Ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с предварительной заявкой на выдачу патента США №62/131,312, поданной 11 марта 2015 года под названием "METHODS AND SYSTEMS FOR FILLING MUFFLERS WITH FIBROUS MATERIAL", описание которой ссылкой полностью включено в настоящий документ.
Область техники
Настоящее изобретение относится к способам и системам для заполнения глушителей волокнистым материалом.
Предшествующий уровень техники
Из уровня техники известно введение волокнистого материала (например, стекловолокна) в корпус глушителя для поглощения и ослабления звука, производимого глушителем во время работы.
Как отмечено в патенте США №7,975,382, описание которого ссылкой полностью включено в настоящий документ, множество типов глушителей выхлопа производят путем механического соединения нескольких деталей для формирования корпуса глушителя. Например, одним общеизвестным типом глушителя выхлопа является глушитель в виде свернутого листа с двумя крышками. Глушители этого типа изготавливают путем придания листу материала требуемой формы для образования тела глушителя и последующего присоединения концевых крышек к телу при помощи сварки или обжимки для образования корпуса глушителя. Другим общеизвестным типом глушителя выхлопа является глушитель в виде раковины моллюска, который изготавливают путем присоединения верхней секции к нижней секции при помощи сварки или обжимки. Как правило, глушители обоих типов разделяют на множество камер при помощи перегородок или стенок, при этом глушители этих типов содержат перфорированные впускные и выпускные трубы, проходящие внутри камер для впуска газов во внутреннее пространство глушителя и выпуска газов из него.
Непрерывные стекловолокна являются стандартным материалом для заполнения глушителей выхлопа. Волокнами обычно заполняют одну или несколько камер глушителя, при этом, как правило, помещенные вовнутрь глушителя волокна характеризуются высокообъемной или текстурированной формой. Из уровня техники известно расположение высокообъемных волокон в одном из компонентов корпуса глушителя перед сборкой корпуса глушителя. Кроме того, из уровня техники известно проталкивание высокообъемных волокон в собранный корпус глушителя либо через впускную, либо через выпускную трубу. Как правило, в случае введения высокообъемных волокон перед сборкой корпуса глушителя, предпочтительно предотвратить выход волокон за пределы внутренней полости глушители, а также их захват между компонентами корпуса глушителя. Захваченные волокна впоследствии оказывают отрицательное влияние на качество соединения между компонентами корпуса глушителя. Кроме того, при проталкивании высокообъемных волокон в полости собранного корпуса глушителя предпочтительно обеспечить в целом равномерную плотность заполнения и распределения высокообъемных волокон.
Следовательно, существует необходимость в создании улучшенных способов и систем для заполнения глушителя волокнистым материалом перед завершением сборки корпуса глушителя.
Краткое раскрытие
Настоящее изобретение относится к улучшенным способам и системам для заполнения глушителей волокнистым материалом.
Согласно иллюстративному варианту осуществления предлагается способ заполнения глушителя волокнистым материалом. Глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия. Корпус глушителя содержит первый корпусный элемент и второй корпусный элемент. При этом указанный способ предусматривает: расположение первого корпусного элемента относительно второго корпусного элемента таким образом, чтобы сформировать открытую часть и закрытую часть, при этом открытая часть ограничивает промежуток, достаточный для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части; удерживание первого корпусного элемента и второго корпусного элемента соединенными друг с другом, чтобы сохранить открытую часть и закрытую часть; вставку наполнительной головки в корпус глушителя через открытую часть; введение волокнистого материала в корпус глушителя через наполнительную головку; удаление наполнительной головки из корпуса глушителя через открытую часть; разъединение первого корпусного элемента и второго корпусного элемента; расположение первого корпусного элемента относительно второго корпусного элемента таким образом, чтобы устранить открытую часть; и прикрепление первого корпусного элемента ко второму корпусному элементу.
Согласно иллюстративному варианту осуществления удерживание первого корпусного элемента и второго корпусного элемента соединенными друг с другом предусматривает использование по меньшей мере одного фиксатора, который удерживает первый корпусный элемент и второй корпусный элемент соединенными друг с другом.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: откачивание воздуха из корпуса глушителя во время введения волокнистого материала в корпус глушителя. Согласно иллюстративному варианту осуществления воздух откачивают из корпуса глушителя через по меньшей мере одно из впускного отверстия и выпускного отверстия.
Согласно иллюстративному варианту осуществления наполнительная головка содержит выпускное отверстие, которое сформовано для направления волокнистого материала вдоль оси заполнения, при этом ось заполнения отличается от (т.е. не параллельна) центральной оси наполнительной головки. Согласно иллюстративному варианту осуществления ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 0 градусов до 90 градусов. Согласно иллюстративному варианту осуществления ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 10 градусов до 55 градусов.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: расположение выпускного отверстия в требуемой области заполнения внутри корпуса глушителя перед введением волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: расположение выпускного отверстия в первой области заполнения внутри корпуса глушителя и введение первого количества волокнистого материала в корпус глушителя; и расположение выпускного отверстия во второй области заполнения внутри корпуса глушителя и введение второго количества волокнистого материала в корпус глушителя. Согласно иллюстративному варианту осуществления первое количество и второе количество являются одинаковыми.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: поворачивание наполнительной головки таким образом, чтобы направить выпускное отверстие в требуемом направлении заполнения перед введением волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: перемещение наполнительной головки во время введения волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: поворачивание наполнительной головки во время введения волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления труба проходит между впускным отверстием и выпускным отверстием, при этом, по меньшей мере, часть трубы внутри корпуса глушителя является перфорированной.
Согласно иллюстративному варианту осуществления глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя. Согласно иллюстративному варианту впускное отверстие связано с первой камерой и выпускное отверстие связано со второй камерой. Согласно иллюстративному варианту осуществления, по меньшей мере, часть перегородки является перфорированной.
Согласно иллюстративному варианту осуществления первая труба связана с впускным отверстием и сообщается с первой камерой, при этом вторая труба связана с выпускным отверстием и сообщается со второй камерой. Согласно иллюстративному варианту осуществления, по меньшей мере, часть первой трубы внутри корпуса глушителя является перфорированной. Согласно иллюстративному варианту осуществления, по меньшей мере, часть второй трубы внутри корпуса глушителя является перфорированной.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: установку первого фиксатора в первой области закрытой части; и установку второго фиксатора во второй области закрытой части.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: вставку первой наполнительной головки в корпус глушителя через первую область открытой части; и вставку второй наполнительной головки в корпус глушителя через вторую область открытой части. Согласно иллюстративному варианту осуществления глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя, при этом выпускное отверстие первой наполнительной головки располагают в первой камере, и выпускное отверстие второй наполнительной головки располагают во второй камере. Согласно иллюстративному варианту осуществления волокнистый материал вводят в корпус глушителя одновременно через первую наполнительную головку и вторую наполнительную головку.
Согласно иллюстративному варианту осуществления устранение открытой части (т.е. закрытие промежутка g) происходит со скоростью не более 10 мм/сек.
Согласно иллюстративному варианту осуществления размер промежутка находится в диапазоне от 5 мм до 20 мм.
Согласно иллюстративному варианту осуществления волокнистый материал представляет собой стекловолокно. Согласно иллюстративному варианту осуществления стекловолокно является текстурированным. Согласно иллюстративному варианту осуществления стекловолокно включает в себя одно из элементарных нитей из Е-стекла и элементарных нитей из S-стекла.
Согласно иллюстративному варианту осуществления предлагается система для заполнения глушителя волокнистым материалом. Глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия. Корпус глушителя содержит первый корпусный элемент и второй корпусный элемент. При этом указанная система содержит: средства (например, робот или машина) для расположения первого корпусного элемента относительно второго корпусного элемента таким образом, чтобы сформировать открытую часть и закрытую часть, при этом открытая часть ограничивает промежуток, достаточный для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части; средства (например, робот или машина) для удерживания первого корпусного элемента и второго корпусного элемента соединенными друг с другом, чтобы сохранить открытую часть и закрытую часть; средства (например, робот или машина) для вставки наполнительной головки в корпус глушителя через открытую часть и удаления наполнительной головки из корпуса глушителя через открытую часть; средства (например, робот или машина) для введения волокнистого материала в корпус глушителя через наполнительную головку; средства (например, робот или машина) для разъединения первого корпусного элемента и второго корпусного элемента; средства (например, робот или машина) для расположения первого корпусного элемента относительно второго корпусного элемента таким образом, чтобы устранить открытую часть; и средства (например, робот или машина) для прикрепления первого корпусного элемента ко второму корпусному элементу.
Согласно иллюстративному варианту осуществления два или более из вышеупомянутых средств интегрированы в одно средство (например, один робот или одну машину).
Согласно иллюстративному варианту осуществления система автоматически выполняет большую часть операций. Согласно иллюстративному варианту осуществления система автоматически выполняет все операции.
Согласно иллюстративному варианту осуществления одним или несколькими из вышеупомянутых средств является оператор, вручную выполняющий операцию или ее часть.
Согласно иллюстративному варианту осуществления предлагается способ заполнения глушителя волокнистым материалом. Глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия. Корпус глушителя содержит первый корпусный элемент и второй корпусный элемент. При этом указанный способ предусматривает: прикрепление первого корпусного элемента и второго корпусного элемента друг к другу таким образом, чтобы ограничить открытую часть и закрытую часть, при этом открытая часть ограничивает отверстие, достаточное для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части; вставку наполнительной головки в корпус глушителя через открытую часть; введение волокнистого материала в корпус глушителя через наполнительную головку; удаление наполнительной головки из корпуса глушителя через открытую часть; и закрытие открытой части.
Согласно иллюстративному варианту осуществления несколько открытых частей ограничивают путем прикрепления первого корпусного элемент и второго корпусного элемента друг к другу.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: откачивание воздуха из корпуса глушителя во время введения волокнистого материала в корпус глушителя. Согласно иллюстративному варианту осуществления воздух откачивают из корпуса глушителя через по меньшей мере одно из впускного отверстия и выпускного отверстия.
Согласно иллюстративному варианту осуществления наполнительная головка содержит выпускное отверстие, которое сформовано для направления волокнистого материала вдоль оси заполнения, при этом ось заполнения отличается от (т.е. не параллельна) центральной оси наполнительной головки. Согласно иллюстративному варианту осуществления ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 0 градусов до 90 градусов. Согласно иллюстративному варианту осуществления ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 10 градусов до 55 градусов.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: расположение выпускного отверстия в требуемой области заполнения внутри корпуса глушителя перед введением волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: расположение выпускного отверстия в первой области заполнения внутри корпуса глушителя и введение первого количества волокнистого материала в корпус глушителя; и расположение выпускного отверстия во второй области заполнения внутри корпуса глушителя и введение второго количества волокнистого материала в корпус глушителя. Согласно иллюстративному варианту осуществления первое количество и второе количество являются одинаковыми.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: поворачивание наполнительной головки таким образом, чтобы направить выпускное отверстие в требуемом направлении заполнения перед введением волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: перемещение наполнительной головки во время введения волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: поворачивание наполнительной головки во время введения волокнистого материала в корпус глушителя.
Согласно иллюстративному варианту осуществления труба проходит между впускным отверстием и выпускным отверстием, при этом, по меньшей мере, часть трубы внутри корпуса глушителя является перфорированной.
Согласно иллюстративному варианту осуществления глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя. Согласно иллюстративному варианту впускное отверстие связано с первой камерой и выпускное отверстие связано со второй камерой. Согласно иллюстративному варианту осуществления, по меньшей мере, часть перегородки является перфорированной.
Согласно иллюстративному варианту осуществления первая труба связана с впускным отверстием и сообщается с первой камерой, при этом вторая труба связана с выпускным отверстием и сообщается со второй камерой. Согласно иллюстративному варианту осуществления, по меньшей мере, часть первой трубы внутри корпуса глушителя является перфорированной. Согласно иллюстративному варианту осуществления, по меньшей мере, часть второй трубы внутри корпуса глушителя является перфорированной.
Согласно иллюстративному варианту осуществления способ дополнительно предусматривает: вставку первой наполнительной головки в первую область корпуса глушителя через первую открытую часть; и вставку второй наполнительной головки во вторую область корпуса глушителя через вторую открытую часть. Согласно иллюстративному варианту осуществления глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя, при этом выпускное отверстие первой наполнительной головки располагают в первой камере, и выпускное отверстие второй наполнительной головки располагают во второй камере. Согласно иллюстративному варианту осуществления волокнистый материал вводят в корпус глушителя одновременно через первую наполнительную головку и вторую наполнительную головку.
Согласно иллюстративному варианту осуществления закрытие открытой части предусматривает деформирование открытой части. Согласно иллюстративному варианту осуществления закрытие открытой части предусматривает по меньшей мере одно из вставки заглушки в открытую часть и закрытия крышкой открытой части.
Согласно иллюстративному варианту осуществления высота отверстия находится в диапазоне от 5 мм до 20 мм; и ширина отверстия находится в диапазоне от 5 мм до 20 мм.
Согласно иллюстративному варианту осуществления волокнистый материал представляет собой стекловолокно. Согласно иллюстративному варианту осуществления стекловолокно является текстурированным. Согласно иллюстративному варианту осуществления стекловолокно включает в себя одно из элементарных нитей из Е-стекла и элементарных нитей из S-стекла.
Согласно иллюстративному варианту осуществления предлагается система для заполнения глушителя волокнистым материалом. Глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия. Корпус глушителя содержит первый корпусный элемент и второй корпусный элемент. При этом указанная система содержит: средства (например, робот или машина) для прикрепления первого корпусного элемента и второго корпусного элемента друг к другу таким образом, чтобы ограничить открытую часть и закрытую часть, при этом открытая часть ограничивает отверстие, достаточное для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части; средства (например, робот или машина) для вставки наполнительной головки в корпус глушителя через открытую часть; средства (например, робот или машина) для введения волокнистого материала в корпус глушителя через наполнительную головку; средства (например, робот или машина) для удаления наполнительной головки из корпуса глушителя через открытую часть; и средства (например, робот или машина) для закрытия открытой части.
Согласно иллюстративному варианту осуществления два или более из вышеупомянутых средств интегрированы в одно средство (например, один робот или одну машину).
Согласно иллюстративному варианту осуществления система автоматически выполняет большую часть операций. Согласно иллюстративному варианту осуществления система автоматически выполняет все операции.
Согласно иллюстративному варианту осуществления одним или несколькими из вышеупомянутых средств является оператор, вручную выполняющий операцию или ее часть.
