ОБЛАСТЬ ТЕХНИКИ
Это изобретение относится, в целом, к панелям с гофрированной сердцевиной и, в частности, к изоляции панелей с гофрированной сердцевиной компонентов, находящихся под давлением, таких как емкости высокого давления.
УРОВЕНЬ ТЕХНИКИ
Изоляция необходима для некоторых компонентов, находящихся под давлением, таких как емкости или резервуары высокого давления, для уменьшения потока тепла через компоненты. Некоторые компоненты, находящиеся под давлением, выполнены из частично пустотелых панелей, таких как панели с гофрированной сердцевиной. Конструктивные характеристики некоторых компонентов, находящихся под давлением, в том числе материала, содержащегося в компонентах, зависит от размещения изоляции в частично пустотелых панелях, образующих компоненты, которое трудно изготовить традиционными способами.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Объект изобретения по настоящей заявке создан исходя из современного уровня техники и, в частности, исходя из проблем и потребностей, связанных с изоляцией частично пустотелых панелей, таких как панели с гофрированной сердцевиной. В целом, объект изобретения по настоящей заявке создан с целью обеспечения способов изоляции и изготовления панели с гофрированной сердцевиной, которые преодолевают по меньшей мере некоторые из вышеописанных недостатков уровня техники.
Согласно некоторым вариантам осуществления, в настоящем документе раскрыт первый способ частичной изоляции внутреннего пространства панели с предварительно сформированной гофрированной сердцевиной. Панель с гофрированной сердцевиной включает в себя первый лицевой лист, второй лицевой лист, расположенный на расстоянии от первого лицевого листа, и перемычки между первым лицевым листом и вторым лицевым листом. Внутреннее пространство образовано между первым лицевым листом, вторым лицевым листом и соседними перемычками. Первый способ включает размещение разделителя в первой части внутреннего пространства, размещение мембраны между разделителем и второй частью внутреннего пространства, и размещение изоляции во второй части внутреннего пространства. Дополнительно первый способ включает прижатие мембраны к разделителю, отверждение мембраны, и удаление разделителя из первой части внутреннего пространства. Мембрану можно отверждать, пока мембрана прижата к разделителю.
В одном примере первый способ дополнительно включает размещение надувной камеры во внутреннем пространстве, причем прижатие мембраны к разделителю включает надувание надувной камеры. Разделитель может содержать сердечник. Первый способ может дополнительно включать обертывание сердечника мембраной. Дополнительно первый способ может включать удаление надувной камеры из внутреннего пространства, причем размещение изоляции во второй части внутреннего пространства включает впрыскивание изоляции во вторую часть внутреннего пространства после удаления надувной камеры из внутреннего пространства, после отверждения мембраны, и до удаления цельного сердечника.
Согласно другому примеру, первый способ также включает обертывание надувной камеры усилителем адгезии, причем отверждение мембраны включает отверждение усилителя адгезии. Усилитель адгезии может включать стеклянные волокна, взвешенные в матрице.
В дополнительном примере первого способа разделитель включает надувную камеру. Первый способ может дополнительно включать обертывание изоляции мембраной. Изоляция может быть обернута мембраной до размещения мембраны между разделителем и второй частью внутреннего пространства и до размещения изоляции во второй участи внутреннего пространства. Изоляция может отверждаться до обертывания изоляции мембраной и до размещения изоляции во второй части внутреннего пространства. Первый способ также может включать нанесение адгезивного слоя на мембрану. Прижатие мембраны к разделителю может включать надувание надувной камеры.
В одном примере мембрана выполнена из полупроницаемого материала. Отверждение мембраны может соединять мембрану с изоляцией.
Согласно некоторым вариантам осуществления, в настоящей заявке предусмотрен второй способ частичной изоляции внутренних пространств панели с предварительно сформированной гофрированной сердцевиной. Панель с гофрированной сердцевиной включает первый лицевой лист, второй лицевой лист, расположенный на расстоянии от первого лицевого листа, и перемычки между первым лицевым листом и вторым лицевым листом. Между первым лицевым листом, вторым лицевым листом и соответствующими соседними перемычками образованы внутренние пространства. Способ включает размещение одной из множества разделителей в первой части каждого из внутренних пространств, размещение одной из множества мембран между разделителем и второй частью каждого из внутренних пространств, и размещение изоляции во второй части каждого из внутренних пространств. Второй способ дополнительно включает одновременное прижатие мембран к разделителям, одновременное отверждение мембран, и удаление разделителей из первых частей внутренних пространств.
В одном примере второй способ также включает размещение одной из множества надувных камер в каждом из внутренних пространств. Одновременное прижатие мембран к разделителям может включать одновременное надувание надувных камер с использованием одной нагнетательной камеры.
Согласно примеру второго способа, изоляция во вторых частях внутренних пространств имеет одну и ту же однородную толщину.
