате этого конструкции внешнего периметра узла крыла воздушного летательного аппарата; и для каждого внутреннего конструктивного элемента указанного множества внутренних конструктивных элементов,
размещение в необходимом положении указанного внутреннего конструктивного элемента внутри конструкции внешнего периметра;
выравнивание вторых предварительно просверленных отверстий сопряжения в указанном внутреннем конструктивном элементе со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления указанного внутреннего конструктивного элемента, в результате этого узел крыла воздушного летательного аппарата собирают внутрь от конструкции внешнего периметра.
А9. Способ по параграфу А8, согласно которому указанное множество внутренних конструктивных элементов включает в себя основной лонжерон, а для основного лонжерона, размещение в необходимом положении указанного внутреннего конструктивного элемента и выравнивание вторых предварительно просверленных отверстий сопряжения включает:
размещение в необходимом положении основного лонжерона внутри конструкции внешнего периметра; и
выравнивание вторых предварительно просверленных отверстий сопряжения в основном лонжероне со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия выравнивания для закрепления основного лонжерона.
А10. Способ по любому из параграфов А8-А9, согласно которому узел крыла воздушного летательного аппарата дополнительно состоит из одного или более участков внешней обшивки, а способ дополнительно включает, без использования каких-либо установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера:
размещение в необходимом положении указанных одного или более участков внешней обшивки относительно конструкции внешнего периметра;
выравнивание третьих предварительно просверленных отверстий сопряжения в указанных одном или более участках внешней обшивки с третьими предварительно просверленными отверстиями сопряжения в конструкции внешнего периметра и установку крепежных элементов через выровненные четвертые предварительно просверленные отверстия сопряжения для закрепления указанных одного или более участков обшивки.
A11. Способ по любому из параграфов А8-А10, дополнительно включающий размещение регулируемых опор в необходимых базовых положениях для размещения в необходимом положении и выравнивания корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга,
при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