Многочисленные другие аспекты, преимущества и(или) признаки настоящего изобретения станут более очевидными из приведенного ниже подробного раскрытия иллюстративных вариантов осуществления, формулы изобретения и прилагаемых фигур.
Краткое описание фигур
Далее будет приведено иллюстративное подробное раскрытие настоящего изобретения, а также его вариантов осуществления и преимуществ, выполненное со ссылками на прилагаемые фигуры, где:
на фиг. 1 представлено схематическое изображение глушителя в сборе для описания способа заполнения в соответствии с иллюстративным вариантом осуществления;
на фиг. 2 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 3 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 4 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 5 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 6 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 7 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 8 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 9 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 10 представлен схематический разрез глушителя в сборе в соответствии с иллюстративным вариантом осуществления для описания операции заполнения;
на фиг. 11 представлено поперечное сечение границы соприкосновения корпусных элементов глушителя в сборе в соответствии с иллюстративным вариантом осуществления.
Подробное раскрытие
Хотя настоящее изобретение может быть осуществлено во многих различных формах, на фигурах представлены и далее будут подробно описаны конкретные варианты осуществления настоящего изобретения, при этом следует понимать, что настоящее описание следует рассматривать в качестве иллюстрации принципов настоящего изобретения. Таким образом, настоящее изобретение не должно ограничиваться конкретными вариантами осуществления, описанными в настоящем документе.
Рассмотрим прилагаемые фигуры, в частности, обратимся к фиг. 1, на которой представлено схематическое изображение, служащее для иллюстрации различных аспектов настоящего изобретения. На фиг. 1 представлен глушитель 100 в сборе, содержащий корпус 102 глушителя. Корпус 102 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена некоторая полость. Корпус 102 глушителя содержит впускное отверстие 104 и выпускное отверстие (не показано). Впускное отверстие 104 и выпускное отверстие сообщаются с полостью корпуса 102 глушителя. Таким образом, выхлопные газы могут поступать в полость через впускное отверстие 104 и выходить из полости через выпускное отверстие.
Согласно некоторым вариантам осуществления труба (не показана) проходит между впускным отверстием 104 и выпускным отверстием. Как правило, по меньшей мере, часть трубы является перфорированной, чтобы обеспечить поступление газов из трубы в полость. Поскольку, по меньшей мере, часть полости заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при прохождении выхлопных газов через глушитель 100 в сборе.
Согласно некоторым вариантам осуществления корпус 102 глушителя содержит одну или несколько внутренних перегородок, стенок или аналогичных конструкций, которые разделяют полость на две или более отдельных камер. Как правило, внутренние перегородки будут ограничивать пространство, в котором расположен волокнистый материал. Согласно некоторым вариантам осуществления полость разделена на две камеры. Согласно некоторым вариантам осуществления полость разделена на более чем две камеры.
Согласно некоторым вариантам осуществления впускное отверстие 104 связано с первой камерой или другим образом сообщается с ней, при этом выпускное отверстие связано со второй камерой или другим образом сообщается с ней. Согласно некоторым вариантам осуществления глушитель 100 в сборе может содержать несколько впускных отверстий и(или) несколько выпускных отверстий. Согласно некоторым вариантам осуществления глушитель 100 в сборе может содержать отверстие, которое не является ни впускным отверстием, ни выпускным отверстием, при этом оно имеет некоторую другую функцию (например, откачивание воздуха из корпуса 102 глушителя во время введения волокнистого материала в корпус 102 глушителя).
Согласно некоторым вариантам осуществления первая труба связана с впускным отверстием 104 и проходит в первую камеру, при этом вторая труба связана с выпускным отверстием и проходит во вторую камеру. Согласно некоторым вариантам осуществления, по меньшей мере, часть первой трубы в первой камере является перфорированной. Согласно некоторым вариантам осуществления, по меньшей мере, часть второй трубы во второй камере является перфорированной. Специалисту в данной области техники будет понятно, что дополнительные трубы могут входить в состав глушителя 100 в сборе. Например, глушитель в сборе может содержать многочисленные впускные и выпускные трубы или сочетание впускных и выпускных труб в зависимости от конструкции глушителя.
Согласно некоторым вариантам осуществления труба будет проходить через множество камер, находящихся в полости корпуса 102 глушителя. В этом случае внутренние перегородки, ограничивающие камеры, будут характеризоваться наличием соответствующих отверстий, через которые может пройти труба. Согласно некоторым вариантам осуществления труба, проходящая через множество камер, будет характеризоваться наличием первой перфорированной части, соответствующей одной камере, и второй перфорированной части, соответствующей другой камере.
Согласно некоторым вариантам осуществления глушитель 100 в сборе представляет собой глушитель в виде раковины моллюска, который содержит первый корпусный элемент 106 (например, верхнюю часть корпуса) и второй корпусный элемент 108 (например, нижнюю часть корпуса), которые совместно образуют корпус 102 глушителя.
Далее со ссылкой на фиг. 1 будет описан способ заполнения глушителя 100 в сборе (который является глушителем в виде раковины моллюска) волокнистым материалом. Согласно настоящему изобретению волокнистый материал вводят в корпус глушителя перед окончательным скреплением глушителя 100 в сборе (т.е. перед прикреплением первого корпусного элемента 106 ко второму корпусному элементу 108, например, при помощи сварки, обжимки или другого подходящего процесса).
Перед введением волокнистого материала в корпус 102 глушителя первый корпусный элемент 106 располагают относительно второго корпусного элемента 108 таким образом, чтобы образовать открытую часть 110 и закрытую часть 112. Открытая часть 110 ограничивает промежуток g достаточного размера, чтобы наполнительная головка 116 могла располагаться между первым корпусным элементом 106 и вторым корпусным элементом 108. Иначе говоря, открытая часть 110 является частью периферии корпуса 102 глушителя, где корпусные элементы 106, 108 разнесены настолько, что наполнительная головка 116 может пройти между корпусными элементами 106, 108 и попасть в полость корпуса 102 глушителя. Напротив, закрытая часть 112 является частью периферии корпуса 102 глушителя, где корпусные элементы 106, 108 расположены таким образом, что наполнительная головка 116 не может пройти между корпусными элементами 106, 108 и попасть в полость корпуса 102 глушителя. Общая протяженность открытой части 110 и закрытой части 112 приблизительно равна периметру корпуса 102 глушителя.
Согласно настоящему изобретению размер промежутка g может быть увеличен или уменьшен, чтобы учесть размеры/конфигурации различных наполнительных головок. В целом, промежуток g обычно поддерживают небольшим или минимальным, чтобы облегчить удерживание волокнистого материала внутри полости корпуса 102 глушителя во время заполнения. Согласно некоторым вариантам осуществления размер промежутка g, ограничивающий открытую часть 110, находится в диапазоне от 5 мм до 20 мм. Согласно некоторым вариантам осуществления размер промежутка g, ограничивающий открытую часть 110, находится в диапазоне от 12 мм до 14 мм.
После того как первый корпусный элемент 106 расположили относительно второго корпусного элемента 108, как описано выше, удерживающий элемент 120 (например, струбцину, фиксатор, крепежную скобу) приводят во взаимодействие с корпусом 102 глушителя, чтобы зафиксировать ориентацию и положение первого корпусного элемента 106 и второго корпусного элемента 108 относительно друг друга. Таким образом, открытая часть 110 и закрытая часть 112 по существу сохраняются во время последующего технологического процесса (например, введения волокнистого материала в полость). Специалисту в данной области техники будет понятно, что в объем настоящего изобретения попадают любые средства и соответствующие структуры (включая вышеупомянутый удерживающий элемент), подходящие для сохранения открытой и закрытой частей 110, 112. Согласно некоторым вариантам осуществления удерживающий элемент 120 включает в себя один или несколько фиксаторов (например, С-образных фиксаторов).
Как правило, удерживающий элемент 120 будет располагаться по существу перпендикулярно по меньшей мере одной перегородке корпуса 102 глушителя (см. например, фиг. 2-5, 7-8 и 10). Согласно некоторым вариантам осуществления удерживающий элемент 120 расположен по существу перпендикулярно всем перегородкам корпуса 102 глушителя. Согласно некоторым вариантам осуществления угол между удерживающим элементом 120 и по меньшей мере одной перегородкой корпуса 102 глушителя находится в диапазоне от 80 до 100 градусов (см, например, фиг. 6). Согласно некоторым вариантам осуществления угол между удерживающим элементом 120 и каждой перегородкой корпуса 102 глушителя находится в диапазоне от 80 до 100 градусов. Согласно некоторым вариантам осуществления угол между удерживающим элементом 120 и по меньшей мере одной перегородкой корпуса 102 глушителя составляет более 45 градусов. Согласно некоторым вариантам осуществления угол между удерживающим элементом 120 и каждой перегородкой корпуса 102 глушителя составляет более 45 градусов. Согласно некоторым вариантам осуществления удерживающий элемент 120 расположен не параллельно по меньшей мере одной перегородке корпуса 102 глушителя. Согласно некоторым вариантам осуществления удерживающий элемент 120 расположен не параллельно каждой перегородке корпуса 102 глушителя.
Согласно некоторым вариантам осуществления начальное расположение корпусных элементов 106, 108 и(или) изменение расположения корпусных элементов 106, 108 могут происходить после фиксации корпусных элементов 106, 108 относительно друг друга.
Согласно некоторым вариантам осуществления способ предусматривает использование нескольких удерживающих элементов. Например, согласно некоторым вариантам осуществления первый удерживающий элемент устанавливают в первой области закрытой части 112, а второй удерживающий элемент устанавливают во второй области закрытой части 112. Учитывая, что глушители характеризуются различными формами и размерами, настоящим изобретением предусматривается использование различных типов и различного количества удерживающих элементов в степени, необходимой для сохранения открытой и закрытой частей 110, 112.
Когда корпусные элементы 106, 108 надлежащим образом расположены и зафиксированы, наполнительную головку 116 вставляют в полость корпуса 102 глушителя через открытую часть 110.
Наполнительная головка 116 представляет собой любую структуру, пригодную для перемещения волокнистого материала из источника волокнистого материала в предполагаемое место внутри корпуса 102 глушителя. Согласно некоторым вариантам осуществления наполнительная головка 116 представляет собой трубчатый элемент, характеризующийся изогнутым, скошенным или иным образом сконфигурированным выпускным отверстием 118, которое направляет волокнистый материал, выходящий из наполнительной головки 116. Стрелка, изображенная на фиг. 1 возле выпускного отверстия 118, служит для указания направления перемещения волокнистого материала вовнутрь корпуса 102 глушителя. Выпускное отверстие 118 направляет волокнистый материал вдоль оси 124 заполнения, при этом ось 124 заполнения обычно отличается от (т.е. не является параллельной) центральной оси 126 наполнительной головки 116.
Ось 124 заполнения проходит под углом θ относительно центральной оси 126 наполнительной головки 116. При этом может быть использован любой угол θ, пригодный для введения волокнистого материала в корпус 102 глушителя. Согласно некоторым вариантам осуществления угол θ находится в диапазоне от 0 до 90 градусов. Согласно некоторым вариантам осуществления угол θ находится в диапазоне от 10 до 55 градусов. Согласно некоторым вариантам осуществления угол θ находится в диапазоне от 20 до 45 градусов. Согласно некоторым вариантам осуществления угол θ приблизительно составляет 20 градусов. Согласно некоторым вариантам осуществления угол θ приблизительно составляет 45 градусов.
Согласно некоторым вариантам осуществления наполнительная головка является частью текстурирующего устройства (например, пистолета), которое увеличивает объем волокнистого материала, такого как непрерывная нить стекловолокна, для подачи материала из выпускного отверстия 118 наполнительной головки 116.
Наполнительная головка 116 расположена таким образом, чтобы выпускное отверстие 118 находилось в границах требуемой области заполнения внутри корпуса 102 глушителя.
Согласно некоторым вариантам осуществления перемещение наполнительной головки 116 ограничено одной осью (например, горизонтальным перемещением вдоль оси x). Согласно некоторым вариантам осуществления наполнительная головка 116 выполнена с возможностью перемещения вдоль двух осей (например, горизонтального перемещения вдоль оси х и вертикального перемещения вдоль оси у). Согласно некоторым вариантам осуществления наполнительная головка 116 выполнена с возможностью перемещения вдоль нескольких осей (например, осей x, у и z).
Согласно некоторым вариантам осуществления наполнительная головка 116 выполнен с возможностью поворота вокруг своей центральной оси 126. Таким образом, положение оси 124 заполнения может варьировать в диапазоне 360 градусов относительно центральной оси 126.
Согласно некоторым вариантам осуществления наполнительная головка 116 является неподвижной, и частично готовый глушитель 100 в сборе, как описано выше, перемещают в направлении наполнительной головки 116.
Согласно некоторым вариантам осуществления наполнительную головку 116 вручную размещают внутри корпуса 102 глушителя.
Согласно некоторым вариантам осуществления более точного и(или) системного расположения наполнительной головки 116 достигают путем автоматизации вставки наполнительной головки 116 в корпус 102 глушителя через открытую часть 110. Например, наполнительная головка 116 может быть присоединена к руке/запястью робота, линейному приводу или другому устройству, способному выполнять точные перемещения. Таким образом, стадия вставки наполнительной головки 116 в корпус 102 глушителя может быть автоматизирована. Стоит отметить, что все или некоторые другие стадии способа также могут быть автоматизированы. Следовательно, настоящее изобретение не только предоставляет способы, обеспечивающие лучший контроль над доставкой волокнистого материала в глушитель, но также может фактически увеличить эффективность всего производственного процесса (например, повысить производительность).
После того как наполнительная головка 116 расположена таким образом, что выпускное отверстие 118 находится в границах требуемой области заполнения внутри корпуса 102 глушителя, и повернута таким образом, что выпускное отверстие 118 характеризуется требуемой осью 124 заполнения, волокнистый материал вводят в полость корпуса глушителя или некоторую ее часть (например, конкретную камеру) через наполнительную головку 116. Волокнистый материал вводят в полость или ее часть таким образом, чтобы обеспечить введение требуемого количества волокнистого материала. Согласно некоторым вариантам осуществления требуемое количество волокнистого материала составляет от 50 г до 5 кг.
Волокнистый материал может быть любым материалом, способным поглощать и ослаблять звуки, производимые выхлопными газами, например, газами из двигателя внутреннего сгорания. Согласно некоторым вариантам осуществления волокнистый материал представляет собой стекловолокно. Согласно некоторым вариантам осуществления стекловолокно включает в себя одно из элементарных нитей из Е-стекла и элементарных нитей из S-стекла. Согласно некоторым вариантам осуществления волокнистый материал представляет собой непрерывную нить из стекловолокна, которая была текстурирована, как известно в данной области техники. В целом, волокнистый материал будет характеризоваться конкретной плотностью (например, от 50 г/л до 200 г/л).