В некоторых других вариантах осуществления третий способ изготовления панели с гофрированной сердцевиной включает размещение кольцевых желобков между первым лицевым листом и вторым лицевым листом. Каждый кольцевой желобок включает противоположные первые боковые стенки и противоположные вторые боковые стенки. Дополнительно каждый кольцевой желобок включает внутреннее пространство, образованное между противоположными первыми боковыми стенками и противоположными вторыми боковыми стенками кольцевого желобка. Кроме того, каждая первая боковая стенка примыкает к первой боковой стенке соседнего желобка с образованием перемычки, которая проходит между первым лицевым листом и вторым лицевым листом. Каждая вторая боковая стенка примыкает к одному из первого лицевого листа и второго лицевого листа. Третий способ дополнительно включает отверждение кольцевых желобков, первого лицевого листа и второго лицевого листа для формирования панели с неизолированной гофрированной сердцевиной. Дополнительно третий способ включает размещение разделителя в первой части внутреннего пространства по меньшей мере одного кольцевого желобка, размещение мембраны между разделителем и второй частью внутреннего пространства по меньшей мере одного кольцевого желобка, и размещение изоляции во второй части внутреннего пространства по меньшей мере одного кольцевого желобка. Третий способ также включает прижатие мембраны к разделителю, отверждение мембраны, и удаление разделителя из первой части внутреннего пространства по меньшей мере одного кольцевого желобка.
Описанные признаки, структуры, преимущества и/или характеристики объекта настоящего изобретения можно комбинировать любым подходящим образом в одном или более вариантах осуществления и/или реализации. В нижеследующем описании приведены многочисленные конкретные детали, позволяющие лучше понять варианты осуществления объекта настоящего изобретения. Специалисту в данной области техники понятно, что объект настоящего изобретения можно применять на практике без одного или более конкретных признаков, деталей, компонентов, материалов и/или способов конкретного варианта осуществления или реализации. В других случаях, в некоторых вариантах осуществления и/или реализации можно выявить дополнительные признаки и преимущества, которые могут присутствовать во всех вариантах осуществления или реализации. Кроме того, в ряде случаев, общеизвестные структуры, материалы или операции не показаны и подробно не описаны во избежание затемнения аспектов объекта настоящего изобретения. Признаки и преимущества настоящего изобретения будут более ясны из нижеследующего описания и формулы изобретения, или могут быть изучены в практическом применении изложенного ниже объекта изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания преимуществ объекта изобретения, более детальное описание объекта изобретения, кратко описанного выше, будет приведено со ссылкой на конкретные варианты осуществления, которые проиллюстрированы на прилагаемых чертежах. Исходя из того, что эти чертежи демонстрируют лишь типичные варианты осуществления объекта изобретения и поэтому не предназначены для ограничения его объема, объект изобретения будет описан и объяснен более конкретно и подробно с использованием чертежей, на которых:
Фигура 1 представляет собой вид в перспективе и в разрезе емкости высокого давления согласно одному варианту осуществления;
Фигура 2 представляет собой вид в перспективе панели с гофрированной сердцевиной согласно одному варианту осуществления;
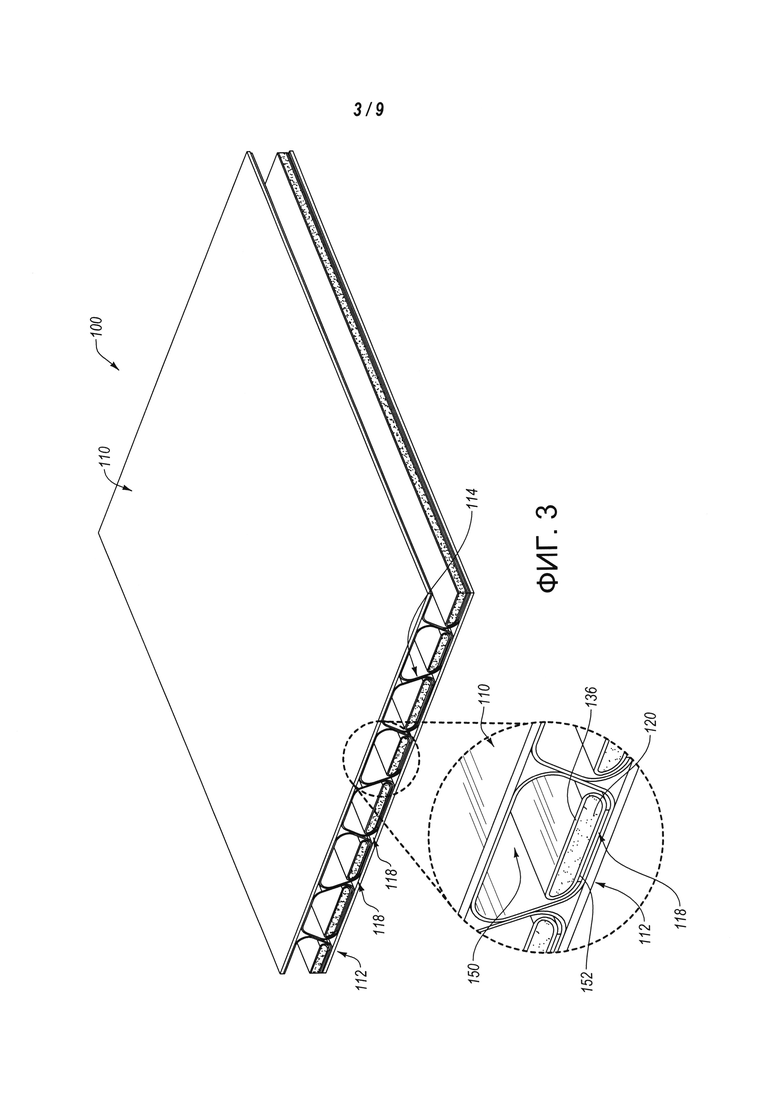
Фигура 3 представляет собой вид в перспективе панели с гофрированной сердцевиной согласно другому варианту осуществления;
Фигура 4 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной согласно одному варианту осуществления, до выполнения способа по меньшей мере частичной изоляции панели с гофрированной сердцевиной;
Фигура 5 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 4, где разделитель и мембрана изображены располагающимися во внутреннем пространстве панели с гофрированной сердцевиной согласно одному варианту осуществления;
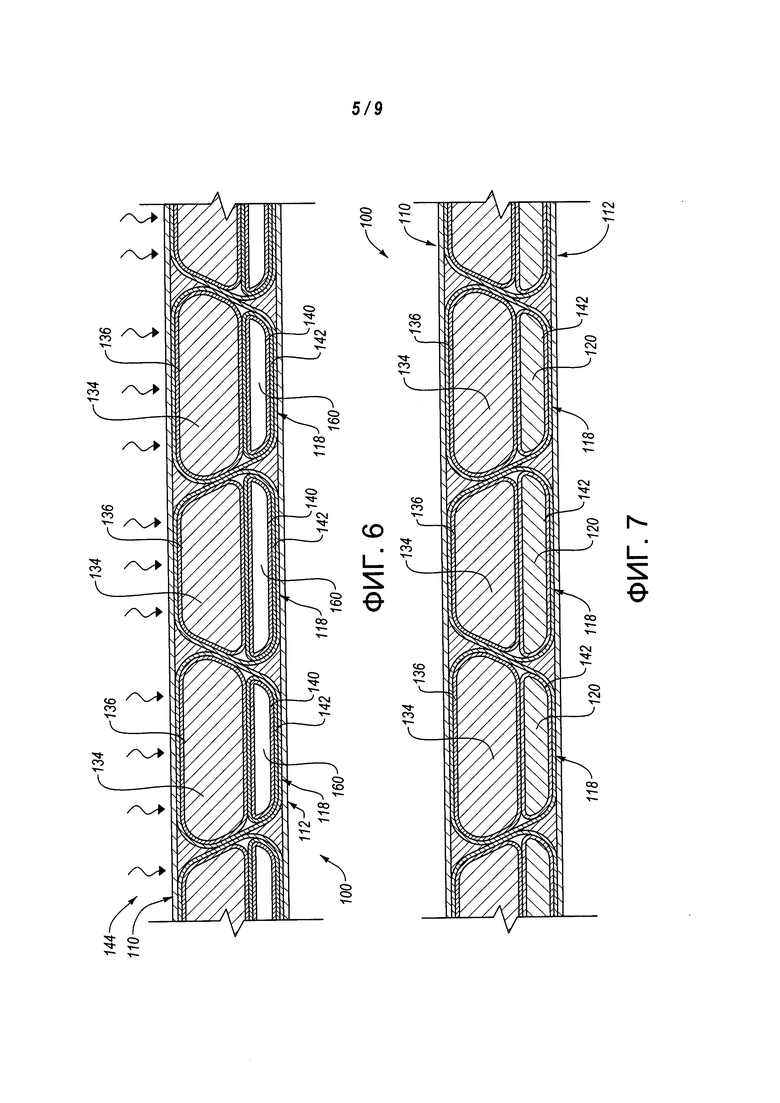
Фигура 6 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 5, где надувная камера и усилитель адгезии изображены располагающимися во внутреннем пространстве панели с гофрированной сердцевиной согласно одному варианту осуществления;
Фигура 7 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 6, где надувная камера изображена удаленной из внутреннего пространства панели с гофрированной сердцевиной, и изоляция изображена расположенной в нем согласно одному варианту осуществления;
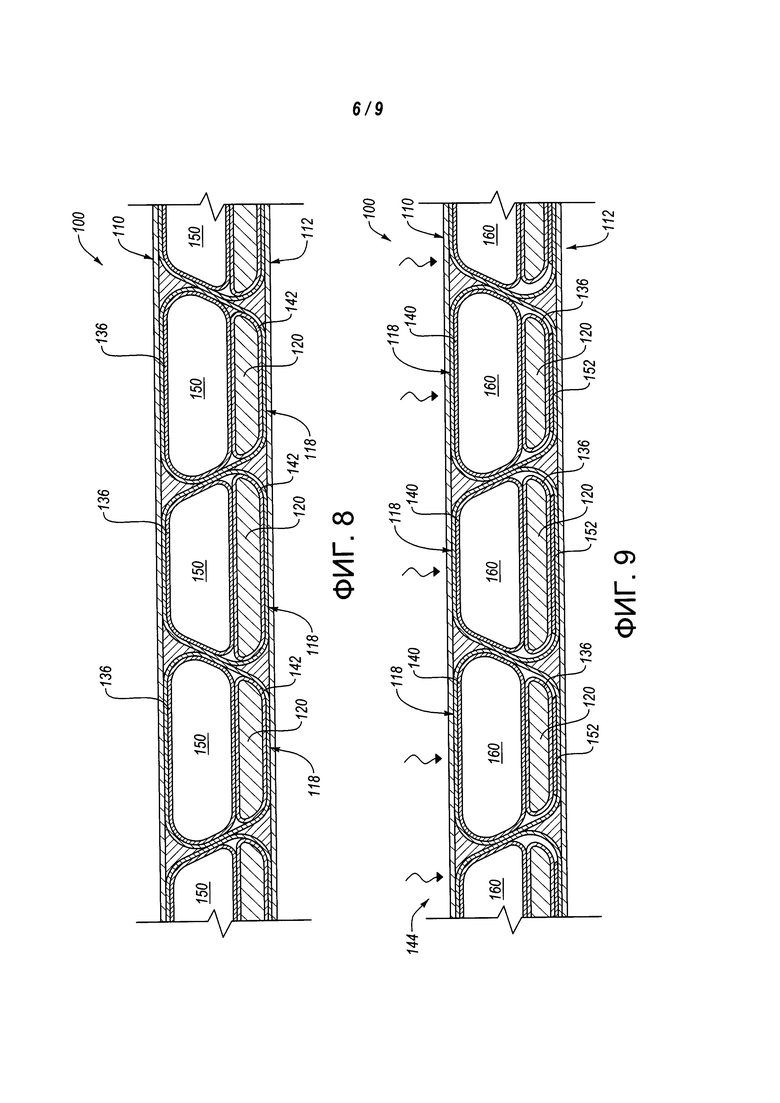
Фигура 8 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 7, где разделитель изображен удаленным из внутреннего пространства панели с гофрированной сердцевиной согласно одному варианту осуществления;
Фигура 9 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 4, где разделитель и мембрана изображены располагающимися во внутреннем пространстве панели с гофрированной сердцевиной согласно одному варианту осуществления;
Фигура 10 представляет собой вертикальный вид сбоку в разрезе панели с гофрированной сердцевиной, показанной на Фигуре 9, где разделитель изображен удаленным согласно одному варианту осуществления;
Фигура 11 представляет собой первую часть блок-схемы, демонстрирующей один вариант осуществления способа изоляции внутреннего пространства панели с гофрированной сердцевиной; и
Фигура 12 представляет собой вторую часть блок-схемы способа изоляции внутреннего пространства панели с гофрированной сердцевиной согласно одному варианту осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
Ссылки, приведенные в настоящем описания изобретения на "один вариант осуществления", "вариант осуществления" или аналогичное выражение означает, что конкретный/ая признак, структура или характеристика, описанный/ая в связи с вариантом осуществления, включен/а по меньшей мере в один вариант осуществления настоящего изобретения. Все выражения "в одном варианте осуществления", "согласно варианту осуществления" и аналогичное выражение во всем описании изобретения могут, но не обязательно, относиться к одному и тому же варианту осуществления. Аналогично, использование термина "реализация" означает, что реализация имеет конкретный/ую признак, структуру, или характеристику, описанный/ую в связи с одним или более вариантов осуществления настоящего изобретения, однако, если явно не указано обратное, реализация может быть связана с одним или более вариантов осуществления.