А12. Способ по любому из параграфов А8-А11, дополнительно включающий механическую обработку с числовым программным управлением по меньшей мере двух секций из указанных секций на основе их соответствующих трехмерных геометрических моделей,
причем указанные по меньшей мере две секции из указанных секций в соответствующих трехмерных геометрических моделях имеют идентичный профиль признака поверхности сопряжения, так что указанные по меньшей мере две секции из указанных секций подвергают механической обработке с получением профиля по существу идентичных признаков поверхности сопряжения.
А13. Способ по любому из параграфов А8-А12, согласно которому первые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием первых предварительно просверленных отверстий сопряжения,
при этом первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления выполненных по размаху крыльев внутренней и внешней секций и корпусных секций передней кромки и хвостовой части относительно друг друга.
А14. Способ по любому из параграфов А8-А13, согласно которому вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед выравниванием вторых предварительно просверленных отверстий сопряжения,
при этом вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением по существу номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления указанного внутреннего конструктивного элемента и указанного по меньшей мере одного из следующего: еще один внутренний конструктивный элемент, выполненная по размаху крыльев внутренняя секция или выполненная по размаху крыльев внешняя секция, относительно друг друга.
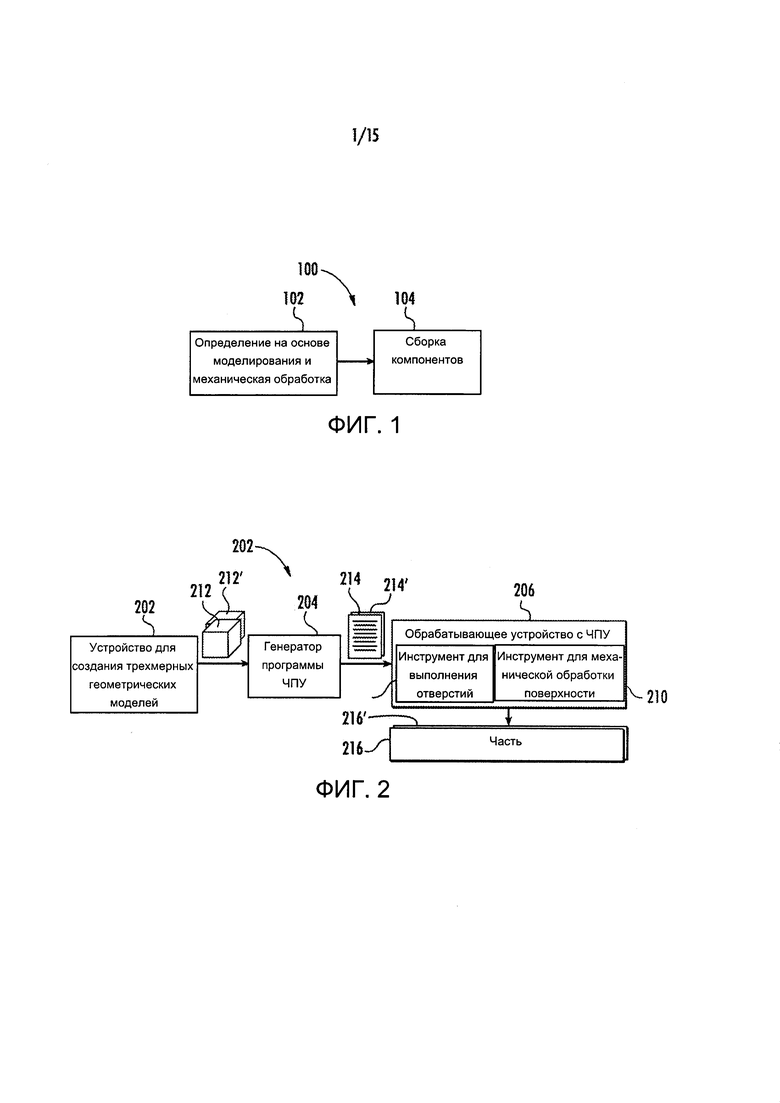
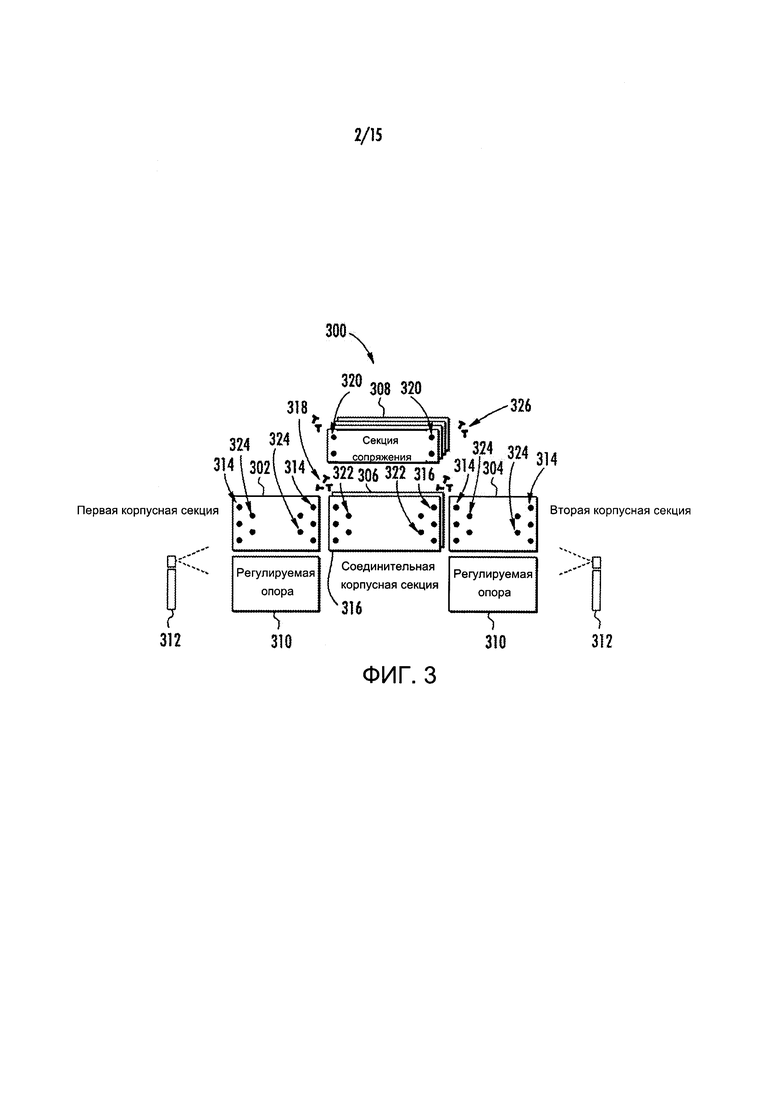
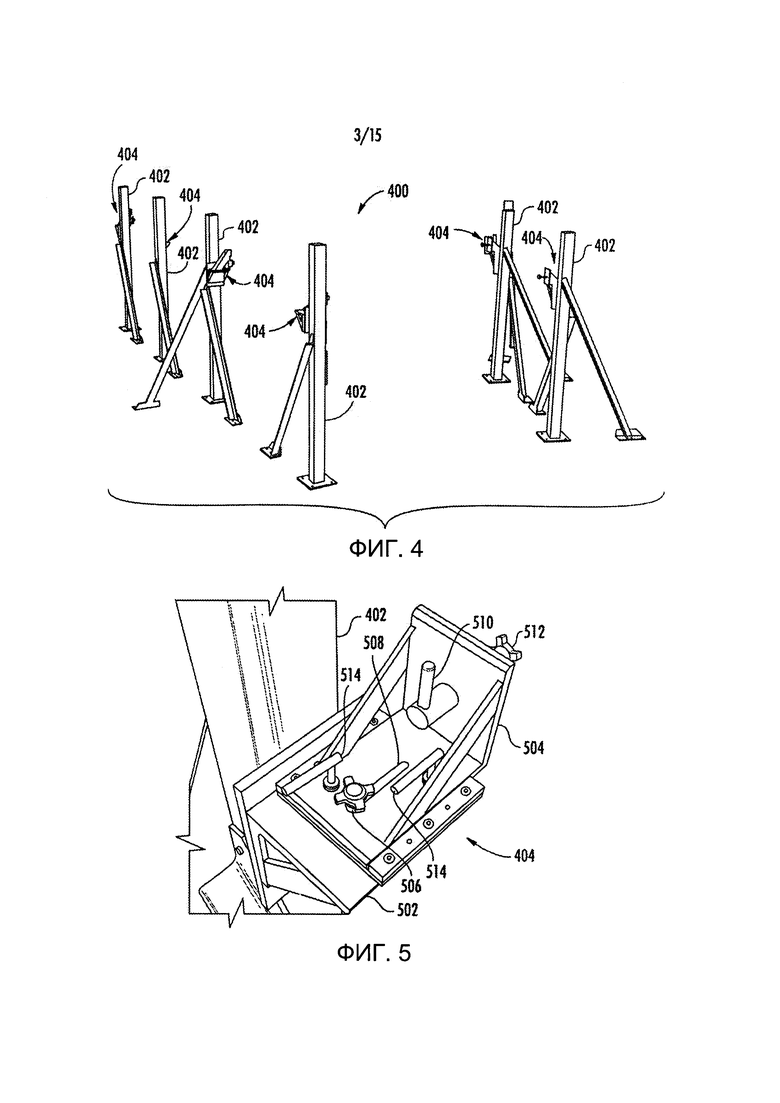
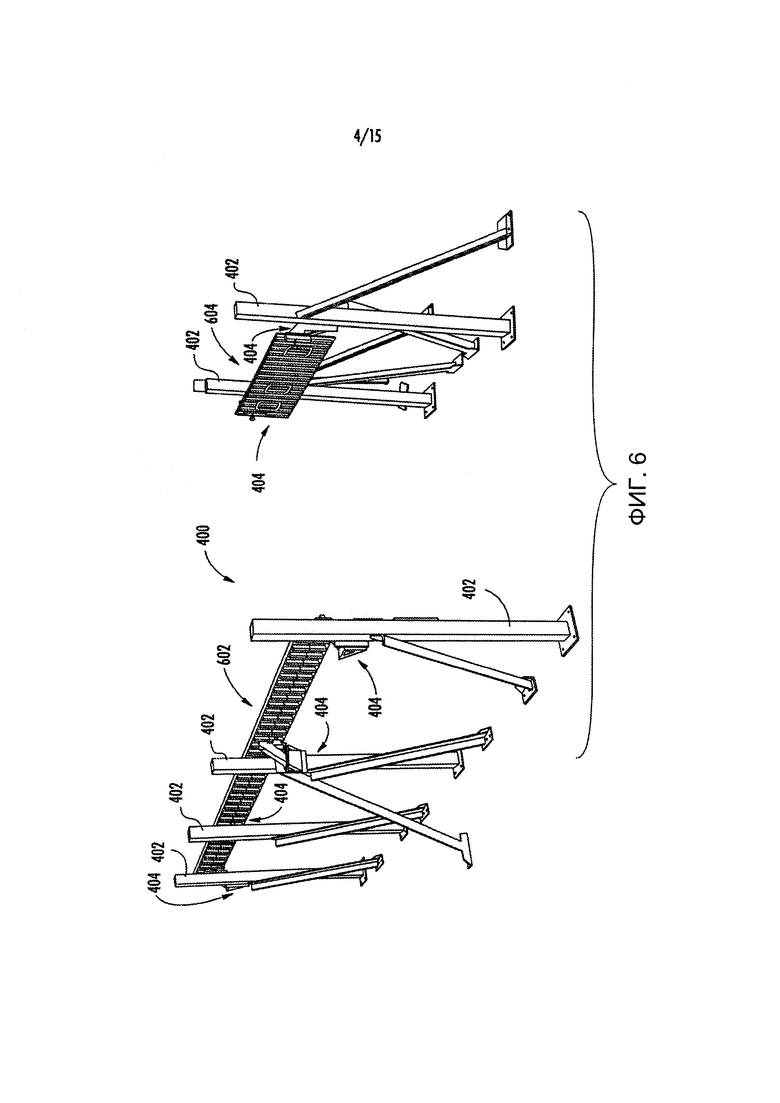
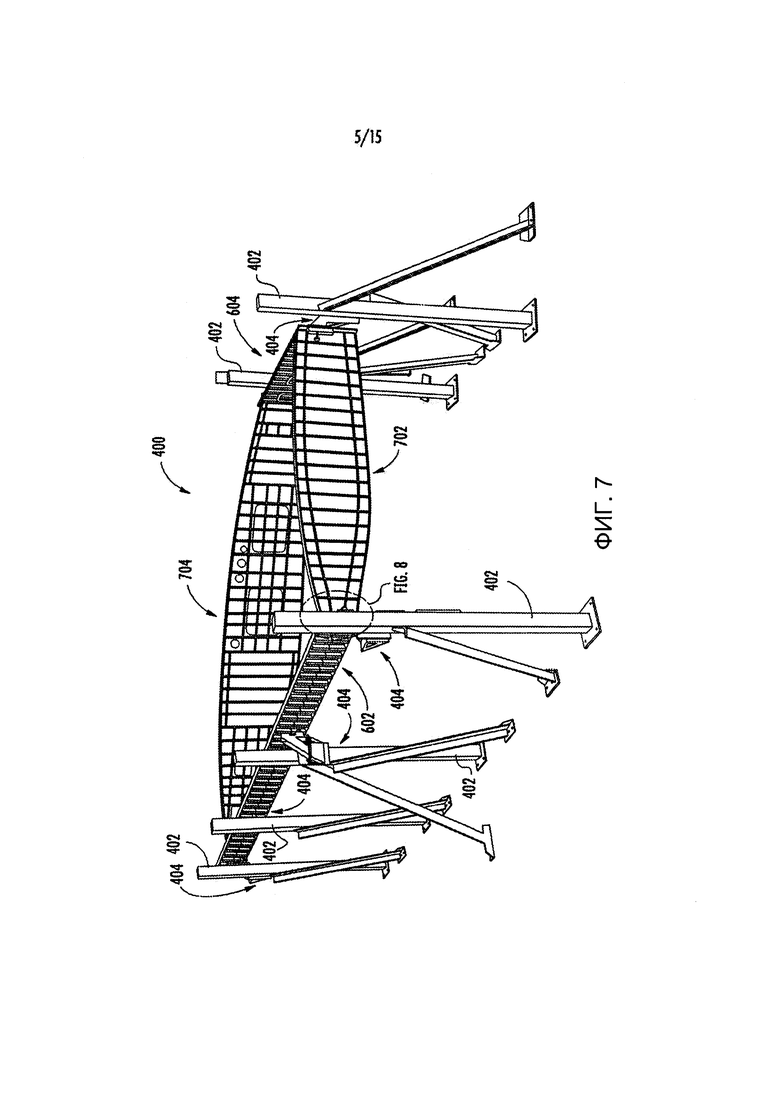
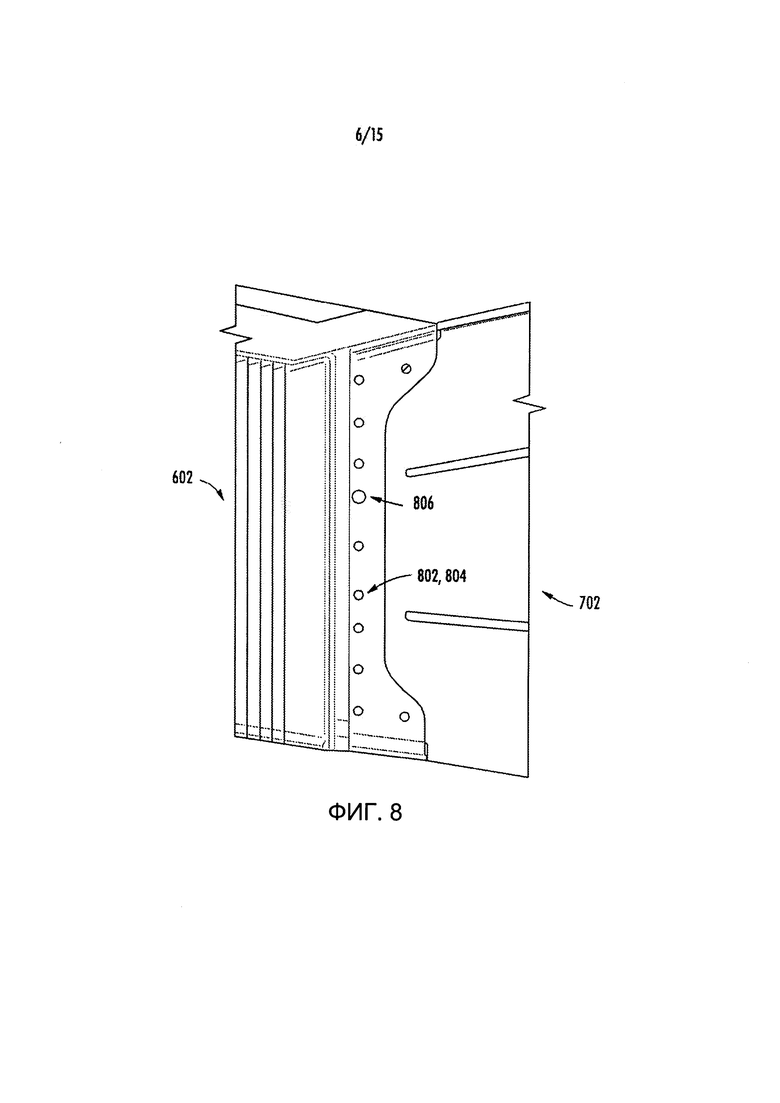
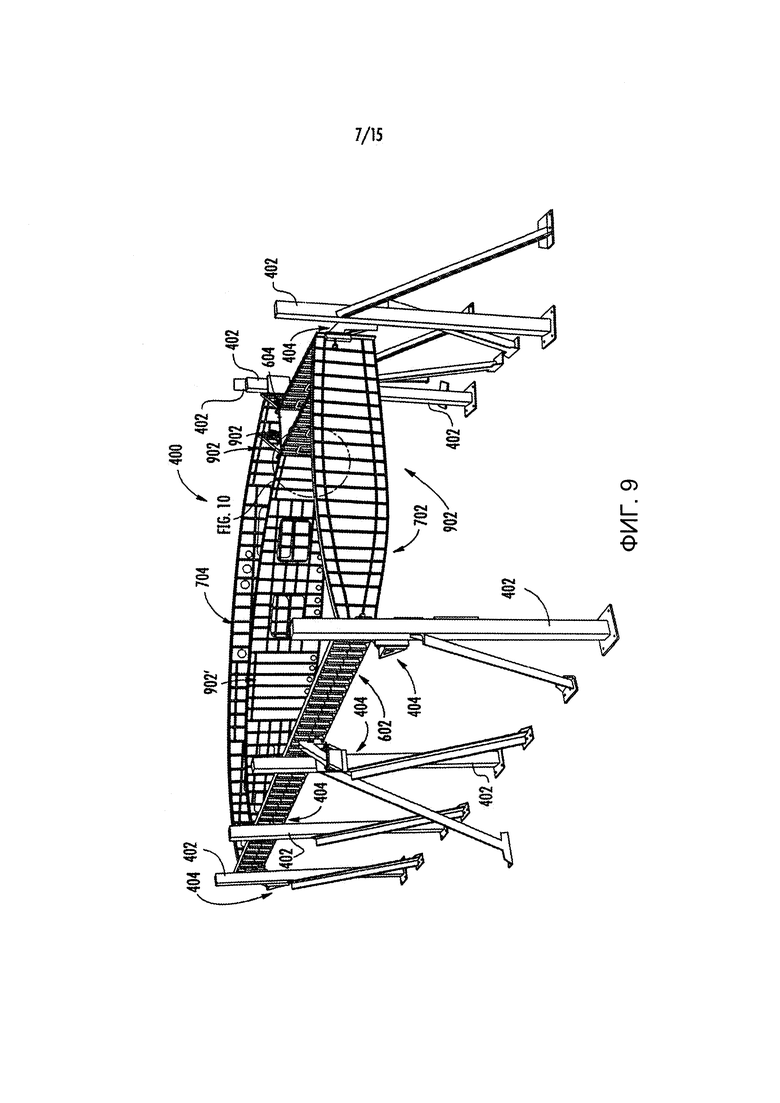
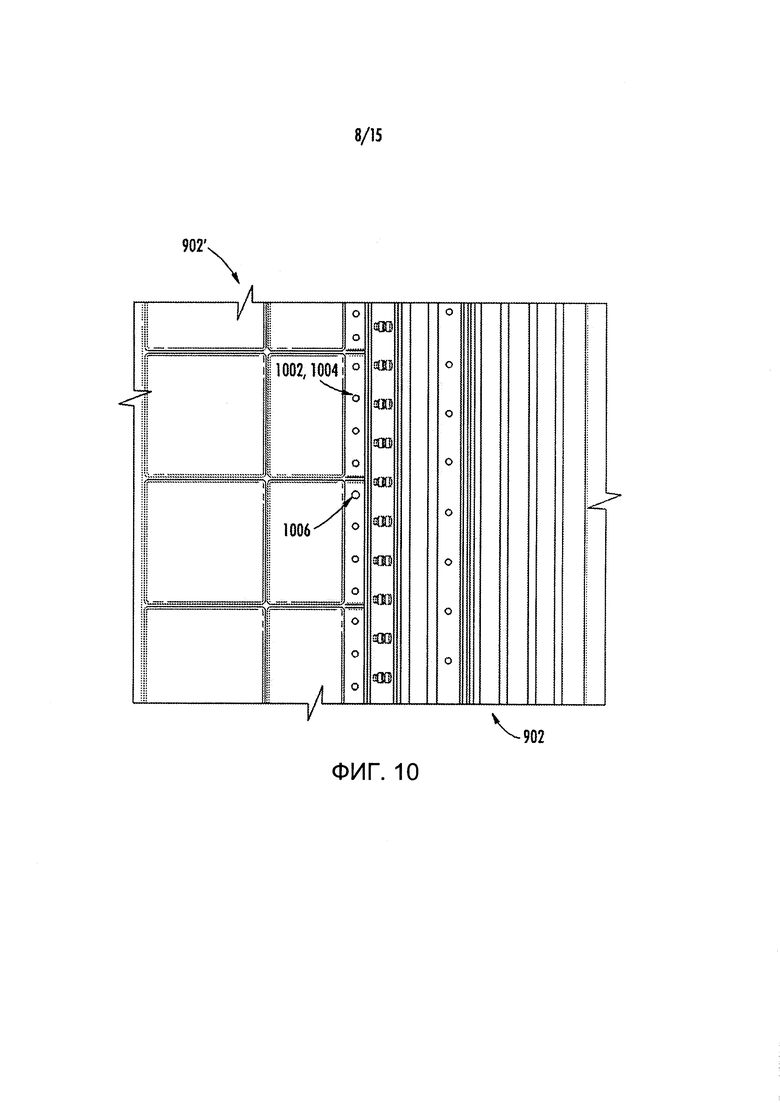
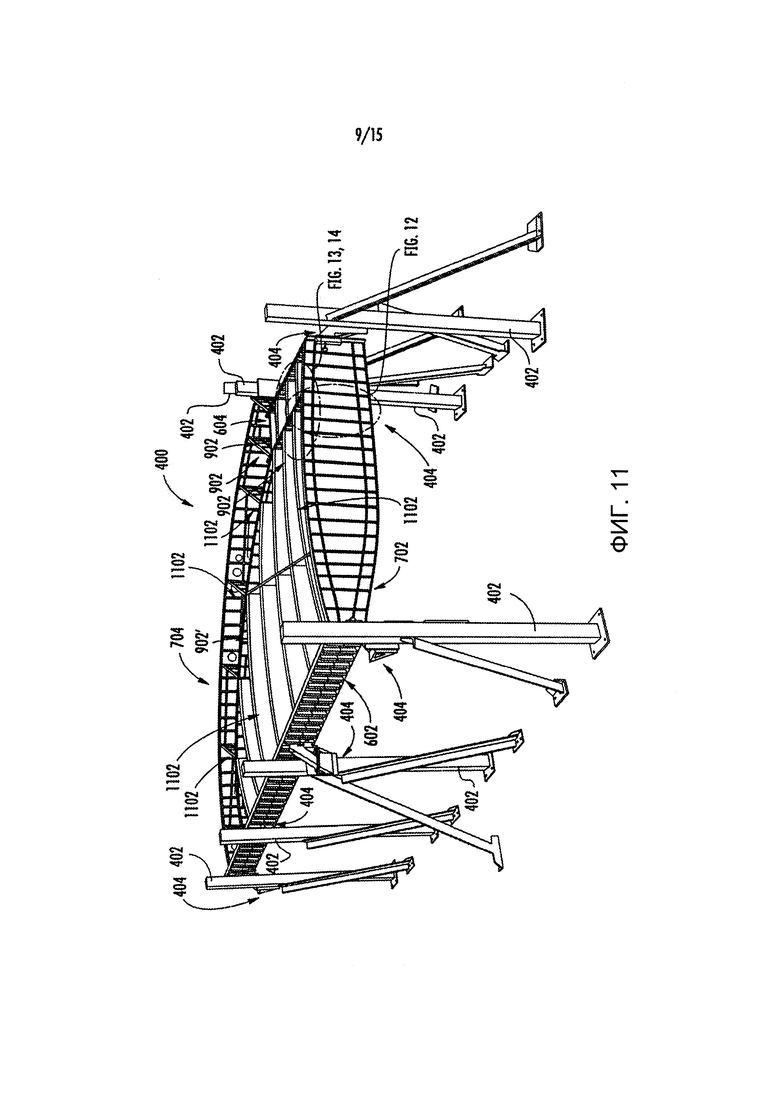
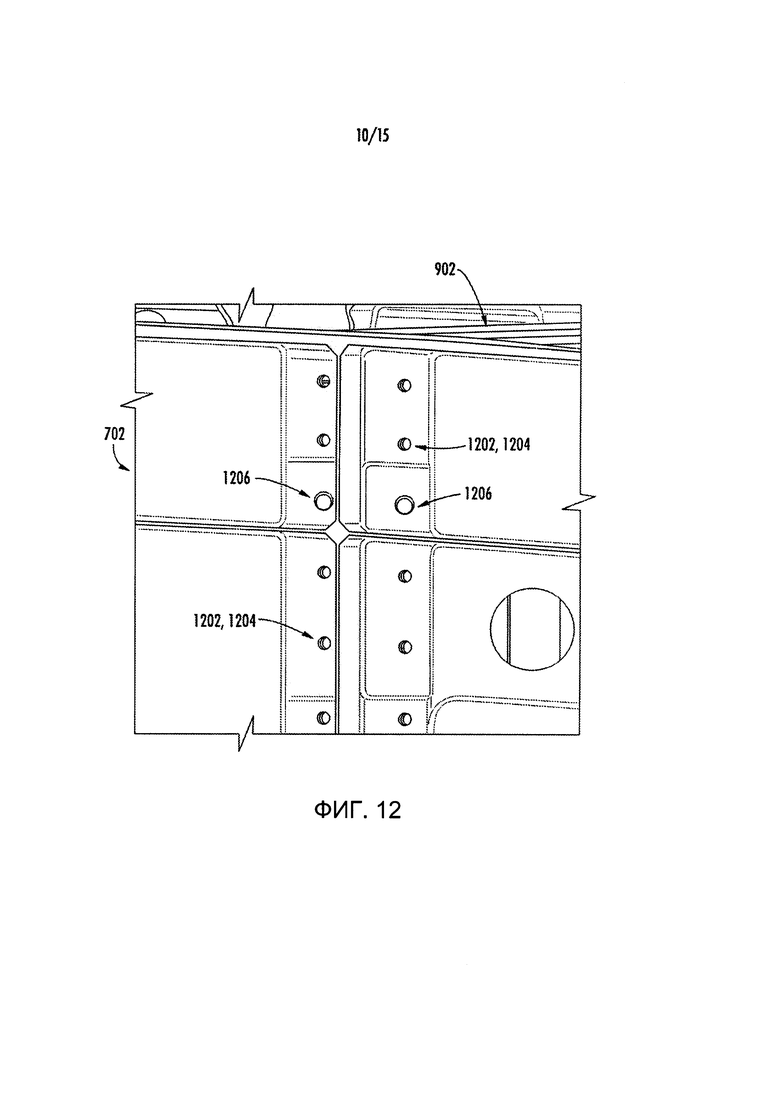
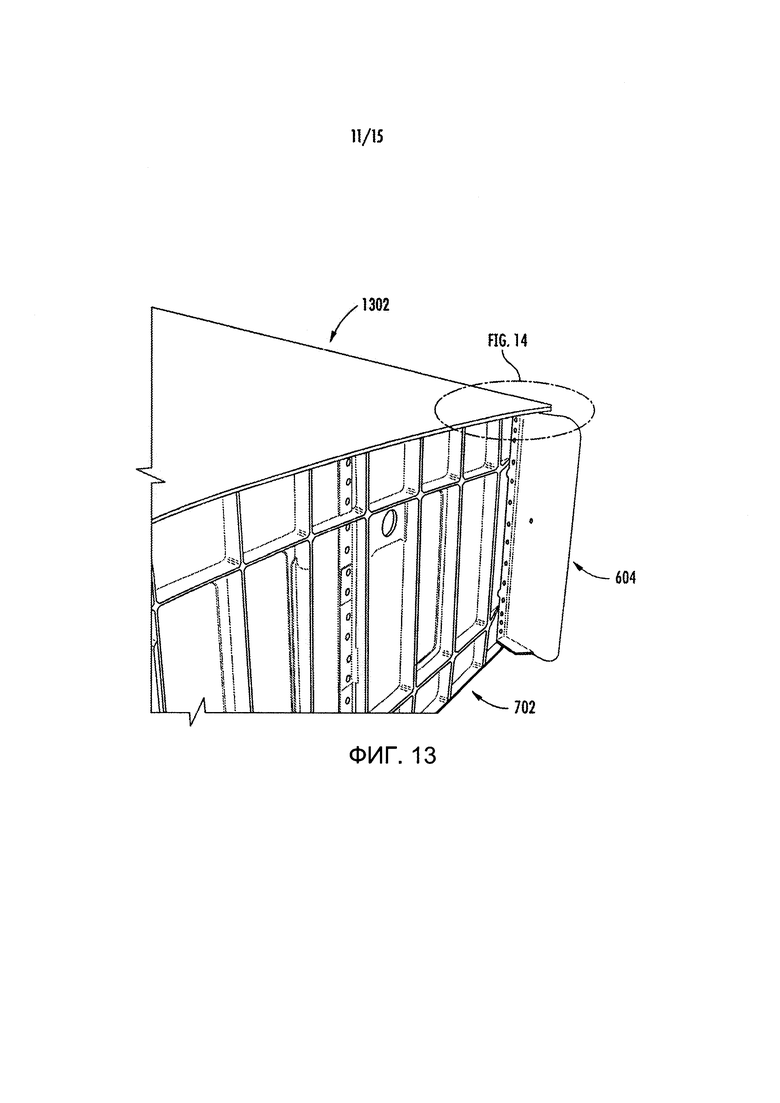
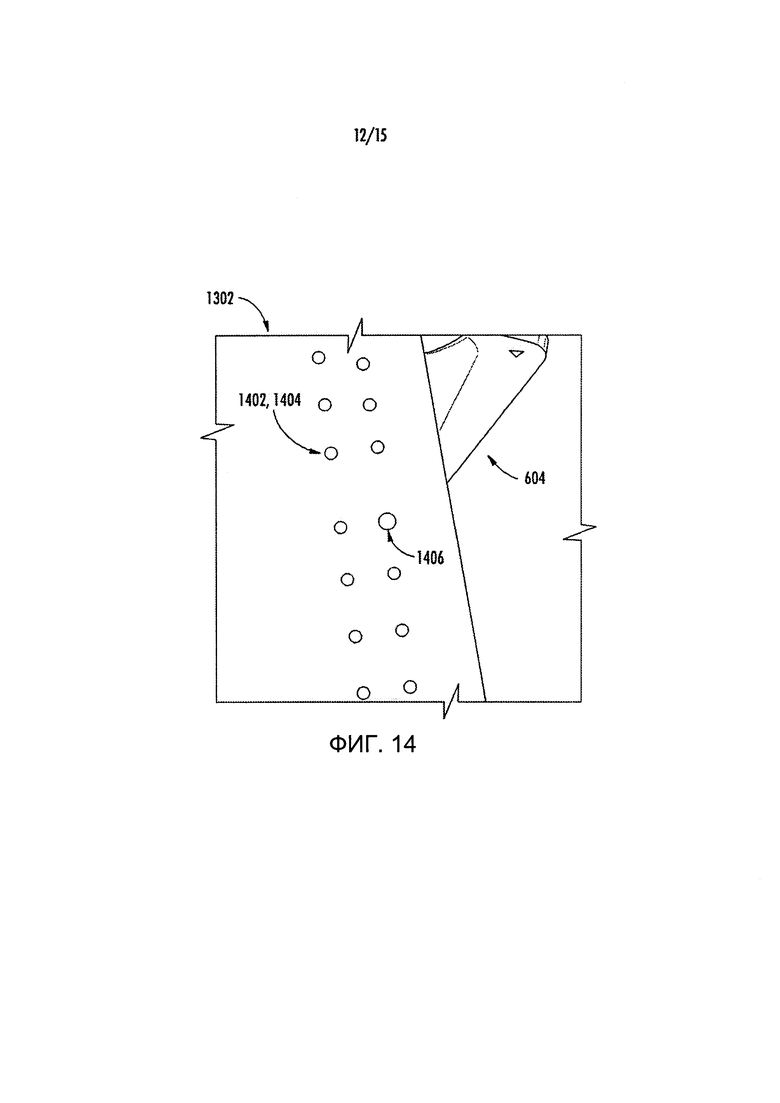
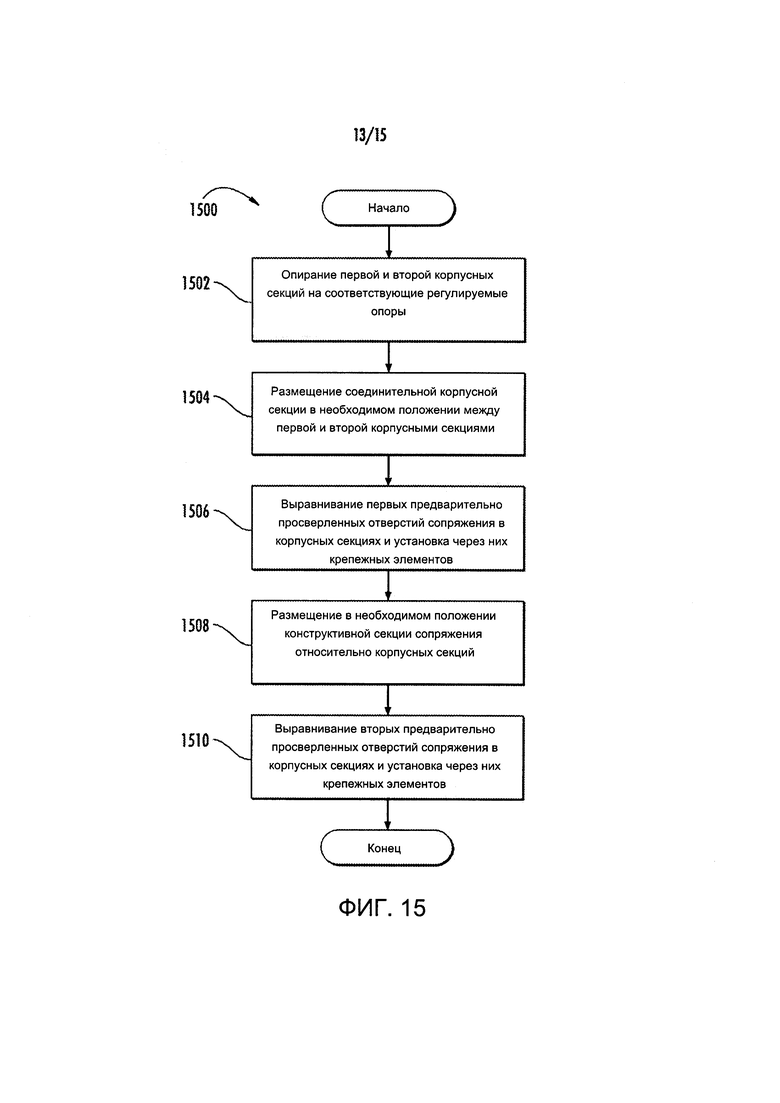
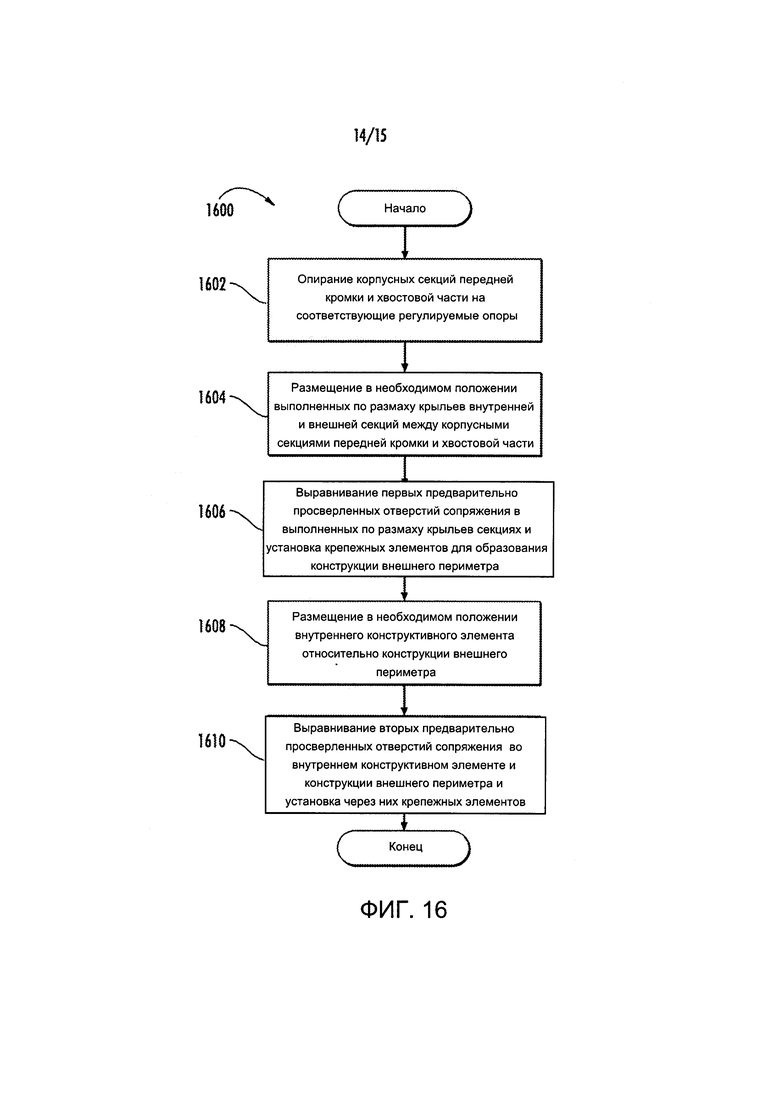
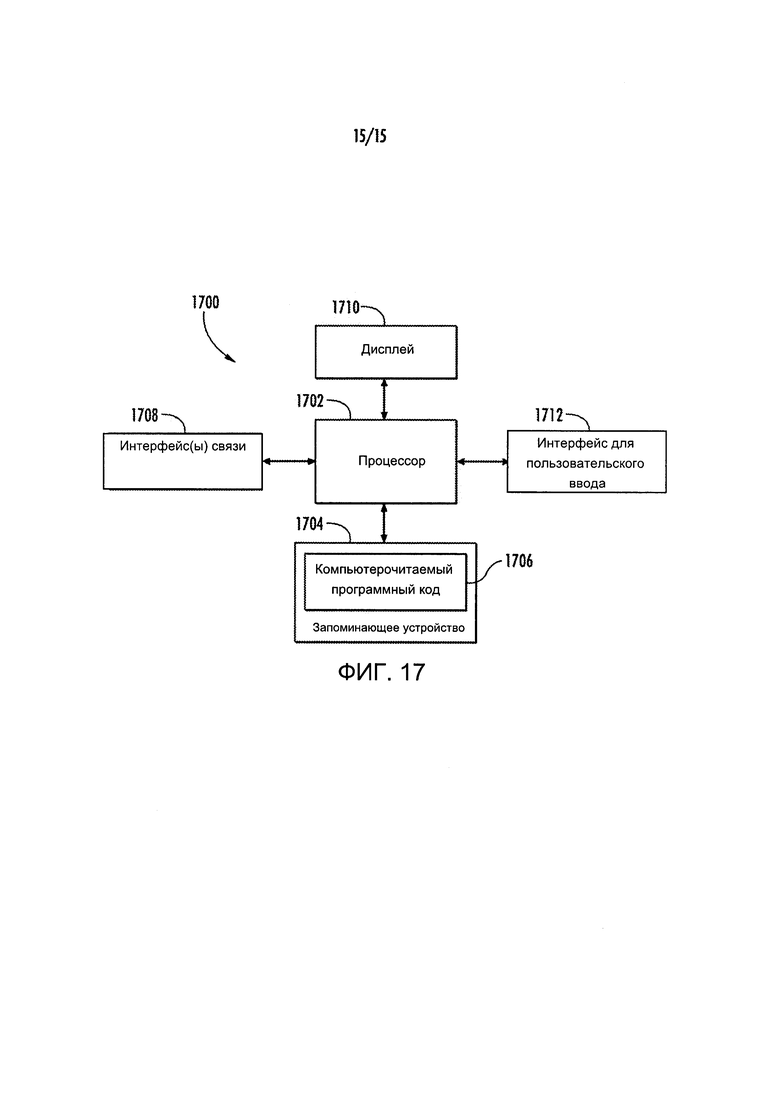
Изобретение относится к механической обработке и сборке частей воздушного летательного аппарата и, в частности, к сборке конструктивного узла воздушного летательного аппарата без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера. Способ сборки конструктивного узла воздушного летательного аппарата включает в себя опирание корпусных секций на соответствующие регулируемые опоры и размещение в необходимом положении между ними