УРОВЕНЬ ТЕХНИКИ
Сверхпластичное формование представляет собой технологический процесс создания точных и сложных форм из металлических материалов. Некоторые твердые кристаллические материалы, такие как некоторые металлы и сплавы, проявляют сверхпластичность и могут иметь деформацию, превышающую ожидаемые пределы пластической деформации. Такое поведение часто зависит от мелкозернистой микроструктуры. Основное преимущество этого процесса заключается в том, что он может обеспечить формование больших и сложных деталей за одну операцию. Конечное изделие имеет превосходную точность и качественно обработанные поверхности. Кроме того, конечное изделие не испытывает упругого возврата формы или остаточных напряжений. Самым большим недостатком является низкая скорость формования. Продолжительность операции составляет от двух минут до двух часов, так что эту технологию обычно используют для мелкосерийных изделий. Соответственно, очевидны преимущества способов и устройств для сверхпластичного формования, которые повышают скорость формования.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Предложен способ, включающий размещение электропроводящих частиц между первым электродом и вторым электродом с обеспечением контакта частиц с электродами. Частицы обеспечивают проводящий канал между первым электродом и вторым электродом. Первый электрод имеет первый коэффициент термоэдс, второй электрод имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс, а частицы имеют третий коэффициент термоэдс, значение которого находится между первым и вторым коэффициентами термоэдс.
Способ включает сжатие частиц при их нагреве до более высокой температуры, превышающей температуру фазового перехода с нагревом из низкотемпературной твердой фазы в высокотемпературную твердую фазу. Нагрев включает подачу электрического тока от второго электрода через частицы к первому электроду, что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате нагрева происходит фазовый переход частиц из низкотемпературной твердой фазы в высокотемпературную твердую фазу.
После фазового перехода с нагревом частиц частицы сжимают при их охлаждении до более низкой температуры, которая ниже температуры фазового перехода с охлаждением из высокотемпературной твердой фазы в низкотемпературную твердую фазу. Охлаждение включает подачу электрического тока от первого электрода через частицы к второму электроду, что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате охлаждения происходит фазовый переход частиц из высокотемпературной твердой фазы в низкотемпературную твердую фазу. Способ включает уплотнение частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
Еще один способ включает размещение электропроводящих частиц, содержащих в основном титан между первым электродом и вторым электродом с обеспечением контакта частиц с электродами. Частицы обеспечивают проводящий канал между первым электродом и вторым электродом. Первый электрод имеет первый коэффициент термоэдс. Второй электрод имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс на 5 мкВ/К или более при температуре фазового перехода частиц между альфа-фазой и бета-фазой. Частицы имеют третий коэффициент термоэдс, отличающийся по меньшей мере на 20% от первого и второго коэффициентов термоэдс при температуре фазового перехода частиц между альфа-фазой и бета-фазой.
Способ включает сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (килофунт/дюйм2) (48,26 МПа) при нагреве этих частиц до более высокой температуры, превышающей температуру фазового перехода на 1-10%. Нагрев включает подачу электрического тока от второго электрода через частицы к первому электроду, что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате нагрева происходит фазовый переход частиц из альфа-фазы в бета-фазу.
После фазового перехода с нагревом частиц способ включает сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа) при охлаждении частиц до более низкой температуры, которая ниже температуры фазового перехода на 1-10%. Охлаждение включает подачу электрического тока от первого электрода через частицы к второму электроду, что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате охлаждения происходит фазовый переход частиц из бета-фазы в альфа-фазу. Способ включает многократное циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением, что обеспечивает сверхпластичное формование частиц с получением цельной детали вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
Устройство содержит первый электрод, имеющий первый коэффициент термоэдс, и второй электрод, имеющий второй коэффициент термоэдс, превышающий первый коэффициент термоэдс. Полость матрицы между первым электродом и вторым электродом позволяет электропроводящим частицам, при их размещении в указанной полости матрицы, контактировать с первым электродом и вторым электродом и обеспечивать проводящий канал между первым и вторым электродами. Источник питания переменного тока электрически соединен с первым электродом и вторым электродом.
Источник питания выполнен с возможностью выборочного изменения направления протекания электрического тока для подачи электрического тока от второго электрода через частицы к первому электроду или для подачи электрического тока от первого электрода через частицы к второму электроду. Источник питания также выполнен с возможностью создания частоты тока и силы тока, достаточных для осуществления нагрева на основе эффекта Пельтье и охлаждения на основе эффекта Пельтье в зависимости от направления протекания электрического тока в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. При этом имеет ли частота тока достаточное значение, зависит от расстояния между первым и вторым электродами через частицы. Устройство содержит уплотняющий пресс, выполненный с возможностью обеспечения достаточного сжатия частиц при подаче переменного электрического тока для уплотнения частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
Признаки, функции и преимущества, которые были описаны в данном документе, могут быть реализованы независимо друг от друга в различных вариантах реализации или могут быть объединены в других вариантах реализации, дополнительные сведения о которых можно получить со ссылкой на прилагаемые описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Некоторые варианты реализации описаны ниже со ссылкой на прилагаемые чертежи.
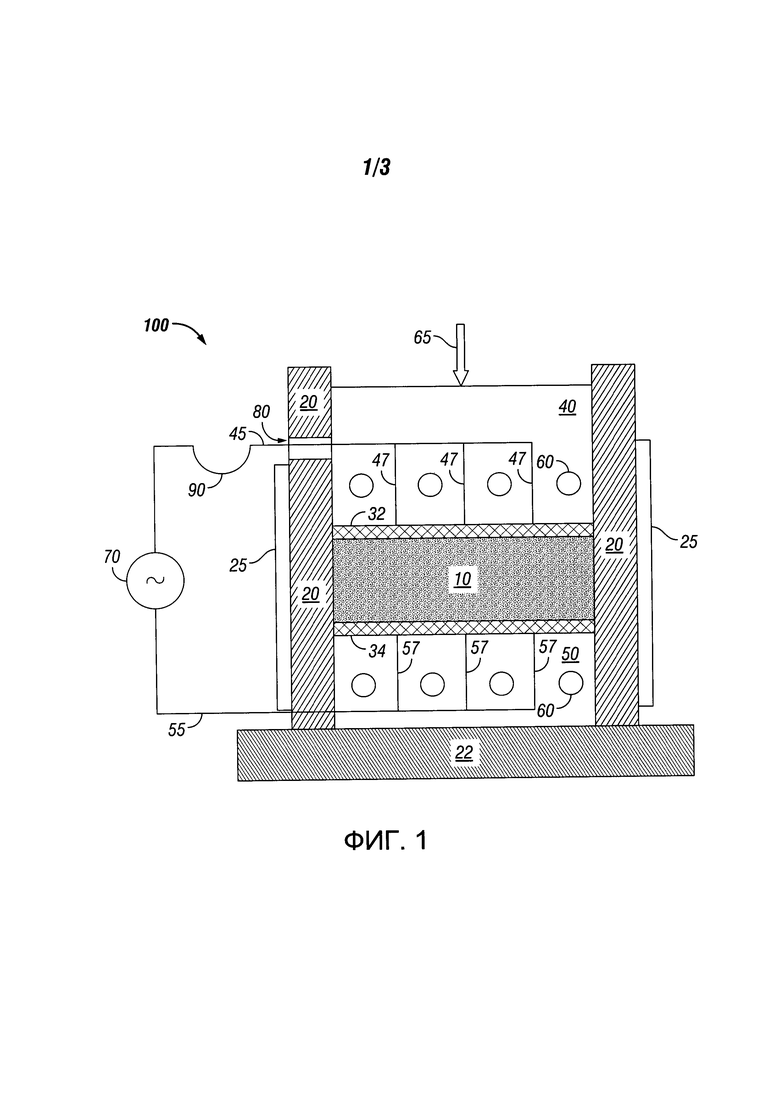
На фиг. 1 показан вид в разрезе уплотняющего устройства.