На фиг. 1 показана емкость 10 высокого давления согласно одному варианту осуществления. Емкость 10 высокого давления может относиться к любому из различных типов емкостей высокого давления для вмещения материала под давлением, известных в уровне техники. Согласно проиллюстрированному варианту реализации, емкость 10 высокого давления является резервуаром для хранения криогенной жидкости для вмещения криогенной жидкости. В частности, емкость 10 высокого давления может представлять собой емкость высокого давления цилиндрической формы или конической формы для вмещения криогенных топливных компонентов для транспортного средства, такого как ракета или иное космическое транспортное средство. Емкость 10 высокого давления включает оболочку 14 которая образует внутреннее пространство 12 емкости высокого давления, в котором хранится материал под давлением. Оболочка 14 выполнена из панели 100 с гофрированной сердцевиной, как будет более подробно описано ниже. В целом, многослойная структура панели 100 с гофрированной сердцевиной обеспечивает структурно эффективный способ изготовления оболочки емкостей высокого давления, в частности тех емкостей высокого давления, на которые действуют сжимающие нагрузки во время эксплуатации. Дополнительно гофрированная сердцевина панели 100 с гофрированной сердцевиной обеспечивает средство для продувки и вентиляции замкнутых пространств в гофрированной сердцевине.
Согласно фиг. 2 и согласно одному варианту осуществления, панель 100 с гофрированной сердцевиной включает первый лицевой лист 110, второй лицевой лист 112, расположенный на расстоянии от первого лицевого листа, и перемычек 114, расположенных между первым и вторым лицевыми листами. Внутреннее пространство, образованное между первым лицевым листом 110 и вторым лицевым листом 112 разделено на отдельные каналы или проходы 150 перемычками 114. Другими словами, каждый из проходов 150 образован двумя соседними перемычками 114. Проходы 150 дополнительно образованы изоляцией 120, расположенной во внутреннем пространстве между первым лицевым листом 110 и вторым лицевым листом 112. Соответственно, каждый проход 150 образован между соседними перемычками 114, первым лицевым листом 110 и изоляцией 120. Аналогично проходам 150, изоляция 120 разделена на отдельные фрагменты изоляции перемычками 114. Панель 100 с гофрированной сердцевиной может включать мембрану 136, расположенную между изоляцией 120 и проходами 150.
В проиллюстрированном варианте реализации, перемычки 114 наклонены относительно первого и второго лицевых листов 110, 112. Кроме того, угол каждой перемычки 114 относительно первого и второго лицевых листов 110, 112 изменяется от перемычки к перемычке по ширине панели 100 с гофрированной сердцевиной. Изменение углов перемычек 114 приводит к изменению форм поперечного сечения проходов 150 по ширине панели 100 с гофрированной сердцевиной. Например, формы поперечного сечения проходов 150 изменяются между трапецеидальной формой и перевернутой трапецеидальной формой. Хотя перемычки 114 наклонены относительно первого и второго лицевых листов 110, 112 в проиллюстрированном варианте реализации, в некоторых вариантах осуществления, перемычки 114 не наклонены относительно первого и второго лицевых листов 110, 112, но практически перпендикулярны относительно первого и второго лицевых листов.
На фиг. 3 и согласно одному варианту осуществления показана панель 100 с гофрированной сердцевиной, аналогичная панели с гофрированной сердцевиной, представленной на фиг. 2. Как и панель 100 с гофрированной сердцевиной, показанная на фиг.1, панель с гофрированной сердцевиной показанная на фиг. 2, включает первый лицевой лист 110, второй лицевой лист 112 и перемычки 114. Дополнительно панель 100 с гофрированной сердцевиной, показанная на фиг. 3, включает проходы 150, изоляцию 120 и мембрану 136. Однако в отличие от панели 100 с гофрированной сердцевиной, показанной на фиг. 2, каждая перемычка 114 панели с гофрированной сердцевиной, показанной на фиг. 3, образована смыкающимися боковыми стенками соседних кольцевых желобков 118, расположенных между первым и вторым лицевыми листами 110, 112. Кроме того, согласно фиг. 3 и 4, каждый проход 150 панели с гофрированной сердцевиной, показанной на фиг. 3, образован между соседними перемычками 114 (например, противоположными первыми боковыми стенками 128 соответствующего кольцевого желобка 118), второй боковой стенкой 130 соответствующего кольцевого желобка и изоляцией 120. Промежуточные пространства между желобками 118 заполнены лапшой 122.
Хотя панель 100 с гофрированной сердцевиной, показанная на фиг. 2 и 3, изображена относительно плоской, такая конфигурация панели с гофрированной сердцевиной выполнена исключительно в целях иллюстрации, поскольку панели с гофрированной сердцевиной можно придать любую из различных неплоских (например, изогнутых) форм. Например, как показано на фиг.1, панель 100 с гофрированной сердцевиной можно изгибать для формирования оболочки емкости высокого давления, по существу, цилиндрической формы.
Кроме того, детали панели 100 с гофрированной сердцевиной, показанной на фиг. 3, изображены в поперечном сечении на фиг. 4. Каждый кольцевой желобок 118 имеет, в целом, трапецеидальную форму поперечного сечения, где противоположные первые боковые стенки 128 сходятся/расходятся относительно друг друга, и противоположные вторые боковые стенки 130 проходят параллельно относительно друг друга. Каждая из первой и второй боковых стенок 128, 130 в проиллюстрированном варианте осуществления является, по существу, прямой или плоской. Однако, в некоторых вариантах осуществления, первая и/или вторая боковые стенки 128, 130 могут быть изогнутыми или неплоскими. Переход между соответствующими первыми и вторыми боковыми стенками 128, 130 образован закругленными углами или изгибами 132. Кольцевые желобки 118 имеют изгибы 132 между первой и второй боковыми стенками 128, 130, а не заостренные углы или края вследствие структурных ограничений материала, из которого выполнены кольцевые желобки. Однако понятно, что в некоторых вариантах осуществления кольцевые желобки 118 могут быть выполнены из материала, способного формировать заостренные углы или края.
Кольцевые желобки 118 располагаются между первым и вторым лицевыми листами 110, 112, так что первый лицевой лист примыкает к соответствующей одной из вторых боковых стенок 130 каждого кольцевого желобка, и второй лицевой лист примыкает к другой из вторых боковых стенок 130 каждого кольцевого желобка. Кроме того, кольцевые желобки 118 расположены рядом друг с другом между первым и вторым лицевыми листами 110, 112, так что первая боковая стенка 128 одного кольцевого желобка примыкает к первой боковой стенке соседнего кольцевого желобка. Благодаря форме поперечного сечения и размещению кольцевых желобков 118, промежуточные пространства могут быть сформированы между изгибами 132 соседних кольцевых желобков и соответствующими первым и вторым лицевыми листами 110, 112. Лапша 122 заполняет соответствующие промежуточные пространства между кольцевыми желобками 118 для повышения структурной целостности панели 100 с гофрированной сердцевиной.
Также, согласно фиг. 4, каждый кольцевой желобок 118 образует внутреннее пространство 124, образованное, в целом, между первым лицевым листом 110, вторым лицевым листом 112 и соседними перемычками 114. В частности, каждое внутреннее пространство 124 образовано между противоположными вторыми боковыми стенками 130 соответствующего кольцевого желобка 118 и соседними перемычками 114 (например, противоположными первыми боковыми стенками 128 соответствующего кольцевого желобка). Каждое внутреннее пространство 124 может быть разделено на первую часть 138 и вторую часть 139. Первая и вторая части 138, 139 показаны разделенными воображаемой пунктирной линией, показанной на фиг.4. Соединенные или объединенные внутренние пространства 124 кольцевых желобков 118 можно определить, как внутреннее пространство панели 100 с гофрированной сердцевиной.