Согласно некоторым вариантам осуществления одну наполнительную головку 116 используют для введения волокнистого материала в полость корпуса 102 глушителя. Согласно некоторым вариантам осуществления наполнительная головка 116 вводит волокнистый материал вовнутрь полости в одной области. Согласно некоторым вариантам осуществления наполнительная головка 116 вводит первое количество волокнистого материала в первой области внутри корпуса 102 глушителя, а затем перемещается во вторую область внутри корпуса 102 глушителя, после чего наполнительная головка 116 вводит второе количество волокнистого материала. Первое вводимое количество волокнистого материала и второе вводимое количество волокнистого материала могут равняться друг другу. При необходимости изменение положения наполнительной головки 116 может происходить в любое необходимое время для обеспечения требуемого заполнения глушителя 100 в сборе.
Согласно некоторым вариантам осуществления наполнительная головка 116 вводит первое количество волокнистого материала вдоль первой оси 124 наполнения в первой области внутри корпуса 102 глушителя, а затем поворачивается для совмещения со второй осью 124 заполнения в первой области, после чего наполнительная головка 116 вводит второе количество волокнистого материала. Первое вводимое количество волокнистого материала и второе вводимое количество волокнистого материала могут равняться друг другу. При необходимости поворот наполнительной головки 116 в одной области может происходить в любое необходимое количество раз для обеспечения требуемого заполнения глушителя 100 в сборе.
Согласно некоторым вариантам осуществления наполнительную головку 116 поворачивают при введении некоторого количества волокнистого материала внутри корпуса 102 глушителя.
Согласно некоторым вариантам осуществления две или более наполнительных головок 116 используют для введения волокнистого материала в полость корпуса 102 глушителя. Вместо или дополнительно к размещению в различных областях, наполнительные головки 116 могут иметь различные оси 124 заполнения. Таким образом, способ может предоставить больший контроль над введением волокнистого материала в полость, не требуя при этом столь большого (или вообще какого-либо) количества перемещения наполнительных головок 116 во внутренней полости, что может привести к более равномерному и(или) более эффективному распределению волокнистого материала внутри глушителя 100 в сборе. Согласно некоторым вариантам осуществления волокнистый материал может быть одновременно введен в две различные части одной камеры, что приводит к более эффективному заполнению глушителя 100 в сборе. Согласно некоторым вариантам осуществления волокнистый материал может быть одновременно введен в две различные камеры, что приводит к более эффективному заполнению глушителя 100 в сборе.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает откачивание воздуха из корпуса 102 глушителя во время стадии заполнения, чтобы содействовать введению волокнистого материала в полость и(или) распределению волокнистого материала внутри полости или ее части. Таким образом, средство для удаления воздуха из полости корпуса 102 глушителя (например, аспирационное устройство) может быть связано с частично собранным глушителем 100 в сборе, как описано выше. Согласно некоторым вариантам осуществления средство для удаления воздуха связано с впускным отверстием 104 корпуса 102 глушителя. Согласно некоторым вариантам осуществления средство для удаления воздуха связано с выпускным отверстием корпуса 102 глушителя.
После завершения введения волокнистого материала в полость корпуса 102 глушителя, т.е. после обеспечения требуемого заполнения, все наполнительные головки 116 удаляют из корпуса 102 глушителя через открытую часть 110. После этого удерживающий элемент 120 удаляют или другим образом выводят из зацепления с корпусными элементами, чтобы корпусные элементы 106, 108 могли более свободно перемещаться относительно друг друга. Затем первый корпусный элемент 106 и второй корпусный элемент 108 располагают так относительно друг друга, чтобы устранить наличие открытой части 110. В результате этого вся периферия корпуса 102 глушителя становится закрытой частью 112.
Согласно некоторым вариантам осуществления расположение первого корпусного элемента 106 и второго корпусного элемента 108 относительно друг друга для устранения наличия открытой части 110 происходит с контролируемой скоростью, чтобы предотвратить или иным образом уменьшить разрушение или перемещение волокнистого материала внутри корпуса 102 глушителя во время операции закрытия. Иначе говоря, закрытие корпусных элементов 106, 108 происходит с относительно низкой скоростью. Например, согласно некоторым вариантам осуществления корпусные элементы 106, 108 закрывают (т.е. промежуток g уменьшается) со скоростью не более 5-10 мм/сек.
Специалисту в данной области техники будет понятно, что системы могут характеризоваться другой структурой для осуществления различных других аспектов способов, раскрытых в настоящем документе. Например, описанные выше средства могут включать в себя аспирационное устройство, источник вакуума или аналогичные устройства для удаления воздуха из полости корпуса 102 глушителя во время операции заполнения.
Например, согласно некоторым вариантам осуществления вакуум (т.е. отрицательное давление) внутри корпуса 102 глушителя поддерживают при удалении головки(ок) и закрытии корпусных элементов 106, 108. Это также служит для предотвращения или иным образом уменьшения разрушения или перемещения волокнистого материала внутри корпуса 102 глушителя (например, во время операции закрытия).
Затем глушителю 100 в сборе придают готовую форму путем прикрепления первого корпусного элемента 106 ко второму корпусному элементу 108. Корпусные элементы 106, 108 могут быть прикреплены друг к другу при помощи любых подходящих средств. Согласно некоторым вариантам осуществления корпусные элементы 106, 108 прикреплены друг к другу при помощи сварки. Согласно некоторым вариантам осуществления корпусные элементы 106, 108 прикреплены друг к другу при помощи обжимки.
Согласно некоторым вариантам осуществления корпусные элементы 106, 108 могут быть непрочно прикреплены друг к другу сразу после закрытия корпусных элементов 106, 108. Например, может быть необходимо переместить закрытый глушитель в сборе (т.е. корпусные элементы 106, 108 просто закрыты, но не скреплены друг с другом) в другую область для окончательного скрепления (например, при помощи сварки или обжимки). Таким образом, согласно некоторым вариантам осуществления закрывающий элемент используют для временного поддержания корпусных элементов 106, 108 в закрытом состоянии. Закрывающий элемент может быть любым подходящим механизмом для поддержания корпусных элементов 106, 108 в закрытом положении. Согласно некоторым вариантам осуществления закрывающий элемент включает в себя одно или несколько из упругого элемента (например, резиновой полосы), адгезивного элемента (например, клейкой ленты), фиксатора и аналогичных элементов. Согласно некоторым вариантам осуществления закрывающий элемент удаляют после окончательного скрепления корпусных элементов 106, 108. Согласно некоторым вариантам осуществления закрывающий элемент не удаляют после окончательного скрепления корпусных элементов 106, 108. Согласно некоторым вариантам осуществления удерживающий элемент может быть использован в качестве закрывающего элемента или, по меньшей мере, его части. Закрывающий элемент служит для предотвращения случайного разъединения (т.е. раскрытия) корпусных элементов 106, 108 перед окончательным скреплением корпусных элементов 106, 108.
Вышеупомянутые способы заполнения могут быть легко автоматизированы. В частности, для конкретного типа глушителя (с известными размерами/геометрией), удерживаемого в заданной ориентации, можно указать требуемую область заполнения для каждой наполнительной головки 116 относительно корпуса глушителя путем задания движений (например, направления, расстояния) наполнительных головок 116. Например, требуемая область заполнения может быть представлена как +25 единиц вдоль оси x, -15 единиц вдоль оси у и поворот +20 градусов, при этом все измерения произведены от положения по умолчанию (например, 0, 0, 0) наполнительных головок 116. Если для заполнения различных областей глушителя используют одну наполнительную головку 116, то к вышеупомянутому представлению может быть добавлена временная компонента для указания того, как долго следует осуществлять начальную операцию заполнения перед перемещением наполнительной головки 116 в следующую требуемую область. Следовательно, представление (+25, -15, +20, 60) будет вызывать указанное выше перемещение наполнительной головки 116 с последующим осуществлением операции заполнения в течение 60 секунд перед перемещением в следующую область, если такое перемещение необходимо. Исходной точкой для последующих областей может служить предыдущая область, а исходное положение по умолчанию. В случае наличия нескольких наполнительных головок 116, каждая головка может перемещаться независимо от других. Как отмечено выше, различные наполнительные головки 116 могут быть использованы для подачи одинаковых или различных волокнистых материалов. Кроме того, различные наполнительные головки 116 могут быть использованы для подачи волокнистых материалов в различные временные интервалы. Отдельное или совместное использование этих технологий может содействовать обеспечению различных значений плотности волокнистого материала в различных областях полости корпуса 102 глушителя. Таким образом, "программа" заполнения может быть создана и использована для управления роботом или другим автоматическим устройством, чтобы осуществить описанные в настоящем документе способы заполнения.
Согласно настоящему изобретению предусматриваются соответствующие системы для осуществления способов, описанных или иным образом предложенных в настоящем документе, включая системы для заполнения глушителя 100 в сборе (глушителя в виде раковины моллюска), как показано на фиг. 1, волокнистым материалом. В целом, эти системы включают в себя достаточную структуру, как известно в данной области техники, для автоматизации одной или нескольких стадий способов.
Согласно некоторым вариантам осуществления системы включают в себя средство для расположения первого корпусного элемента 106 относительно второго корпусного элемента 108 таким образом, чтобы сформировать открытую часть 110 и закрытую часть 112. Открытая часть 100 ограничивает промежуток g, который является достаточным, чтобы наполнительная головка могла располагаться между корпусными элементами 106, 108 в области открытой части 110. Согласно некоторым вариантам осуществления средство для расположения представляет собой машину (например, робот или другое автоматическое устройство), выполненную с возможностью принимать корпусные элементы 106, 108; задавать ориентацию корпусных элементов 106, 108; и осуществлять манипуляции с корпусными элементами 106, 108 для их размещения в требуемом положении. Машина может содержать датчики для определения того, когда между корпусными элементами в области открытой части 110 имеется подходящий промежуток g. Согласно некоторым вариантам осуществления несколько машин используют для осуществления различных аспектов этой стадии. Согласно некоторым вариантам осуществления расположение корпусных элементов 106, 108 может быть выполнено вручную.
Согласно некоторым вариантам осуществления системы также включают в себя средство для фиксации корпусных элементов 106, 108 относительно друг друга, чтобы сохранить открытую часть 110 и закрытую часть 112. Средство для крепления использует удерживающий элемент 120 или любую другую структуру, пригодную для непостоянного или временного удерживания корпусных элементов 106, 108 относительно друг друга, чтобы открытая часть 110 и закрытая часть 112 сохранялись до тех пор, пока используется удерживающий элемент 120. Согласно некоторым вариантам осуществления средство для фиксации представляет собой машину (например, робот или другое автоматическое устройство), выполненную с возможностью применения удерживающего элемента 120 в отношении расположенных определенным образом корпусных элементов 106, 108. Согласно некоторым вариантам осуществления, например, когда применяют несколько удерживающих элементов, несколько машин могут быть использованы для увеличения общей эффективности. Согласно некоторым вариантам осуществления фиксация корпусных элементов 106, 108 может быть выполнена вручную.
Согласно некоторым вариантам осуществления системы включают в себя средства для вставки/удаления наполнительной головки 116 в/из корпуса 102 глушителя через открытую часть 110. Как отмечено выше, точное расположение наполнительной головки 116 является предпочтительным аспектом настоящего изобретения. Таким образом, согласно некоторым вариантам осуществления средство для вставки/удаления наполнительной головки 116 представляет собой машину (например, робот или другое автоматическое устройство), выполненную с возможностью точного расположения наполнительной головки 116 таким образом, чтобы выпускное отверстие 118 располагалось в полости корпуса 102 глушителя в требуемой области и с требуемой осью 124 заполнения.
Как описано в настоящем документе, "программа" заполнения может быть использована для управления машиной, чтобы переместить одну или несколько наполнительных головок 116 в ходе ряда операций перемещения и заполнения при введении волокнистого материала в полость корпуса 102 глушителя или ее часть. Таким образом, согласно некоторым вариантам осуществления машина включает в себя один или несколько двигателей, исполнительных приводов или аналогичных устройств для осуществления автоматического перемещения наполнительных головок 116. Согласно некоторым вариантам осуществления вставка и(или) удаление одной или нескольких наполнительных головок 116 могут быть выполнены вручную.
Таким образом, способы, системы и программы заполнения, как описано в настоящем документе, позволяют в конкретной последовательности вводить порции волокнистого материала в требуемые области полости корпуса 102 глушителя или ее части. Например, контроль над порциями волокнистого материала может включать в себя управляемое/направленное введение волокнистого материала в полость, управляемое/направленное создание вакуума и аналогичные действия. Таким образом, различные порции волокнистого материала могут соединяться друг с другом для "отгораживания" открытой части во время операции заполнения. В результате этого одна часть волокнистого материала фактически образует барьер, который предотвращает проникновение другой части волокнистого материала в открытую часть из полости.
Согласно некоторым вариантам осуществления системы включают в себя средство для введения волокнистого материала в корпус 102 глушителя. Как описано в настоящем документе, наполнительная головка 116 будет, как правило, являться этим средством или его частью. Согласно некоторым вариантам осуществления средство для введения волокнистого материала в корпус 102 глушителя представляет собой, частично или полностью, текстурирующее устройство, которое увеличивает объем, занимаемый нитью волокнистого материала, например, непрерывной нитью стекловолокна. Например, текстурирующее устройство, раскрытое в патенте США №5,976,453, описание которого ссылкой полностью включено в настоящий документ, может быть использовано в качестве, по меньшей мере, части указанного средства.
Согласно некоторым вариантам осуществления системы включат в себя средство для закрытия корпусных элементов 106, 108, т.е. средство для расположения первого корпусного элемента 106 относительно второго корпусного элемента 108, таким образом, чтобы устранить наличие открытой части 110. Это средство может быть таким же, как вышеупомянутое средство для создания открытой части 110 и закрытой части 112. Согласно некоторым вариантам осуществления удаление удерживающего элемента 120 является достаточным для устранения наличия открытой части 110. Согласно некоторым вариантам осуществления могут потребоваться дополнительные манипуляции с корпусными элементами 106, 108. Согласно некоторым вариантам осуществления средство для закрытия корпуса 102 глушителя представляет собой машину (например, робот или автоматическое устройство), выполненную с возможностью удаления удерживающего элемента 120 и, при необходимости, регулировки или иного перемещения корпусных элементов 106, 108 таким образом, чтобы вся периферия корпуса глушителя стала закрытой частью 112. Согласно некоторым вариантам осуществления машина способна регулировать скорость закрытия корпусных элементов 106, 108 (например, путем ограничения скорости до не более 10 мм/сек). Указанная машина может включать датчики для определения того, что открытая часть 110 сохраняется. Согласно некоторым вариантам осуществления, например, когда используют несколько удерживающих элементов 120, несколько машин могут быть использованы для осуществления различных аспектов этой стадии. Согласно некоторым вариантам осуществления закрытие корпуса 102 глушителя может быть выполнено вручную.