соединительной корпусной секции. Узел состоит из множества секций. Предварительно просверленные отверстия сопряжения в соединительной корпусной секции выравниваются с предварительно просверленными отверстиями сопряжения в корпусных секциях с последующей установкой крепежных элементов. Повышается качество сборки. 3 н. и 9 з.п. ф-лы, 17 ил.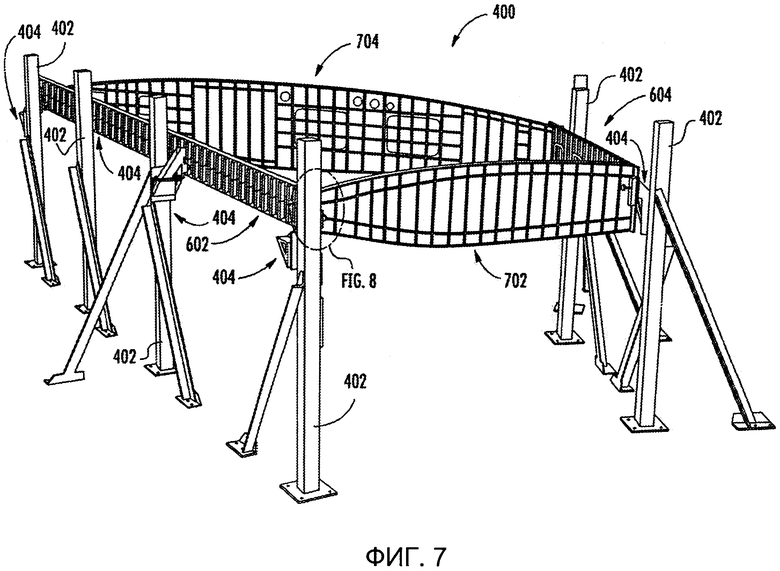
1. Способ сборки конструктивного узла воздушного летательного аппарата, состоящего из множества секций, включающих в себя первую и вторую корпусные секции, соединительную корпусную секцию и множество конструктивных секций сопряжения, причем способ включает следующие операции, выполняемые без использования каких-либо регулировочных прокладок, установочных приспособлений и сверлильных кондукторов для получения готовых отверстий необходимого размера:
опирание первой и второй корпусных секций на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга;
размещение в необходимом положении соединительной корпусной секции между первой и второй корпусными секциями;
выравнивание первых предварительно просверленных отверстий сопряжения в соединительной корпусной секции с первыми предварительно просверленными отверстиями сопряжения в первой и второй корпусных секциях и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения; и