В некоторых вариантах реализации, панель 100 с гофрированной сердцевиной отделяет внутреннюю область удержания материала (например, внутреннее пространство емкости высокого давления) от внешнего пространства (например, окружающей среды, в которой действует емкость высокого давления). В таких вариантах реализации, первый лицевой лист 110 является внешним лицевым листом, а второй лицевой лист 112 является внутренним лицевым листом. Соответственно, вторая боковая стенка 130, примыкающая к первому лицевому листу 110 является внешней второй боковой стенкой, а вторая боковая стенка 130, примыкающая ко второму лицевому листу 112, является внутренней второй боковой стенкой. Аналогично, в этих вариантах реализации, первая часть 138 каждого внутреннего пространства 124 является внешней частью, а вторая часть 139 каждого внутреннего пространства является внутренней частью. Панель 100 с гофрированной сердцевиной может формировать часть емкости высокого давления, например, резервуар для криогенной жидкости для хранения текучих сред или газа под давлением, например, криогенных жидкостей, например, топлива или топливных компонентов.
Согласно определенным вариантам осуществления, первый лицевой лист 110, второй лицевой лист 112 и кольцевые желобки 118 выполнены из волокнистого композитного материала, такого как листы полимера, усиленные углеродным волокном с предварительной пропиткой. Лапша 122 может быть выполнена из любого из различных материалов, например, отверждаемого материала, согласно любому из различных способов производства. В других вариантах осуществления, первый лицевой лист 110, второй лицевой лист 112, кольцевые желобки 118 и лапша 122, при необходимости, могут быть выполнены из других материалов.
Панель 100 с гофрированной сердцевиной, показанная на фиг.4, представляет собой предварительно сформированную панель с неизолированной гофрированной сердцевиной, выполненную любым из различных способов, например, например, описанным в патентах США №№7,296,769; 7,998,299; 8,815,038; и 8,834,667, и публикации патентной заявки США №2014/0363595, которые включены в данное описание в порядке ссылки. В одном варианте реализации, и согласно фиг. 11 и 12, панель 100 с предварительно сформированной и неизолированной гофрированной сердцевиной, показанная на фиг. 4, сформирована путем размещения кольцевых желобков 118 между первым и вторым лицевыми листами 110, 112 на этапе 210. В одном варианте реализации, кольцевые желобки 118 находятся в предварительно отвержденном состоянии, когда они располагаются между первым и вторым лицевыми листами 110, 112, которые также могут быть в предварительно отвержденном состоянии. В других вариантах реализации желобки 118 находятся в неотвержденном или сыром состоянии, когда они располагаются между первым и вторым лицевыми листами 110, 112, и отверждаются совместно с ними. Размещение желобков 118 между первым и вторым лицевыми листами 110, 112 может включать их вставку между первым и вторым лицевыми листами, при нахождении лицевых листов на месте. В других вариантах реализации размещение желобков 118 между первым и вторым лицевыми листами 110, 112 включает размещение желобков на втором лицевом листе, когда первый лицевой лист не остается на месте, и затем наложение первого лицевого листа на желобки для их эффективного размещения между лицевыми листами.
Для сохранения формы кольцевых желобков 118 при их размещении между первым и вторым лицевыми листами 110, 112 и/или их отверждении, материал каждого кольцевого желобка можно обертывать вокруг жесткого сердечника, форма поперечного сечения которого соответствует необходимой форме кольцевого желобка. Жесткий сердечник или его внешняя поверхность может быть выполнен/а из низкофрикционного или антипригарного материала, например, политетрафторэтилена. Когда материал кольцевого желобка 118 г обернут вокруг жестких сердечников, последние располагаются между первым и вторым лицевыми листами 110, 112, так что кольцевые желобки 118 примыкают друг к другу, располагаясь рядом друг с другом, для формирования перемычек 114, как описано выше. Затем, когда сердечники находятся между первым и вторым лицевыми листами 110, 112, кольцевые желобки 118, первый лицевой лист и второй лицевой лист подвергаются тепловому воздействию для отверждения и соединения друг с другом кольцевых желобков 118, первого лицевого листа и второго лицевого листа на этапе 212 для формирования панели 100 с предварительно сформированной и неизолированной гофрированной сердцевиной, показанной на фиг. 4. До процесса отверждения, лапша 122 располагается в промежуточных пространствах между кольцевыми желобками 118, и отверждается в том же или другом процессе отверждения.
После отверждения на этапе 212 способа 200, панель 100 с предварительно сформированной и неизолированной гофрированной сердцевиной, показанная на фиг. 3, находится в состоянии по меньшей мере частичной изоляции. Частичная изоляция панели 100 с гофрированной сердцевиной включает размещение разделителей в соответствующих кольцевых желобках 118 панели 100 с предварительно сформированной и неизолированной гофрированной сердцевиной на этапе 214 способа 200. Дополнительно способ 200 включает размещение мембран 136 в соответствующих кольцевых желобках 118 на этапе 216. Способ 200 дополнительно включает размещение изоляции в каждом из кольцевых желобках 118, что позволяет располагать мембрану 136 между разделителем и изоляцией на этапе 218. Кроме того, способ 200 включает отверждение мембран 136 на этапе 230 или 240 и удаление разделителя на этапе 234.
Также, согласно фиг. 11 и 12, этапы 214, 216, 218, 234 способа 200 могут выполняться согласно по меньшей мере первому варианту осуществления (см., например, фиг. 5-8) и второму варианту осуществления (см., например, фиг. 9 и 10) способа. Первый вариант осуществления связан с отрицательным результатом определения на этапе 220 способа 200, и второй вариант осуществления связан с положительным результатом определения на этапе 220. Другими словами, первый вариант осуществления связан со способом 200 изготовления панели с изолированной гофрированной сердцевиной, в котором не используется предварительно сформированная изоляция, и второй вариант осуществления связан со способом изготовления панели с изолированной гофрированной сердцевиной, в котором используется предварительно сформированная изоляция. Решение использовать предварительно не сформированную изоляцию (например, вспениваемую на месте изоляцию) согласно первому варианту осуществления или использовать предварительно сформированную изоляцию согласно второму варианту осуществления может зависеть от любого из различных факторов, например, стоимости, веса и характеристик. Описания первого и второго варианта осуществления способа 200 отдельно описаны ниже.
Как показано на фиг. 5, согласно первому варианту осуществления способа 200, каждый разделитель является сердечником 134, форма которого соответствует предварительно сформированной форме кольцевого желобка 118. Кроме того, сердечники 134 располагаются в первых частях 138 внутренних пространств 124, образованных кольцевыми желобками 118. Поскольку кольцевые желобки 118 располагаются в порядке чередования (например, поочередно перевернутые и не перевернутые), формы первых частей 138 внутренних пространств 124 чередуются аналогичным образом. Соответственно, размещение сердечников 134 в первых частях 138 внутренних пространств 124 требует, чтобы ориентация сердечников 134 чередовалась таким же образом. Каждый сердечник 134 может быть сплошным сердечником, выполненным из, по существу, жесткого материала. В частности, в одном варианте реализации, каждый сердечник 134 выполнен из низкофрикционного или антипригарного материала, например, политетрафторэтилена, с относительно высокой температурой плавления (например, превышающей температуру отверждения мембран 136 как описано ниже).
Согласно первому варианту осуществления, размещение мембран 136 в кольцевых желобках 118 на этапе 216 включает обертывание каждого сердечника 134 соответствующей мембраной на этапе 222 до размещения сердечников в первых частях 138 внутренних пространств 124 на этапе 214. Другими словами, после обертывания каждого сердечника 134 соответствующей мембраной 136, каждый сердечник в совокупности с мембраной располагается в первой части 138 соответствующего внутреннего пространства 124. Каждая мембрана 136 может полностью обертывать соответствующий сердечник 134. Например, концевые участки мембраны 136 могут перекрываться друг с другом или примыкать друг к другу, что позволяет покрывать весь сердечник 134. Однако, в некоторых вариантах реализации, участок сердечника 134 может не покрываться мембраной 136. Тем не менее, желательно, чтобы, по меньшей мере, поверхность сердечника 134, обращенная ко второй части 139 внутреннего пространства 124, была покрыта мембраной 136. Каждый сердечник 134 выполнен имеющим размеры, соответствующие форме первых частей 138 внутренних пространств 124, что позволяет каждой мембране 136 однородно примыкать к внутренней поверхности кольцевого желобка 118, образуя первую часть внутреннего пространства. Таким образом, при отверждении на этапе 230, каждая мембрана 136 прочно соединяется с кольцевым желобком 118 вдоль внутренней поверхности кольцевого желобка.
Мембраны 136 выполнены из листа полупроницаемого материала. В некоторых вариантах реализации, полупроницаемый материал допускает прохождение некоторых частиц, например, молекул жидкости и газа, но препятствует прохождению других частиц, например, фрагментов изоляции 120. В одном варианте реализации, мембрана 136 выполнена из композитного материала, например, графитно-эпоксидного тканевого материала. Композитный материал может иметь относительно низкую объемную долю эпоксидной смолы для пропитки волокнистого тканевого материала, таким образом, что остаются малые открытые пространства для повышения воздухопроницаемости композитного материала. Согласно некоторым вариантам осуществления, полупроницаемый материал может быть выполнен из любого из различных материалов, который имеет, по меньшей мере, 50 отверстий на квадратный дюйм, причем диаметр каждого отверстия меньше нескольких тысячных дюйма.