На фиг. 2 и 3 показаны графики тока и поток тепла в части устройства, показанного на фиг. 1.
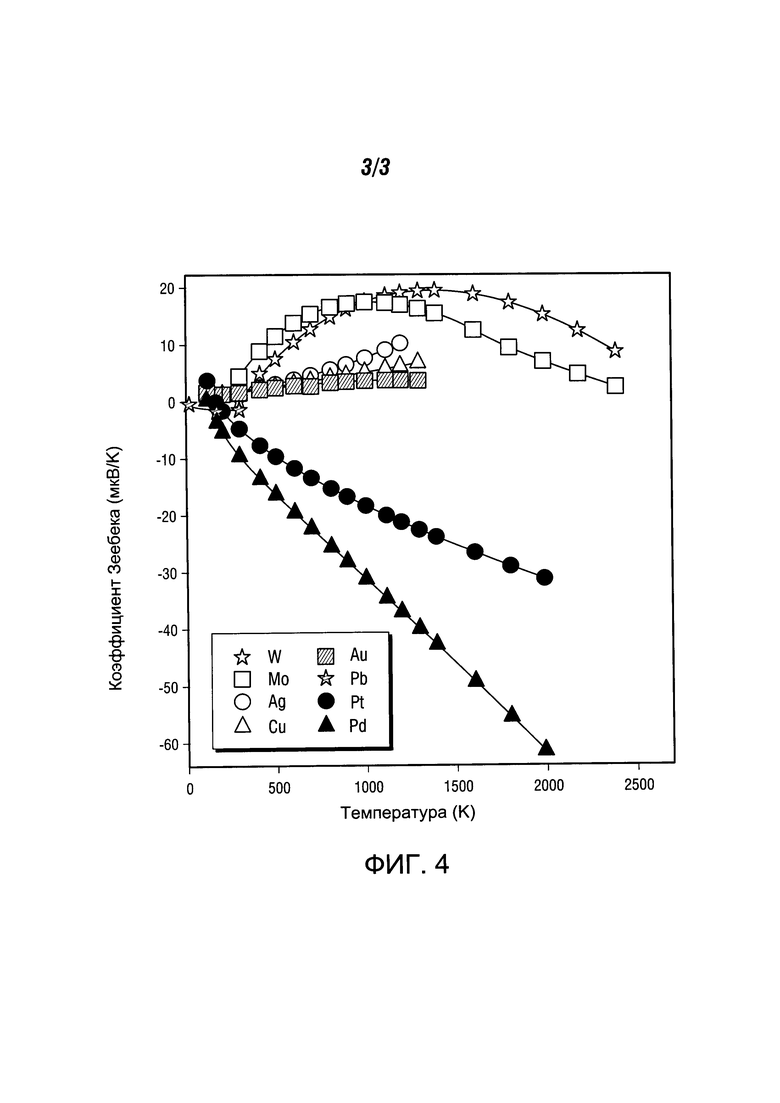
На фиг. 4 показан график абсолютных коэффициентов термоэдс, иллюстрирующий их температурную зависимость. (Н. Кьюсак; П. Кендалл (1958 год). «Абсолютная шкала термоэдс при высокой температуре». Материалы физического общества. 72 (5): 898. Данные для свинца (Pb) от Дж. В. Кристиана, Дж. П. Яна, В.Б. Пирсона, И.М. Темплетона, 1958 год. «Термоэлектричество при низких температурах. VI. Пересмотр абсолютной шкалы термоэдс свинца». Материалы королевского научного общества: Математические, физические и прикладные науки. 245 (1241): 213.).
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Технология сверхпластичного формования может быть использована для уплотнения кристаллических металлических порошков. Хорошо известны технологии порошковой металлургии, которые уплотняют металлические порошки, однако они основаны на разных физических свойствах и условиях технологического процесса. При сверхпластичном формовании в кристаллических металлических порошках, в которых циклически преобразуют твердую фазу, создаются внутренние напряжения, при этом развиваются характеристики по типу сверхпластичности. Поскольку наибольшим недостатком технологии сверхпластичного формования является ее низкая скорость (время завершения занимает от двух минут до двух часов), уплотнение порошка может потребовать много времени при использовании множества циклов в отношении детали для достижения достаточного уплотнения.
Давление, прикладываемое при уплотнении порошка, заставляет порошок заполнять пустоты. Обычно фазовая диаграмма металла иллюстрирует температуру на границе фазового перехода, изменяющуюся с изменением давления. Таким образом, циклическое изменение давления обеспечивает один из способов для получения циклического перехода между твердыми фазами. Однако для большинства металлов требуются нецелесообразно большие изменения давления, поскольку они показывают небольшое изменение температуры при изменении давления.
Цикличное изменение температуры представляет еще один применяемый способ с повышением или понижением применяемой температуры на краях детали. Время, которое уходит на температурное изменение для обеспечения теплового рассеяния от края до центра частично регулирует длительность цикла. Изменение фазы в детали удлиняет длительность цикла. Во время изменения фазы температура остается постоянной, а по толщине детали, все еще претерпевающей изменение фазы, не имеется какого-либо температурного перепада. При отсутствии температурного перепада не возникает какого-либо движения тепла, так что процесс может быть длительным, а большая толщина детали увеличивает длительность процесса.
Этап нагрева (переход из альфа в бета) может быть сокращен путем пропускания электрического тока через деталь и использования джоулева тепла в порошке для осуществления фазового перехода. Даже при однородной температуре изменение фазы может быть достаточно равномерным по детали. Однако для этапа охлаждения цикла не существует аналогичного способа.
Следовательно, способы и устройства, описанные в данном документе, используют электрод с коэффициентом термоэдс, существенно отличающимся от коэффициента термоэдс металлического порошка при температуре фазового перехода. Например, с титановым порошком может быть использован молибденовый или вольфрамовый электрод. Вследствие эффекта Пельтье эта разница в коэффициенте термоэдс создает тепловой поток в месте контакта между электродом и порошком, когда электрический ток протекает в указанном месте контакта. Поток тепла в месте контакта обеспечивает более быстрый фазовый переход материала в указанном месте контакта по сравнению с тем, что могло бы быть получено путем джоулева нагрева или известного охлаждения за счет теплопроводности.