для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения:
размещение в необходимом положении конструктивной секции сопряжения относительно первой и второй корпусных секций и соединительной корпусной секции и
выравнивание вторых предварительно просверленных отверстий сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции и второй корпусной секции и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения,
причем первые предварительно просверленные отверстия сопряжения предварительно просверливают перед их выравниванием, при этом первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления соединительной корпусной секции, первой корпусной секции и второй корпусной секции относительно друг друга.
2. Способ по п. 1, дополнительно включающий размещение регулируемых опор в необходимых базовых положениях для размещения в необходимом положении и выравнивания первой и второй корпусных секций с разнесением относительно друг друга,
при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
3. Способ по п. 1, дополнительно включающий механическую обработку с числовым программным управлением по меньшей мере двух секций из указанного множества секций на основе их соответствующих трехмерных геометрических моделей,
причем указанные по меньшей мере две из указанного множества секций в соответствующих трехмерных геометрических моделях имеют профиль идентичных признаков поверхности сопряжения, так что указанные по меньшей мере две секции из указанного множества секций подвергают механической обработке с получением профиля идентичных признаков поверхности сопряжения.
4. Способ по п. 1, согласно которому первая и вторая корпусные секции соответственно являются корпусными секциями передней кромки и хвостовой части, а соединительная корпусная секция включает в себя выполненные по размаху крыльев внутреннюю и внешнюю секции, причем
размещение в необходимом положении соединительной корпусной секции включает в себя размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части без использования каких-либо регулировочных прокладок, установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера.
5. Способ по п. 1, согласно которому вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед их выравниванием,
при этом вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления конструктивной секции сопряжения и по меньшей мере одной секции из указанных соединительной корпусной секции, первой корпусной секции и второй корпусной секции относительно друг друга.