Согласно фиг. 6, 11 и 12, первый вариант осуществления способа 200 также включает размещение надувных камер 140 в каждом из кольцевых желобков 118 на этапе 224. В частности, надувные камеры 140 располагаются во вторых частях
139 внутренних пространств 124. Надувные камеры 140 располагаются во вторых частях 139 внутренних пространств 124, тогда как сердечники 134 и мембраны 136 располагаются в первых частях 138 внутренних пространств. Каждая надувная камера 140 выполнена из гибкого материала, например, полимера (например, резины или пластмассы), и образует внутреннее полость 160. В некоторых вариантах реализации, каждая надувная камера 140 является трубчатым компонентом, где внутренняя полость 160 является центральным каналом, образованным трубчатым компонентом.
В некоторых вариантах реализациях, до размещения надувных камер 140 в кольцевых желобках 118, способ 200 включает обертывание каждой надувной камеры усилителем 142 адгезии на этапе 226. Каждый усилитель 142 адгезии может полностью обертывать соответствующую надувную камеру 140. Например, концевые участки усилителя 142 адгезии могут перекрываться друг с другом или примыкать друг к другу, что позволяет покрывать всю надувную камеру 140. Однако, в некоторых вариантах реализации, часть надувной камеры 140 может не покрываться усилителем 142 адгезии.
Каждый из усилителей 142 адгезии выполнен из листа композитного материала, который усиливает адгезию между мембранами 136 и кольцевыми желобками 118 с одной стороны и изоляцией 120 с другой стороны. В некоторых вариантах реализации, каждый усилитель 142 адгезии представляет собой сухой стеклянный мат, который прилипает к кольцевым желобкам 118 с помощью влажного адгезива, который по меньшей мере частично насыщает стеклянный мат.При высушивании, участок стеклянных волокон усилителя 142 адгезии выступает из адгезива. Выступающие стеклянные волокна действуют как фиксаторы для изоляции 120 для удержания изоляции на месте, как будет более подробно описано ниже.
Когда сердечники 134 и мембраны 136 располагаются в первых частях 138 внутренних пространств 124, и надувные камеры 140 и усилители 142 адгезии располагаются во вторых частях 139 внутренних пространств, надувные камеры 140 надуваются на этапе 228. Надувные камеры 140 можно надувать путем введения газа или жидкости во внутреннюю полость 160. В одном варианте реализации, газом является воздух. Согласно другому варианту реализации, жидкостью является вода или масло. Газ или жидкость заполняет внутреннюю полость 160 и создает в нем давление. В некоторых вариантах реализации, создание давления во внутренних полостях 160 расширяет надувные камеры 140. Внутренние полости 160 с повышенным давлением действуют направленным наружу давлением на соответствующие усилители 142 адгезии, которые, соответственно, действуют направленным наружу давлением на боковые стенки 128, 130 соответствующих кольцевых желобков 118 и соответствующие мембраны 136. Направленное наружу давление, развиваемое надувными камерами 140, эффективно прижимает усилители 142 адгезии к боковым стенкам 128, 130 и мембранам 136 и мембраны к сердечникам 134. Такое сжатие усилителей 142 адгезии и мембран 136 согласует форму усилителей адгезии и мембран 136 с формой второй части 139 внутреннего пространства 124, образованного сердечником 134 и боковыми стенками 128, 130 кольцевых желобков 118.
Хотя это не показано, каждая из надувных камер 140 принимает газ или жидкость из нагнетательной камеры, где газ или жидкость хранится при положительном давлении. Каждая из надувных камер 140 может принимать газ или жидкость из отдельной нагнетательной камеры. В некоторых других вариантах реализации одна нагнетательная камера одновременно подает газ или жидкость в надувные камеры 140.
После надувания надувных камер 140 на этапе 228 для удержания усилителей 142 адгезии и мембран 136 относительно сердечника 134 и боковых стенок 128, 130 кольцевых желобков 118, способ 200 включает в себя отверждение мембран 136 на этапе 230. Дополнительно в некоторых вариантах реализации, где усилители 142 адгезии используются как описано выше, отверждение мембран 136 на этапе 230 также включает в себя отверждение усилителей 142 адгезии. Отверждение мембран 136 и усилителей 142 адгезии включает в себя тепловое воздействие 144 на панель 100 с гофрированной сердцевиной, содержащую сердечники 134, мембраны 136, надутые надувные камеры 140 и усилители 142 адгезии, пока температуры мембран 136 и усилителей 142 адгезии не достигнут соответствующих температур отверждения. В некоторых вариантах реализации, например, температуры отверждения составляют от около 250°F до около 350°F. Нагревание мембран 136 и усилителей 142 адгезии до соответствующих температур отверждения приводит к отвердеванию эпоксидной смолы (например, смолы) или связующего материала мембран и усилителей адгезии для постоянной фиксации волокон, взвешенных в эпоксидной смоле или связующем материале на месте. Такое отверждение также соединяет мембраны 136 с кольцевыми желобками 118 и усилители 142 адгезии с мембранами и кольцевыми желобками 118. Установлено, что материалы сердечников 134 и надувных камер 140 выбираются таким образом, чтобы свойства и структура разделителей и надувных камер не подвергались негативному влиянию при температурах отверждения мембран 136 и усилителей 142 адгезии.
После отверждения мембран 136 и усилителей 142 адгезии на этапе 230, надувные камеры 140 удаляются на этапе 232. Поскольку мембраны 136 и усилители 142 адгезии фиксируются после отверждения на этапе 230, мембраны 136 и усилители 142 адгезии сохраняют свою отвержденную форму в течение и после удаления надувных камер 140. После удаления надувных камер 140, часть вторых частей 139 внутренних пространств 124, ранее занятых надувными камерами, является открытым пространством, образованным усилителями 142 адгезии.
Согласно фиг. 6, когда сердечники 134 располагаются в первых частях 138 внутренних пространств 124, открытое пространство, образованное в усилителях 142 адгезии, наполняется изоляцией 120. Соответственно, в первом варианте осуществления способа 200, размещение изоляции 120 в кольцевом желобке на этапе 218 включает в себя заполнение изоляцией открытых пространств, образованных в усилителях 142 адгезии. В одном варианте реализации, заполнение открытых пространств в усилителях 142 адгезии включает впрыскивание жидкой изоляции в открытые пространства. Когда изоляция 120 впрыскивается в открытые пространства, изоляция расширяется, заполняя их. Расширение изоляции 120 в ограниченном пространстве может создавать значительные давления, например, до 30 psi, которыми можно управлять путем регулировки отношения компонентов изоляции для достижения желаемой плотности изоляции. Поэтому, для предотвращения повреждения или искажения формы мембраны 136 вследствие расширения изоляции 120, сердечник 134 остается на месте в качестве ограничителя при впрыскивании изоляции 120 в открытые пространства на этапе 218. Когда изоляция 120 расширяется в открытых пространствах, изоляция окружает стеклянные волокна, выступающие из усилителей 142 адгезии. Другими словами, стеклянные волокна выступают в изоляцию 120, удерживая изоляцию в усилителях 142 адгезии, таким образом изоляция удерживается во вторых частях 139 внутренних пространств 124.
Кроме того, в некоторых вариантах осуществления, толщина открытых пространств, образованных в усилителе 142 адгезии, однородна или одинакова. Соответственно, толщина изоляции 120, расположенной в открытых пространствах, также однородна или одинакова. Однородность толщины открытых пространств можно обеспечивать, гарантируя однородность толщины сердечников 134, мембран 136 и усилителей 142 адгезии. В некоторых вариантах реализации, толщина изоляции 120 составляет от около 0,125 дюймов (3,175 мм) до около 2 дюймов (50,8 мм). В одном варианте реализации, толщина изоляции составляет около 0,250 дюймов (6,35 мм).
Согласно одному варианту реализации, изоляция 120 выполнена из комбинации первой и второй частей. Будучи изолированы друг от друга, первая и вторая части нереакционноспособны. Однако после объединения их друг с другом, первая и вторая части реагируют друг с другом для расширения и формирования в изоляцию 120. Первую и вторую части можно объединять в открытых пространствах в усилителях 142 адгезии с использованием отдельных питающих трубок. Питающие трубки медленно извлекаются из открытых пространств одновременно с введением первой и второй частей изоляции 120 в открытые пространства. Скорость извлечения питающих трубок зависит от скорости потока первой и второй частей изоляции 120 в открытые пространства, а также времени реакции первой и второй частей для формирования изоляции 120. В целом, питающие трубки извлекаются с достаточно малой скоростью, чтобы изоляция 120 правильно формировалась в открытых пространствах, но достаточно быстро, чтобы предотвратить формирование изоляции 120 вокруг и ограничение потока первой и второй частей из трубки. Хотя на фигурах не показано, несколько наборов питающих трубок можно одновременно размещать и извлекать из открытых пространств для одновременного впрыскивания изоляции в открытые пространства.