Электропроводящие частицы, такие как титановый порошок, могут быть уплотнены с образованием деталей, форма которых близка к окончательной форме, с использованием технологии сверхпластичного формования путем циклического изменения переходов альфа-бета фаз. Под действием температуры и давления порошок, содержащийся между электродами, дает тепловой поток вследствие эффекта Пельтье от места контакта электродов и порошка. Тепловой поток вследствие эффекта Пельтье может быть дополнен с помощью джоулева нагрева от электрического тока. Эффект Пельтье обеспечивает тепловой поток на границе детали, что компенсирует потери теплопроводности, в результате чего получают более равномерный фазовый переход по толщине детали. Кроме того, эффект Пельтье создает резкий перепад температуры на крае во время этапа охлаждения цикла, что ускоряет переход в низкотемпературную альфа-фазу.
При искровом плазменном спекании высокая температура быстро вызывает изменение фазы в материале. Куски материала, расположенные ближе всего к электродам, сначала изменяют фазу, до того как они электрически передают тепло в смежный материал. Это приводит к консолидации материала по типу «сначала снаружи, а затем в середине». Для этого также используют много тепла. При использовании титана искровое плазменное спекание часто происходит в диапазоне температур от 900°С до 1400°С.
В сравнении, способ и устройства, описанные в данном документе, основаны на коэффициенте термоэдс (также известном как термоэдс, термоэлектродвижущая сила и термоэлектрическая чувствительность) материала. Коэффициент термоэдс представляет собой меру величины термоэлектродвижущей силы, индуцированной в ответ на разницу температур через материал, индуцированную вследствие эффекта Зеебека. В целом, коэффициенты термоэдс зависят от температуры (см. фиг. 4), хотя некоторые в меньшей степени зависят от температуры в пределах конкретных температурных диапазонов. В целом, способы и устройства, описанные в данном документе, задают температуры, при которых выбраны необходимые коэффициенты термоэдс.
Несмотря на то, что способы и устройства, описанные в данном документе, и метод искрового плазменного спекания имеют схожие аспекты (например, ток протекает через уплотняемый материал), также имеются и различия. Метод искрового плазменного спекания работает для улучшения уплотнения путем обеспечения спекания частиц, что означает, что температура обрабатываемого материала должна быть увеличена до температуры, при которой материал из одной из частиц покидает эту частицу и осаждается на смежной частице. Часто частицы большего размера получают материал от частиц меньшего размера. Метод искрового плазменного спекания в целом использует более высокую температуру по сравнению со сверхпластичным формованием. Сверхпластичное уплотнение работает путем изменения формы частиц для согласования их друг с другом. Одним из преимуществ является использование частиц известного размера, размер которых не претерпевает существенных изменений в конечном продукте.
Температура спекания титана находится в диапазоне 900-1400°С, часто составляет 1260°С. Нижняя граница температурного диапазона не обеспечивает большую окончательную плотность в методе искрового плазменного спекания, так что обычно используют более высокие температуры. Температура перехода между альфа и бета фазами титана составляет 883°С. Более низкая температура при использовании способов и устройств, описанных в данном документе, обеспечивает преимущества в части энергосбережения и качества обработки, что в результате уменьшает затраты и улучшает изделия.
Исключение повышенных температур, необходимых для спекания, уменьшает рост кристаллических зерен, когда зерна затвердевают и средний размер зерен увеличивается, а также позволяет применять менее строгие требования к приспособлениям механической обработки. Кроме того, способы и устройства, описанные в данном документе, увеличивают скорость консолидации при меньших давлениях путем стимулирования сверхпластичного формования за счет явления изменения фазы. Кроме того, стимулирование протекания сверхпластичного формования посредством размерных различий при изменении фаз позволяет обеспечить течение материала и даже давление, достаточные для консолидации частиц в более сложных компонентах. Это также обеспечивает компонент, размеры которого приближены к конечному изделию.
Способы и устройства, описанные в данном документе, обеспечивают возможность эффективного использования эффекта Пельтье путем проектирования на основе эффекта Пельтье. Случайное проявление эффекта Пельтье в иных способах обеспечило бы небольшое или в целом неэффективное преимущество. Например, использование переменного электрического тока, описанное в данном документе, обеспечивает очень быстрое изменение температуры во всей детали, и когда значение температуры будет примерно равно температуре изменения фазы, переменный электрический ток обеспечивает изменения фазы, что в результате обеспечивает свойства сверхпластичного формования. В сравнении, метод искрового плазменного спекания использует импульсы постоянного тока, которые не создают быстро распространяющуюся тепловую волну и, таким образом, не обеспечивают свойства сверхпластичного формования. Вместо этого импульсы постоянного тока приводят к статической разнице между температурой одной стороны детали и температурой ее другой стороны.
Соответственно, один из способов включает размещение электропроводящих частиц между первым электродом и вторым электродом с обеспечением контакта частиц с электродами. Частицы обеспечивают проводящий канал между первым электродом и вторым электродом. Первый электрод имеет первый коэффициент термоэдс, второй электрод имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс, а частицы имеют третий коэффициент термоэдс, значение которого находится между первым и вторым коэффициентами термоэдс.
Способ включает сжатие частиц при их нагреве до более высокой температуры, превышающей температуру фазового перехода с нагревом из низкотемпературной твердой фазы в высокотемпературную твердую фазу. Нагрев включает подачу электрического тока от второго электрода через частицы к первому электроду, что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате нагрева происходит фазовый переход частиц из низкотемпературной твердой фазы в высокотемпературную твердую фазу.
После фазового перехода с нагревом частиц, частицы сжимают при их охлаждении до более низкой температуры, которая ниже температуры фазового перехода с охлаждением из высокотемпературной твердой фазы в низкотемпературную твердую фазу. Охлаждение включает подачу электрического тока от первого электрода через частицы к второму электроду, что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате охлаждения происходит фазовый переход частиц из высокотемпературной твердой фазы в низкотемпературную твердую фазу. Способ включает уплотнение частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
В качестве примера второй коэффициент термоэдс может превышать первый коэффициент термоэдс на 5 микровольт/Кельвин (мкВ/К) или более при температурах фазовых переходов с нагревом и охлаждением. Третий коэффициент термоэдс может отличаться по меньшей мере на 20% от первого и второго коэффициентов термоэдс при температурах фазовых переходов с нагревом и охлаждением. Тепло, выделяемое вследствие эффекта Пельтье, увеличивается при увеличении разниц между коэффициентами термоэдс. Второй электрод может быть образован или может быть по существу образован из молибдена или вольфрама в месте контакта между вторым электродом и частицами. Первый электрод может быть образован или может быть по существу образован из палладия, графита или константана (55% медь - 45% никелевый сплав) в месте контакта между первым электродом и частицами.
На фиг. 4 показано изменение коэффициента термоэдс молибдена и вольфрама с изменением температуры в сравнении с коэффициентом термоэдс палладия. Большая разница имеется в широком диапазоне значений температуры, в том числе при температуре контакта между альфа и бета фазами титана при температуре 883°С (1156 К). На фиг. 4 не показаны коэффициенты термоэдс графита или константана, однако из литературы известно, что графит имеет коэффициент, схожий с палладием, который иллюстрирует фиг. 4, а константан имеет коэффициент, составляющий - 35 мкВ/К относительно платины.