Согласно некоторым вариантам осуществления средство для создания вакуума (т.е. отрицательного давления) используют для откачки воздуха из корпуса 102 глушителя, когда корпусные элементы 106, 108 закрыты. Следовательно, когда корпусные элементы 106, 108 начинают закрываться (т.е. при уменьшении размера промежутка g), происходит повышение скорости откачивания воздуха из корпуса 102 глушителя. В результате увеличения скорости воздуха, при закрытии корпусных элементов 106, 108 происходит засасывание любых рассеянных волокон, которые могут проникать в открытую часть, обратно во внутреннее пространство полости 208 или ее части.
Наконец, системы будут, как правило, содержать средство для окончательного скрепления корпуса 102 глушителя, т.е. средство для прикрепления первого корпусного элемента 106 ко второму корпусному элемента 108 после завершения операции заполнения. Корпус 102 глушителя может быть окончательно скреплен способом, пригодным для удерживания корпусных элементов 106, 108 соединенными друг с другом на постоянной основе. Согласно некоторым вариантам осуществления средство для окончательного скрепления корпуса 102 глушителя представляет собой машину (например, робот или другое автоматическое устройство), выполненную с возможностью соединения сваркой первого корпусного элемента 106 со вторым корпусным элементом 108. Согласно некоторым вариантам осуществления средство для окончательного скрепления корпуса 102 глушителя представляет собой машину (например, робот или другое автоматическое устройство), выполненную с возможностью соединения обжимкой первого корпусного элемента 106 со вторым корпусным элементом 108. Согласно некоторым вариантам осуществления операция окончательного скрепления корпуса 102 глушителя может быть выполнена вручную (например, оператором со сварочным аппаратом или обжимным инструментом).
Согласно некоторым вариантам осуществления системы могут содержать средство для удерживания заполненных и закрытых, но еще окончательно не скрепленных, корпусных элементов 106, 108 соединенными друг с другом, например, во время транспортировки в другое место для осуществления окончательного скрепления (например, при помощи сварки, обжимки). Согласно некоторым вариантам осуществления средство для удерживания корпусных элементов 106, 108 соединенными друг с другом представляет собой машину (например, робот или другую автоматическую машину), выполненную с возможностью использования закрывающего элемента для, по меньшей мере, временного поддержания корпусных элементов 106, 108 в закрытом состоянии. Закрывающий элемент может быть любым подходящим механизмом для поддержания корпусных элементов 106, 108 в закрытом положении. Согласно некоторым вариантам осуществления закрывающий элемент включает в себя одно или несколько из упругого элемента (например, резиновой полосы), адгезивного элемента (например, клейкой ленты), фиксатора и аналогичных элементов. Согласно некоторым вариантам осуществления закрывающий элемент удаляют после окончательного скрепления корпусных элементов 106, 108. Согласно некоторым вариантам осуществления закрывающий элемент не удаляют после окончательного скрепления корпусных элементов 106, 108. Согласно некоторым вариантам осуществления удерживающий элемент может быть использован в качестве закрывающего элемента или, по меньшей мере, его части. Закрывающий элемент служит для предотвращения случайного разъединения (т.е. раскрытия) корпусных элементов 106, 108 перед окончательным скреплением корпусных элементов 106, 108.
Специалисту в данной области техники будет понятно, что системы могут характеризоваться другой структурой для осуществления различных аспектов способов, раскрытых в настоящем документе. Например, описанные выше средства могут включать в себя аспирационное устройство, источник вакуума или аналогичные устройства для удаления воздуха из полости корпуса 102 глушителя во время операции заполнения.
Различные аспекты настоящего изобретения, включая описанные выше иллюстративные способы и системы заполнения глушителей, далее будут пояснены на примере, или станут более понятными после изучения, различных иллюстративных глушителей в сборе, изображенных на фиг. 2-10.
На фиг. 2 представлен глушитель 200 в сборе, содержащий корпус 202 глушителя. Корпус 202 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 208. Корпус 202 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 200 в сборе. Например, глушитель 200 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 202 глушителя.
Корпус 202 глушителя содержит впускное отверстие 204, первое выпускное отверстие 210 и второе выпускное отверстие 212. Впускное отверстие 204 и выпускные отверстия 210, 212 сообщаются с полостью 208 корпуса 202 глушителя. Таким образом, выхлопные газы могут поступать в полость 208 через впускное отверстие 204 и выходить из полости 208 через выпускные отверстия 210, 212.
Глушитель 200 в сборе содержит впускную трубу 214, которая проходит от впускного отверстия 204 или через него в полость 208. Впускная труба 214 служит для транспортировки газов вовнутрь глушителя 200 в сборе. Первая часть 216 и вторая часть 218 впускной труби 214 перфорированы для того, чтобы газы могли пройти через перфорационные отверстия впускной трубы 214 и попасть в полость 208. Глушитель в сборе также содержит первую выпускную трубу 220 и вторую выпускную трубу 222. Первая выпускная труба 220 проходит от первого выпускного отверстия 210 или через него в полость 208. Вторая выпускная труба 222 проходит от второго выпускного отверстия 212 или через него в полость 208. Выпускные трубы 220, 222 служат для транспортировки (т.е. выпуска) газов из глушителя 200 в сборе.
Поскольку, по меньшей мере, часть полости 208 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 208 по впускной трубе 214 и выпускным трубам 220, 222.
Трубы могут характеризоваться любыми подходящими формами и размерами (например, длиной, диаметром). Трубы могут быть сформированы из цельного куска материала или из нескольких составных деталей, прикрепленных друг к другу при помощи любого подходящего способа, как требуется в соответствии с конструкцией трубы и(или) глушителя 200 в сборе. Количество перфорированных секций трубы (например, впускной трубы 214) может варьировать в зависимости от конструкции конкретного глушителя. Кроме того, специалисту в данной области будет понятно, что перфорационные отверстия могут характеризоваться любой подходящей формой, размерами и распределением по телу трубы. Согласно некоторым вариантам осуществления перфорационные отверстия представляют собой круглые отверстия, характеризующиеся индивидуальными значениями диаметра, находящимися в диапазоне от 3 мм до 5 мм. Согласно некоторым вариантам осуществления одна или несколько труб могут не иметь перфорированных секций. Согласно некоторым вариантам осуществления одна или несколько труб могут быть полностью перфорированы.
Корпус 202 глушителя содержит первую перегородку 226 и вторую перегородку 228, которые разделяют полость 208 на первую камеру 230, вторую камеру 232 и третью камеру 234. Согласно некоторым вариантам осуществления объемы камер 230, 232, 234 отличаются друг от друга. Как правило, каждая перегородка будет ограничивать перемещение волокнистого материала между камерами.
Перегородки 226, 228 могут быть сформированы любым подходящим способом с любыми формами и размерами, подходящими для формирования камер 230, 232, 234 внутри корпуса 202 глушителя. Перегородки 226, 228 могут быть выполнены из любого подходящего материала, такого как металл или композитные материалы. Согласно некоторым вариантам осуществления одна или несколько перегородок 226, 228 содержат перфорационные отверстия (не показаны), проходящие через всю перегородку или некоторую ее часть. Таким образом, воздух, втягиваемый через перфорационные отверстия в перегородке (например, за счет работы источника вакуума), может быть использован для дополнительного контроля картины заполнения и распределения волокнистого материала, вводимого в полость 208 или ее часть.
Специалисту в данной области техники будет понятно, что может использоваться любое количество перегородок, образующих любое количество камер, как требуется согласно конструкции конкретного глушителя. Перегородки 226, 228 также могут содержать некоторое количество отверстий (не показаны), которые используют для поддержки других структур (например, впускной трубы 214, выпускных труб 220, 222) внутри глушителя 200 в сборе. Количество отверстий в перегородках зависит от конфигурации других структур внутри глушителя 200 в сборе, и специалисту в данной области техники понятно, что количество и расположение указанных отверстий могут при необходимости варьировать для соответствия конкретной конструкции. Согласно некоторым вариантам осуществления отверстия в перегородках позволяют трубам (например, впускной трубе 214, выпускным трубам 220,222) проходить через несколько камер глушителя 200 в сборе.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 200 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 242 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого наполнительные головки вводят в полость 208 корпуса 202 глушителя через открытую часть. Как показано на фиг. 2, три наполнительных головки используют для введения волокнистого материала в полость 208 корпуса 202 глушителя. В частности, используют первую наполнительную головку 236, вторую наполнительную головку 238 и третью наполнительную головку 240. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 236, 238, 240), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 200 в сборе.
После того как операция заполнения выполнена, сборка глушителя 200 в сборе может быть завершена путем прикрепления корпусных элементов друг к другу.
На фиг. 2 все наполнительные головки 236, 238, 240 направляют волокнистый материал в одну камеру, т.е. первую камеру 230. Согласно некоторым вариантам осуществления по меньшей мере одна из наполнительных головок 236, 238, 240 может вводить волокнистый материал в камеру, которая отличается от камеры, заполняемой другими наполнительными головками.
Согласно некоторым вариантам осуществления по меньшей мере одна из наполнительных головок 236, 238, 240 может характеризоваться осью заполнения, отличающейся от осей заполнения других наполнительных головок. Согласно некоторым вариантам осуществления по меньшей мере одна из наполнительных головок 236, 238, 240 может вводить волокнистый материал, который отличается (например, по типу, количеству и т.п.) от волокнистого материала, вводимого другими наполнительными головками.
На фиг. 3 представлен глушитель 300 в сборе, содержащий корпус 302 глушителя. Корпус 302 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 308. Корпус 302 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 300 в сборе. Например, глушитель 300 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 302 глушителя.
Корпус 302 глушителя содержит впускное отверстие 304 и выпускное отверстие 306. Впускное отверстие 304 и выпускное отверстие 306 сообщаются с полостью 308 корпуса 302 глушителя. Таким образом, выхлопные газы могут поступать в полость 308 через впускное отверстие 304 и выходить из полости 308 через выпускное отверстие 306.
Глушитель 300 в сборе содержит трубу 312, которая проходит через впускное отверстие 304 или от него, через полость 308 и к выпускному отверстию 306 или через него. Труба 312 служит для транспортировки газов вовнутрь глушителя 300 в сборе и из него. Первая часть 316, вторая часть 318 и третья часть 320 трубы 312 являются перфорированными, чтобы газы в трубе 312 имели доступ в полость 308.
Поскольку, по меньшей мере, часть полости 308 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 308 по трубе 312.
Корпус 302 глушителя содержит перегородку 322, которая разделяет полость 308 на первую камеру 324 и вторую камеру 326. Согласно некоторым вариантам осуществления объем камеры 324 отличается от объема камеры 326. Например, отношение объемов может составлять более 1:1,5, более 1:2 и т.п.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 300 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 330 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого наполнительные головки вводят в полость 308 корпуса 302 глушителя через открытую часть. Как показано на фиг. 3, три наполнительных головки используют для введения волокнистого материала в полость 308 корпуса 302 глушителя. В частности, используют первую наполнительную головку 332, вторую наполнительную головку 334 и третью наполнительную головку 336. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 332, 334, 336), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 300 в сборе.
После того как операция заполнения выполнена, сборка глушителя 300 в сборе может быть завершена путем прикрепления корпусных элементов друг к другу.
На фиг. 3 две из наполнительных головок (т.е. наполнительные головки 332, 334) направляют волокнистый материал в первую камеру 324, тогда как третья из наполнительных головок (т.е. наполнительная головка 336) направляет волокнистый материал во вторую камеру 326.
Согласно некоторым вариантам осуществления по меньшей мере одна из наполнительных головок 332, 334, 336 может характеризоваться осью заполнения, отличающейся от осей заполнения других наполнительных головок. Согласно некоторым вариантам осуществления по меньшей мере одна из наполнительных головок 332, 334, 336 может вводить волокнистый материал, который отличается (например, по типу, количеству и т.п.) от волокнистого материала, вводимого другими наполнительными головками. Следовательно, количество волокнистого материала (т.е. объем волокнистого материала), вводимое в каждую камеру, может быть одинаковым или различным.
На фиг. 4 представлен глушитель 400 в сборе, содержащий корпус 402 глушителя. Корпус 402 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 408. Корпус 402 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 400 в сборе. Например, глушитель 400 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 402 глушителя.
Корпус 402 глушителя содержит впускное отверстие 404 и выпускное отверстие 406. Впускное отверстие 404 и выпускное отверстие 406 сообщаются с полостью 408 корпуса 402 глушителя. Таким образом, выхлопные газы могут поступать в полость 408 через впускное отверстие 404 и выходить из полости 408 через выпускное отверстие 406.
Глушитель 400 в сборе содержит трубу 412, которая проходит через впускное отверстие 404 или от него, через полость 408 и к выпускному отверстию 406 или через него. Труба 412 служит для транспортировки газов вовнутрь глушителя 400 в сборе и из него. Часть 416 трубы 412 является перфорированной, чтобы газы в трубе 412 имели доступ в полость 408.
Поскольку, по меньшей мере, часть полости 408 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 408 по трубе 412.
Корпус 402 глушителя содержит перегородку 420, которая разделяет полость 408 на первую камеру 422 и вторую камеру 424. Согласно некоторым вариантам осуществления объем камеры 422 отличается от объема камеры 424. Например, отношение объемов может составлять более 1:1,5, более 1:2 и т.п.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 400 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 428 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
Затем наполнительную головку 430 перемещают в полость 408 корпуса 402 глушителя через открытую часть. Наполнительную головку 430 используют для введения волокнистого материала в полость 408 корпуса 402 глушителя.
Согласно некоторым вариантам осуществления, после того как первое количество волокнистого материала ввели в первую камеру 422, наполнительную головку 430 поворачивают таким образом, чтобы она характеризовалась новой осью заполнения (т.е. направлением заполнения) без изменения положения наполнительной головки 430. После принятия нового направления заполнения наполнительную головку 430 используют для введения второго количества волокнистого материала в первую камеру 422. Первое количество и второе количество могут быть одинаковыми или различными.
После того как операция заполнения выполнена, сборка глушителя 400 в сборе может быть завершена путем прикрепления корпусных элементов друг к другу.