Изоляция 120 может являться любым материалом из различных изолирующих материалов, известных в технике, например, полиуретановой пеной и полиизоциануритной пеной.
Согласно фиг. 8, после расширения и высушивания изоляции 120 в открытых пространствах, образованных усилителями 142 адгезии, способ 200 включает удаление сердечников 134 из первых частей 138 внутренних пространств 124. Поскольку мембраны 136 и усилители 142 адгезии фиксируются после отверждения на этапе 230, и изоляция 120 прекращает расширяться, мембраны 136 и усилители 142 адгезии сохраняют свою отвержденную форму в течение и после удаления сердечников 134. После удаления сердечников 134, часть первых частей 138 внутренних пространств 124, ранее занятых разделителями, является открытым пространством. Открытые пространства в первых частях 138, созданные удалением сердечников 134, образуют проходы 150, которые проходят вдоль панели 100 с гофрированной сердцевиной. Панель 100 с гофрированной сердцевиной, показанная на фиг. 8, образует панель с изолированной гофрированной сердцевиной, где слой изоляции 120 располагается на внутренней стороне панели с гофрированной сердцевиной, и проходы 150 располагаются на внешней стороне панели с гофрированной сердцевиной.
В некоторых вариантах осуществления, где панель 100 с гофрированной сердцевиной используется для формирования резервуара для криогенного жидкого топлива, резервуар подвергается процессу высушивания или продувки до запуска транспортного средства, работающего на топливе в резервуаре. Композитным структурам, например, емкости 10 высокого давления, свойственно потощать влагу из атмосферной влажности и приходить в равновесие с содержанием влаги, зависящем от среднего уровня влажности окружающей среды, где находятся композитные структуры. Воздействие тепловых циклов ниже точки замерзания воды может приводить к развивающемуся повреждению вследствие расширения льда, захваченного в малых пустотах в композитных структурах. Для предотвращения или ослабления такого развивающегося повреждения, композитные структуры можно высушивать до воздействия тепловых циклов ниже точки замерзания воды.
Согласно некоторым вариантам реализации, процесс высушивания включает введение (например, посредством принудительной циркуляции) потока сухого газа, например, воздуха, азота и гелия, через проходы 150. Процесс высушивания порождает поток влаги из изоляции 120 и других мест между первым и вторым лицевыми листами 110, 112, в проходы 150 посредством течения сухого газа через проходы 150. Влага способна течь из изоляции 120 в проходы 150 через полупроницаемые мембраны 136. Согласно одному варианту осуществления, изоляция 120 в панели 100 с гофрированной сердцевиной располагается между проходами 150 и внутренним пространством резервуара.
Изоляция 120 сохраняет продувочные газы, текущие через проходы 150 в процессе вентиляции или продувки относительно теплыми, что может облегчать использование менее дорогостоящих продувочных газов. В отсутствие изоляции 120, часть продувочных газов можно сжижать для создания двухфазного потока через проходы 150, которым может быть трудно управлять. Дополнительно, изоляция 120 снижает теплопередачу между продувочными газами в проходах 150 и материалом (например, топливом) хранящимся в баке, что может уменьшать выкипание топлива и позволять более точное управление характеристиками (например, плотностью) топлива.
Согласно фиг. 9, 11 и 12 и второму варианту осуществления способа 200, каждый разделитель, расположенный в кольцевом желобке панели с неизолированной гофрированной сердцевиной (см., например, фиг. 4) на этапе 214, является надувной камерой 140. Каждая надувная камера 140, показанная на фиг. 9, может быть аналогична надувным камерам, показанным на фиг. 6. Однако, поскольку надувные камеры 140 второго варианта осуществления располагаются в первых частях 138 внутренних пространств 124, надувные камеры, связанные со вторым вариантом осуществления, могут быть больше, чем камеры, связанные с первым вариантом осуществления. Однако, в некоторых вариантах осуществления, надувные камеры 140, показанные на фиг. 6 и 9, могут иметь аналогичные конфигурацию и размеры.
Второй вариант осуществления способа 200 также включает обертывание предварительно сформированной изоляции 120 мембраной 136 на этапе 236. Предварительно сформированная изоляция 120 может включать несколько полосок предварительно сформированной изоляции, таким образом, что, каждая полоска предварительно сформированной изоляции обертывается отдельной мембраной 136. Каждая мембрана 136 может полностью обертывать соответствующую полоску предварительно сформированной изоляции. Например, концевые участки мембраны 136 могут перекрываться друг с другом или примыкать друг к другу, что позволяет покрывать всю полоску предварительно сформированной изоляции. Однако, в некоторых вариантах реализациях, участок полоски предварительно сформированной изоляции может не покрываться мембраной 136. Тем не менее, желательно, чтобы, по меньшей мере, поверхность полоски предварительно сформированной изоляции, обращенная к первой части 138 внутреннего пространства 124, была покрыта мембраной 136. Размещение изоляции 120 в кольцевом желобке 118 на этапе 218 включает размещение полоски предварительно сформированной изоляции с обернутой вокруг него мембраной 136 в каждой из вторых частей 139 внутренних пространств 124.
До обертывания предварительно сформированной изоляции 120 на этапе 236 способа 200, предварительно сформированная изоляция формируется с использованием любого из различных методов. Согласно одному варианту осуществления, лист изоляции, имеющий однородную толщину, разрезается или механически обрабатывается с образованием полосок, ширина которых позволяет им умещаться в соответствующих вторых частях 139 внутреннего пространства 124. Ширина соседних полосок может чередоваться в панели 100 с гофрированной сердцевиной в соответствии с чередованием ориентации кольцевых желобков 118. В некоторых других вариантах осуществления, полоски предварительно сформированной изоляции 120 можно производить с использованием штампов или форм.
Когда надувные камеры 140 располагаются в первых частях 138 внутренних пространств 124, и каждая предварительно сформированная изоляция 120, обернутая мембраной 136, располагается во вторых частях 139 внутренних пространств 124, способ 200 включает надувание разделителей (например, надувных камер 140) на этапе 238 и отверждение мембран 136 на этапе 240. Надувные камеры 140 можно надувать путем введения газа или жидкости во внутреннюю полость 160 каждой надувной камеры. Внутренние полости 160 с повышенным давлением действуют направленным наружу давлением на соответствующие обернутые мембраной полоски изоляции 120. Направленное наружу давление, развиваемое надувными камерами 140, эффективно гарантирует, что мембраны 136 прижимаются к полоскам предварительно сформированной изоляции 120 и к внутренней боковой стенке 130 кольцевых желобков 118. Пока надувные камеры 140 надуваются, мембраны 136 отверждаются на этапе 240 посредством теплового воздействия 144 на панель 100 с гофрированной сердцевиной, пока температура мембран не достигнет температуры отверждения мембран. Отверждение мембран на этапе 240 соединяет мембраны 136 с кольцевыми желобками 118 и соединяет изоляцию 120 с мембранами, благодаря чему, изоляция эффективно косвенно соединяется с кольцевыми желобками 118 во вторых частях 139 внутренних пространств 124. Установлено, что материал предварительно сформированной изоляции 120 и надувные камеры 140 выбираются таким образом, чтобы свойства и структура изоляции и надувных камер не подвергались негативному влиянию при температурах отверждения мембран 136.
После отверждения мембран 136 на этапе 240, разделители (например, надувные камеры 140) удаляются на этапе 234. После удаления надувных камер 140, часть первых частей 138 внутренних пространств 124, ранее занятых надувными камерами, является открытым пространством. Открытые пространства в первых частях 138, созданные удалением сердечников 134, образуют проходы 150.
Согласно некоторым вариантам реализации второго варианта осуществления способа 200, пленочный адгезив 152 или предварительная заготовка располагается во второй части 139 соответствующих внутренних пространств 124 до надувания надувных камер 140. Каждый пленочный адгезив 152 располагается между соответствующей обернутой мембраной полоской изоляции 120 и внутренней боковой стенкой 130 соответствующего кольцевого желобка 118. После надувания надувных камер 140, направленное наружу давление, развиваемое надувными камерами 140, эффективно гарантирует, что обернутые мембраной полоски изоляции 120 прижимаются к пленочным адгезивам 152, и пленочные адгезивы, в свою очередь, прижимаются к внутренней боковой стенке 130 кольцевых желобков 118. Когда камеры 140 надуты, пленочные адгезивы 152 отверждаются, когда мембраны 136 отверждаются на этапе 240. Пленочные адгезивы 152 способствуют адгезии обернутых мембраной полосок изоляции 120 к внутренней поверхности кольцевых желобков 118. В некоторых вариантах реализации, каждый из пленочных адгезивов 152 является листом тканевого адгезива, который активируется нагреванием адгезива, который сформирован вокруг листа ткани. Однако, в некоторых вариантах реализации, пленочные адгезивы 152 представляют собой листы или слои адгезивного материала с носителями мата произвольно ориентированного волокна или без носителей.