Частицы могут быть кристаллическими и могут иметь микроструктуру, имеющую одно или более кристаллических зерен. Поскольку способы и устройства, описанные в данном документе, используют множественные фазовые переходы для придания частицам сверхпластичности, размер зерна существенно не влияет на процесс. Существенная зависимость от размера зерна имеет преимущество по сравнению с иными способами. В одном из изотермических подходов, таких как спекание, в том числе искровое плазменное спекание, размер зерна воздействует на сверхпластичность, при этом зерна меньшего размера улучшают сверхпластичность, поскольку в данном случае не используются множественные фазовые переходы.
Частицы могут содержать в основном титан, то есть более чем 50 массовых процентов (% масс.) титана. Следовательно, могут быть использованы технически чистый титан или сплавы титана, например, Ti-6AI-4V (сплав титана с 6% масс. алюминия и 4% масс. ванадия), а также иные металлы и сплавы металлов, имеющие свойства в соответствии с настоящим изобретением, описанным в данном документе. Содержание титана в технически чистом титане составляет 99,67% масс. или более. Из литературы известно, что титан имеет коэффициент термоэдс, составляющий приблизительно [[15]] от 12 до 22 мкВ/К относительно платины в пределах температурного диапазона от 0°С до 1000°С (Х.В. Ворнер, Термоэлектрические свойства титана с особым уклоном в сторону аллотропического превращения, журнал «Austral. J. Sci. Res.», выпуск 4(1), стр. 62-83, 1951 год). Из литературы известно, что Ti-6AI-4V имеет коэффициент термоэдс, составляющий -5 мкВ/К при температуре 2°С (X. Карреон, Обнаружение повреждения от коррозии трением в аэрокосмических материалах с помощью термоэлектрических средств, журнал «Proc. SPIE 8694», 6 стр. , 2013 год).
Низкотемпературная твердая фаза может представлять собой альфа-фазу, а высокотемпературная твердая фаза может представлять собой бета-фазу. Для Ti-6AI-4V температура может колебаться между 860°С и 1,020°С. Для технически чистого Ti температура может колебаться между 863°С и 903°С. Размер частиц не оказывает существенного воздействия на процесс, поскольку частицы быстро образуют промежутки между частицами. В сравнении, спекание использует очень медленный процесс перемещения металла, так что размер частиц является очень важным параметром.
Уплотнение частиц при сжатии описанным способом позволяет по существу эффективно сохранять размеры зерна исходных частиц. Таким образом, частицы могут быть подготовлены с использованием известных технологий с проявлением размеров зерна, необходимых в конечном изделии, а в дальнейшем могут быть консолидированы с использованием способов, раскрытых в данном документе. Деталь в своей окончательной форме или деталь с формой, близкой к своей окончательной форме, может быть в дальнейшем получена с необходимостью небольшой обработки или вообще без необходимости обработки после уплотнения для получения необходимых размеров зерна, поскольку исходный размер зерна сохраняется после уплотнения.
Для способов и устройств, описанных в данном документе, характерны давления порядка от 1 до 10 тысяч фунтов на квадратный дюйм (килофунтов/дюйм2) (от 6,9 МПа до 69 МПа). Подходящее давление зависит от множества различных факторов, в том числе от размера зерна, демонстрируемого частицами, количества циклов нагрева/охлаждения, продолжительности циклов нагрева/охлаждения, а также необходимой степени уплотнения. Для достижения эквивалентного уплотнения крупных зерен используют более высокое давление. Кроме того, при меньшем количестве циклов и/или более коротких циклах используется более высокое давление для достижения эквивалентного уплотнения. В целом, для обеспечения большей степени уплотнения используют более высокое давление для заданного размера зерна. Тем не менее, с помощью способов и устройств, описанных в данном документе, достигается большая степень уплотнения с меньшим давлением по сравнению с методом искрового плазменного спекания. Соответственно, сжатие частиц при их нагреве и сжатие частиц при их охлаждении могут включать сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа), например, при давлении менее 3 тысяч фунтов на квадратный дюйм (20,68 МПа) или менее, в том числе при давлении 1-3 тысячи фунтов на квадратный дюйм или давлении 2-3 тысячи фунтов на квадратный дюйм (13,79 МПа - 20,68 МПа), с одновременным достижением 95% или более высокой степени уплотнения.
Нагрев частиц может дополнительно включать кондуктивный перенос тепла к частицам с помощью средств, отличных от средств на основе эффекта Пельтье. Несмотря на то, что это имеет меньшую эффективность, охлаждение частиц может дополнительно включать кондуктивный перенос тепла от частиц с помощью средств, отличных от средств на основе эффекта Пельтье. Для обеспечения передачи тепла могут быть использованы известные технологии. В описании фиг. 1 представлены примеры иных нагревающих и охлаждающих средств.
Температура фазового перехода с нагревом и температура фазового перехода с охлаждением обычно имеют одинаковые значения, однако они могут иметь и разные значения в зависимости от свойств фазового перехода конкретного материала, содержащегося в частицах. Нагрев частиц может включать нагрев частиц до температуры, превышающей температуру фазового перехода на 1-10%. Охлаждение частиц может включать охлаждение частиц до температуры, которая ниже температуры фазового перехода на 1-10%. Предполагается, что температурные диапазоны являются достаточными для фазового перехода более чем 95% от общего объема частиц, например, 100%, в каждой половине цикла нагрева/охлаждения.
Электрический ток, подаваемый от второго электрода через частицы к первому электроду, и электрический ток, подаваемый от первого электрода через частицы к второму электроду, может представлять собой переменный электрический ток. Переменный электрический ток может быть подан с частотой, согласованной с расстоянием между электродами. В месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами сила тока может составлять 1-15 Ампер/мм2.
Частицы могут содержаться в общем объеме незавершенной детали. Фазовый переход частиц из низкотемпературной твердой фазы в высокотемпературную твердую фазу может включать фазовый переход более чем 95% от общего объема, например, 100%. Фазовый переход частиц из высокотемпературной твердой фазы в низкотемпературную твердую фазу может включать фазовый переход более чем 95% от общего объема. Больший объем частиц в фазовом переходе стремится увеличить степень уплотнения. Уплотнение частиц может включать многократное циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением, что обеспечивает сверхпластичное формование частиц с получением цельной детали вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
Циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением может быть повторено более 10 раз, например, от 15 до 30 раз. Предполагается, что другие параметры процесса, описанные в данном документе, обеспечивают описанный диапазон для указанного количества циклов для достижения 95% или более высокой степени уплотнения. Например, обработка при давлении 3 тысяч фунтов на квадратный дюйм (20,68 МПа) или менее для 15-30 циклов и обеспечение 95% или более высокой степени уплотнения представляют заметное увеличение в эффективности процесса для изготовления титановых деталей.