На фиг. 5 представлен глушитель 500 в сборе, содержащий корпус 502 глушителя. Корпус 502 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 508. Корпус 502 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 500 в сборе. Например, глушитель 500 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 502 глушителя.
Корпус 502 глушителя содержит впускное отверстие 504 и выпускное отверстие 506. Впускное отверстие 504 и выпускное отверстие 506 сообщаются с полостью 508 корпуса 502 глушителя. Таким образом, выхлопные газы могут поступать в полость 508 через впускное отверстие 504 и выходить из полости 508 через выпускное отверстие 506.
Глушитель 500 в сборе содержит трубу 512, которая проходит через впускное отверстие 504 или от него, через полость 508 и к выпускному отверстию 506 или через него. Труба 512 служит для транспортировки газов вовнутрь глушителя 500 в сборе и из него. Первая часть 516 и вторая часть 518 трубы 512 являются перфорированными, чтобы газы в трубе 512 имели доступ в полость 508.
Поскольку, по меньшей мере, часть полости 508 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 508 по трубе 512.
Корпус 502 глушителя содержит перегородку 522, которая разделяет полость 508 на первую камеру 524 и вторую камеру 526. Согласно некоторым вариантам осуществления объем камеры 524 отличается от объема камеры 526. Например, отношение объемов может составлять более 1:1,5, более 1:2 и т.п.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 500 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент, содержащий первый фиксатор 530 и второй фиксатор 532, устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого наполнительные головки вводят в полость 508 корпуса 502 глушителя через открытую часть. Как показано на фиг. 5, пару наполнительных головок используют для введения волокнистого материала в полость 508 корпуса 502 глушителя. В частности, используют первую наполнительную головку 534 и вторую наполнительную головку 536. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 534, 536), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 300 в сборе.
После того как операция заполнения выполнена, сборка глушителя 500 в сборе может быть завершена путем, например, удаления фиксаторов 530, 532 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
На фиг. 6 представлен глушитель 600 в сборе, содержащий корпус 602 глушителя. Корпус 602 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 610. Корпус 602 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 600 в сборе. Например, глушитель 600 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 602 глушителя.
Корпус 602 глушителя содержит впускное отверстие 606, первое выпускное отверстие 608 и второе выпускное отверстие 608. Впускное отверстие 604 и выпускные отверстия 606, 608 сообщаются с полостью 610 корпуса 602 глушителя. Таким образом, выхлопные газы могут поступать в полость 610 через впускное отверстие 604 и выходить из полости 610 через выпускные отверстия 606, 608.
Глушитель 600 в сборе содержит впускную трубу 612, первую выпускную трубу 614 и вторую выпускную трубу 616. Впускная труба 612 проходит от впускного отверстия 604 или через него в полость 610. Первая выпускная труба 614 проходит от первого выпускного отверстия 606 или через него в полость 610. Вторая выпускная труба 616 проходит от второго выпускного отверстия 608 или через него в полость 610. Трубы 612, 614, 616 служат для транспортировки газов вовнутрь глушителя 600 в сборе и из него. Часть 620 впускной трубы 612 является перфорированной. Часть 622 первой выпускной трубы 614 является перфорированной. Часть 624 второй выпускной трубы 616 является перфорированной. Перфорированные части 620, 622, 624 позволяют газам в трубах 612, 614, 616 поступать в полость 610.
Поскольку, по меньшей мере, часть полости 610 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 610 по трубам 612, 614, 616.
Корпус 602 глушителя содержит первую перегородку 628 и вторую перегородку 630, которые разделяют полость 610 на первую камеру 634, вторую камеру 636 и третью камеру 638. Согласно некоторым вариантам осуществления по меньшей мере одна из камер 634, 636, 638 характеризуется объемом, который отличается от объема других камер.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 600 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 640 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
Затем наполнительную головку 642 перемещают в полость 610 корпуса 602 глушителя через открытую часть. Как показано на фиг. 6, наполнительная головка 642 расположена в третьей камере 638 полости 610. Наполнительная головка 642 вводит заданное количество волокнистого материала вдоль оси заполнения в третью камеру 638 полости 610.
После того как операция заполнения выполнена, сборка глушителя 600 в сборе может быть завершена путем, например, удаления фиксатора 640 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
На фиг. 7 представлен глушитель 700 в сборе, содержащий корпус 702 глушителя. Корпус 702 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 708. Корпус 702 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 700 в сборе. Например, глушитель 700 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 702 глушителя.
Корпус 702 глушителя содержит впускное отверстие 704 и выпускное отверстие 706. Впускное отверстие 704 и выпускное отверстие 706 сообщаются с полостью 708 корпуса 702 глушителя. Таким образом, выхлопные газы могут поступать в полость 708 через впускное отверстие 704 и выходить из полости 708 через выпускное отверстие 706.
Глушитель 700 в сборе содержит впускную трубу 712 и выпускную трубу 714. Впускная труба 712 проходит от впускного отверстия 704 или через него в полость 708. Выпускная труба 714 проходит от выпускного отверстия 706 или через него в полость 708. Трубы 712, 714 служат для транспортировки газов соответственно вовнутрь глушителя 700 в сборе и из него. Часть 718 впускной трубы 712 является перфорированной, чтобы газы во впускной трубе 712 имели доступ в полость 708. Часть 720 выпускной трубы 714 является перфорированной, чтобы газы в выпускной трубе 714 имели доступ в полость 708.
Поскольку, по меньшей мере, часть полости 708 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 708 по трубам 712, 714.
Корпус 702 глушителя содержит первую перегородку 724 и вторую перегородку 726, которые разделяют полость 708 на первую камеру 728, вторую камеру 730 и третью камеру 732. Согласно некоторым вариантам осуществления объем по меньшей мере одной из камер 728, 730, 732 отличается от объема других камер.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 300 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 736 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого пару наполнительных головок вводят в полость 708 корпуса 702 глушителя через открытую часть. Как показано на фиг. 7, первую наполнительную головку 738 и вторую наполнительную головку 740 используют для введения волокнистого материала в полость 708 корпуса 702 глушителя. В частности, первую наполнительную головку 738 располагают для введения волокнистого материала в первую камеру 728, а вторую наполнительную головку 740 располагают для введения волокнистого материала в третью камеру 732. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 738, 740), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 700 в сборе.
После того как операция заполнения выполнена, сборка глушителя 700 в сборе может быть завершена путем, например, удаления фиксатора 736 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
Согласно некоторым вариантам осуществления наполнительные головки 738, 740 могут характеризоваться различными осями заполнения. Согласно некоторым вариантам осуществления каждая из наполнительных головок 738, 740 может вводить волокнистый материал, который отличается (например, по типу, количеству и т.п.) от волокнистого материала, вводимого другой наполнительной головкой. Следовательно, количество волокнистого материала (т.е. объем волокнистого материала), вводимое в первую камеру 728 и третью камеру 732 может быть одинаковым или различным.
На фиг. 8 представлен глушитель 800 в сборе, содержащий корпус 802 глушителя. Корпус 802 глушителя представляет собой оболочку, тело или аналогичные конструкции, которые внутри ограничивают полость 808. Корпус 802 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 800 в сборе. Например, глушитель 800 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 802 глушителя.
Корпус 802 глушителя содержит впускное отверстие 804 и выпускное отверстие 806. Впускное отверстие 804 и выпускное отверстие 806 сообщаются с полостью 808 корпуса 802 глушителя. Таким образом, выхлопные газы могут поступать в полость 808 через впускное отверстие 804 и выходить из полости 808 через выпускное отверстие 806.
Глушитель 800 в сборе содержит трубу 812, которая проходит через впускное отверстие 804 или от него, через полость 808 и к выпускному отверстию 806 или через него. Труба 812 служит для транспортировки газов вовнутрь глушителя 800 в сборе и из него. Часть 816 трубы 812 является перфорированной, чтобы газы в трубе 812 имели доступ в полость 808.
Поскольку, по меньшей мере, часть полости 808 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 808 по трубе 812.
Корпус 802 глушителя содержит перегородку 822, которая разделяет полость 808 на первую камеру 824 и вторую камеру 826. Согласно некоторым вариантам осуществления объем камеры 824 отличается от объема камеры 826. Например, отношение объемов может составлять более 1:1,5, более 1:2 и т.п.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 800 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 830 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого наполнительные головки вводят в полость 808 корпуса 802 глушителя через открытую часть. Как показано на фиг. 8, пару наполнительных головок используют для введения волокнистого материала в полость 808 корпуса 802 глушителя. В частности, используют первую наполнительную головку 832 и вторую наполнительную головку 834. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 832, 834), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 800 в сборе.
После того как операция заполнения выполнена, сборка глушителя 800 в сборе может быть завершена путем, например, удаления фиксатора 830 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
На фиг. 8 каждая камера имеет специальную наполнительную головку, предназначенную для введения в нее волокнистого материала. В частности, первую наполнительную головку 832 используют для заполнения первой камеры 824, а вторую наполнительную головку 834 используют для заполнения второй камеры 826.
Согласно некоторым вариантам осуществления наполнительные головки 832, 834 характеризуются различными осями заполнения.
На фиг. 9 представлен глушитель 900 в сборе, содержащий корпус 902 глушителя. Корпус 902 глушителя представляет собой оболочку, тело или аналогичные конструкции, которые внутри ограничивают полость 908. Корпус 902 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 900 в сборе. Например, глушитель 900 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 902 глушителя.
Корпус 902 глушителя содержит впускное отверстие 904 и выпускное отверстие 906. Впускное отверстие 904 и выпускное отверстие 906 сообщаются с полостью 908 корпуса 902 глушителя. Таким образом, выхлопные газы могут поступать в полость 908 через впускное отверстие 904 и выходить из полости 908 через выпускное отверстие 906.
Глушитель 900 в сборе содержит трубу 912, которая проходит через впускное отверстие 904 или от него, через полость 908 и к выпускному отверстию 906 или через него. Труба 912 служит для транспортировки газов вовнутрь глушителя 900 в сборе и из него. Первая часть 916 и вторая часть 918 трубы 912 являются перфорированными, чтобы газы в трубе 912 имели доступ в полость 908.
Поскольку, по меньшей мере, часть полости 908 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 908 по трубе 912.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 900 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент, содержащий первый фиксатор 930 и второй фиксатор 932, устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
Затем наполнительную головку 934 вводят в полость 908 корпуса 902 глушителя через открытую часть. Наполнительная головка 934 вводит заданное количество (т.е. объем) волокнистого материала вдоль оси заполнения в полость 908.
После того как операция заполнения выполнена, сборка глушителя 900 в сборе может быть завершена путем, например, удаления фиксатора 930, 932 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
На фиг. 10 представлен глушитель 1000 в сборе, содержащий корпус 1002 глушителя. Корпус 1002 глушителя представляет собой оболочку, тело или аналогичную конструкцию, внутри которой ограничена полость 1008. Корпус 1002 глушителя содержит по меньшей мере два корпусных элемента, которые в итоге соединяют для формирования глушителя 1000 в сборе. Например, глушитель 1000 в сборе может представлять собой состоящий из двух частей глушитель в виде раковины моллюска, который содержит первый корпусный элемент (например, верхнюю часть корпуса) и второй корпусный элемент (например, нижнюю часть корпуса), которые совместно образуют корпус 1002 глушителя.
Корпус 1002 глушителя содержит впускное отверстие 1004 и выпускное отверстие 1006. Впускное отверстие 1004 и выпускное отверстие 1006 сообщаются с полостью 1008 корпуса 1002 глушителя. Таким образом, выхлопные газы могут поступать в полость 1008 через впускное отверстие 1004 и выходить из полости 1008 через выпускное отверстие 1006.
Глушитель 1000 в сборе содержит трубу 1012, которая проходит через впускное отверстие 1004 или от него, через полость 1008 и к выпускному отверстию 1006 или через него. Труба 1012 служит для транспортировки газов вовнутрь глушителя 1000 в сборе и из него. Часть 1016 трубы 1012 является перфорированной, чтобы газы в трубе 1012 имели доступ в полость 1008.
Поскольку, по меньшей мере, часть полости 1008 заполнена волокнистым материалом (например, текстурированным стекловолокном), звук, который производился бы выхлопными газами, может поглощаться и ослабляться волокнистым материалом при взаимодействии выхлопных газов с волокнистым материалом во время прохождения через полость 1008 по трубе 1012.
Корпус 1002 глушителя содержит перегородку 1022, которая разделяет полость 1008 на первую камеру 1024 и вторую камеру 1026. Согласно некоторым вариантам осуществления объем камеры 1024 отличается от объема камеры 1026. Например, отношение объемов может составлять более 1:1,5, более 1:2 и т.п.
Далее будут пояснены различные аспекты иллюстративного способа заполнения глушителя 1000 в сборе волокнистым материалом.
После того как корпусные элементы расположены друг относительно друга, как описано в настоящем документе, для формирования открытой части и закрытой части, удерживающий элемент в виде фиксатора 1030 устанавливают на корпусные элементы, чтобы сохранить расположение корпусных элементов (т.е. сохранить открытую часть и закрытую часть) для выполнения последующих операций заполнения.
После этого наполнительные головки вводят в полость 1008 корпуса 1002 глушителя через открытую часть. Как показано на фиг. 10, пару наполнительных головок используют для введения волокнистого материала в полость 1008 корпуса 1002 глушителя. В частности, используют первую наполнительную головку 1032 и вторую наполнительную головку 1034. Хотя настоящее изобретение охватывает использование одной наполнительной головки, которая движется от одной области к другой для доставки некоторого количества волокнистого материала в каждую заданную область, использование нескольких наполнительных головок (например, наполнительных головок 1032, 1034), работающих одновременно в различных областях, может снизить время, необходимое для осуществления требуемого наполнения глушителя 1000 в сборе.
После того как операция заполнения выполнена, сборка глушителя 1000 в сборе может быть завершена путем, например, удаления фиксатора 1030 и прикрепления (например, при помощи сварки, обжимки) корпусных элементов друг к другу.
На фиг. 10 каждая камера имеет специальную наполнительную головку, предназначенную для введения в нее волокнистого материала. В частности, первую наполнительную головку 1032 используют для заполнения первой камеры 1024, а вторую наполнительную головку 1034 используют для заполнения второй камеры 1026.
Согласно некоторым вариантам осуществления наполнительные головки 1032, 1034 характеризуются различными осями заполнения.