Полоски предварительно сформированной изоляции 120, показанные на фиг. 9 и 10, могут иметь любые из различных форм поперечного сечения. Например, как показано, полоски предварительно сформированной изоляции 120 имеют закругленные края для облегчения обертывания мембран 136 вокруг изоляции, а также для лучшего согласования формы кольцевых желобков 118, образующих вторые части 139. В проиллюстрированном варианте осуществления, существуют поперечные зазоры между обернутой мембраной изоляцией 120 и боковыми стенками 128 кольцевых желобков 118. Однако, в других вариантах осуществления, формы поперечного сечения полосок предварительно сформированной изоляции 120 могут более точно соответствовать форме (например, плотно входить) кольцевых желобков 118, образующих вторые части 139, благодаря чему, не существует поперечных зазоров между обернутой мембраной изоляцией и боковыми стенками 128 кольцевых желобков.
Надувные камеры 140, предварительно сформированную изоляцию 120 с мембраной 136 и пленочные адгезивы 152 можно размещать в кольцевых желобках 118 в отдельных операциях в разное время. Однако, в некоторых вариантах реализации, два или более надувных камер 140, предварительно сформированная изоляция 120 с мембраной 136 и пленочные адгезивы 152 предварительно собираются или предварительно укладываются друг на друга до введения в кольцевые желобки 118 и вводятся в них во время одной и той же операции в одно и то же время. Например, вся предварительная сборка двух или более надувных камер 140, предварительно сформированной изоляции 120 с мембраной 136 и пленочных адгезивов 152 может совместно протягиваться в кольцевой желобок 118 и через него с помощью шнура или троса, ранее продетого вдоль кольцевого желобка.
Изоляция только части (например, второй части 139 или внутренней части) внутреннего пространства 124, образованного желобком 118, может обеспечивать ряд преимуществ по сравнению с изоляцией всего внутреннего пространства. Например, как описано выше, часть (например, первая часть 138 или внешняя часть) внутреннего пространства 124 в отсутствие изоляции можно использовать как проход для продувки газообразных или жидких материалов из панели 100 с гофрированной сердцевиной или структуры (например, резервуара под давлением), образованной панелью с гофрированной сердцевиной. Кроме того, зазор, созданный частью внутреннего пространства 124 в отсутствие изоляции, обеспечивает по меньшей мере некоторое изолирующее действие. Дополнительно благодаря изоляции только части внутреннего пространства 124 достигается экономия веса.
Схемы последовательности операций и/или блок-схемы, приведенные на фигурах, демонстрируют структуру, функциональные возможности и порядок работы возможных вариантов реализации устройств, систем и способов согласно различным вариантам осуществления настоящего изобретения. Следует также отметить, что, в некоторых альтернативных вариантах реализации, функции, указанные в блоках, могут осуществляться в другом порядке, чем указано на фигуре. Например, два блока, изображенные как последовательные, фактически, могут выполняться, по существу, одновременно, или блоки иногда могут выполняться в обратном порядке, в зависимости от предусмотренных функциональных возможностей. Можно предложить другие этапы и способы, эквивалентные по функции, логике или действию одному или более блокам, или его участкам, из проиллюстрированных на фигурах.
Хотя в схемах последовательности операций и/или блок-схемах могут применяться различные типы стрелок и типы линий, это не следует рассматривать как ограничение объема соответствующих вариантов осуществления. Действительно, некоторые стрелки или другие соединители могут использоваться для указания только логической последовательности операций представленного варианта осуществления. Например, стрелка может указывать период ожидания или мониторинга незаданной длительности между перечисленными этапами представленного варианта осуществления. Также будет указано, что каждый блок блок-схем и/или схем последовательности операций, и комбинации блоков в блок-схемах и/или схемах последовательности операций, можно реализовать в ручном или автономном режиме.
Термины "включающий в себя", "содержащий", "имеющий" и их разновидности означают "в том числе, но без ограничения", если явно не указано обратное. Вышеперечисленные элементы не предполагают, что некоторые или все из элементов являются взаимоисключающими и/или взаимно включающими, если явно не указано обратное. Термины, упомянутые в единственном числе, также означают "один или более", если явно не указано обратное.
Если не указано обратное, термины "первый", "второй" и т.д. используются здесь лишь как условные обозначения, и не призваны налагать порядковые, позиционные или иерархические требования на элементы, к которым относятся эти термины. Кроме того, ссылка, например, на "второй" элемент не предписывает или не отрицает существования, например, "первого" элемента или элемента с более низким номером и/или, например, "третьего" элемента или элемента с более высоким номером.
Используемое в настоящем документе выражение "по меньшей мере, один из", при использовании со списком элементов, означает, что могут использоваться различные комбинации одного или более из перечисленных элементов, и может потребоваться только один из элементов в списке. Элементом может быть конкретным объектом, предметом или категорией. Другими словами, "по меньшей мере, один из" означает любую комбинацию элементов, или может использоваться несколько элементов из списка, но могут потребоваться не все элементы из списка. Например, "по меньшей мере, один из элемента A, элемента B и элемента C" может означать элемент А; элемент A и элемент B; элемент B; элемент A, элемент B и элемент C; или элемент B и элемент C. В ряде случаев, "по меньшей мере, один из элемента A, элемента B и элемента C" может означать, например, без ограничения, два экземпляра элемента A, один экземпляр элемента B и десять экземпляров элемента C; четыре экземпляра элемента B и семь экземпляров элемента C; или какую-либо другую подходящую комбинацию.
Кроме того, раскрытие содержит варианты осуществления согласно следующим пунктам:
Пункт 1. Способ частичной изоляции внутреннего пространства панели с предварительно сформированной гофрированной сердцевиной, причем панель с гофрированной сердцевиной содержит первый лицевой лист, второй лицевой лист, расположенный на расстоянии от первого лицевого листа, и перемычки между первым лицевым листом и вторым лицевым листом, причем указанное внутреннее пространство образовано между первым лицевым листом, вторым лицевым листом и соседними перемычками, а согласно способу:
размещения разделителя в первой части внутреннего пространства;
размещения мембраны между разделителем и второй частью внутреннего пространства;
размещения изоляции во второй части внутреннего пространства;
прижатия мембраны к разделителю;
отверждения мембраны; и
удаления разделителя из первой части внутреннего пространства.
Пункт 2. Способ по пункту 1, согласно которому мембрана отверждают, когда мембрана прижата к разделителю.
Пункт 3. Способ по пункту 1, согласно которому также размещают во внутреннем пространстве надувную камеру, причем прижатие мембраны к разделителю содержит надувание надувной камеры.
Пункт 4. Способ по пункту 3, согласно которому разделитель содержит сердечник.
Пункт 5. Способ по пункту 4, согласно которому также обертывают сердечник мембраной.
Пункт 6. Способ по пункту 4, согласно которому также удаляют надувную камеру из внутреннего пространства, причем размещение изоляции во второй части внутреннего пространства содержит впрыскивание изоляции во второй части внутреннего пространства после удаления надувной камеры из внутреннего пространства, после отверждения мембраны и до удаления сердечника.
Пункт 7. Способ по пункту 3, согласно которому также обертывают надувную камеру усилителем адгезии, причем отверждение мембраны включает отверждение усилителя адгезии.
Пункт 8. Способ по пункту 7, согласно которому усилитель адгезии содержит стеклянные волокна, взвешенные в матрице.
Пункт 9. Способ по пункту 3, согласно которому разделитель содержит надувную камеру.
Пункт 10. Способ по пункту 9, согласно которому также обертывают изоляцию мембраной.
Пункт 11. Способ по пункту 10, согласно которому изоляция обертывают мембраной до ее размещения между разделителем и второй частью внутреннего пространства и до размещения изоляции во втором части внутреннего пространства.
Пункт 12. Способ по пункту 10, согласно которому изоляция отверждают до ее обертывания мембраной и до размещения изоляции во второй части внутреннего пространства.
Пункт 13. Способ по пункту 9, согласно которому также наносят адгезивный слой на мембрану.
Пункт 14. Способ по пункту 9, согласно которому прижатие мембраны к разделителю включает надувание надувной камеры.
Пункт 15. Способ по пункту 1, согласно которому мембрана выполнена из полупроницаемого материала.
Пункт 16. Способ по пункту 1, согласно которому отверждение мембраны соединяет мембрану с изоляцией.