Еще один способ, раскрытый далее, включает размещение электропроводящих частиц, содержащих в основном титан, размещенный между первым электродом и вторым электродом с обеспечением контакта частиц с электродами. Частицы обеспечивают проводящий канал между первым электродом и вторым электродом. Первый электрод имеет первый коэффициент термоэдс. Второй электрод имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс на 5 мкВ/К или более при температуре фазового перехода частиц между альфа-фазой и бета-фазой. Частицы имеют третий коэффициент термоэдс, отличающийся по меньшей мере на 20% от первого и второго коэффициентов термоэдс при температуре фазового перехода частиц между альфа-фазой и бета-фазой.
Способ включает сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа) при нагреве этих частиц до более высокой температуры, превышающей температуру фазового перехода на 1-10%. Нагрев включает подачу электрического тока от второго электрода через частицы к первому электроду, что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате нагрева происходит фазовый переход частиц из альфа-фазы в бета-фазу.
После фазового перехода с нагревом частиц способ включает сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа) при охлаждении частиц до более низкой температуры, которая ниже температуры фазового перехода на 1-10%. Охлаждение включает подачу электрического тока от первого электрода через частицы к второму электроду, что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. В результате охлаждения происходит фазовый переход частиц из бета-фазы в альфа-фазу. Способ включает многократное цикличное выполнение фазового перехода с нагревом и фазового перехода с охлаждением, что обеспечивает сверхпластичное формование частиц с получением цельной деталь вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
В качестве примера нагрев может дополнительно включать кондуктивный перенос тепла к частицам с помощью средств, отличных от средств на основе эффекта Пельтье. Электрический ток может представлять собой переменный электрический ток, подаваемый с частотой, согласованной с расстоянием между электродами и силой тока 1-15 Ампер/мм2 в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. Когда частицы заключены в общем объеме незавершенной детали, фазовый переход частиц из альфа-фазы в бета-фазу может включать фазовый переход более чем 95% от общего объема. Фазовый переход частиц из бета-фазы в альфа-фазу также может включать фазовый переход более чем 95% от общего объема. Циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением может быть повторено 15-30 раз.
На фиг. 1 показан пример устройства для уплотнения электропроводящих частиц, таких как кристаллический металлический порошок, путем выполнения способов, описанных в данном документе. Признаки устройства и способа его работы могут быть включены в иные способы и устройства, описанные в данном документе. Устройство 100 размещено для обеспечения уплотнения металлического порошка 10. Порошок 10 содержится между боковыми стенками 20, верхним электродом 32 и нижним электродом 34. Устройство опирается на основание 22. Нижний электрод 34 находится непосредственно сверху термоблока 50 над основанием 22. Термоблок 40 находится непосредственно над верхним электродом 32. Термоблок 40 также выполняет функцию нажимного поршня и принимает давление 65 на своей верхней поверхности. Термоблоки 40 и 50 нагревают с помощью термоэлементов 60, которые могут представлять собой нагреватели, использующие электрическое сопротивление, или каналы, по которым протекает горячий газ или горячая жидкость. Также предполагается использование холодного газа или холодной жидкости, протекающих в каналах, для охлаждения термоблоков 40 и 50, хотя это менее эффективно.
Переменный ток подают на электроды 32, 34 от источника 70 питания путем соединения проводов 45 и 55. Источник 70 питания может представлять собой источник питания переменного тока с частотой, согласованной с расстоянием между электродами 32, 34. Источник 70 питания может иметь переменную частоту с диапазоном, достаточным для согласования с расстоянием между электродами, или может быть выполнен с возможностью задания необходимой частоты. В качестве альтернативы источник 70 питания может быть источником питания постоянного тока, соединенным с переключателем полярности, таким как усилитель с биполярным выходом, так что направление тока может быть выборочно изменено на обратное, что обеспечивает создание переменного тока. Для более единообразного распределения тока на электроды 32, 34 соединительные провода 45, 55 могут быть разделены на параллельные жилы 47 и 57. Для обеспечения вертикального перемещения поршня 40 соединительный провод 45 может иметь гибкую часть 90, которую продевают через щелевое отверстие 80 в одной из боковых стенок 20. Боковые стенки 20 нагревают с помощью элементов 25. Термоэлементы 60 в нажимном поршне 40 также могут иметь гибкие соединения со своим источником тепла, охлаждения или электрической энергии.
Материал электрода имеет электропроводимость, достаточную для проведения силы тока, достаточной для указанного процесса без нагрева, в частности существенно большую электропроводимость по сравнению с металлическим порошком. При этом материал электрода имеет механическую прочность, достаточную для передачи достаточного давления уплотнения металлическому порошку без возникновения механического повреждения. Показано, что электроды 32, 34 имеют параллельное включение, что увеличивает однородность распределения температуры во время нагрева и охлаждения, однако они могут иметь и непараллельное включение.
На фиг. 1 показан верхний электрод 32, контактирующий со всей верхней поверхностью порошка 10, и нижний электрод 34, контактирующий со всей нижней поверхностью порошка 10. Электроды 32, 34, контактирующие со всей верхней поверхностью и со всей нижней поверхностью порошка 10, улучшают однородность распределения тепла во время нагрева или охлаждения вследствие эффекта Пельтье. Тем не менее, предполагается, что электроды вместо этого могут быть сегментированы и распределены по верхней поверхности и/или нижней поверхности порошка 10. Эти действия могут уменьшить количество материала, используемого для электродов, например, для больших обрабатываемых деталей. Однородное распределение тепла может уменьшиться таким образом, что может быть оправдано увеличенное время обработки, однако издержки от увеличенного времени обработки и экономией в расходах на электрод могли бы быть сбалансированы.
Для целей данного документа сверхпластичное формование выполняют путем циклического изменения температуры порошка 10 выше или ниже значения температуры фазового перехода, при этом порошок 10 находится под сжимающей нагрузкой. В случае технически чистого титана фазовый переход находится между альфа- и бета-фазами и возникает при температуре приблизительно 883°С. Температура фазового перехода часто слабо зависит от давления. Задача осуществления изменения фазы заключается в обеспечении изменения формы отдельных зерен, в результате чего они могут совершать скользящее перемещение мимо друг друга под давлением во время изменения фазы с получением более плотного образования.
Процесс работы устройства 100 начинается с доведения системы с помощью термоэлементов 25 и 60 до температуры, значение которой чуть ниже температуры фазового перехода, например ниже на 1-10%. Затем подают давление 65. Затем источник 70 питания включают таким образом, что ток протекает по цепи между электродами 32 и 34 через металлический порошок 10. Протекающий электрический ток нагревает объем металлического порошка 10 путем джоулева нагрева, причем объемный нагрев пропорционален квадрату плотности тока.
Устройство 100 выполнено таким образом, что имеется существенное изменение коэффициента термоэдс в местах переходов электродов 32, 34 и металлического порошка 10. Как показано на фиг. 2 и 3, металлический порошок 10 имеет больший коэффициент термоэдс (S10) по сравнению с электродом 34 (S34), а электрод 32 в свою очередь имеет больший коэффициент термоэдс (S32) по сравнению с металлическим порошком 10 (S10). Вследствие эффекта Пельтье различия в коэффициентах создают тепловой поток в местах контактов между электродами 32, 34 и металлическим порошком 10. Для тока «i» в нисходящем направлении на фиг. 2 показано выделение тепла «Н» в местах контактов. Для тока «i» в восходящем направлении на фиг. 3 показан отвод тепла «Н» в местах контактов.