Приведенный в качестве примера альтернативный вариант осуществления настоящего изобретения представлен на фиг. 11. Как показано на фиг. 11 глушитель 1100 в сборе характеризуется границей соприкосновения между первым корпусным элементом 1102 и вторым корпусным элементом 1104. В частности, корпусные элементы 1102, 1104 расположены относительно друг друга таким образом, чтобы ограничить предварительно сформированную открытую часть 1106 и закрытую часть 1108. Согласно некоторым вариантам осуществления корпусные элементы 1102, 1104 ограничивают несколько предварительно сформированных открытых частей 1106 (например, по периферии глушителя 1100 в сборе). В целом, корпусные элементы 1102, 1104 временно соединяют (например, при помощи эластичной ленты) перед введением волокнистого материала в глушитель 1100 в сборе. Согласно некоторым вариантам осуществления корпусные элементы 1102, 1104 временно соединяют при помощи фиксатора 1110. Таким образом, закрытую часть 1108 сохраняют во время операции заполнения.
Каждая предварительно сформированная открытая часть 1106 будет обычно характеризоваться размерами, которые будут приблизительно равны размерам (например, внешней периферии) наполнительной головки, предназначенной для прохождения через открытую часть 1106 и в полость глушителя 1100 в сборе. Например, открытая часть 1106 может характеризоваться высотой 1112 и шириной 1114, которые лишь немногим больше соответствующей высоты и ширины наполнительной головки. Согласно некоторым вариантам осуществления высота 1112 предварительно сформированной открытой части 1106 находится в диапазоне от 5 мм до 20 мм. Согласно некоторым вариантам осуществления ширина 1114 предварительно сформированной открытой части 1106 находится в диапазоне от 5 мм до 20 мм.
Хотя значительное увеличение размеров предварительно сформированной открытой части 1106 по сравнению с размерами наполнительной головки может упростить вставку и удаление наполнительной головки через открытую часть 1106, оно также увеличит вероятность выхода некоторого количества волокнистого материала через открытую часть 1106 во время операции заполнения. Таким образом, размеры предварительно сформированной открытой части 1106 в целом поддерживают минимально возможными.
В результате введения наполнительной головки в глушитель 1100 в сборе через предварительно сформированную открытую часть 1106, волокнистый материал может быть введен в глушитель 1100 в сборе, как описано в настоящем документе. В тех вариантах осуществления, когда глушитель 1100 в сборе содержит несколько предварительно сформированных открытых частей 1106, одна наполнительная головка может быть последовательно введена в каждую из открытых частей 1106 или несколько наполнительных головок могут быть одновременно введены в различные открытые части 1106. После того как глушитель 1100 в сборе был заполнен волокнистым материалом (т.е. в количествах и областях, необходимых для конкретного глушителя 1100 в сборе), наполнительную головку удаляют из глушителя 1100 в сборе через открытую часть 1106.
После этого открытую часть 1106 закрывают или другим образом запечатывают для завершения способа заполнения. Открытая часть 1106 может быть закрыта любым подходящим способом для предотвращения дальнейшего прохождения материала (например, волокнистого материала) через открытую часть 1106. Согласно некоторым вариантам осуществления открытую часть 1106 деформируют (например, обжимают, сгибают), что вызывает закрытие открытой части 1106. Согласно некоторым вариантам осуществления в открытую часть 1106 вставляют заглушку, что вызывает закрытие открытой части 1106. Согласно некоторым вариантам осуществления открытую часть 1106 закрывают колпаком или другим аналогичным средством, что вызывает закрытие открытой части. Фиксатор 1110 или другое временно закрывающее средство могут быть удалены перед или после операции закрытия. Согласно некоторым вариантам осуществления фиксатор 1110 или другое временно закрывающее средство удаляют во время операции закрытия. Согласно некоторым вариантам осуществления фиксатор 1110 или другое временно закрывающее средство оставляют на готовом глушителе 1110 в сборе, при этом указанный фиксатор или указанное средство образует его часть.