Пункт 17. Способ частичной изоляции внутренние пространства панели с предварительно сформированной гофрированной сердцевиной, причем панель с гофрированной сердцевиной содержит первый лицевой лист, второй лицевой лист, расположенный на расстоянии от первого лицевого листа, и перемычки между первым лицевым листом и вторым лицевым листом, причем между первым лицевым листом, вторым лицевым листом и соответствующими соседними перемычками образуются внутренние пространства, причем способ содержит:
размещение одного из множества разделителей в первой части каждого из внутренних пространств;
размещение одной из множества мембран между разделителем и второй частью каждого из внутренних пространств;
размещение изоляции во второй части каждого из внутренних пространств;
одновременное прижатие мембран к разделителям;
одновременное отверждение мембран; и
удаление разделителей из первых частей внутренних пространств.
Пункт 18. Способ по пункту 17, дополнительно содержащий размещение одного из множества надувных камер в каждом из внутренних пространств, и при этом одновременное прижатие мембран к разделителям содержит одновременное надувание надувных камер с использованием одной нагнетательной камеры.
Пункт 19. Способ по пункту 17, в котором изоляция во вторых частях внутренних пространств имеет одну и ту же однородную толщину.
Пункт 20. Способ изготовления панели с гофрированной сердцевиной, причем способ содержит этапы, на которых:
размещение кольцевых желобков между первым лицевым листом и вторым лицевым листом, причем:
каждый кольцевой желобок содержит противоположные первые боковые стенки и противоположные вторые боковые стенки;
каждый кольцевой желобок содержит внутреннее пространство, образованное между противоположными первыми боковыми стенками и противоположными вторыми боковыми стенками кольцевого желобка;
каждая первая боковая стенка примыкает к первой боковой стенке соседнего желобка с образованием перемычки, проходящей между первым лицевым листом и вторым лицевым листом; и
каждая вторая боковая стенка примыкает к одному из первого лицевого листа и второго лицевого листа;
отверждение кольцевых желобков, первого лицевого листа и второго лицевого листа для формирования панели с неизолированной гофрированной сердцевиной;
размещение разделителя в первой части внутреннего пространства по меньшей мере одного кольцевого желобка;
размещение мембраны между разделителем и второй частью внутреннего пространства по меньшей мере одного кольцевого желобка;
размещение изоляции во второй части внутреннего пространства по меньшей мере одного кольцевого желобка;
прижатие мембраны к разделителю;
отверждение мембраны; и
удаление разделителя из первой части внутреннего пространства по меньшей мере одного кольцевого желобка.
Настоящее изобретение можно реализовать в других конкретных формах, не выходя за рамки его сущности или существенных характеристик. Описанные варианты осуществления подлежат рассмотрению во всех отношениях только как иллюстративные и не ограничительные. Все изменения, укладывающиеся в смысловое значение и диапазон эквивалентности формулы изобретения, подлежат включению в его объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ПРИВОД ДЛЯ МОЛОКООТСОСА | 2010 |
|
RU2547077C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2019 |
|
RU2786867C1 |
| ГИДРОНАСОС С ОДНОРАЗОВЫМ КОМПОНЕНТОМ | 2007 |
|
RU2445983C2 |
| СТЕНОВАЯ СИСТЕМА, ОБЕСПЕЧЕННАЯ ПАРОВЫМ БАРЬЕРОМ | 2013 |
|
RU2631375C2 |
| ПНЕВМАТИЧЕСКИЙ СЕРВОПРИВОД | 1992 |
|
RU2028233C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ПРИМЕНЕНИЯ В ТЕКУЧЕЙ СРЕДЕ | 2010 |
|
RU2554606C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР | 2020 |
|
RU2815750C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ БИОЛОГИЧЕСКИМИ ТЕКУЧИМИ СРЕДАМИ, ПРОСАЧИВАЮЩИМИСЯ ИЗ РАЗРЕЗА ДЛЯ ХИРУРГИЧЕСКОЙ ДРЕНАЖНОЙ ТРУБКИ | 2019 |
|
RU2742709C1 |
| ПНЕВМАТИЧЕСКИЙ СЕРВОПРИВОД | 1992 |
|
RU2028234C1 |
| СИСТЕМА ФИЛЬТРАЦИИ ВОЗДУХА В СООРУЖЕНИЯХ ДЛЯ СТОЙЛОВОГО СОДЕРЖАНИЯ ЖИВОТНЫХ С ПОМОЩЬЮ ПАНЕЛЬНОГО ВОЗДУШНОГО ФИЛЬТРА С ЗИГЗАГООБРАЗНЫМ РАСПОЛОЖЕНИЕМ ПАНЕЛЕЙ | 2010 |
|
RU2543889C2 |






Изобретение относится к панелям с гофрированной сердцевиной, в частности к изоляции панелей с гофрированной сердцевиной компонентов, находящихся под давлением, таких как емкости высокого давления. Способ частичной изоляции внутреннего пространства панели c предварительно сформированной гофрированной сердцевиной, содержащей первый лицевой лист, второй лицевой лист, расположенный на расстоянии от первого лицевого листа, и перемычки между первым и вторым лицевыми листами, причем указанное внутреннее пространство образовано между первым лицевым листом, вторым лицевым листом и соседними перемычками, согласно которому размещают разделитель в первой части внутреннего пространства, размещают мембрану между разделителем и второй частью внутреннего пространства, размещают изоляцию во второй части внутреннего пространства, прижимают мембрану к разделителю, отверждают мембрану и удаляют разделитель из первой части внутреннего пространства. 15 з.п. ф-лы, 12 ил.
1. Способ частичной изоляции внутреннего пространства панели (100) с предварительно сформированной гофрированной сердцевиной, содержащей первый лицевой лист (110), второй лицевой лист (112), расположенный на расстоянии от первого лицевого листа, и перемычки (114) между первым и вторым лицевыми листами, причем указанное внутреннее пространство (124) образовано между первым лицевым листом, вторым лицевым листом и соседними перемычками, согласно которому:
размещают (214) разделитель (134) в первой части внутреннего пространства (124);
размещают (216) мембрану (136) между разделителем и второй частью (139) внутреннего пространства (124);
размещают (218) изоляцию (120) во второй части (139) внутреннего пространства (124);
прижимают (228) мембрану (136) к разделителю (134);
отверждают (230) мембрану (136); и
удаляют (232) разделитель (134) из первой части (138) внутреннего пространства (124).
2. Способ по п. 1, согласно которому мембрану (136) отверждают, когда мембрана прижата к разделителю (134).
3. Способ по п. 1, согласно которому также размещают (224) во внутреннем пространстве (124) надувную камеру (140), причем прижатие мембраны (136) к разделителю включает надувание (228) надувной камеры.
4. Способ по п. 3, согласно которому разделитель содержит сердечник (134).
5. Способ по п. 4, согласно которому также обертывают (222) сердечник (134) мембраной (136).
6. Способ по п. 4, согласно которому также удаляют (232) надувную камеру (140) из внутреннего пространства (124), причем размещение (218) изоляции (120) во второй части (139) внутреннего пространства (124) включает впрыскивание изоляции во вторую часть внутреннего пространства после удаления (232) надувной камеры (140) из внутреннего пространства, после отверждения мембраны (136) и до удаления сердечника (134).
7. Способ по п. 3, согласно которому также обертывают (226) надувную камеру (140) усилителем (142) адгезии, причем отверждение (230) мембраны (136) включает отверждение усилителя адгезии.
8. Способ по п. 7, согласно которому усилитель (142) адгезии содержит стеклянные волокна, взвешенные в матрице.
9. Способ по п. 3, согласно которому разделитель (134) содержит надувную камеру (140).
10. Способ по п. 9, согласно которому также обертывают (236) изоляцию (120) мембраной (136).
11. Способ по п. 10, согласно которому изоляцию (120) обертывают (236) мембраной (136) до ее размещения между разделителем (134) и второй частью (139) внутреннего пространства (124) и до размещения изоляции во второй части внутреннего пространства.
12. Способ по п. 10, согласно которому изоляцию (120) отверждают до ее обертывания мембраной (136) и до размещения изоляции во второй части (139) внутреннего пространства (124).
13. Способ по п. 9, согласно которому также наносят адгезивный слой (142) на мембрану (136).
14. Способ по п. 9, согласно которому прижатие мембраны (136) к разделителю (134) включает надувание (228) надувной камеры (124).
15. Способ по п. 1, согласно которому мембрана (136) выполнена из полупроницаемого материала.
16. Способ по п. 1, согласно которому отверждение (230) мембраны (136) соединяет мембрану с изоляцией (120).
| US 4395450 A1, 26.07.1983 | |||
| ЗВУКОИЗОЛЯЦИОННАЯ ПАНЕЛЬ | 0 |
|
SU300574A1 |
| Составная панель | 1989 |
|
SU1749411A1 |
| US 5332178 A1, 26.07.1994 | |||
| US 5469686 A1, 28.11.1995. | |||