Ток может быть периодически изменен за счет периодического изменения направления, то есть через равные промежутки времени для обеих полярностей. Можно заметить, что в синусоидальной волне постепенного распространения сигнала имеются положительные и отрицательные пики в 1/4 и 3/4 периода. Преимущество способов и устройств, описанных в данном документе, состоит в использовании волнового сигнала отличной формы, при этом ток подается более равномерно в первую и вторую половины периода, например, в форме прямоугольной волны. Таким образом, продолжительность фаз нагрева и охлаждения в цикле может быть уменьшена путем использования всего или по существу всего из выбранного тока во время каждой половины периода.
Выбор частоты переменного тока представляет собой функцию от расстояния между электродами, другими словами от толщины формуемой детали. Большее расстояние между электродами (более толстая деталь) обеспечивает более длительный период времени для получения эквивалентной степени фазового перехода вследствие больших объема и массы. Соответственно, преимущество проявляется при направлении тока между электродами через место детали с наименьшим размером для уменьшения продолжительности цикла.
Длительность цикла (которая определяет частоту) может быть выбрана таким образом, что она является достаточной для фазового перехода более чем 95%, например 100%, от общего объема из низкотемпературной твердой фазы в высокотемпературную твердую фазу во время нагрева и для фазового перехода более чем 95%, например 100%, от общего объема из высокотемпературной твердой фазы в низкотемпературную твердую фазу во время охлаждения. Подходящие продолжительности цикла зависят от размера и состава детали. Что касается предполагаемый областей применения способов и устройств, описанных в данном документе, длительность цикла, составляющая от 30 секунд (например, для небольших деталей из технически чистого Ti) до 120 минут (например, для больших и сложных деталей из Ti-6AI-4V), обеспечивает существенное уменьшение длительности цикла по сравнению с известными способами. Следовательно, для детали, имеющей один и тот же размер и один и тот же состав и уплотненной одной и той же степени уплотнения, способы и устройства, описанные в данном документе, позволяют уменьшать общую длительность цикла уплотнения по сравнению с процессами, которые не включают генерацию тепла вследствие эффекта Пельтье и его отвод с использованием самих частиц.
Из приведенного в данном документе раскрытия следует, что параметры могут быть выбраны таким образом, что переменный ток имеет периодический временной цикл. Однако переменный ток может быть и непериодическим в случае, когда выбраны разные значения длительности нагрева и длительности охлаждения. Разные длительности могут быть оправданы, например, если рост до значения выше температуры фазового перехода отличается в градусах от падения до значения ниже температуры фазового перехода. Кроме того, в зависимости от выбранных технологий нагрева и охлаждения, этап охлаждения может занять больше времени по сравнению с этапом нагрева (или наоборот), даже когда рост и падение температуры имеют одинаковую продолжительность. Один из возможных примеров, описанный более подробно ниже, включает преодоление джоулева нагрева при подаче электрического тока для создания охлаждающего эффекта Пельтье.
Для понимания того, как джоулев нагрев и эффект Пельтье позволяют ускорить циклическое выполнение фазовых переходов, в первую очередь учитывают, как могла бы работать система, основанная исключительно на нагреве и охлаждении от термоблоков. Все начинается при температуре фазового перехода и с металлического порошка в низкотемпературной фазе. Процесс продолжается нагреванием термоблоков до некоторой температуры, превышающей температуру фазового перехода. Нагрев занимает некоторое время по причине удельной теплоемкости термоблоков. После того как температура термоблока превысит температуру металлического порошка, тепло в дальнейшем протекает в металлический порошок за счет теплопроводности.
Первоначально температура металлического порошка остается той же самой, при этом все тепло используют для изменения фазы металлического порошка в месте контакта порошка и термоблока. По толщине порошка отсутствует какой-либо перепад температуры, так что во внутреннюю зону порошка не попадает какого-либо тепла. В действительности, после возникновения изменения фазы в месте контакта, температура увеличивается существенно выше температуры изменения фазы с обеспечением протекания тепла в следующий подслой от места контакта. Таким образом, это эффективно доводит температуру всего металлического порошка до температуры, существенно превышающей температуру фазового перехода, для осуществления изменения фазы через весь слой порошка. Для циклического изменения фазы обратно в низкотемпературную фазу понижают температуру термоблоков. В дальнейшем то же самое явление происходит в обратном порядке.
С помощью джоулева нагрева металлического порошка, этот порошок нагревается равномерно, а изменение фазы происходит эффективным образом в одно и то же время по всему слою порошка. Кроме того, металлический порошок не обязательно должен достигать температуры, которая существенно выше температуры перехода. При охлаждении до перехода в низкотемпературную фазу, преимущество является менее очевидным, поскольку при протекании электрического тока в металлическом порошке имеется тенденция к нагреву. Однако эффект Пельтье на одной из кромок начинает сразу отводить тепло без необходимости в уменьшении температуры термоблоков.
Температура термоблоков может поддерживаться на некотором значении, которое ниже температуры фазового перехода, а джоулев нагрев, охлаждение и нагрев, вызываемые эффектом Пельтье, могут быть использованы для увеличения скорости циклического изменения. В таком случае нагрев, вызываемый эффектом Пельтье в местах контакта, помогает металлическому порошку преодолеть низкую температуру в этих местах контакта. Кроме того, охлаждение, вызываемое эффектом Пельтье в местах контакта, способствует возврату низкой температуры металлического порошка в этих местах контакта. Температуры термоблоков могут быть циклически изменены с повышением значения и уменьшением значения для содействия в процессе. Однако обычно длительность циклического изменения температуры термоблоков чаще всего больше, чем для джоулева нагрева и эффекта Пельтье.
Соответственно, одно из устройств содержит первый электрод, имеющий первый коэффициент термоэдс, и второй электрод, имеющий второй коэффициент термоэдс, превышающий первый коэффициент термоэдс. Полость матрицы между первым электродом и вторым электродом позволяет электропроводящим частицам, при размещении в этой полости матрицы, контактировать с первым электродом и вторым электродом и обеспечивать проводящий канал между первым и вторым электродами. Источник питания переменного тока электрически соединен с первым электродом и вторым электродом.