Понятно, что некоторые аспекты иллюстративных глушителей в сборе в значительной мере известны из области техники, и эти аспекты могут быть опущены в целях более наглядной иллюстрации различных аспектов настоящего изобретения. Кроме того, предполагается, что объем настоящего изобретения не ограничивается конкретными иллюстративными вариантами осуществления, показанными и описанными в настоящем документе. Из приведенного описания специалисты в данной области техники не только лучше поймут настоящее изобретение и присущие ему преимущества, но также им станут очевидны различные изменения и модификации раскрытых способов и систем. Следовательно, предполагается, что все такие модификации и изменения находятся в пределах сути и объема настоящего изобретения, описанных и заявленных в настоящем документе, и любых их эквивалентов. Например, хотя иллюстративные варианты осуществления, показанные и описанные в настоящем документе, обычно относятся к двухкомпонентному глушителю в виде раковины моллюска, настоящее изобретение не ограничивается этим и в равной степени относится к любой конфигурации глушителя, в которой по меньшей мере две корпусные части механически соединены друг с другом в качестве части глушителя в сборе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ МИКРОПРОБАМИ БИОЛОГИЧЕСКОЙ ТЕКУЧЕЙ СРЕДЫ | 2019 |
|
RU2780781C2 |
| АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2011 |
|
RU2487020C1 |
| БАК В СБОРЕ | 2010 |
|
RU2529251C2 |
| АППАРАТ ДЛЯ ИНЪЕКЦИЙ И СПОСОБ ПРИМЕНЕНИЯ | 2020 |
|
RU2813261C2 |
| ПЕРЕЛИВНАЯ ВИХРЕВАЯ ТРАНСПОРТИРУЮЩАЯ УСТАНОВКА | 2010 |
|
RU2559108C2 |
| ГЛУШИТЕЛЬ ШУМА ВЫХЛОПА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2241126C1 |
| ВСАСЫВАЮЩАЯ КОНСТРУКЦИЯ ДЛЯ ХОЛОДИЛЬНОГО КОМПРЕССОРА | 2010 |
|
RU2528215C2 |
| МНОГОКАМЕРНЫЙ ГЛУШИТЕЛЬ ШУМА ВЫХЛОПА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2192548C2 |
| МНОГОЦИЛИНДРОВЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2005 |
|
RU2333371C2 |
| ШУМОГЛУШИТЕЛЬ (ВАРИАНТЫ) | 2011 |
|
RU2494266C2 |
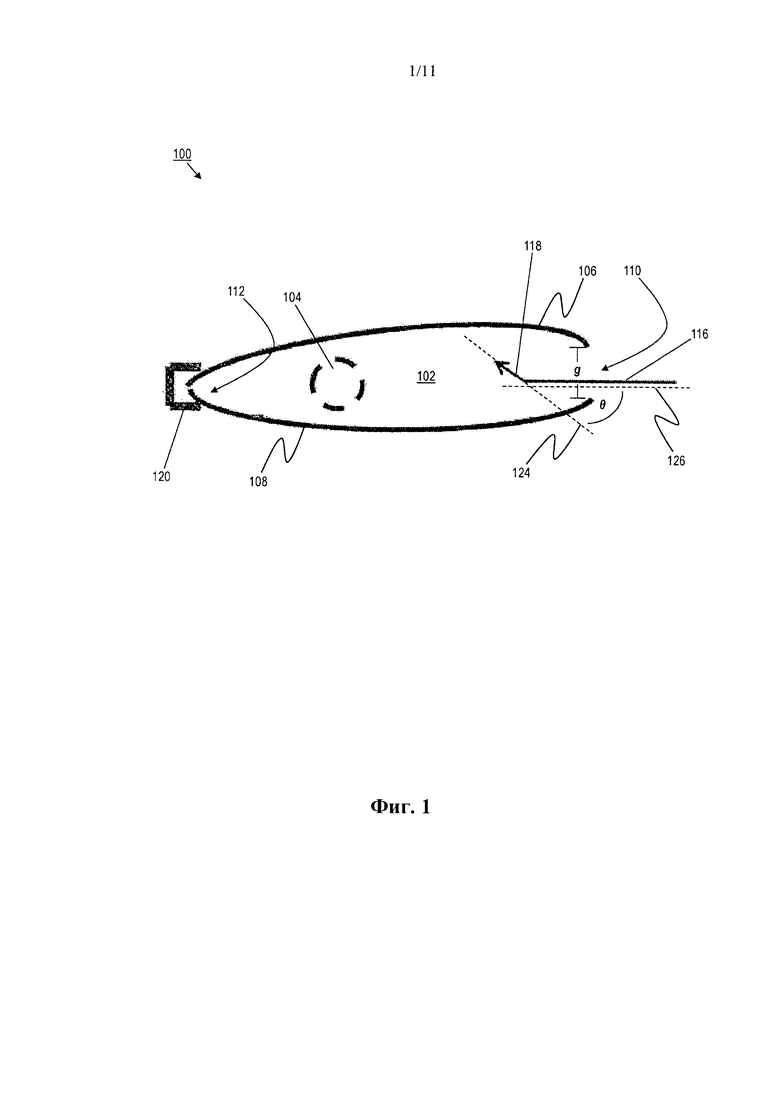
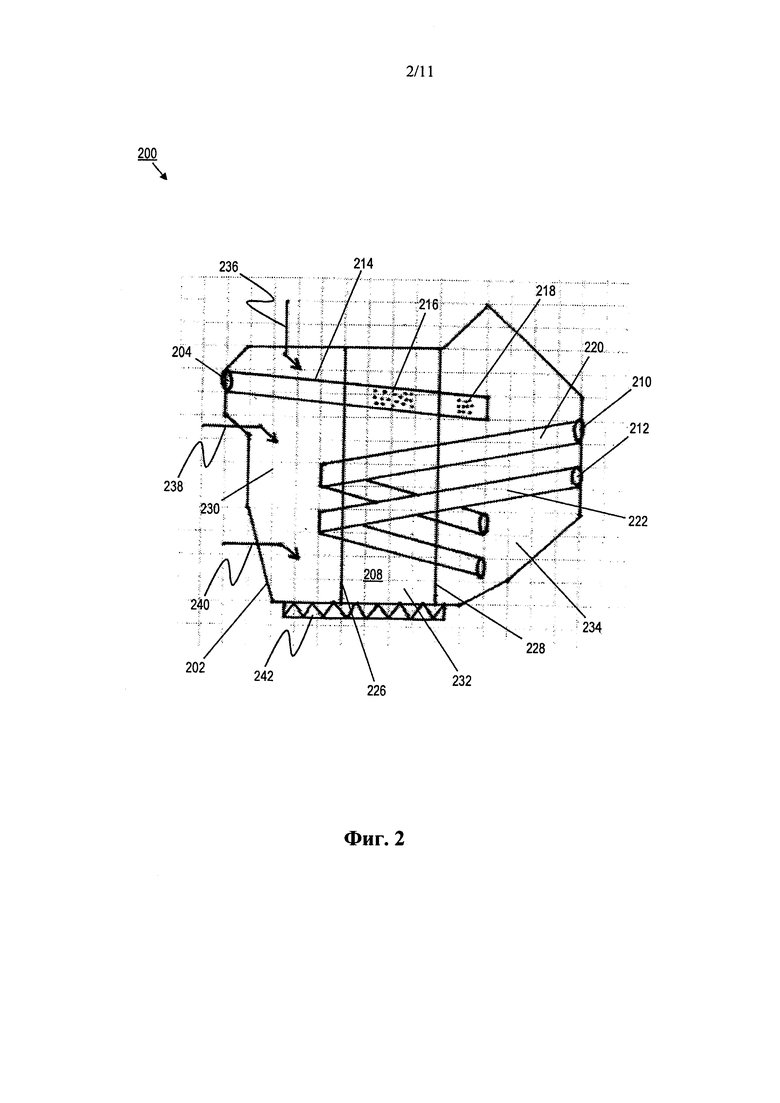
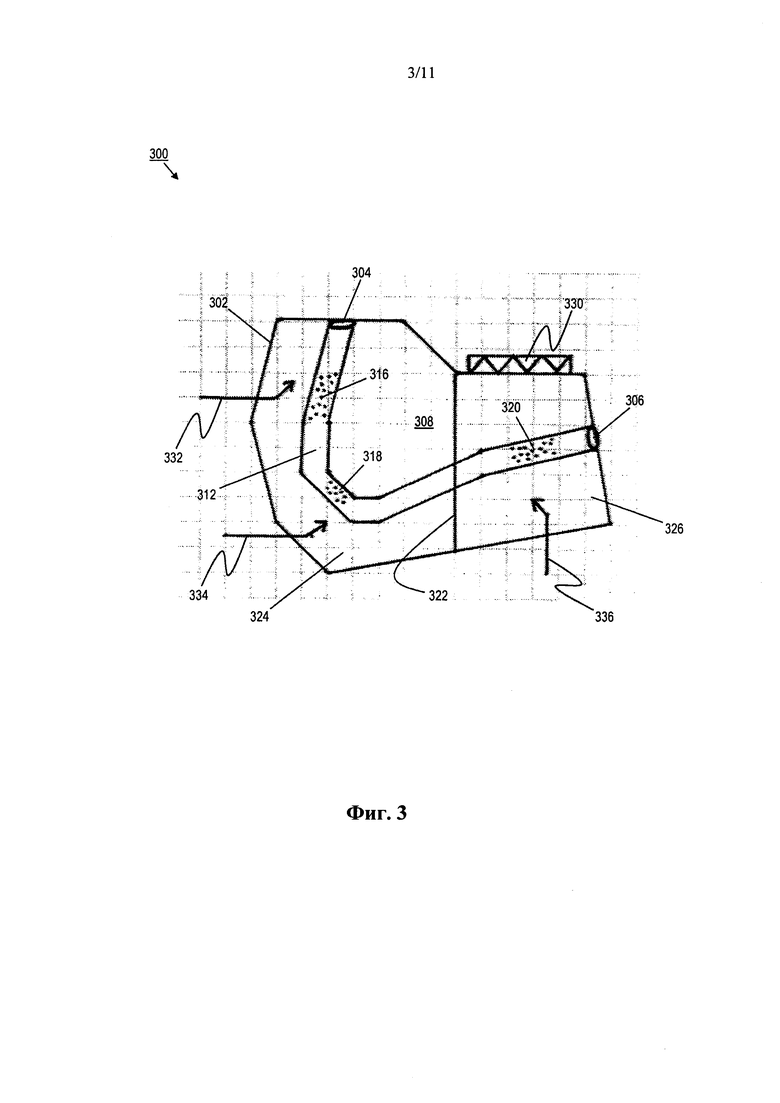
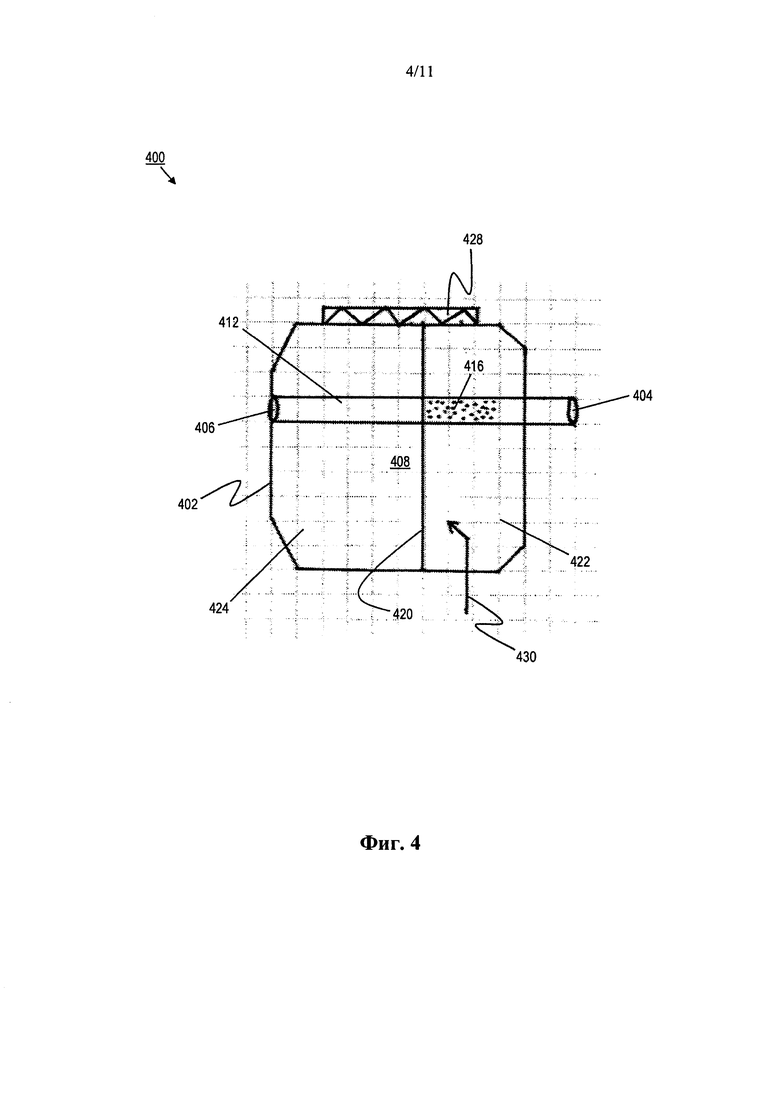
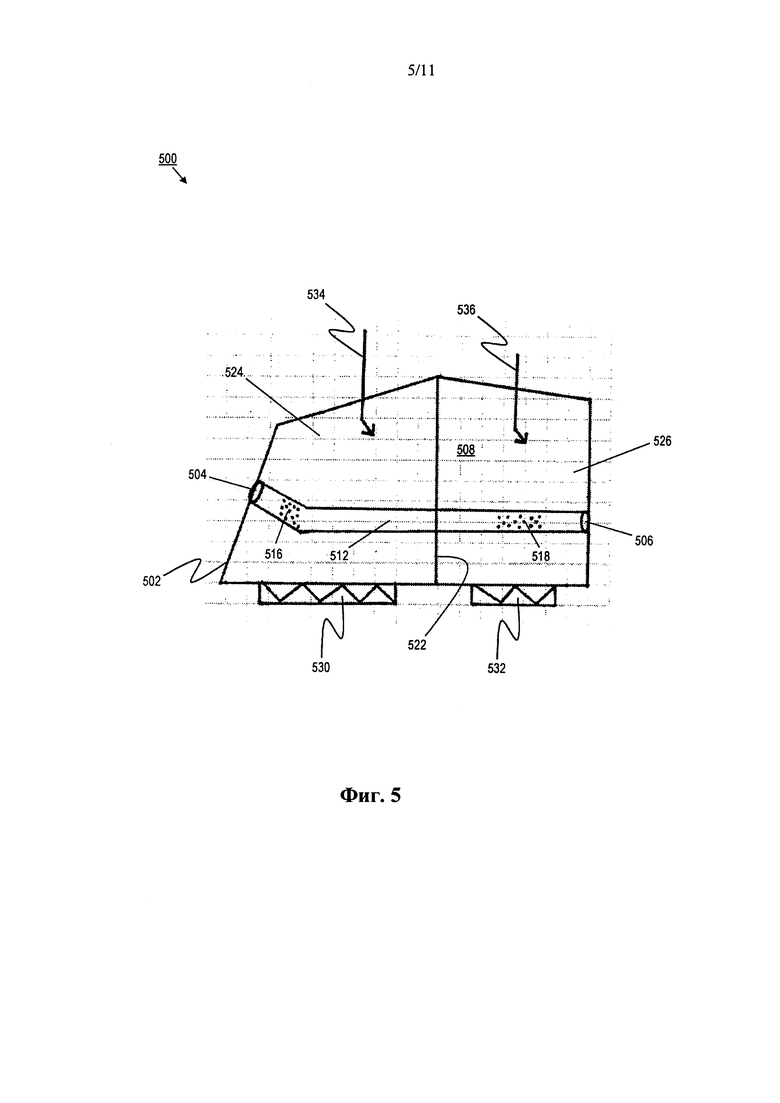
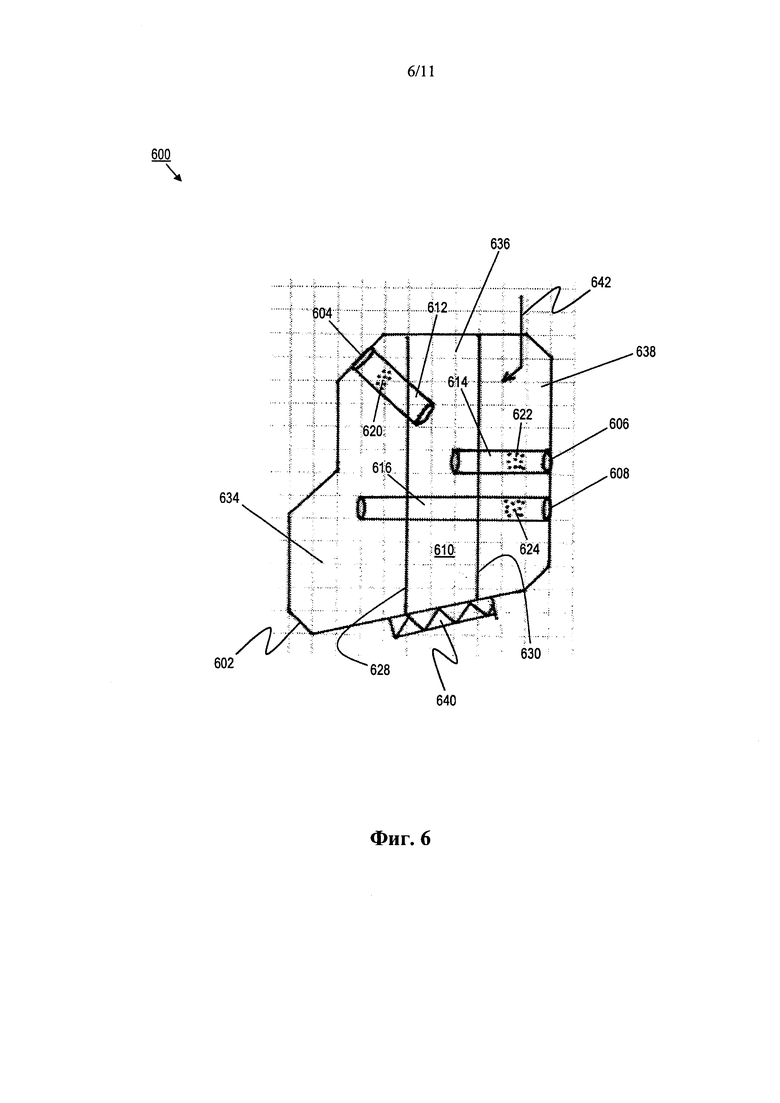
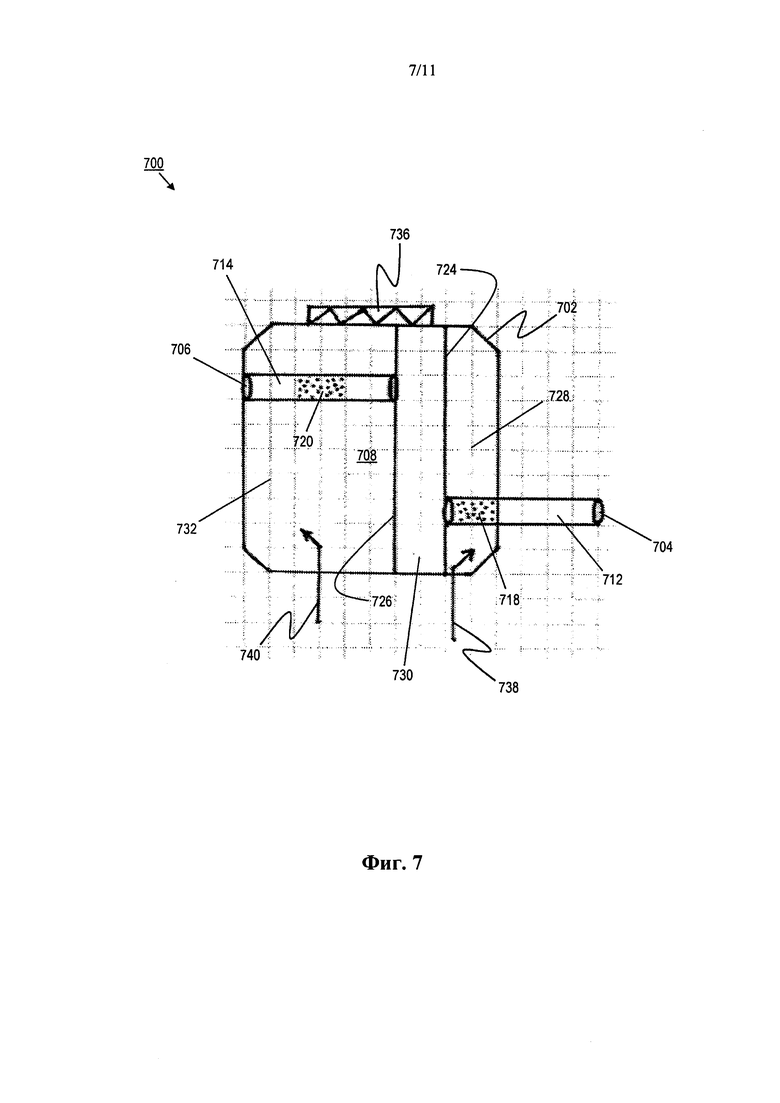
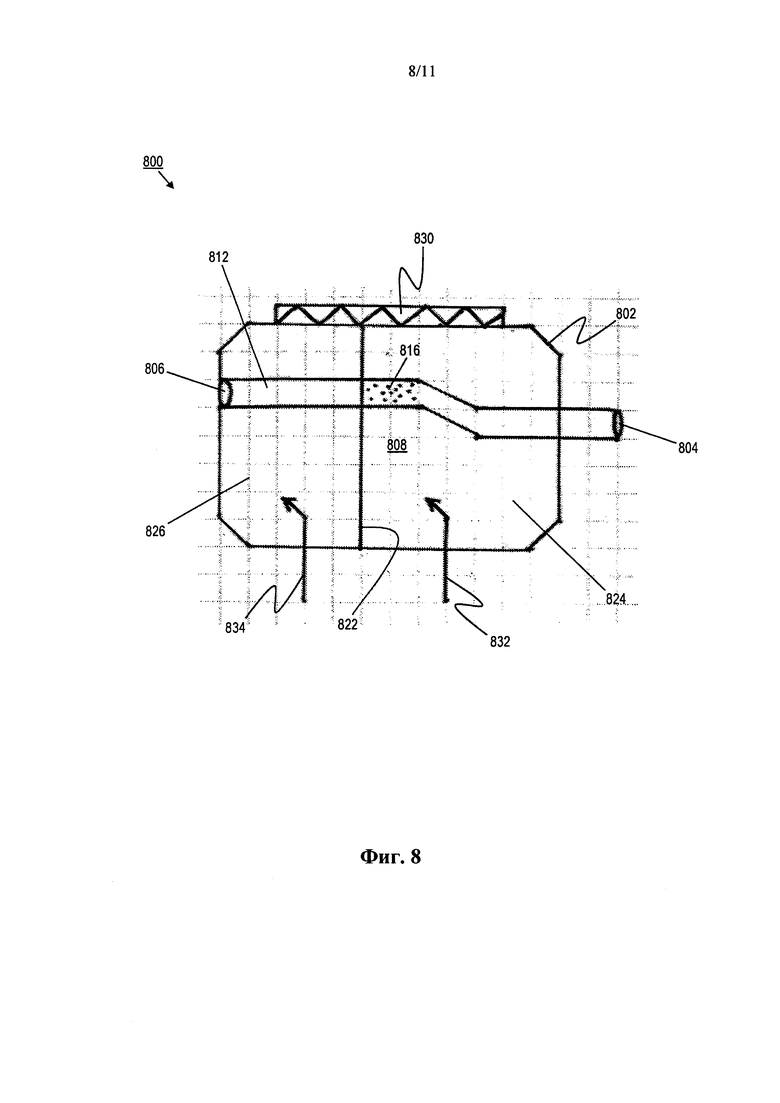
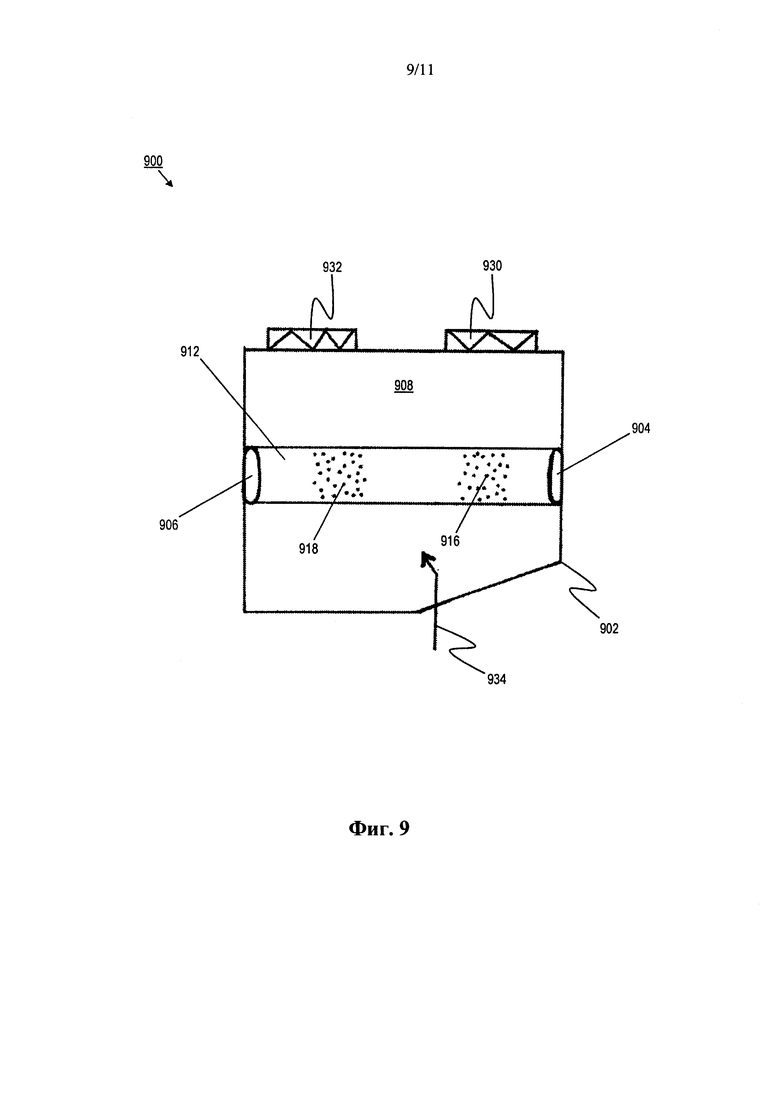
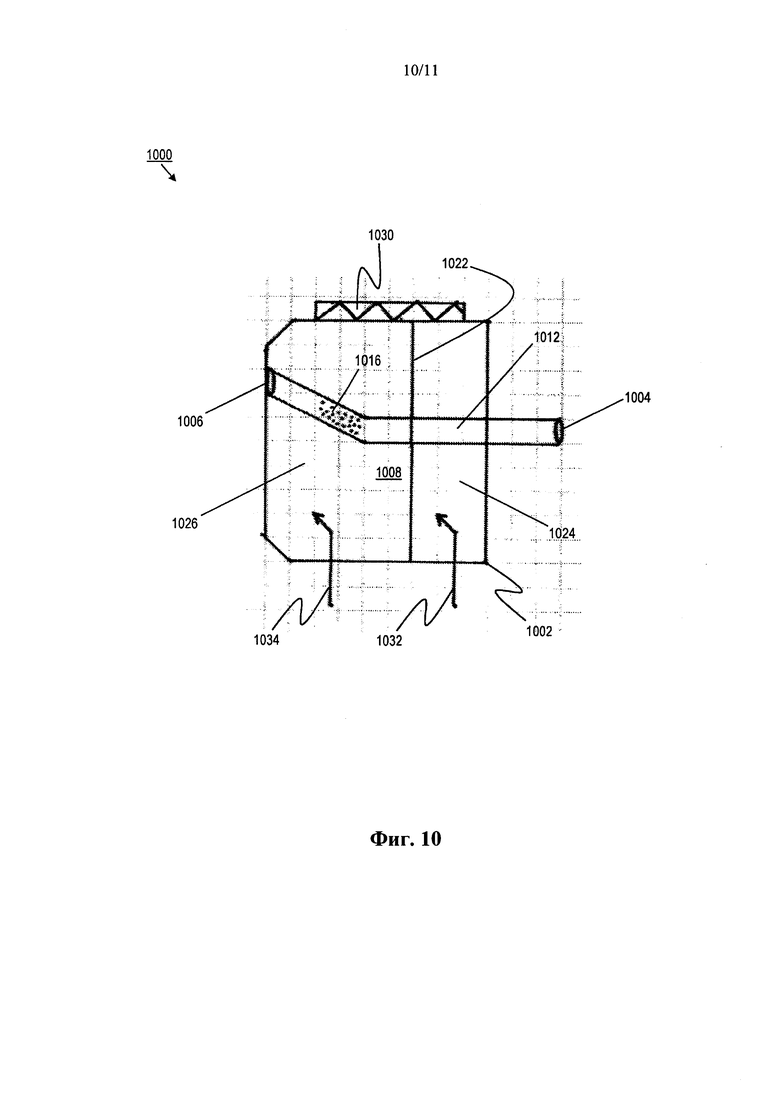
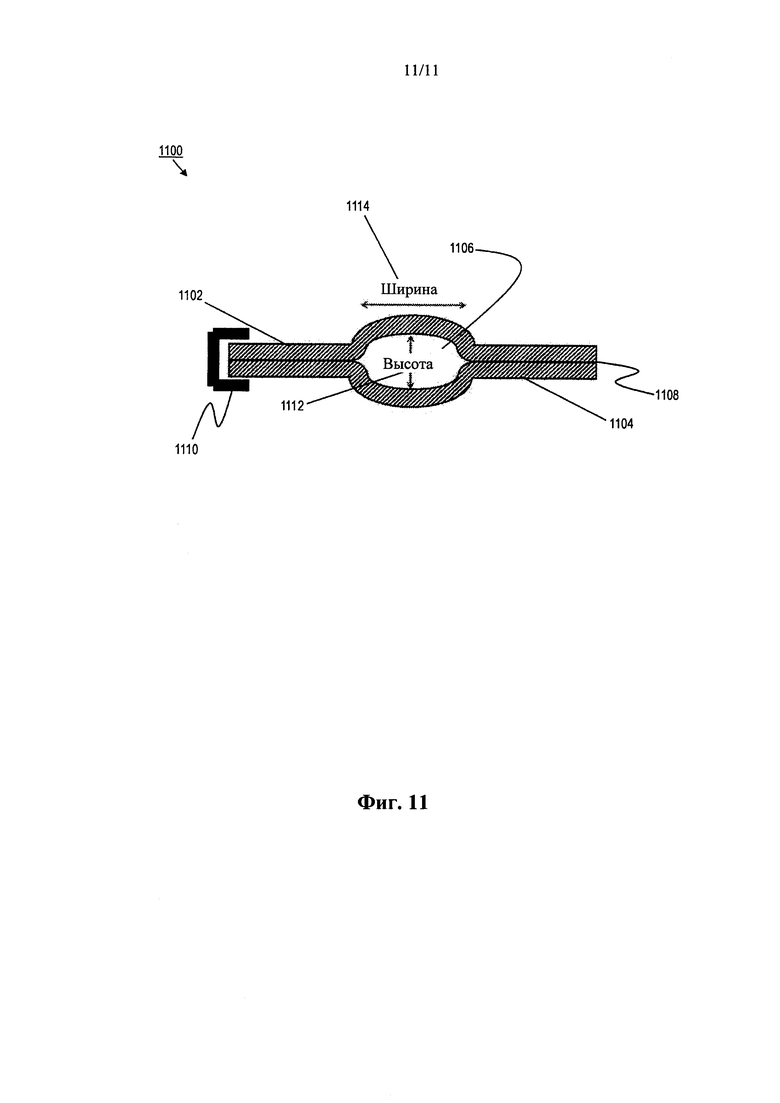
Предложен способ заполнения тела глушителя волокнистым материалом перед полной сборкой тела глушителя. При этом глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия. Корпус глушителя содержит первый корпусный элемент и второй корпусный элемент. Способ предусматривает прикрепление первого корпусного элемента и второго корпусного элемента друг к другу таким образом, чтобы ограничить открытую часть и закрытую часть, при этом открытая часть ограничивает отверстие, достаточное для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части. Способ предусматривает вставку наполнительной головки в корпус глушителя через открытую часть, а также введение волокнистого материала в корпус глушителя через наполнительную головку. Далее происходит удаление наполнительной головки из корпуса глушителя через открытую часть и закрытие открытой части. Техническим результатом является улучшение способов для заполнения глушителя волокнистым материалом перед завершением сборки корпуса глушителя. 28 з.п. ф-лы, 11 ил.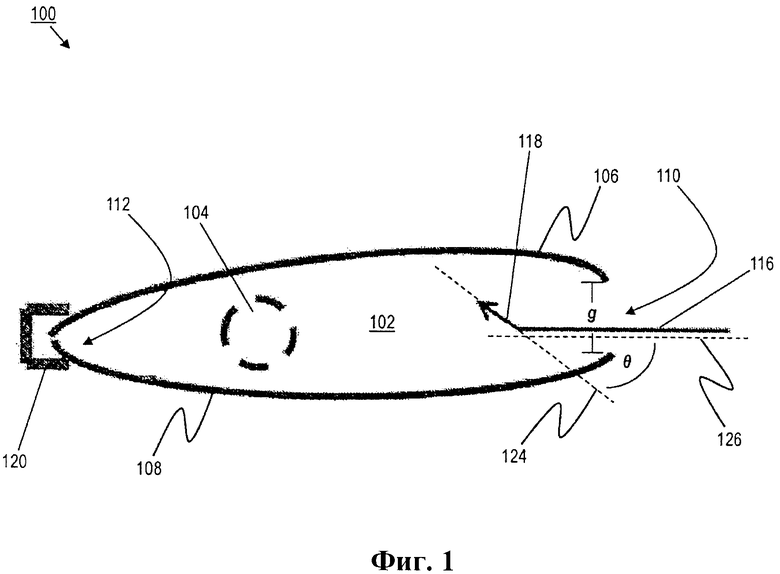
1. Способ заполнения глушителя волокнистым материалом, при этом глушитель содержит корпус глушителя, характеризующийся наличием впускного отверстия и выпускного отверстия, корпус глушителя содержит первый корпусный элемент и второй корпусный элемент, причем способ предусматривает:
прикрепление первого корпусного элемента и второго корпусного элемента друг к другу таким образом, чтобы ограничить открытую часть и закрытую часть, при этом открытая часть ограничивает отверстие, достаточное для расположения наполнительной головки между первым корпусным элементом и вторым корпусным элементом в области открытой части;
вставку наполнительной головки в корпус глушителя через открытую часть;
введение волокнистого материала в корпус глушителя через наполнительную головку;
удаление наполнительной головки из корпуса глушителя через открытую часть; и
закрытие открытой части.
2. Способ по п. 1, в котором несколько открытых частей ограничивают путем прикрепления первого корпусного элемент и второго корпусного элемента друг к другу.
3. Способ по п. 2, дополнительно предусматривающий вставку первой наполнительной головки в первую область корпуса глушителя через первую открытую часть; и