6. Способ сборки узла крыла воздушного летательного аппарата, состоящего из множества секций, включающих в себя корпусные секции передней кромки и хвостовой части, выполненные по размаху крыльев внутреннюю и внешнюю секции и множество внутренних конструктивных элементов, причем способ включает следующие операции, выполняемые без использования каких-либо установочных приспособлений для выравнивания указанного множества секций и сверлильных кондукторов, используемых для получения готовых отверстий необходимого размера, для сверления отверстий:
опирание корпусных секций передней кромки и хвостовой части на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга на заданное расстояние друг от друга, соответствующее длинам выполненных по размаху крыльев внутренней и внешней секций;
размещение в необходимом положении выполненных по размаху крыльев внутренней и внешней секций между корпусными секциями передней кромки и хвостовой части;
выравнивание первых предварительно просверленных отверстий сопряжения в выполненных по размаху крыльев внутренней и внешней секциях с первыми предварительно просверленными отверстиями сопряжения в корпусных секциях передней кромки и хвостовой части и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения, образуя конструкцию внешнего периметра конструктивного узла воздушного летательного аппарата; и
для каждого внутреннего конструктивного элемента из множества внутренних конструктивных элементов:
размещение в необходимом положении внутреннего конструктивного элемента внутри конструкции внешнего периметра;
выравнивание вторых предварительно просверленных отверстий сопряжения во внутреннем конструктивном элементе со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще одном внутреннем конструктивном элементе из указанного множества внутренних конструктивных элементов, выполненной по размаху крыльев внутренней секции и выполненной по размаху крыльев внешней секции, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления внутреннего конструктивного элемента,
причем множество внутренних конструктивных элементов, которые размещены в необходимом положении относительно корпусных секций передней кромки и хвостовой части и выполненных по размаху крыльев внутренней и внешней секций, собраны внутрь от корпусных секций передней кромки и хвостовой части, образуя конструкцию внешнего периметра конструктивного узла воздушного летательного аппарата, и
причем первые предварительно просверленные отверстия сопряжения предварительно просверливают перед их выравниванием, причем первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления выполненных по размаху крыльев внутренней и внешней секций и корпусных секций передней кромки и хвостовой части относительно друг друга.
7. Способ по п. 6, согласно которому каждый из указанного множества внутренних конструктивных элементов включает в себя основной лонжерон, и для каждого из указанного множества внутренних конструктивных элементов, включающего основной лонжерон, размещение в необходимом положении указанного внутреннего конструктивного элемента и выравнивание вторых предварительно просверленных отверстий сопряжения включает:
размещение в необходимом положении основного лонжерона внутри конструкции внешнего периметра и
выравнивание вторых предварительно просверленных отверстий сопряжения в основном лонжероне со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одном из следующего: еще одном внутреннем конструктивном элементе из множества внутренних конструктивных элементов, выполненной по размаху крыльев внутренней секции и выполненной по размаху крыльев внешней секции, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления основного лонжерона.
8. Способ по п. 6, согласно которому узел крыла воздушного летательного аппарата дополнительно состоит из одного или более участков внешней обшивки, а способ дополнительно включает, без использования каких-либо установочных приспособлений или сверлильных кондукторов для получения готовых отверстий необходимого размера:
размещение в необходимом положении указанных одного или более участков внешней обшивки относительно конструкции внешнего периметра;
выравнивание третьих предварительно просверленных отверстий сопряжения в указанных одном или более участках внешней обшивки с третьими предварительно просверленными отверстиями сопряжения в конструкции внешнего периметра и установку крепежных элементов через выровненные третьи предварительно просверленные отверстия сопряжения для закрепления указанных одного или более участков внешней обшивки.
9. Способ по п. 6, дополнительно включающий размещение в необходимом положении регулируемых опор в базовых положениях для размещения в необходимом положении и выравнивания корпусных секций передней кромки и хвостовой части с разнесением относительно друг друга,
при этом регулируемые опоры размещают в необходимом положении с использованием лазерной измерительной системы.
10. Способ по п. 6, дополнительно включающий механическую обработку с числовым программным управлением по меньшей мере двух секций из указанного множества секций на основе их соответствующих трехмерных геометрических моделей,
причем указанные по меньшей мере две секции из указанного множества секций в соответствующих трехмерных геометрических моделях имеют профиль идентичных признаков поверхности сопряжения, так что указанные по меньшей мере две секции из указанного множества секций подвергают механической обработке с получением профиля идентичных признаков поверхности сопряжения.
11. Способ по п. 6, согласно которому вторые предварительно просверленные отверстия сопряжения предварительно просверливают перед их выравниванием,
при этом вторые предварительно просверленные отверстия сопряжения предварительно просверливают с получением номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления указанного внутреннего конструктивного элемента и по меньшей мере одного из следующего: еще одного внутреннего конструктивного элемента, выполненной по размаху крыльев внутренней секции и выполненной по размаху крыльев внешней секции, относительно друг друга.
12. Способ сборки конструктивного узла воздушного летательного аппарата, состоящего из множества секций, включающих в себя первую и вторую корпусные секции, соединительную корпусную секцию и множество конструктивных секций сопряжения, причем способ включает следующие операции, выполняемые без использования каких-либо регулировочных прокладок, установочных приспособлений и сверлильных кондукторов для получения готовых отверстий необходимого размера:
опирание первой и второй корпусных секций на соответствующие регулируемые опоры, размещенные в необходимом положении с выравниванием первой и второй корпусных секций с разнесением относительно друг друга на заданное расстояние друг от друга, соответствующее длине соединительной корпусной секции;
размещение в необходимом положении соединительной корпусной секции между первой и второй корпусными секциями;
выравнивание первых предварительно просверленных отверстий сопряжения в соединительной корпусной секции с первыми предварительно просверленными отверстиями сопряжения в первой и второй корпусных секциях и установку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения; и
для каждой конструктивной секции сопряжения из множества конструктивных секций сопряжения:
размещение в необходимом положении конструктивной секции сопряжения относительно первой и второй корпусных секций и соединительной корпусной секции; и
выравнивание вторых предварительно просверленных отверстий сопряжения в конструктивной секции сопряжения со вторыми предварительно просверленными отверстиями сопряжения по меньшей мере в одной секции из соединительной корпусной секции, первой корпусной секции и второй корпусной секции, и установку крепежных элементов через выровненные вторые предварительно просверленные отверстия сопряжения для закрепления конструктивной секции сопряжения,
причем множество конструктивных секций сопряжения, которые размещены в необходимом положении относительно первой и второй корпусных секций и соединительной корпусной секции, собраны внутрь от первой и второй корпусных секций, образуя конструкцию внешнего периметра конструктивного узла воздушного летательного аппарата, и
причем первые предварительно просверленные отверстия сопряжения предварительно просверливают перед их выравниванием, причем первые предварительно просверленные отверстия сопряжения предварительно просверливают с получением номинального диаметра отверстий, который является размером готовых отверстий с диаметром отверстий, имеющим класс точности и соответствующим крепежному элементу, так что установка крепежных элементов включает в себя вставку крепежных элементов через выровненные первые предварительно просверленные отверстия сопряжения без использования установочных приспособлений для размещения в необходимом положении и закрепления соединительной корпусной секции, первой корпусной секции и второй корпусной секции относительно друг друга.
| US 8661684 B1, 04.03.2014 | |||
| US 5033014 A, 16.07.1991 | |||
| СОЕДИНЕНИЕ ОБШИВКИ И СТЫКОВОЙ НАКЛАДКИ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА, КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА, КРЫЛО И СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ОБШИВКИ И СТЫКОВОЙ НАКЛАДКИ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2427500C2 |