Источник питания выполнен с возможностью выборочного изменения направления потока электрического тока для подачи электрического тока от второго электрода через частицы к первому электроду или для подачи электрического тока от первого электрода через частицы к второму электроду. Источник питания также выполнен с возможностью создания частоты тока и силы тока, достаточных для осуществления нагрева на основе эффекта Пельтье и охлаждения на основе эффекта Пельтье в зависимости от направления протекания электрического тока в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. Имеет ли частота тока достаточное значение, зависит от расстояния между первым и вторым электродами через частицы. Устройство содержит уплотняющий пресс, выполненный с возможностью обеспечения достаточного сжатия частиц, когда переменный электрический ток подают для уплотнения частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
В качестве примера второй коэффициент термоэдс может превышать первый коэффициент термоэдс на 5 мкВ/К или более при измерении при температуре 20°С. Первый электрод может быть выполнен или может быть по существу выполнен из молибдена или вольфрама в месте контакта между первым электродом и частицами. Второй электрод может быть выполнен или может быть по существу выполнен из палладия, графита или константана в месте контакта между вторым электродом и частицами. Весь первый электрод может состоять из молибдена или вольфрама, и/или весь второй электрод может состоять из палладия, графита или константана. Достаточная частота тока может быть согласована с расстоянием между электродами. Достаточная сила тока может составлять 1-15 Ампер/мм2 в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. Достаточное сжатие, прилагаемое первым электродом и/или вторым электродом к частицам, может составлять менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа).
Кроме того, настоящее изобретение включает варианты реализации согласно следующим пунктам:
Пункт 1. Способ, включающий:
размещение электропроводящих частиц, содержащих в основном титан между первым электродом и вторым электродом с обеспечением контакта частиц с электродами, при этом частицы обеспечивают проводящий канал между первым электродом и вторым электродом, первый электрод имеет первый коэффициент термоэдс, второй электрод имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс на 5 мкВ/К или более при температуре фазового перехода частиц между альфа-фазой и бета-фазой, а частицы имеют третий коэффициент термоэдс, отличающийся по меньшей мере на 20% от первого и второго коэффициентов термоэдс при температуре фазового перехода частиц между альфа-фазой и бета-фазой;
сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа) при нагреве этих частиц до более высокой температуры, превышающей на 1-10% температуру фазового перехода, причем нагрев включает подачу электрического тока от второго электрода через частицы к первому электроду, что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами; при этом в результате нагрева происходит фазовый переход частиц из альфа-фазы в бета-фазу;
после фазового перехода частиц с нагревом, сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа) при охлаждении частиц до более низкой температуры, которая ниже на 1-10% температуры фазового перехода, при этом охлаждение включает подачу электрического тока от первого электрода через частицы к второму электроду, что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами; при этом в результате охлаждения происходит фазовый переход частиц из бета-фазы в альфа-фазу; и
многократное циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением, что обеспечивает сверхпластичное формование частиц с получением цельной детали вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
Пункт 2. Способ по пункту 1, согласно которому нагрев дополнительно включает кондуктивный перенос тепла к частицам с помощью средств, отличных от средств на основе эффекта Пельтье.
Пункт 3. Способ по пункту 1, согласно которому электрический ток представляет собой переменный электрический ток, подаваемый с частотой, согласованной с расстоянием между электродами и силой тока 1-15 Ампер/мм2 в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами.
Пункт 4. Способ по пункту 1, согласно которому частицы заключены в общем объеме незавершенной детали, фазовый переход частиц из альфа-фазы в бета-фазу включает фазовый переход более 95% от общего объема, а фазовый переход частиц из бета-фазы в альфа-фазу включает фазовый переход более 95% от общего объема.
Пункт 5. Способ по пункту 1, согласно которому циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением повторяют 15-30 раз.
Изобретателями специально предусмотрено, чтобы различные варианты, описанные в данном документе для отдельных способов и устройств, не следует толковать в качестве ограничения за исключением случаев, в которых это вызывает противоречия. Признаки и преимущества отдельных способов, описанных в данном документе, также могут быть использованы в комбинации с устройствами и иными способами, описанными в данном документе, даже если это специальным образом нигде не указано. Аналогичным образом, признаки и преимущества отдельных устройств, описанных в данном документе, также могут быть использованы в комбинации со способами и иными устройствами, описанными в данном документе, даже если это специальным образом нигде не указано.
Варианты реализации были описаны в соответствии с положениями регламента на языке, являющимся в той или мной мере специфичным в отношении конструктивных и методологических признаков. Однако следует понимать, что варианты реализации не ограничены конкретными показанными и описанными признаками. Таким образом, варианты реализации заявлены в любой из своих форм или модификаций в пределах подходящего объема пунктов прилагаемой формулы изобретения с должной интерпретацией.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ НОМЕРОВ НА ЧЕРТЕЖАХ
10 порошок
20 боковые стенки
22 основание
25 термоэлементы
32 верхний электрод
34 нижний электрод
40 термоблок
45 соединительные провода
47 жилы
50 термоблок
55 соединительные провода
57 жилы
60 термоэлементы
65 давление
70 источник питания
80 щелевое отверстие
90 гибкая часть
100 устройство
«i» ток
«Н» тепло
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И АППАРАТ ДЛЯ ФОРМОВАНИЯ, И СООТВЕТСТВУЮЩАЯ ИМ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННАЯ ЗАГОТОВКА СО СРЕДОЙ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2009 |
|
RU2517425C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПЕЛЬТЬЕ НЕОДНОРОДНОЙ ЭЛЕКТРИЧЕСКОЙ ЦЕПИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2124734C1 |
| Способ диффузионного борирования изделий | 1989 |
|
SU1759953A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛООБМЕНА ТЕРМОЭЛЕКТРИЧЕСКИХ ДАТЧИКОВ | 1992 |
|
RU2011979C1 |
| ШУМОПОДАВЛЯЮЩИЙ ЭЛЕМЕНТ (ВАРИАНТЫ) И ЭЛЕКТРИЧЕСКАЯ СХЕМА С ЕГО ИСПОЛЬЗОВАНИЕМ (ВАРИАНТЫ) | 1991 |
|
RU2099882C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДАВЛЕНИЯ ГАЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2069329C1 |
| ТЕРМОЦИКЛЕР | 2011 |
|
RU2577282C2 |
| Способ определения температуры | 1990 |
|
SU1747945A1 |
| УЗЕЛ ЗАМКА ШАССИ, ТЕПЛОВОЙ ПРИВОД (ВАРИАНТЫ) И СПОСОБ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ МЕХАНИЗМА ЗАМКА ШАССИ | 2008 |
|
RU2491205C2 |
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |

Предложен способ сверхпластичного формования проводящих частиц, включающий первый электрод, имеющий первый коэффициент термоэдс, и второй электрод, имеющий второй коэффициент термоэдс, превышающий первый коэффициент термоэдс, при этом частицы между первым и вторым электродами имеют третий коэффициент термоэдс, значение которого находится между первым и вторым коэффициентами термоэдс. Тепло выделяется вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. Тепло отводят вследствие эффекта Пельтье в месте контакта между первым электродом и частицами и в месте контакта между вторым электродом и частицами. Частицы уплотняют вследствие фазовых переходов с нагревом и охлаждением между высокотемпературной твердой фазой и низкотемпературной твердой фазой при сжатии частиц. Также предложено устройство для сверхпластичного формования проводящих частиц, содержащее первый и второй электроды и источник питания переменного тока, электрически соединенный с первым и вторым электродами. 2 н. и 13 з.п. ф-лы, 4 ил.