вставку второй наполнительной головки во вторую область корпуса глушителя через вторую открытую часть.
4. Способ по п. 3, в котором глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя,
при этом выпускное отверстие первой наполнительной головки располагают в первой камере и
выпускное отверстие второй наполнительной головки располагают во второй камере.
5. Способ по п. 3, в котором волокнистый материал вводят в корпус глушителя одновременно через первую наполнительную головку и вторую наполнительную головку.
6. Способ по п. 1, дополнительно предусматривающий откачивание воздуха из корпуса глушителя во время введения волокнистого материала в корпус глушителя.
7. Способ по п. 6, в котором воздух откачивают из корпуса глушителя через по меньшей мере одно из впускного отверстия и выпускного отверстия.
8. Способ по п. 1, в котором наполнительная головка содержит выпускное отверстие, которое сформировано для направления волокнистого материал вдоль оси заполнения, при этом ось заполнения не параллельна центральной оси наполнительной головки.
9. Способ по п. 8, в котором ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 0 градусов до 90 градусов.
10. Способ по п. 8, в котором ось заполнения проходит под углом относительно центральной оси наполнительной головки, который находится в диапазоне от 10 градусов до 55 градусов.
11. Способ по п. 8, дополнительно предусматривающий расположение выпускного отверстия в требуемой области заполнения внутри корпуса глушителя перед введением волокнистого материала в корпус глушителя.
12. Способ по п. 11, дополнительно предусматривающий расположение выпускного отверстия в первой области заполнения внутри корпуса глушителя и введение первого количества волокнистого материала в корпус глушителя и
расположение выпускного отверстия во второй области заполнения внутри корпуса глушителя и введение второго количества волокнистого материала в корпус глушителя.
13. Способ по п. 12, в котором первое количество и второе количество являются одинаковыми.
14. Способ по п. 8, дополнительно предусматривающий поворачивание наполнительной головки таким образом, чтобы направить выпускное отверстие в требуемом направлении заполнения перед введением волокнистого материала в корпус глушителя.
15. Способ по п. 1, дополнительно предусматривающий перемещение наполнительной головки во время введения волокнистого материала в корпус глушителя.
16. Способ по п. 1, дополнительно предусматривающий поворачивание наполнительной головки во время введения волокнистого материала в корпус глушителя.
17. Способ по п. 1, в котором труба проходит между впускным отверстием и выпускным отверстием, при этом, по меньшей мере, часть трубы внутри корпуса глушителя является перфорированной.
18. Способ по п. 1, в котором глушитель содержит перегородку, образующую первую камеру и вторую камеру внутри корпуса глушителя.
19. Способ по п. 18, в котором, по меньшей мере, часть перегородки является перфорированной.
20. Способ по п. 18, в котором впускное отверстие связано с первой камерой и выпускное отверстие связано со второй камерой.
21. Способ по п. 20, в котором первая труба связана с впускным отверстием и сообщается с первой камерой, при этом вторая труба связана с выпускным отверстием и сообщается со второй камерой.
22. Способ по п. 21, в котором, по меньшей мере, часть первой трубы внутри корпуса глушителя является перфорированной.
23. Способ по п. 21, в котором, по меньшей мере, часть второй трубы внутри корпуса глушителя является перфорированной.
24. Способ по п. 1, в котором закрытие открытой части предусматривает деформирование открытой части.
25. Способ по п. 1, в котором закрытие открытой части предусматривает по меньшей мере одно из вставки заглушки в открытую часть и закрытия крышкой открытой части.
26. Способ по п. 1, в котором высота отверстия находится в диапазоне от 5 мм до 20 мм и
ширина отверстия находится в диапазоне от 5 мм до 20 мм.
27. Способ по п. 1, в котором волокнистый материал представляет собой стекловолокно.
28. Способ по п. 27, в котором стекловолокно является текстурированным.
29. Способ по п. 27, в котором стекловолокно содержит одно из элементарных нитей из Е-стекла и элементарных нитей из S-стекла.
| US 7975382 B2, 12.07.2011 | |||
| US 2005001012 A1, 06.01.2005 | |||
| US 2002129991 A1, 19.09.2002 | |||
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВКИ ИЗ ПРЯДЕВОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2191319C2 |
| RU 2011145834 A, 20.07.2013. | |||