1. Способ сверхпластичного формования проводящих частиц, включающий:
размещение электропроводящих частиц между первым электродом (32) и вторым электродом (34) с обеспечением контакта частиц с электродами, при этом частицы обеспечивают проводящий канал между первым электродом (32) и вторым электродом (34), первый электрод (32) имеет первый коэффициент термоэдс, второй электрод (34) имеет второй коэффициент термоэдс, превышающий первый коэффициент термоэдс, а частицы имеют третий коэффициент термоэдс, значение которого находится между первым и вторым коэффициентами термоэдс;
сжатие частиц при их нагреве до более высокой температуры, превышающей температуру фазового перехода с нагревом из низкотемпературной твердой фазы в высокотемпературную твердую фазу, при этом нагрев включает подачу электрического тока от второго электрода (34) через частицы к первому электроду (32), что обеспечивает выделение тепла вследствие эффекта Пельтье в месте контакта между первым электродом (32) и частицами и в месте контакта между вторым электродом (34) и частицами;
при этом в результате нагрева происходит фазовый переход частиц из низкотемпературной твердой фазы в высокотемпературную твердую фазу;
осуществление сжатия частиц после их фазового перехода с нагревом при охлаждении частиц до более низкой температуры, которая ниже температуры фазового перехода с охлаждением из высокотемпературной твердой фазы в низкотемпературную твердую фазу, при этом охлаждение включает подачу электрического тока от первого электрода (32) через частицы к второму электроду (34), что обеспечивает отвод тепла вследствие эффекта Пельтье в месте контакта между первым электродом (32) и частицами и в месте контакта между вторым электродом (34) и частицами;
при этом в результате охлаждения происходит фазовый переход частиц из высокотемпературной твердой фазы в низкотемпературную твердую фазу; и
уплотнение частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
2. Способ по п. 1, согласно которому
второй коэффициент термоэдс превышает первый коэффициент термоэдс на 5 мкВ/К или более при температурах фазовых переходов с нагревом и охлаждением, а
третий коэффициент термоэдс отличается по меньшей мере на 20% от первого и второго коэффициентов термоэдс при температурах фазовых переходов с нагревом и охлаждением.
3. Способ по любому из предыдущих пунктов, согласно которому
частицы в основном содержат титан,
низкотемпературная твердая фаза представляет собой альфа-фазу, а
высокотемпературная твердая фаза представляет собой бета-фазу.
4. Способ по любому из предыдущих пунктов, согласно которому сжатие частиц при их нагреве и сжатие частиц при их охлаждении включают сжатие частиц при давлении менее 7 тысяч фунтов на квадратный дюйм (48,26 МПа).
5. Способ по любому из предыдущих пунктов, согласно которому нагрев дополнительно включает кондуктивный перенос тепла к частицам с помощью средств, отличных от средств на основе эффекта Пельтье.
6. Способ по любому из предыдущих пунктов, согласно которому
температура фазового перехода с нагревом и температура фазового перехода с охлаждением имеют одинаковые значения,
нагрев включает нагрев частиц до температуры, превышающей температуру фазового перехода на 1-10%, а
охлаждение включает охлаждение частиц до температуры, которая ниже температуры фазового перехода на 1-10%.
7. Способ по любому из предыдущих пунктов, согласно которому электрический ток, подаваемый от второго электрода (34) через частицы к первому электроду (32), и электрический ток, подаваемый от первого электрода (32) через частицы ко второму электроду (34), представляет собой переменный электрический ток.
8. Способ по п. 7, согласно которому переменный электрический ток подают с частотой, согласованной с расстоянием между электродами и силой тока 1-15 Ампер/мм2 в месте контакта между первым электродом (32) и частицами и в месте контакта между вторым электродом (34) и частицами.
9. Способ по любому из предыдущих пунктов, согласно которому
частицы заключены в общем объеме незавершенной детали, фазовый переход частиц из низкотемпературной твердой фазы в высокотемпературную твердую фазу включает фазовый переход более 95% от общего объема, а
фазовый переход частиц из высокотемпературной твердой фазы в низкотемпературную твердую фазу включает фазовый переход более 95% от общего объема.
10. Способ по любому из предыдущих пунктов, согласно которому уплотнение частиц включает многократное циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением, что обеспечивает сверхпластичное формование частиц с получением цельной детали вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
11. Способ по п. 10, согласно которому циклическое выполнение фазового перехода с нагревом и фазового перехода с охлаждением повторяют более чем 10 раз.
12. Устройство для сверхпластичного формования проводящих частиц, содержащее:
первый электрод (32), имеющий первый коэффициент термоэдс, и второй электрод (34), имеющий второй коэффициент термоэдс, превышающий первый коэффициент термоэдс;
полость матрицы между первым электродом (32) и вторым электродом (34), выполненную таким образом, что электропроводящие частицы, размещенные в этой полости матрицы, контактируют с первым электродом (32) и вторым электродом (34) и обеспечивают проводящий канал между первым и вторым электродами;
источник (70) питания переменного тока, электрически соединенный с первым электродом (32) и вторым электродом (34) и выполненный с возможностью выборочного изменения направления протекания электрического тока для подачи электрического тока от второго электрода (34) через частицы к первому электроду (32) или от первого электрода (32) через частицы к второму электроду (34); при этом
источник (70) питания выполнен с возможностью создания частоты тока и силы тока, достаточных для осуществления нагрева на основе эффекта Пельтье и охлаждения на основе эффекта Пельтье в зависимости от направления протекания электрического тока в месте контакта между первым электродом (32) и частицами и в месте контакта между вторым электродом (34) и частицами, при этом достаточность частоты тока зависит от расстояния между первым и вторым электродами через частицы;
уплотняющий пресс, выполненный с возможностью обеспечения достаточного сжатия частиц при подаче переменного электрического тока для уплотнения частиц вследствие фазовых переходов с нагревом и охлаждением при сжатии частиц.
13. Устройство по п. 12, в котором второй коэффициент термоэдс превышает первый коэффициент термоэдс на 5 мкВ/К или более при измерении при температуре 20°C.
14. Устройство по любому из предыдущих пунктов, в котором
первый электрод (32) по существу состоит из молибдена или вольфрама в месте контакта между первым электродом (32) и частицами, и/или
второй электрод (34) по существу состоит из палладия, графита или константана в месте контакта между вторым электродом (34) и частицами.
15. Устройство по любому из предыдущих пунктов, в котором
достаточная частота тока согласована с расстоянием между электродами, достаточная сила тока составляет 1-15 Ампер/мм2 в месте контакта между первым электродом (32) и частицами и в месте контакта между вторым электродом (34) и частицами, а
достаточное сжатие, прикладываемое первым электродом и/или вторым электродом (34) к частицам, составляет менее чем 7 тысяч фунтов на квадратный дюйм (48,26 МПа).
| R.Orru et al | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| C.Schuh et al | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| WO 1997043120 A1, 20.11.1997 | |||
| И.Л.Рогельберг, В.М.Бейлин | |||
| Сплавы для термопар | |||
| Справочник, М., Металлургия, 1983, 181 с | |||
| В.В.Толмачев и др | |||
| Термодинамика и электродинамика сплошной среды | |||
| Изд-во МГУ, 1988, 232 с. | |||

